cristyan camilo correa tique - francisco josé de …
TRANSCRIPT
1
DISEÑO Y CONSTRUCCION DE UN PROTOTIPO DE UN EQUIPO DE CORTE TIPO
TORNO PARA LA FABRICACION DE SOPORTES TIPO BUJE PARA VEHICULOS
(LUV Y MAZDA) EN CAUCHO REUTILIZADO PARA LA EMPRESA CAUCHOS
BOSA
CRISTYAN CAMILO CORREA TIQUE
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
INGENIERÍA MECANICA
BOGOTA
2016
2
DISEÑO Y CONSTRUCCION DE UN PROTOTIPO DE UN EQUIPO DE CORTE TIPO
TORNO PARA LA FABRICACION DE SOPORTES TIPO BUJE PARA VEHICULOS
(LUV Y MAZDA) EN CAUCHO REUTILIZADO PARA LA EMPRESA CAUCHOS
BOSA
PROYECTO DE GRADO
CRISTYAN CAMILO CORREA TIQUE
Tutor
Ing. Mauricio González Colmenares
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
INGENIERÍA MECANICA
BOGOTA
2016
3
Nota de aceptación
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
____________________________
Firma del tutor
____________________________
Firma del jurado
4
Tabla de contenido
RESUMEN .................................................................................................................................... 9
ABSTRACT .................................................................................................................................. 9
0. INTRODUCCIÓN ............................................................................................................... 10
1. PROBLEMÁTICA ............................................................................................................... 11
1.1 PLANTEAMIENTO DEL PROBLEMA .......................................................................... 11
1.2 ESTADO DEL ARTE ...................................................................................................... 11
1.3 JUSTIFICACIÓN............................................................................................................. 12
1.4 OBJETIVOS .................................................................................................................... 13
1.4.1 OBJETIVO GENERAL ................................................................................................ 13
1.4.2 OBJETIVOS ESPECÍFICOS ........................................................................................ 13
2. MARCO DE REFERENCIA ................................................................................................ 14
2.1 PROCESO DE MANUFACTURA ................................................................................... 14
2.2 CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA.................................... 14
2.3 PROCESO, MATERIAL Y DISEÑO .............................................................................. 15
2.4 OPERACIÓN DE TORNEADO ....................................................................................... 18
2.4.1 OPERACIONES DE TORNEADO .............................................................................. 19
2.4.2 TIPOS DE TORNO CONVENCIONAL ....................................................................... 20
2.4.3 PARAMETROS DE CORTE ........................................................................................ 21
2.5 EL CAUCHO ................................................................................................................... 22
2.6 INDUSTRIA DEL CAUCHO........................................................................................... 22
2.7 CLASIFICACIÓN Y POLIMEROS DE CAUCHO Y USOS PRINCIPALES .................. 23
3. ANÁLISIS DE LA NECESIDAD ........................................................................................ 24
3.1 DISEÑO........................................................................................................................... 24
3.1.1 DESCRIPCIÓN DE LA NECESIDAD ......................................................................... 24
3.1.2 METODOLOGÍA DE DISEÑO.................................................................................... 25
5
3.1.3 REQUERIMIENTOS ................................................................................................... 32
3.1.4 ELEMENTOS Y SUBCONJUNTOS ............................................................................ 32
3.1.4.1 CONJUNTO DE ROTACIÓN Y AGARRE.................................................................. 32
3.1.4.2 CONJUNTO DE TRANSMISIÓN................................................................................ 33
3.1.4.3 CONJUNTO PORTA HERRAMIENTA ...................................................................... 34
3.1.5 ESQUEMA DEL FLUJO DE ENERGIA DEL PROCESO ........................................... 35
3.1.6 ANÁLISIS DE ESFUERZOS EJE - MANDRIL .......................................................... 36
3.1.7 SELECCIÓN CHUMACERA ...................................................................................... 38
3.1.8 SELECCIÓN DE CORREA Y POLEA ........................................................................ 39
3.1.9 ESQUEMA DE TRANSMISIÓN ................................................................................. 42
3.1.10 ELEMENTOS SELECCIONADOS PARA LA HERRAMIENTA DE CORTE ............ 43
3.2 CONSTRUCCIÓN ........................................................................................................... 44
4. EXPERIMENTACIÓN Y RESULTADOS ........................................................................... 47
4.1 RESULTADOS ................................................................................................................ 47
4.1.1 MAZDA LARGO ......................................................................................................... 48
4.1.2 LUV CORTO ............................................................................................................... 49
4.1.3 DODGE 600 ................................................................................................................. 50
5. CONCLUSIONES ............................................................................................................... 51
6. BIBLIOGRAFIA ................................................................................................................. 52
7. ANEXOS - PLANOS

6
LISTADO DE TABLAS
Tabla 1. Métodos de manufactura según el material de la pieza a fabricar ................................... 18
Tabla 2. Clasificación y Polímeros De Caucho Y Usos Principales .............................................. 24
Tabla 3. Resultado de las combinaciones de la matriz TRIZ. ........................................................ 29
Tabla 4. Alternativas que se ofrecen por cada parámetro ............................................................. 29
Tabla 5. Tabla de calificaciones para la obtención de la mejor alternativa. .................................. 32
Tabla 6. Especificación de los elementos seleccionados ............................................................... 43
Tabla 7. Elementos seleccionados después de los cálculos ........................................................... 44
Tabla 8. Costos de Insumos .......................................................................................................... 46
Tabla 9. Costos de manufactura ................................................................................................... 46
Tabla 10. Costos deDiseño……………………………………………………………………………………........................36
Tabla 11. Resultados de Unidades fabricadas/Tiempo .................................................................. 47
Tabla 12. Características de estado final de 10 bujes fabricados para los carros Mazda .............. 48
Tabla 13. . Características de estado final de 10 bujes fabricados para las camionetas LUV ........ 49
Tabla 14. Características de estado final de 10 bujes fabricados para las camionetas Dodge 600 50
7
LISTADO DE ILUSTRACIONES
Ilustración 1. Esquema de un proceso de manufactura ................................................................. 14
Ilustración 2 Clasificación de los procesos de manufactura.......................................................... 15
Ilustración 3 Relación entre manufactura, diseño y materiales ..................................................... 16
Ilustración 4 Valores aproximados de rugosidad superficial y tolerancias dimensionales típicas
obtenidas con diferentes procesos de manufactura ....................................................................... 17
Ilustración 5. Operación de torneado ........................................................................................... 19
Ilustración 6. Matriz QFD para relacionar parámetros de diseño con los requerimientos del
cliente. ......................................................................................................................................... 25
Ilustración 7. Posibles soluciones para suplir las necesidades de sujeción, posicionamiento y corte.
.................................................................................................................................................... 29
Ilustración 8. Combinación de alternativas A1-B1-C1 .................................................................. 30
Ilustración 9. Combinación de las alternativas A1-B1-C2 ............................................................ 30
Ilustración 10. Combinación de las alternativas A2-B1-C1 .......................................................... 31
Ilustración 11. Combinación alternativas A2-B2-C1 .................................................................... 31
Ilustración 12. Motor eléctrico del torno ...................................................................................... 34
Ilustración 13. Guía porta herramienta ........................................................................................ 35
Ilustración 14. Esquema del flujo del diagrama de procesos ........................................................ 36
Ilustración 15. Esquema Eje - Mandril ......................................................................................... 37
Ilustración 16. Diagramas de fuerzas cortantes para el eje .......................................................... 38
Ilustración 17. Diagramas de momentos flectores para el eje ....................................................... 38
Ilustración 18. Dimensiones para la elección de la chumacera. .................................................... 39
Ilustración 19. Características de la chumacera escogida ............................................................ 39
Ilustración 20. Tabla de factores de servicio para bandas V- Diseño de elementos de máquinas R.
Morh............................................................................................................................................ 40
Ilustración 21. Gráfica de selección de bandas en V – Diseño de elementos de máquinas R. Morh 40
Ilustración 22. Longitudes de bandas estándar – Diseño de elementos de máquinas R. Morh ....... 41
Ilustración 23. Esquema de posicionamiento ............................................................................... 42
Ilustración 24. Esquema de transmisión ....................................................................................... 42
Ilustración 25. Esquema de transmisión ensamblado al motor ...................................................... 43
Ilustración 26. Disposición de los elementos de transmisión ......................................................... 44

8
Ilustración 27. Guía porta Herramientas...................................................................................... 45
Ilustración 28. Bancada ............................................................................................................... 45
Ilustración 29. Conjunto de mesa, transmisión y guía porta herramientas ensambladas ............... 45
Ilustración 30. Plano de referencia para el buje utilizado en los carros Mazda ............................ 48
Ilustración 31. Plano de referencia para el buje utilizado en las camionetas LUV. ....................... 49
Ilustración 32. Plano de referencia para el buje utilizado en las camionetas Dodge 600 .............. 50
9
RESUMEN
El siguiente trabajo tiene como fin diseñar y construir una herramienta de corte para la
elaboración de soportes en caucho reutilizado, para ello se diagnosticará el modo del
proceso que tiene la empresa para la fabricación de algunas referencias de soportes.
Posteriormente se procederá a diseñar un equipo de corte que facilite la elaboración de estas
piezas, donde involucre pertinentemente la información de cada insumo necesario para la
elaboración del diseño tales como, (cálculos, materiales, elementos, planos, etc.).
La siguiente fase corresponde a la descripción del proceso de fabricación donde se enlistará
y se describirá el montaje de esta herramienta de corte para la fabricación de soportes en
caucho, para finalmente hacer una prueba piloto de funcionamiento con unas referencias
específicas.
Palabras clave: Caucho, construcción, corte, diseño, soporte en caucho.
ABSTRACT
The following work aims to design and build a cutting tool for making rubber supports re-
used for this mode of the process that the company for the manufacture of some rubber
support references will be diagnosed.
Then we will proceed to design a cutting equipment to facilitate the development of these
parts, where pertinently involves each input information required for the design
development such as (calculations, materials, elements, drawings, etc. ) .
The next phase corresponds to the description of the manufacturing process where it will be
listed and installation of this cutting tool for manufacturing rubber supports, to finally make
a test pilot operation with specific references will be described.
Keywords: Rubber, construction, cut, design, rubber support
10
0. INTRODUCCIÓN
La recuperación y reutilización de materiales, influye positivamente al medio ambiente ya
que el reaprovechamiento evita mayor consumo de recursos naturales para la obtención de
un producto o servicio.
A nivel de procesos de manufactura con materias ya usadas es importante garantizar una
idónea funcionalidad del producto a fabricar, teniendo en cuenta su procedencia, se debe
reprocesar esa materia prima para así recuperarla y reutilizarla, por tal fin se debe ordenar
teniendo en cuenta parámetros técnicos de dicho material y de equipos a utilizar, de forma
correcta un proceso.
Este proyecto presenta un enfoque ligado al diseño y construcción de un equipo de corte,
para producción de piezas de soportes tipo buje para vehículos según referencia Luv y
Mazda en caucho de segunda mano, donde dicha materia prima procede del desgaste de
neumáticos para vehículos pesados y bandas transportadoras desgastadas.
Se describe en primera medida el proceso de diseño de una herramienta de corte para la
producción de soportes tipo buje en caucho reutilizado, puesto que actualmente el proceso
de este tipo de artículos se fabrica mediante un tercero. Se toman como base referencias de
máquinas que suplen el proceso de manufactura en caucho y otro tipo de materiales, se
especifican componentes, materiales, y planos.
Posteriormente se procede a la construcción de un prototipo piloto que servirá para pruebas
de fabricación de estos soportes, se mencionan los insumos, procesos para la construcción y
costos.
11
1. PROBLEMÁTICA
1.1 PLANTEAMIENTO DEL PROBLEMA
La empresa Cauchos Bosa es fabricante y comercializadora de productos en
caucho para la industria automotriz, y de motocicleta se especializa en fabricar
soportes para vehículos y adicionalmente para otros tipos de máquinas, su materia
prima es caucho de segunda mano proveniente de llantas y bandas transportadoras
desgastadas.
La cantidad mensual promedio que llega a su almacén es de aproximadamente 4
Toneladas de materia prima, allí se acumula el material y según la pieza a fabricar
se procesa, si bien la empresa cumple con cierta antigüedad en la fabricación de
estos productos y tiene unos parámetros ya establecidos de fabricación, se denotan
algunos aspectos donde se pueden hacer mejoras ostensibles como por ejemplo
tiempos de fabricación, procesos de fabricación convencionales y presentación del
producto a futuro.
El diseño y construcción de un equipo de corte tipo torno para soportería tipo buje
de vehículos ayudara a ordenar e identificar una mejor hoja de ruta de fabricación
de estas referencias de productos buscando minimización de costos y una mayor
eficiencia de calidad y cantidad en este producto.
1.2 ESTADO DEL ARTE
Aproximadamente el 70% del caucho producido en el mundo es usado en llantas.
Entre todas las posibles formas de manipular las llantas pos consumo (tales como la
trituración y la recuperación de energía), uno común es verterlo en un relleno
sanitario, creando pilas y montañas de llantas Estas pilas de llantas pueden causar
peligros de incendios y permitir alimentación para roedores y otras pestes,
12
causando peligros para la salud. Lo que se desea es un método de reciclado más
amigable ambientalmente.
En la industria del caucho se utilizan básicamente dos tipos de caucho: el natural y
el sintético. Este último, obtenido a través de diferentes polímeros, sirve para la
fabricación de una gran variedad de productos. El caucho natural se produce
principalmente en el sudeste asiático, mientras que el sintético procede en su
mayoría de países industrializados como Estados Unidos, Japón, Europa occidental
y Europa oriental. Brasil es el único país en desarrollo que posee una industria
importante de caucho sintético. El 60 % del caucho sintético y el 75 % del caucho
natural (Greek 1991) se destina a la fabricación de neumáticos y productos afines,
que da empleo a casi medio millón de trabaja dores en todo el mundo.
1.3 JUSTIFICACIÓN
Cauchos Bosa es una pequeña empresa dedicada a la fabricación de elementos y
componentes de soportería para automóviles y motocicletas su materia prima en
gran medida proviene de caucho de segunda mano que ha tenido un uso previo.
En este caso particular se recupera y reutiliza este material, para la fabricación de
soportería tipo buje para vehículos ( Luv y Mazda ), aprovechando sus
características físicas luego de su uso como neumático, este material se procesa
bajo ciertos parámetros para poder ser maquinado según la referencia específica del
soporte a utilizar, pero debido a lo “artesanal” de este proceso de transformación,
no se obtienen piezas de geometrías idóneas y adicionalmente son costos de
fabricación elevados.
Se procederá a diseñar y posteriormente construir un equipo de corte tipo torno
para el proceso de fabricación de estas referencias de soportería tipo buje para
vehículo, ya que se ve la necesidad de emplear equipos que permitan una
13
producción más organizada y automatizada para la empresa buscando mejorar día a
día el proceso productivo.
Adicionalmente se observa una perspectiva ecológica amigable con el ambiente,
puesto que se ve reflejado como un material que no es reciclable por su
composición química como el caucho, se puede recuperar y reutilizar en procesos
industriales, en este caso fabricación de soportería automotriz.
1.4 OBJETIVOS
1.4.1 OBJETIVO GENERAL
Diseñar y construir un equipo de corte tipo torno para la fabricación de
soportes tipo buje para vehículos, en caucho reutilizado.
1.4.2 OBJETIVOS ESPECÍFICOS
Diseñar el equipo de corte tipo torno para la realización de corte primario,
en la elaboración de soportes según referencia, en caucho reutilizado.
Construir el equipo de corte piloto tipo torno según el diseño planteado.
