desarrollo de un modelo matemático para la...
TRANSCRIPT
Desarrollo de un Modelo Matemático
para la Fermentación del Cacao Criollo
Blanco
Robinson López Monzón
Piura, junio de 2016
FACULTAD DE INGENIERÍA
Máster en Ingeniería Mecánico Eléctrica con mención en Automática y
Optimización

Esta obra está bajo una licencia Creative Commons Atribución- NoComercial-SinDerivadas 2.5 Perú Repositorio institucional PIRHUA – Universidad de Piura
Desarrollo de un Modelo Matemático para la Fermentación del Cacao Criollo Blanco

U N I V E R S I D A D D E P I U R A
FACULTAD DE INGENIERÍA
Desarrollo de un Modelo Matemático para la Fermentación del Cacao Criollo
Blanco
Tesis para optar el Grado de Máster en
Ingeniería Mecánico Eléctrica con mención en Automática y Optimización
Ing. Robinson López Monzón
Piura, junio de 2016

A Dios.
Por haberme permitido llegar hasta este punto
y haberme dado salud para lograr mis objetivos,
además de su infinita bondad y amor.
A mi madre.
Por haberme apoyando en todo momento,
sus consejos, sus valores, las desveladas, los cafés,
la motivación constante
y sobre todo por su amor incondicional
Desarrollo de un Modelo Matemático para la Fermentación del Cacao Criollo Blanco

Prólogo
La producción de cacao orgánico en Piura tiene un fuerte impacto, por su atractivo en el
mercado internacional (las exportaciones de cacao han crecido 24% en los últimos dos
años) gracias a su reconocida calidad. No obstante los procesos post-cosecha,
fermentación y secado, son aún artesanales y existe poca tecnificación, así como
carencia innovación. El proceso de fermentación es el responsable de gran parte de las
características organolépticas del cacao, y por ello se han realizado numerosos estudios
de caracterización química y microbiana para poder entender los factores dominantes
que promueven las propiedades del cacao.
Actualmente aunque se ha logrado mejorar las técnicas usadas por los productores de
cacao en nuestro país, aún predomina la fermentación en cajones de madera. Este
procedimiento demanda un “expertiese” profundo para identificar los tiempos de
remoción adecuados, que varían en función del tipo de cacao (los estudios difieren en
este valor debido a que el cacao de cada zona se caracteriza por diferentes
concentraciones iniciales de microorganismos y compuestos químicos) y las
características climáticas. Sin embargo al margen de las buenas prácticas realizadas, es
común encontrar problemas de temperatura no uniforme a lo largo del cajón de
fermentación y distribución de oxígeno mayormente concentrada en las áreas cercanas a
las esquinas de las cajas y los agujeros. Estos puntos por lo general tienen una acidez y
temperatura menor al resto de la masa fermentativa, propiciando el crecimiento de
hongos.
Esta problemática de extensión nacional y el escenario de crecimiento actual del cacao
de nuestro país han motivado a la investigación presentada, la cual ha logrado ser
ejecutada gracias a la participación del Consejo Nacional de Ciencia y Tecnología
(CONCYTEC), al Programa Nacional de Innovación para la Competitividad y
Productividad, Inóvate Perú a través del proyecto 145-FINCYT- IA-2013. Así como la
asesoría y apoyo del Laboratorio de Sistemas Automáticos de Control de la Universidad
de Piura; permitiendo de esta forma presentar los resultados previos de la investigación
en el Congreso Latinoamericano de Control 2014 y participación en la escuela doctoral
de automática en la Universidad Nacional del Litoral, Argentina.

Resumen
Los granos de cacao (Thebroma cacao L.) son el principal material para la producción
de chocolate. La fermentación de los granos de cacao es esencial para remover la pulpa
(mucílago) que envuelve a los granos y para el desarrollo de los precursores químicos
del sabor del chocolate. La ecología microbiana de la fermentación de los granos de
cacao es compleja e involucra el crecimiento secuencial de varias especias de levaduras,
bacterias ácido lácticas (LAB), bacterias ácido acéticas y posiblemente algunos bacillus
y bacterias formadoras de esporas. A pesar de más de 100 años de investigación de la
ecología microbiana de esta fermentación, los roles de los diferentes grupos y especies
en su contribución al proceso, calidad de grano y calidad del chocolate, aún no están
completamente entendidos.
Debido a todos los estudios previos realizados en el campo de la fermentación del
cacao, este trabajo plantea un modelo matemático generalizado para la fermentación del
cacao, tomando como referencia el cacao de la variedad Criollo Blanco el cual en
Latinoamerica ha presentado un valor de exportación elevado y alta demanda. Se
propone un enfoque bioquímico donde se identifican los principales componentes y
familias microbianas que aportan significativamente a las propiedades organolépticas de
este producto.

Contenidos “Desarrollo de un Modelo Matemático para la Fermentación del Cacao Criollo Blanco”.
........................................................................................ ¡Error! Marcador no definido.
Capítulo 1 Introducción: Análisis del Sector .................................................................. 12
1.1. Historia del cacao como un producto mundial. .................................... 13
1.2. El cacao en el Perú. ............................................................................... 14
1.3. Un Nuevo Enfoque en la industria del cacao nacional ......................... 14
1.3.1. Cadena logística en la exportación de cacao ............................................ 17
1.3.2. Exportaciones de cacao en nuestro país. .................................................. 18
1.3.3. Tumbes como productor de cacao. ........................................................... 20
1.3.4. Piura, producción de calidad para el mundo. ........................................... 21
Capítulo 2 Fermentación en Estado Sólido. ................................................................... 22
2.1. Comparación entre Fermentación en estado Sólido y Fermentación
Sumergida. 23
2.2. Desventajas de la fermentación en medio sólido: ................................. 24
2.3. Influencia del pH en la fermentación de estado sólido. ........................ 25
2.4. Influencia de la temperatura en la fermentación de estado sólido. ....... 26
2.5. Aplicaciones de la fermentación en estado sólido. ............................... 26
2.5.1. Fermentación de estado sólido en la industria alimenticia. ...................... 27
2.5.2. Fermentación de estado sólido en la industria farmacéutica. ................... 27
2.5.3. Fermentación de estado sólido en la agroindustria. .................................. 27
2.5.4. Fermentación de estado sólido en la desintoxicación biológica. .............. 28
2.5.5. Fermentación de estado sólido en el tratamiento de aguas residuales. ..... 28
2.6. Comercialización de la fermentación de estado sólido. ....................................... 28
Capítulo 3: Fermentación de Cacao................................................................................ 30
3.1. Principios de la fermentación del cacao................................................ 31
3.1.1. Rol de la fermentación en el cacao. .......................................................... 31
3.1.2. Fermentación química y bioqúimica. ....................................................... 32
Capítulo 4: ...................................................................................................................... 34
Modelo Matemático de un Biorreactor por Bandejas bajo un enfoque Bioquímico. ..... 34
4.1. Ecuaciones Simplificadas de Reacciones Químicas ............................. 35
4.2. Valores de los microorganismos de la fermentación. ........................... 39
4.3. Modelo Batch de la Fermentación del Cacao. ...................................... 39
4.4. Representación Matricial. ..................................................................... 40
4.5. Modelo de fermentación expresado en ecuaciones diferenciales. ........ 41
4.6. Validación. ............................................................................................ 42
4.7. Modelo Dependiente de la Temperatura. .............................................. 48
4.8. Cinética de Muerte Microbiana y Descomposición. ............................. 48
4.9. Modelo de calor y entalpias generadas en la biomasa de fermentación.
49
4.10. Balances másicos dentro del fermentador en cajas. .............................. 50
4.11. Balances energéticos dentro de la masa fermentativa........................... 50
4.9. Implementación del modelo en ECOSIMPRO. .................................... 53
5.10. Implementación del Modelo en Matlab usando S-Funcitons. .............. 55
Capítulo 5: Resultados y Discusiones. ........................................................................... 57
5.1. Materiales y Métodos ............................................................................ 57
5.2. Plataforma de Adquisición de datos. .................................................... 58
5.2.1. Procesamiento de Señales. ........................................................................ 58
5.2.2. Datos obtenidos por la plataforma de adquisición de datos. .................... 62
5.3. Respuesta del Modelo Matemático. ...................................................... 63
Capítulo 6: Tendencias y Nuevas Líneas de Investigación Propuestas. ........................... 5
6.1. Estrategias de Control Aplicado a Biorreactores de Estado Sólido. ....... 5
6.2. Observadores Asintóticos Aplicados a Bioprocesos. ............................. 7
Conclusiones ................................................................................................................... 11
Bibliografía ..................................................................................................................... 13
Anexos ............................................................................................................................ 20
A2.1. Principales reacciones químicas ........................................................... 23
A3.1. Código del modelo matemático del biorreactor .................................... 28

