creando la etiqueta perfecta desde la viña hasta su...
TRANSCRIPT

label.averydennison.com
Creando la etiqueta perfecta desde la viña hasta su mesa.

Cada vez más, la diferenciación en los envases ha sido la herramienta utilizada para llamar la atención del consumidor en donde realmente importa: los puntos de venta. En el mercado de vinos, los papeles sensibles a la presión son perfectamente capaces de entregar una impresión compleja, de alta calidad y de cumplir con las más altas demandas del sector. Al mismo tiempo, ofrecen características técnicas avanzadas para alcanzar cualquier exigencia en su aplicación y un rendimiento funcional en la botella, aun bajo una gran variedad de condiciones externas.
El propósito de este material es presentar la mejor guía de etiquetado y buenas prácticas para una industria donde existen un número considerable de desafíos técnicos. Para entregar un resultado totalmente exitoso, la importancia de las consideraciones técnicas y del proceso de optimización en toda la cadena de valor, está detallada en las siguientes páginas.
Esto incluye:
• Diseño de etiqueta, impresión y técnicas de acabado
• Recomendaciones y consideraciones en la aplicación de la etiqueta
• Protocolos de testeo
Las soluciones de etiquetado y empaquetado de Avery Dennison crean nuevas y animadoras posibilidades para su marca, mejorando el perfil de su producto y entregando eficiencias operativas.
No es solamente una etiqueta:es también su marca
dora
1

INDEX
Selección del papel
Tamaño y formato de la etiqueta
Adornos / Detalles
Sumario
Barniz en la superficie de la etiqueta
Films
Etiquetas de cuello
Consideraciones sobre la superficie de vidrio
Entorno de la línea de embotellado
Aplicación de la etiqueta y funcionalidad final
Protocolo de la Prueba de Spray (spray test)
Prueba del cubo de hielo (Ice bucket test)
Guía para la línea de etiquetado
3
3
4
6
7
7
8
10
11
13
16
17
18
19
Diseño de etiqueta, impresión y técnica de acabado.
Sección 2: Condiciones de aplicación del etiquetado y pruebas
Apéndice 1
Apéndice 2
Apéndice 3
Referencias Industriales
Glosario de términos
2
Sección 1: Diseño de etiqueta, impresión y técnica de acabado.
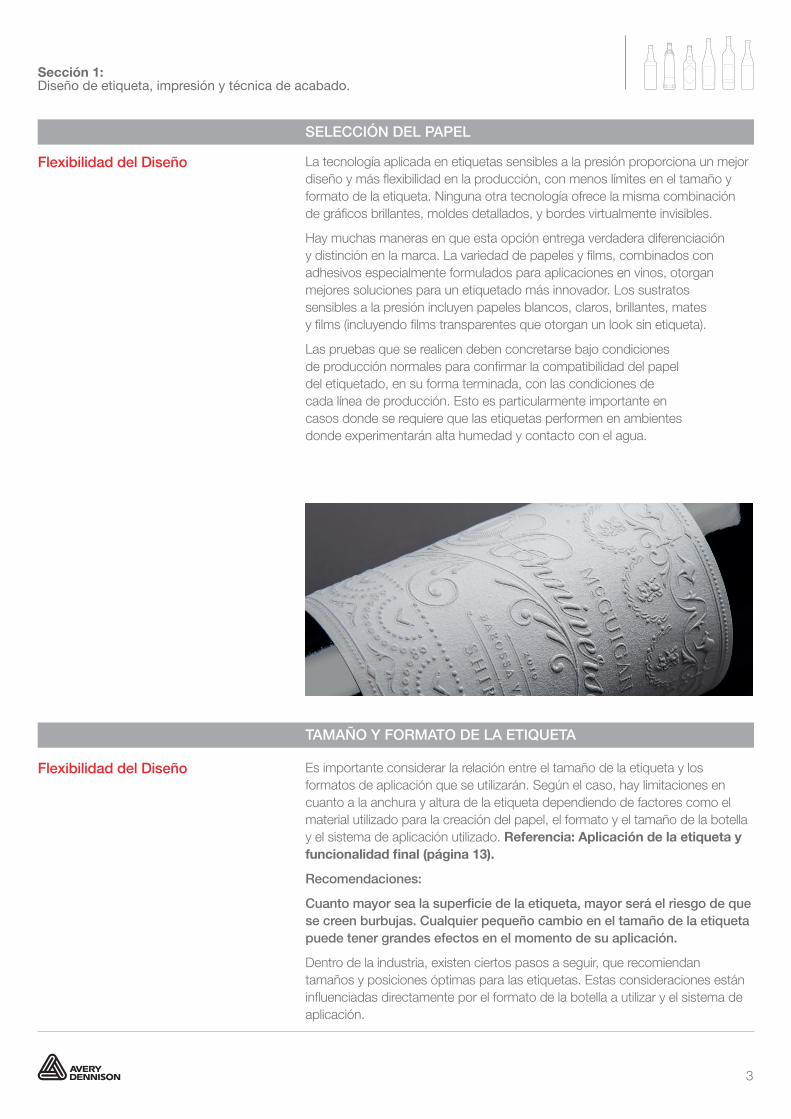
La tecnología aplicada en etiquetas sensibles a la presión proporciona un mejor diseño y más flexibilidad en la producción, con menos límites en el tamaño y formato de la etiqueta. Ninguna otra tecnología ofrece la misma combinación de gráficos brillantes, moldes detallados, y bordes virtualmente invisibles.
Hay muchas maneras en que esta opción entrega verdadera diferenciación y distinción en la marca. La variedad de papeles y films, combinados con adhesivos especialmente formulados para aplicaciones en vinos, otorgan mejores soluciones para un etiquetado más innovador. Los sustratos sensibles a la presión incluyen papeles blancos, claros, brillantes, mates y films (incluyendo films transparentes que otorgan un look sin etiqueta).
Las pruebas que se realicen deben concretarse bajo condiciones de producción normales para confirmar la compatibilidad del papel del etiquetado, en su forma terminada, con las condiciones de cada línea de producción. Esto es particularmente importante en casos donde se requiere que las etiquetas performen en ambientes donde experimentarán alta humedad y contacto con el agua.
Es importante considerar la relación entre el tamaño de la etiqueta y los formatos de aplicación que se utilizarán. Según el caso, hay limitaciones en cuanto a la anchura y altura de la etiqueta dependiendo de factores como el material utilizado para la creación del papel, el formato y el tamaño de la botella y el sistema de aplicación utilizado. Referencia: Aplicación de la etiqueta y funcionalidad final (página 13).
Recomendaciones:
Cuanto mayor sea la superficie de la etiqueta, mayor será el riesgo de que se creen burbujas. Cualquier pequeño cambio en el tamaño de la etiqueta puede tener grandes efectos en el momento de su aplicación.
Dentro de la industria, existen ciertos pasos a seguir, que recomiendan tamaños y posiciones óptimas para las etiquetas. Estas consideraciones están influenciadas directamente por el formato de la botella a utilizar y el sistema de aplicación.
Flexibilidad del Diseño
Flexibilidad del Diseño
SELECCIÓN DEL PAPEL
TAMAÑO Y FORMATO DE LA ETIQUETA
3