Realizar una prueba piloto de fabricación de soportes en el equipo de
corte diseñado
14
2. MARCO DE REFERENCIA
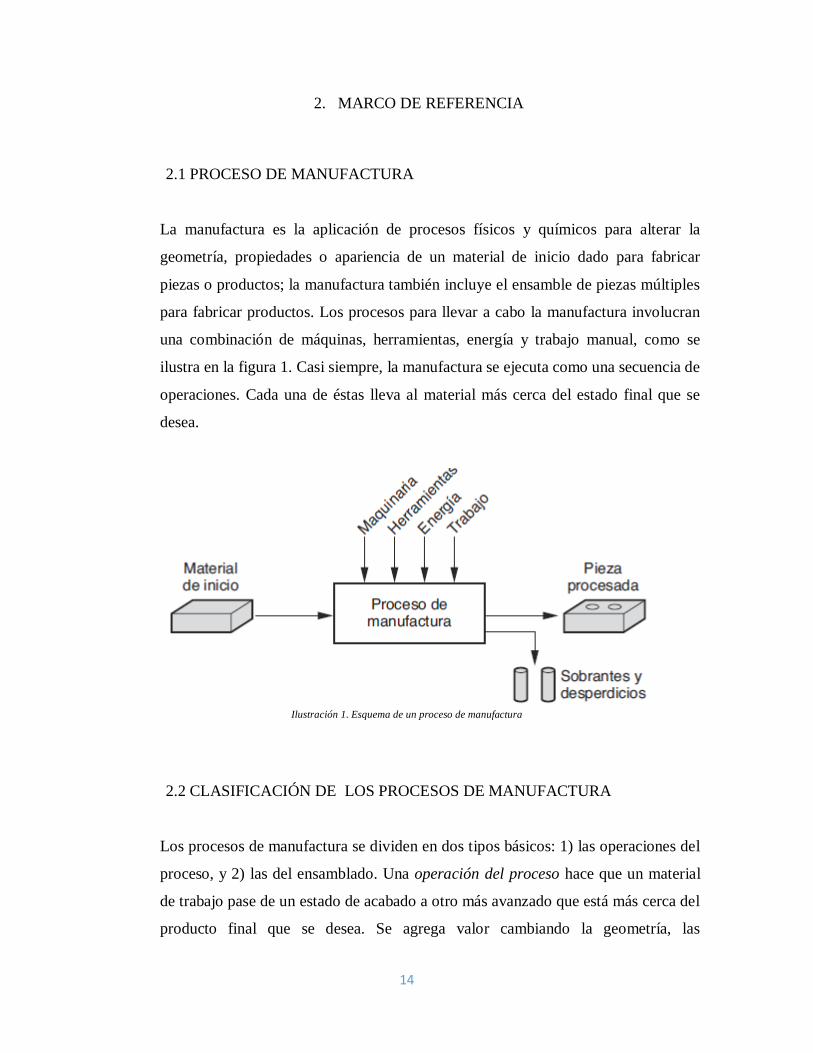
2.1 PROCESO DE MANUFACTURA
La manufactura es la aplicación de procesos físicos y químicos para alterar la
geometría, propiedades o apariencia de un material de inicio dado para fabricar
piezas o productos; la manufactura también incluye el ensamble de piezas múltiples
para fabricar productos. Los procesos para llevar a cabo la manufactura involucran
una combinación de máquinas, herramientas, energía y trabajo manual, como se
ilustra en la figura 1. Casi siempre, la manufactura se ejecuta como una secuencia de
operaciones. Cada una de éstas lleva al material más cerca del estado final que se
desea.
Ilustración 1. Esquema de un proceso de manufactura
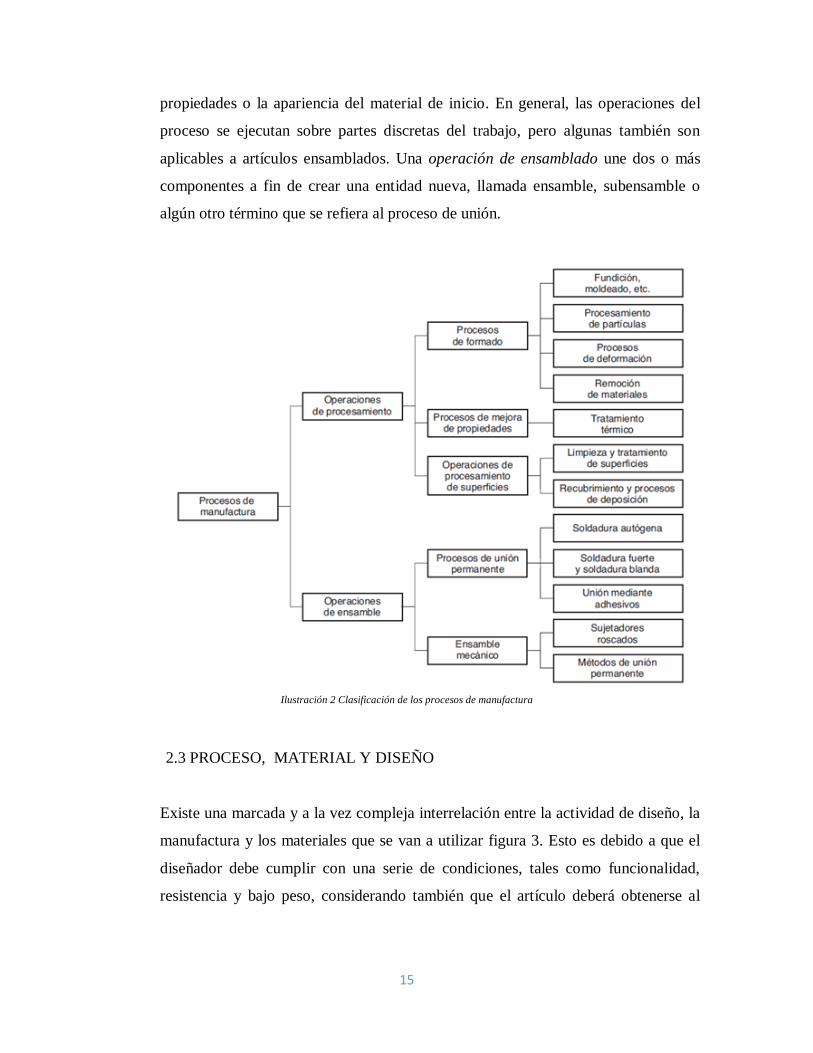
2.2 CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA
Los procesos de manufactura se dividen en dos tipos básicos: 1) las operaciones del
proceso, y 2) las del ensamblado. Una operación del proceso hace que un material
de trabajo pase de un estado de acabado a otro más avanzado que está más cerca del
producto final que se desea. Se agrega valor cambiando la geometría, las
15
propiedades o la apariencia del material de inicio. En general, las operaciones del
proceso se ejecutan sobre partes discretas del trabajo, pero algunas también son
aplicables a artículos ensamblados. Una operación de ensamblado une dos o más
componentes a fin de crear una entidad nueva, llamada ensamble, subensamble o
algún otro término que se refiera al proceso de unión.
Ilustración 2 Clasificación de los procesos de manufactura
2.3 PROCESO, MATERIAL Y DISEÑO
Existe una marcada y a la vez compleja interrelación entre la actividad de diseño, la
manufactura y los materiales que se van a utilizar figura 3. Esto es debido a que el
diseñador debe cumplir con una serie de condiciones, tales como funcionalidad,
resistencia y bajo peso, considerando también que el artículo deberá obtenerse al

16
menor costo posible. Además, se requiere que sea fabricado en la cantidad y con las
características de acabado y precisión que el producto amerite.
Ilustración 3 Relación entre manufactura, diseño y materiales
Cualquier cambio en el material o en el diseño involucra un nuevo estudio sobre los
métodos de producción más idóneos. La mayoría de las piezas que se fabrican se
pueden producir a través de varios procedimientos, pero se selecciona aquel que
mejor cumpla con la exactitud dimensional, con las propiedades físicas, la
capacidad de producción y con la productividad demandada, siempre al más bajo
costo. Seleccionar el proceso más idóneo no es una tarea sencilla y sólo se efectuará
una vez que las posibles alternativas sean analizadas a fondo, ya que deberá ser
considerado no únicamente el costo en sí de fabricación, sino también el factor de
utilización del material; el efecto que el método de procesamiento tiene en las
propiedades del producto y por tanto su capacidad ya en servicio; la demanda de
mano de obra con el entrenamiento que ésta requiera; la energía necesaria para la
transformación; la contaminación por el proceso o por el producto y reciclado del
producto, entre otras:
Tipo de aleación
Forma de suministro de material
Tamaño y tolerancias
Tratamiento térmico
Acabado
Cantidad
Manufacturabilidad
Disponibilidad.
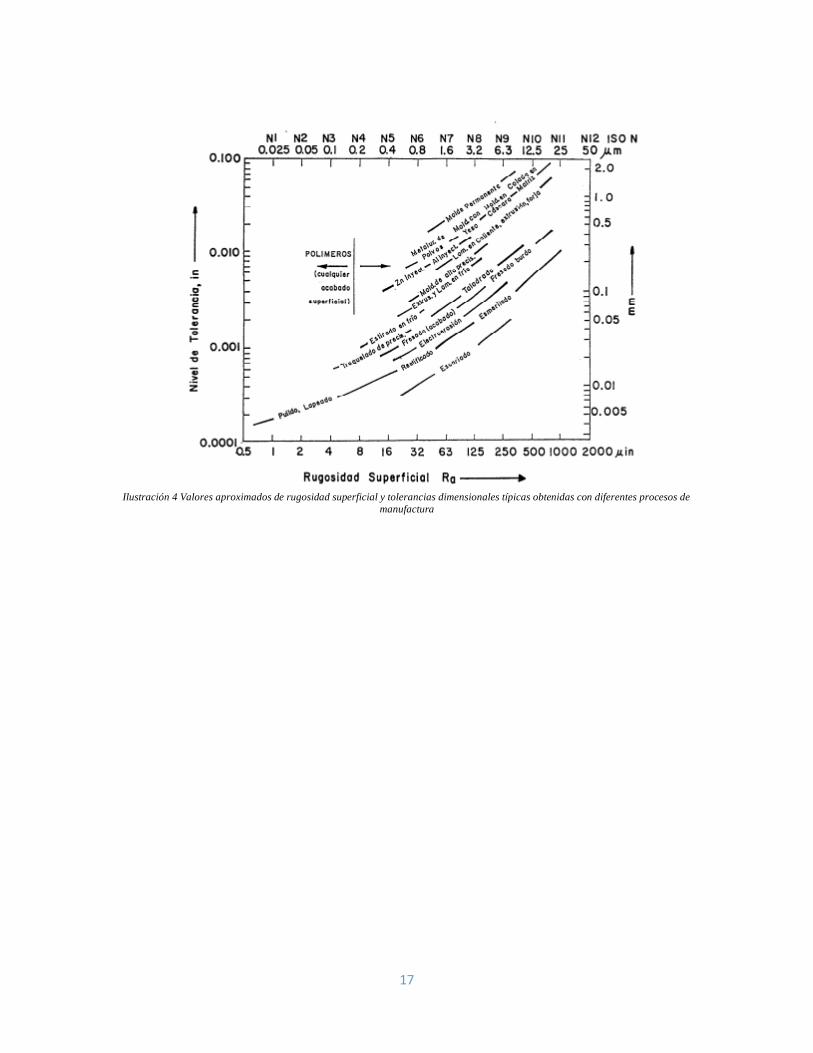
17
Ilustración 4 Valores aproximados de rugosidad superficial y tolerancias dimensionales típicas obtenidas con diferentes procesos de
manufactura
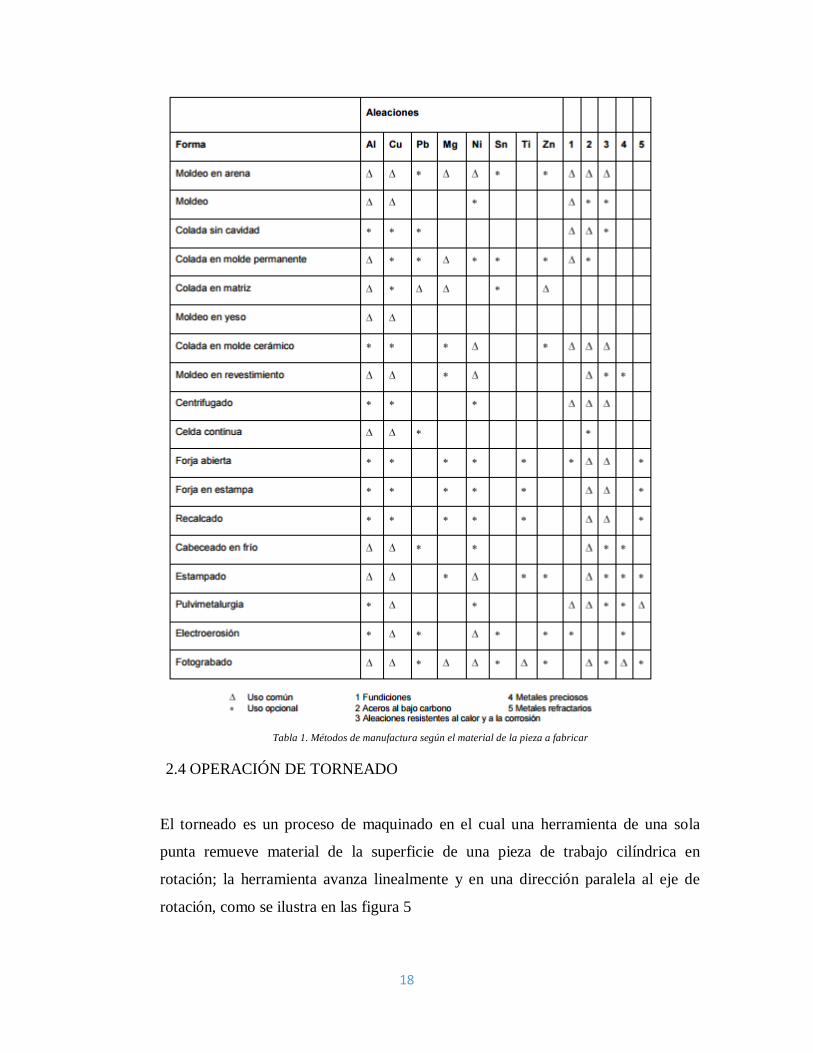
18
Tabla 1. Métodos de manufactura según el material de la pieza a fabricar
2.4 OPERACIÓN DE TORNEADO
El torneado es un proceso de maquinado en el cual una herramienta de una sola
punta remueve material de la superficie de una pieza de trabajo cilíndrica en
rotación; la herramienta avanza linealmente y en una dirección paralela al eje de
rotación, como se ilustra en las figura 5
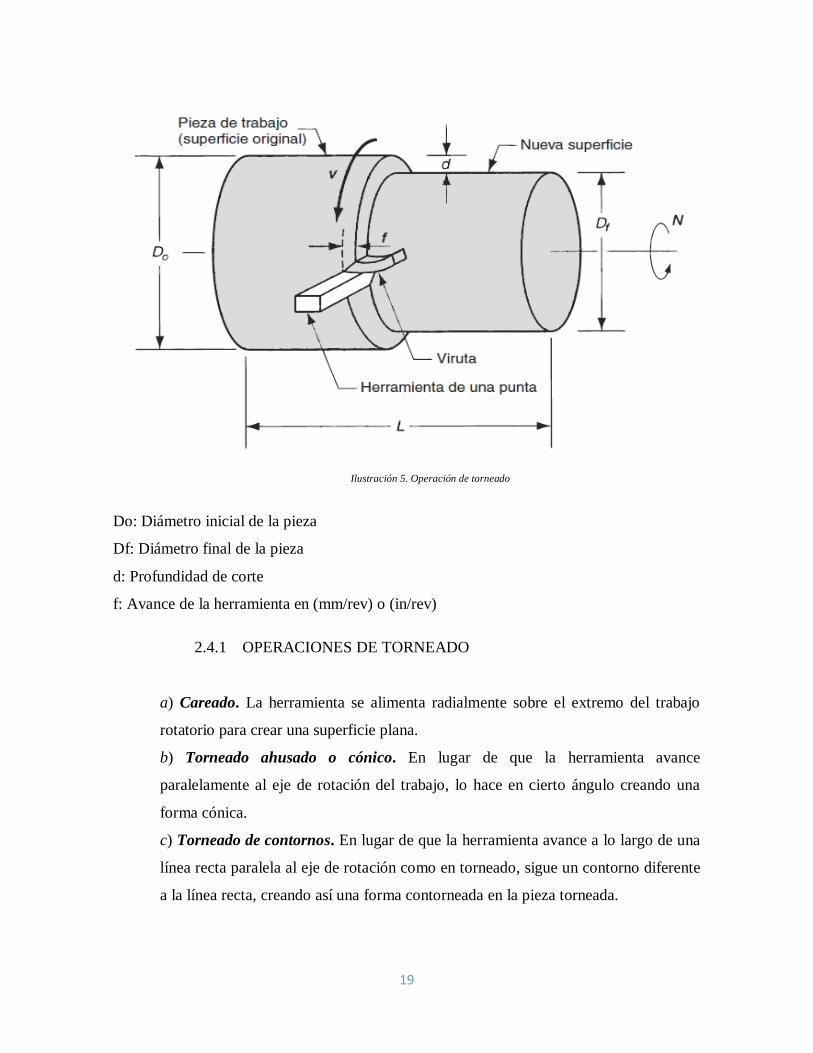
19
Ilustración 5. Operación de torneado
Do: Diámetro inicial de la pieza
Df: Diámetro final de la pieza
d: Profundidad de corte
f: Avance de la herramienta en (mm/rev) o (in/rev)
2.4.1 OPERACIONES DE TORNEADO
a) Careado. La herramienta se alimenta radialmente sobre el extremo del trabajo
rotatorio para crear una superficie plana.
b) Torneado ahusado o cónico. En lugar de que la herramienta avance
paralelamente al eje de rotación del trabajo, lo hace en cierto ángulo creando una
forma cónica.
c) Torneado de contornos. En lugar de que la herramienta avance a lo largo de una
línea recta paralela al eje de rotación como en torneado, sigue un contorno diferente
a la línea recta, creando así una forma contorneada en la pieza torneada.
