ctrol paralelo
DESCRIPTION
cONTROL PARALELO SISTEMA DE COMBUSTIÓN.TRANSCRIPT

Datos de Aplicación
ADS-PWR-005_ES
MicroMod Automation, Inc. Pag. 1 de 4
Medición en Paralelo con Ajuste de Oxígeno Sistemas de Control de Combustión
Introducción El control de la combustión es una función crítica para todos usuarios en compañías de Servicios Públicos, empresas industriales e instituciones tales como universidades y hospitales, por las siguientes razones:
• La seguridad del personal de operación es de primordial importancia • La fiabilidad de operación del equipo es imperativo • El uso de energía constituye un costo importante de la operación • La inversión en el equipo de la caldera debe ser protegida
Por muchos anos los ingenieros de MicroMod Automation han desarrollado y entregado sistemas de control automático de combustión para la operación segura, confiable y eficaz de las calderas paquetes. Esta hoja de datos se trata de estrategias de control en relación a los sistemas de control automáticos de combustión en calderas de un solo quemador y dos combustibles con control por medición en paralelo con ajuste de oxígeno.
PT 100
LT 108
PT 106
CUARTO 1: MEDICIÓN EN PARALELO CON AJUSTE DE OXIGENO FGR
FT 104
FW
VAPO
VENT. T.F.
GAS
FUEL
ATOMIZADOR
FT 107
FT 109
FT 101
FT 102
AT 103
FCV-101
FCV-102
FCA-104 FCA-105
FCA-106
FCV 109
TT 104
TT 103

ADS-PWR-005_ES Control de Combustión con Medición en Paralelo
Pag. 2 de 4 MicroMod Automation, Inc.
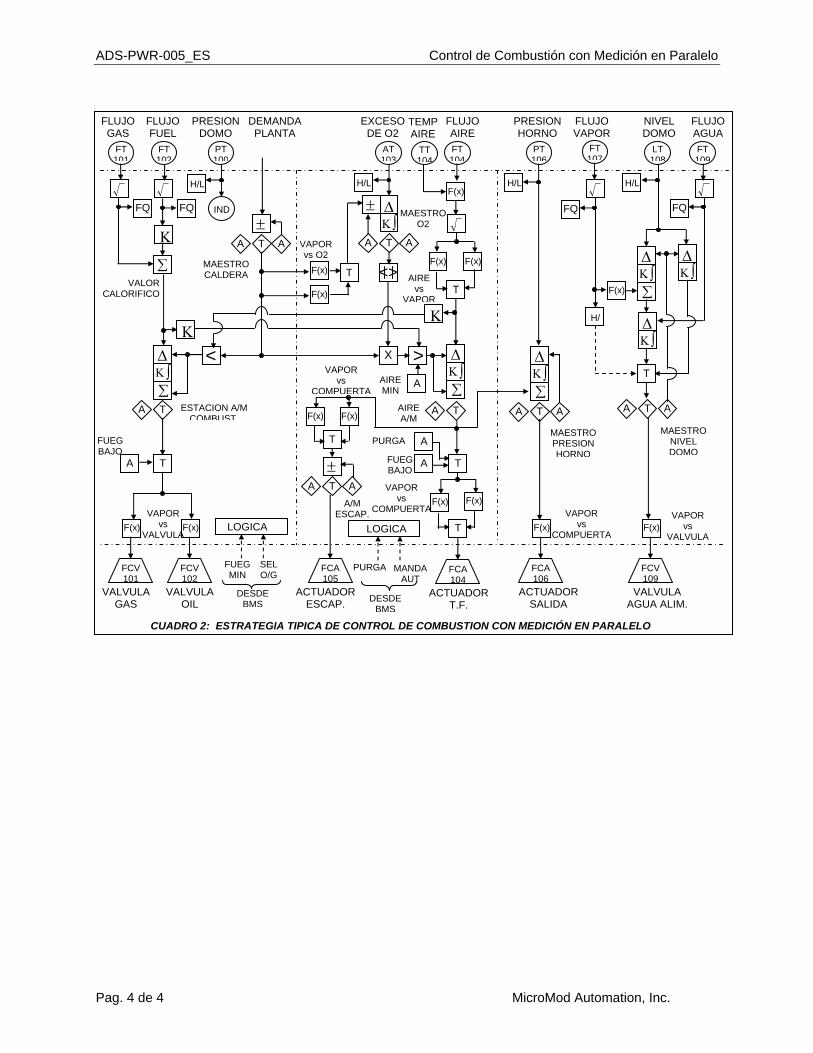
DESCRIPCION DE LA APLICACIÓN El equipo de campo para el control automático de combustión para una caldera paquete de un solo quemador a dos combustibles se demuestra en el cuadro 1. El sistema de control demostrado es un sistema de medición en paralelo con ajuste de oxígeno, es decir el flujo de combustible y el flujo de aire son independientemente medidos y controlados por lazo cerrado. Esto es el método más seguro y eficaz para el control de combustión en una caldera. La medición de exceso de oxígeno se utiliza para ajustar la relación combustible/aire. La recirculación de gases de escape se demuestra para quemadores de baja producción de NOx. ESTRATEGIA DE CONTROL El diagrama para esta estrategia de control de combustión se muestra en el cuadro 2. A continuación se detalle el control de la caldera: Maestro de Caldera El controlador maestro de caldera recibe la señal de demanda de la planta proporcionada por el controlador maestro de presión de la planta y la suma con un valor “bias” ingresado por el operador, el resultado representa la demanda de vapor para la caldera. El operador puede ajustar el valor de “bias” en modo automático o colocar el controlador en modo manual para arrancar la caldera a mano. Cuando el control de combustible no esté en modo automático el controlador maestro de caldera monitorea o “sigue” la señal de flujo total de combustible y cualquier diferencia entre la demanda de la planta y la demanda de la caldera esta calculado e implementado automáticamente como un “bias” para evitar perturbaciones y eliminar