Por definición, las etiquetas sensibles a la presión, necesitan una presión uniforme en toda su extensión para poder adherirse a la superficie elegida.
Las diferentes técnicas de embossing, pueden cambiar radicalmente las características físicas del papel así como su adherencia inicial y final. Como la superficie de contacto detrás de la etiqueta disminuirá, se recomienda la utilización de un adhesivo permanente que presente una adherencia más fuerte al resto.
Un cuidado especial debe ser considerado en el uso de este tipo de técnicas, ya que estos procesos pueden afectar al liner del papel, debilitando partes en su estructura general. Los materiales con liner hechos en PET pueden ofrecer una mayor resistencia a estos procesos, aun en situaciones donde se use un embossing más fuerte.
Hay varios factores que pueden lograr una mala performance de la etiqueta. Estos incluyen: Uso incorrecto de materiales, variaciones en el medio ambiente, diseños especiales de etiquetas, tintas y barnices utilizados. Los siguientes son algunos factores específicos que influyen en el levantamiento de etiquetas durante el diseño y fases de aplicación
Cuanto mayor sea la superficie de la etiqueta, más cerca estará de levantarse (D). La fuerza del borde (F) aumenta según el grado de la curvatura.
Diseño de la Etiqueta
Un acumulamiento de tinta o barniz puede endurecerla cara del papel, aumentando la fuerza de levantamiento.
Si se aumenta el tamaño de la etiqueta se aumenta la fuerza de levantamiento
ADORNOS Y DETALLES
4