20
d) Torneado de formas. En esta operación llamada algunas veces formado, la
herramienta tiene una forma que se imparte al trabajo y se hunde radialmente dentro
del trabajo.
e) Achaflanado. El borde cortante de la herramienta se usa para cortar un ángulo en
la esquina del cilindro y forma lo que se llama un “chaflan”.
f) Tronzado. La herramienta avanza radialmente dentro del trabajo en rotación, en
algún punto a lo largo de su longitud, para trozar el extremo de la pieza. A esta
operación se le llama algunas veces partición.
2.4.2 TIPOS DE TORNO CONVENCIONAL
Torno para herramientas es más pequeño y tiene más velocidades y avances
disponibles. Se construye también para precisiones más altas en concordancia con
su propósito de fabricar componentes para herramientas, accesorios y otros
dispositivos de alta precisión.
El torno de velocidad es más simple en su construcción que el torno mecánico. No
tiene carro principal ni carro transversal ni tampoco tornillo guía para manejar el
carro. El operador sostiene la herramienta de corte usando un sostén fijo en la
bancada del torno. Las velocidades son más altas en el torno de velocidad, pero el
número de velocidades es limitado. Las aplicaciones de este tipo de máquina
incluyen el torneado de madera, el rechazado de metal y operaciones de pulido.
Un torno revólver es un torno operado manualmente en el cual el contrapunto se ha
reemplazado por una torreta que sostiene hasta seis herramientas de corte. Estas
herramientas se pueden poner rápidamente en acción frente al trabajo, una por una,
girando la torreta. Además, el poste convencional de herramientas que se usa en el
torno mecánico está remplazado por una torreta de cuatro lados, que es capaz de
poner cuatro herramientas en posición. Dada la capacidad de cambios rápidos de
herramientas, el torno revólver se usa para trabajos de alta producción que requieren
una secuencia de cortes sobre la pieza.
21
El torno de mandril, como su nombre lo indica, usa un mandril en el husillo para
sostener la pieza de trabajo. El contrapunto está ausente en esta máquina, de manera
que las piezas no se pueden montar entre los centros. Esto restringe el uso de un
torno de mandril a piezas cortas y ligeras. La disposición de la operación es similar
al torno revólver, excepto porque las acciones de avance de las herramientas de
corte se controlan más en forma automática que mediante un operador. La función
del operador es cargar y descargar las piezas.
2.4.3 PARAMETROS DE CORTE
Velocidad de corte (Vc): Se define como la velocidad lineal en la zona que se está
mecanizando. Una velocidad alta de corte permite realizar el mecanizado en menos
tiempo pero acelera el desgaste de la herramienta. La velocidad de corte se expresa
en metros/minuto o pies/minuto Los factores que influyen en la velocidad de corte
son:
Calidad del material de los buriles y sus dimensiones.
Calidad del material que se va a trabajar.
Avance y profundidad de corte de la herramienta.
Uso del fluido de corte (aceite soluble en agua).
Tipo de montaje del material.
Tipo de montaje de la herramienta.
Velocidad de rotación: Normalmente expresada en revoluciones/minuto (rpm). Se
calcula a partir de la velocidad de corte y del diámetro mayor de la pasada que se
está mecanizando. Como las velocidades de corte de los materiales ya están
calculadas y establecidas en tablas, solo es necesario que la persona encargada
calcule las RPM a que debe girar la copa, para trabajar los distintos materiales. Las
revoluciones en el torno se pueden calcular por medio de la fórmula.

22
Avance: Definido como la velocidad en la que la herramienta avanza sobre la
superficie de la pieza de trabajo, de acuerdo al material. Se puede expresar como
milímetros de avance/revolución de la pieza, o como - pulgadas/revolución.
2.5 EL CAUCHO
El caucho es un polímero elástico, cis-1,4-polisopreno, polímero del isopreno o 2-
metilbutadieno (C5H8, densidad de 0,681 g/cm3 ) que surge como una emulsión
lechosa (conocida como látex) en la savia de varias plantas, y que también puede ser
producido sintéticamente. La principal fuente comercial de látex son las
euforbiáceas, del género Hevea, como Hevea brasiliensis. Estas no han sido la fuente
principal del caucho, aunque durante la Segunda Guerra Mundial, hubo tentativas
para usar dichas fuentes, antes de que el caucho natural fuera suplantado por el
desarrollo del caucho sintético. En la actualidad, son cultivados cerca de 3500
árboles de Hevea por cada plantación de 56 Hm2 de área, en países como China,
México, Vietnam y Brasil. Se calcula que a partir de 1500 árboles de Hevea pueden
extraerse entre 2500 y 4000 toneladas de látex.
2.6 INDUSTRIA DEL CAUCHO
En la industria del caucho se utilizan básicamente dos tipos de caucho: el natural y el
sintético. Este último, obtenido a través de diferentes polímeros, sirve para la
fabricación de una gran variedad de productos. El caucho natural se produce

23
principalmente en el sudeste asiático, mientras que el sintético procede en su
mayoría de países industrializados como Estados Unidos, Japón y otros en Europa
occidental y Europa oriental. Brasil es el único país en desarrollo que posee una
industria importante de caucho sintético. El 60 % del caucho sintético y el 75 % del
caucho natural se destinan a la fabricación de neumáticos y productos afines, que da
empleo a medio millón de trabajadores en el mundo por 150 toneladas de caucho
sintético producido y a 3 millones de trabajadores por 200 toneladas de caucho
natural.
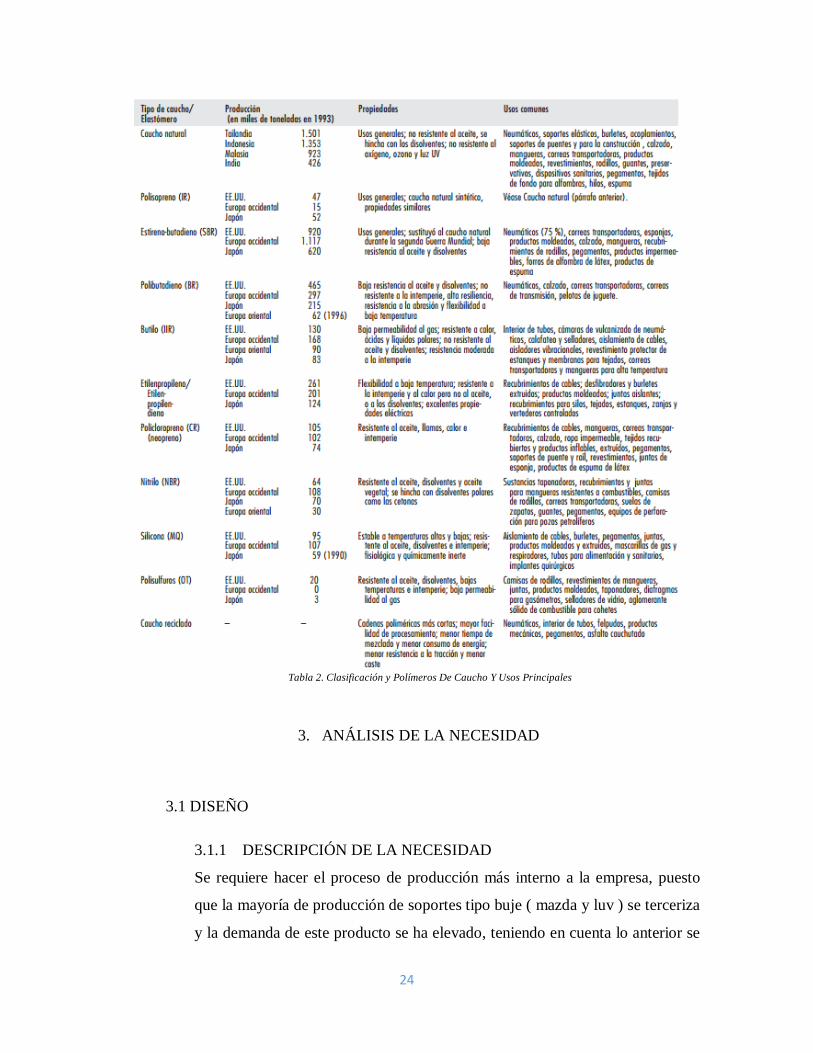
2.7 CLASIFICACIÓN Y POLIMEROS DE CAUCHO Y USOS PRINCIPALES
24
Tabla 2. Clasificación y Polímeros De Caucho Y Usos Principales
3. ANÁLISIS DE LA NECESIDAD
3.1 DISEÑO
3.1.1 DESCRIPCIÓN DE LA NECESIDAD
Se requiere hacer el proceso de producción más interno a la empresa, puesto
que la mayoría de producción de soportes tipo buje ( mazda y luv ) se terceriza
y la demanda de este producto se ha elevado, teniendo en cuenta lo anterior se
25
requiere implementar una herramienta propia que cubra esta necesidad, ya que
por medio de esta máquina se pueden acreditar beneficios tales como,
incrementar la producción, personalizar la producción y disminuir la
dependencia de la fabricación por medio de un tercero.
3.1.2 METODOLOGÍA DE DISEÑO
DESCRIPCIÓN DE LA METODOLOGIA
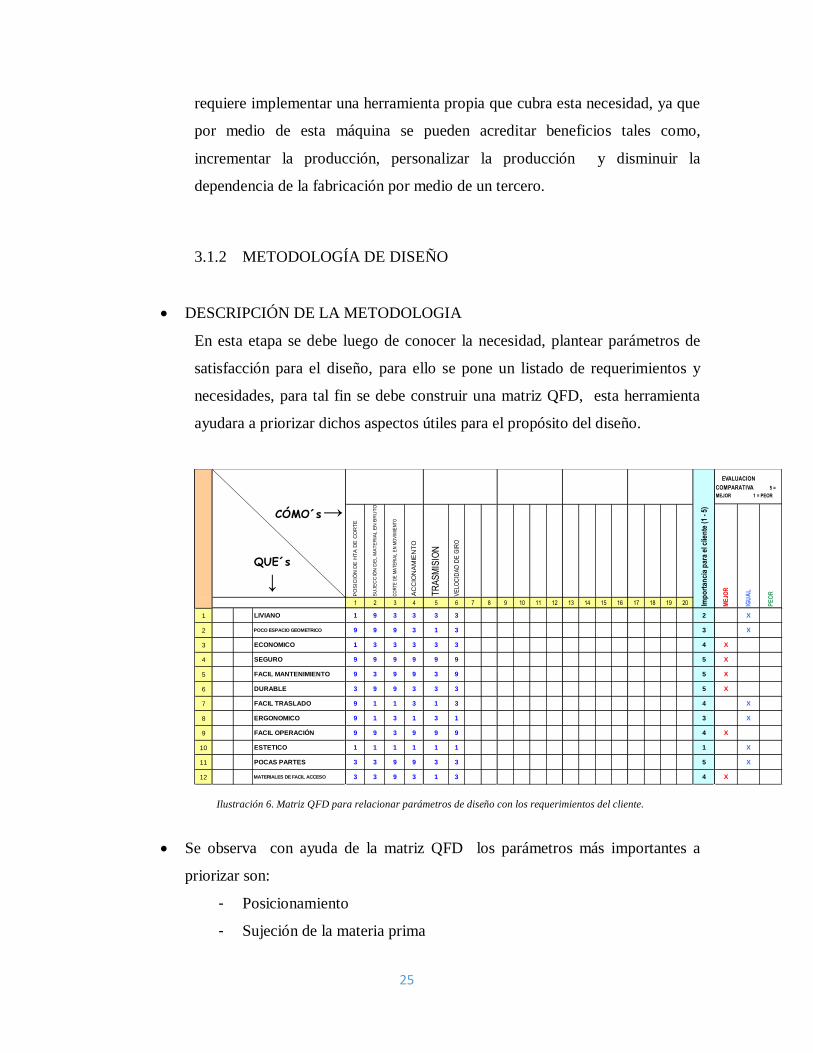
En esta etapa se debe luego de conocer la necesidad, plantear parámetros de
satisfacción para el diseño, para ello se pone un listado de requerimientos y
necesidades, para tal fin se debe construir una matriz QFD, esta herramienta
ayudara a priorizar dichos aspectos útiles para el propósito del diseño.
Ilustración 6. Matriz QFD para relacionar parámetros de diseño con los requerimientos del cliente.
Se observa con ayuda de la matriz QFD los parámetros más importantes a
priorizar son:
- Posicionamiento
- Sujeción de la materia prima
PO
SIC
IÓN
DE
HT
A D
E C
OR
TE
SU
JE
CC
IÓN
DE
L M
AT
ER
IAL
EN
BR
UT
O
CO
RT
E D
E M
AT
ER
IAL
EN
MO
VIM
IEN
TO
AC
CIO
NA
MIE
NT
O
TR
AS
MIS
ION
VE
LOC
IDA
D D
E G
IRO
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
1 LIVIANO 1 9 3 3 3 3 2 X
2 POCO ESPACIO GEOMETRICO 9 9 9 3 1 3 3 X
3 ECONOMICO 1 3 3 3 3 3 4 X
4 SEGURO 9 9 9 9 9 9 5 X
5 FACIL MANTENIMIENTO 9 3 9 9 3 9 5 X
6 DURABLE 3 9 9 3 3 3 5 X
7 FACIL TRASLADO 9 1 1 3 1 3 4 X
8 ERGONOMICO 9 1 3 1 3 1 3 X
9 FACIL OPERACIÓN 9 9 3 9 9 9 4 X
10 ESTETICO 1 1 1 1 1 1 1 X
11 POCAS PARTES 3 3 9 9 3 3 5 X
12 MATERIALES DE FACIL ACCESO 3 3 9 3 1 3 4 XP
EO
R
EVALUACION
COMPARATIVA 5 =
MEJOR 1 = PEOR
Imp
ort
an
cia
pa
ra e
l clie
nte
(1
- 5
)
ME
JOR
IGU
AL
CÓMO´s→
QUE´s
↓
26
- Corte del material
Implementación de la matriz TRIZ
Esta herramienta por medio de una serie de características físicas,
independientes y técnicas, ayudara a implementar posibles soluciones,
mediante combinaciones de parámetros en el sistema, se ingresa por medio de
las contradicciones ya implantadas por este sistema TRIZ para ayudar a
diseñar el prototipo.
A continuación se muestran los criterios de selección de acuerdo a la matriz
Triz para el proyecto:
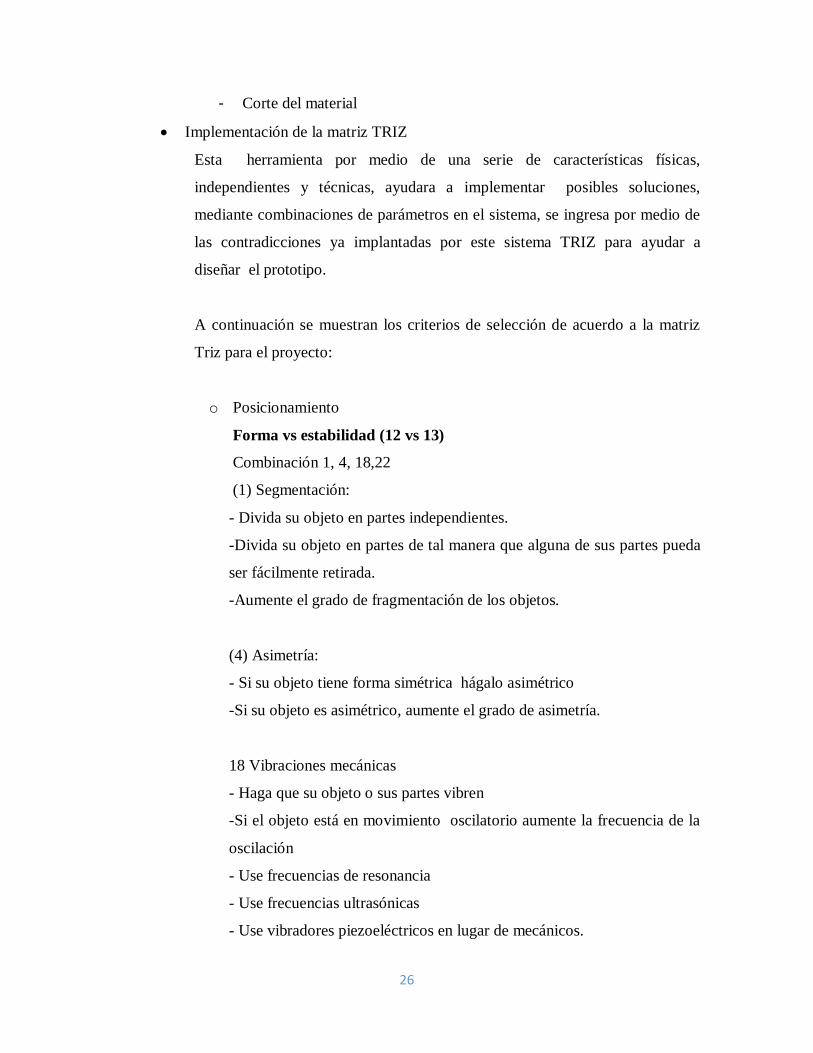
o Posicionamiento
Forma vs estabilidad (12 vs 13)
Combinación 1, 4, 18,22
(1) Segmentación:
- Divida su objeto en partes independientes.