la necesidad de equilibrar los lazos al transferir en modo automático. Al recibir una señal de mala calidad (fuera de los límites establecidos), el controlador se cambia automáticamente al modo manual. El valor de presión de la caldera esta indicado en el panel frontal del controlador y alarmas de alta y baja presión son configurados e indicados en la pantalla. Limites Cruzados de Combustible/Aire Es posible realizar mejoras importantes en la seguridad de operación para el control automático al implementar límites cruzados de combustible/aire por medio de selectores de señal. Las señales de la demanda de la caldera y del flujo actual de combustible pasan por un selector alto y el resultado es el punto de ajuste para el controlador de flujo de aire. De la misma manera las señales de la demanda de la caldera y del flujo actual de aire pasan por un selector bajo y la señal seleccionado representa el punto de ajuste para el controlador de flujo de combustible. El efecto neto de los selectores es asegurar que al ocurrir un incremento en la demanda el flujo de combustible queda dentro de un porcentaje predeterminado del flujo de aire, o no se permite un incremento en el punto de ajuste de aire. Cuando ocurre una disminución en la demanda el flujo de combustible debe estar dentro de un porcentaje predeterminado del flujo de aire o no se permite un incremento en el punto de ajuste de combustible. Si el flujo de combustible excede en cualquier momento el flujo de aire el punto de ajuste de combustible es automáticamente disminuido por el controlador. Una banda muerta limitador esta implementada por medio de valores de ganancia en las mediciones proporcionadas a los selectores. Valores típicos de ganancia son 1.05 en el flujo de aire y 0.95 en el flujo de combustible, lo que resulta en una banda muerta de +/- el 5%. Control de Flujo de Combustible Los flujos de gas y de fuel son medidos, totalizados y sumados según su valor calorífico y después se mandan como una señal de flujo total de combustible al controlador de combustible, que compara esta señal con el punto de ajuste de combustible y manda una señal de salida al actuador de combustible para eliminar cualquier error al operar en modo automático. La sintonización adaptativa permite el uso de valores de sintonización distintas al operar con los diferentes combustibles. La demanda para gas o fuel está linealizada por medio de generadores de función en las salidas. El operador puede colocar el controlador en modo manual para generar una señal manual de demanda de combustible. El controlador proporciona un interfaz al sistema BMS, un cerrado de contacto arregla las válvulas de combustible en una posición pre-establecida para el arranque de la caldera. Al recibir una señal de mala calidad (fuera de los límites pre-establecidas) el controlador cambia automáticamente al modo manual. Un programa de lógica dentro del controlador asegura que el control de combustible se mantenga en modo manual hasta que el control de flujo de aire esté operando en modo automático.