Aire Aire
Botella de vinoAire
EtiquetaEsquina de la etiqueta
Contacto Total
Zona internas sincontacto Sin contacto interno y en bordes
El embossing mecánico efectivamente reduce el área de contacto disponible para la adherencia de la etiqueta. Cuanto más embossing se genere en el papel, menor será el área disponible para que el adhesivo cumpla su función.
Es importante también considerar el diseño del propio embossing ya que los diferentes patrones utilizados influirán en la performance final. Por ejemplo, las líneas horizontales que están contra la curvatura de la botella endurecen más el papel de la etiqueta.
La habilidad para controlar y medir las variaciones del proceso de embossing mecánico, presenta un desafío técnico dada a la naturaleza del proceso mismo. Las diferentes variaciones en la profundidad del embossing pueden generar cambios inesperados pasando de un embossing ligero a uno pesado.Los adhesivos se pueden debilitar si se exponen al aire. El rendimiento del adhesivo sensible a la presión depende del adhesivo sellado sobre sí mismo y se activará totalmente en la aplicación. Una adhesión sin contacto en los bordes crea la oportunidad para el debilitamiento del adhesivo por contacto de aire.
El levantamiento se puede acentuar más con la aparición de otros factores tales como área de contacto reducida, rigidez de la etiqueta, etc.
Los sistemas de embossing mecánicos aumentan los problemas de adhesión.
El embossing mecánico puede reducir el rendimiento de la adherencia con el paso del tiempo.
ADORNOS Y DETALLES (continuación)
Orientación Espacial (-) Espacial (+)Dirección
Relativo a la curvaturade la botella:
•
Sigue curvatura•Contra la curvatura•Una mezcla entrelos dos
Formatos:• Matriz • Irregular• Uniforme• Repetido• Aleatorio
Relieve negativo Relativo a la capa de adherencia:• disrelieve
Relieve positivo relativo a la capa de adherencia:• relieve
5

SUMARIO
Asumiendo que las condiciones de aplicación no son factores que contribuyen:Diseño y Conversión de la Etiqueta
Recomendaciones - Relieve
Etiqueta Descripción Factor EfectoRendimiento de la Etiqueta
Sin contacto interno y en
bordes
Fijo:Dirección, estándar y espacial Variable:
profundidad
1. Activación Incompleta.
2. Disminución del área de contacto.3. Endurecimiento
del papel.
Fuerza de adherencia resistente a la memoria
del papelPotencial debilitamiento
del adhesivo por exposición.
Zonas internas sin contacto
Insignificante dirección, patrón,
espacial y profundidad
1.Manten posibilidad de
contacto total de los bordes
Rendimiento compensado y con
estabilidad.
Barnices/Pinturas
Variable: según tipo, cobertura y cantidad de
capas
1. Endurecimiento del papel
3. controla el ingreso de
humedad
Fuerza al retorno de la memoria del papel
Alto cumulo de tintas
Endurece/Estresa el papel
Fuerza al retorno de la memoria del papel
Gravedad del
embossing y manejo del
proceso
Variable :- Proceso - Pattern
- Aplicación -Substrato
1. Área de Contacto de Adherencia
Disminuida 2. Endurecimiento del papel (dirección
del relieve)
pueden generar burbujas.
Fuerza al retorno de la memoria del papel
• El rendimiento del adhesivo de la etiqueta se reducirá si se aplica un embossing pesado. Se recomienda altamente hacer pruebas antes de su utilización.
• El etiquetado debe tener como mínimo 5 milímetros de adhesivo en los bordes de la etiqueta
• Los niveles de embossing que consideren un área de adhesivo por debajo del 50% presentarán problemas en el desempeño. Utilice el método de prueba de contacto adhesivo. Se refiere al ‘Glosario de Términos’ (página 15).
• Se pueden utilizar productos con pre-relieve, como el White Cotton, ya que proporcionan una textura terminada con buena consistencia en la adherencia.
6

BARNIZ EN LA SUPERFICIE DE LA ETIQUETA
FILMS
El barniz sobre la superficie de la etiqueta es necesario para:
1. Proteger la imagen de la etiqueta durante el transporte y la manipulación del consumidor
2. Reduce la absorción de humedad del ambiente, y protege la etiqueta en situaciones como las que se presentan en la heladera o un cubo de hielo.
La protección de barniz es altamente recomendable para todos los sustratos de papel. Los barnices deben ser seleccionados por su protección de la imagen en relación a sus propiedades hidrofóbicas.
Las etiquetas de film son ampliamente utilizadas en varios mercados hoy, pero son nuevas en la industria del vino. El film proporciona 100% resistencia al agua. Lo que debemos considerar a la hora de utilizar este tipo de solución es su desempeño en cortes, arañazos y embossing, ya que son más sensibles en comparación al papel.
Antes de cambiar a las etiquetas film, es aconsejable consultar con los proveedores de máquinas y tintas para entender su punto de vista y obtener sus recomendaciones.
La cartera de productos de vinos de Avery Dennison ofrece un gran rango de materiales que aseguran la capacidad de impresión sin importar el método utilizado. Los materiales no recubiertos, que requieren un tratamiento corona antes de ser impresos, también están disponibles en nuestro portfolio.
7