-Divida su objeto en partes de tal manera que alguna de sus partes pueda
ser fácilmente retirada.
-Aumente el grado de fragmentación de los objetos.
(4) Asimetría:
- Si su objeto tiene forma simétrica hágalo asimétrico
-Si su objeto es asimétrico, aumente el grado de asimetría.
18 Vibraciones mecánicas
- Haga que su objeto o sus partes vibren
-Si el objeto está en movimiento oscilatorio aumente la frecuencia de la
oscilación
- Use frecuencias de resonancia
- Use frecuencias ultrasónicas
- Use vibradores piezoeléctricos en lugar de mecánicos.
27
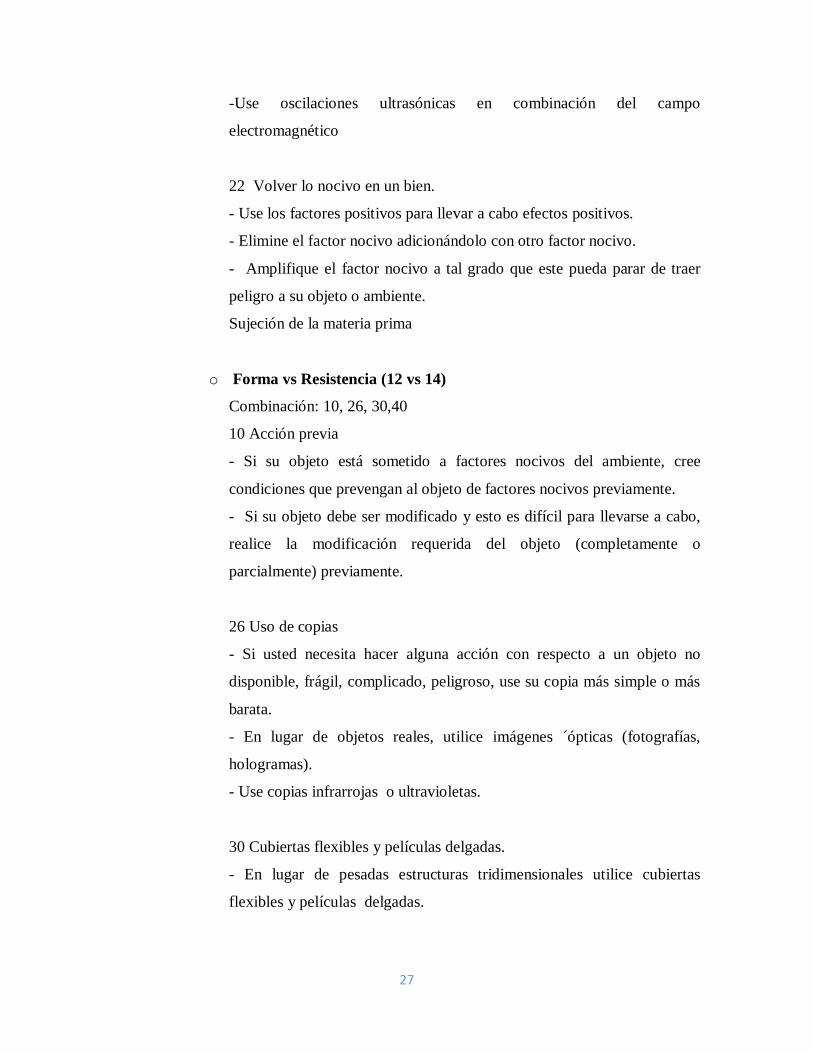
-Use oscilaciones ultrasónicas en combinación del campo
electromagnético
22 Volver lo nocivo en un bien.
- Use los factores positivos para llevar a cabo efectos positivos.
- Elimine el factor nocivo adicionándolo con otro factor nocivo.
- Amplifique el factor nocivo a tal grado que este pueda parar de traer
peligro a su objeto o ambiente.
Sujeción de la materia prima
o Forma vs Resistencia (12 vs 14)
Combinación: 10, 26, 30,40
10 Acción previa
- Si su objeto está sometido a factores nocivos del ambiente, cree
condiciones que prevengan al objeto de factores nocivos previamente.
- Si su objeto debe ser modificado y esto es difícil para llevarse a cabo,
realice la modificación requerida del objeto (completamente o
parcialmente) previamente.
26 Uso de copias
- Si usted necesita hacer alguna acción con respecto a un objeto no
disponible, frágil, complicado, peligroso, use su copia más simple o más
barata.
- En lugar de objetos reales, utilice imágenes ´ópticas (fotografías,
hologramas).
- Use copias infrarrojas o ultravioletas.
30 Cubiertas flexibles y películas delgadas.
- En lugar de pesadas estructuras tridimensionales utilice cubiertas
flexibles y películas delgadas.
28
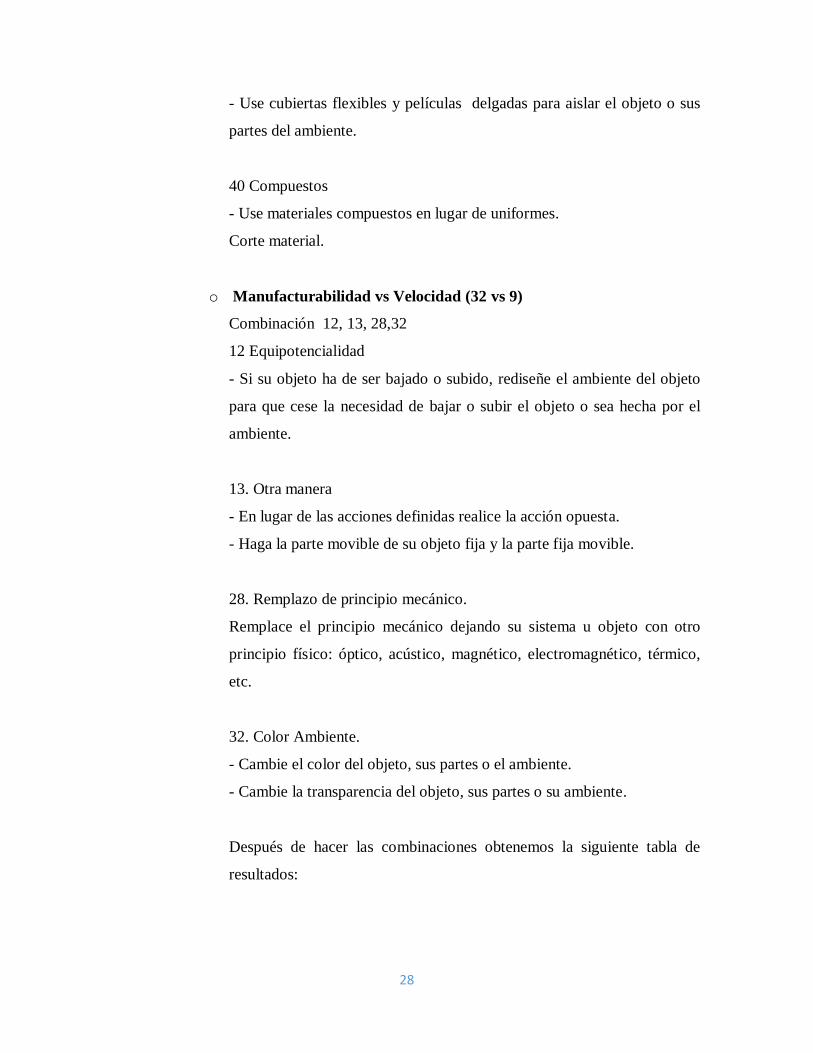
- Use cubiertas flexibles y películas delgadas para aislar el objeto o sus
partes del ambiente.
40 Compuestos
- Use materiales compuestos en lugar de uniformes.
Corte material.
o Manufacturabilidad vs Velocidad (32 vs 9)
Combinación 12, 13, 28,32
12 Equipotencialidad
- Si su objeto ha de ser bajado o subido, rediseñe el ambiente del objeto
para que cese la necesidad de bajar o subir el objeto o sea hecha por el
ambiente.
13. Otra manera
- En lugar de las acciones definidas realice la acción opuesta.
- Haga la parte movible de su objeto fija y la parte fija movible.
28. Remplazo de principio mecánico.
Remplace el principio mecánico dejando su sistema u objeto con otro
principio físico: óptico, acústico, magnético, electromagnético, térmico,
etc.
32. Color Ambiente.
- Cambie el color del objeto, sus partes o el ambiente.
- Cambie la transparencia del objeto, sus partes o su ambiente.
Después de hacer las combinaciones obtenemos la siguiente tabla de
resultados:
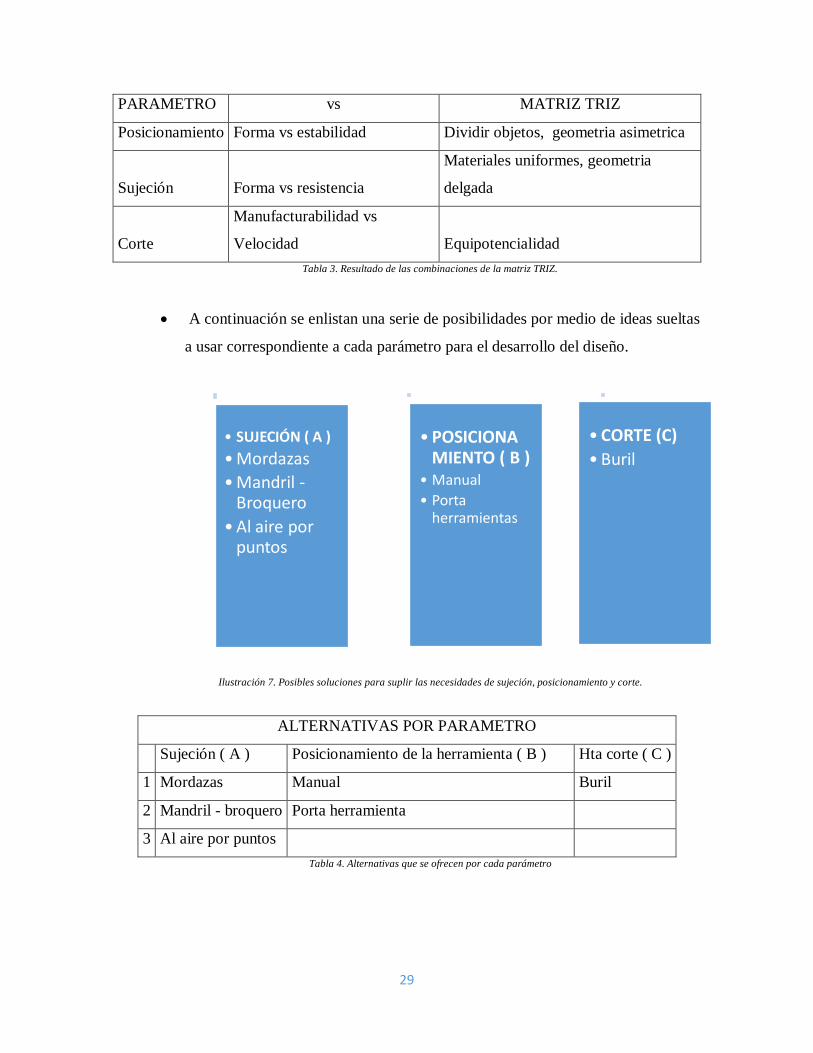
29
PARAMETRO vs MATRIZ TRIZ
Posicionamiento Forma vs estabilidad Dividir objetos, geometria asimetrica
Sujeción Forma vs resistencia
Materiales uniformes, geometria
delgada
Corte
Manufacturabilidad vs
Velocidad Equipotencialidad
Tabla 3. Resultado de las combinaciones de la matriz TRIZ.
A continuación se enlistan una serie de posibilidades por medio de ideas sueltas
a usar correspondiente a cada parámetro para el desarrollo del diseño.
Ilustración 7. Posibles soluciones para suplir las necesidades de sujeción, posicionamiento y corte.