12
Capítulo 1 Introducción: Análisis del Sector
El cacao, o Theobroma cacao L. es el principal ingrediente para la preparación de
chocolate, pero este también es importante para la industria cosmética. Al contrario del
uso generalizado de la palabra cocoa en inglés para tanto el árbol como el producto final
(granos, polvo), algunos investigadores sugieren hacer la diferencia en ambas
referencias. Bartley en el año 2005 (quién ha trabajado por más de 53 años en
investigaciones referentes al cacao) sugiere que “cacao” hace referencia a la botánica, es
decir a la planta o al árbol en sí, mientras que “cocoa” debe ser usado para los
productos. Según su enfoque en la literatura inglesa se debería usar la palabra “cacao”
como en español, pero ha sido diversificado por los distintos investigadores. Esto se
puede observar en la base bibliográfica donde hacen distinción a ambos términos en
diferentes trabajos referenciados.
La planta de cacao es un árbol perenne, esto quiere decir que, a diferencia de otros
productos como el banano, el árbol florece cada año sin la germinación de “hijuelos” de
la planta. Esta planta es originaria de los bosques húmedos de américa central y
Sudamérica, pero hoy ha sido plantada en más de 50 países con clima tropical entre las
latitudes de 15S y 18N. En su mayoría la producción de cacao a nivel mundial es
realizada por productores minifundistas (en promedio de 1 a 5 hectáreas), sin embargo,
África es responsable del 72% de la producción a nivel mundial.
13
1.1. Historia del cacao como un producto mundial. Muchos antes que el continente americano fuera descubierto, el cacao era usado por las
civilizaciones mesoamericanas, particularmente por los “Olmecas” quienes vivían en la
parte central de México y posteriormente por los Aztecas y Mayas. Investigaciones
arqueológicas encontraron que el cacao fue parte de la dieta diaria y la cultura de las
civilizaciones centro americanas desde 600 años A.C. tanto como bebida, como moneda
de cambio. La bebida de chocolate era usada por la nobleza de estas civilizaciones
quienes fermentaban el cacao en recipientes de piedra y mezclados con agua y especies
locales. Los granos de cacao fueron usados por los conquistadores de los Aztecas,
quienes pagaban impuestos al imperio, así como para el intercambio de bienes y
esclavos. El cacao continuo hasta el día de hoy teniendo un gran impacto en muchos
países, representando en gran cantidad el PBI de los países productores como Ghana,
Indonesia y la Costa Ibérica.
Posteriormente a estos sucesos el cacao ingresó a Europa a través de España por uno de
los monjes que participaba de la tripulación de la expedición de Hernán Cortés, el cual
era enviado directamente a los monasterios donde por primera vez se desarrolló el
producto que actualmente conocemos como chocolate.
Este suceso acompañado de la revolución industrial en Europa permitió que el proceso
se tecnificara apoyándose de la invención de las primeras máquinas a vapor, cambiando
el proceso artesanal de producción.
Como se mencionó anteriormente este proceso tecnificado ha permitido que la demanda
de materia prima crezca exponencialmente y ha posicionado el consumo del chocolate
sobretodo en Europa donde es parte de la dieta diaria, gracias al alto contenido en
calorías que es requerido en tierras frías.
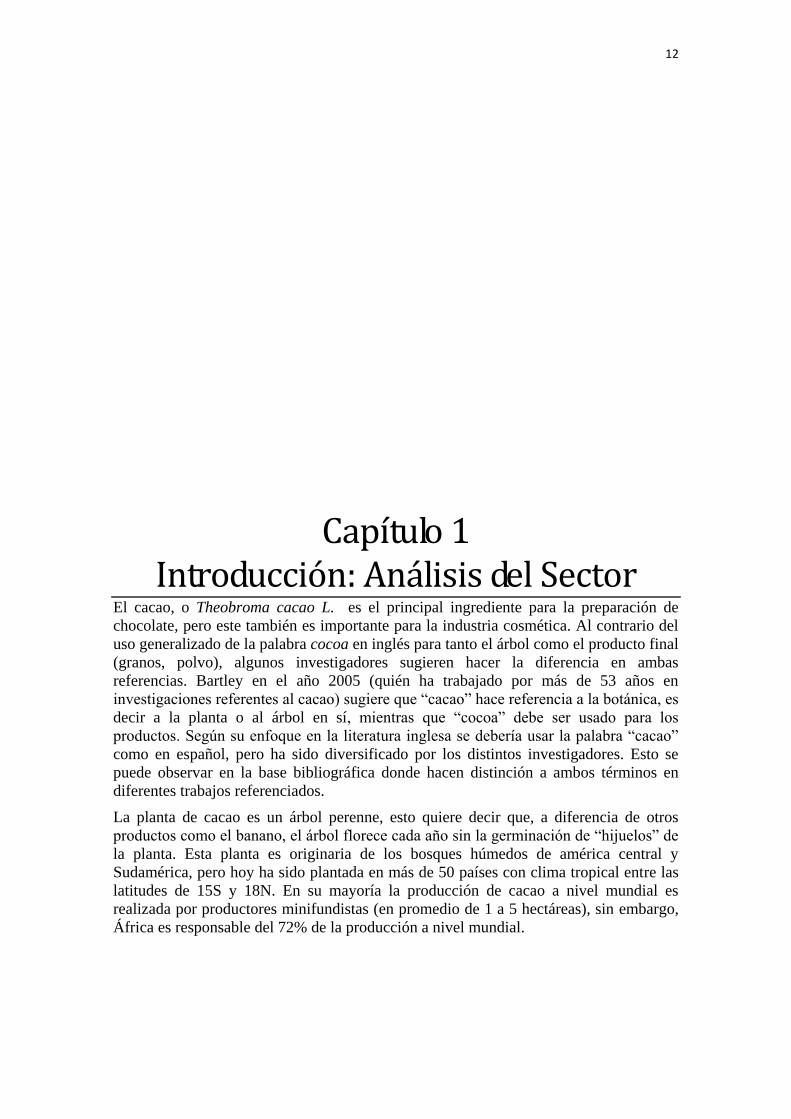
La figura 1 muestra como Costa de Marfil en el año 2013 mantenía la hegemonía de la
producción seguido por Ghana. Ambos países en conjunto representan más del 50% de
la producción mundial. A diferencia de estos países donde el volumen es superior a los
países sudamericanos, en Brasil, Perú y Ecuador es reconocida la calidad del contenido
de azúcares y polifenoles que son precursores en el aroma y la textura que
posteriormente repercuten en la calidad del chocolate.
Figura 1 Producción de cacao por país y participación en el mercado 2013. (ICCO, 2014)
14
1.2. El cacao en el Perú. Según el Ministerio de Agricultura (MINAGRI) del Perú, el cacao está teniendo un
fuerte posicionamiento como producto de exportación, llegando a convertirse en uno de
los principales productos exportados en los siguientes 5 años, y adicionalmente se prevé
un crecimiento anual para el año 2016 del 15%, permitiendo consolidarse como uno de
los mayores productores a nivel mundial. Este fenómeno se ha generado gracias a la
reconversión de cultivos en zonas amazónicas donde era común la producción de coca,
siendo este un programa de apoyo brindado por el estado. Adicionalmente gracias a la
calidad del producto de nuestro país, han ingresado inversiones privadas para su
producción, cultivando más de 15 mil hectáreas en el año 2014. En el año 2015 las
ventas de cacao representaron 234 millones de dólares; cifra con la cual podemos
suponer con el crecimiento espectado que se superarán las exportaciones de espárragos,
mangos y uvas. Cabe resaltar que, con los cambios climáticos de este año, la producción
de uva y espárragos en la costa del país se ha visto reducida (debido al retraso en la
época de cosecha y sequías en el sur del país como resultado del Fenómeno “El Niño”)
En los últimos dos años se ha observado que el 60% de la producción se deriva a
exportación y que solo el 40% es manejado en el mercado interno, siendo dentro de este
volumen un 80% el denominado “descarte” de la producción, que generalmente es el
que tiene problemas de fermentación y secado, generando una calidad inferior en el
grano. Por ello se busca potenciar la industria nacional en productos derivados del cacao
para de esta forma incrementar la exportación de chocolate nacional y disminuir la
importación del mismo.
Fig 2 Selección del cacao según las características establecidas. Fuente: Grupo de Investigación en Fermentación de Cacao, UDEP, 2014.
1.3. Un Nuevo Enfoque en la industria del cacao nacional
En el año 2005 los chocolateros de la industria chocolatera europea volcaron su
atención en el producto nacional, impulsando las actividades postcosecha del cacao,
optando por incluir la fermentación del mismo y descubriendo su actualmente conocida
calidad aromática y organoléptica, lo cual abrió la ventana comercial a mercados
internacionales.
En la región norte del país se han establecido zonas cacaoteras logrando adaptación en
inserción de cultivos de cacao en conjunto con productos como el banano, los cuales por
condiciones climáticas similares necesarias para su desarrollo han tenido un fuerte
impacto en la economía minifundista de la zona. Estas zonas son: Chulucanas, Palo
Blanco, Charanal, Platanal, Morropón, las zonas bajas de Bigote, Canchaque, Yamango,
Santo Domingo, así como Montero, Paimas y hasta el distrito de Tambogrande.
15
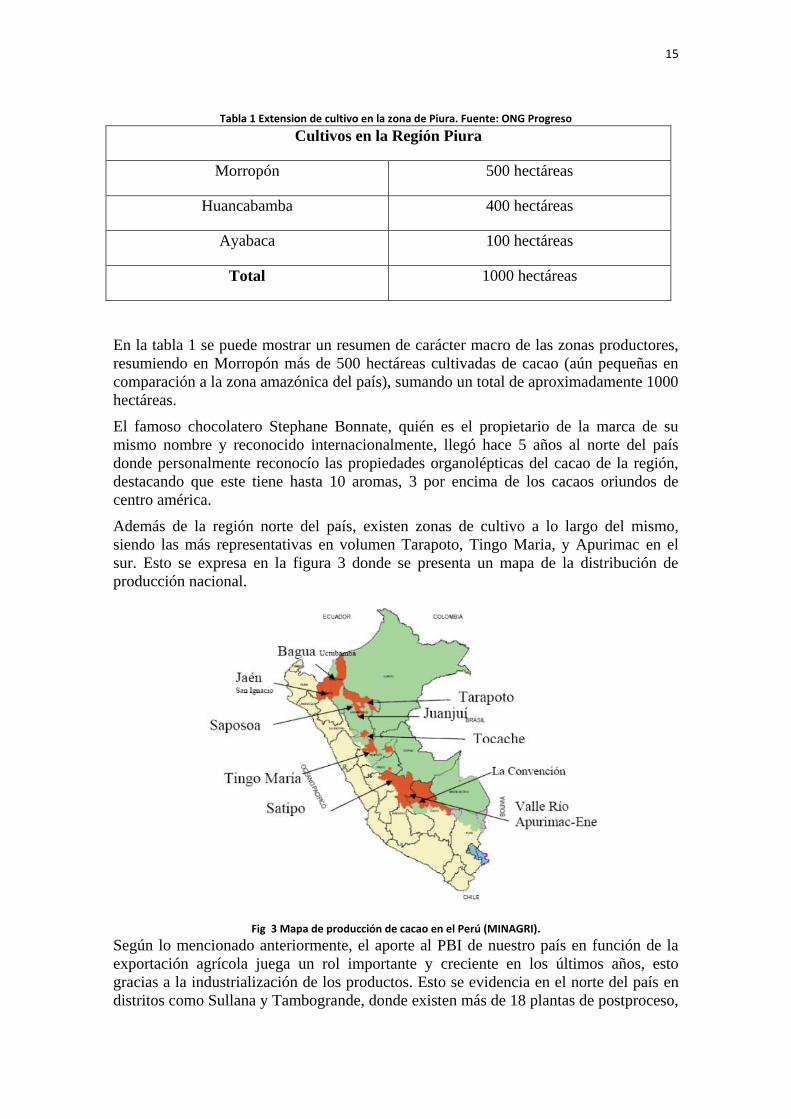
Tabla 1 Extension de cultivo en la zona de Piura. Fuente: ONG Progreso
Cultivos en la Región Piura
Morropón 500 hectáreas
Huancabamba 400 hectáreas
Ayabaca 100 hectáreas
Total 1000 hectáreas
En la tabla 1 se puede mostrar un resumen de carácter macro de las zonas productores,
resumiendo en Morropón más de 500 hectáreas cultivadas de cacao (aún pequeñas en
comparación a la zona amazónica del país), sumando un total de aproximadamente 1000
hectáreas.
El famoso chocolatero Stephane Bonnate, quién es el propietario de la marca de su
mismo nombre y reconocido internacionalmente, llegó hace 5 años al norte del país
donde personalmente reconocío las propiedades organolépticas del cacao de la región,
destacando que este tiene hasta 10 aromas, 3 por encima de los cacaos oriundos de
centro américa.
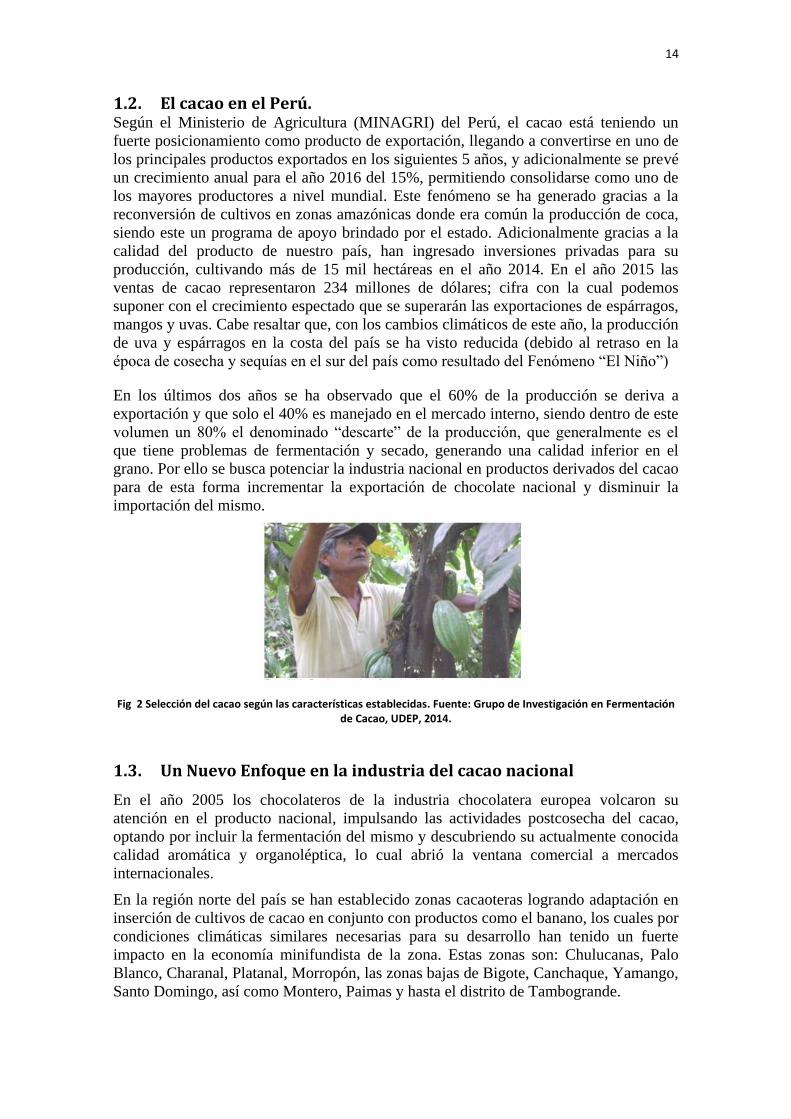
Además de la región norte del país, existen zonas de cultivo a lo largo del mismo,
siendo las más representativas en volumen Tarapoto, Tingo Maria, y Apurimac en el
sur. Esto se expresa en la figura 3 donde se presenta un mapa de la distribución de
producción nacional.
Fig 3 Mapa de producción de cacao en el Perú (MINAGRI).
Según lo mencionado anteriormente, el aporte al PBI de nuestro país en función de la
exportación agrícola juega un rol importante y creciente en los últimos años, esto
gracias a la industrialización de los productos. Esto se evidencia en el norte del país en
distritos como Sullana y Tambogrande, donde existen más de 18 plantas de postproceso,
16
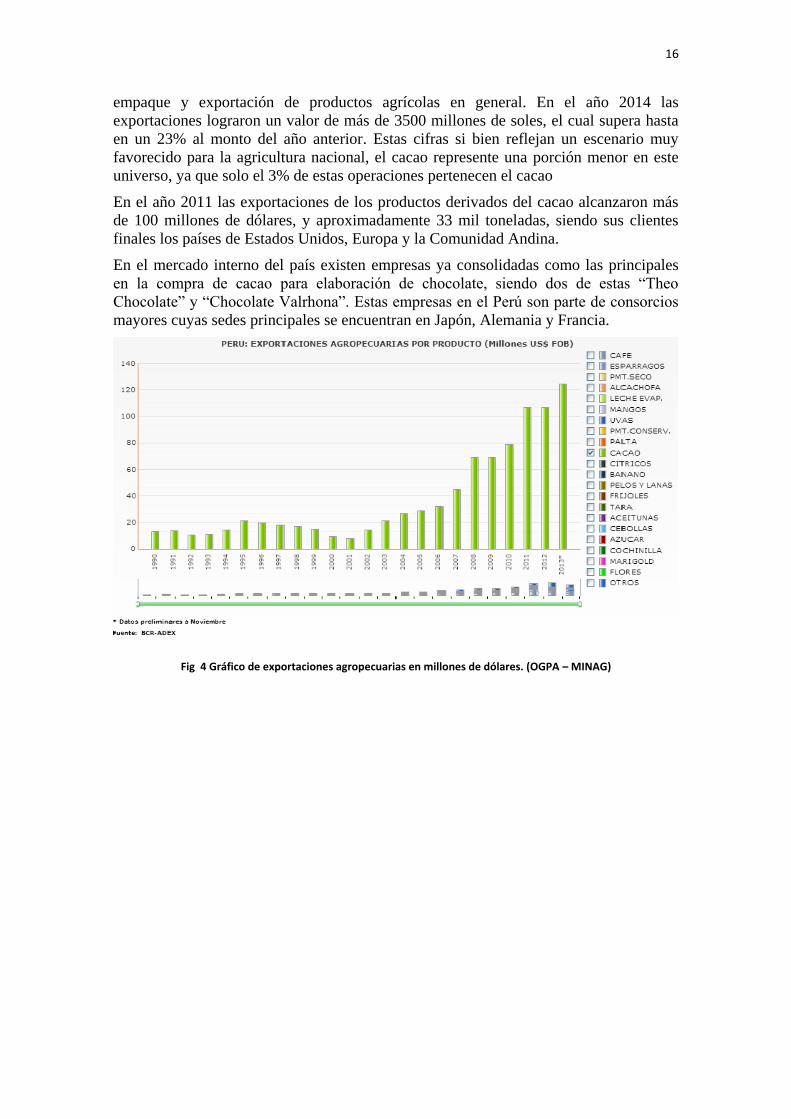
empaque y exportación de productos agrícolas en general. En el año 2014 las
exportaciones lograron un valor de más de 3500 millones de soles, el cual supera hasta
en un 23% al monto del año anterior. Estas cifras si bien reflejan un escenario muy
favorecido para la agricultura nacional, el cacao represente una porción menor en este
universo, ya que solo el 3% de estas operaciones pertenecen el cacao
En el año 2011 las exportaciones de los productos derivados del cacao alcanzaron más
de 100 millones de dólares, y aproximadamente 33 mil toneladas, siendo sus clientes
finales los países de Estados Unidos, Europa y la Comunidad Andina.
En el mercado interno del país existen empresas ya consolidadas como las principales
en la compra de cacao para elaboración de chocolate, siendo dos de estas “Theo
Chocolate” y “Chocolate Valrhona”. Estas empresas en el Perú son parte de consorcios
mayores cuyas sedes principales se encuentran en Japón, Alemania y Francia.
Fig 4 Gráfico de exportaciones agropecuarias en millones de dólares. (OGPA – MINAG)
17
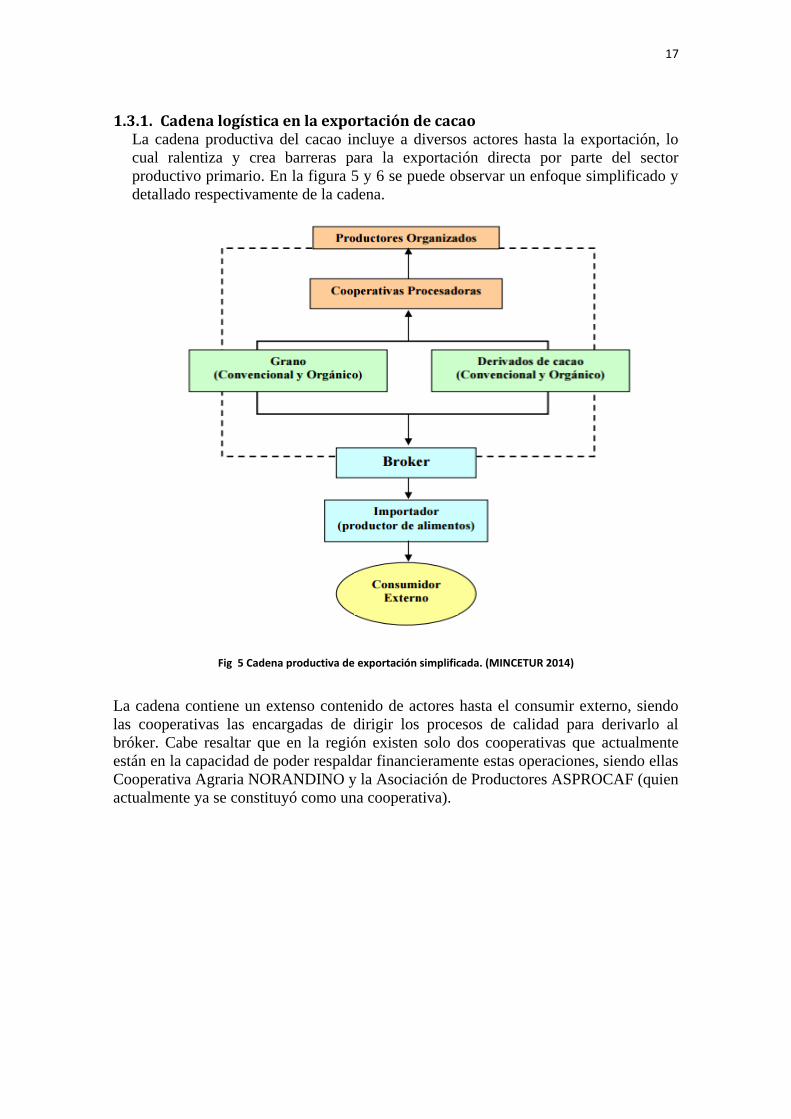
1.3.1. Cadena logística en la exportación de cacao La cadena productiva del cacao incluye a diversos actores hasta la exportación, lo
cual ralentiza y crea barreras para la exportación directa por parte del sector
productivo primario. En la figura 5 y 6 se puede observar un enfoque simplificado y
detallado respectivamente de la cadena.
Fig 5 Cadena productiva de exportación simplificada. (MINCETUR 2014)
La cadena contiene un extenso contenido de actores hasta el consumir externo, siendo
las cooperativas las encargadas de dirigir los procesos de calidad para derivarlo al
bróker. Cabe resaltar que en la región existen solo dos cooperativas que actualmente
están en la capacidad de poder respaldar financieramente estas operaciones, siendo ellas
Cooperativa Agraria NORANDINO y la Asociación de Productores ASPROCAF (quien
actualmente ya se constituyó como una cooperativa).
18
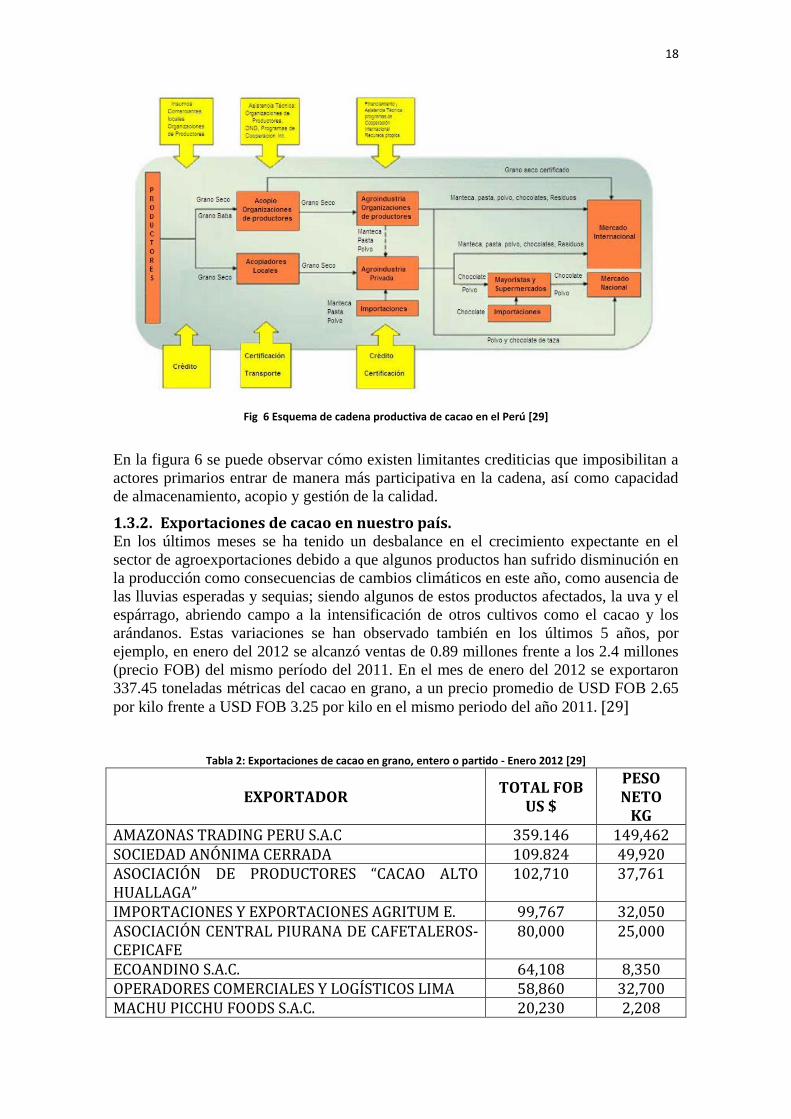
Fig 6 Esquema de cadena productiva de cacao en el Perú [29]
En la figura 6 se puede observar cómo existen limitantes crediticias que imposibilitan a
actores primarios entrar de manera más participativa en la cadena, así como capacidad
de almacenamiento, acopio y gestión de la calidad.
1.3.2. Exportaciones de cacao en nuestro país. En los últimos meses se ha tenido un desbalance en el crecimiento expectante en el
sector de agroexportaciones debido a que algunos productos han sufrido disminución en
la producción como consecuencias de cambios climáticos en este año, como ausencia de
las lluvias esperadas y sequias; siendo algunos de estos productos afectados, la uva y el
espárrago, abriendo campo a la intensificación de otros cultivos como el cacao y los
arándanos. Estas variaciones se han observado también en los últimos 5 años, por
ejemplo, en enero del 2012 se alcanzó ventas de 0.89 millones frente a los 2.4 millones
(precio FOB) del mismo período del 2011. En el mes de enero del 2012 se exportaron
337.45 toneladas métricas del cacao en grano, a un precio promedio de USD FOB 2.65
por kilo frente a USD FOB 3.25 por kilo en el mismo periodo del año 2011. [29]
Tabla 2: Exportaciones de cacao en grano, entero o partido - Enero 2012 [29]
EXPORTADOR TOTAL FOB
US $
PESO NETO
KG AMAZONAS TRADING PERU S.A.C 359.146 149,462 SOCIEDAD ANÓNIMA CERRADA 109.824 49,920 ASOCIACIÓN DE PRODUCTORES “CACAO ALTO HUALLAGA”
102,710 37,761
IMPORTACIONES Y EXPORTACIONES AGRITUM E. 99,767 32,050 ASOCIACIÓN CENTRAL PIURANA DE CAFETALEROS-CEPICAFE
80,000 25,000
ECOANDINO S.A.C. 64,108 8,350 OPERADORES COMERCIALES Y LOGÍSTICOS LIMA 58,860 32,700 MACHU PICCHU FOODS S.A.C. 20,230 2,208
19
TOTAL 894,552 337,451
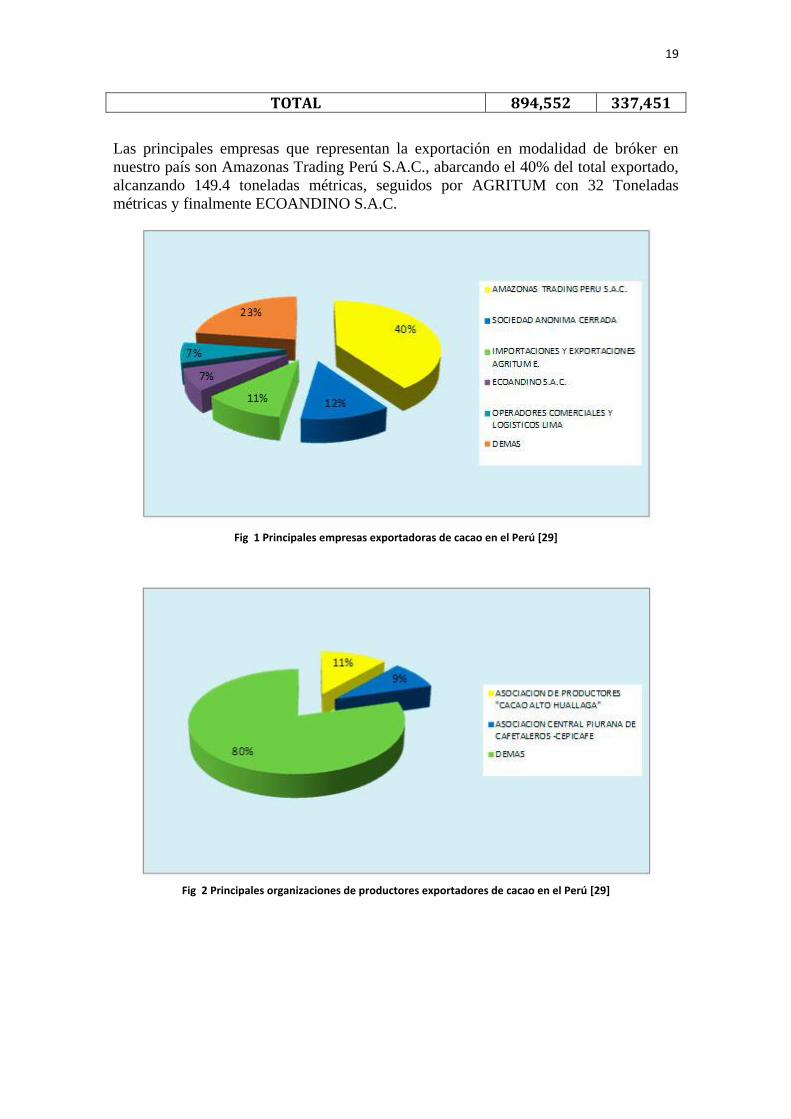
Las principales empresas que representan la exportación en modalidad de bróker en
nuestro país son Amazonas Trading Perú S.A.C., abarcando el 40% del total exportado,
alcanzando 149.4 toneladas métricas, seguidos por AGRITUM con 32 Toneladas
métricas y finalmente ECOANDINO S.A.C.
Fig 1 Principales empresas exportadoras de cacao en el Perú [29]
Fig 2 Principales organizaciones de productores exportadores de cacao en el Perú [29]
20
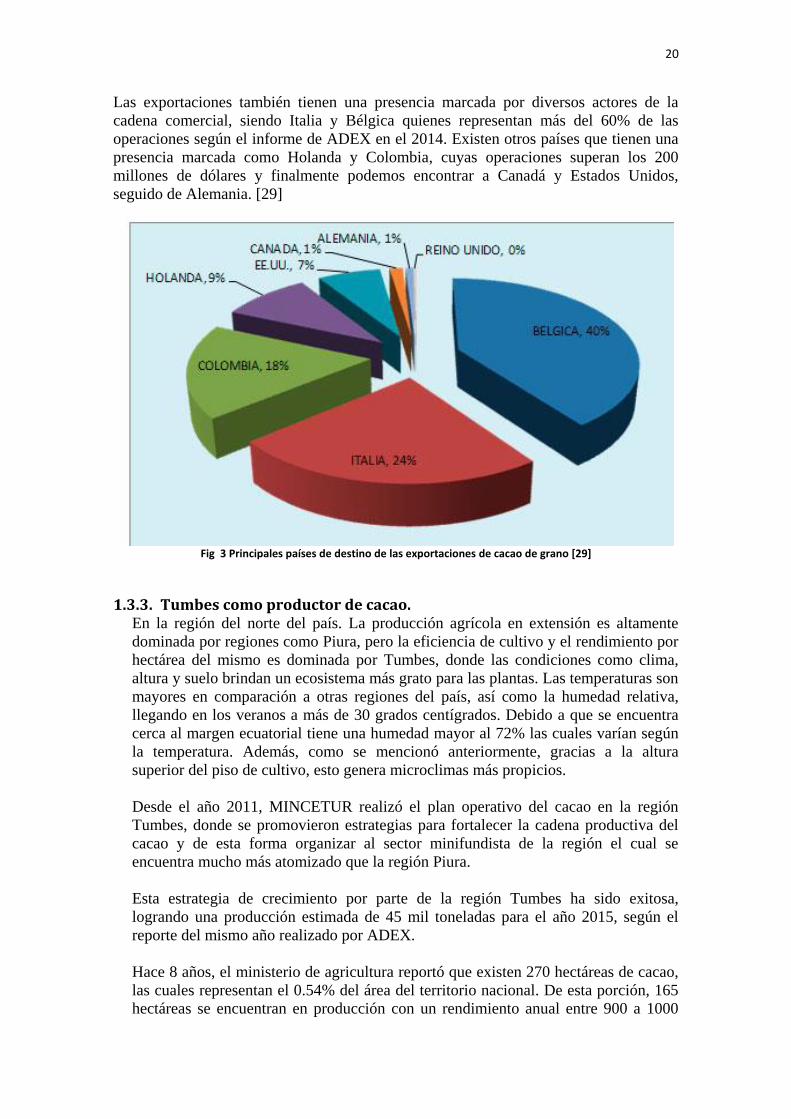
Las exportaciones también tienen una presencia marcada por diversos actores de la
cadena comercial, siendo Italia y Bélgica quienes representan más del 60% de las
operaciones según el informe de ADEX en el 2014. Existen otros países que tienen una
presencia marcada como Holanda y Colombia, cuyas operaciones superan los 200
millones de dólares y finalmente podemos encontrar a Canadá y Estados Unidos,
seguido de Alemania. [29]
Fig 3 Principales países de destino de las exportaciones de cacao de grano [29]
1.3.3. Tumbes como productor de cacao. En la región del norte del país. La producción agrícola en extensión es altamente
dominada por regiones como Piura, pero la eficiencia de cultivo y el rendimiento por
hectárea del mismo es dominada por Tumbes, donde las condiciones como clima,
altura y suelo brindan un ecosistema más grato para las plantas. Las temperaturas son
mayores en comparación a otras regiones del país, así como la humedad relativa,
llegando en los veranos a más de 30 grados centígrados. Debido a que se encuentra
cerca al margen ecuatorial tiene una humedad mayor al 72% las cuales varían según
la temperatura. Además, como se mencionó anteriormente, gracias a la altura
superior del piso de cultivo, esto genera microclimas más propicios.
Desde el año 2011, MINCETUR realizó el plan operativo del cacao en la región
Tumbes, donde se promovieron estrategias para fortalecer la cadena productiva del
cacao y de esta forma organizar al sector minifundista de la región el cual se
encuentra mucho más atomizado que la región Piura.
Esta estrategia de crecimiento por parte de la región Tumbes ha sido exitosa,
logrando una producción estimada de 45 mil toneladas para el año 2015, según el
reporte del mismo año realizado por ADEX.
Hace 8 años, el ministerio de agricultura reportó que existen 270 hectáreas de cacao,
las cuales representan el 0.54% del área del territorio nacional. De esta porción, 165
hectáreas se encuentran en producción con un rendimiento anual entre 900 a 1000
21
Kg/Ha el cual se encuentra por encima del promedio de nacional. Gran parte de la
producción es destinado para el mercado nacional y una pequeña parte para el
mercado de exportación. [53] [70]
Según Luis Mendoza, gerente de la asociación APPCACAO, en una entrevista al
diario La República, el grano de cacao ha ingresado hace siete años fuertemente al
mercado nacional y regional, ya que anteriormente se comercializaba manteca de
cacao al mercado interno y posteriormente era exportado para mercados
internacionales, en su mayoría Holanda y Estados Unidos.
1.3.4. Piura, producción de calidad para el mundo. En el año 2014 se contabilizaron 1000 hectáreas cultivadas, lo cual representan una
cantidad mucho menor en comparación con la región amazónica del país, las cuales
tienen una producción aproximada de 300 toneladas métricas, de las cuales sólo el
40% se comercializa de manera orgánica para el mercado de exportación y en su
mayoría la producción restante es calificada como cacao de descarte y
comercializada para el mercado interno del país. Gracias a la cuenca productiva
organizada por la Cooperativa NORANDINO, el resto de la producción se deriva al
mercado nacional por pequeños intermediarios que lo derivan a Chiclayo y otras
ciudades del país donde hay pequeñas plantas de producción.
Asociaciones productoras de cacao en la región de Piura:
ASPROBO: Asociación de Productores de Banano y Cacao.
APPROCAP: Asociación de Pequeños Productores de Cacao.
Asociación de Productores de Palo Blanco.
Asociación de Productores de Puerta Pulache.
ASPRAOSRA.
22
Capítulo 2 Fermentación en Estado Sólido.
La fermentación en estado sólido o SSF en sus siglas, es acompañada inevitablemente
por el desarrollo de concentraciones y gradientes de temperatura dentro de las partículas
del sustrato y bioláminas (dependiendo del sustrato y el enfoque del modelo asociado).
Estos gradientes son necesarios para dirigir el transporte de los sustratos y productos.
Adicionalmente, los gradientes de concentración han sido estudiados y se ha concluido
que juegan un rol crucial para obtener las características que definen los productos de la
fermentación en estado sólido; sin embargo, los gradientes también son conocidos como
el resultado de la productividad del proceso y de reacciones no deseadas durante la
misma. La fermentación en estado sólido ha sido generalmente realizada en proceso tipo
“batch” o por lotes y esto por ende complica su estudio y entendimiento debido a que
las condiciones cambian en el tiempo y no puede hacerse un análisis en un estado de
equilibrio, teniendo sobretodo un comportamiento transitorio durante su evolución. Los
modelos matemáticos aplicados por ende son necesarios para mejorar el entendimiento
de este proceso y permitir su manipulación para obtener los resultados deseados. Los
modelos existentes son muy variados en este campo y se enfocan en los distintos
fenómenos que se realizan durante el mismo. Como resultado de esta diversificación de
enfoques los modelos actuales no pueden explicar la generación de numerosos
productos que son formados durante la SSF y por lo tanto su resultado en términos de
características del producto final. [48][49][58]
La fermentación en estado sólido o substrato sólido ha sido usada por muchos años
alrededor del mundo. Tradicionalmente la SSF había sido principalmente usada para la
producción de alimentos fermentados de uso diario, como la soya. La SSF es definida
como el crecimiento de microorganismos en un sustrato sólido con contenido de
23
humedad menor al 12%, en donde este valor permite mantener el crecimiento
microbiano y su metabolismo, pero no existe movimiento libre de agua y aire.
Muchos tipos de microorganismo pueden ser aplicados en la fermentación de estado
sólido para la producción de diversos productos, incluyendo bioactivos de alto valor.
Los hongos, levaduras, algunas bacterias y combinación de ellas pueden ser usados en
la SSF para asegurar su evolución. Productos como la glucoamilasa B y las esporas de
hongos para biocontrol puede ser producidas solamente bajo SSF, dado que estas no
pueden desarrollarse en proceso de fermentación sumergida. La tecnología SSF provee
muchas nuevas oportunidades, así como permite el uso de productos agrícolas como
sustrato de fermentación sin la necesidad de proceso de pre-tratamiento intensivo del
mismo. Debido a que los productos de SSF no son altamente diluidos, estos pueden ser
fácilmente recuperados de los productos de la fermentación, lo cual genera un valor
adicional al proceso en cuanto a reutilización o derivación de productos residuales.
Al margen de todas las ventajas que posee la fermentación en estado sólido sobre la
fermentación sumergida, la aplicación de SSF en procesos industriales ha tenido
siempre dificultades en el monitoreo y el control de las diferentes variables involucradas
en el proceso. Mientras que, en la fermentación sumergida, el medio puede ser
considerado homogéneo, en SSF, existen muchos gradientes de temperatura y humedad
que pueden generar un efecto negativo en la producción de metabolitos. Dentro de todas
las variables involucradas, la temperatura es particularmente importante debido a que el
crecimiento microbiano bajo condiciones aeróbica resulta en una liberación de calor,
que puede producir disgregación de encimas producidas y otros efectos que perjudican
el crecimiento. También desde que la SSF ocurre en ausencia de agua libre, este calor
excesivo es difícil de remover debido a la limitada conductividad térmica del sustrato
sólido y la baja capacidad térmica del aire. Debido a esto, el mecanismo de evaporación
ha sido considerado como uno de los más viables para el desarrollo del intercambio de
calor a lo largo de los reactores de SSF. Sin embargo, se conoce que el enfriamiento
evaporativo es acompañado de pérdidas de humedad que puede causar “secado” durante
la fermentación, por lo tanto, para estos procesos es necesario monitorear tanto la
temperatura como la humedad en simultáneo. Algunos estudios han usado mediciones
indirectas (sensores virtuales o sensores de software) para monitorear el flujo,
temperatura y humedad para controlar la temperatura y la humedad del agua en el medio
de fermentación. Los perfiles de aireación con el monitoreo de oxígenos consumido y
dióxido de carbono producido durante el metabolismo microbiano puede generar datos
importantes relacionados a las variables de control.
2.1. Comparación entre Fermentación en estado Sólido y Fermentación Sumergida.
Muchos autores han discutido sobre las ventajas de la fermentación en estado sólido,
mientras que otros han comparado algunas características de los productos que pson
producidos por SSF sobre SmF (Fermentación Sumergida). Las mayores ventajas de la
fermentación en estado sólido son:
Se requieren pequeños volúmenes de masa fermentativo o volúmenes de los
reactores, resultando en un menor costo de capital de operación.
Menor probabilidad de contaminación debido a los bajos niveles de humedad.
Fácil separación de los productos residuales debido a su baja dilución.
24
Los coeficientes de rendimiento de producción son generalmente mayores.
El oxígeno está por lo general libremente disponible en la superficie de las
partículas.
En el caso de fermentación de encimas no se tiene producción de residuos.
Mayores fases de producción en la fermentación de amyloglucosidasa.
Ausencia de co-productos carbohidratados.
2.2. Desventajas de la fermentación en medio sólido: Los microorganismos cultivados en este proceso se limitan a aquellos que
existen con bajos niveles de humedad.
La extracción del calor metabólico por lo general es realizada mediante la
evaporación de los gases generados con alto contenido de agua, pero esto limita
el escalamiento en reactores de acero inoxidable donde la transferencia de calor
es elevada y lleva la temperatura del medio a valores demasiado bajos, así como
la humedad.
Debido al gradiente de temperatura generado a lo largo del reactor, se generan
“puntos fríos” donde la proliferación de hongos y bacterias generadoras de
esporas proliferan con mayor rapidez.
No se puede aplicar instrumentación tradicional para el monitoreo de parámetros
de control durante el proceso.
El escalamiento conlleva dificultades no solo en dimensiones sino en el peso del
reactor debido a que el sustrato presenta una densidad mucho mayor a los
procesos de fermentación sumergida.
Se dificulta la inocuidad o esterilización de bacterias que actúan durante la
fermentación.
Generalmente cuando la fermentación es realizada en medios sólidos, el sustrato es
heterogéneo debido a todas las razones fundamentadas en la introducción de este
capítulo, y por lo tanto el sustrato es pobremente mezclado generando concentraciones
no homogéneas de productos al finalizar la fermentación. De igual forma la humedad
presente en el sustrato inicial dificulta el control del mismo, así como el monitoreo de
parámetros como el pH, la temperatura y el oxígeno disuelto (comúnmente relacionado
con la actividad y el crecimiento microbiano). Para poder llegar a parámetros óptimos y
asegurar un producto final con los estándares mínimos, es necesario un proceso
adicional de mezclado o agitación en el medio; sin embargo, este procedimiento puede
dañar el micelio del sustrato, retardando el crecimiento y resultando en un crecimiento
pobre de microorganismos.
En la implementación a escala industrial del proceso de fermentación en estado sólido
se presentan diferentes dificultades, debido a que al ser en un proceso batch, no existen
muchas variables que puedan ser controladas, los reactores SSF se encuentran
fuertemente influenciados por condiciones ambientales como la humedad, pH, índice
25
oxidación del agua, temperatura, disponibilidad del sustrato, disponibilidad de oxígeno
libre, y el tamaño de las partículas. Para poder estudiar el proceso en escala piloto se
han desarrollado biorreactores donde la transferencia de calor y masa es monitoreada,
pero esto resulta sumamente costoso para su dimensionamiento comercial. Asimismo, la
elevada densidad del sustrato dificulta la separación de la biomasa, y por tanto aumenta
la energía necesaria por las enzimas para la producción de metabolitos.
Otra dificultad en el proceso es la relacionada con la separación de la biomasa, que es
necesaria para realizar estudios acerca de la cinética bioquímica. Se han ideado métodos
indirectos de estimación de concentraciones, estimación de DNA, cambios en el peso
luego del secado, evolución de contenido de CO2, pero aún no son del todo exactos. Se
ha usado análisis por procesamiento de imágenes en un SSF, obtenidas por
estereomicroscopios y cámaras digitales, pero éste también es un campo en actual
desarrollo. [48]
Debido a la elevada complejidad de actores que interactúan en el proceso, la elaboración
de modelos simplificados orientados al diseño y control de biorreactores ayuda a
entender el proceso. Para obtener esto es necesario tener expresiones matemáticas son
parámetros experimentales que se asemejen al comportamiento ampliamente no lineal
de los procesos bioquímicos. Los modelos actuales para SSF, describen la conversión
de los sustratos en producto de forma combinada, así como la interacción con la carga
microbiana existente, así como su crecimiento y decaimiento (procesos comunes en
biorreactores de tipo batch o lotes), sin embargo, comúnmente no explican la formación
de productos durante y al finalizar el proceso. La modelación ha sido limitada por, como
se dijo previamente, la dificultad de medir las concentraciones de microorganismos y
compuestos, para así determinar la tasa de crecimiento de estos y hallar modelos
cinéticos para la fermentación, adicionalmente se ha demostrado que la cinética es
sensible a las variaciones a los gases generados en el ambiente, por lo que se puede
estimar el cambio en las composiciones a partir de estos datos. Se puede concluir que el
desarrollo de modelos en SSF se centra en: encontrar la representación de actividad
microbiana y su patrón cinético, así como termodinámico.
2.3. Influencia del pH en la fermentación de estado sólido. Así como la fermentación en estado sólido es fuertemente influenciada por las
condiciones climáticas debido a que en su mayoría tienen que ser desarrollados en
procesos batch, existen otros parámetros que no pueden ser controlados durante la
evolución del mismo, y uno de ellos es el nivel de pH durante el proceso. Esta variable
repercute directamente en la tasa de crecimiento microbiano debido a que existen un
“pool” de bacterias en la etapa inicial y muchas de ellas pueden existir en ambientes de
pH neutral, por lo tanto, si este nivel aumenta o disminuye la tasa de producción de
productos de la fermentación se ve ralentizado. Adicionalmente a esta dificultad, la
instrumentación aplicada para su monitoreo es generalmente aplicable en medios de
fermentación líquida y por lo tanto debe extraerse muestras del proceso para ser
mezcladas en concentraciones neutras para posteriormente dar un valor fuera de línea
del pH.
El nivel de pH tiende a cambiar por diferentes razones; en el caso de la fermentación es
debido a la generación de ácidos orgánicos como el ácido acético y el ácido láctico
como resultado del metabolismo del sustrato con algunas bacterias y comúnmente se
desarrolla en las etapas aeróbicas del proceso, por lo cual depende de igual forma de la
cantidad de oxígeno libre en la zona circundante de las partículas o láminas de la
biomasa. Para limitar estas variaciones se han utilizado sustratos adicionales que limitan
26
y metabolizan la generación de los ácidos para disgregarlos en componentes
secundarios que no afecten el pH y puedan ser fácilmente removidos en la etapa final de
la fermentación. Un ejemplo de esto es que comúnmente se usa harina de yuca como
sustrato y se añade sulfato de amonio para mantenerlo en niveles favorables.
2.4. Influencia de la temperatura en la fermentación de estado sólido.
En apartados anteriores hemos manifestado que existe una gran dependencia respecto a
la temperatura del proceso, debido a que según los trabajos realizados por Arrhenius
hace muchos años, la actividad microbiana tiene una dependencia parabólica alrededor
de un punto óptimo de temperatura y este varía según las bacterias sean termofílicas
(pueden resistir niveles altos de temperatura) o mesofílicas (su punto de crecimiento
máximo se desarrolla alrededor de condiciones naturales de temperatura).
En el caso de un enfoque orientado a control de procesos, la temperatura es una variable
importante de control y una de las pocas que pueden ser controladas mediante sistemas
de intercambio de calor (también se expuso que los sistemas evaporativos son
comúnmente usados en estas aplicaciones). Este parámetro es importante debido a la
baja conductividad térmica del sustrato, así como la distribución heterogénea del
sustrato, lo que favorece a que el calor metabólico se acumule en el sistema y por ende
aumente la temperatura del cultivo.
Esta condición dentro de la biomasa fermentativa genera aspectos negativos durante el
proceso, como por ejemplo la desaceleración de la tasa de crecimiento microbiano dada
la relación de Arrhenius, deshidratación del medio sólido lo cual limita de igual forma
la actividad microbiana y por ende la aceleración de los índices de muerte microbiana.
2.5. Aplicaciones de la fermentación en estado sólido. La principal actividad de las bacterias en la naturaleza es producir enzimas hidrolíticas
para poder romper los materiales residuales, residuos de plantas, vegetales y toda clase
de residuos en compuestos minerales inorgánicos. Las bacterias extensamente hacen
este trabajo, y para asegurar que no consuman todos los productos de la hidrólisis,
muchas de ellas generan antibióticos.
Estas capacidades son la base de la producción de antibióticos y enzimas en la industria.
En nuestros días los microorganismos son usados en muchas industrias de proceso para
la producción enzimas y otras moléculas, las cuales son usadas por las personas en sus
actividades diarias. Por ejemplo, los detergentes ahora contienen enzimas que que
permiten que el proceso sea llevado a relativamente ajas temperaturas, y está demás
hablras de imaginar una vida sin antibióticos.
En Oriente, la industria de la fermentación comúnmente cultiva hongos y otros
microorganismos en nutrientes líquidos o fermentación sumergida, sin embargo, en
Asia, los productos de la fermentación son realizados en medios sólidos. El crecimiento
de los hongos benéficos es propicio en la fermentación de medio sólido debido a las
condiciones similares a su hábitat natural de desarrollo, como por ejemplo los
materiales residuales, donde no todas las bacterias pueden subsistir. SSF ofrece un
enorme potencial en la industria de la producción de enzimas, donde el desdoblamiento
de las macromoléculas a moléculas más pequeñas permite que puedan ser
posteriormente metabolizadas por otras bacterias para la generación de productos con
alto valor farmacéutico.
La rotura de las cadenas de macromoléculas o conversión de moléculas usando enzimas
es un campo de interés para diversas industrias. Estas enzimas brindan procesos de
27
conversión muy específicos y naturales bajo las condiciones adecuadas, en contraste con
la conversión química, que usualmente requiere procesos que generan productos no
deseados y tóxicos. En adición a la producción de enzimas, SSF puede ser usado para la
producción de una variedad de biomoléculas complicadas, las cuales son casi imposible
de metabolizarlas químicamente. A continuación, se expondrán ejemplos de aplicación
de la fermentación de estado sólido en diversas industrias.
2.5.1. Fermentación de estado sólido en la industria alimenticia.
La fermentación en estado sólido puede ser usada en la industria alimenticia para la
producción de enzimas, ácidos orgánicos, compuestos aromáticos y otras sustancias
de interés. Para la manufactura de salsa de soya, enzimas como las proteinasas son
producidas industrialmente por la cultivación de Aspergillus oryzae en una mezcla de
sustratos orgánicos. Estas proteinasas convierten la proteína insoluble de la soya en
pequeños péptidos solubles y aminoácidos, que en conjunto conforman la salsa de
soya.
El ácido cítrico es el compuesto orgánico más importante de la industria alimenticia
y es actualmente producido en fermentación sumergida. Sin embargo, la
fermentación de estado sólido tiene mucho potencial para la producción de ácido
cítrico debido a que es más económico bajo el uso de sustratos basados en residuos
industriales.
Las bacterias y los hongos permiten la síntesis de diferentes componentes aromáticos
en la fermentación de estado sólido. Por ejemplo, el Ceratocystis fimbriata cultivado
en fermentación de estado sólido sobre un sustrato a base de cascarillas de café
permite la obtención de un fuerte aroma a piña. De la misma forma aditivos
alimenticios como las pyrazinas, que generan saborizantes son producidos bajo
fermentación de estado sólido con una cadena de bacterias de Breviabacterium sp
sobre un sustrato de bagazo de caña de azúcar impregnado con un medio definido.
2.5.2. Fermentación de estado sólido en la industria farmacéutica.
Una nueva era en la terapia médica y la industria farmacéutica empezaron con el
descubrimiento de los antibióticos. La penicilina y otros productos secundarios de
hongos, actinomicetatos y bacterias han generado las herramientas más poderosas
para combatir las infecciones de hongos y bacterias. Numerosas patentes describen el
uso de la fermentación de estado sólido para la producción de nuevos antibióticos
para combatir diferentes bacterias, como por ejemplo Cryptococcus sp, Candida sp,
y Streptomyces sp. Surfactin es un antibiótico producido cultivando Bacillus sp.
Bajo un medio de pulpa de soya, que es un residuo sólido de la producción de Tofu.
La producción en SSF es de 4 a 5 veces más efectiva que la producción de SmF para
estos antibióticos.
En el 2001, se aprobó una fábrica para la producción de lovastatin (una medicina
usada para la reducción de colesterol) por la FDA. Las estatinas pertenecen a un
grupo de fármacos para la reducción de colesterol que previene los ataques cardíacos
en pacientes con hipercolesterolemia.
2.5.3. Fermentación de estado sólido en la agroindustria.
Los biopesticidas actualmente usados para la prevención de hongos son una
alternativa amigable al ambiente en comparación con los pesticidas químicos. En la
literatura se describe una larga lista de hongos aplicados para la generación de este
producto, por ejemplo, Coniothyrium minitans, el cual es un antagonista natural de
los hongos Sclerotinia sclerotiorum, un patógeno en las platas muy común que afecta
28
a más de 360 especies. Estos pesticidas están comercialmente disponibles y son
producidos mediante fermentación de estado sólido en sustratos de granos de
cereales.
2.5.4. Fermentación de estado sólido en la desintoxicación biológica.
Algunos residuos agroindustriales contienen componentes tóxicos (tanto fisiológicos
como nutricionales) como, cianuro de hidrógeno, cafeína, taninos, aflatoxinas, etc, lo
cual genera dificultades en su utilización efectiva. Esto es un problema las para las
industrias de procesos, así como en los impactos ambientales. La fermentación en
estado sólido ha sido recientemente aplicada para la desintoxicación de residuos
como los cereales, las cáscaras de café, la pulpa de café, entre oros. Por ejemplo, las
fermentaciones en estado sólido de las cáscaras de café han mostrado una reducción
del 95% de cianuro de hidrógeno y una reducción de 42% en los niveles de taninos
solubles.
2.5.5. Fermentación de estado sólido en el tratamiento de aguas residuales.
Actualmente se aplica la fermentación de estado sólido en las diversas áreas de la
depuración de aguas residuales, las cuales incluyen, inspecciones críticas,
tratamiento de aguas residuales domésticas y de municipios, aguas prevenientes de
procesos industriales, purificación de agua para consumo humano, entre otros. En
estos procesos comúnmente se realiza la remoción de gases y tratamiento de lodos.
2.5.6. Fermentación de estado sólido en la purificación de aire contaminado.
En el campo de la purificación de área contaminado se aplica el uso de
microorganismos para consumir componentes químicos de una corriente de aire
contaminado. Debido a las enzimas del sustrato, el airea se descompondrá, lo cual
permite la separación de compuestos preferentemente orgánicos; sin embargo, se ha
demostrado que algunas sepas pueden consumir algunos componentes inorgánicos,
como es el caso del sulfuro de hidrógeno.
2.6. Comercialización de la fermentación de estado sólido. En los recientes años, investigaciones en fermentación de estado sólido ha permitido el
desarrollo de diferentes aplicaciones a escala piloto y estudios comparativos entre la
fermentación en estado sólido y la fermentación sumergida han demostrado mayores
rendimientos de productos realizados bajo SSF. Bajo el enfoque los ejemplos anteriores,
las aplicaciones comerciales de SSF en procesos en los países de Oriente se han visto
ralentizadas, mientras que, en los países asiáticos, la SSF es mucho más común y las
áreas de investigación en este campo apuntan directo a la industrialización de alimentes
fermentados como la salsa de soya, miso, natto (derivado de la soya), sufu y tempeh
para poder cubrir la creciente demanda de estos productos gracias al amplio crecimiento
demográfico. Todos estos productos son derivados de la soya y son generados en SSF
en grandes biorreactores.
El principal problema en el escalamiento de reactores de SSF es remover el alto calor
generado por la actividad metabólica de los microorganismos. Las absorciones del calor
por conducción en camas estáticas están limitadas al bajo coeficiente de transferencia de
calor y la ausencia de superficies de intercambio de calor de grandes dimensiones. El
enfriamiento evaportaivo ha probado ser más eficiente que la conducción y convección.
Esta solución, aunque es funcional conlleva a grandes pérdidas de humedad y
deshidratación del sustrato sólido. Sin embargo, es crucial el combinar el control de
temperatura y humedad en los sistemas SSF de grandes dimensiones. El control del
29
contenido de humedad es logrado por la adición de agua durante la fermentación. La
adición de agua tiene mayores implicaciones de diseño en el biorreactor, ya que tiene
que ser aplicada de forma homogénea en el sustrato sólido, lo cual requiere mecanismos
de mezclado y agitación. El proceso de mezclado durante la SSF genera requerimientos
adicionales para el sustrato sólido, por ejemplo, este proceso puede dañar los hongos
cultivados lo cual reduce las tasas de crecimiento y producción. Este efecto puede
depender de la escala del biorreactor y la forma de sus capas internas.
30
Capítulo 3: Fermentación de Cacao
Los granos de cacao (Thebroma cacao L.) son el principal material para la producción
de chocolate. La Fermentacion de los granos de cacao es esencial para remover la pulpa
(mucilago) que envuelve a los granos y para el desarrollo de los precursores químicos
del sabor del chocolate. ([4] [12]). La ecología microbiana de la Fermentacion de los
granos de cacao es compleja e involucra el crecimiento secuencial de varias especias de
levaduras, bacterias ´ácido lácticas (LAB), bacterias ácido acéticas (AAB) y
posiblemente algunos bacillos y bacterias formadoras de esporas. ([3] [6] [11]). A pesar
de más de 100 años de investigación de la ecología microbiana de esta fermentación, los
roles de los diferentes grupos y especies en su contribución al proceso, calidad de grano
y calidad del chocolate, a ‘un no están completamente entendidos.
La fermentación es generalmente practicada en tres formas, en cajas, montones y
bandejas a través de 4 a 6 días de proceso. ([3], [5], [8], [2]; [10]). Empieza con el
crecimiento de microorganismos cuyas actividades contribuyen a la degradación del
mucilago alrededor del grano, y produce una variedad de productos metabólicos
(alcoholes, ´ácidos órganos). Las principales fases de la fermentación de granos de
cacao son fermentación alcohólica por las levaduras que convierten las azúcares
existentes en la pulpa en etanol. La fermentación láctica, que produce ácido láctico a
partir de las azucares es principalmente realizada por bacterias ´acido l´ acticas (LAB) y
tiene que ser evitada para obtener cacao de alta calidad. En la ´última fase de la
fermentación, bacterias ´ ácido acéticas (AAB) transforman alcohol en ácido acético
([2], [7], [11]).
Posteriormente a la fermentación, los granos de cacao son secados al sol, o
artificialmente secados para reducir el contenido de humedad desde 60% hasta 7.5%. El
31
proceso de secado debe llevarse a cabo cuidadosamente para asegurar que sabores no
deseados aparezcan. El secado debe llevarse de manera lenta; si lo granos son secados
rápidamente, algunas reacciones químicas iniciadas en la fermentación no serán
completadas y el grano permanecer´ a ´acido. Por otro lado, si el secado es muy lento
puede aparecer moho en los granos, propiciando características desfavorables. ([4],
[12])
Los microorganismos juegan un rol crucial en la calidad del cacao durante la
fermentación ([7], [11]). La anuencia del origen del cacao y las prácticas de
fermentación en el campo ha presentado una evolución y ha sido investigado
extensivamente. Estos estudios han ayudado a entender el impacto de las prácticas de
fermentación, sin embargo, aún poco es conocido sobre las comunidades microbianas,
su dinámica y su rol en los procesos del cacao.
Debido a todos los estudios previos realizados en el campo de la fermentación del
cacao, este trabajo plantea un modelo matemático generalizado para la fermentación del
cacao, tomando como referencia el cacao de la variedad Criollo el cual en
Latinoamérica ha presentado un valor de exportación elevado y alta demanda. Se
propone un enfoque bioquímico donde se identifican los principales componentes y
familias microbianas que aportan significativamente a las propiedades organolépticas de
este producto.
3.1. Principios de la fermentación del cacao. El origen de la fermentación de cacao se ha perdido con el tiempo, pero es generalmente
asumido que inicialmente los primeros procesos de fermentación fueron realizados en
“montones” para facilitar el efecto de remover la pulpa del mucílago circundante al
grano y de igual forma facilitar posteriormente el proceso de secado. Los “jugos”
segregados durante la fermentación son los que permiten que el producto final tenga una
mejor apariencia y un valor agregado. Sin embargo, actualmente se coincide que el
principal objetivo de la fermentación es el de matar el embrión de la semilla y poder
desarrollar los sabores esenciales del chocolate. El principio detrás de la fermentación
involucra el mantener la masa de cacao bien aislada para que el calor pueda ser retenido,
mientras al mismo tiempo se permite el paso de airea a través de la masa. Teóricamente,
las condiciones de fermentación ideal son en una fina capa de granos de cacao, donde en
su mayoría estos puedan ser aireados y el aire puede penetrar rápidamente, elevar
rápidamente la temperatura y eliminar compleméntamele el embrión. El proceso de
fermentación es usualmente manejado mediante el aroma y los cambios del color
externo del grano, usando estos parámetros como indicador del final de la fermentación.
3.1.1. Rol de la fermentación en el cacao. Los granos crudos de cacao son excesivamente amargos debido a la presencia de
las metil-xantinas como la teobromina y la cafeína en el cotiledón. Estos mismo
también son astringentes debido a la presencia de polifenoles y taninos, en su
mayoría flavonoides y antocianinas. Debido esto los granos en su sestado natural
no pueden ser usados para la producción de chocolate porque cuando son
procesados, no desarrollarían las características de sabor. La fermentación, sin
embargo, induce ciertas transformaciones bioquímicas dentro del cotiledón, lo que
lidera la formación de color, aroma y precursores del sabor a chocolate. Algunos
de los polifenoles amargos y astringentes se difunden a través del grano y son
oxidados por las oxidasas polifenoles para producir taninos insolubles.
Posteriormente la pérdida del sabor amargo y astringencia es desarrollada durante
la etapa subsecuente de secado y también durante el tostado de los granos de
32
cacao. Cuando los granos de cacao seco fermentado son tostados, los precursores
del sabor son transformados en compuestos que caracterizan el típico sabor
asociado con el chocolate. La fermentación también ayuda a remover la pulpa del
mucílago alrededor de los granos de cacao, y esto hace posible que los granos
puedan ser secados y almacenados.
3.1.2. Fermentación química y bioqúimica. Los granos de coca consisten de dos cotiledones o semillas, cada uno con un
embrión radicular, rodeado por una membrana llamada testa, y esta es envuelta
por azúcares, de textura mucilaginosa llamado pulpa. La pulpa corresponde
aproximadamente al 40% del peso del grano crudo y su contenido es entre 10% a
15% azúcares, principalmente glucosa, fructuosa y sacarosa. Las pulpas sin
madurar de las mazorcas de cacao contienen gran cantidad de sacarosa, mientras
que las mazorcas maduras contienen principalmente fructuosa y glucosa. La pulpa
también contiene pequeñas cantidades de proteínas, aminoácidos, minerales y
vitaminas, principalmente vitamina C, así como entre 0.5% y 2% de ácido cítrico
el cual causa que el nivel de pH reduzca hasta 3.3 o 4. En adición, la pulpa
contiene alrededor de 2% de pectinas y otros polisacáridos que lo hacen viscoso.
[62] [63] [64].
Los granos de cacao en sí mismos contienen aproximadamente entre 32% y 39%
de agua, 30% y 39% de grasas, 8% a 10% de proteínas, 2% a 3% de celulosa, 4%
a 6% de almidón, 4% a 6% de pentosas, 2% a 3% de sacarosa, 5% a 6% de
polifenoles, 1% de ácidos, 1% a 3% de teobromina y 0.2% a 1% de cafeína. [62]
Los granos de cacao forastero sin fermentar tienen un color violeta debido a la
presencia de antocianinas en el cotiledón, El cacao criollo contiene
aproximadamente las dos terceras partes de poli fenoles en comparación al
forastero, pero no posee tantas atocianinas. Las antocianinas son por lo general
inestables y su color es afectado por el pH. Estas son de color rojo a valores de pH
bajos y se van oscureciendo al acercarse al valor de pH 5, y se vuelven violeta en
los valores de pH entre 6 y 7. En los valores de 7 y 8 estos se tornan de un color
azul oscuro y con valores mayores de pH pueden ser de un color amarillento. El
cambio en la coloración de las antocianinas puede no solo deberse el cambio del
nivel de pH, sino también puede ser causado por la formación de un complejo
débil con otras moléculas de antocianinas o por hidrólisis. [64] [65]
La fermentación de cacao es un proceso espontáneo, que empieza inmediatamente
después que los granos son removidos de la mazorca. Dos eventos importantes
ocurren en este instante: el primero involucra la acción microbiana en la pulpa del
mucílago, y resulta en la producción de alcohol y ácidos, así como generación de
calor. Esta fermentación en la pulpa incluye la acción de las levaduras, bacterias
ácido lácticas y bacterias acéticas, sin embargo, las especies fungi y bacillus
también se encuentran en esta fase inicial. La pulpa es hidrolizada y degradada
por estos microorganismos, y resulta en la producción de un líquido con alto
contenido en azúcares, comúnmente llamado “sudores” de la fermentación. No
toda la pulpa es necesaria para una fermentación satisfactoria y ha sido sugerido
que hasta el 20% de la pulpa puede ser removido sin afectar la fermentación. Esa
pulpa puede ser usado para la manufactura de otros productos con valor agregado.
[68] [67]
El segundo suceso en la fermentación de cacao ocurre como consecuencia
combinada del incremento de temperatura y la penetración de alcohol y ácidos,
33
que son producidos en la pulpa dentro del grano. Estas condiciones matan la
semilla y causan la ruptura de las celdas de almacenamiento en el cotiledón y un
incremento en la permeabilidad de la célula. Los componentes celulares de las
semillas ahora pueden mezclarse libremente y el resultado bioquímico lidera la
producción de los precursores del sabor a chocolate. Estas reacciones incluyen el
desdoblamiento de las proteínas en péptidos y aminoácidos, y la conversión de
sacarosa en glucosa y fructuosa. Los contenidos de teobromina y cafeína se
reducen ligeramente debido a la difusión a través de los granos. Las antocianinas,
que generan la coloración violeta, rápidamente se desdoblan en antocianidinas, y
los polifenoles en conjunto se oxidan y polimerizan los taninos. Ellos también se
difunden fuera de los granos llevando a un decrecimiento en el contenido de
polifenoles. [63] [64] [65]
En la fermentación de cacao forastero, el color de los granos cambia de blanco a
un color ligeramente marrón luego de 60 horas de fermentación, oscureciendo
posteriormente el color entre las 72 y 84 horas. Luego de las 144 horas, el color es
oscuro marrón-rojizo y se sigue oscureciendo durante el secado. Al comienzo de
la fomentación, el olor de la masa de cacao es húmedo y frutal, pero luego de las
primeras 24 horas este cambia hasta un olor más alcohólico. Luego de 36 a 48
horas, se genera un olor avinagrado debido al contenido de ácido acético generado
por la oxidación del alcohol, y este desaparece luego de 60 y 72 horas. El olor
acético continúa hasta incrementar la intensidad posteriormente a las 120 horas y
finalmente luego de 144 horas aún mantiene estas características, salvo que la
temperatura descienda y no se pueda metabolizar todo el etanol. Si la
fermentación se prolonga aún más, el olor gradualmente se convierte en húmedo y
se proliferan hongos. [68]
34
Capítulo 4:
Modelo Matemático de un Biorreactor por Bandejas bajo un enfoque Bioquímico.
En el capítulo anterior se describió los procesos que se desarrollan durante la
fermentación, los cuales incluyen el metabolismo de muchos compuestos y el desarrollo
de reacciones bioquímicas predominantes. Por ello se ha implementado un modelo
simplificado identificando las reacciones predominantes durante la fermentación y
aquellos que son precursores de las características más resaltantes del aroma y sabor en
el cacao. Para esto se han realizado las siguientes consideraciones de modelamiento:
El desdoblamiento de sacarosa en glucosa y fructuosa se realiza en la etapa de
“aguante” que se genera entre el corte de las mazorcas y el inicio de la
fermentación. Proceso que usualmente dura 24 horas en la mayoría de centros de
acopio productivo.
Se ha identificado sepas de microorganismos predominantes en la variedad
“Criollo Blanco” y se ha trabajado en función a estas.
No existe intercambio másico en la cabecera de los cajones de fermentación ni
cambios de fase predominantes.
35
El intercambio de calor se da en el lecho de la biomasa y con las paredes de los
cajones de fermentación.
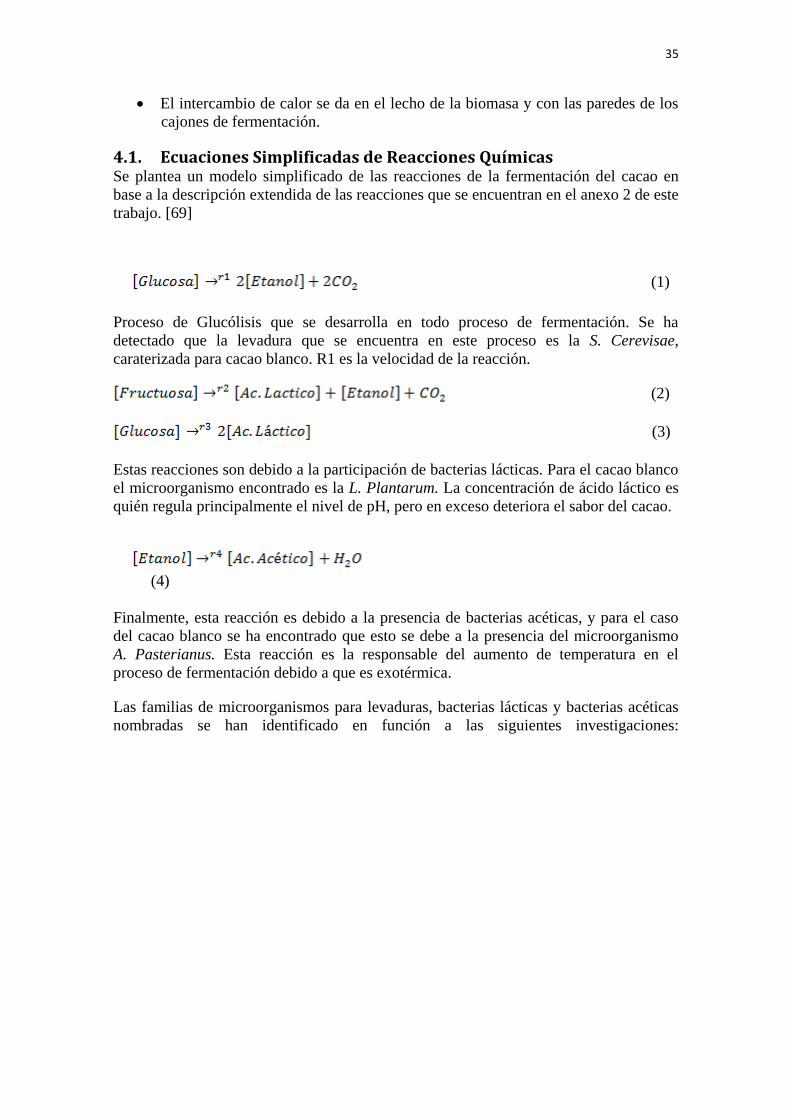
4.1. Ecuaciones Simplificadas de Reacciones Químicas Se plantea un modelo simplificado de las reacciones de la fermentación del cacao en
base a la descripción extendida de las reacciones que se encuentran en el anexo 2 de este
trabajo. [69]
(1)
Proceso de Glucólisis que se desarrolla en todo proceso de fermentación. Se ha
detectado que la levadura que se encuentra en este proceso es la S. Cerevisae,
caraterizada para cacao blanco. R1 es la velocidad de la reacción.
(2)
(3)
Estas reacciones son debido a la participación de bacterias lácticas. Para el cacao blanco
el microorganismo encontrado es la L. Plantarum. La concentración de ácido láctico es
quién regula principalmente el nivel de pH, pero en exceso deteriora el sabor del cacao.
(4)
Finalmente, esta reacción es debido a la presencia de bacterias acéticas, y para el caso
del cacao blanco se ha encontrado que esto se debe a la presencia del microorganismo
A. Pasterianus. Esta reacción es la responsable del aumento de temperatura en el
proceso de fermentación debido a que es exotérmica.
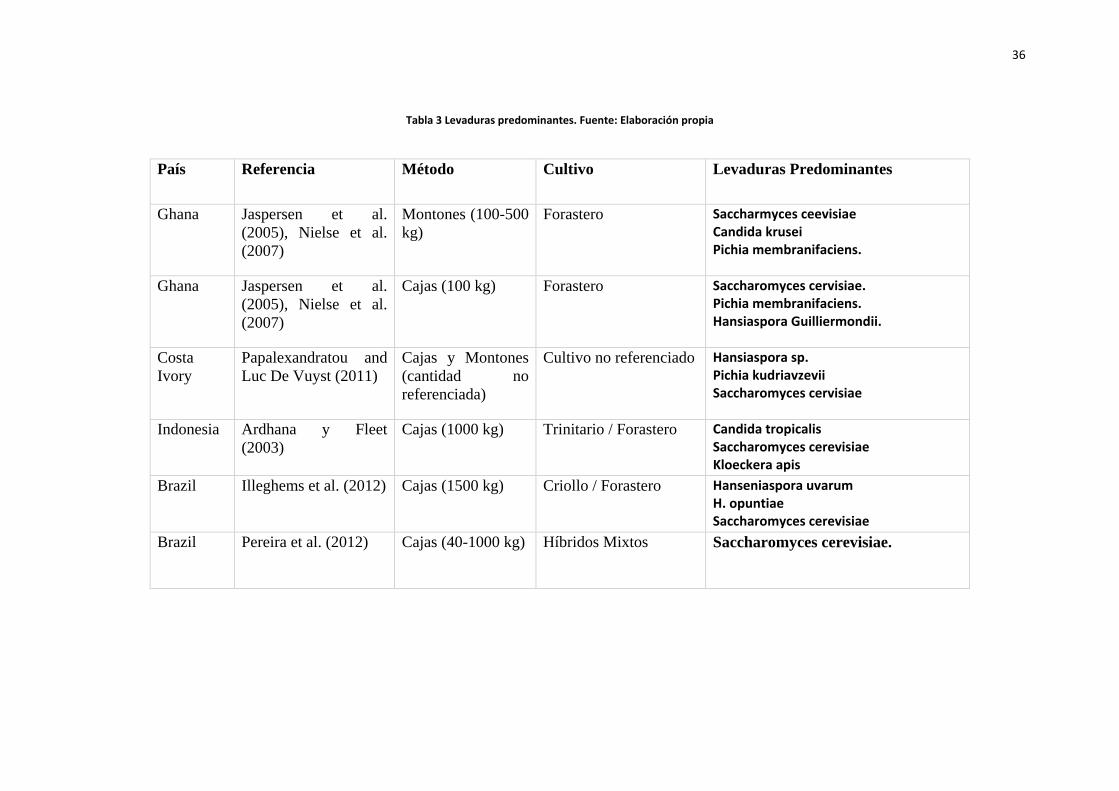
Las familias de microorganismos para levaduras, bacterias lácticas y bacterias acéticas
nombradas se han identificado en función a las siguientes investigaciones:
36
Tabla 3 Levaduras predominantes. Fuente: Elaboración propia
País Referencia Método Cultivo Levaduras Predominantes
Ghana Jaspersen et al.
(2005), Nielse et al.
(2007)
Montones (100-500
kg)
Forastero Saccharmyces ceevisiae Candida krusei Pichia membranifaciens.
Ghana Jaspersen et al.
(2005), Nielse et al.
(2007)
Cajas (100 kg) Forastero Saccharomyces cervisiae. Pichia membranifaciens. Hansiaspora Guilliermondii.
Costa
Ivory
Papalexandratou and
Luc De Vuyst (2011)
Cajas y Montones
(cantidad no
referenciada)
Cultivo no referenciado Hansiaspora sp. Pichia kudriavzevii Saccharomyces cervisiae
Indonesia Ardhana y Fleet
(2003)
Cajas (1000 kg) Trinitario / Forastero Candida tropicalis Saccharomyces cerevisiae Kloeckera apis
Brazil Illeghems et al. (2012) Cajas (1500 kg) Criollo / Forastero Hanseniaspora uvarum H. opuntiae Saccharomyces cerevisiae
Brazil Pereira et al. (2012) Cajas (40-1000 kg) Híbridos Mixtos Saccharomyces cerevisiae.
37
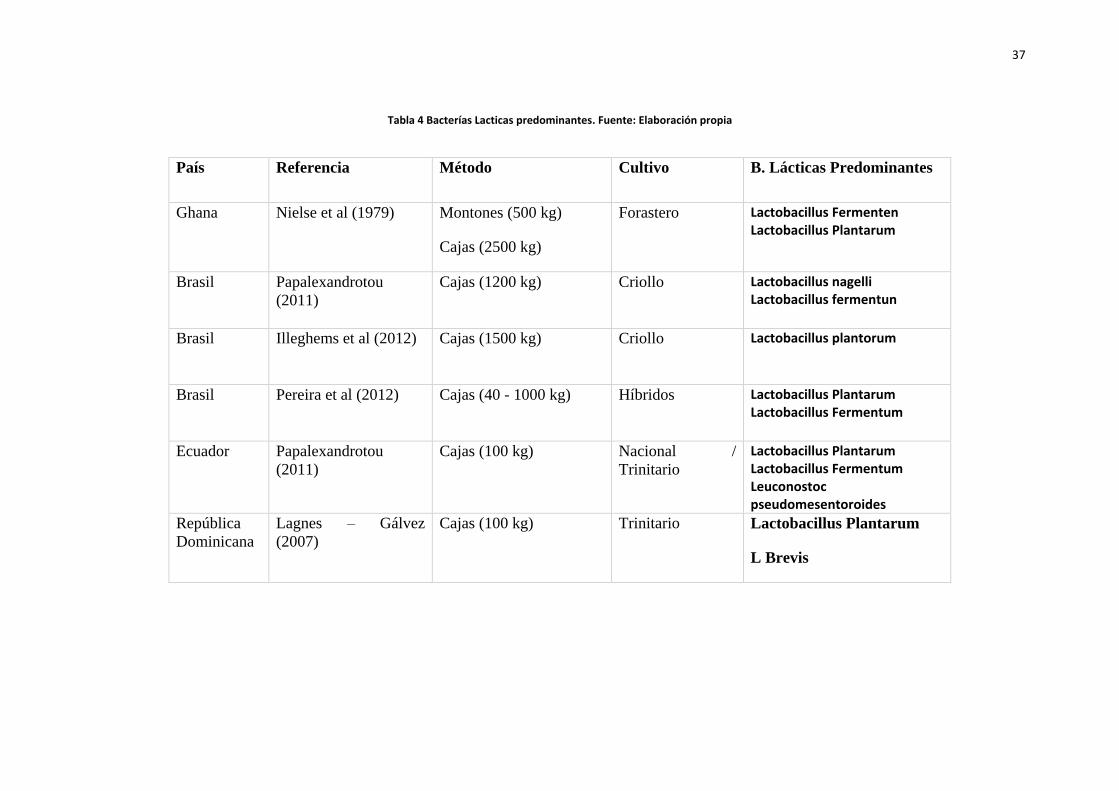
Tabla 4 Bacterías Lacticas predominantes. Fuente: Elaboración propia
País Referencia Método Cultivo B. Lácticas Predominantes
Ghana Nielse et al (1979) Montones (500 kg)
Cajas (2500 kg)
Forastero Lactobacillus Fermenten Lactobacillus Plantarum
Brasil Papalexandrotou
(2011)
Cajas (1200 kg) Criollo Lactobacillus nagelli Lactobacillus fermentun
Brasil Illeghems et al (2012) Cajas (1500 kg) Criollo Lactobacillus plantorum
Brasil Pereira et al (2012) Cajas (40 - 1000 kg) Híbridos Lactobacillus Plantarum Lactobacillus Fermentum
Ecuador Papalexandrotou
(2011)
Cajas (100 kg) Nacional /
Trinitario
Lactobacillus Plantarum Lactobacillus Fermentum Leuconostoc pseudomesentoroides
República
Dominicana
Lagnes – Gálvez
(2007)
Cajas (100 kg) Trinitario Lactobacillus Plantarum
L Brevis
38
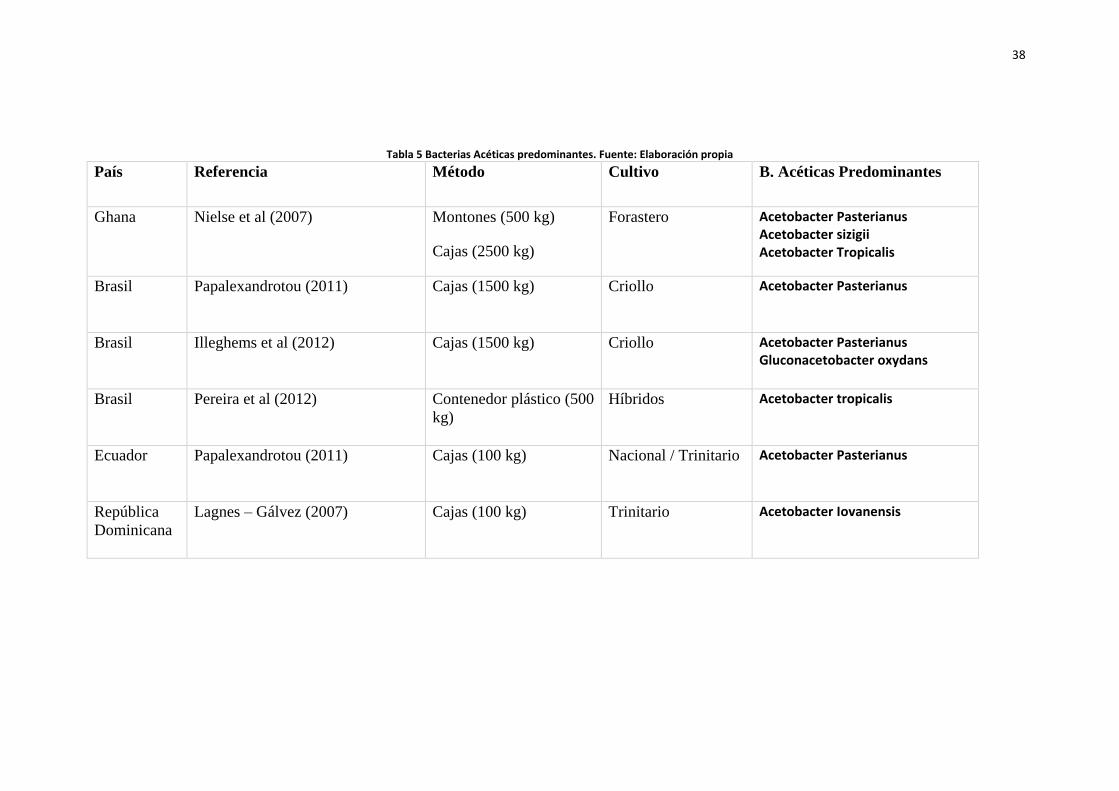
Tabla 5 Bacterias Acéticas predominantes. Fuente: Elaboración propia
País Referencia Método Cultivo B. Acéticas Predominantes
Ghana Nielse et al (2007) Montones (500 kg)
Cajas (2500 kg)
Forastero Acetobacter Pasterianus Acetobacter sizigii Acetobacter Tropicalis
Brasil Papalexandrotou (2011) Cajas (1500 kg) Criollo Acetobacter Pasterianus
Brasil Illeghems et al (2012) Cajas (1500 kg) Criollo Acetobacter Pasterianus Gluconacetobacter oxydans
Brasil Pereira et al (2012) Contenedor plástico (500
kg)
Híbridos Acetobacter tropicalis
Ecuador Papalexandrotou (2011) Cajas (100 kg) Nacional / Trinitario Acetobacter Pasterianus
República
Dominicana
Lagnes – Gálvez (2007) Cajas (100 kg) Trinitario Acetobacter Iovanensis