ETIQUETAS DE CUELLO
Las etiquetas de cuello para botellas de vino pueden ser un problema si el material, el medio ambiente, el diseño de la etiqueta, las tintas, el barniz, la aplicación o la superficie de la botella no son ideales. Mientras que las etiquetas de cuello se pueden aplicar con éxito en la línea de embotellamiento, sin señal de levante de la etiqueta evidente, el levantamiento se puede descubrir en una etapa más avanzada, como cuando la caja de vino se abre en la tienda.
Aquí discutiremos los problemas experimentados con el levantamiento de las etiquetas; los hechos que contribuyen y cuál es la mejor manera de evitar que esto suceda. También proporcionaremos recomendaciones para elegir el material Avery Dennison apropiadamente.
Las etiquetas de cuello que se aplican correctamente y no demuestran ningún signo de levantamiento en la etapa de empaque han demostrado después grados variables de falla. Esto también se conoce como ‘winging’.
Cuando las condiciones no son ideales, la memoria del papel de la etiqueta es lo suficientemente fuerte para llegar a levantarse y volver a su estado original (recto). Este proceso puede ser muy lento y puede que no sea evidente hasta 24 horas después de la aplicación.
Hay varios factores que pueden causar que las etiquetas se levanten:
1. Material incorrecto utilizado (papel y /o adhesivo): Es siempre recomendable utilizar un adhesivo permanente junto a un papel de gramaje lo más fino posible. Los materiales con, o encima de, 70 gr deben ser estudiados y probados en profundidad.
2. Ambiente En condiciones de frío (cerca de los 5º C) el adhesivo puede endurecer y entonces no forma una buena adherencia con el sustrato. En temperaturas altas, por encima de los 40º C, el adhesivo queda blando y luego pierde su fuerza interna de adherencia. Un alto grado de humedad y polvo en la sala de llenado también reducirá la adherencia haciendo que no fluya por la superficie de la botella (‘wetting out’).
3. Diseño de la Etiqueta:
El embossin pesado puede reducir el área de adherencia de la etiqueta. Similarmente, la sobrecarga de tinta o barniz puede endurecer la etiqueta. Un buen equilibrio entre la superficie de la etiqueta en contacto con el cristal debe ser superior al 50%. Un tamaño suficientemente grande de la superficie de la etiqueta también es requerida: cualquier medida por encima de 2 cm asegurará una buena adherencia.
Levantamiento de Etiquetas de Cuello
Causa Primaria
Factores que Influencian al levantamiento de la etiqueta de cuello
8

ETIQUETAS DE CUELLO (continuación)
4. Tintas y Barnices
Experiencias han demostrado que los adhesivos sensibles a la presión generalmente demuestran una adherencia reducida en superficies impresas y barnizadas.
En muchos casos, las tintas y los barnices contienen pequeñas cantidades de silicona para proporcionar una buena resistencia a los arañazos en la superficie de la etiqueta durante el embotellado y el transporte. Sin embargo, la silicona también se usa como recubrimiento en la liberación de la etiqueta, por lo que cuando se requiera una superposición de etiquetas, se reducirá la adhesión esperada.
En términos de diseño, es importante contemplar una reserva de barniz en el área superpuesta.
5. Aplicación
No se recomiendan aplicadores de espuma o cepillo. La opción de preferencia es un rodillo de goma reforzado con un resorte de hierro. Referencia: Sección 2 - Consideraciones sobre la superficie del vidrio. (página 10)
Por favor, póngase en contacto con su representante Avery Dennison local o visite www.label.averydennison.com
9