ALTERNATIVAS POR PARAMETRO
Sujeción ( A ) Posicionamiento de la herramienta ( B ) Hta corte ( C )
1 Mordazas Manual Buril
2 Mandril - broquero Porta herramienta
3 Al aire por puntos
Tabla 4. Alternativas que se ofrecen por cada parámetro
• SUJECIÓN ( A )
•Mordazas
•Mandril - Broquero
•Al aire por puntos
•POSICIONAMIENTO ( B )
• Manual
• Porta herramientas
•CORTE (C)
•Buril
30
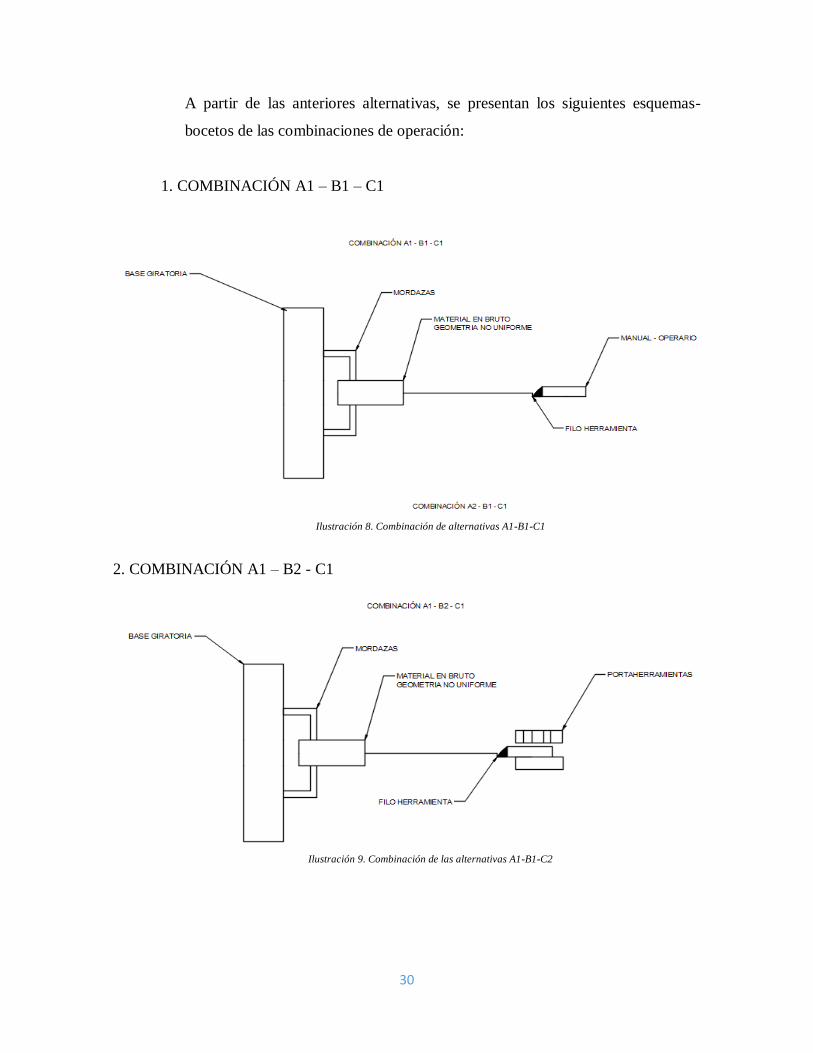
A partir de las anteriores alternativas, se presentan los siguientes esquemas-
bocetos de las combinaciones de operación:
1. COMBINACIÓN A1 – B1 – C1
Ilustración 8. Combinación de alternativas A1-B1-C1
2. COMBINACIÓN A1 – B2 - C1
Ilustración 9. Combinación de las alternativas A1-B1-C2
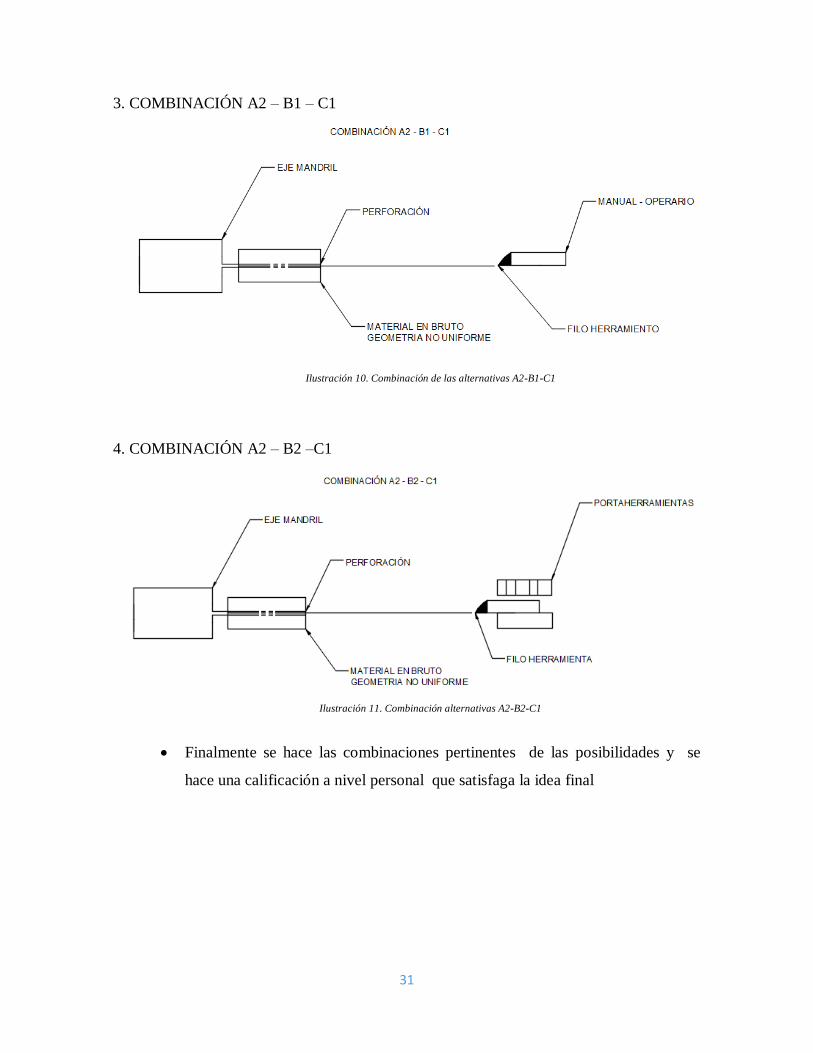
31
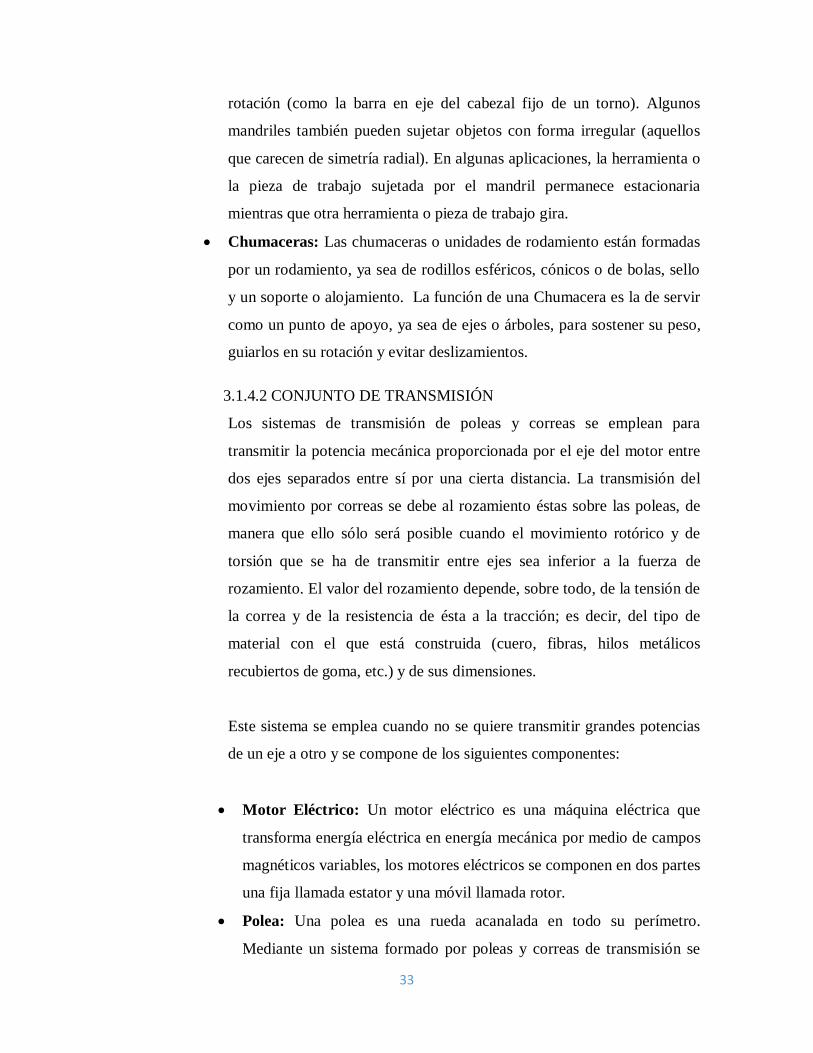
3. COMBINACIÓN A2 – B1 – C1
Ilustración 10. Combinación de las alternativas A2-B1-C1
4. COMBINACIÓN A2 – B2 –C1
Ilustración 11. Combinación alternativas A2-B2-C1
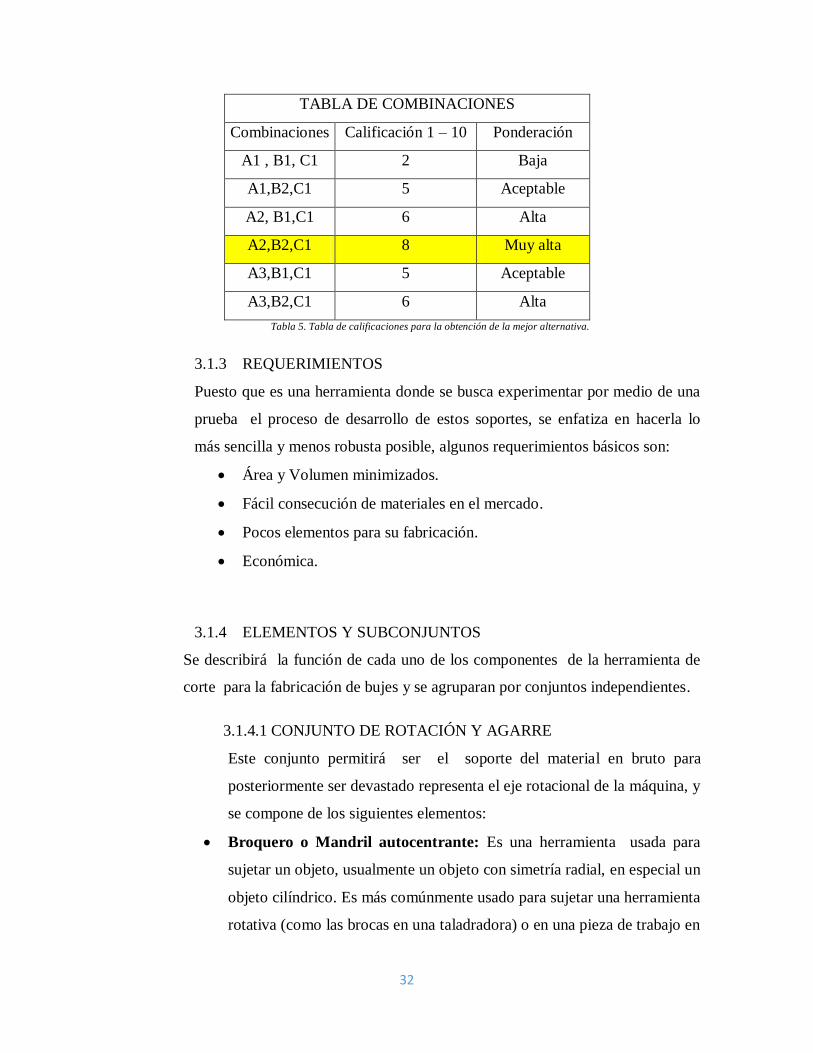
Finalmente se hace las combinaciones pertinentes de las posibilidades y se
hace una calificación a nivel personal que satisfaga la idea final
32
TABLA DE COMBINACIONES
Combinaciones Calificación 1 – 10 Ponderación
A1 , B1, C1 2 Baja
A1,B2,C1 5 Aceptable
A2, B1,C1 6 Alta
A2,B2,C1 8 Muy alta
A3,B1,C1 5 Aceptable
A3,B2,C1 6 Alta
Tabla 5. Tabla de calificaciones para la obtención de la mejor alternativa.
3.1.3 REQUERIMIENTOS
Puesto que es una herramienta donde se busca experimentar por medio de una
prueba el proceso de desarrollo de estos soportes, se enfatiza en hacerla lo
más sencilla y menos robusta posible, algunos requerimientos básicos son:
Área y Volumen minimizados.
Fácil consecución de materiales en el mercado.
Pocos elementos para su fabricación.
Económica.
3.1.4 ELEMENTOS Y SUBCONJUNTOS
Se describirá la función de cada uno de los componentes de la herramienta de
corte para la fabricación de bujes y se agruparan por conjuntos independientes.
3.1.4.1 CONJUNTO DE ROTACIÓN Y AGARRE
Este conjunto permitirá ser el soporte del material en bruto para
posteriormente ser devastado representa el eje rotacional de la máquina, y
se compone de los siguientes elementos:
Broquero o Mandril autocentrante: Es una herramienta usada para
sujetar un objeto, usualmente un objeto con simetría radial, en especial un
objeto cilíndrico. Es más comúnmente usado para sujetar una herramienta
rotativa (como las brocas en una taladradora) o en una pieza de trabajo en
33
rotación (como la barra en eje del cabezal fijo de un torno). Algunos
mandriles también pueden sujetar objetos con forma irregular (aquellos
que carecen de simetría radial). En algunas aplicaciones, la herramienta o
la pieza de trabajo sujetada por el mandril permanece estacionaria
mientras que otra herramienta o pieza de trabajo gira.
Chumaceras: Las chumaceras o unidades de rodamiento están formadas
por un rodamiento, ya sea de rodillos esféricos, cónicos o de bolas, sello
y un soporte o alojamiento. La función de una Chumacera es la de servir
como un punto de apoyo, ya sea de ejes o árboles, para sostener su peso,
guiarlos en su rotación y evitar deslizamientos.
3.1.4.2 CONJUNTO DE TRANSMISIÓN
Los sistemas de transmisión de poleas y correas se emplean para
transmitir la potencia mecánica proporcionada por el eje del motor entre
dos ejes separados entre sí por una cierta distancia. La transmisión del
movimiento por correas se debe al rozamiento éstas sobre las poleas, de
manera que ello sólo será posible cuando el movimiento rotórico y de
torsión que se ha de transmitir entre ejes sea inferior a la fuerza de
rozamiento. El valor del rozamiento depende, sobre todo, de la tensión de
la correa y de la resistencia de ésta a la tracción; es decir, del tipo de
material con el que está construida (cuero, fibras, hilos metálicos
recubiertos de goma, etc.) y de sus dimensiones.
Este sistema se emplea cuando no se quiere transmitir grandes potencias
de un eje a otro y se compone de los siguientes componentes:
Motor Eléctrico: Un motor eléctrico es una máquina eléctrica que
transforma energía eléctrica en energía mecánica por medio de campos
magnéticos variables, los motores eléctricos se componen en dos partes
una fija llamada estator y una móvil llamada rotor.
Polea: Una polea es una rueda acanalada en todo su perímetro.
Mediante un sistema formado por poleas y correas de transmisión se
34
transmite movimiento entre diferentes ejes. Dependiendo de la
diferencia de diámetros entre la polea conductora y la polea conducida
se pueden generar mecanismo de reducción o de aumento.
Correa: Transmisión mecánica basado en la unión de dos o más
ruedas, sujetas a un movimiento de rotación, por medio de una cinta o
correa continua, la cual abraza a las ruedas ejerciendo fuerza de
fricción suministrándoles energía desde la rueda motriz. Es importante
destacar que las correas de trasmisión basan su funcionamiento
fundamentalmente en las fuerzas de fricción, esto las diferencia de
otros medios flexibles de transmisión mecánica, como lo son las
cadenas de transmisión y las correas dentadas las cuales se basan en la
interferencia mecánica entre los distintos elementos de la transmisión.
Ilustración 12. Motor eléctrico del torno
3.1.4.3 CONJUNTO PORTA HERRAMIENTA
Sera el conjunto que realizara la función de generar el soporte para el
desplazamiento de la herramienta de corte en dirección al material
mientras este se encuentra en rotación.
Guía porta herramienta.
Base de desplazamiento (bancada).
Palanca de expulsión y remoción de material.
Herramienta de corte.
35
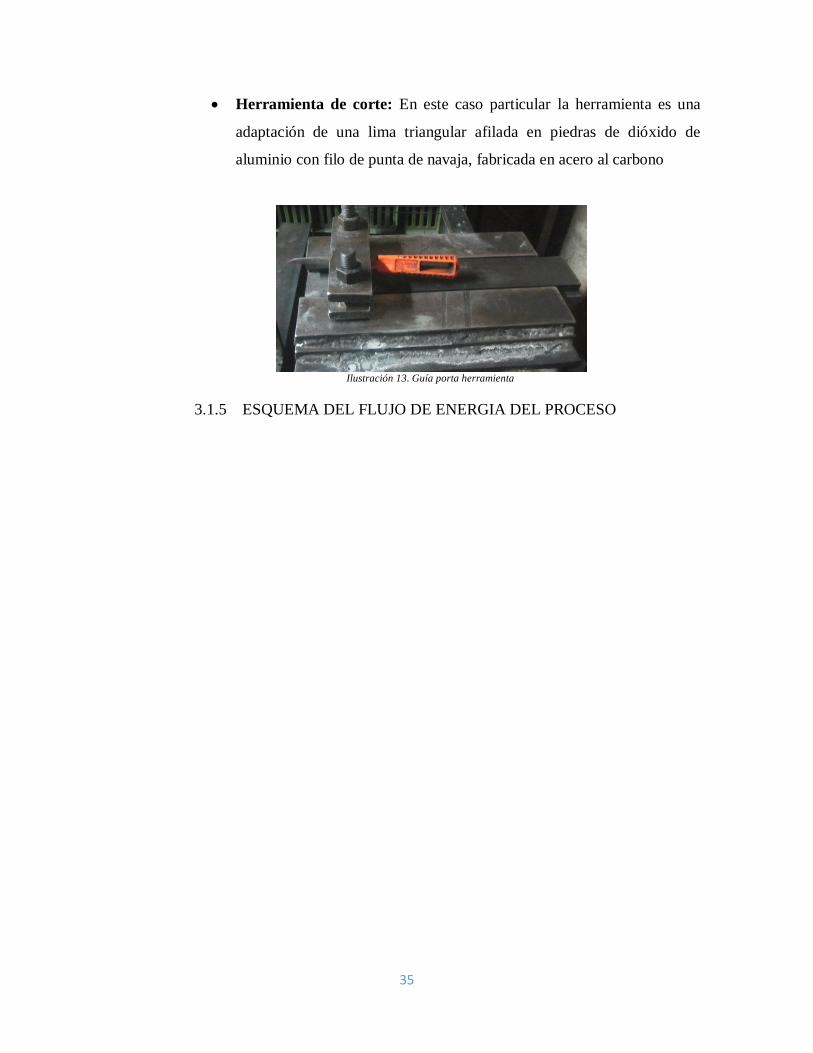
Herramienta de corte: En este caso particular la herramienta es una
adaptación de una lima triangular afilada en piedras de dióxido de
aluminio con filo de punta de navaja, fabricada en acero al carbono
Ilustración 13. Guía porta herramienta
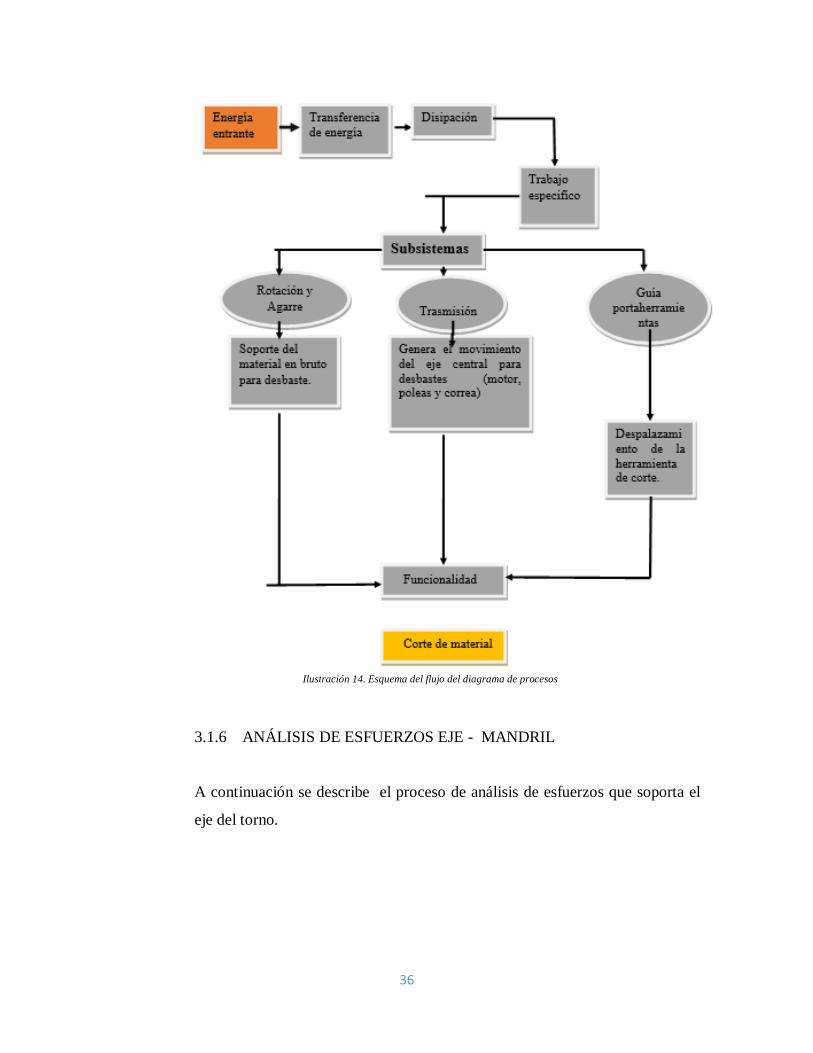
3.1.5 ESQUEMA DEL FLUJO DE ENERGIA DEL PROCESO
36
Ilustración 14. Esquema del flujo del diagrama de procesos
3.1.6 ANÁLISIS DE ESFUERZOS EJE - MANDRIL
A continuación se describe el proceso de análisis de esfuerzos que soporta el
eje del torno.