39
4.2. Valores de los microorganismos de la fermentación. En el trabajo [29] se encontró mediante pruebas experimentales que la tasa máxima
de crecimiento de la levadura S. Cerevisae en condiciones óptimas de crecimiento
oscila entre 0.42 y 0.5 . Esta hipótesis es válida dado que las variaciones de
pH durante la fermentación no son significativas y oscila entre los valores óptimos.
Para las bacterias lácticas se encontró el valor de la tasa de crecimiento máxima entre
0.34 y 0.37 , según los experimentos realizados en [30]. Para el caso de
bacterias acéticas se encontró un valor máximo de tasa de crecimiento de 0.1
según los trabajos realizados por S. Salgueiro en [31].
4.3. Modelo Batch de la Fermentación del Cacao. Definiremos la siguiente nomenclatura.
Usando un modelo de balance másico general aplicado para bioprocesos reescribiremos
las relaciones estequeométricas incluyendo la concentración de las bacterias
procedentes de la fermentación, siendo X las variables de estado correspondientes a los
microorganismos.
(5)
(6)
(7)
(8)
En esta nueva expresión de las ecuaciones las constantes k son los coeficientes
estequeometricos que acompañan a los sustratos, los coeficientes t son los coeficientes
estequeometricos que acompañan a los productos y las constantes r son las velocidades
de reacción.
Aplicando ecuaciones de conversación de la masa considerando un volumen V
constante
(9)
(10)
Ahora tomaremos que todas las concentraciones son volumétricas y que la velocidad de
reacción ahora depende de la concentración de bacterias presentes en la biomasa.
(11)
Aplicaremos el mismo balance másicos para los dos sustratos restantes.

40
(12)
(13)
La misma formulación aplicada para los productos de la fermentación resulta en el
siguiente modelo:
(14)
(15)
Finalmente, el desarrollo de los microorganismos está directamente relacionado con la
velocidad de la reacción química lo cual la convierte en una ecuación recursiva.
(16)
(17)
(18)
4.4. Representación Matricial. Los bioprocesos comúnmente se representan en forma matricial bajo la siguiente
forma.
(19)
“D” corresponde al “Dilution Rate” que es la relación de la concentración del flujo de
entrada respecto al volumen total de la biomasa. En este caso como es un sistema batch,
el segundo término se reduce a cero. Adicionalmente estamos considerando que la fase
gaseosa no coexiste con la biomasa debido a que los componentes volátiles se disipan el
cabeza del fermentador.
Epsilon corresponde al vector de estados del proceso así que será de la siguiente forma.
(20)
Según las relaciones estequeométricas el sistema quedará representado por los “yield
coefficients” los cuales definen la relación de consumo y producción de sustratos y
productos con respecto a cada microorganismo y está definido para cada familia.

41
Los Yield Coefficient determinan la razón de consumo de sustratos para la producción
de biomasa. Me permite conocer cuánto de sustrato se requiere para la proliferación
microbiana de cada especie.
(21)
Por lo general se hayan experimentalmente y a través de ellos caracterizo la relación con
los productos y demás sustratos. Permiten describir mi modelo con mayor exactitud.
Para nuestro modelo se usaron los coeficientes hallados en los trabajos [32] [33] [34].
•
•
•
•
•
•
•
•
(22)
(23)
(24)
(25)
(26)
(27)
4.5. Modelo de fermentación expresado en ecuaciones diferenciales. De la forma matricial anterior podemos expresar el modelo de fermentación de cacao
criollo en 8 ecuaciones diferenciales de la siguiente forma:

42
(28)
(29)
(30)
(31)
(32)
(33)
(34)
(35)
4.6. Validación. Para el proceso de validación se ha tomado como base los estudios realizados por
Rosane Schwan en [32] donde se caracterizó los componentes químicos y la
población microbiana durante la fermentación en cajas de madera y en un biorreactor
de acero inoxidable.
A continuación en la siguiente tabla se muestran los datos usados para la validación
luego de transformar las unidades formadoras de colonias a concentración
volumétrica usando los datos realizados por Neidhart en [33] para calcular la masa
promedio de las bacterias que se encuentran en nuestro proceso.
Para S. Cerevissae se usará 5 picogramos como masa de una unidad formadora de
colonia en masa seca, y para las demás baterías se usará 0.95 picogramos según los
trabajos de Neidhart et al. Los datos tomados son la suma de las concentraciones
encontradas en el contiledón y en el mucílago, ya que los estudios realizados
comúnmente separan ambas partes para realizar las pruebas, pero para nuestro
modelo estamos evaluando la evolución del proceso como una sola biomasa. La
frecuencia de muestreo para el experimento realizado por la Dra. Rossane Scwhan
fue cada 12 horas, abarcando todo el proceso de fermentación. Tabla 6 Datos promediados para la validación del modelo
Glucosa Fructuosa Etanol A.Lactico A.Acetico S.Cerevisae L.Plantarum A.Pasterianus
142,4 162,5 0 0 0 5,51 6,13 5,6
51,5 26,8 65,5 15,4 0 7,57 8,06 6,2
26 56 26,2 14,55 15 6,42 8,45 6
40,4 45,3 29,1 15,6 14 5,13 8,45 5,9
20,3 40,2 34 18,1 22 5,97 8,56 5,7
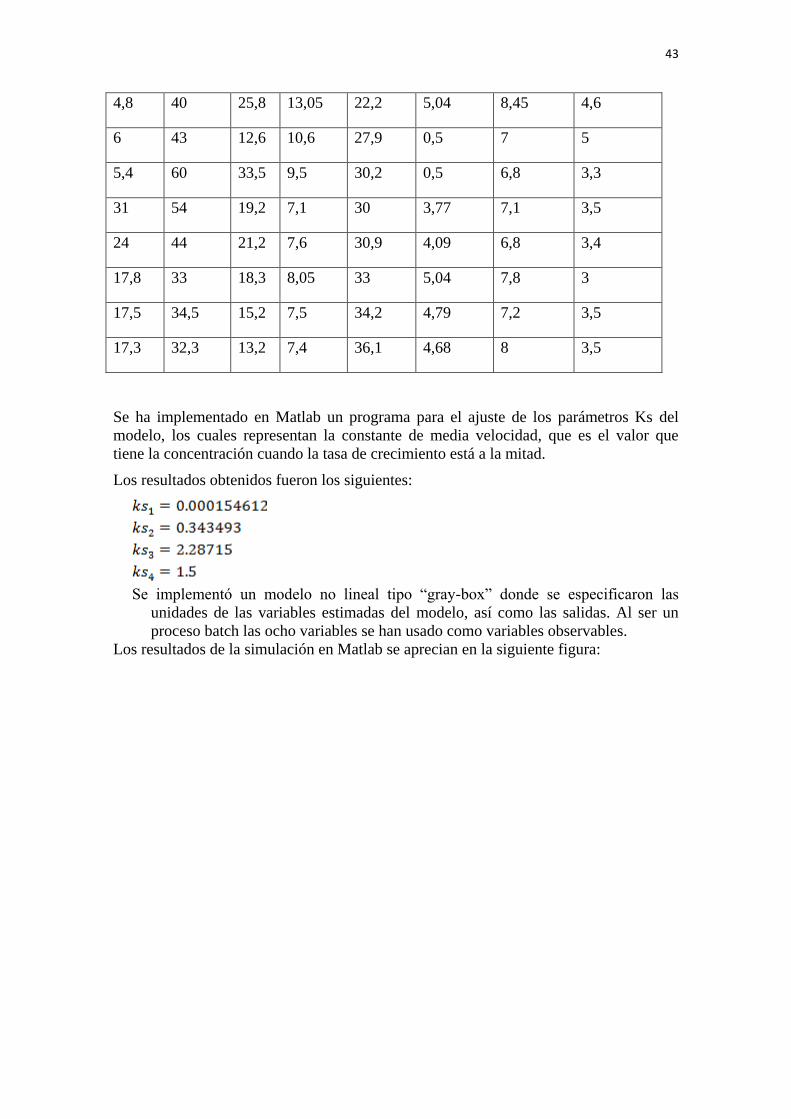
43
4,8 40 25,8 13,05 22,2 5,04 8,45 4,6
6 43 12,6 10,6 27,9 0,5 7 5
5,4 60 33,5 9,5 30,2 0,5 6,8 3,3
31 54 19,2 7,1 30 3,77 7,1 3,5
24 44 21,2 7,6 30,9 4,09 6,8 3,4
17,8 33 18,3 8,05 33 5,04 7,8 3
17,5 34,5 15,2 7,5 34,2 4,79 7,2 3,5
17,3 32,3 13,2 7,4 36,1 4,68 8 3,5
Se ha implementado en Matlab un programa para el ajuste de los parámetros Ks del
modelo, los cuales representan la constante de media velocidad, que es el valor que
tiene la concentración cuando la tasa de crecimiento está a la mitad.
Los resultados obtenidos fueron los siguientes:
Se implementó un modelo no lineal tipo “gray-box” donde se especificaron las
unidades de las variables estimadas del modelo, así como las salidas. Al ser un
proceso batch las ocho variables se han usado como variables observables.
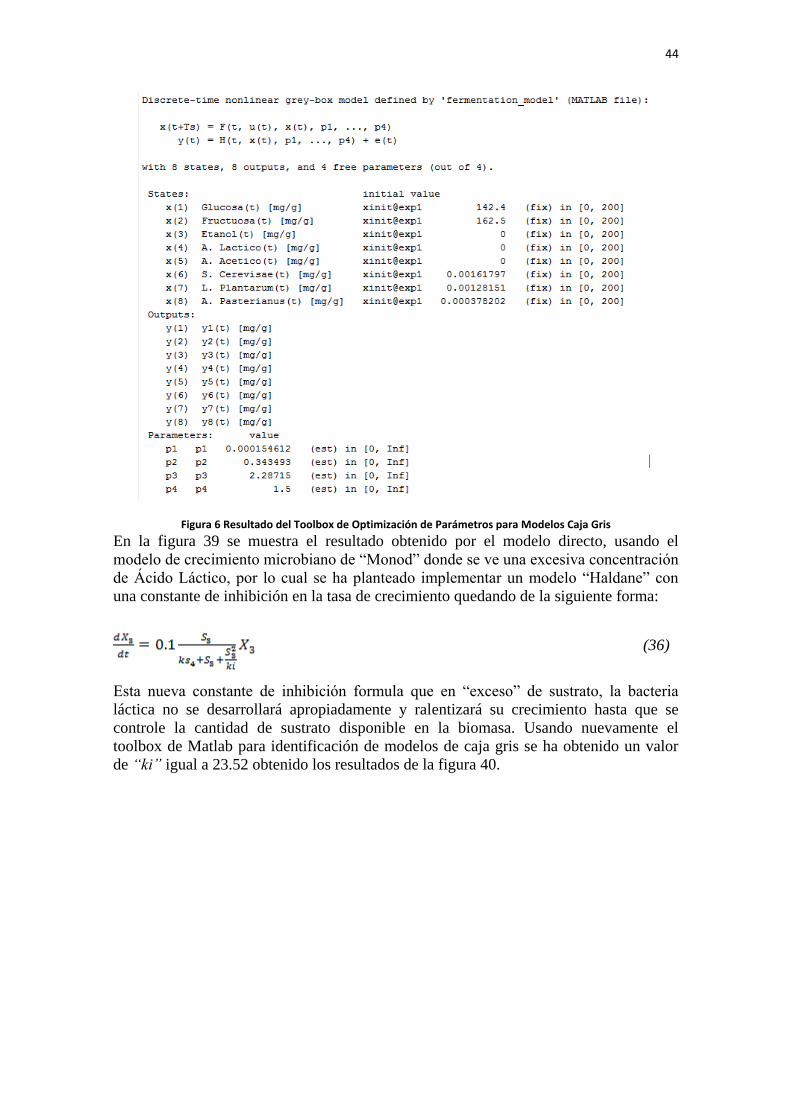
Los resultados de la simulación en Matlab se aprecian en la siguiente figura:
44
Figura 6 Resultado del Toolbox de Optimización de Parámetros para Modelos Caja Gris
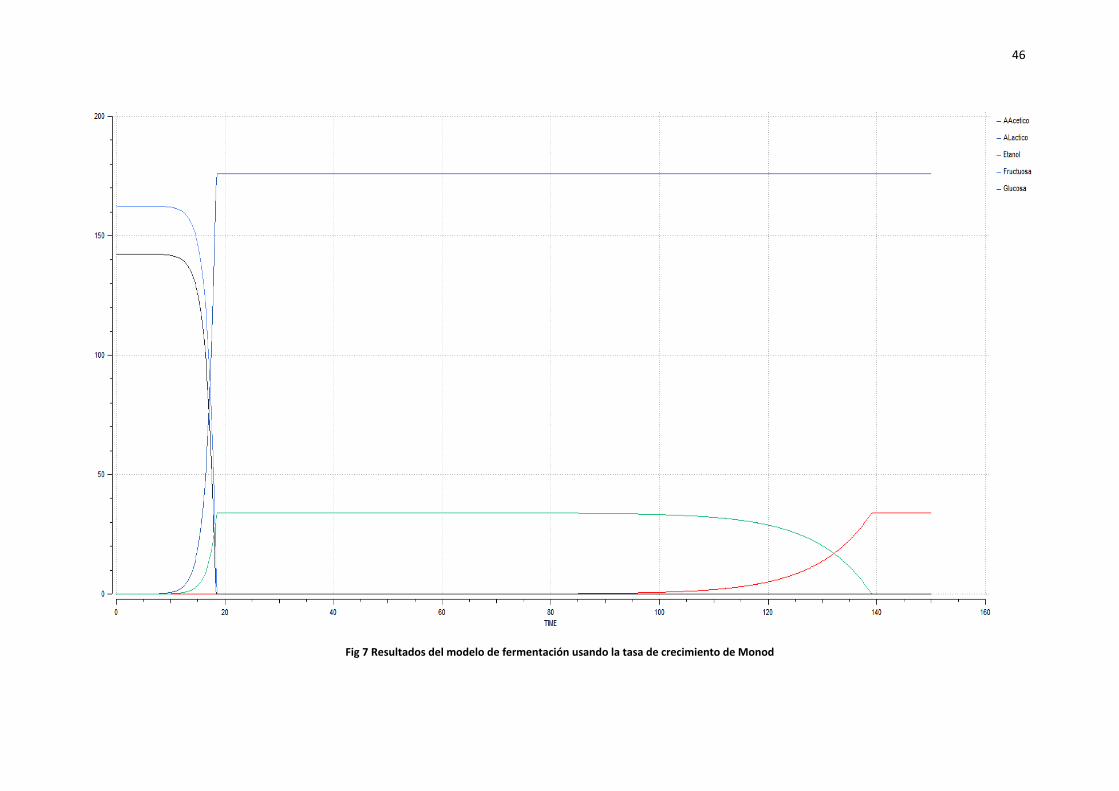
En la figura 39 se muestra el resultado obtenido por el modelo directo, usando el
modelo de crecimiento microbiano de “Monod” donde se ve una excesiva concentración
de Ácido Láctico, por lo cual se ha planteado implementar un modelo “Haldane” con
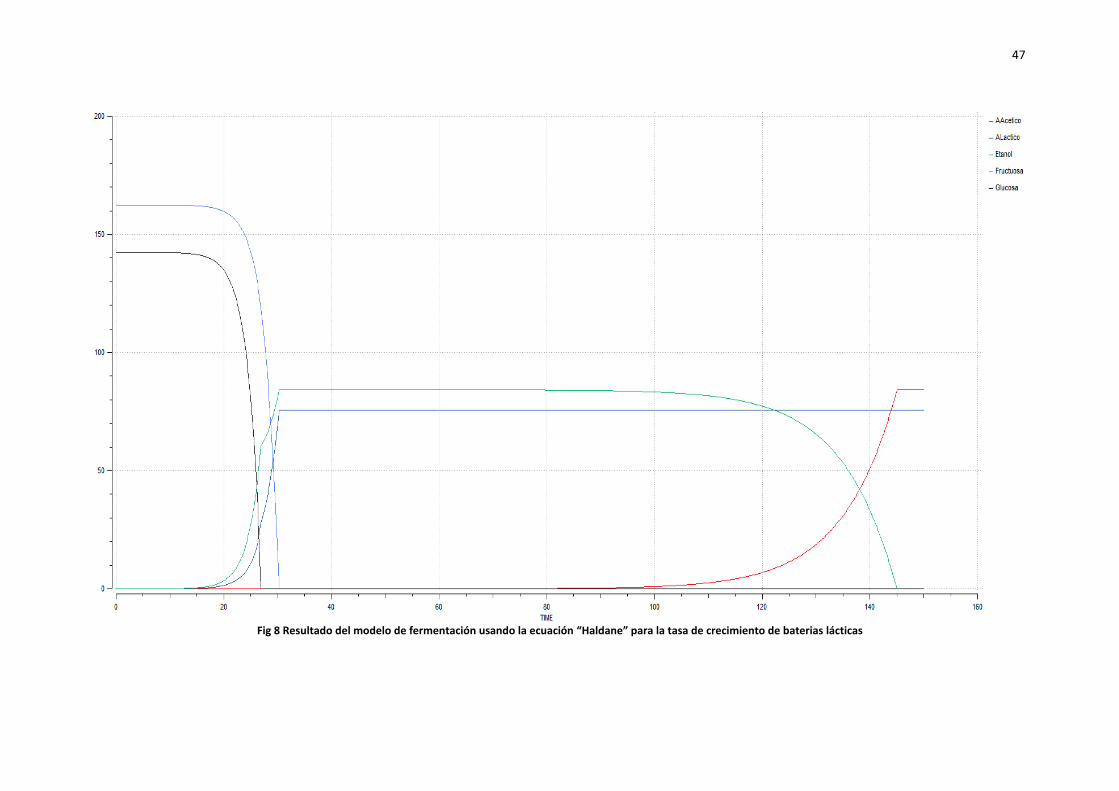
una constante de inhibición en la tasa de crecimiento quedando de la siguiente forma:
(36)
Esta nueva constante de inhibición formula que en “exceso” de sustrato, la bacteria
láctica no se desarrollará apropiadamente y ralentizará su crecimiento hasta que se
controle la cantidad de sustrato disponible en la biomasa. Usando nuevamente el
toolbox de Matlab para identificación de modelos de caja gris se ha obtenido un valor
de “ki” igual a 23.52 obtenido los resultados de la figura 40.

45
46
Fig 7 Resultados del modelo de fermentación usando la tasa de crecimiento de Monod
47
Fig 8 Resultado del modelo de fermentación usando la ecuación “Haldane” para la tasa de crecimiento de baterias lácticas
48
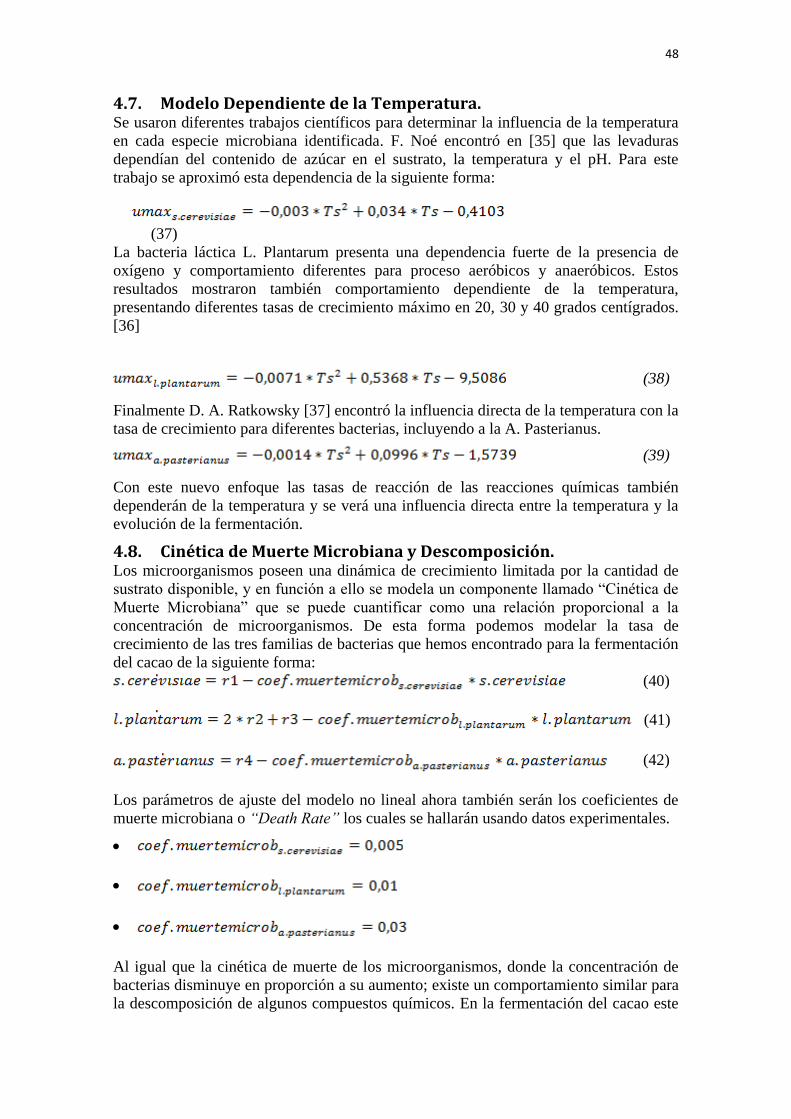
4.7. Modelo Dependiente de la Temperatura. Se usaron diferentes trabajos científicos para determinar la influencia de la temperatura
en cada especie microbiana identificada. F. Noé encontró en [35] que las levaduras
dependían del contenido de azúcar en el sustrato, la temperatura y el pH. Para este
trabajo se aproximó esta dependencia de la siguiente forma:
(37)
La bacteria láctica L. Plantarum presenta una dependencia fuerte de la presencia de
oxígeno y comportamiento diferentes para proceso aeróbicos y anaeróbicos. Estos
resultados mostraron también comportamiento dependiente de la temperatura,
presentando diferentes tasas de crecimiento máximo en 20, 30 y 40 grados centígrados.
[36]
(38)
Finalmente D. A. Ratkowsky [37] encontró la influencia directa de la temperatura con la
tasa de crecimiento para diferentes bacterias, incluyendo a la A. Pasterianus.
(39)
Con este nuevo enfoque las tasas de reacción de las reacciones químicas también
dependerán de la temperatura y se verá una influencia directa entre la temperatura y la
evolución de la fermentación.
4.8. Cinética de Muerte Microbiana y Descomposición. Los microorganismos poseen una dinámica de crecimiento limitada por la cantidad de
sustrato disponible, y en función a ello se modela un componente llamado “Cinética de
Muerte Microbiana” que se puede cuantificar como una relación proporcional a la
concentración de microorganismos. De esta forma podemos modelar la tasa de
crecimiento de las tres familias de bacterias que hemos encontrado para la fermentación
del cacao de la siguiente forma:
(40)
(41)
(42)
Los parámetros de ajuste del modelo no lineal ahora también serán los coeficientes de
muerte microbiana o “Death Rate” los cuales se hallarán usando datos experimentales.
Al igual que la cinética de muerte de los microorganismos, donde la concentración de
bacterias disminuye en proporción a su aumento; existe un comportamiento similar para
la descomposición de algunos compuestos químicos. En la fermentación del cacao este

49
fenómeno se da en el ácido láctico y en el etanol. Ambos productos presentan una fase
de descomposición proporcional a la concentración.
4.9. Modelo de calor y entalpias generadas en la biomasa de fermentación. Dentro de las consideraciones del modelo se han aplicado conceptos de cinética química
para poder relacionar la entalpia de reacción de la forma: aA bB cC dD en base al
trabajo realizado en la Universidad de Piura. [69]
( ) ( ) ( ) ( ) ( )Rx D C B A
d c bH T H T H T H T H T
a a a
(43)
Las entalpias de reacción dependen de la temperatura de la masa fermentativa ya que se
asume para el modelo una distribución homogénea. Para poder calcular los valores se
evalúa la expresión en función de la temperatura.
(T )Pi
R
T
o
i R
T
H H C dT (44)
El primer término es la entalpia de formación a una temperatura de 25 grados
centígrados y el segundo término es en función de la capacidad calorífica, la cual se
puede encontrar en tablas. [69]
En función a esto se puede simplificar la expresión de la siguiente forma:
( ) (T ) (T ) (T ) (T ) (T T )D C B A
o o o o
Rx D R C R B R A R P P P P R
d c b d c bH T H H H H C C C C
a a a a a a
Según lo valores de las tablas que se encuentran en el anexo 2 la expresión anterior
queda de la siguiente forma:
1 1
2 2
4 4
5
(T ) 31.1*10 ^ 3 (T 25)(362.62) / 342.2965*[ ]* *r
(T ) 70.7*10 ^ 3 (T 25)(79.84) /180.1559*[ cos ]* M*r
(T ) 122.503*10 ^ 3 (T 25)( 122.93) /180.1559*[ ]* *r
(T ) 74.81*10 ^ 3 (T 2
b b
b b
b b
b b
H sacarosa M
H glu a
H fructosa M
H
5
6 6
7 7
9
5)(58.11) /180.1559*[ ]* *r
(T ) 434.21*10 ^ 3 (T 25)(387.07) / *[ ]* *r
(T ) 492.5*10 ^ 3 (T 25)(56.9) / 46.06844*[ tan ]* *r
(
192
T ) 4.09*10 ^ 3 (T 25)( 15.27) / 98.08*
.124
[ ]* *r
b b
b b
b b
fructosa M
H citrico M
H e ol M
H lactosa M
9
1 2 4 5 7 9(T ) (T ) (T ) (T ) (T ) (T ) (T )b b b b b b bH H H H H H H
(45)
Las unidades de las ecuaciones son Joule/segundo, siendo M la masa total de la masa
fermentativa. Debido a que se asume que no hay intercambio másico predominante
entre la cabecera y el lecho, este se asume constante. Finalmente, los valores de “r”
responden a la velocidad de reacción química, los cuales para modelos bioquímicos se
asume que son iguales a la tasa de crecimiento de la bacteria predominante en cada
reacción.
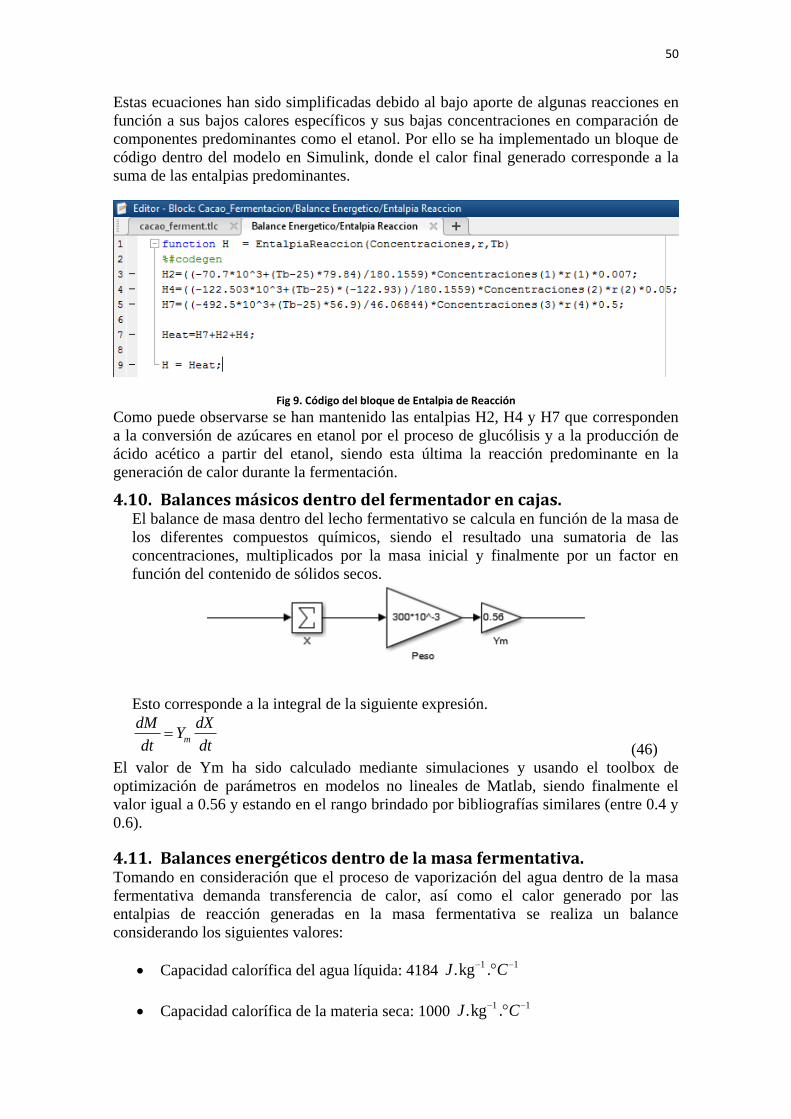
50
Estas ecuaciones han sido simplificadas debido al bajo aporte de algunas reacciones en
función a sus bajos calores específicos y sus bajas concentraciones en comparación de
componentes predominantes como el etanol. Por ello se ha implementado un bloque de
código dentro del modelo en Simulink, donde el calor final generado corresponde a la
suma de las entalpias predominantes.
Fig 9. Código del bloque de Entalpia de Reacción
Como puede observarse se han mantenido las entalpias H2, H4 y H7 que corresponden
a la conversión de azúcares en etanol por el proceso de glucólisis y a la producción de
ácido acético a partir del etanol, siendo esta última la reacción predominante en la
generación de calor durante la fermentación.
4.10. Balances másicos dentro del fermentador en cajas. El balance de masa dentro del lecho fermentativo se calcula en función de la masa de
los diferentes compuestos químicos, siendo el resultado una sumatoria de las
concentraciones, multiplicados por la masa inicial y finalmente por un factor en
función del contenido de sólidos secos.
Esto corresponde a la integral de la siguiente expresión.
m
dM dXY
dt dt
(46)
El valor de Ym ha sido calculado mediante simulaciones y usando el toolbox de
optimización de parámetros en modelos no lineales de Matlab, siendo finalmente el
valor igual a 0.56 y estando en el rango brindado por bibliografías similares (entre 0.4 y
0.6).
4.11. Balances energéticos dentro de la masa fermentativa. Tomando en consideración que el proceso de vaporización del agua dentro de la masa
fermentativa demanda transferencia de calor, así como el calor generado por las
entalpias de reacción generadas en la masa fermentativa se realiza un balance
considerando los siguientes valores:
Capacidad calorífica del agua líquida: 4184 1 1.kg .J C
Capacidad calorífica de la materia seca: 1000 1 1.kg .J C
51
Entalpia de vaporización del agua: 2.414 6 110 . .J kg agua
Se asume el calor producido por el metabolismo del sustrato proporcional a la
variación de la biomasa (ecuación 46).
Bajo estas consideraciones la ecuación de balance energético en el lecho queda de la
siguiente forma:
Se está asumiendo que no existen intercambios de calor entre la biomasa y las paredes
del fermentador debido a que ambos se encuentran a la misma temperatura. Las
pérdidas de calor consideradas en el modelo son debido a transferencia de calor con el
ambiente a través de las paredes del fermentador, siendo Kw la inversa de la resistencia
equivalente por conducción según la geometría del cajón fermentador. Se monitorea en
tiempo real la temperatura ambiente que es una variable de entrada al proceso y T es la
temperatura calculada iterativamente por el modelo, correspondiente a la biomasa
fermentativa.
Esto ha sido implementado en la plataforma simulink y se muestra en la siguiente
figura.
.
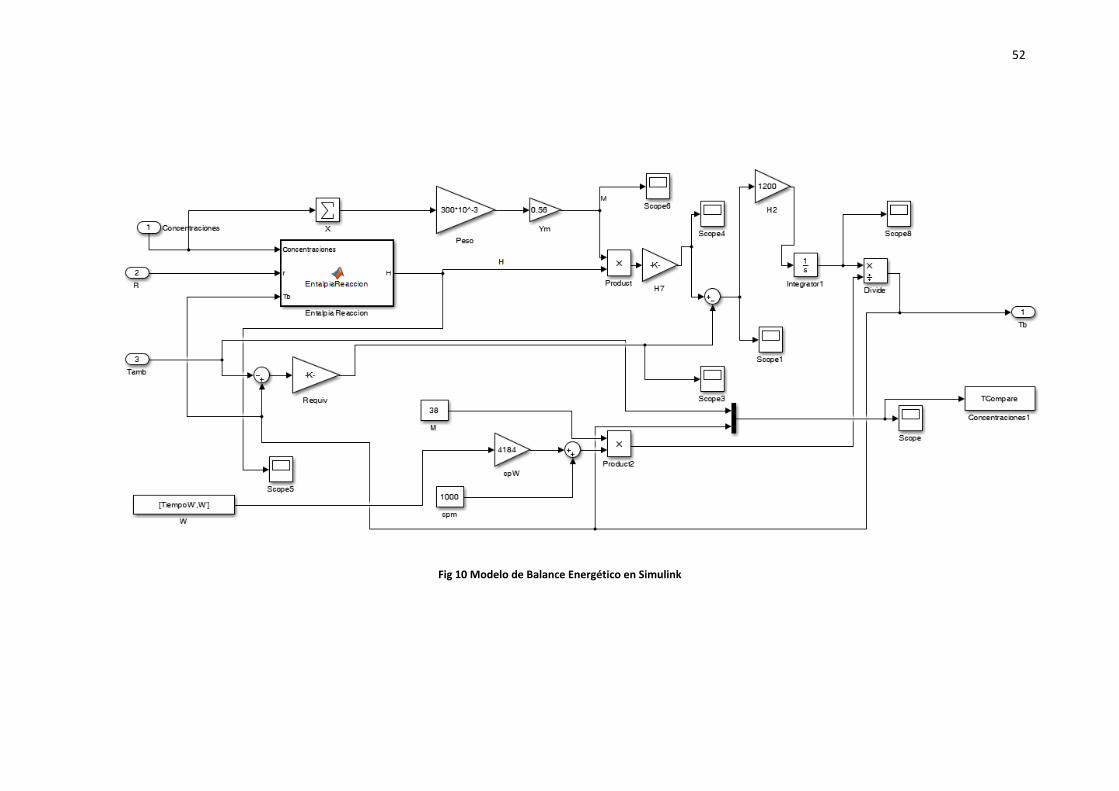
52
Fig 10 Modelo de Balance Energético en Simulink
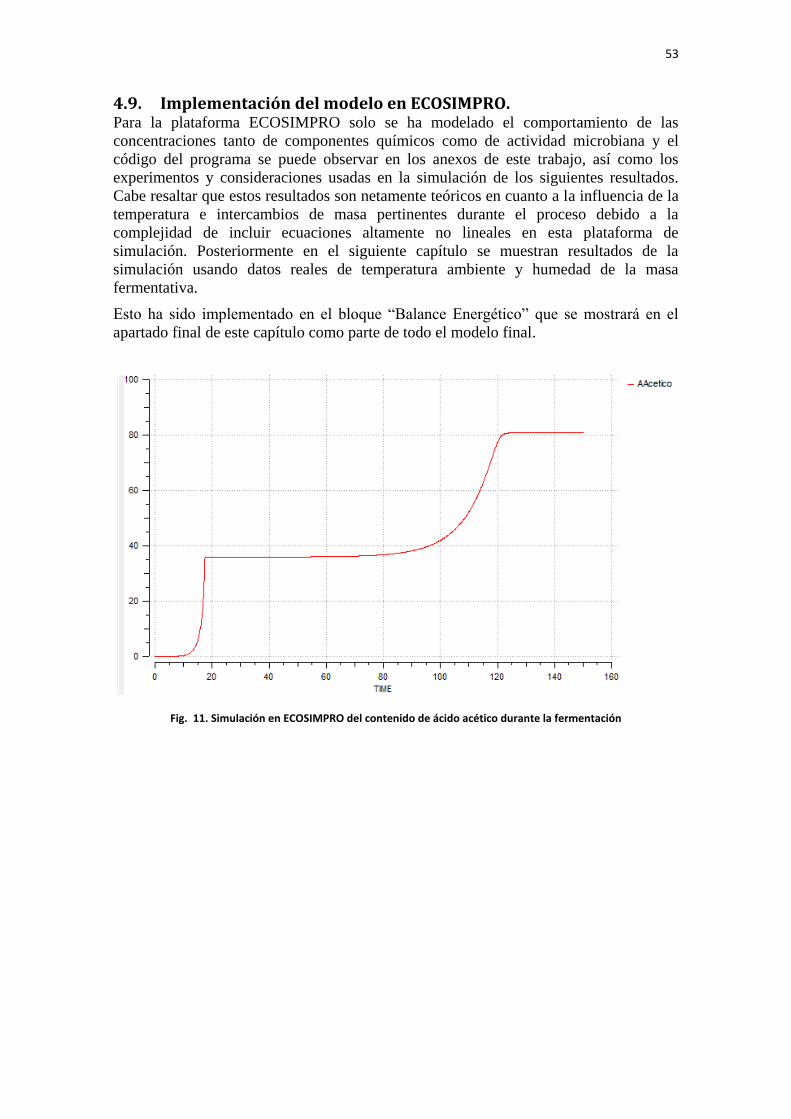
53
4.9. Implementación del modelo en ECOSIMPRO. Para la plataforma ECOSIMPRO solo se ha modelado el comportamiento de las
concentraciones tanto de componentes químicos como de actividad microbiana y el
código del programa se puede observar en los anexos de este trabajo, así como los
experimentos y consideraciones usadas en la simulación de los siguientes resultados.
Cabe resaltar que estos resultados son netamente teóricos en cuanto a la influencia de la
temperatura e intercambios de masa pertinentes durante el proceso debido a la
complejidad de incluir ecuaciones altamente no lineales en esta plataforma de
simulación. Posteriormente en el siguiente capítulo se muestran resultados de la
simulación usando datos reales de temperatura ambiente y humedad de la masa
fermentativa.
Esto ha sido implementado en el bloque “Balance Energético” que se mostrará en el
apartado final de este capítulo como parte de todo el modelo final.
Fig. 11. Simulación en ECOSIMPRO del contenido de ácido acético durante la fermentación
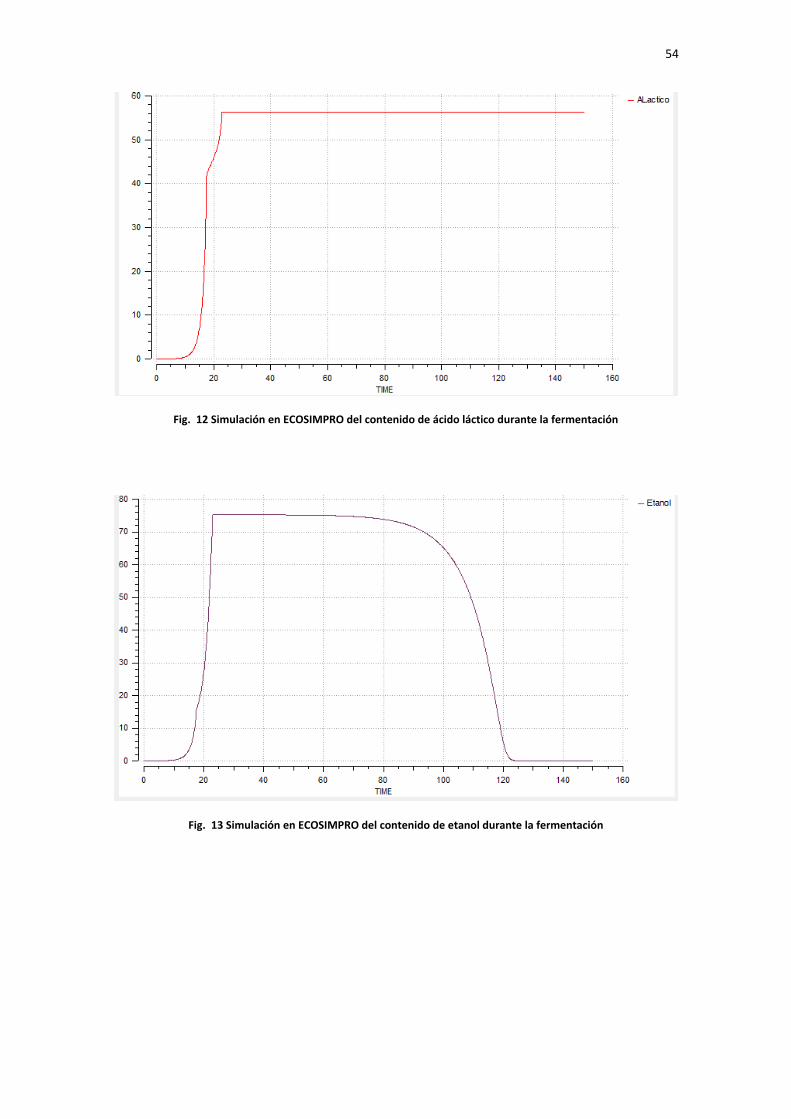
54
Fig. 12 Simulación en ECOSIMPRO del contenido de ácido láctico durante la fermentación
Fig. 13 Simulación en ECOSIMPRO del contenido de etanol durante la fermentación

55
Fig. 14 Simulación en ECOSIMPRO del contenido de azúcares durante la fermentación
5.10. Implementación del Modelo en Matlab usando S-Funcitons. El modelo matemático descrito en este trabajo ha sido programado en la plataforma
“Matlab” con la finalidad de tener una herramienta de simulación que permita evaluar la
fermentación del cacao ante diferentes condiciones ambientales. Se programó el modelo
usando “S-Functions” las cuales permiten programar bloques de “simulink”,
programando en lenguaje C y C++ los cuales son compilados y optimizados durante el
tiempo de ejecución del programa.
Fig 15 Extracto del código implementado en lenguaje C para las “S-Functions”
El modelo de balance másico fue integrado en un bloque de simulink para poder ser
procesado e incluir como variable de entrada la temperatura ambiente medida durante
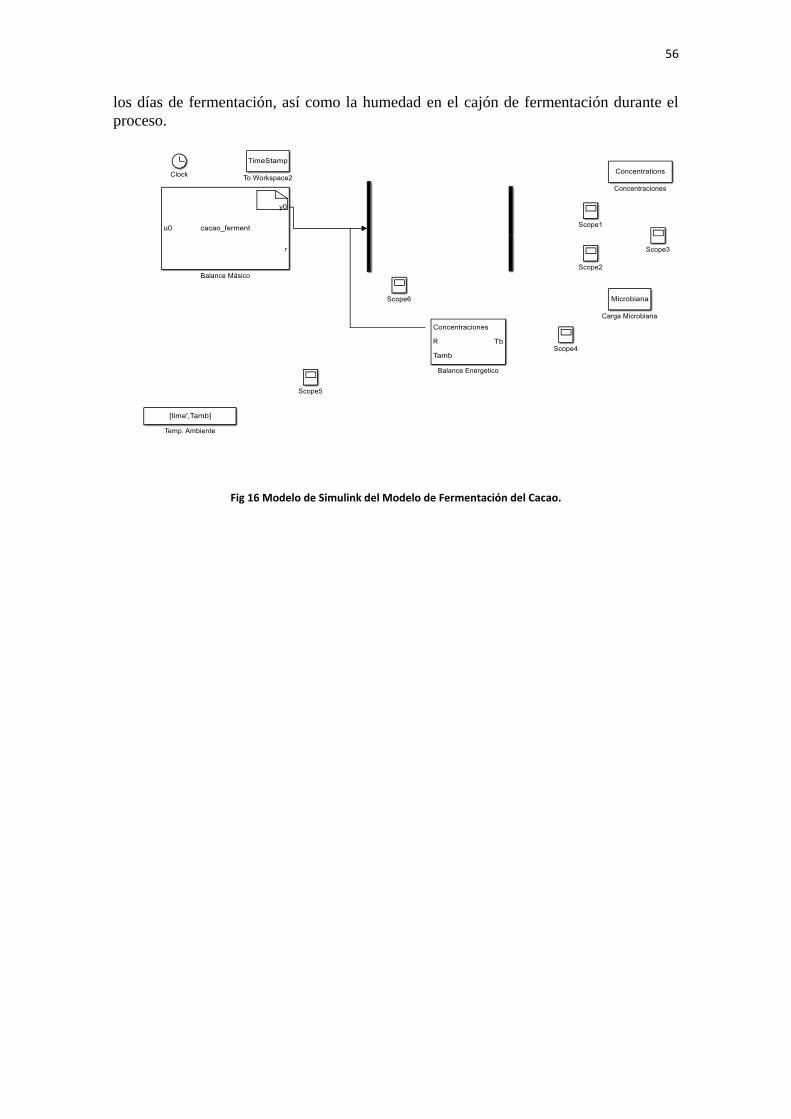
56
los días de fermentación, así como la humedad en el cajón de fermentación durante el
proceso.
Fig 16 Modelo de Simulink del Modelo de Fermentación del Cacao.