Sección 2: Condiciones de aplicación del etiquetado y pruebas
CONSIDERACIONES SOBRE LA SUPERFICIE DEL VIDRIO
De la viña hasta la mesa, toda etapa es importante. Para asegurarse que las etiquetas sensibles a la presión se pueden aplicar mecánicamente en líneas de embotellamiento automáticas, se deben discutir los factores que son críticos para el éxito.
Por más que los fabricantes de vidrio intentan mantener la superficie de la botella lisa, algunas irregularidades son inevitables por la contracción del vidrio caliente. Las áreas que pueden contribuir a una dificultad en la aplicación del etiquetado son:
HDPE, PP
Sin tensión en la superficieTinta / adhesivo no se adhieren bien a la superficie
Superficies Apolares
PET, PVC, glass
Mayor tensión en la superficieTinta / adhesivo adhieren la superficie
Superficies Polares
1. Tensión de la superficie
El nivel de dina (unidad de medida) varía e impacta el nivel de dificultad de la adherencia del etiquetado. Para una adherencia adecuada, la tensión de la superficie debe ser de 38 dinas o más.
2. Perfil de la superficie:
El contacto del adhesivo puede ser comprometido por factores tales como: suciedad, polvo, humedad, condensación, gracitud, ácidos oleicos etc. Es importante que las botellas se enjuaguen y se limpien antes de su uso.
10
ENTORNO DE LA LÍNEA DE EMBOTELLADO
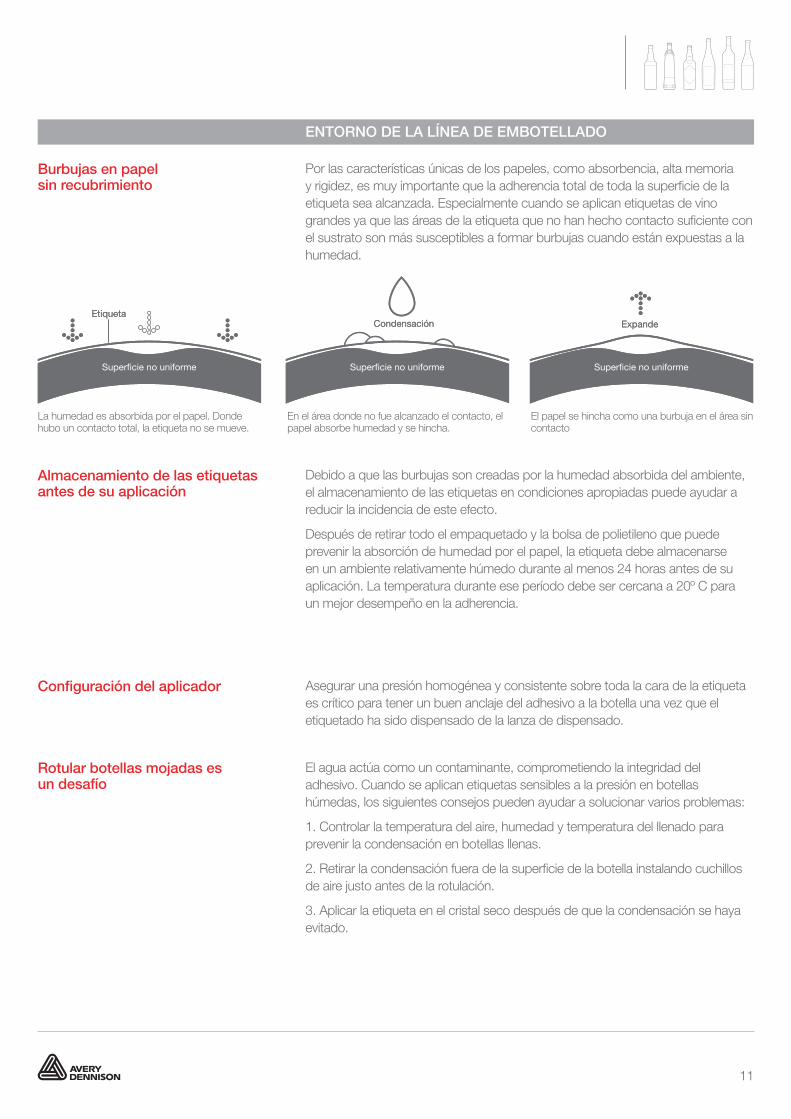
Por las características únicas de los papeles, como absorbencia, alta memoria y rigidez, es muy importante que la adherencia total de toda la superficie de la etiqueta sea alcanzada. Especialmente cuando se aplican etiquetas de vino grandes ya que las áreas de la etiqueta que no han hecho contacto suficiente con el sustrato son más susceptibles a formar burbujas cuando están expuestas a la humedad.
Debido a que las burbujas son creadas por la humedad absorbida del ambiente, el almacenamiento de las etiquetas en condiciones apropiadas puede ayudar a reducir la incidencia de este efecto.
Después de retirar todo el empaquetado y la bolsa de polietileno que puede prevenir la absorción de humedad por el papel, la etiqueta debe almacenarse en un ambiente relativamente húmedo durante al menos 24 horas antes de su aplicación. La temperatura durante ese período debe ser cercana a 20º C para un mejor desempeño en la adherencia.
Asegurar una presión homogénea y consistente sobre toda la cara de la etiqueta es crítico para tener un buen anclaje del adhesivo a la botella una vez que el etiquetado ha sido dispensado de la lanza de dispensado.
El agua actúa como un contaminante, comprometiendo la integridad del adhesivo. Cuando se aplican etiquetas sensibles a la presión en botellas húmedas, los siguientes consejos pueden ayudar a solucionar varios problemas:
1. Controlar la temperatura del aire, humedad y temperatura del llenado para prevenir la condensación en botellas llenas.
2. Retirar la condensación fuera de la superficie de la botella instalando cuchillos de aire justo antes de la rotulación.
3. Aplicar la etiqueta en el cristal seco después de que la condensación se haya evitado.
La humedad es absorbida por el papel. Donde hubo un contacto total, la etiqueta no se mueve.
En el área donde no fue alcanzado el contacto, el papel absorbe humedad y se hincha.
El papel se hincha como una burbuja en el área sin contacto
Burbujas en papel sin recubrimiento
Almacenamiento de las etiquetas antes de su aplicación
Configuración del aplicador
Rotular botellas mojadas es un desafío
EtiquetaCondensación Expande
Super�cie no uniforme Super�cie no uniforme Super�cie no uniforme
EtiquetaCondensación Expande
Super�cie no uniforme Super�cie no uniforme Super�cie no uniforme
11