37
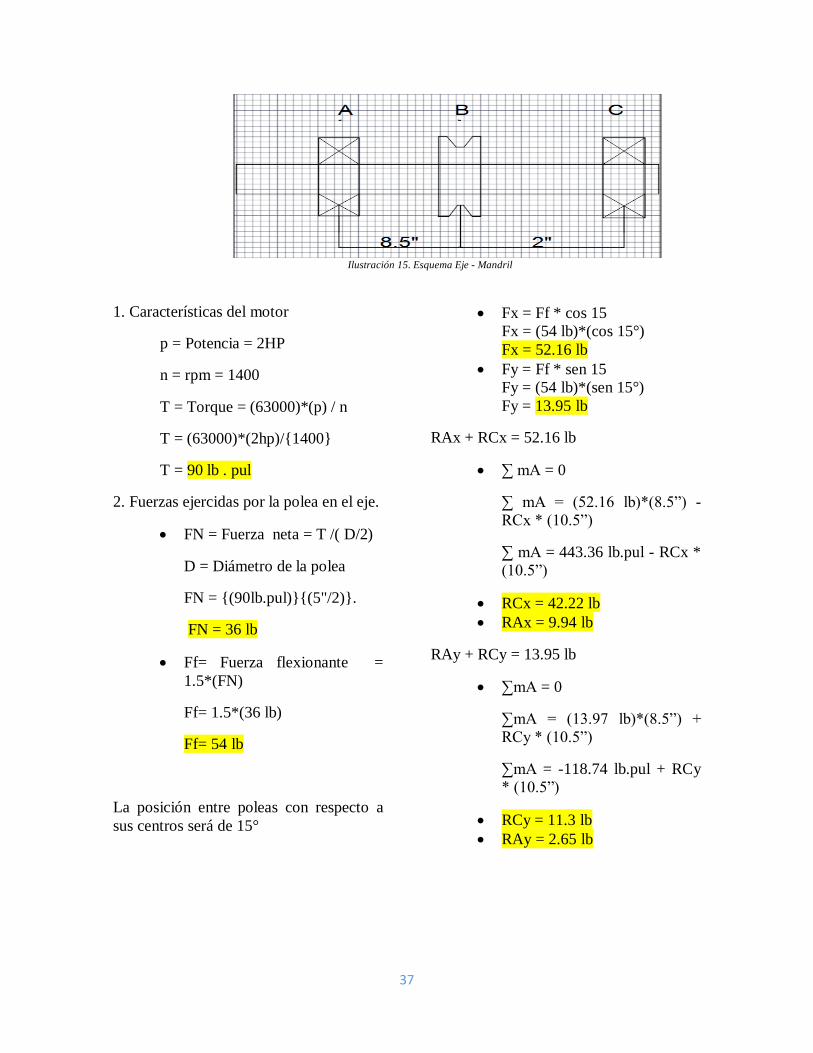
Ilustración 15. Esquema Eje - Mandril
1. Características del motor
p = Potencia = 2HP
n = rpm = 1400
T = Torque = (63000)*(p) / n
T = (63000)*(2hp)/{1400}
T = 90 lb . pul
2. Fuerzas ejercidas por la polea en el eje.
FN = Fuerza neta = T /( D/2)
D = Diámetro de la polea
FN = {(90lb.pul)}{(5"/2)}.
FN = 36 lb
Ff= Fuerza flexionante =
1.5*(FN)
Ff= 1.5*(36 lb)
Ff= 54 lb
La posición entre poleas con respecto a
sus centros será de 15°
Fx = Ff * cos 15
Fx = (54 lb)*(cos 15°)
Fx = 52.16 lb
Fy = Ff * sen 15
Fy = (54 lb)*(sen 15°)
Fy = 13.95 lb
RAx + RCx = 52.16 lb
∑ mA = 0
∑ mA = (52.16 lb)*(8.5”) -
RCx * (10.5”)
∑ mA = 443.36 lb.pul - RCx *
(10.5”)
RCx = 42.22 lb
RAx = 9.94 lb
RAy + RCy = 13.95 lb
∑mA = 0
∑mA = (13.97 lb)*(8.5”) +
RCy * (10.5”)
∑mA = -118.74 lb.pul + RCy
* (10.5”)
RCy = 11.3 lb
RAy = 2.65 lb
38
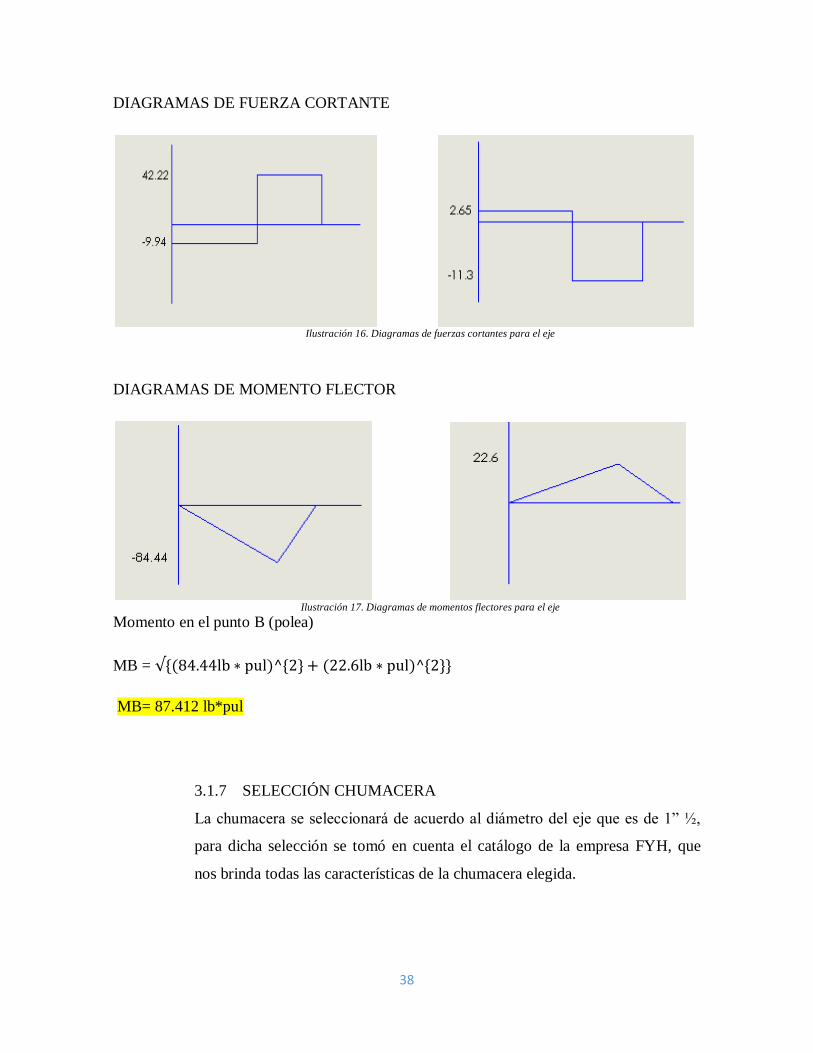
DIAGRAMAS DE FUERZA CORTANTE
Ilustración 16. Diagramas de fuerzas cortantes para el eje
DIAGRAMAS DE MOMENTO FLECTOR
Ilustración 17. Diagramas de momentos flectores para el eje
Momento en el punto B (polea)
MB =
MB= 87.412 lb*pul
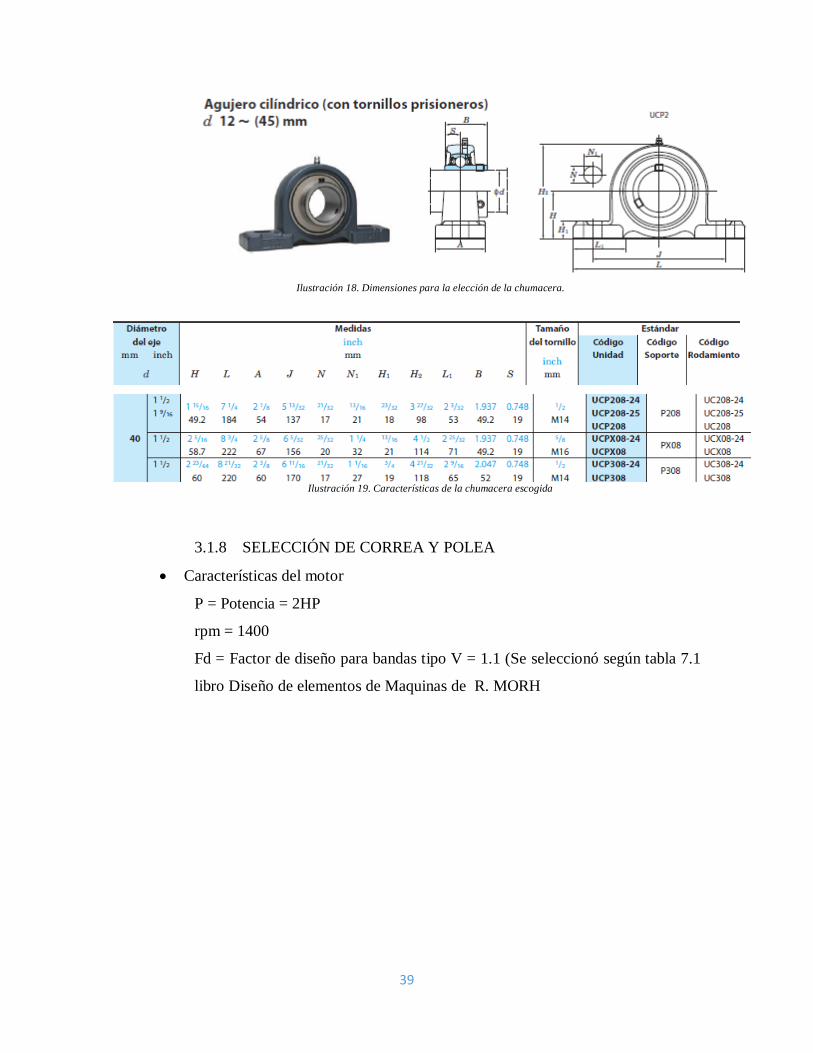
3.1.7 SELECCIÓN CHUMACERA
La chumacera se seleccionará de acuerdo al diámetro del eje que es de 1” ½,
para dicha selección se tomó en cuenta el catálogo de la empresa FYH, que
nos brinda todas las características de la chumacera elegida.
39
Ilustración 18. Dimensiones para la elección de la chumacera.