57
Capítulo 5: Resultados y Discusiones.
Según el modelo expuesto en el capítulo anterior se realizaron simulaciones con
condiciones reales medidas durante el proceso de fermentación, como la temperatura
ambiente y la humedad durante cada día. Para poder conocer el final de la fermentación
se ha implementado un sistema de monitoreo de y visualización de parámetros
morfológicos mediante mediciones no invasivas de CO2 y O2.
Fig 17 Sistema de Monitoreo Desarrollado para validación del modelo.
5.1. Materiales y Métodos Para validar el comportamiento del modelo para describir las interacciones bioquímicas,
se han usado datos experimentales realizados por la Universidad Federal de Lavras,
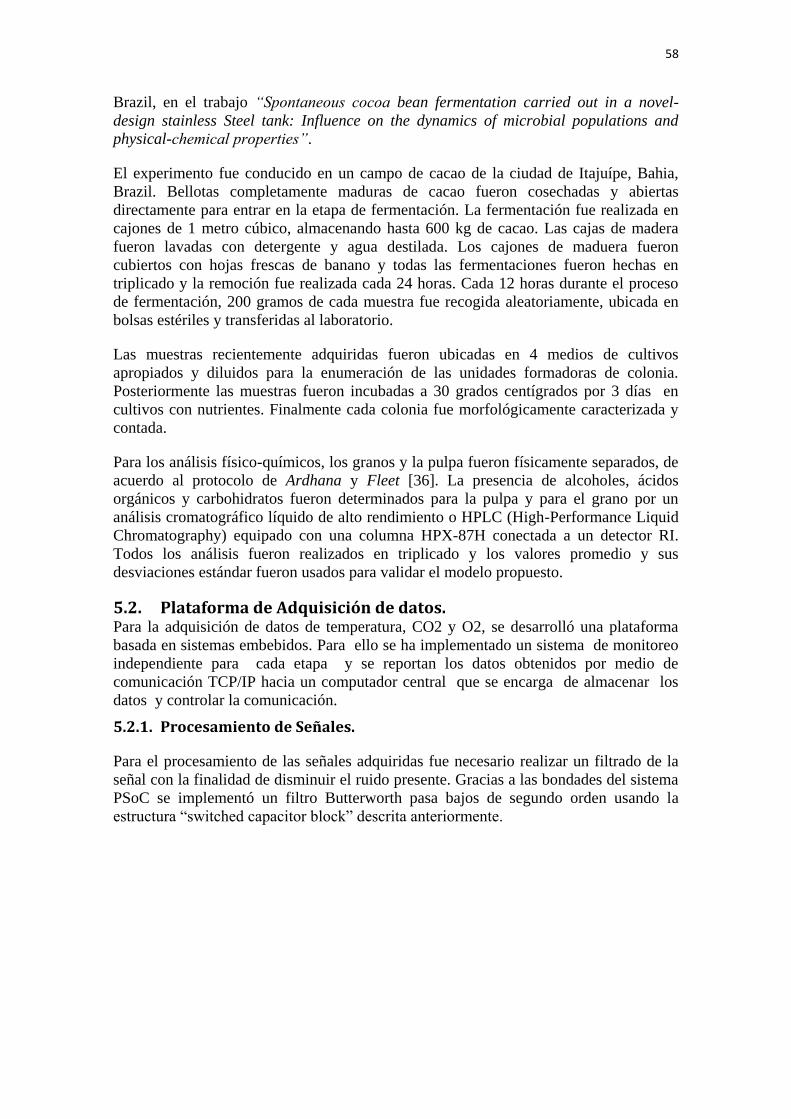
58
Brazil, en el trabajo “Spontaneous cocoa bean fermentation carried out in a novel-
design stainless Steel tank: Influence on the dynamics of microbial populations and
physical-chemical properties”.
El experimento fue conducido en un campo de cacao de la ciudad de Itajuípe, Bahia,
Brazil. Bellotas completamente maduras de cacao fueron cosechadas y abiertas
directamente para entrar en la etapa de fermentación. La fermentación fue realizada en
cajones de 1 metro cúbico, almacenando hasta 600 kg de cacao. Las cajas de madera
fueron lavadas con detergente y agua destilada. Los cajones de maduera fueron
cubiertos con hojas frescas de banano y todas las fermentaciones fueron hechas en
triplicado y la remoción fue realizada cada 24 horas. Cada 12 horas durante el proceso
de fermentación, 200 gramos de cada muestra fue recogida aleatoriamente, ubicada en
bolsas estériles y transferidas al laboratorio.
Las muestras recientemente adquiridas fueron ubicadas en 4 medios de cultivos
apropiados y diluidos para la enumeración de las unidades formadoras de colonia.
Posteriormente las muestras fueron incubadas a 30 grados centígrados por 3 días en
cultivos con nutrientes. Finalmente cada colonia fue morfológicamente caracterizada y
contada.
Para los análisis físico-químicos, los granos y la pulpa fueron físicamente separados, de
acuerdo al protocolo de Ardhana y Fleet [36]. La presencia de alcoholes, ácidos
orgánicos y carbohidratos fueron determinados para la pulpa y para el grano por un
análisis cromatográfico líquido de alto rendimiento o HPLC (High-Performance Liquid
Chromatography) equipado con una columna HPX-87H conectada a un detector RI.
Todos los análisis fueron realizados en triplicado y los valores promedio y sus
desviaciones estándar fueron usados para validar el modelo propuesto.
5.2. Plataforma de Adquisición de datos. Para la adquisición de datos de temperatura, CO2 y O2, se desarrolló una plataforma
basada en sistemas embebidos. Para ello se ha implementado un sistema de monitoreo
independiente para cada etapa y se reportan los datos obtenidos por medio de
comunicación TCP/IP hacia un computador central que se encarga de almacenar los
datos y controlar la comunicación.
5.2.1. Procesamiento de Señales.
Para el procesamiento de las señales adquiridas fue necesario realizar un filtrado de la
señal con la finalidad de disminuir el ruido presente. Gracias a las bondades del sistema
PSoC se implementó un filtro Butterworth pasa bajos de segundo orden usando la
estructura “switched capacitor block” descrita anteriormente.
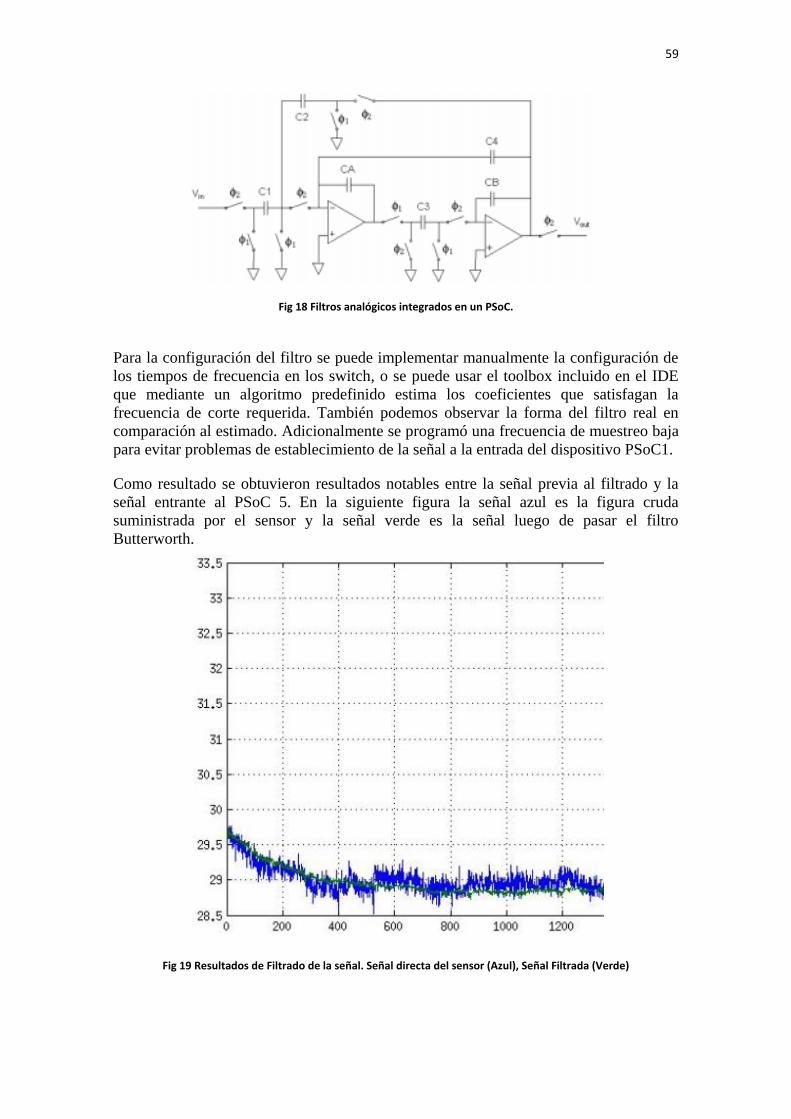
59
Fig 18 Filtros analógicos integrados en un PSoC.
Para la configuración del filtro se puede implementar manualmente la configuración de
los tiempos de frecuencia en los switch, o se puede usar el toolbox incluido en el IDE
que mediante un algoritmo predefinido estima los coeficientes que satisfagan la
frecuencia de corte requerida. También podemos observar la forma del filtro real en
comparación al estimado. Adicionalmente se programó una frecuencia de muestreo baja
para evitar problemas de establecimiento de la señal a la entrada del dispositivo PSoC1.
Como resultado se obtuvieron resultados notables entre la señal previa al filtrado y la
señal entrante al PSoC 5. En la siguiente figura la señal azul es la figura cruda
suministrada por el sensor y la señal verde es la señal luego de pasar el filtro
Butterworth.
Fig 19 Resultados de Filtrado de la señal. Señal directa del sensor (Azul), Señal Filtrada (Verde)
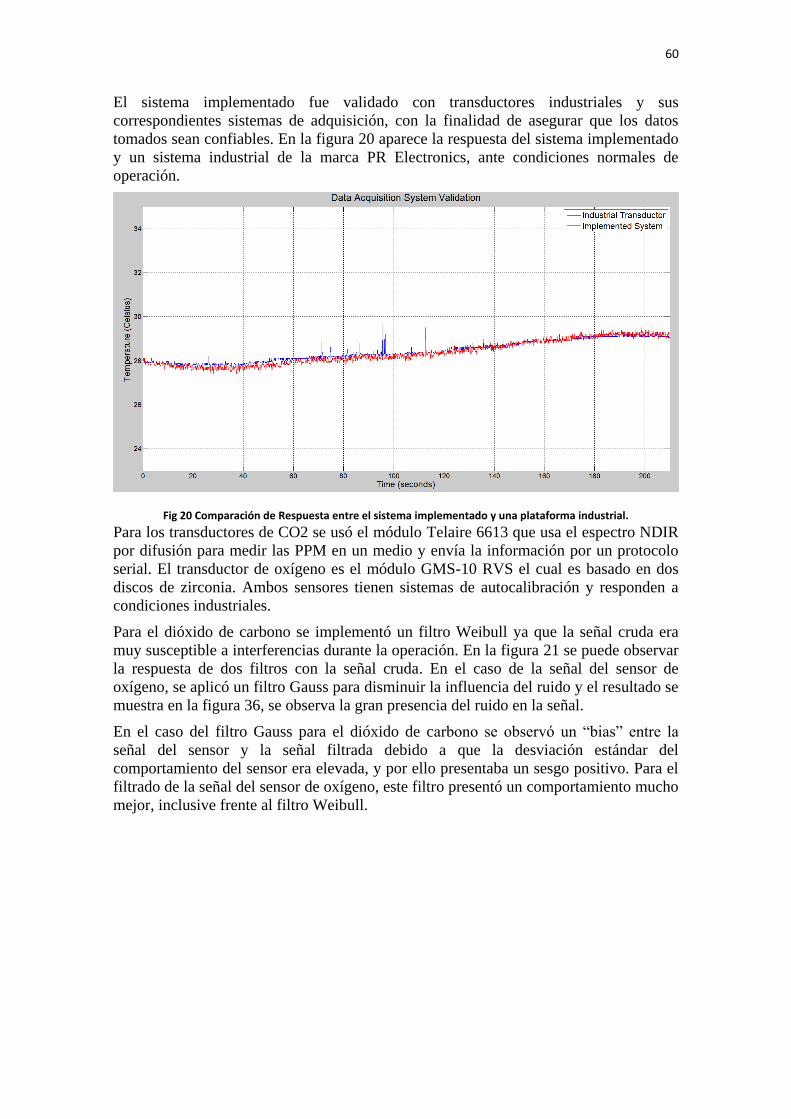
60
El sistema implementado fue validado con transductores industriales y sus
correspondientes sistemas de adquisición, con la finalidad de asegurar que los datos
tomados sean confiables. En la figura 20 aparece la respuesta del sistema implementado
y un sistema industrial de la marca PR Electronics, ante condiciones normales de
operación.
Fig 20 Comparación de Respuesta entre el sistema implementado y una plataforma industrial.
Para los transductores de CO2 se usó el módulo Telaire 6613 que usa el espectro NDIR
por difusión para medir las PPM en un medio y envía la información por un protocolo
serial. El transductor de oxígeno es el módulo GMS-10 RVS el cual es basado en dos
discos de zirconia. Ambos sensores tienen sistemas de autocalibración y responden a
condiciones industriales.
Para el dióxido de carbono se implementó un filtro Weibull ya que la señal cruda era
muy susceptible a interferencias durante la operación. En la figura 21 se puede observar
la respuesta de dos filtros con la señal cruda. En el caso de la señal del sensor de
oxígeno, se aplicó un filtro Gauss para disminuir la influencia del ruido y el resultado se
muestra en la figura 36, se observa la gran presencia del ruido en la señal.
En el caso del filtro Gauss para el dióxido de carbono se observó un “bias” entre la
señal del sensor y la señal filtrada debido a que la desviación estándar del
comportamiento del sensor era elevada, y por ello presentaba un sesgo positivo. Para el
filtrado de la señal del sensor de oxígeno, este filtro presentó un comportamiento mucho
mejor, inclusive frente al filtro Weibull.
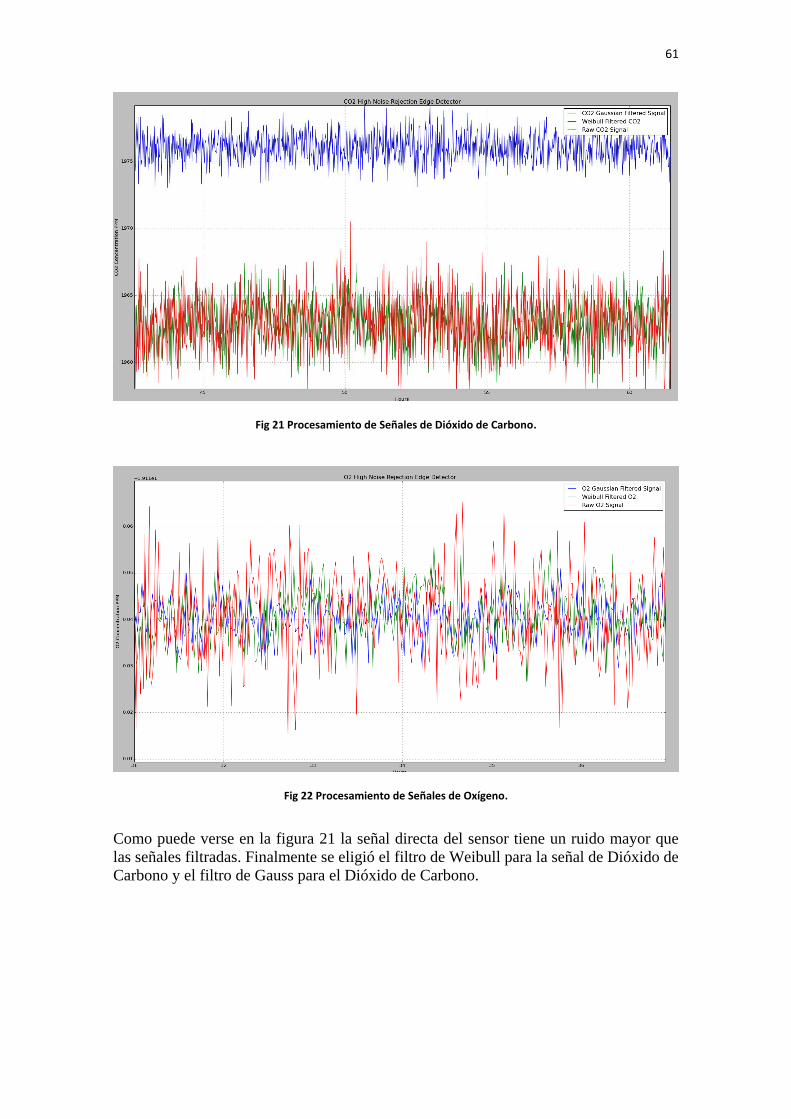
61
Fig 21 Procesamiento de Señales de Dióxido de Carbono.
Fig 22 Procesamiento de Señales de Oxígeno.
Como puede verse en la figura 21 la señal directa del sensor tiene un ruido mayor que
las señales filtradas. Finalmente se eligió el filtro de Weibull para la señal de Dióxido de
Carbono y el filtro de Gauss para el Dióxido de Carbono.
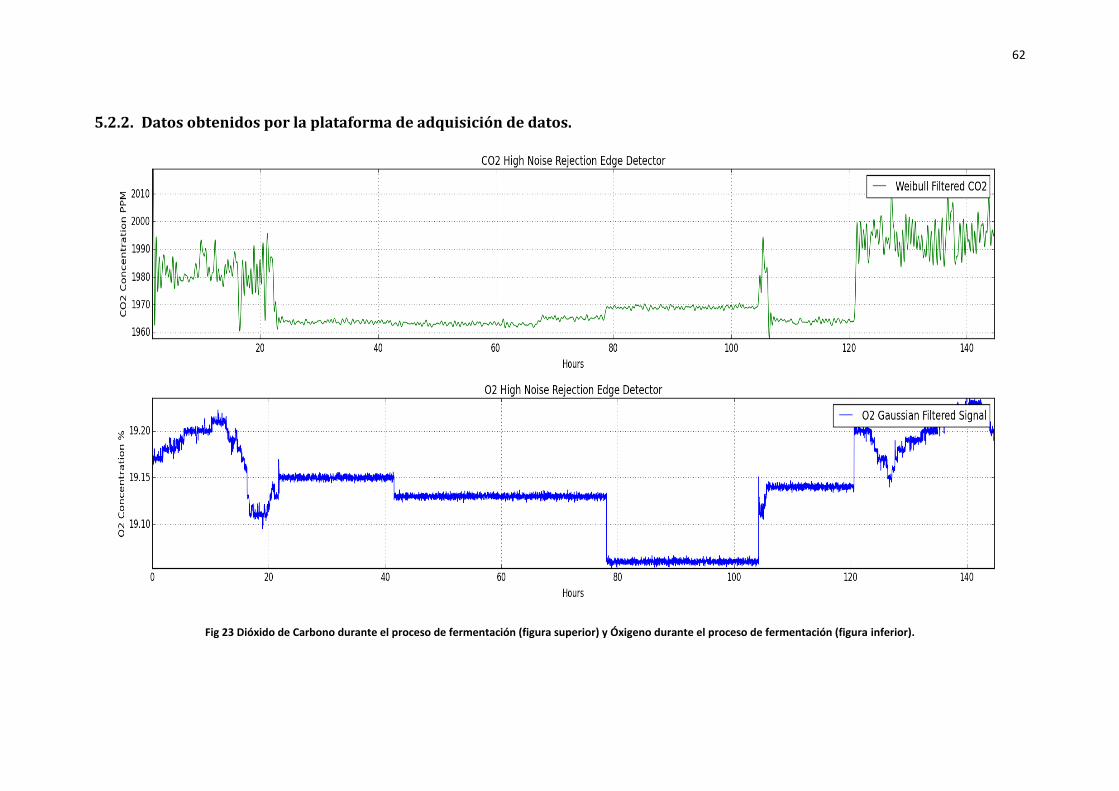
62
5.2.2. Datos obtenidos por la plataforma de adquisición de datos.
Fig 23 Dióxido de Carbono durante el proceso de fermentación (figura superior) y Óxigeno durante el proceso de fermentación (figura inferior).
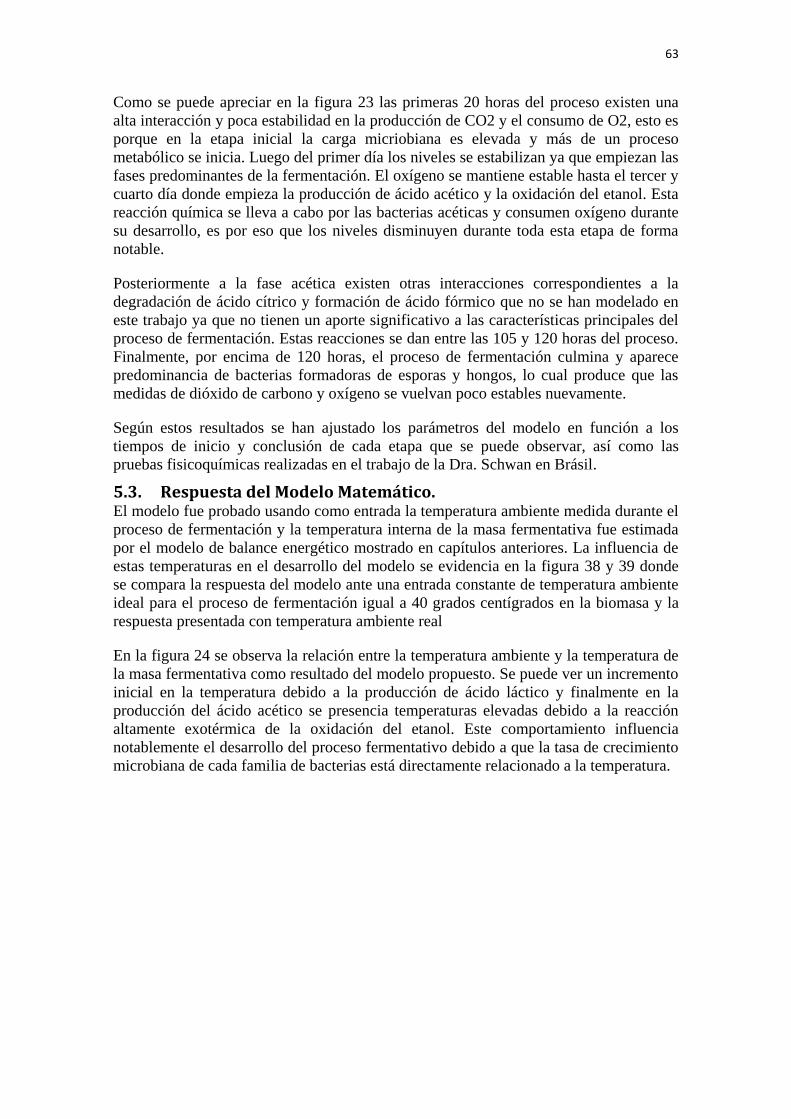
63
Como se puede apreciar en la figura 23 las primeras 20 horas del proceso existen una
alta interacción y poca estabilidad en la producción de CO2 y el consumo de O2, esto es
porque en la etapa inicial la carga micriobiana es elevada y más de un proceso
metabólico se inicia. Luego del primer día los niveles se estabilizan ya que empiezan las
fases predominantes de la fermentación. El oxígeno se mantiene estable hasta el tercer y
cuarto día donde empieza la producción de ácido acético y la oxidación del etanol. Esta
reacción química se lleva a cabo por las bacterias acéticas y consumen oxígeno durante
su desarrollo, es por eso que los niveles disminuyen durante toda esta etapa de forma
notable.
Posteriormente a la fase acética existen otras interacciones correspondientes a la
degradación de ácido cítrico y formación de ácido fórmico que no se han modelado en
este trabajo ya que no tienen un aporte significativo a las características principales del
proceso de fermentación. Estas reacciones se dan entre las 105 y 120 horas del proceso.
Finalmente, por encima de 120 horas, el proceso de fermentación culmina y aparece
predominancia de bacterias formadoras de esporas y hongos, lo cual produce que las
medidas de dióxido de carbono y oxígeno se vuelvan poco estables nuevamente.
Según estos resultados se han ajustado los parámetros del modelo en función a los
tiempos de inicio y conclusión de cada etapa que se puede observar, así como las
pruebas fisicoquímicas realizadas en el trabajo de la Dra. Schwan en Brásil.
5.3. Respuesta del Modelo Matemático. El modelo fue probado usando como entrada la temperatura ambiente medida durante el
proceso de fermentación y la temperatura interna de la masa fermentativa fue estimada
por el modelo de balance energético mostrado en capítulos anteriores. La influencia de
estas temperaturas en el desarrollo del modelo se evidencia en la figura 38 y 39 donde
se compara la respuesta del modelo ante una entrada constante de temperatura ambiente
ideal para el proceso de fermentación igual a 40 grados centígrados en la biomasa y la
respuesta presentada con temperatura ambiente real
En la figura 24 se observa la relación entre la temperatura ambiente y la temperatura de
la masa fermentativa como resultado del modelo propuesto. Se puede ver un incremento
inicial en la temperatura debido a la producción de ácido láctico y finalmente en la
producción del ácido acético se presencia temperaturas elevadas debido a la reacción
altamente exotérmica de la oxidación del etanol. Este comportamiento influencia
notablemente el desarrollo del proceso fermentativo debido a que la tasa de crecimiento
microbiana de cada familia de bacterias está directamente relacionado a la temperatura.

64
0 20 40 60 80 100 120 1400
20
40
60
80
100
120
140
160
180
Tiempo [horas]
Con
cent
raci
ón [m
g/g]
Fermentación durante 140 horas con Tu=40
Glucosa
Fructuosa
Etanol
Ac. Láctico
Ac. Acético
Fig 24 Respuesta del Modelo propuesto con temperatura de la masa fermentativa constante igual a 40 C.
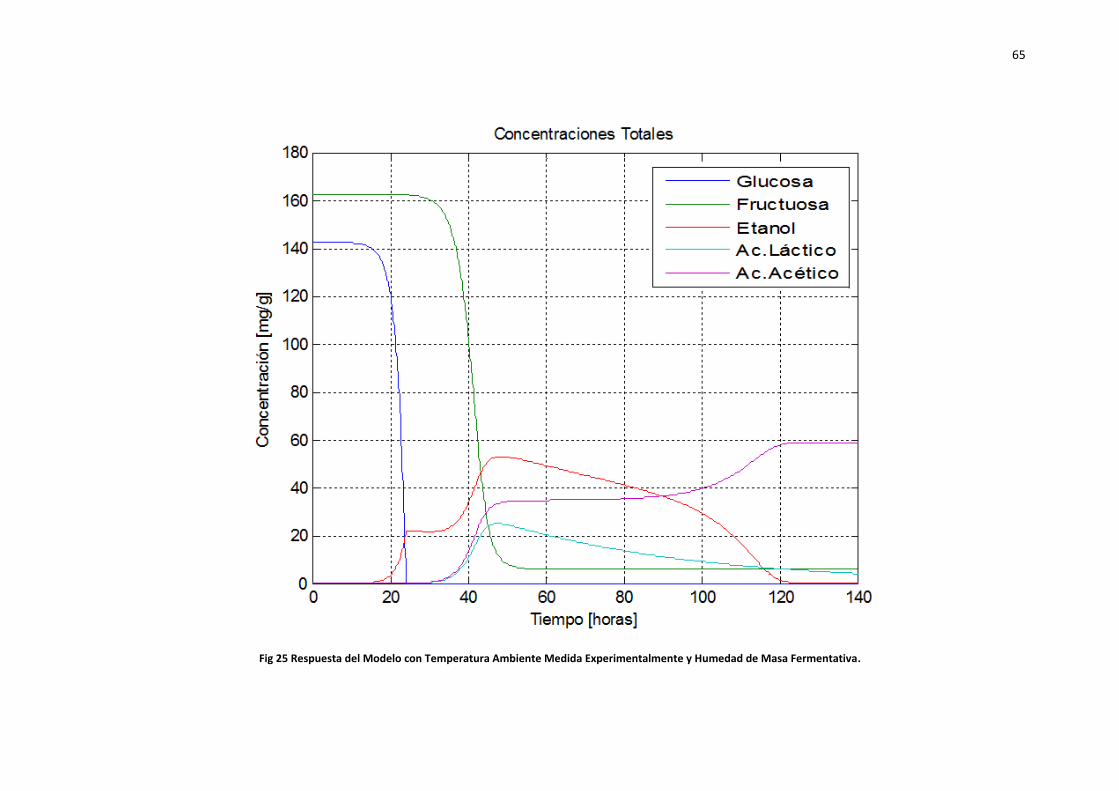
65
Fig 25 Respuesta del Modelo con Temperatura Ambiente Medida Experimentalmente y Humedad de Masa Fermentativa.
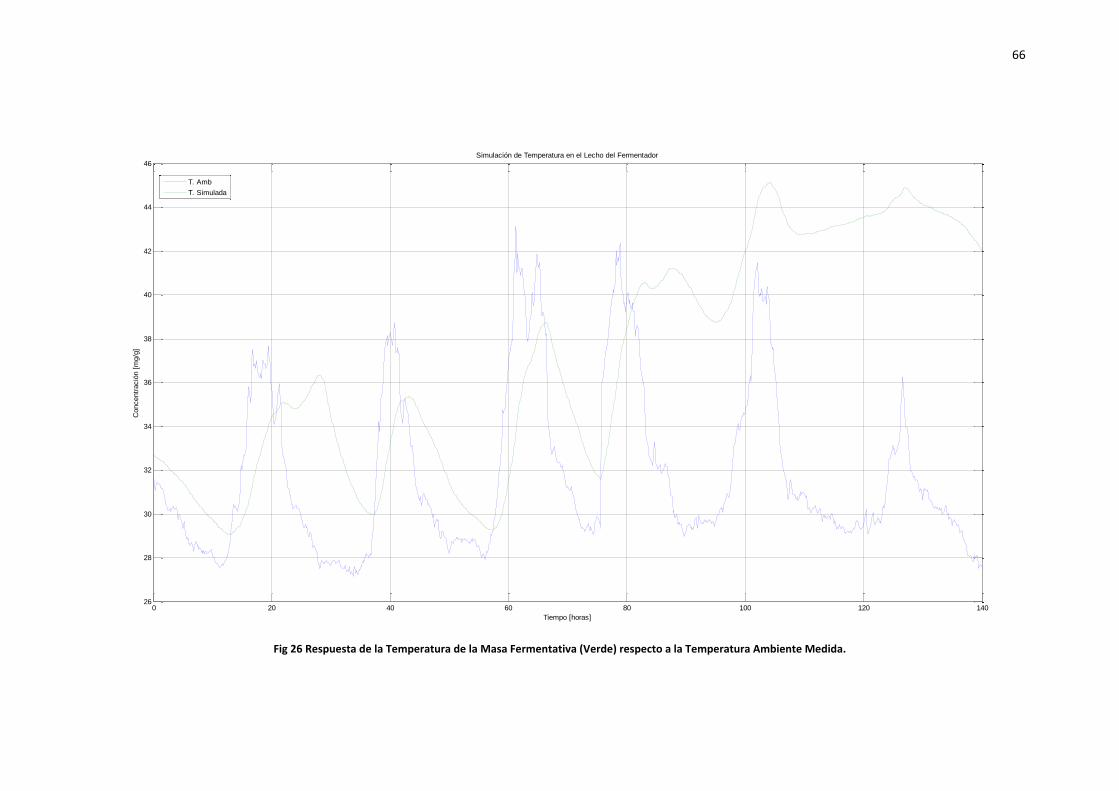
66
0 20 40 60 80 100 120 14026
28
30
32
34
36
38
40
42
44
46
Tiempo [horas]
Concentr
ació
n [
mg/g
]
Simulación de Temperatura en el Lecho del Fermentador
T. Amb
T. Simulada
Fig 26 Respuesta de la Temperatura de la Masa Fermentativa (Verde) respecto a la Temperatura Ambiente Medida.
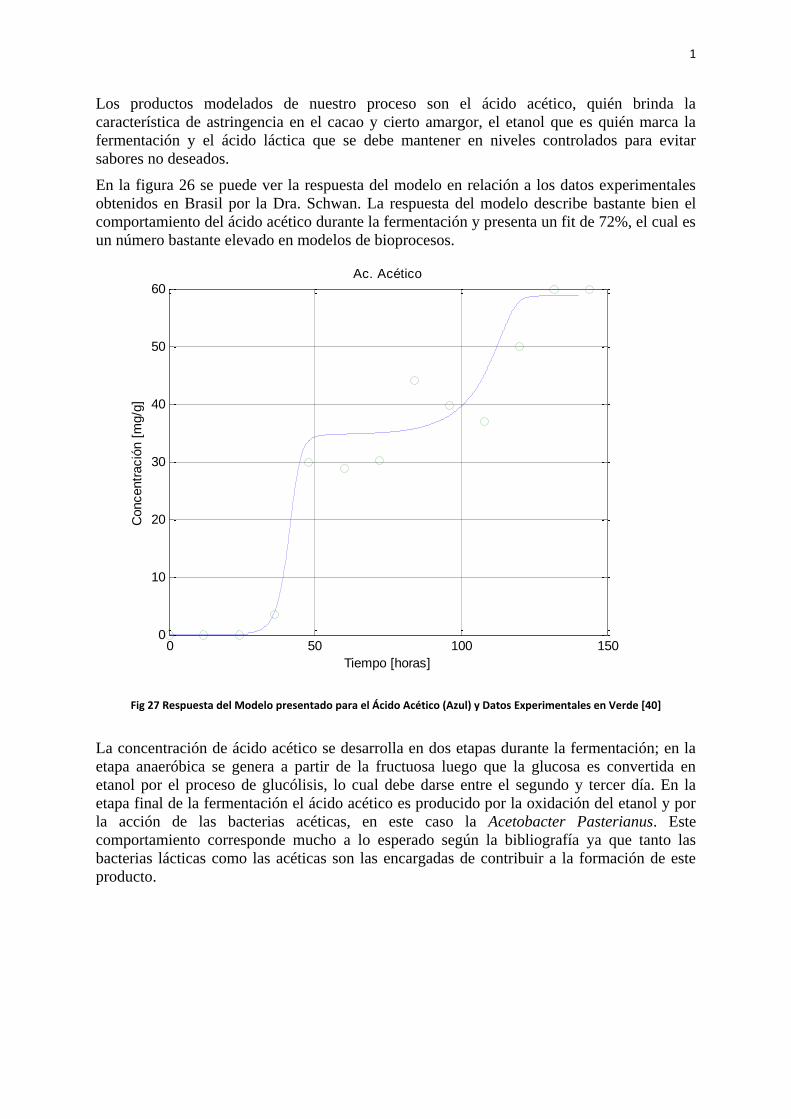
1
Los productos modelados de nuestro proceso son el ácido acético, quién brinda la
característica de astringencia en el cacao y cierto amargor, el etanol que es quién marca la
fermentación y el ácido láctica que se debe mantener en niveles controlados para evitar
sabores no deseados.
En la figura 26 se puede ver la respuesta del modelo en relación a los datos experimentales
obtenidos en Brasil por la Dra. Schwan. La respuesta del modelo describe bastante bien el
comportamiento del ácido acético durante la fermentación y presenta un fit de 72%, el cual es
un número bastante elevado en modelos de bioprocesos.
0 50 100 1500
10
20
30
40
50
60Ac. Acético
Tiempo [horas]
Concentr
ació
n [
mg/g
]
Fig 27 Respuesta del Modelo presentado para el Ácido Acético (Azul) y Datos Experimentales en Verde [40]
La concentración de ácido acético se desarrolla en dos etapas durante la fermentación; en la
etapa anaeróbica se genera a partir de la fructuosa luego que la glucosa es convertida en
etanol por el proceso de glucólisis, lo cual debe darse entre el segundo y tercer día. En la
etapa final de la fermentación el ácido acético es producido por la oxidación del etanol y por
la acción de las bacterias acéticas, en este caso la Acetobacter Pasterianus. Este
comportamiento corresponde mucho a lo esperado según la bibliografía ya que tanto las
bacterias lácticas como las acéticas son las encargadas de contribuir a la formación de este
producto.
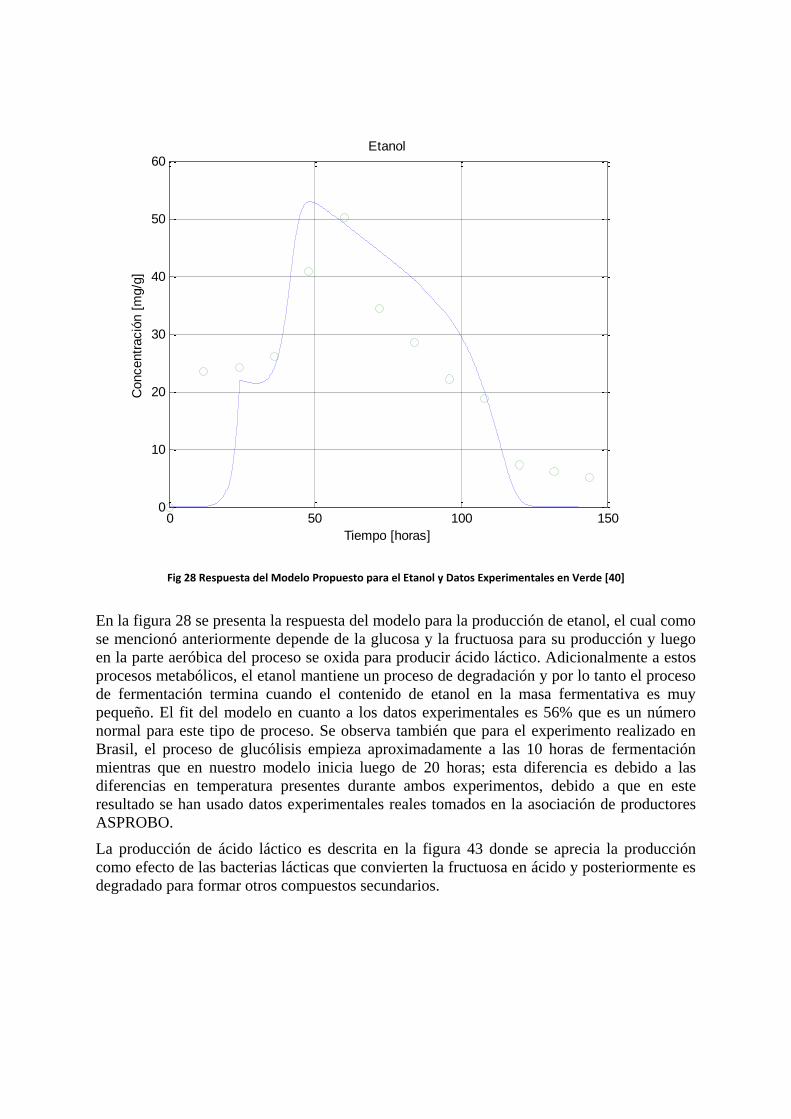
0 50 100 1500
10
20
30
40
50
60Etanol
Tiempo [horas]
Concentr
ació
n [
mg/g
]
Fig 28 Respuesta del Modelo Propuesto para el Etanol y Datos Experimentales en Verde [40]
En la figura 28 se presenta la respuesta del modelo para la producción de etanol, el cual como
se mencionó anteriormente depende de la glucosa y la fructuosa para su producción y luego
en la parte aeróbica del proceso se oxida para producir ácido láctico. Adicionalmente a estos
procesos metabólicos, el etanol mantiene un proceso de degradación y por lo tanto el proceso
de fermentación termina cuando el contenido de etanol en la masa fermentativa es muy
pequeño. El fit del modelo en cuanto a los datos experimentales es 56% que es un número
normal para este tipo de proceso. Se observa también que para el experimento realizado en
Brasil, el proceso de glucólisis empieza aproximadamente a las 10 horas de fermentación
mientras que en nuestro modelo inicia luego de 20 horas; esta diferencia es debido a las
diferencias en temperatura presentes durante ambos experimentos, debido a que en este
resultado se han usado datos experimentales reales tomados en la asociación de productores
ASPROBO.
La producción de ácido láctico es descrita en la figura 43 donde se aprecia la producción
como efecto de las bacterias lácticas que convierten la fructuosa en ácido y posteriormente es
degradado para formar otros compuestos secundarios.