ENTORNO DE LA LÍNEA DE EMBOTELLADO (continuación)
Consideraciones
• Tipo de vino (por ejemplo, espumoso)
• Medio ambiente (por ejemplo, humedad relativa, temperatura del vino, temperatura de la botella, temperatura ambiente del aire, condiciones predominantes)
• Mitigador (por ejemplo, botella más caliente, sopladores de aire forzado, adhesivos especiales)
Condensación en la superficie de la botella
Las condiciones obligatorias durante la rotulación son críticas. La temperatura del aire y de la botella debe ser superior a 5º C. La aplicación de la etiqueta durante lluvia o humedad elevada crean cambios específicos en la aplicación. Rastros de humedad puede aparecer en la botella sin que sea percibida, y con ella pueden aparecer residuos minerales como sales de magnesio y sodio. Si la temperatura ambiente y humedad relativa no posibilita la evaporación, entonces ella actuará como un contaminante. La mitigación de estos factores incluye calentadores de botellas, sopladores de aire y adhesivos específicos tales como el S0300.
Adherencia de la Etiqueta
El papel sin revestimiento es mucho más propenso a absorber humedad a través de sus fibras tejidas expuestas. Las burbujas que una etiqueta pueda presentar, son causadas por la humedad que penetró en la etiqueta, lo que entonces hace que las fibras del papel se expanden y adopten esa forma.
Aunque las burbujas son más predominantes con papeles no recubiertos, también puede ocurrir en papeles recubiertos.
Porqué es más común que aparezcan burbujas en papeles sin recubrimiento?
Este tipo de tratamientos pueden cambiar las características físicas de un papel y su adherencia total en relación a la superficie de contacto. El riesgo de que se generen burbujas es mayor de lo normal alrededor de las áreas con relieves.
Embossing y embellecimiento pesado en la etiqueta
Las burbujas y levantamientos pueden suceder por los resultados de los factores listados abajo:
• Presión insuficiente durante la aplicación de la etiqueta para iniciar la reticulación del adhesivo.
• Consideraciones sobre la superficie del vidrio incluyendo la variabilidad y la tensión de la superficie.
• Eficacia del barniz
• Las burbujas son más predominantes en papeles sin revestimiento/texturizados
• Incidencia de humedad en el ambiente del embotellado.
Condiciones de aplicación que crean problemas con burbujas
Humedad (dibujos)
Super�cie de la Botella Alta
(humedad presente)
Media(poca humedad
presente)
Baja(sin humedad presente)
12

Cuando se aplica una etiqueta, la presión inicial debe ser fi rme en toda su superfi cie. Esto es importante durante todo el primer contacto de la etiqueta con la botella.
Nota: Cambios en el sustrato tales como la aplicación de barniz en el papel pueden llevar a algunos ajustes necesarios del aplicador dada las diferencias inherentes en el material. Los materiales de alta memoria, tales como papeles sin revestimiento, pueden requerir una presión adicional para lograr una buena adherencia.
El gráfi co muestra los cinco modelos más populares de botellas de 750ml (Clarete Premium, Clarete Ligero, Espumoso, Borgoña y Skittle). La etiqueta debe caber en las dimensiones mostradas en el gráfi co de panel.
Es importante considerar el tamaño de la etiqueta en relación al tamaño del aplicador utilizado. Hay limitaciones en el ancho y la altura de la etiqueta que dependen de factores tales como la naturaleza del material de la etiqueta, el formato y el tamaño de la botella y el sistema de aplicación elegido. Se refi ere al siguiente gráfi co de panel.
Cuanto más grande es la etiqueta, mayor es el riesgo de burbujas. Los pequeños cambios en el tamaño de la etiqueta pueden tener efectos signifi cativos en la aplicación.
APLICACIÓN DE LA ETIQUETA Y FUNCIONALIDAD FINAL
Confi guración del aplicador
El Tamaño de la Etiqueta
Apéndice A
13

APLICACIÓN DE LA ETIQUETA Y FUNCIONALIDAD FINAL (continuación)
El tipo y el tamaño del aplicador para etiquetar deben ajustarse a las características de los materiales de la cara de la etiqueta a aplicar.
Nota: Los papeles con gloss o no revestidos requieren presiones diferentes. Los papeles sin recubrimiento tienen una memoria mayor que los materiales con gloss o metálicos, y luego requieren una presión mayor para activar la unión del adhesivo. Se deberán usar aplicadores de plástico en lugar de escobillas y se debe configurar el aplicador para optimizar la presión. Tales cambios no deben ser considerados ineficientes, sino un proceso estándar de mejoras.
Recomendaciones:
Los aplicadores deben ser hechos de varias capas de:
- diferentes materias de metal para función de resorte
- plástico / goma para función de descarga
- teflón para función de resbalón (para evitar arañazos y daños)
Una buena práctica para el etiquetado es utilizar un panel ‘Zed’ sólido y bajar desde el centro de la etiqueta hacia los bordes.
El proceso automático del aplicador, rotula desde la línea de soltura de etiquetas mientras la botella rueda y se mueve absorbiendo una presión ligera, asegurando una finalización lisa y sin burbujas.
Mejores prácticas para minimizar el levantamiento de los bordes y burbujas
Te�ón
Etiqueta
Botella
Plástico / Caucho
Metal
14