Control de Combustión con Medición en Paralelo ADS-PWR-005_ES
MicroMod Automation, Inc. Pag. 3 de 4
La señal de flujo de combustible se usa también como valor de ajuste al punto de consigna de flujo de aire. Control de Flujo de Aire El flujo actual de aire está medida y compensado por temperatura y se manda como señal de entrada al controlador de flujo de aire, que la compara con el punto de ajuste de aire y genera una señal de salida para controlar la compuerta de tiro forzado y eliminar cualquier error en modo automático. La sintonización adaptiva permite el uso de valores de sintonización distintas al operar con los diferentes combustibles. La señal de demanda de aire, dependiente del combustible seleccionada, está linealizada por medio de generadores de función en la señal de salida. El operador puede colocar el controlador en modo manual para generar una señal manual de demanda de aire. El controlador proporciona un interfaz al sistema BMS, un cerrado de contacto arregla la compuerta de aire en una posición pre-establecida para la purga o para el arranque de la caldera. Al recibir una señal de mala calidad (fuera de los límites pre-establecidas) el controlador cambia automáticamente al modo manual. Un programa de lógica dentro del controlador asegura que el control de aire se mantenga en modo manual hasta que el control de presión del horno (al ser presente) esté operando en modo automático. Ajuste de Oxígeno La señal de exceso de oxígeno que sale de la caldera está medido por un analizador de oxígeno. El controlador maestro de oxígeno recibe esta señal y la compara con el punto de ajuste de oxígeno que esta determinado por una serie de puntos pre-programados según la demanda y el combustible seleccionado. La salida del controlador de O2 modifica la demanda de flujo de aire para eliminar cualquier error al operar en modo automático. Esta modificación está limitada al +/- 5% para la seguridad. El operador puede proporcionar un ajuste a los puntos de consigna en modo automático o bien establecer una relación combustible/aire en modo manual. Al recibir una señal de mala calidad (fuera de los límites pre-establecidas) el controlador cambia automáticamente al modo manual. Cuando el controlador de flujo de aire no esté en modo automático el controlador de O2 utiliza (“sigue”) la relación combustible/aire como señal de proceso. Control de Recirculación de Gases de Escape (al ser necesario) La demanda de aire proporciona una señal a las posiciones pre-programadas para la compuerta de recirculación de gases de escape en los generadores de función según el combustible seleccionado. El operador puede ajustar los puntos de ajuste en modo automático o proporcionar una posición de la compuerta en modo manual. Al recibir una señal de mala calidad (fuera de los límites pre-establecidas) el controlador cambia automáticamente al modo manual. Control de Variador de Frecuencia (a ser necesario) Cuando el ventilador tiene una compuerta y un variador de frecuencia la demanda de aire proporciona una señal a las posiciones pre-programadas para el variador y la compuerta según el combustible seleccionado. El ventilador opera con un control por rango dividido donde la compuerta controla el flujo de aire a cargas bajas y el variador controla el flujo de aire a cargas altas. Al recibir una señal de mala calidad (fuera de los límites pre-establecidas) el controlador cambia automáticamente al modo manual. Calculo de Eficiencia de la Caldera La opción de medición de temperatura de los gases de escape permite el cálculo continuo en el controlador de la eficiencia de la caldera utilizando el método “Perdida de Calor”. Otros Lazos Los lazos de control de Presión del Horno y de Nivel del Domo se incluyen aquí para demostrar la totalidad de la solución. Refiérase a las hojas individuales de datos de aplicación para mayor información y detalles sobre estos lazos.
ADS-PWR-005_ES Control de Combustión con Medición en Paralelo
Pag. 4 de 4 MicroMod Automation, Inc.
CUADRO 2: ESTRATEGIA TIPICA DE CONTROL DE COMBUSTION CON MEDICIÓN EN PARALELO
PT 100
FT 101
FT 102
AT 103
FT 104
PT 106
FT 107
LT 108
FT 109
FLUJO GAS
FLUJO FUEL
PRESION DOMO
EXCESO DE O2
FLUJO AIRE
PRESION HORNO
FLUJO VAPOR
NIVEL DOMO
FLUJO AGUA
F(x)
A T
A T
Κ
±
< >
A T
A T A A T A
A T A
T
T
A
A
A
Κ
<>
X
F(x)
A T A
F(x)
F(x)
F(x)
F(x)
Κ
FQ
H/L
FQ
T
FCV 101
H/L H/L H/L
H/
FQ FQ
FUEG BAJO
FUEG BAJO
PURGA
AIRE MIN
A T A
±
F(x)
T
F(x)
T F(x)
FCV 102
FCA 104
FCA 105
F(x)
FCA 106
F(x)
FCV 109
FUEG MIN
PURGA SEL O/G
LOGICA
VALVULA GAS
VALVULA OIL
ACTUADOR ESCAP.
ACTUADOR T.F.
ACTUADOR SALIDA
VALVULA AGUA ALIM.
VAPOR vs
VALVULA
VAPOR vs
COMPUERTA VAPOR vs
COMPUERTA
VAPOR vs
VALVULA
VALOR CALORIFICO
DESDE BMS
VAPOR vs
COMPUERTA
AIRE vs
VAPOR
VAPOR vs O2
IND
±
DEMANDA PLANTA
MAESTRO CALDERA
ESTACION A/M COMBUST
AIRE A/M
MAESTRO O2
MAESTRO PRESION HORNO
MAESTRO NIVEL DOMO
A/M ESCAP.
F(x) F(x)
T ∫∆Κ
∫Κ∆
∑∫Κ∆
∑∫Κ∆
∑
∫∆Κ
∫Κ∆
∑
∑
∫∆Κ
F(x)
TT 104
TEMP AIRE
MANDA AUT
LOGICA
DESDE BMS