0 50 100 1500
5
10
15
20
25Ac. Lactico
Tiempo [horas]
Concentr
ació
n [
mg/g
]
Fig 29 Respuesta del Modelo para la Producción de Ácido Láctico.
En la figura 29 se observa el desarrollo de la concentración de ácido láctico durante el
proceso de fermentación y se observa una diferencia en la etapa inicial de los experimentos
realizados por en Brasil respecto al modelo propuesto en este trabajo. Esta diferencia es
debido a que se está considerando solo una bacteria láctica para la producción de ácido
láctico, mientras que en el análisis de identificación de carga micriobiana realizada por el
equipo de Dr. Schwan se encuentran cuatro variedades distintas de bacterias lácticas.
Estos resultados evidencian la alta complejidad de modelar procesos fermentativos de estado
sólido, donde la influencia de parámetros es alta, además en nuestro trabajo se ha evidenciado
dos etapas, anaeróbica y aeróbica, lo cual añade una fuente de alta variabilidad para el
modelo.

Capítulo 6: Tendencias y Nuevas Líneas de
Investigación Propuestas. 6.1. Estrategias de Control Aplicado a Biorreactores de Estado Sólido. Las estrategias de control aplicadas a biorreactores son variadas según el tipo de
fermentación y según el tipo de fermentador. En este proyecto se tiene un proceso de
fermentación de estado sólido por lo tanto se enfocarán las estrategias de control adecuadas
para ello. Adicionalmente se tienen diferentes tipos de biorreactores según el tipo de
fermentación que se esté realizando, ya que estas principalmente pueden ser de tipo “batch” o
por lotes, o de tipo continuo donde el flujo de la biomasa que alimenta al biorreactor es
continuo, y además según ello se diferencian el tipo de mezclado ya que pueden ser
intermitentemente mezclados y continuamente mezclados; finalmente se tiene otra
clasificación que depende de la circulación de airea a través del biorreactor, y esta pueda ser
forzada o natural [45].
Al margen de la geometría y diseño del biorreactor, las estrategias de control dependen
fuertemente del tipo de biorreactor escogido, por ello se plantea tentativamente para este
proyecto el diseño de un biorreactor de tambor giratorio, tipo batch y aireación forzada. Esto
permite tener inicialmente tres variables controlables o manipulables, que serían la velocidad
o frecuencia de mezclado, la temperatura del aire de entrada y la humedad del aire de entrada.
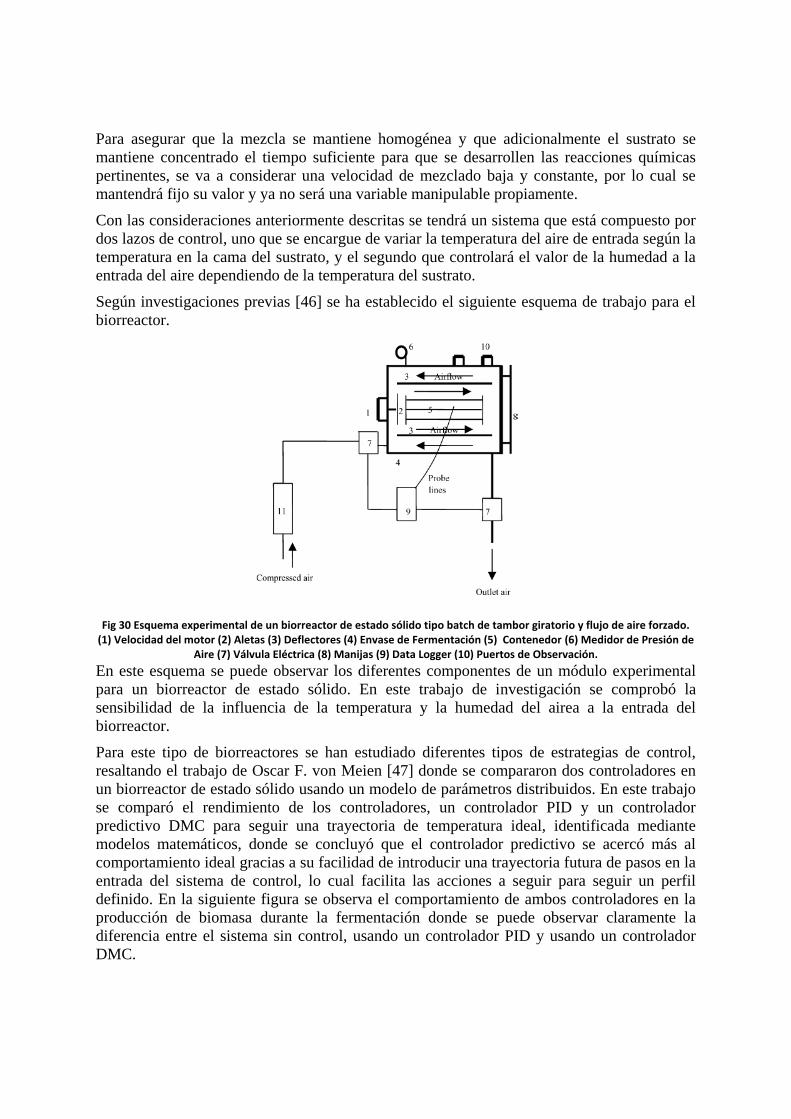
Para asegurar que la mezcla se mantiene homogénea y que adicionalmente el sustrato se
mantiene concentrado el tiempo suficiente para que se desarrollen las reacciones químicas
pertinentes, se va a considerar una velocidad de mezclado baja y constante, por lo cual se
mantendrá fijo su valor y ya no será una variable manipulable propiamente.
Con las consideraciones anteriormente descritas se tendrá un sistema que está compuesto por
dos lazos de control, uno que se encargue de variar la temperatura del aire de entrada según la
temperatura en la cama del sustrato, y el segundo que controlará el valor de la humedad a la
entrada del aire dependiendo de la temperatura del sustrato.
Según investigaciones previas [46] se ha establecido el siguiente esquema de trabajo para el
biorreactor.
Fig 30 Esquema experimental de un biorreactor de estado sólido tipo batch de tambor giratorio y flujo de aire forzado. (1) Velocidad del motor (2) Aletas (3) Deflectores (4) Envase de Fermentación (5) Contenedor (6) Medidor de Presión de
Aire (7) Válvula Eléctrica (8) Manijas (9) Data Logger (10) Puertos de Observación.
En este esquema se puede observar los diferentes componentes de un módulo experimental
para un biorreactor de estado sólido. En este trabajo de investigación se comprobó la
sensibilidad de la influencia de la temperatura y la humedad del airea a la entrada del
biorreactor.
Para este tipo de biorreactores se han estudiado diferentes tipos de estrategias de control,
resaltando el trabajo de Oscar F. von Meien [47] donde se compararon dos controladores en
un biorreactor de estado sólido usando un modelo de parámetros distribuidos. En este trabajo
se comparó el rendimiento de los controladores, un controlador PID y un controlador
predictivo DMC para seguir una trayectoria de temperatura ideal, identificada mediante
modelos matemáticos, donde se concluyó que el controlador predictivo se acercó más al
comportamiento ideal gracias a su facilidad de introducir una trayectoria futura de pasos en la
entrada del sistema de control, lo cual facilita las acciones a seguir para seguir un perfil
definido. En la siguiente figura se observa el comportamiento de ambos controladores en la
producción de biomasa durante la fermentación donde se puede observar claramente la
diferencia entre el sistema sin control, usando un controlador PID y usando un controlador
DMC.
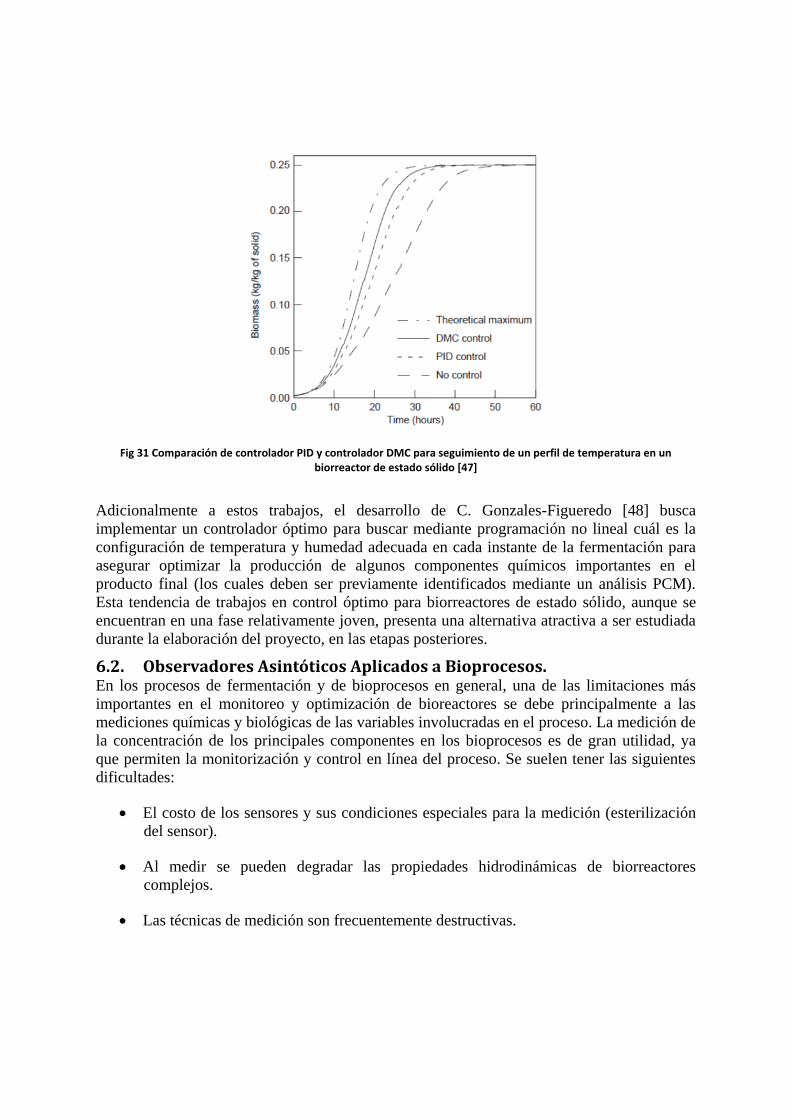
Fig 31 Comparación de controlador PID y controlador DMC para seguimiento de un perfil de temperatura en un biorreactor de estado sólido [47]
Adicionalmente a estos trabajos, el desarrollo de C. Gonzales-Figueredo [48] busca
implementar un controlador óptimo para buscar mediante programación no lineal cuál es la
configuración de temperatura y humedad adecuada en cada instante de la fermentación para
asegurar optimizar la producción de algunos componentes químicos importantes en el
producto final (los cuales deben ser previamente identificados mediante un análisis PCM).
Esta tendencia de trabajos en control óptimo para biorreactores de estado sólido, aunque se
encuentran en una fase relativamente joven, presenta una alternativa atractiva a ser estudiada
durante la elaboración del proyecto, en las etapas posteriores.
6.2. Observadores Asintóticos Aplicados a Bioprocesos. En los procesos de fermentación y de bioprocesos en general, una de las limitaciones más
importantes en el monitoreo y optimización de bioreactores se debe principalmente a las
mediciones químicas y biológicas de las variables involucradas en el proceso. La medición de
la concentración de los principales componentes en los bioprocesos es de gran utilidad, ya
que permiten la monitorización y control en línea del proceso. Se suelen tener las siguientes
dificultades:
El costo de los sensores y sus condiciones especiales para la medición (esterilización
del sensor).
Al medir se pueden degradar las propiedades hidrodinámicas de biorreactores
complejos.
Las técnicas de medición son frecuentemente destructivas.
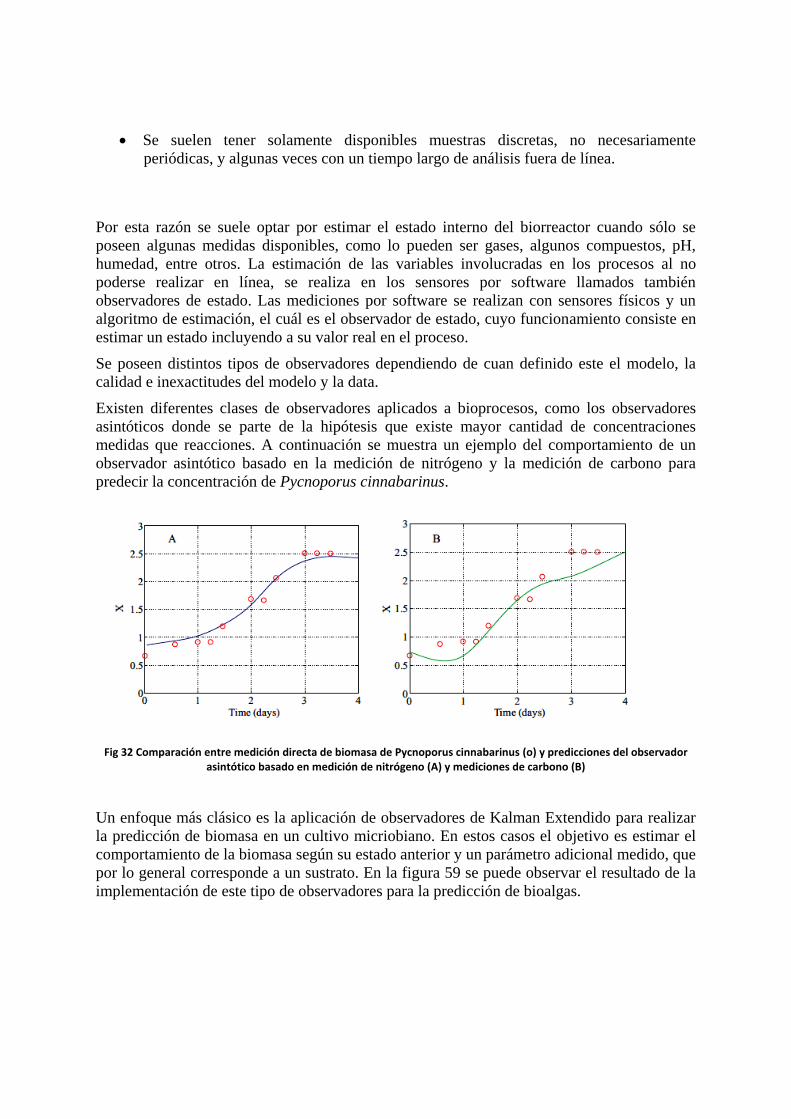
Se suelen tener solamente disponibles muestras discretas, no necesariamente
periódicas, y algunas veces con un tiempo largo de análisis fuera de línea.
Por esta razón se suele optar por estimar el estado interno del biorreactor cuando sólo se
poseen algunas medidas disponibles, como lo pueden ser gases, algunos compuestos, pH,
humedad, entre otros. La estimación de las variables involucradas en los procesos al no
poderse realizar en línea, se realiza en los sensores por software llamados también
observadores de estado. Las mediciones por software se realizan con sensores físicos y un
algoritmo de estimación, el cuál es el observador de estado, cuyo funcionamiento consiste en
estimar un estado incluyendo a su valor real en el proceso.
Se poseen distintos tipos de observadores dependiendo de cuan definido este el modelo, la
calidad e inexactitudes del modelo y la data.
Existen diferentes clases de observadores aplicados a bioprocesos, como los observadores
asintóticos donde se parte de la hipótesis que existe mayor cantidad de concentraciones
medidas que reacciones. A continuación se muestra un ejemplo del comportamiento de un
observador asintótico basado en la medición de nitrógeno y la medición de carbono para
predecir la concentración de Pycnoporus cinnabarinus.
Fig 32 Comparación entre medición directa de biomasa de Pycnoporus cinnabarinus (o) y predicciones del observador asintótico basado en medición de nitrógeno (A) y mediciones de carbono (B)
Un enfoque más clásico es la aplicación de observadores de Kalman Extendido para realizar
la predicción de biomasa en un cultivo micriobiano. En estos casos el objetivo es estimar el
comportamiento de la biomasa según su estado anterior y un parámetro adicional medido, que
por lo general corresponde a un sustrato. En la figura 59 se puede observar el resultado de la
implementación de este tipo de observadores para la predicción de bioalgas.
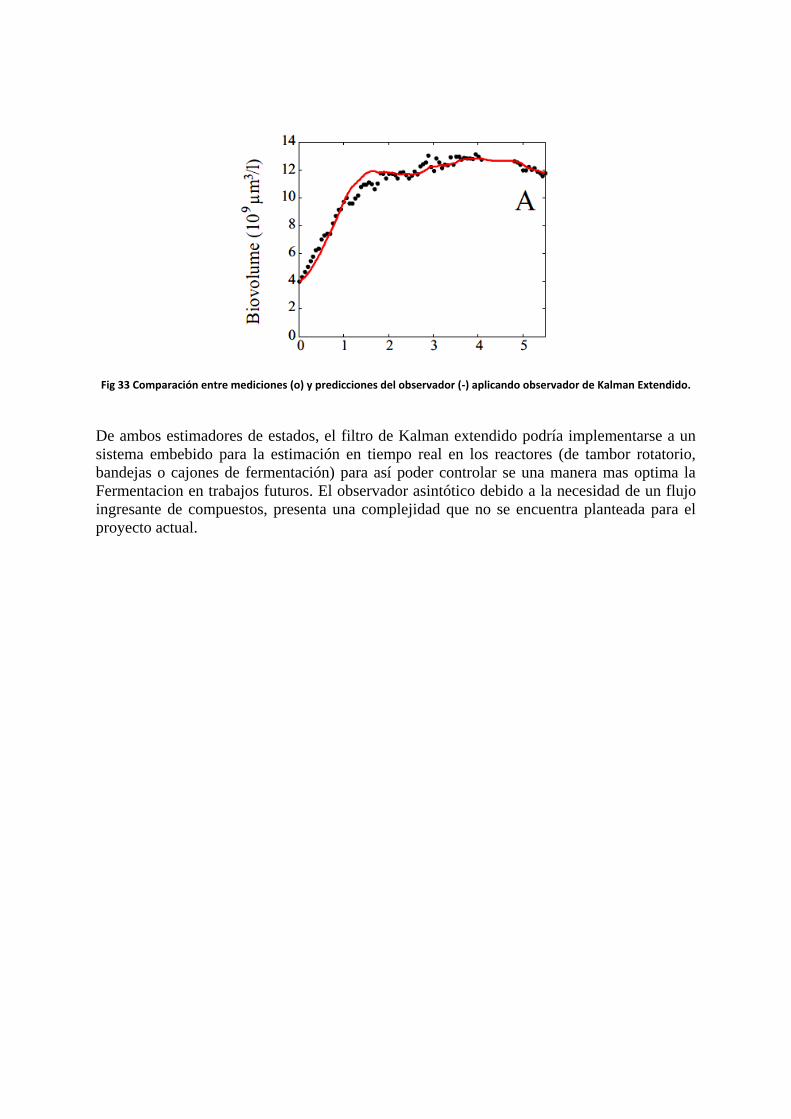
Fig 33 Comparación entre mediciones (o) y predicciones del observador (-) aplicando observador de Kalman Extendido.
De ambos estimadores de estados, el filtro de Kalman extendido podría implementarse a un
sistema embebido para la estimación en tiempo real en los reactores (de tambor rotatorio,
bandejas o cajones de fermentación) para así poder controlar se una manera mas optima la
Fermentacion en trabajos futuros. El observador asintótico debido a la necesidad de un flujo
ingresante de compuestos, presenta una complejidad que no se encuentra planteada para el
proyecto actual.