Glosario de términos
Prueba de Contacto Adhesivo: Realizado utilizando un software de procesamiento de imagen (Sherlock Vision System Software). Se midió razón en píxeles en adhesivos humedecidos contra razón en píxeles de adhesivos no humedecidos para obtener un% de contacto del adhesivo.
Resistencia a la Abrasión: Es el nivel que el papel resiste el deterioro por frotación, manoseo y arañazos.
Capa de recubrimiento: Una técnica de finalización en la que la cara del papel está revestida y seca sobre la presión de un cilindro muy pulido. Los papeles con capa de revestimiento tienen un acabado en una finalización en esmalte de alto brillo.
Embossing: Presión en una superficie de impresión para crear una imagen en relieve.
Cara del papel: La capa superior o capa de impresión de una etiqueta.
Gloss: Una medida de un espectro de reflectancia de la luz de la superficie de la etiqueta, usualmente expresada por ‘gloss’, ‘bajo brillo’, ‘alto brillo’ o ‘matte’.
Grano: Una característica de la cara del papel refiriéndose a cuál dirección tienen la mayoría de las fibras del mismo.
Zona Sin Textura (Sin Fibra, Sin Venas): un mínimo de 5 mm de zona sin relieve medida a partir de cada borde para auxiliar en la adherencia.
Prueba del cubo de hielo (Ice Bucket): Es una prueba de rendimiento para verificar la resistencia de la etiqueta contra la humedad durante una inmersión en agua. En esta prueba, botellas etiquetadas se sumergieron en un baño de 50/50 hielo / agua por hasta 12 horas. La falla puede incluir el levantamiento de los bordes de la etiqueta, laminación, aparición de buerbujas, etc.
(Tack) Adhesión inicial: El ‘pegado’ inicial del adhesivo al sustrato.
Liner: Sustrato de papel o Pet que sirve para llevar el papel o las etiquetas.
Orientación de la dirección de la máquina (MDO): una propiedad de un filme extruido, logrado por un estiramiento del film en la dirección que la máquina fluye para aumentar sus propiedades finales, por ejemplo: conformabilidad.
Prueba de Mandrel: una prueba agresiva usada para determinar la aptitud de un adhesivo y el papel. Ideal para aplicaciones en curvas cerradas, por ejemplo: aplicación de etiquetas de cuello.
Aplicador Multicamadas: bloque de aplicación en una parte, hecho de varias capas (metal, plástico, teflón) presionando de una punta de la etiqueta a otra.
Rótulos de Cuello: Una excelente adherencia inicial es necesaria para aplicaciones de etiquetas de cuello. La prueba en el diseño de la etiqueta es esencial, ya que varios factores afectarán el rendimiento, como la rigidez del papel, la tinta, y la cobertura del barniz, tamaño de la superposición de la etiqueta, temperatura de embotellado, y los niveles de revestimiento de la botella.
Potencial de Remoción: Se refiere a la fuerza por unidad de anchura requerida para romper la adherencia entre el etiquetado y el contenedor. Esto se expresa a menudo en un grado específico y una tasa de descenso sobre condiciones de un ambiente controlado.
Reverse glue flap: Un área de al menos 1.5 cm, libre de barniz, con una pequeña área sin tinta, al lado izquierdo de la etiqueta para ayudar a su adherencia.