Ilustración 19. Características de la chumacera escogida
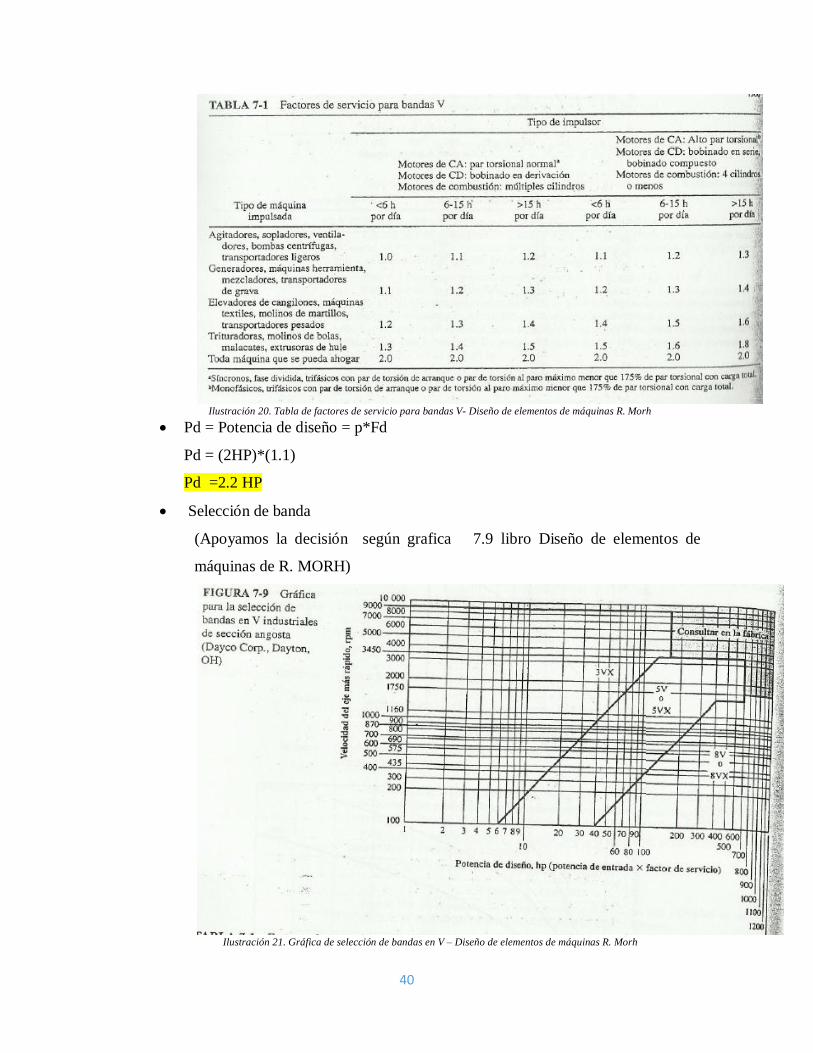
3.1.8 SELECCIÓN DE CORREA Y POLEA
Características del motor
P = Potencia = 2HP
rpm = 1400
Fd = Factor de diseño para bandas tipo V = 1.1 (Se seleccionó según tabla 7.1
libro Diseño de elementos de Maquinas de R. MORH
40
Ilustración 20. Tabla de factores de servicio para bandas V- Diseño de elementos de máquinas R. Morh
Pd = Potencia de diseño = p*Fd
Pd = (2HP)*(1.1)
Pd =2.2 HP
Selección de banda
(Apoyamos la decisión según grafica 7.9 libro Diseño de elementos de
máquinas de R. MORH)
Ilustración 21. Gráfica de selección de bandas en V – Diseño de elementos de máquinas R. Morh
41
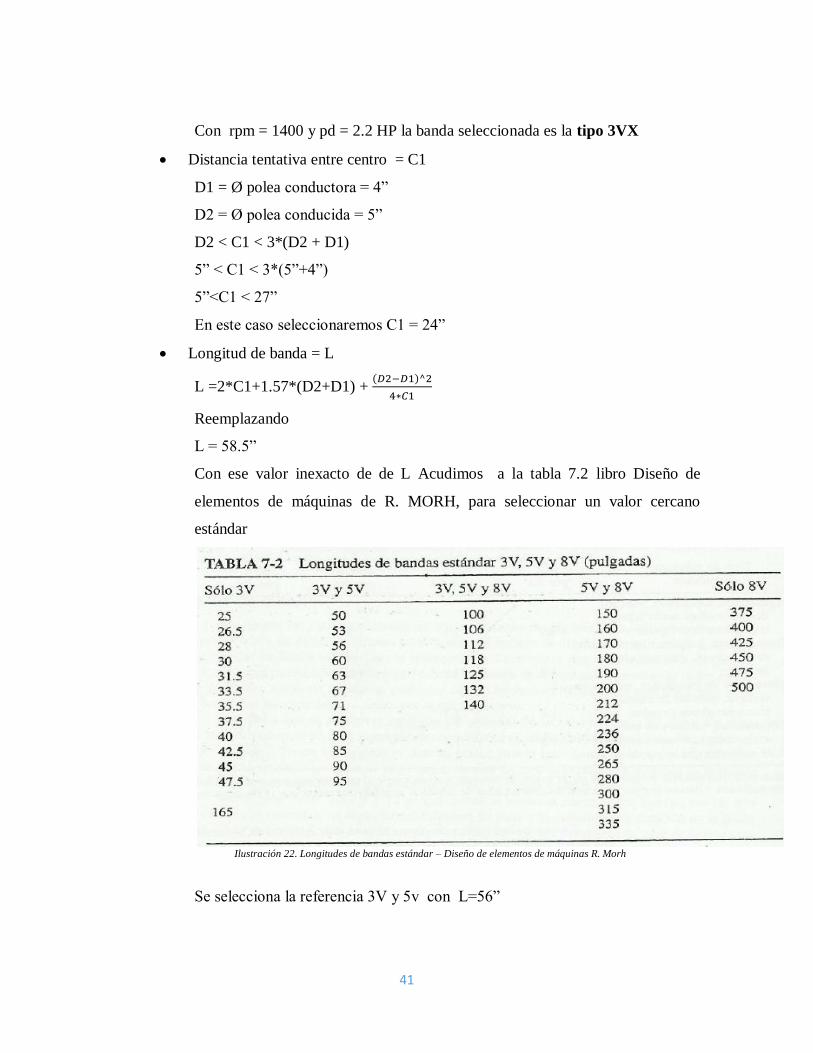
Con rpm = 1400 y pd = 2.2 HP la banda seleccionada es la tipo 3VX
Distancia tentativa entre centro = C1
D1 = Ø polea conductora = 4”
D2 = Ø polea conducida = 5”
D2 < C1 < 3*(D2 + D1)
5” < C1 < 3*(5”+4”)
5”<C1 < 27”
En este caso seleccionaremos C1 = 24”
Longitud de banda = L
L =2*C1+1.57*(D2+D1) +
Reemplazando
L = 58.5”
Con ese valor inexacto de de L Acudimos a la tabla 7.2 libro Diseño de
elementos de máquinas de R. MORH, para seleccionar un valor cercano
estándar
Ilustración 22. Longitudes de bandas estándar – Diseño de elementos de máquinas R. Morh
Se selecciona la referencia 3V y 5v con L=56”
42
Factor de corrección B
B= 4*L -6.28*(D2+D1)
Reemplazando
B = 167.48”
Distancia real entre centros = C
C=
Reemplazando
C= 21”
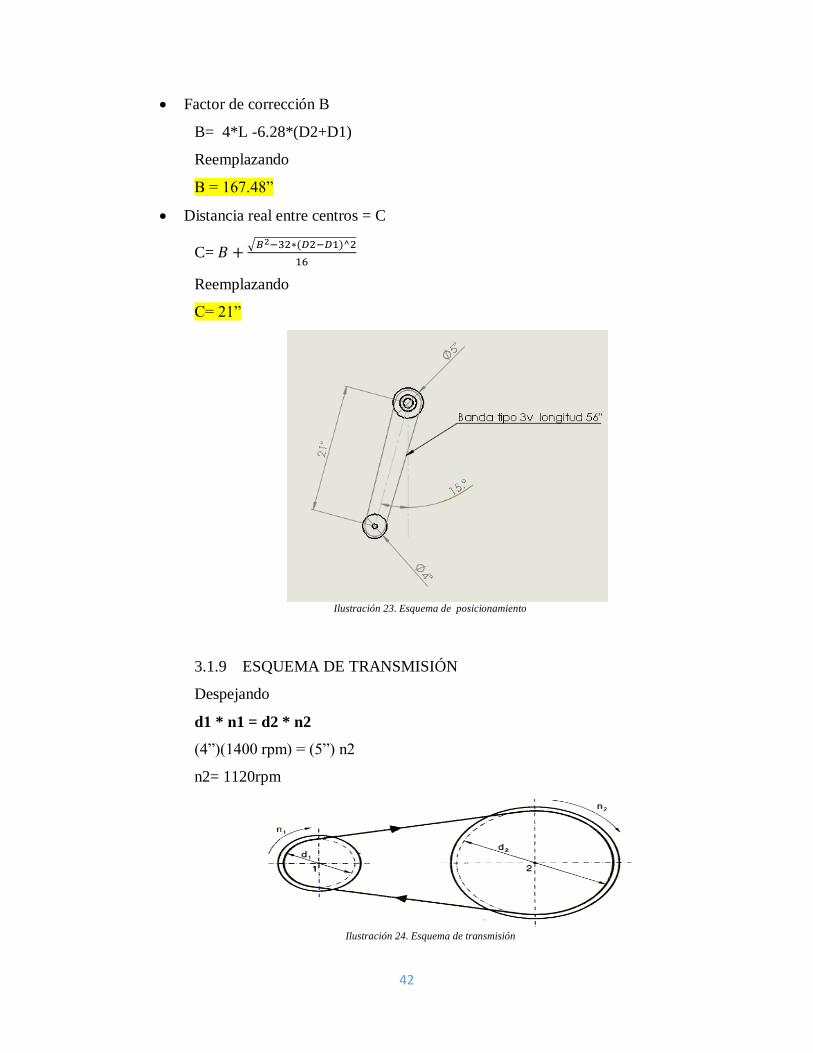
Ilustración 23. Esquema de posicionamiento
3.1.9 ESQUEMA DE TRANSMISIÓN
Despejando
d1 * n1 = d2 * n2
(4”)(1400 rpm) = (5”) n2
n2= 1120rpm
Ilustración 24. Esquema de transmisión

43
Ilustración 25. Esquema de transmisión ensamblado al motor
Potencia
(HP) n (RPM) Diámetro Tipo Longitud
Motor 2
Eléctrico
Polea d1 1400 4" 3v
Polea d2 1120 5" 3v
Correa 60" Tabla 6. Especificación de los elementos seleccionados
3.1.10 ELEMENTOS SELECCIONADOS PARA LA MAQUINA DE
CORTE
Para saber cuál elemento es el indicado para usar en el torno, se toman en
cuenta los cálculos hechos previamente, y en los anexos se incluirán los planos
de lo especificado.

44
ELEMENTO MATERIAL DIMENSIÓNES REFERENCIA
OTRAS
CARACTERISTICAS UNIDADES ANEXOS
Mandril AISI 4140
Ø 1 1/2" Longitud
540 mm 1
Chumacera
UCX08 Marca FYH 2
Motor Electrico 2HP 1
Correa Goma 56" 3V 1
Polea
Ø Ext. 4" y 5" 2
Portaherramienta AISI 1020 300*250*50 mm platina 1/2"
Bancada ( Base )
Acero
estructural platina 1/8"
Herramental
Acero al
carbono
Tabla 7. Elementos seleccionados después de los cálculos
CALCULOS
PLANOS
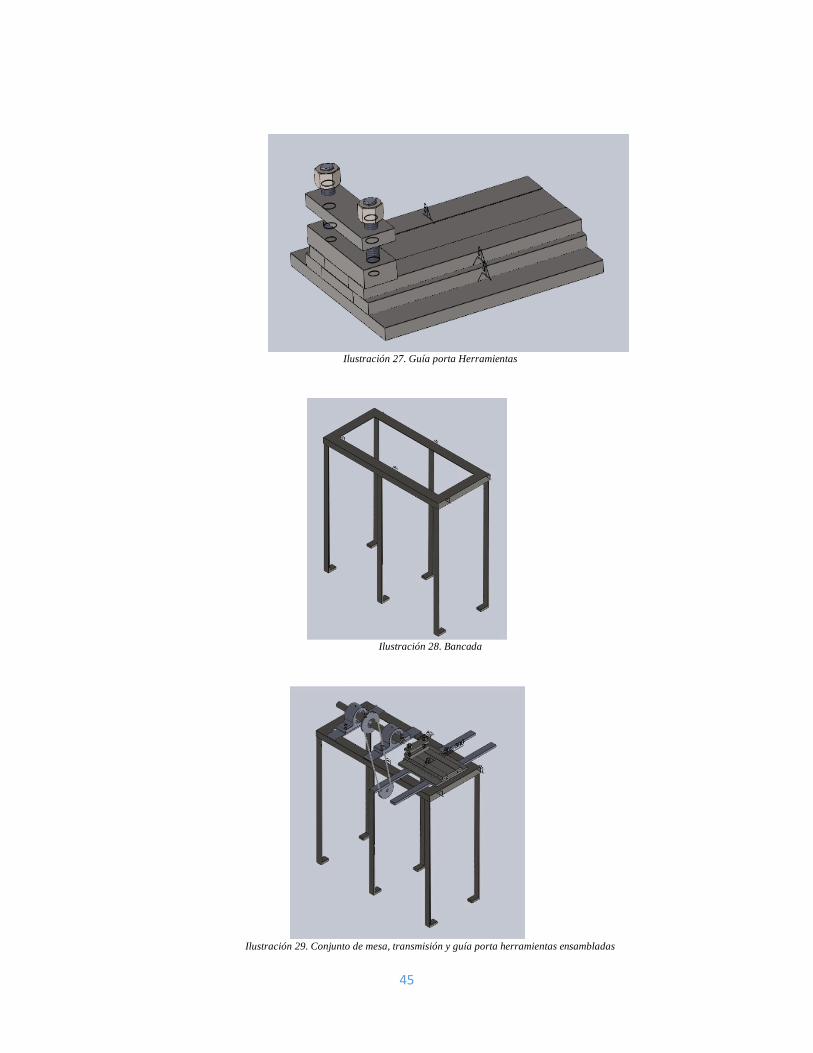
3.2 CONSTRUCCIÓN
Después de definir con ayuda de los cálculos evidenciados anteriormente, a
continuación se muestra la disposición de los elementos de transmisión y de la guía
porta herramientas escaladas en el programa Solid Works.
Ilustración 26. Disposición de los elementos de transmisión
45
Ilustración 27. Guía porta Herramientas
Ilustración 28. Bancada
Ilustración 29. Conjunto de mesa, transmisión y guía porta herramientas ensambladas
46
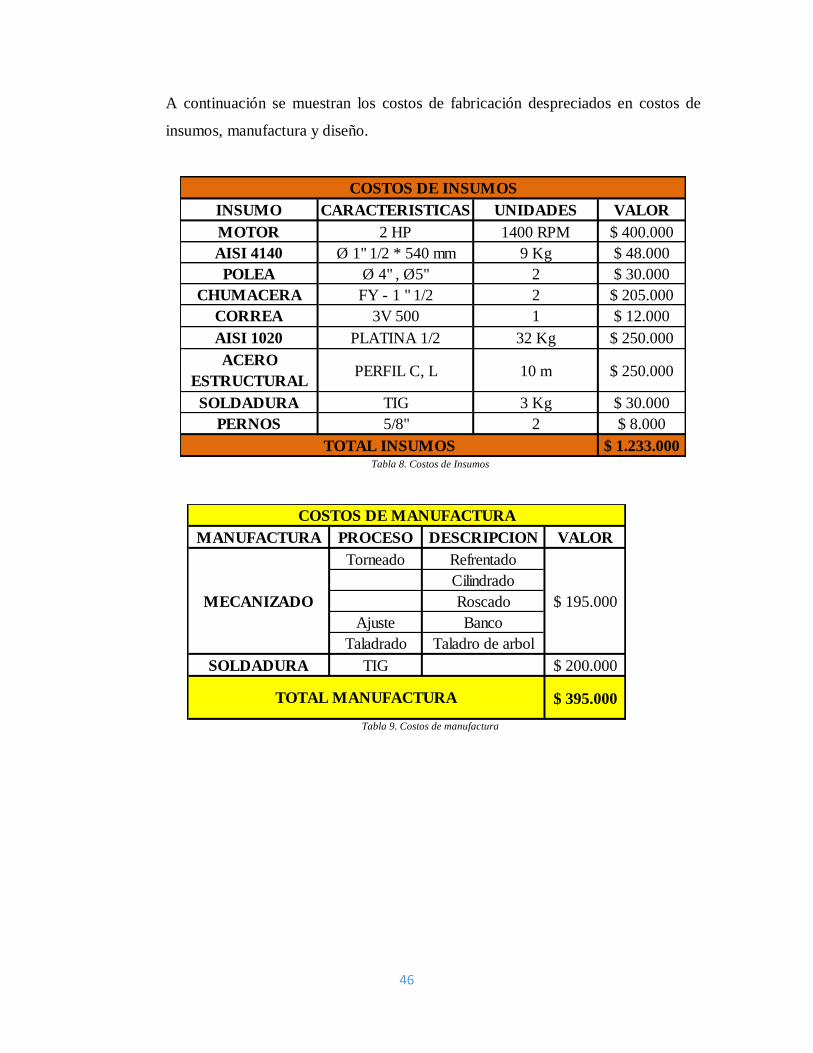
A continuación se muestran los costos de fabricación despreciados en costos de
insumos, manufactura y diseño.