Conclusiones La fermentación de cacao ha tenido precedentes en cuanto al cambio de las propiedades
organolépticas finales por lo cual se ha demostrado que existe una relación directa entre
los tiempos de fermentación, retención, remosión y secado en cuanto a la acidez final del
producto.
Pese a que existen nuevos enfoques en cuanto a los métodos de fermentación, el método
más usado hasta el día de hoy sigue siendo la fermentación por cajones. Este método aún
presenta problemas en los puntos de concentración de baja temperatura donde proliferan
bacterias y la acidez final aumenta.
Para poder control las propiedades organolépticas finales y las concentraciones químicas
es necesario aumentar el número de levaduras en la etapa final de tal forma que la
metabolización de las azúcares en la etapa inicial se desarrolle de manera más rápida.
Para controlar la concentración final de ácido láctico se propone la inclusión de glucosa
luego de 24 o 48 horas de fermentación debido a que la tasa de crecimiento de las
levaduras se inhibe en relación al alto contenido de azúcar inicial, por lo tanto, se
recomienda que una vez la tasa de crecimiento microbiano sea elevada se incluya una
mezcla de azúcares de rápida metabolización.
La proliferación de hongos y bacterias formadoras de esporas está directamente
relacionada con la aireación del sistema así como los tiempos de remoción. Esto se ha
verificado en los trabajos de investigación donde los tiempos de mezclado son mayores a
48 horas y la humedad relativa del ambiente interno de fermentación es elevada.
Se ha comprobado que se puede realizar un monitoreo del sistema de fermentación de
cacao a través de sistemas de medición de concentración de la producción de CO2 y el
consumo de O2 ya que existen reacciones químicas predominantes que están
directamente relacionada con la concentración de estos dos componentes. Esto propone
que se podría desarrollar a futuro un sistema que indique en qué etapa se encuentra el
proceso.
Para el correcto ajuste del modelo es necesario tener más puntos de muestreo del proceso
debido a que la naturaleza del modelo es no lineal y por tanto los sistemas de
optimización de coeficientes no lineales no garantiza que los algoritmos funcionen sin un
punto de inicio de búsqueda cercano al requerido. Esta condición es complicada de
alcanzar en sistemas de optimización con más de tres variables (como en el caso del
modelo), por lo tanto, se tuvo que ajustar iterativamente los puntos de inicio e ir
acotando las áreas de búsqueda el algoritmo.
Se observa que el comportamiento del modelo frente a temperaturas variables es como se
esperaba, existiendo una gran dependencia en la velocidad del proceso debido a la
relación de la actividad microbiana con la temperatura de la biomasa.
Finalmente, se puede usar en el futuro un control que permita manipular la temperatura
del flujo ingresante, la velocidad y humedad de este, con la finalidad de mantener en
rangos específicos y así lograr obtener resultados deseados en el cacao para que no se
sobrepase una temperatura que lleve al desarrollo de ácidos indeseables (que aporten un
sabor amargo) al producto final.
Se ha desarrollado un modelo válido para representar las relaciones bioquímicas
presentes durante la fermentación del cacao usando modelos de crecimiento microbiano
de Monod y de Haldane
La concentración de ácido acético empieza solo durante la etapa final de la fermentación
lo cual no coincide con los datos experimentales usados en la validación. Esto ocurre
debido a que se ha suprimido la reacción química que metaboliza la fructuosa en ácido
láctico y ácido acético, por ello se recomienda incluir esta nueva ecuación en el modelo
de balance másico para describir apropiadamente los valores experimentales.
Se recomienda usar un modelo combinado de crecimiento basado en dos sustratos para
las bacterias lácticas debido a que al manejarlas por separado se genera una
sobrecompensación en la concentración de Lactobacillus Plantarum.
Debido a la relevancia de las levaduras en la parte anaeróbica del proceso se recomienda
cambiar el modelo de la constante máxima de crecimiento por uno en función de la
temperatura como se ha venido trabajando en modelos avanzados, así como combinar
con el modelo de balance energético usando entalpias de reacción.
Bibliografía [1]. Advantages of fungal enzyme production in solid-state over liquid fermentation
systems” Viniegra-González, G.; Favela-Torrez, E.; Aguilar, C.; Romero-Gómez, S.;
Díaz-Godinez, G. y Augur, C. 2011.
[2]. “Diseño de biorreactores para fermentación en medio sólido.” H. A. Ruíz-Leza, R. M.
Rodríguez-Jasso, R. Rodríguez-Herrera. 2013.
[3]. “Aspectos básicos de la fermentación en medio sólido.” Mónica Lizeth Chávez
González. 2011
[4]. “Design Aspects of Biorreactors for Solid. State fermentation: A review.” H. Kh. Q.
Ali and M. M. D. Zulkali. 2014
[5]. “Application of solid-state fermentation to food industry—A review“. Susana
Rodríguez Couto. 2013
[6]. “Influencia de la fermentación y el secado al sol sobre las caracteristicas del grano de
cacao TSH 565 e ICS 60” Rocío del P. Pineda. 2010.
[7]. “The microbiology of Cocoa Fermentation and its role in chocolate quality” Rosane F.
Schwan. 2015.
[8]. “Caracterización microbiana, bioquímica y cinética del proceso de fermentación
tradicional durante el beneficio de cacao”. Pedro García Alamilla. 2014.
[9]. “Estudio de los compuestos volatiles de Theobroma cacao L. durante el proceso
tradicional de fermentacion, secado y tostado.” Jacobo Rodriguez Campos. 2007.
[10]. “Fermentation, drying and storage of cocoa beans”. Roelofsen. 1958.
[11]. “Biology.” Neil A. Campbell. 175. 2011
[12]. “Fructose Dissimilation by Lactobacillus Brevis.” R. W. Eltz. 2014
[13]. “Fermentaciones microbianas, fermentaciones lácticas de hexosas y pentosas.”
Alicia Decheco E. 2008.
[14]. “Transformaciones bioquímicas durante la fermentación de productos
vegetales.” Montaño. 2005.
[15]. “Fructose Dissimilation by Lactobacillus Brevis.” R. W. Eltz.
[16]. “. Kinetic Analysis of Strains of Lactic Acid Bacteria and Acetic Acid Bacteria
in Cocoa Pulp Simulation Media toward Development of a Starter Culture for Cocoa
Bean Fermentation.” Timothy Lefeber, Maarten Janssens, Nicholas Camu. 2010
[17]. “Establecimiento de parámetros (físicos, químicos y organolépticos) para
diferenciar y valorizar el cacao producido en dos zonas identificadas al norte y sur del
litoral ecuatoriano.” Ángela Palacios Cedeño. 2004.
[18]. “Dynamics of volatile and non-volatile compounds in Cocoa during
fermentation and drying processes using principal components analysis.” Jacobo
Rodriguez Campos. 2009.
[19]. “Effect of fermentation time and drying temperature on volatile compounds in
cocoa.” Jacobo Rodriguez Campos. 2007.
[20]. “Estudio de los compuestos volatiles de Theobroma cacao L., durante el
proceso tradicional de fermentacion, secado y tostado.”. Jacobo Rodriguez Campos.
2010.
[21]. “Manual de Cacao Instituto Interamericano de Ciencias Agrícolas. Turrialba,
Costa Rica. 439 p.” Hardy, F. 1961. 2014
[22]. “Entorno ambiental, genética, atributos de calidad y singularización del cacao
en el nor-oriente de la provincia de Esmeralda” Boletín técnico Nº 135. 2006
[23]. Módulo: Tecnología del Cacao; Elizabeth Hernández Alarcón. Universidad
Nacional Abierta y a Distancia. Colombia, enero 2010.
[24]. “Establecimiento de parámetros (Físicos, Químicos y Organoléptcos), para
diferenciar y valorizar el cacao, producido en dos zonas identificadas al norte y sur
del litoral ecuatoriano”. Palacios Cedeño Ángela Leonor (Universdiad Técnica de
Manabi), Ecuador 2008.
[25]. Tesis de grado previo a la obtención de título de Ingeniero Agroindustrial
“Evaluación de Tecnologías para la fermentación del cacao beneficiado CCN-51”.
Mirian Nomeí Riera Trelles (Universidad Estatal Amazónica) Ecuador 2009.
[26]. “Curso sobre el cultivo del cacao”. Gustavo A. Enríquez. Centro Agronómico
tropical de Investigación y enseñanza. Turialba; costa Rica, 1985.
[27]. Fermente bien su cacao. “Tambor Giratorio una buena opción”. Cooperación
Colombiana de Investigación agropecuaria. Universidad Industrial de Santander.
2007.
[28]. “Análisis químico del cacao criollo Porcelana (Theobroma Cacao L.) en el sur
del lago de Maracaibo”. E. Portillo, L. Graziano de Farinas y E. Betancourt.
Departamento de Agronomía. Facultad de Agronomía. Venezuela 2007.
[29]. Perfil del Mercado y Competitividad Exportadora del Cacao. 2014.
MINCETUR. 2015.
[30]. Plan Nacional de Desarrollo Cacaotero 2012-2021. Ministerio de Agricultura
y Desarrollo Rural – Consejo Nacional Cacaoter. 2012.
[31]. Programa de Desarrollo Regional PRODER 2014 – Gobierno Regional de
Piura. 2015.
[32]. “Influencia de varios factores sobre características del grano fermentado y
secado al sol”. Ligia Ortiz de Bertorelli, Lucia Graziani de Fariñas y Geryaise
Royedas. Facultad de Agronomía, Universidad de Venezuela 2009.
[33]. “Caracterización organoléptica del cacao para selección de árboles con perfiles
de sabor de interés comercial”. Viviana Anabel Sanchez. Universidad Técnica Estatal
de Quevedo, Ecuador 2007.
[34]. “Caracterización microbiana, bioquímica y cinética del proceso de
fermentación tradicional del cacao”. Pedro García Alamilla. Universidad Autónoma
Metropolitana, México Diciembre 2000.
[35]. . El cacao. Traducido por Hernández C. Editorial Blume, Barcelona, España.
283. P. Braudeau, J. 1970
[36]. Manual del cultivo de cacao para productores. Unidad ejecutora del programa
Corporación de Promoción de Exportaciones e Inversiones CORPEI, y Co– ejecutor
Asociación Nacional de Exportadores de cacao Anecacao. Borbor,F. y Vera, M. 2007.
Enero del 2007. Guayaquil–EC.47p. 2010.
[37]. Tesis de grado de Doctor en Ciencia en Alimentos. “Estudio de Los
compuestos Volátiles de Theobroma Cacao L, durante el proceso tradicional de
fermentación de cacao”. Jacobo Rodríguez Campos. (Instituto Politécnico Nacional)
México, Junio del 2011.
[38]. “Cacao.” Traducido por Ambrosio, Tercera edición en español, Mexico, D.F.
p. 258 – 267. Wood, G. 1983.
[39]. “Cacao orgánico, guía para productores ecuatorianos.” INIAP. Manual No. 54.
Quito, Ecuador. p. 39 - 294. Enríquez 2004.
[40]. Estudio de la fermentación del cacao. (Theobroma cacao L.) mediante cuatro
sistemas de fermentación en cuatro zonas cacaoteras de Costa Rica. Ramírez. Tesis
Ing. Agr. Turrialba Costa Rica. Universidad de Costa Rica 141p. 1998.
[41]. “Análisis químico del cacao criollo Porcelana (Theobroma Cacao L.) en el sur
del lago de Maracaibo”; E. Portillo, L.Graziani de Farinas y E. Betancourt.
Departamento de Agronomía. Faculta de Agronomía. LUZ Apdo Postal. Venezuela
2007.
[42]. “Influencia de Varios Factores Sobre Características Del Grano Cacao
Fermentado y Secado al Sol”; Ligia Ortiz de Bertorelli, Lucia Graziani de Fariñas y
Gervaise Rovedas. L. Facultad de Agronomía,Universidad Central de Venezuela.
2009.
[43]. Manual “El beneficio y características físico, químicas del cacao (Theobroma
Cacao L.)” Federación Nacional de cacaoteros; Fondo Nacional de Cacao. Colombia.
2010.
[44]. Beneficio del cacao. In Taller de entrenamiento en calidad física y
organoléptica de cacao. Memorias INAP. Quevedo Ecuador. 7 p. Saltos, A;
Sánchez V; Anzules A. 2006.
[45]. “Fermentación”; Asociación Nacional de Cacao Fino de Costa Rica. (www.
Canacacao.org) Costa Rica enero 2012.
[46]. Beneficio del cacao. Fundación Hondureña de Investigaciones Agrícolas, Fasc.
Nº 6 p. 14 – 16. Moreno, L.; Sánchez, A. 1989.
[47]. Manual del cacao. Turrialba Costa Rica. Instituto Interamericano de Ciencias
Agrícolas. p. 385 391. Hardy, 1961.
[48]. Solid State Fermentation Bioreactors, Fundamentals of Design and Operation.
D.A. Mitchell 2012.
[49]. Temperature control at different bed depths in a novel solid-state fermentation
system with two dynamic changes of air. Hong-Zhang Chen. 2005
[50]. Control strategies for intermittently mixed, forcefully aerated solid-state
fermentation bioreactors based on the analysis of a distribuited parameter model.
Oscar F. von Meien. 2004
[51]. Optimal temperature tracking of a solid state fermentation reactor. C.
Gonzáles-Figueredo. 2011.
[52]. “La Ruta del Cacao”. Fundación Telefónica. 2014.
[53]. Plant diversity effects on crop yield, pathogen incidence, and secondary
metabolism on cacao farms in Peruvian Amazonia. Julia S. Kieck, Katharina L.M.
Zug. Agriculture, Ecosystems & Environments. Volumen 222. 2016.
[54]. Fermentation-like incubation of cocoa seeds (Theobroma cacao L.) –
reconstruction and guidance of the fermentation process. Daniel Kadaw, Nicolas
Niemenak, Sascha Rohn. Food Science and Technology. Volume 62. 2015
[55]. Traditional vs modern production systems: Price and nonmarket
considerations of cacao producers in Northern Ecuador. Pilar Useche, Trent Blare.
Ecological Econocmis. Volumen 93. 2013.
[56]. Increased frequency of phytosanitary pod removal in cacao increases yield
economically in eastern Peru. W. Soberanis, R. Ríos, E. Arévalo. Crop Protection.
Volumen 18. 1999.
[57]. Perceptions of governance and social capital in Ghana’s cocoa industry. P.
Abbey, Philip R. Tomlinson. Journal of Rural Studies. Volumen 44. 2016.
[58]. Modeling conversión and transport phenomena in solid-state fermentation: A
review and perspectives. Yovia S.P. Rahardjo, Johannes Tramper. Biotechnology
Advances 24. 2006.
[59]. Mathematical models for microbial kinetics in solid-state fermentation: A
Review. Davood Mazaheri, Seyed Abbas. Iranian Journal of Biotechnology. Volumen
11. 2013
[60]. Diseño de Biorreactores para fermentación en medio sólido. H. A. Ruíz-Leza.
R. M. Rodríguez-Jasso. Revista Mexicana de Ingeniería Química. Volumen 6. 2007.
[61]. Design Aspects of Bioreactors for Solid-State Fermentation: A review. H. Kh.
Q. Ali, M. M. D. Zulkali. Chemical and Biochemical Engineering Journal. Volumen
25. 2011.
[62]. Quality of cocoa beans for chocolate manufacturers. Fowler, M.S. 1998.
Proceedings of International Cocoa Rsearch Conference.
[63]. Processing Tropical Crops: A Technological Approach. Asiedu, J.J.
Macmillan Press Limited, London. 1989
[64]. Developmental variations of sugars, carboxylic acids, purine alkaloids, fatty
acids, and endoproteinase activity during maturation. Bucheli, P. Journal of the
Science of Food and Agriculture. 2001.
[65]. Cocoa Fermentation. Lopez, A.s. Enzymes, Biomass, Food and Feed. 1995.
[66]. Observations on the fermentation of West African Amelonado Cocoa. Rohan,
T.A. Cocoa Conference. 1960.
[67]. The microbiology of cocoa fermentation and its role in chocolate quality.
Scwhan, R.F., Critical Reviews in Food Science and Nutrition 2004.
[68]. Beverages, Technology, Chemistry and Microbiology. Varnam, A.H.
Chapman & Hall London. 1994.
[69]. Modelación y estimación de parámetros aplicados al proceso de fermentación
de cacao piurano. Tesis para obtener el título de Ingeniero. Christian Miguel Chávez
Rodríguez. 2016.
[70]. Informe de Situación Nacional del Cacao en el Perú. Ministerio de Agricultura
del Perú. 2014
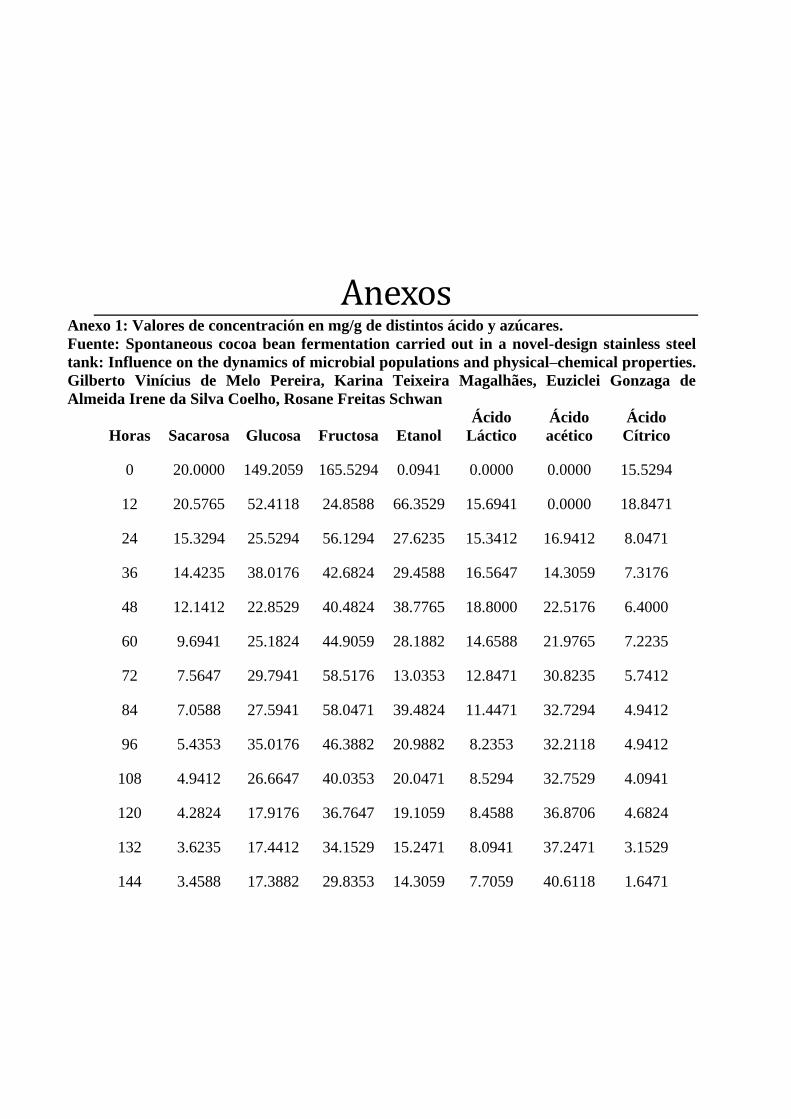
Anexos Anexo 1: Valores de concentración en mg/g de distintos ácido y azúcares.
Fuente: Spontaneous cocoa bean fermentation carried out in a novel-design stainless steel
tank: Influence on the dynamics of microbial populations and physical–chemical properties.
Gilberto Vinícius de Melo Pereira, Karina Teixeira Magalhães, Euziclei Gonzaga de
Almeida Irene da Silva Coelho, Rosane Freitas Schwan
Horas Sacarosa Glucosa Fructosa Etanol
Ácido
Láctico
Ácido
acético
Ácido
Cítrico
0 20.0000 149.2059 165.5294 0.0941 0.0000 0.0000 15.5294
12 20.5765 52.4118 24.8588 66.3529 15.6941 0.0000 18.8471
24 15.3294 25.5294 56.1294 27.6235 15.3412 16.9412 8.0471
36 14.4235 38.0176 42.6824 29.4588 16.5647 14.3059 7.3176
48 12.1412 22.8529 40.4824 38.7765 18.8000 22.5176 6.4000
60 9.6941 25.1824 44.9059 28.1882 14.6588 21.9765 7.2235
72 7.5647 29.7941 58.5176 13.0353 12.8471 30.8235 5.7412
84 7.0588 27.5941 58.0471 39.4824 11.4471 32.7294 4.9412
96 5.4353 35.0176 46.3882 20.9882 8.2353 32.2118 4.9412
108 4.9412 26.6647 40.0353 20.0471 8.5294 32.7529 4.0941
120 4.2824 17.9176 36.7647 19.1059 8.4588 36.8706 4.6824
132 3.6235 17.4412 34.1529 15.2471 8.0941 37.2471 3.1529
144 3.4588 17.3882 29.8353 14.3059 7.7059 40.6118 1.6471
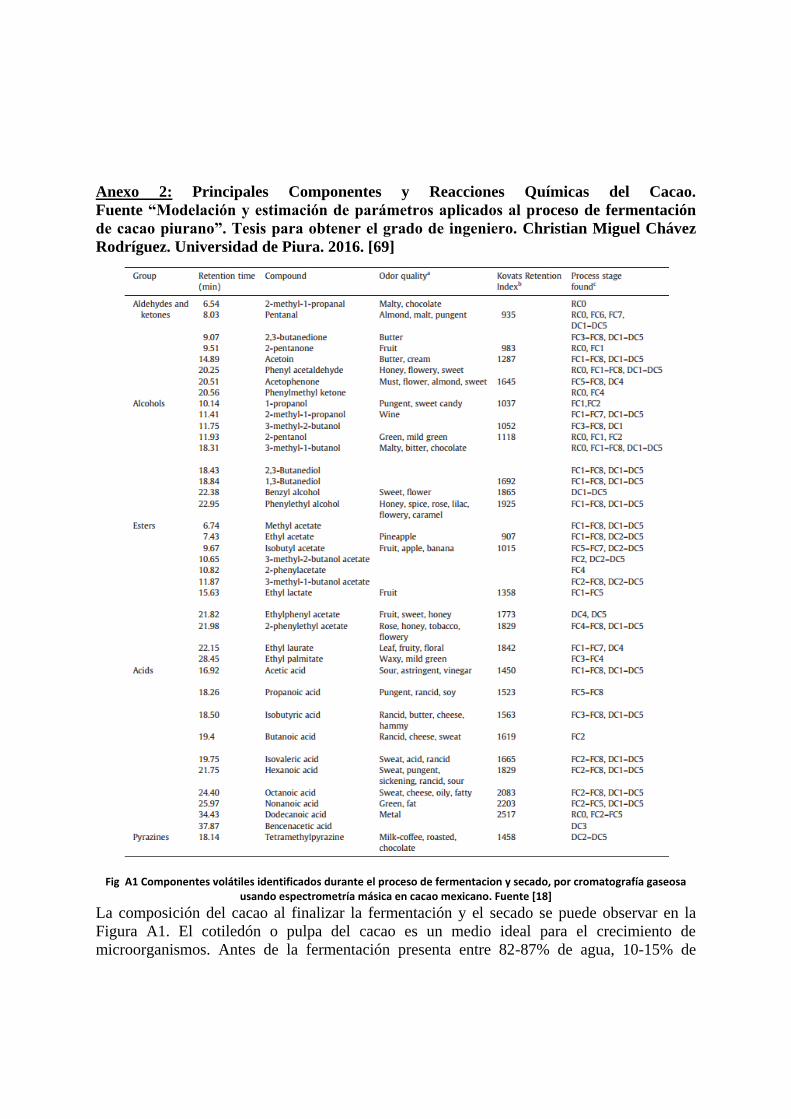
Anexo 2: Principales Componentes y Reacciones Químicas del Cacao.
Fuente “Modelación y estimación de parámetros aplicados al proceso de fermentación
de cacao piurano”. Tesis para obtener el grado de ingeniero. Christian Miguel Chávez
Rodríguez. Universidad de Piura. 2016. [69]
Fig A1 Componentes volátiles identificados durante el proceso de fermentacion y secado, por cromatografía gaseosa usando espectrometría másica en cacao mexicano. Fuente [18]
La composición del cacao al finalizar la fermentación y el secado se puede observar en la
Figura A1. El cotiledón o pulpa del cacao es un medio ideal para el crecimiento de
microorganismos. Antes de la fermentación presenta entre 82-87% de agua, 10-15% de
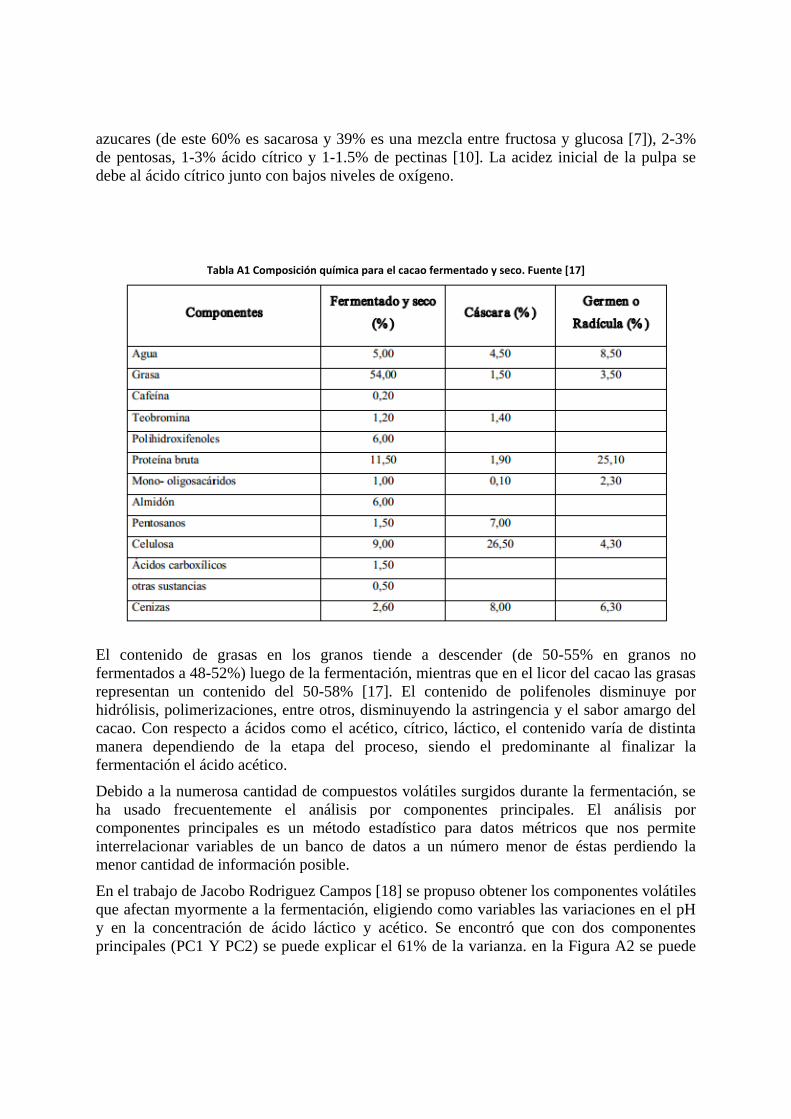
azucares (de este 60% es sacarosa y 39% es una mezcla entre fructosa y glucosa [7]), 2-3%
de pentosas, 1-3% ácido cítrico y 1-1.5% de pectinas [10]. La acidez inicial de la pulpa se
debe al ácido cítrico junto con bajos niveles de oxígeno.
Tabla A1 Composición química para el cacao fermentado y seco. Fuente [17]
El contenido de grasas en los granos tiende a descender (de 50-55% en granos no
fermentados a 48-52%) luego de la fermentación, mientras que en el licor del cacao las grasas
representan un contenido del 50-58% [17]. El contenido de polifenoles disminuye por
hidrólisis, polimerizaciones, entre otros, disminuyendo la astringencia y el sabor amargo del
cacao. Con respecto a ácidos como el acético, cítrico, láctico, el contenido varía de distinta
manera dependiendo de la etapa del proceso, siendo el predominante al finalizar la
fermentación el ácido acético.
Debido a la numerosa cantidad de compuestos volátiles surgidos durante la fermentación, se
ha usado frecuentemente el análisis por componentes principales. El análisis por
componentes principales es un método estadístico para datos métricos que nos permite
interrelacionar variables de un banco de datos a un número menor de éstas perdiendo la
menor cantidad de información posible.
En el trabajo de Jacobo Rodriguez Campos [18] se propuso obtener los componentes volátiles
que afectan myormente a la fermentación, eligiendo como variables las variaciones en el pH
y en la concentración de ácido láctico y acético. Se encontró que con dos componentes
principales (PC1 Y PC2) se puede explicar el 61% de la varianza. en la Figura A2 se puede
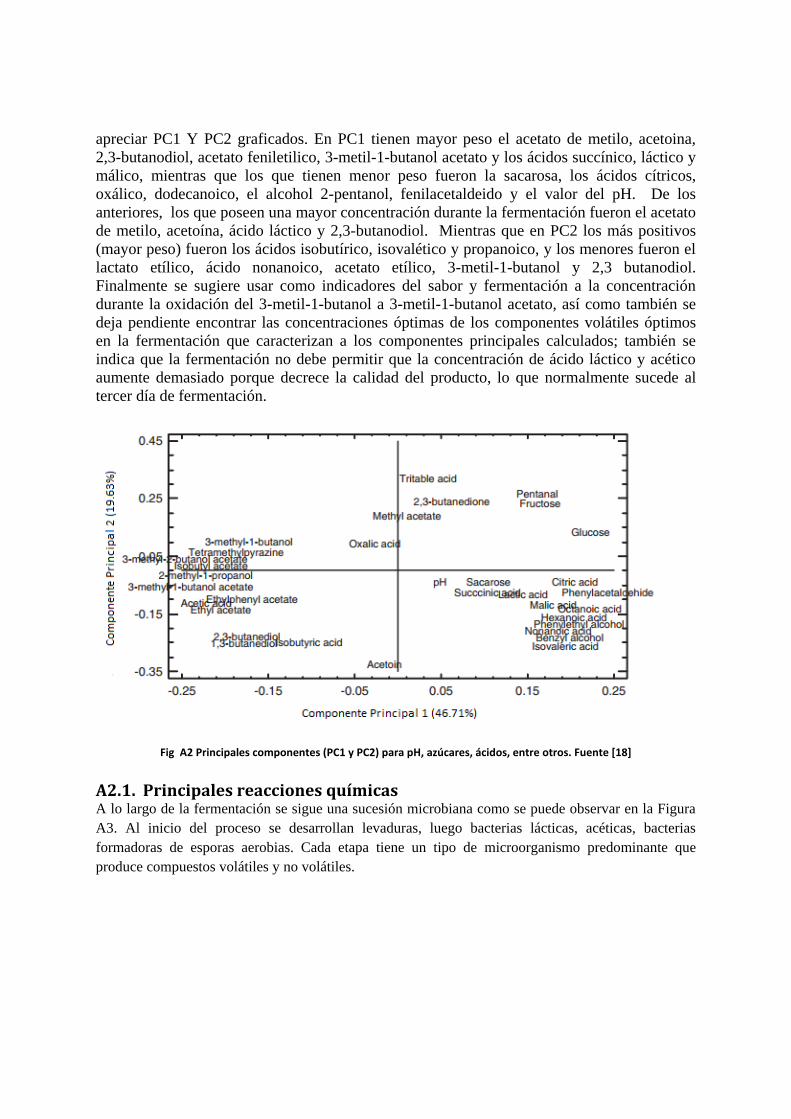
apreciar PC1 Y PC2 graficados. En PC1 tienen mayor peso el acetato de metilo, acetoina,
2,3-butanodiol, acetato feniletilico, 3-metil-1-butanol acetato y los ácidos succínico, láctico y
málico, mientras que los que tienen menor peso fueron la sacarosa, los ácidos cítricos,
oxálico, dodecanoico, el alcohol 2-pentanol, fenilacetaldeido y el valor del pH. De los
anteriores, los que poseen una mayor concentración durante la fermentación fueron el acetato
de metilo, acetoína, ácido láctico y 2,3-butanodiol. Mientras que en PC2 los más positivos
(mayor peso) fueron los ácidos isobutírico, isovalético y propanoico, y los menores fueron el
lactato etílico, ácido nonanoico, acetato etílico, 3-metil-1-butanol y 2,3 butanodiol.
Finalmente se sugiere usar como indicadores del sabor y fermentación a la concentración
durante la oxidación del 3-metil-1-butanol a 3-metil-1-butanol acetato, así como también se
deja pendiente encontrar las concentraciones óptimas de los componentes volátiles óptimos
en la fermentación que caracterizan a los componentes principales calculados; también se
indica que la fermentación no debe permitir que la concentración de ácido láctico y acético
aumente demasiado porque decrece la calidad del producto, lo que normalmente sucede al
tercer día de fermentación.
Fig A2 Principales componentes (PC1 y PC2) para pH, azúcares, ácidos, entre otros. Fuente [18]
A2.1. Principales reacciones químicas A lo largo de la fermentación se sigue una sucesión microbiana como se puede observar en la Figura
A3. Al inicio del proceso se desarrollan levaduras, luego bacterias lácticas, acéticas, bacterias
formadoras de esporas aerobias. Cada etapa tiene un tipo de microorganismo predominante que
produce compuestos volátiles y no volátiles.
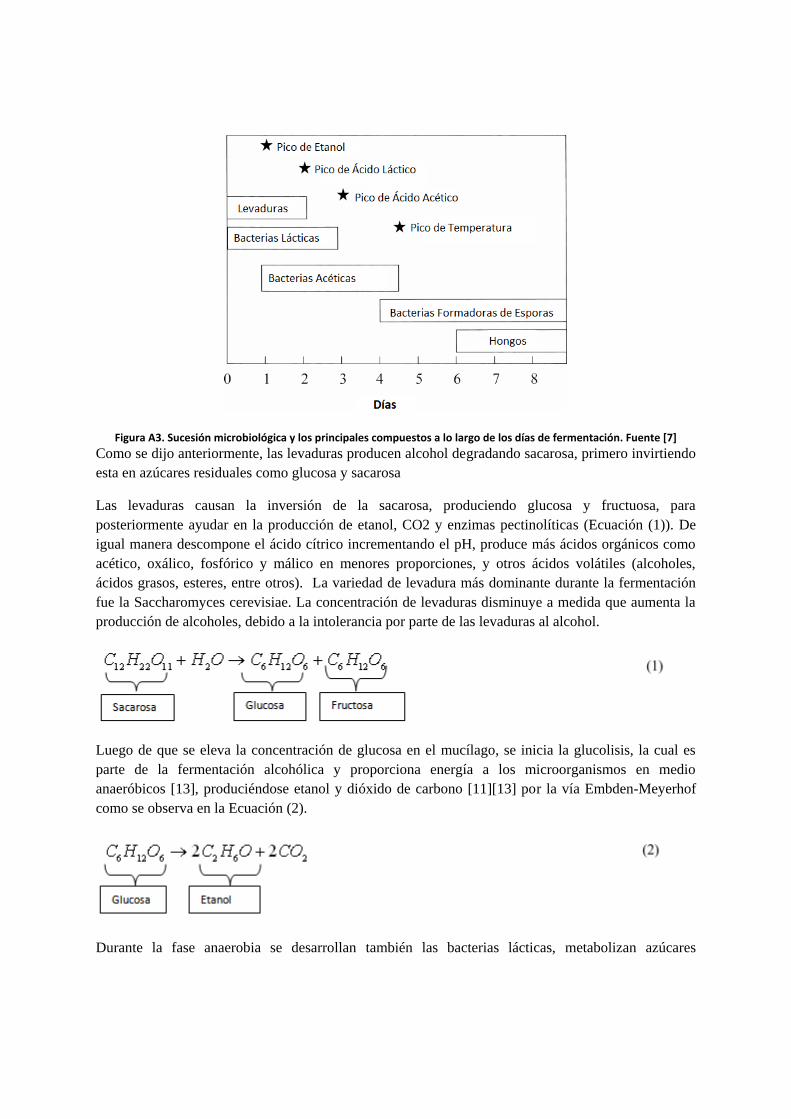
Figura A3. Sucesión microbiológica y los principales compuestos a lo largo de los días de fermentación. Fuente [7]
Como se dijo anteriormente, las levaduras producen alcohol degradando sacarosa, primero invirtiendo
esta en azúcares residuales como glucosa y sacarosa
Las levaduras causan la inversión de la sacarosa, produciendo glucosa y fructuosa, para
posteriormente ayudar en la producción de etanol, CO2 y enzimas pectinolíticas (Ecuación (1)). De
igual manera descompone el ácido cítrico incrementando el pH, produce más ácidos orgánicos como
acético, oxálico, fosfórico y málico en menores proporciones, y otros ácidos volátiles (alcoholes,
ácidos grasos, esteres, entre otros). La variedad de levadura más dominante durante la fermentación
fue la Saccharomyces cerevisiae. La concentración de levaduras disminuye a medida que aumenta la
producción de alcoholes, debido a la intolerancia por parte de las levaduras al alcohol.
Luego de que se eleva la concentración de glucosa en el mucílago, se inicia la glucolisis, la cual es
parte de la fermentación alcohólica y proporciona energía a los microorganismos en medio
anaeróbicos [13], produciéndose etanol y dióxido de carbono [11][13] por la vía Embden-Meyerhof
como se observa en la Ecuación (2).
Durante la fase anaerobia se desarrollan también las bacterias lácticas, metabolizan azúcares
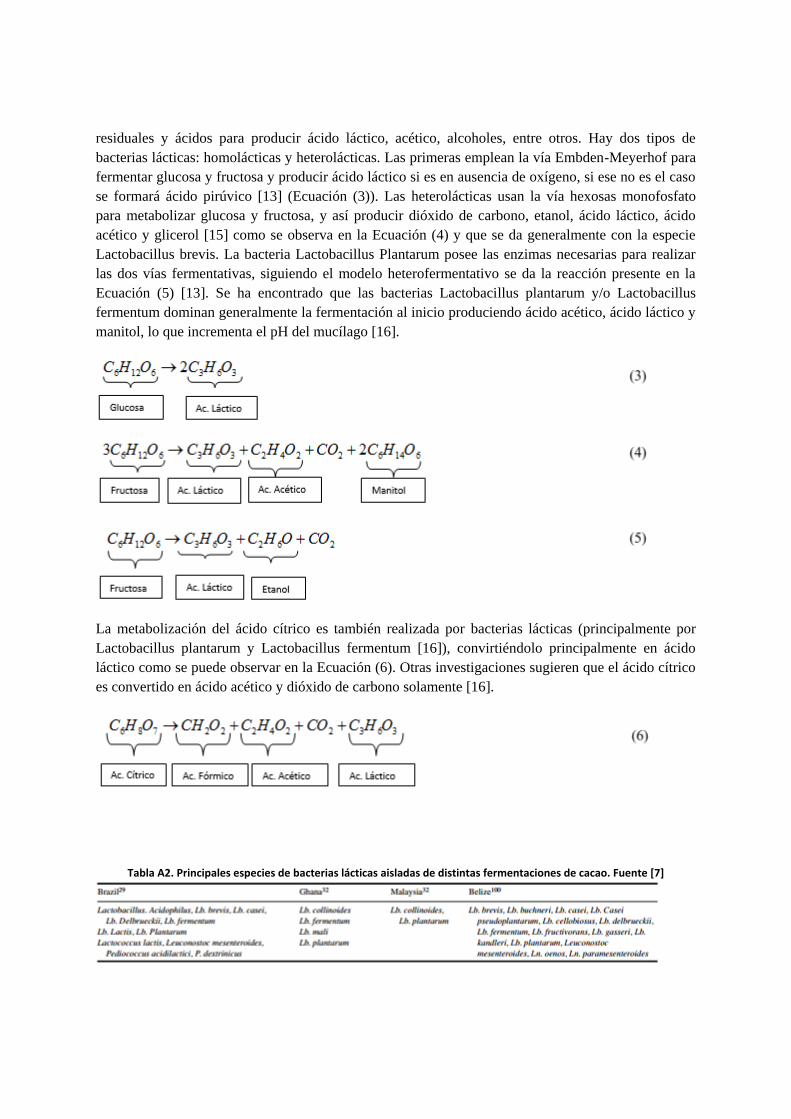
residuales y ácidos para producir ácido láctico, acético, alcoholes, entre otros. Hay dos tipos de
bacterias lácticas: homolácticas y heterolácticas. Las primeras emplean la vía Embden-Meyerhof para
fermentar glucosa y fructosa y producir ácido láctico si es en ausencia de oxígeno, si ese no es el caso
se formará ácido pirúvico [13] (Ecuación (3)). Las heterolácticas usan la vía hexosas monofosfato
para metabolizar glucosa y fructosa, y así producir dióxido de carbono, etanol, ácido láctico, ácido
acético y glicerol [15] como se observa en la Ecuación (4) y que se da generalmente con la especie
Lactobacillus brevis. La bacteria Lactobacillus Plantarum posee las enzimas necesarias para realizar
las dos vías fermentativas, siguiendo el modelo heterofermentativo se da la reacción presente en la
Ecuación (5) [13]. Se ha encontrado que las bacterias Lactobacillus plantarum y/o Lactobacillus
fermentum dominan generalmente la fermentación al inicio produciendo ácido acético, ácido láctico y
manitol, lo que incrementa el pH del mucílago [16].
La metabolización del ácido cítrico es también realizada por bacterias lácticas (principalmente por
Lactobacillus plantarum y Lactobacillus fermentum [16]), convirtiéndolo principalmente en ácido
láctico como se puede observar en la Ecuación (6). Otras investigaciones sugieren que el ácido cítrico
es convertido en ácido acético y dióxido de carbono solamente [16].
Tabla A2. Principales especies de bacterias lácticas aisladas de distintas fermentaciones de cacao. Fuente [7]
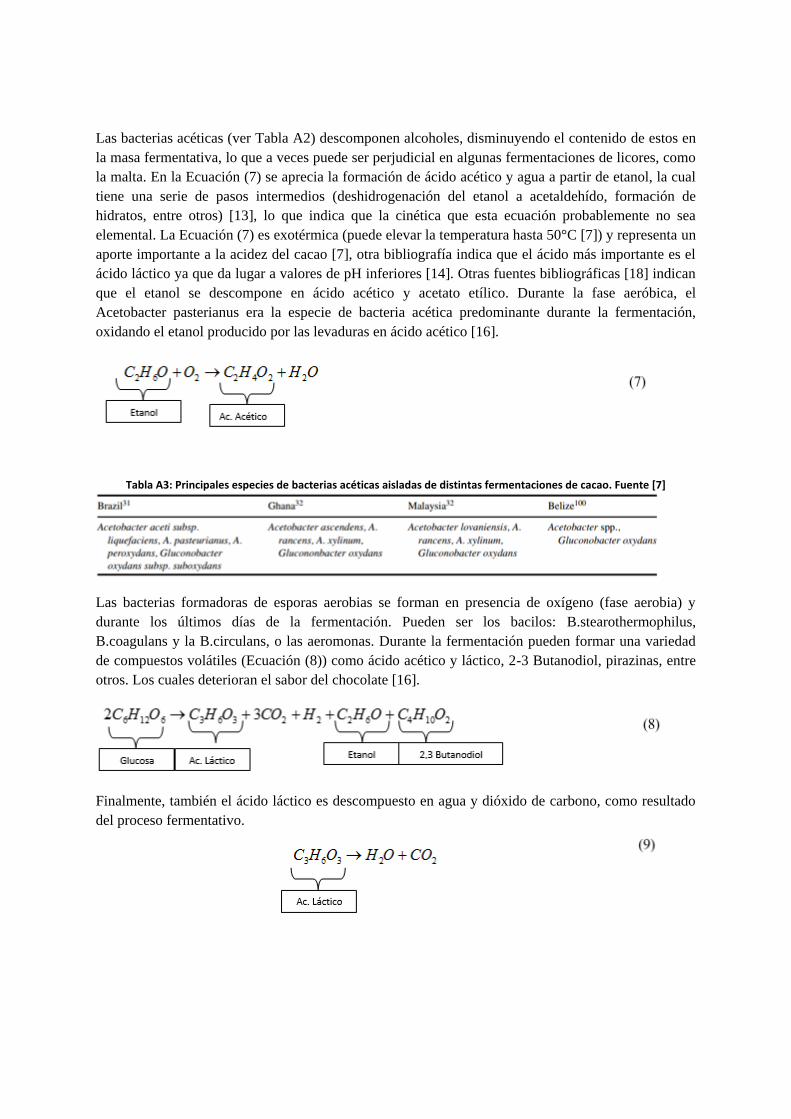
Las bacterias acéticas (ver Tabla A2) descomponen alcoholes, disminuyendo el contenido de estos en
la masa fermentativa, lo que a veces puede ser perjudicial en algunas fermentaciones de licores, como
la malta. En la Ecuación (7) se aprecia la formación de ácido acético y agua a partir de etanol, la cual
tiene una serie de pasos intermedios (deshidrogenación del etanol a acetaldehído, formación de
hidratos, entre otros) [13], lo que indica que la cinética que esta ecuación probablemente no sea
elemental. La Ecuación (7) es exotérmica (puede elevar la temperatura hasta 50°C [7]) y representa un
aporte importante a la acidez del cacao [7], otra bibliografía indica que el ácido más importante es el
ácido láctico ya que da lugar a valores de pH inferiores [14]. Otras fuentes bibliográficas [18] indican
que el etanol se descompone en ácido acético y acetato etílico. Durante la fase aeróbica, el
Acetobacter pasterianus era la especie de bacteria acética predominante durante la fermentación,
oxidando el etanol producido por las levaduras en ácido acético [16].
Tabla A3: Principales especies de bacterias acéticas aisladas de distintas fermentaciones de cacao. Fuente [7]
Las bacterias formadoras de esporas aerobias se forman en presencia de oxígeno (fase aerobia) y
durante los últimos días de la fermentación. Pueden ser los bacilos: B.stearothermophilus,
B.coagulans y la B.circulans, o las aeromonas. Durante la fermentación pueden formar una variedad
de compuestos volátiles (Ecuación (8)) como ácido acético y láctico, 2-3 Butanodiol, pirazinas, entre
otros. Los cuales deterioran el sabor del chocolate [16].
Finalmente, también el ácido láctico es descompuesto en agua y dióxido de carbono, como resultado
del proceso fermentativo.
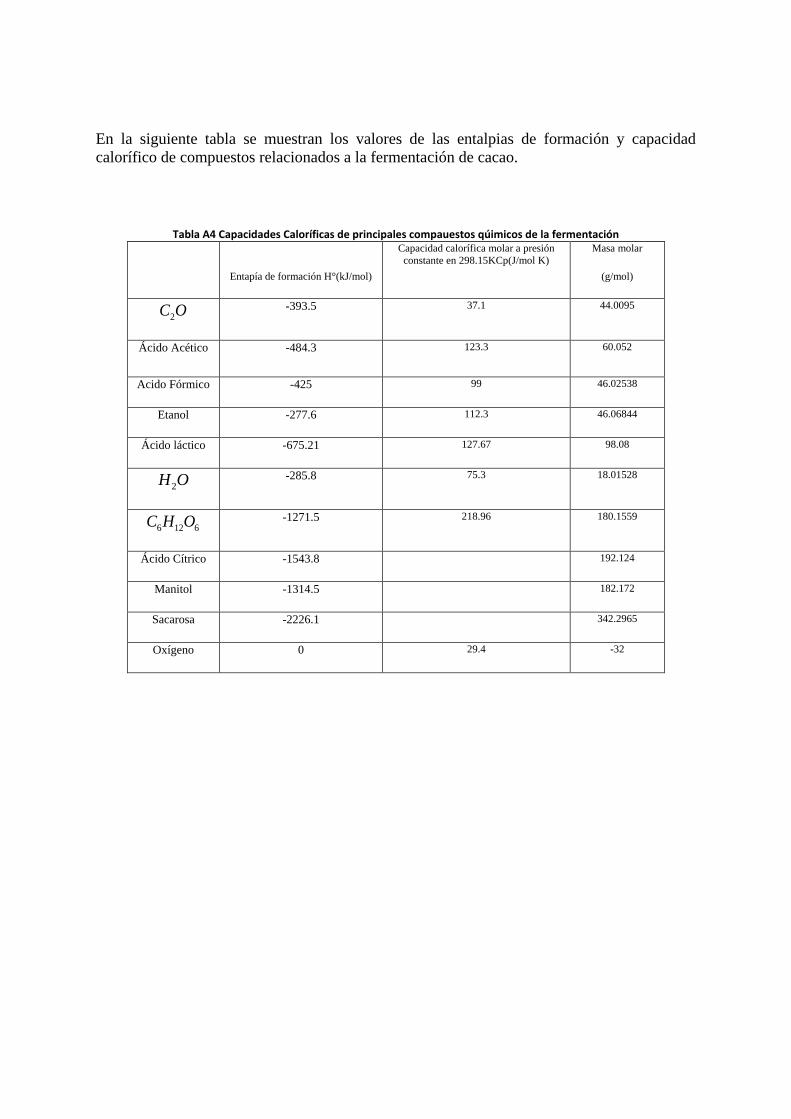
En la siguiente tabla se muestran los valores de las entalpias de formación y capacidad
calorífico de compuestos relacionados a la fermentación de cacao.
Tabla A4 Capacidades Caloríficas de principales compauestos qúimicos de la fermentación
Entapía de formación H°(kJ/mol)
Capacidad calorífica molar a presión
constante en 298.15KCp(J/mol K)
Masa molar
(g/mol)
2C O -393.5 37.1 44.0095
Ácido Acético -484.3 123.3 60.052
Acido Fórmico -425 99 46.02538
Etanol -277.6 112.3 46.06844
Ácido láctico -675.21 127.67 98.08
2H O -285.8 75.3 18.01528
6 12 6C H O -1271.5 218.96 180.1559
Ácido Cítrico -1543.8 192.124
Manitol -1314.5 182.172
Sacarosa -2226.1 342.2965
Oxígeno 0 29.4 -32
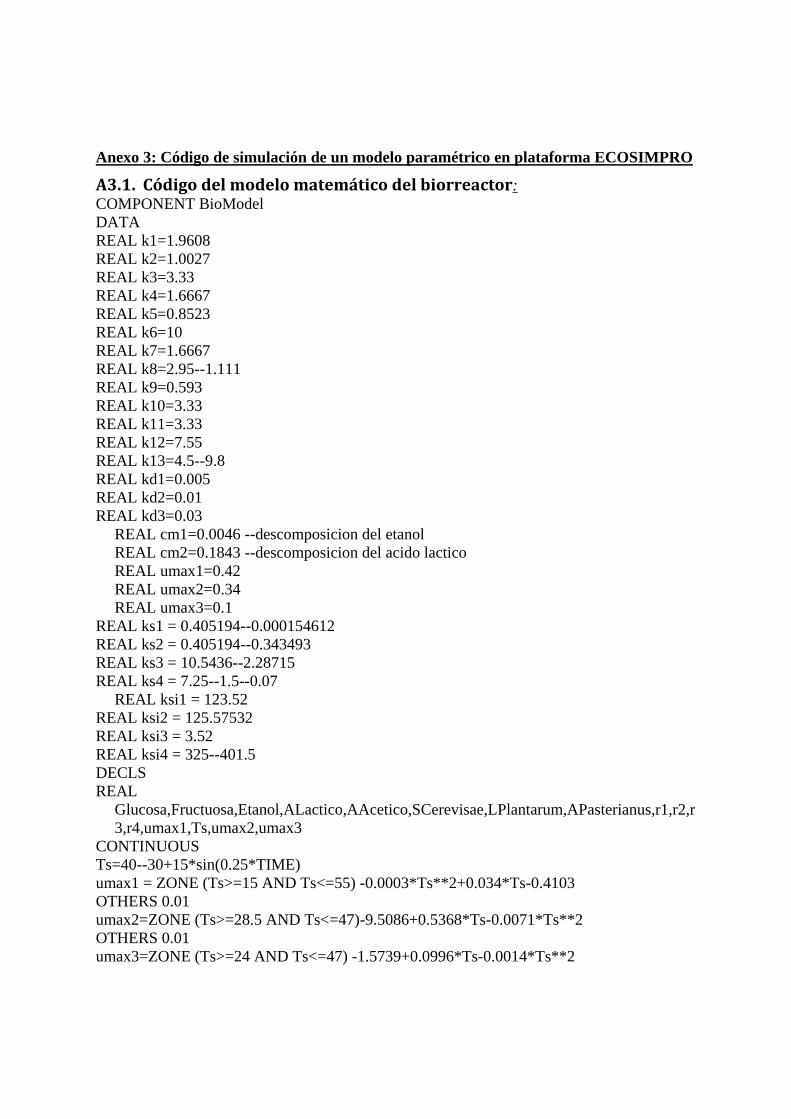
Anexo 3: Código de simulación de un modelo paramétrico en plataforma ECOSIMPRO
A3.1. Código del modelo matemático del biorreactor:
COMPONENT BioModel
DATA
REAL k1=1.9608
REAL k2=1.0027
REAL k3=3.33
REAL k4=1.6667
REAL k5=0.8523
REAL k6=10
REAL k7=1.6667
REAL k8=2.95--1.111
REAL k9=0.593
REAL k10=3.33
REAL k11=3.33
REAL k12=7.55
REAL k13=4.5--9.8
REAL kd1=0.005
REAL kd2=0.01
REAL kd3=0.03
REAL cm1=0.0046 --descomposicion del etanol
REAL cm2=0.1843 --descomposicion del acido lactico
REAL umax1=0.42
REAL umax2=0.34
REAL umax3=0.1
REAL ks1 = 0.405194--0.000154612
REAL ks2 = 0.405194--0.343493
REAL ks3 = 10.5436--2.28715
REAL ks4 = 7.25--1.5--0.07
REAL ksi1 = 123.52
REAL ksi2 = 125.57532
REAL ksi3 = 3.52
REAL ksi4 = 325--401.5
DECLS
REAL
Glucosa,Fructuosa,Etanol,ALactico,AAcetico,SCerevisae,LPlantarum,APasterianus,r1,r2,r
3,r4,umax1,Ts,umax2,umax3
CONTINUOUS
Ts=40--30+15*sin(0.25*TIME)
umax1 = ZONE (Ts>=15 AND Ts<=55) -0.0003*Ts**2+0.034*Ts-0.4103
OTHERS 0.01
umax2=ZONE (Ts>=28.5 AND Ts<=47)-9.5086+0.5368*Ts-0.0071*Ts**2
OTHERS 0.01
umax3=ZONE (Ts>=24 AND Ts<=47) -1.5739+0.0996*Ts-0.0014*Ts**2
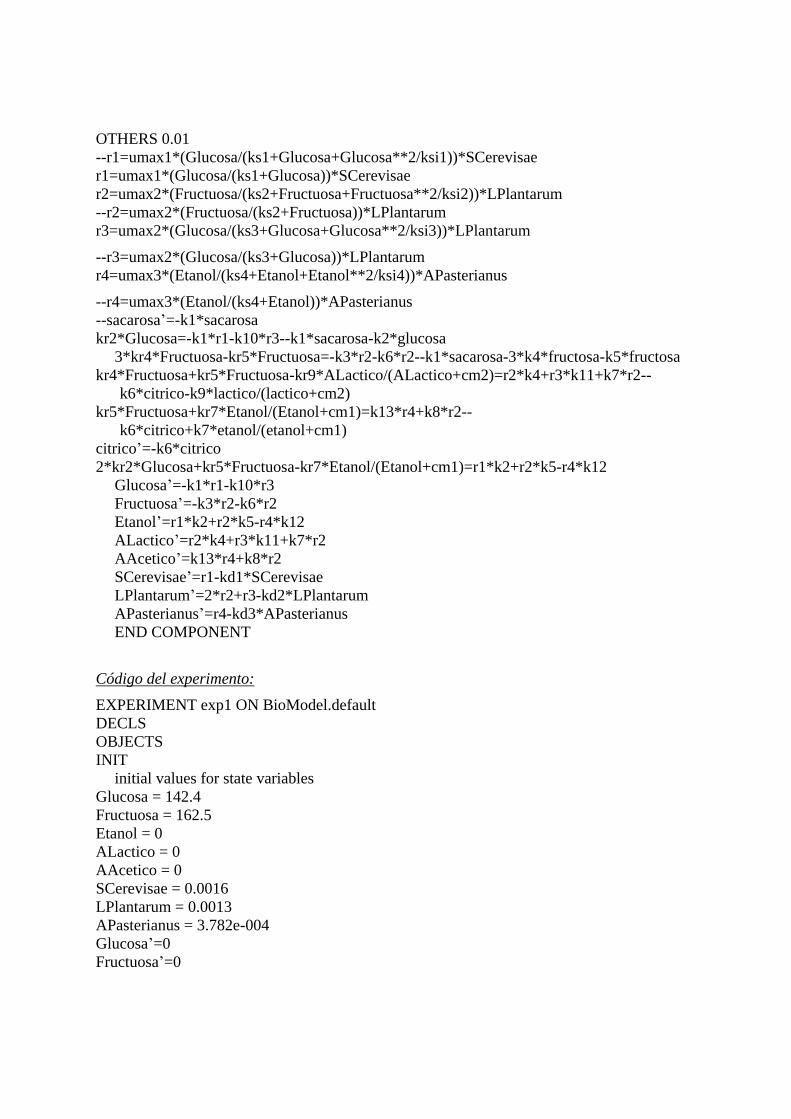
OTHERS 0.01
--r1=umax1*(Glucosa/(ks1+Glucosa+Glucosa**2/ksi1))*SCerevisae
r1=umax1*(Glucosa/(ks1+Glucosa))*SCerevisae
r2=umax2*(Fructuosa/(ks2+Fructuosa+Fructuosa**2/ksi2))*LPlantarum
--r2=umax2*(Fructuosa/(ks2+Fructuosa))*LPlantarum
r3=umax2*(Glucosa/(ks3+Glucosa+Glucosa**2/ksi3))*LPlantarum
--r3=umax2*(Glucosa/(ks3+Glucosa))*LPlantarum
r4=umax3*(Etanol/(ks4+Etanol+Etanol**2/ksi4))*APasterianus
--r4=umax3*(Etanol/(ks4+Etanol))*APasterianus
--sacarosa’=-k1*sacarosa
kr2*Glucosa=-k1*r1-k10*r3--k1*sacarosa-k2*glucosa
3*kr4*Fructuosa-kr5*Fructuosa=-k3*r2-k6*r2--k1*sacarosa-3*k4*fructosa-k5*fructosa
kr4*Fructuosa+kr5*Fructuosa-kr9*ALactico/(ALactico+cm2)=r2*k4+r3*k11+k7*r2--
k6*citrico-k9*lactico/(lactico+cm2)
kr5*Fructuosa+kr7*Etanol/(Etanol+cm1)=k13*r4+k8*r2--
k6*citrico+k7*etanol/(etanol+cm1)
citrico’=-k6*citrico
2*kr2*Glucosa+kr5*Fructuosa-kr7*Etanol/(Etanol+cm1)=r1*k2+r2*k5-r4*k12
Glucosa’=-k1*r1-k10*r3
Fructuosa’=-k3*r2-k6*r2
Etanol’=r1*k2+r2*k5-r4*k12
ALactico’=r2*k4+r3*k11+k7*r2
AAcetico’=k13*r4+k8*r2
SCerevisae’=r1-kd1*SCerevisae
LPlantarum’=2*r2+r3-kd2*LPlantarum
APasterianus’=r4-kd3*APasterianus
END COMPONENT
Código del experimento:
EXPERIMENT exp1 ON BioModel.default
DECLS
OBJECTS
INIT
initial values for state variables
Glucosa = 142.4
Fructuosa = 162.5
Etanol = 0
ALactico = 0
AAcetico = 0
SCerevisae = 0.0016
LPlantarum = 0.0013
APasterianus = 3.782e-004
Glucosa’=0
Fructuosa’=0
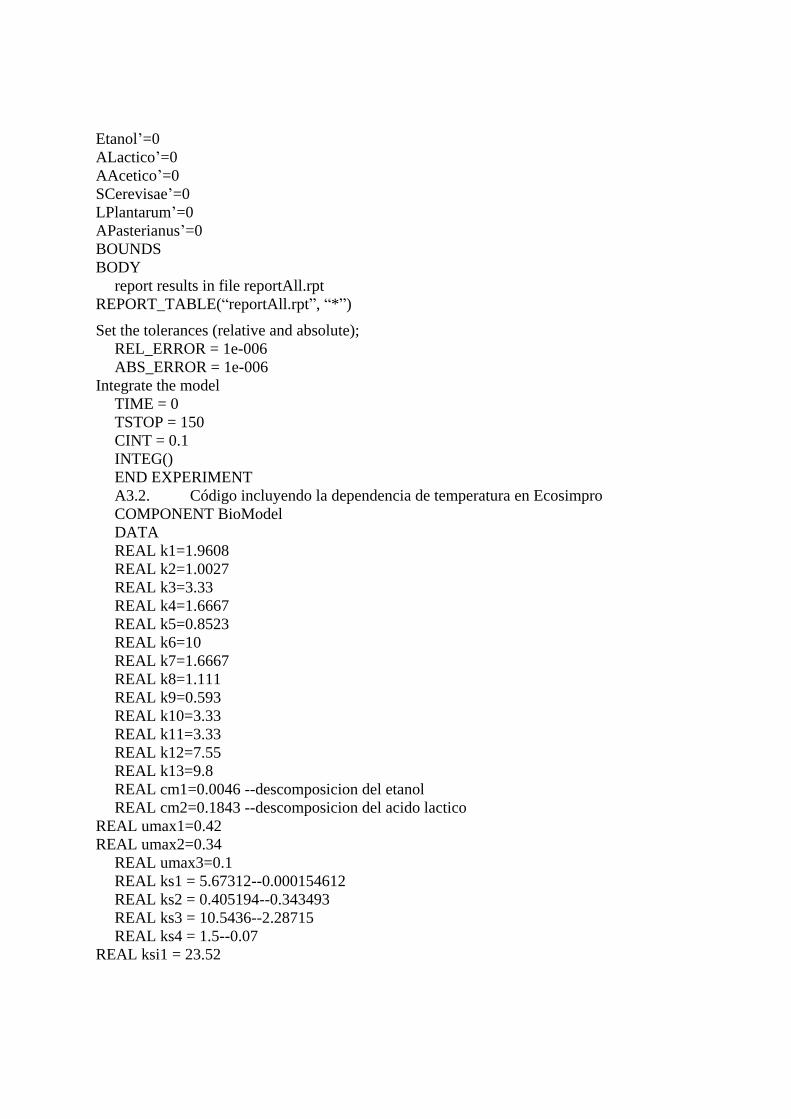
Etanol’=0
ALactico’=0
AAcetico’=0
SCerevisae’=0
LPlantarum’=0
APasterianus’=0
BOUNDS
BODY
report results in file reportAll.rpt
REPORT_TABLE(“reportAll.rpt”, “*”)
Set the tolerances (relative and absolute);
REL_ERROR = 1e-006
ABS_ERROR = 1e-006
Integrate the model
TIME = 0
TSTOP = 150
CINT = 0.1
INTEG()
END EXPERIMENT
A3.2. Código incluyendo la dependencia de temperatura en Ecosimpro
COMPONENT BioModel
DATA
REAL k1=1.9608
REAL k2=1.0027
REAL k3=3.33
REAL k4=1.6667
REAL k5=0.8523
REAL k6=10
REAL k7=1.6667
REAL k8=1.111
REAL k9=0.593
REAL k10=3.33
REAL k11=3.33
REAL k12=7.55
REAL k13=9.8
REAL cm1=0.0046 --descomposicion del etanol
REAL cm2=0.1843 --descomposicion del acido lactico
REAL umax1=0.42
REAL umax2=0.34
REAL umax3=0.1
REAL ks1 = 5.67312--0.000154612
REAL ks2 = 0.405194--0.343493
REAL ks3 = 10.5436--2.28715
REAL ks4 = 1.5--0.07
REAL ksi1 = 23.52
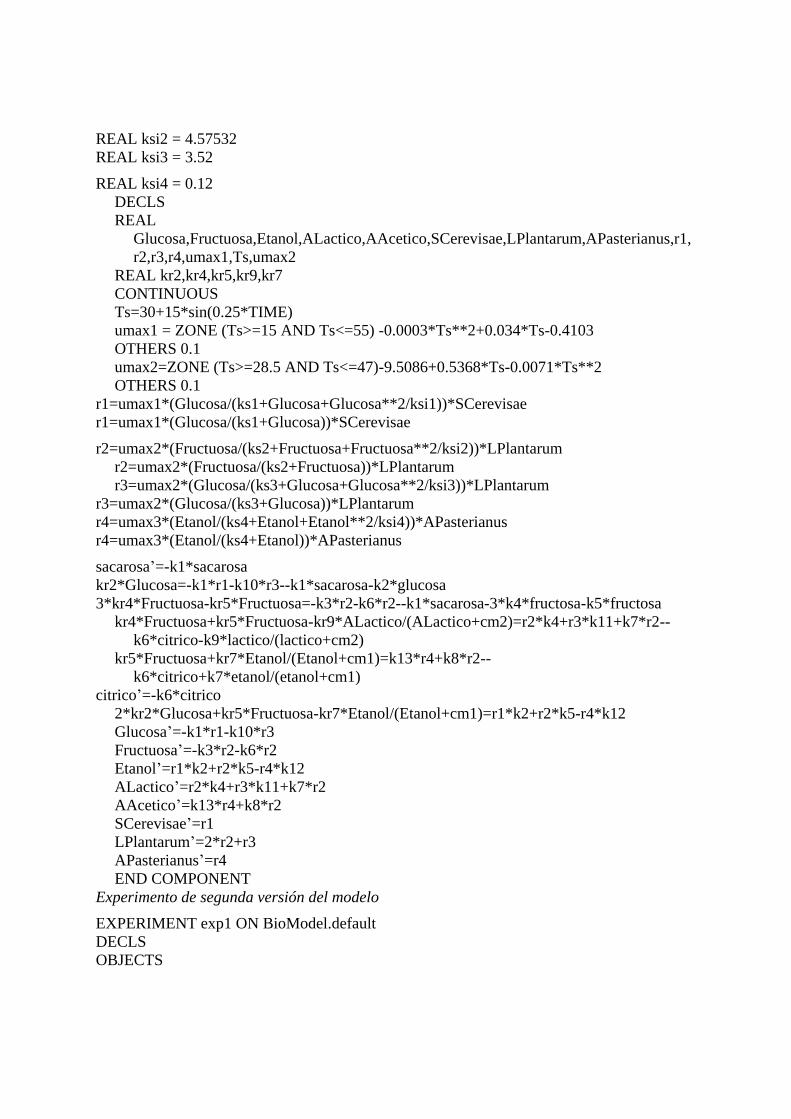
REAL ksi2 = 4.57532
REAL ksi3 = 3.52
REAL ksi4 = 0.12
DECLS
REAL
Glucosa,Fructuosa,Etanol,ALactico,AAcetico,SCerevisae,LPlantarum,APasterianus,r1,
r2,r3,r4,umax1,Ts,umax2
REAL kr2,kr4,kr5,kr9,kr7
CONTINUOUS
Ts=30+15*sin(0.25*TIME)
umax1 = ZONE (Ts>=15 AND Ts<=55) -0.0003*Ts**2+0.034*Ts-0.4103
OTHERS 0.1
umax2=ZONE (Ts>=28.5 AND Ts<=47)-9.5086+0.5368*Ts-0.0071*Ts**2
OTHERS 0.1
r1=umax1*(Glucosa/(ks1+Glucosa+Glucosa**2/ksi1))*SCerevisae
r1=umax1*(Glucosa/(ks1+Glucosa))*SCerevisae
r2=umax2*(Fructuosa/(ks2+Fructuosa+Fructuosa**2/ksi2))*LPlantarum
r2=umax2*(Fructuosa/(ks2+Fructuosa))*LPlantarum
r3=umax2*(Glucosa/(ks3+Glucosa+Glucosa**2/ksi3))*LPlantarum
r3=umax2*(Glucosa/(ks3+Glucosa))*LPlantarum
r4=umax3*(Etanol/(ks4+Etanol+Etanol**2/ksi4))*APasterianus
r4=umax3*(Etanol/(ks4+Etanol))*APasterianus
sacarosa’=-k1*sacarosa
kr2*Glucosa=-k1*r1-k10*r3--k1*sacarosa-k2*glucosa
3*kr4*Fructuosa-kr5*Fructuosa=-k3*r2-k6*r2--k1*sacarosa-3*k4*fructosa-k5*fructosa
kr4*Fructuosa+kr5*Fructuosa-kr9*ALactico/(ALactico+cm2)=r2*k4+r3*k11+k7*r2--
k6*citrico-k9*lactico/(lactico+cm2)
kr5*Fructuosa+kr7*Etanol/(Etanol+cm1)=k13*r4+k8*r2--
k6*citrico+k7*etanol/(etanol+cm1)
citrico’=-k6*citrico
2*kr2*Glucosa+kr5*Fructuosa-kr7*Etanol/(Etanol+cm1)=r1*k2+r2*k5-r4*k12
Glucosa’=-k1*r1-k10*r3
Fructuosa’=-k3*r2-k6*r2
Etanol’=r1*k2+r2*k5-r4*k12
ALactico’=r2*k4+r3*k11+k7*r2
AAcetico’=k13*r4+k8*r2
SCerevisae’=r1
LPlantarum’=2*r2+r3
APasterianus’=r4
END COMPONENT
Experimento de segunda versión del modelo
EXPERIMENT exp1 ON BioModel.default
DECLS
OBJECTS
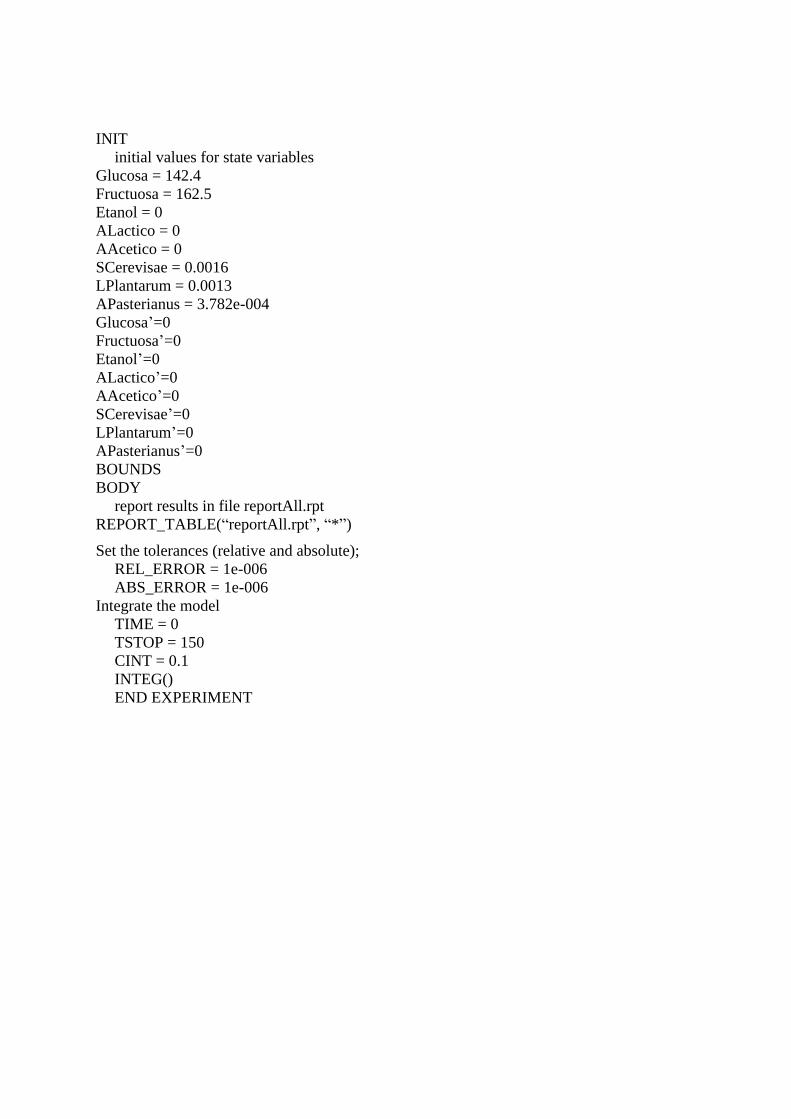
INIT
initial values for state variables
Glucosa = 142.4
Fructuosa = 162.5
Etanol = 0
ALactico = 0
AAcetico = 0
SCerevisae = 0.0016
LPlantarum = 0.0013
APasterianus = 3.782e-004
Glucosa’=0
Fructuosa’=0
Etanol’=0
ALactico’=0
AAcetico’=0
SCerevisae’=0
LPlantarum’=0
APasterianus’=0
BOUNDS
BODY
report results in file reportAll.rpt
REPORT_TABLE(“reportAll.rpt”, “*”)
Set the tolerances (relative and absolute);
REL_ERROR = 1e-006
ABS_ERROR = 1e-006
Integrate the model
TIME = 0
TSTOP = 150
CINT = 0.1
INTEG()
END EXPERIMENT
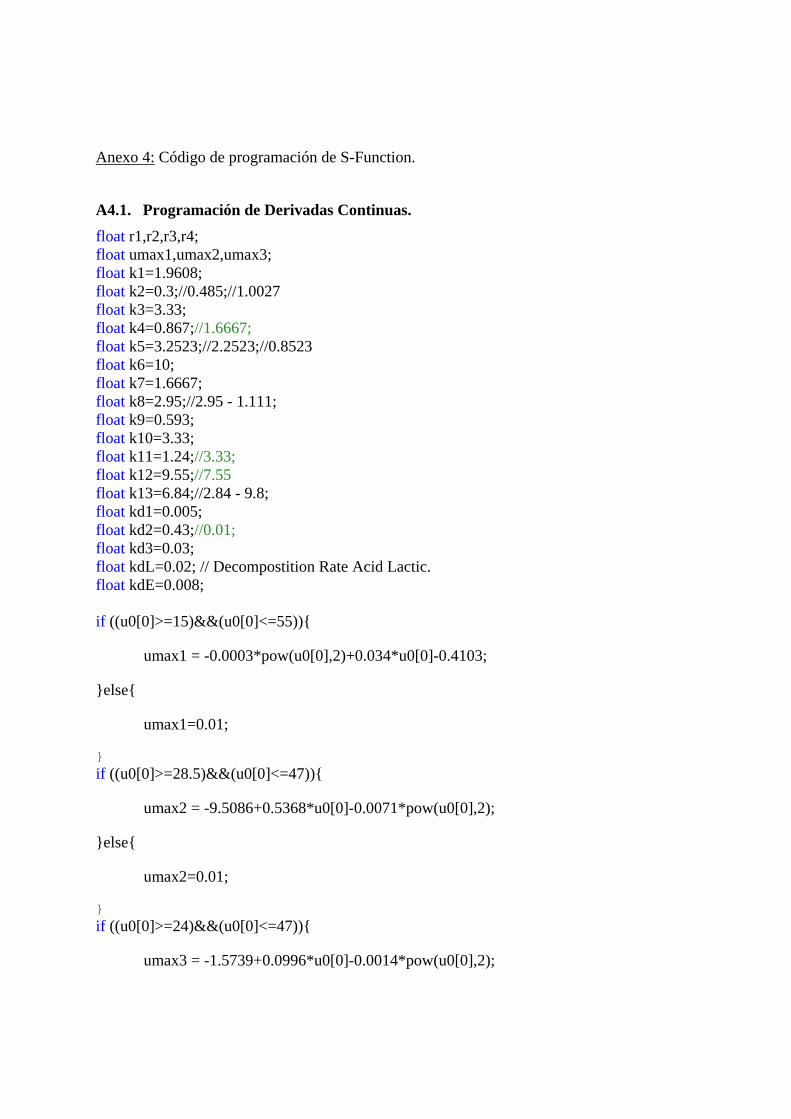
Anexo 4: Código de programación de S-Function.
A4.1. Programación de Derivadas Continuas.
float r1,r2,r3,r4;
float umax1,umax2,umax3;
float k1=1.9608;
float k2=0.3;//0.485;//1.0027
float k3=3.33;
float k4=0.867;//1.6667;
float k5=3.2523;//2.2523;//0.8523
float k6=10;
float k7=1.6667;
float k8=2.95;//2.95 - 1.111;
float k9=0.593;
float k10=3.33;
float k11=1.24;//3.33;
float k12=9.55;//7.55
float k13=6.84;//2.84 - 9.8;
float kd1=0.005;
float kd2=0.43;//0.01;
float kd3=0.03;
float kdL=0.02; // Decompostition Rate Acid Lactic.
float kdE=0.008;
if ((u0[0]>=15)&&(u0[0]<=55)){
umax1 = -0.0003*pow(u0[0],2)+0.034*u0[0]-0.4103;
}else{
umax1=0.01;
}
if ((u0[0]>=28.5)&&(u0[0]<=47)){
umax2 = -9.5086+0.5368*u0[0]-0.0071*pow(u0[0],2);
}else{
umax2=0.01;
}
if ((u0[0]>=24)&&(u0[0]<=47)){
umax3 = -1.5739+0.0996*u0[0]-0.0014*pow(u0[0],2);
}else{
umax3=0.01;
}
r1=umax1*(xC[0]/(ks1[0]+xC[0]))*xC[5];
r2=umax2*(xC[1]/(ks2[0]+xC[1]+pow(xC[0],2)/ksi2[0]))*xC[6];//umax2*(xC[1]/(ks2[0]+xC
[1]))*xC[6];
r3=umax2*(xC[0]/(ks3[0]+xC[0]+pow(xC[0],2)/ksi3[0]))*xC[6];
r4=umax3*(xC[2]/(ks4[0]+xC[2]+pow(xC[2],2)/ksi4[0]))*xC[7];
if (xC[0]<0){
dx[0]=0;
xC[0]=0;
}else{
dx[0]=-k1*r1-k10*r3;
}
if (xC[1]<0){
dx[1]=0;
xC[1]=0;
}else{
dx[1]=-k3*r2-k6*r2;
}
if (xC[2]<0){
dx[2]=0;
xC[2]=0;
}else{
dx[2]=r1*k2+r2*k5-r4*k12-xC[2]*kdE;
}
if (xC[3]<0){
dx[3]=0;
xC[3]=0;
}else{
dx[3]=r2*k4+r3*k11+k7*r2-kdL*xC[3];
}
if (xC[4]<0){
dx[4]=0;
xC[4]=0;
}else{
dx[4]=k13*r4+k8*r2;
}
if (xC[5]<0){
dx[5]=0;
xC[5]=0;
}else{
dx[5]=r1-kd1*xC[5];
}
if (xC[6]<0){
dx[6]=0;
xC[6]=0;
}else{
dx[6]=2*r2+r3-kd2*xC[6];
}
if (xC[7]<0){
dx[7]=0;
xC[7]=0;
}else{
dx[7]=r4-kd3*xC[7];
}
A4.2. Programación de salidas del modelo.
float umax1;
float umax2;
float umax3;
if ((u0[0]>=15)&&(u0[0]<=55)){
umax1 = -0.0003*pow(u0[0],2)+0.034*u0[0]-0.4103;
}else{
umax1=0.01;
}
if ((u0[0]>=24)&&(u0[0]<=47)){
umax3 = -1.5739+0.0996*u0[0]-0.0014*pow(u0[0],2);
}else{
umax3=0.01;
}
if ((u0[0]>=28.5)&&(u0[0]<=47)){
umax2 = -9.5086+0.5368*u0[0]-0.0071*pow(u0[0],2);
}else{
umax2=0.01;
}
y0[0]=xC[0];
y0[1]=xC[1];
y0[2]=xC[2];
y0[3]=xC[3];
y0[4]=xC[4];
y0[5]=xC[5];
y0[6]=xC[6];
y0[7]=xC[7];
r[0]=umax1*(xC[0]/(ks1[0]+xC[0]))*xC[5];
r[1]=umax2*(xC[1]/(ks2[0]+xC[1]+pow(xC[0],2)/ksi2[0]))*xC[6];
r[2]=umax2*(xC[0]/(ks3[0]+xC[0]+pow(xC[0],2)/ksi3[0]))*xC[6];
r[3]=umax3*(xC[2]/(ks4[0]+xC[2]+pow(xC[2],2)/ksi4[0]))*xC[7];

1
1
Índice general
Introducción ......................................................................................................................... 1
Capítulo 1 Ingre ................................................................................................................... 3
1.1. Antecedentes ........................................................................................................... 3
1.2. Situación actual ....................................................................................................... 5
1.2.1. Organigrama .................................................................................................... 5
Capítulo 2 Estado del arte ................................................................................................. 13
2.1. Datos, información y conocimiento ...................................................................... 13
Capítulo 3 Desarrollo d ..................................................................................................... 25
3.1. Introducción .......................................................................................................... 25
3.4. Modelo propuesto .................................................................................................. 26
3.4.1. Interesados ..................................................................................................... 26
3.4.2. Objetivos ........................................................................................................ 27
Capítulo 4 Diseño d ............................................................................................................ 39
4.2. Diseño de la solución ............................................................................................ 40
4.2.1. Interesados ......................................................................................................... 40
Conclusiones y recomendaciones ...................................................................................... 55
Conclusiones .................................................................................................................... 55
Recomendaciones ............................................................................................................. 57
Bibliografía ......................................................................................................................... 59
Anexo A: Encuesta a profesores .......................................................................................... 63
Desarrollo de un Modelo Matemático para la Fermentación del Cacao
Criollo Blanco
Capítulo 1
XXXX
1.1. Antece..