Tabla 8. Costos de Insumos
Tabla 9. Costos de manufactura
INSUMO CARACTERISTICAS UNIDADES VALOR
MOTOR 2 HP 1400 RPM $ 400.000
AISI 4140 Ø 1" 1/2 * 540 mm 9 Kg $ 48.000
POLEA Ø 4" , Ø5" 2 $ 30.000
CHUMACERA FY - 1 " 1/2 2 $ 205.000
CORREA 3V 500 1 $ 12.000
AISI 1020 PLATINA 1/2 32 Kg $ 250.000
ACERO
ESTRUCTURALPERFIL C, L 10 m $ 250.000
SOLDADURA TIG 3 Kg $ 30.000
PERNOS 5/8" 2 $ 8.000
$ 1.233.000
COSTOS DE INSUMOS
TOTAL INSUMOS
MANUFACTURA PROCESO DESCRIPCION VALOR
Torneado Refrentado
Cilindrado
Roscado
Ajuste Banco
Taladrado Taladro de arbol
SOLDADURA TIG $ 200.000
$ 395.000
COSTOS DE MANUFACTURA
MECANIZADO
TOTAL MANUFACTURA
$ 195.000
47
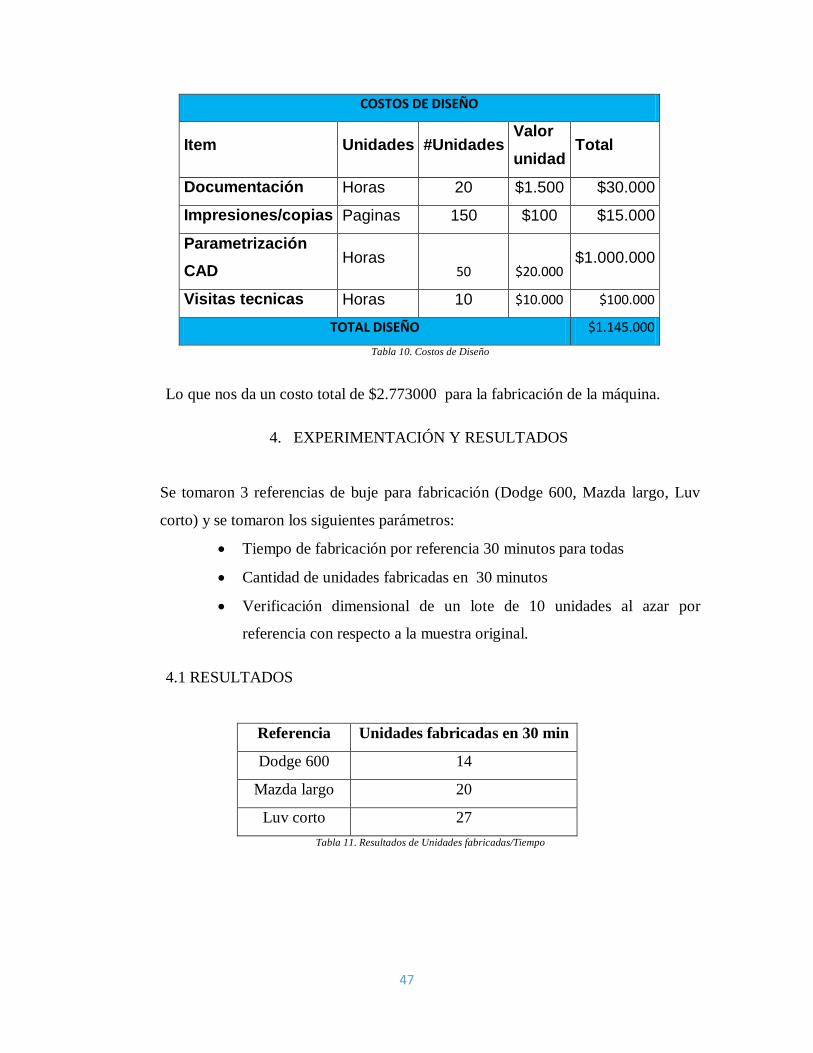
COSTOS DE DISEÑO
Item Unidades #Unidades Valor
unidad Total
Documentación Horas 20 $1.500 $30.000
Impresiones/copias Paginas 150 $100 $15.000
Parametrización
CAD Horas
50 $20.000 $1.000.000
Visitas tecnicas Horas 10 $10.000 $100.000
TOTAL DISEÑO $1.145.000
Tabla 10. Costos de Diseño
Lo que nos da un costo total de $2.773000 para la fabricación de la máquina.
4. EXPERIMENTACIÓN Y RESULTADOS
Se tomaron 3 referencias de buje para fabricación (Dodge 600, Mazda largo, Luv
corto) y se tomaron los siguientes parámetros:
Tiempo de fabricación por referencia 30 minutos para todas
Cantidad de unidades fabricadas en 30 minutos
Verificación dimensional de un lote de 10 unidades al azar por
referencia con respecto a la muestra original.
4.1 RESULTADOS
Referencia Unidades fabricadas en 30 min
Dodge 600 14
Mazda largo 20
Luv corto 27
Tabla 11. Resultados de Unidades fabricadas/Tiempo
48
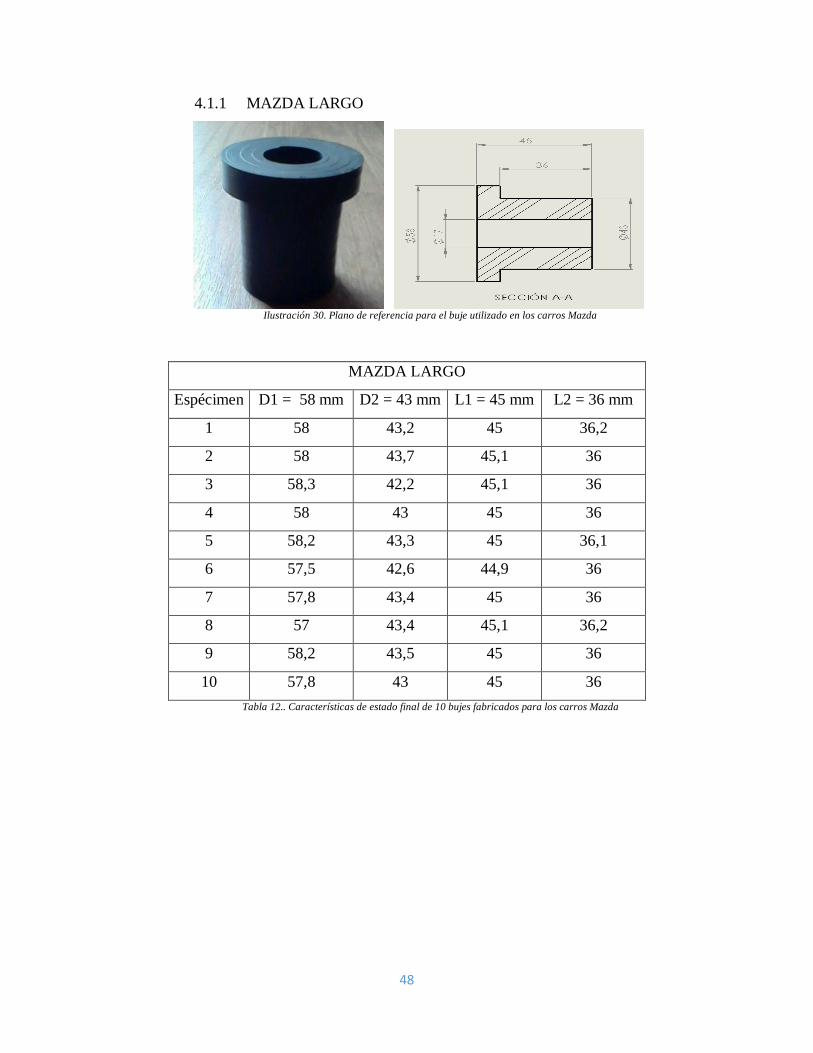
4.1.1 MAZDA LARGO
Ilustración 30. Plano de referencia para el buje utilizado en los carros Mazda
MAZDA LARGO
Espécimen D1 = 58 mm D2 = 43 mm L1 = 45 mm L2 = 36 mm
1 58 43,2 45 36,2
2 58 43,7 45,1 36
3 58,3 42,2 45,1 36
4 58 43 45 36
5 58,2 43,3 45 36,1
6 57,5 42,6 44,9 36
7 57,8 43,4 45 36
8 57 43,4 45,1 36,2
9 58,2 43,5 45 36
10 57,8 43 45 36
Tabla 12.. Características de estado final de 10 bujes fabricados para los carros Mazda
49
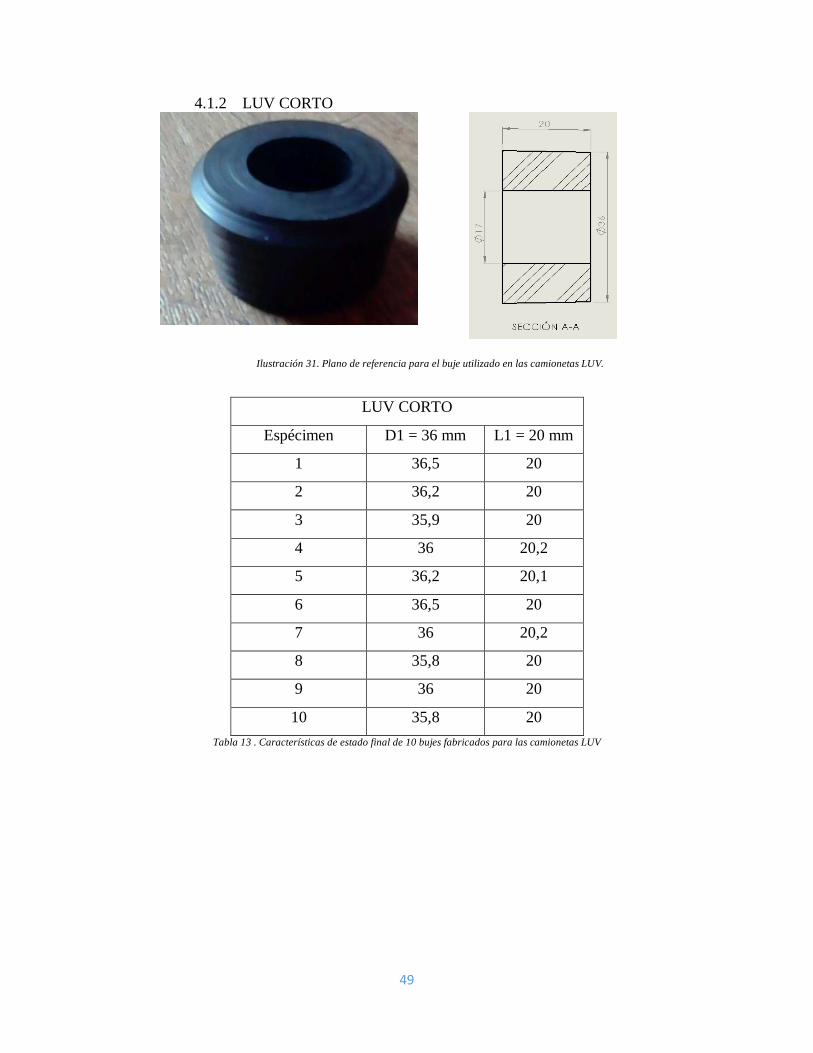
4.1.2 LUV CORTO
Ilustración 31. Plano de referencia para el buje utilizado en las camionetas LUV.
LUV CORTO
Espécimen D1 = 36 mm L1 = 20 mm
1 36,5 20
2 36,2 20
3 35,9 20
4 36 20,2
5 36,2 20,1
6 36,5 20
7 36 20,2
8 35,8 20
9 36 20
10 35,8 20
Tabla 13 . Características de estado final de 10 bujes fabricados para las camionetas LUV
50
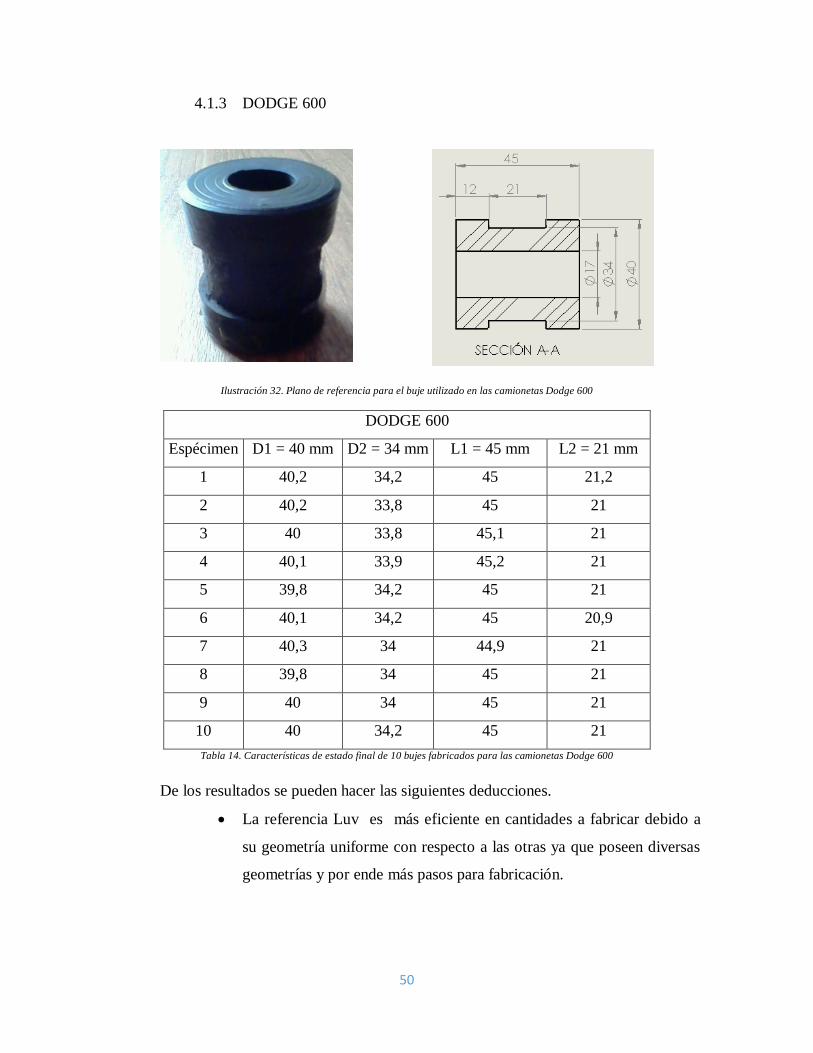
4.1.3 DODGE 600
Ilustración 32. Plano de referencia para el buje utilizado en las camionetas Dodge 600
DODGE 600
Espécimen D1 = 40 mm D2 = 34 mm L1 = 45 mm L2 = 21 mm
1 40,2 34,2 45 21,2
2 40,2 33,8 45 21
3 40 33,8 45,1 21
4 40,1 33,9 45,2 21
5 39,8 34,2 45 21
6 40,1 34,2 45 20,9
7 40,3 34 44,9 21
8 39,8 34 45 21
9 40 34 45 21
10 40 34,2 45 21
Tabla 14. Características de estado final de 10 bujes fabricados para las camionetas Dodge 600
De los resultados se pueden hacer las siguientes deducciones.
La referencia Luv es más eficiente en cantidades a fabricar debido a
su geometría uniforme con respecto a las otras ya que poseen diversas
geometrías y por ende más pasos para fabricación.
51
Se puede notar en todas las referencias que el producto en sus
dimensiones oscila con tolerancias de + 0.5 mm – 0.2mm
aproximadamente.
El producto contiene más uniformidad o menos variación en sus
dimensiones en las longitudes con respecto a los diámetros, esto puede
deberse a que el proceso de marcado es más notorio al definir la
longitud del producto.
5. CONCLUSIONES
En el proceso de prueba se puede verificar que en un lote de 10 unidades de una
referencia de soporte el 70% cumplen con las especificaciones dimensionales
requeridas, esto se puede dar debido a factores tales como la geometría irregular
del material en bruto, y debido a la naturaleza del caucho que es un material
abrasivo que desgasta significativamente la herramienta de corte.
En el prototipo pueden ser mecanizadas con estabilidad piezas de dimensiones
máximas de 150 mm de longitud, Øext. 3”, para mecanizado Øint. 1”.
El proceso de operación para el operario minimiza daños físicos, puesto que
través de la investigación se pudo constatar que en dispositivos similares no
cuentan con portaherramientas anexo a la maquina sino independiente a la base
(bancada) se recomienda usar protección visual para la operación.
El proceso de fabricación en estas referencias de soporte deja de depender de
terceros con este prototipo, puesto que se asume como propio el proceso de
fabricación.
El prototipo ocupa una área aproximada de 0.4m^2, siendo espacialmente
confortable para su operación, y construido con materiales de fácil consecución
en el mercado.
52
6. BIBLIOGRAFIA
Referencia de tipo de bandas para poleas, disponible en internet (on line) en:
http://www.gprindustrial.com/es/318-correas-en-v-tipo-3v?p=2
Mikell P. Groover , Fundamentos de manufactura moderna, tercera edición Mc
graw hill Introducción a los procesos de manufactura.
Solidworks toolbox herramienta cad
CAT.NO.3320SF catalogo FYH soportes y rodamientos autoalineables
Robert Mott. diseño de elementos de maquinas. pearson prentice hall 4ta edición
capitulos 7 y 12.
Mikell P. Groover , Fundamentos de manufactura moderna, tercera edición Mc
graw hill Introducción a los procesos de manufactura capitulo 1,
http://www.ptolomeo.unam.mx:8080/xmlui/bitstream/handle/132.248.52.100/2548/
04-MPM-Cap1-Final.pdf?sequence=4
Miguel Ángel Archundia López, diseño y manufactura de un troquel de corte con
fines didácticos, Universidad Autónoma de México, Abril 2015
Politécnico los Alpes área de química tutoría 2: materia y propiedades, factores de
conversión, https://quimicalosalpes.files.wordpress.com/2013/04/materia-y-
propiedades-factores-de-conversic3b3n-el-caucho.pdf
Louis D. Beliczky y John Fajen, Industria del Caucho,
http://www.insht.es/InshtWeb/Contenidos/Documentacion/TextosOnline/Enciclope
diaOIT/tomo3/80.pdf
http://www.escuelaing.edu.co/uploads/laboratorios/3474_torno.pdf
Nelson castaño ciro, incorporación de residuos de caucho vulcanizado pos
industrial obtenidos por trituración mecánica a mezclas puras de epdm, universidad
eafit

53
Ingeniería de producción 2012,
https://repository.eafit.edu.co/bitstream/handle/10784/240/Nelson_Casta%F1oCiro_
2012.pdf;jsessionid=736C2ABA53912B260CB6373D63D8AE92?sequence=1