Reposicionamiento en Corto Tiempo: Adherencia inicial baja que permite quitar / reposicionar las etiquetas mal colocadas antes de la adhesión total.
Fuerza de Tensión: la fuerza necesaria para rasgar / romper la etiqueta cuando se tira en direcciones opuestas.
Adhesión Total: el nivel de la adhesión final alcanzada por la etiqueta, normalmente después de 48 horas al etiquetado.
(Wash Off) Remoción en el agua: La etiqueta y el adhesivo serán removidos de los recipientes de vidrio o plástico cuando se sumergen en una solución alcalina o causante durante cinco minutos. No todos los adhesivos cumplen con esta función.
Resistencia a la humedad: Para un rotulado en ambientes húmedos o cuando la condensación está presente en las botellas en el momento de la rotulación. Los secadores al aire se recomiendan para situaciones de extrema humedad.
Resistencia a la humedad: Describe el papel que tienen químicos y / o componentes físicos que mejoran la resistencia de humedad. Las fibras del papel conservan su adherencia incluso cuando se moja, y el potencial de humedad no debe confundirse con características de bajo rendimiento contra la resistencia al agua.
Aplicador Zed: Bloque de aplicación en dos partes, empujando desde el centro de la etiqueta hacia los bordes.
15
PROTOCOLO DE PRUEBA DE SPRAY
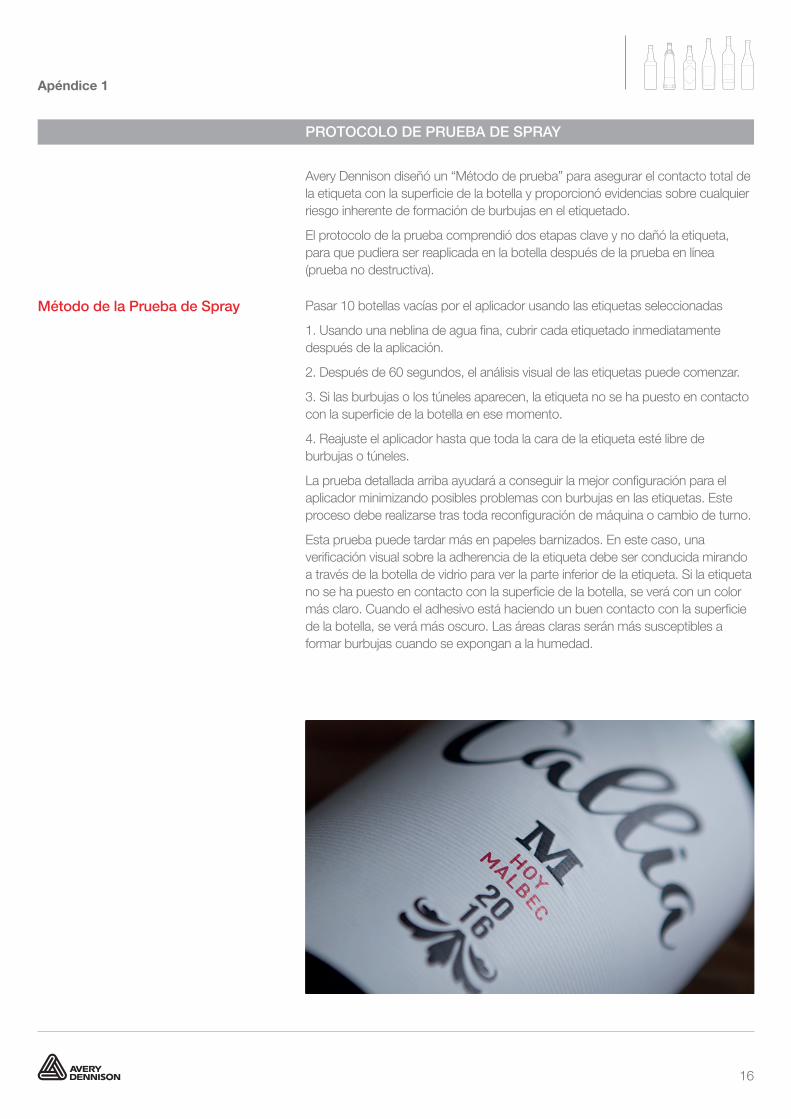
Avery Dennison diseñó un “Método de prueba” para asegurar el contacto total de la etiqueta con la superficie de la botella y proporcionó evidencias sobre cualquier riesgo inherente de formación de burbujas en el etiquetado.
El protocolo de la prueba comprendió dos etapas clave y no dañó la etiqueta, para que pudiera ser reaplicada en la botella después de la prueba en línea (prueba no destructiva).
Pasar 10 botellas vacías por el aplicador usando las etiquetas seleccionadas
1. Usando una neblina de agua fina, cubrir cada etiquetado inmediatamente después de la aplicación.
2. Después de 60 segundos, el análisis visual de las etiquetas puede comenzar.
3. Si las burbujas o los túneles aparecen, la etiqueta no se ha puesto en contacto con la superficie de la botella en ese momento.
4. Reajuste el aplicador hasta que toda la cara de la etiqueta esté libre de burbujas o túneles.
La prueba detallada arriba ayudará a conseguir la mejor configuración para el aplicador minimizando posibles problemas con burbujas en las etiquetas. Este proceso debe realizarse tras toda reconfiguración de máquina o cambio de turno.
Esta prueba puede tardar más en papeles barnizados. En este caso, una verificación visual sobre la adherencia de la etiqueta debe ser conducida mirando a través de la botella de vidrio para ver la parte inferior de la etiqueta. Si la etiqueta no se ha puesto en contacto con la superficie de la botella, se verá con un color más claro. Cuando el adhesivo está haciendo un buen contacto con la superficie de la botella, se verá más oscuro. Las áreas claras serán más susceptibles a formar burbujas cuando se expongan a la humedad.
Método de la Prueba de Spray
Apéndice 1
16

TEST FRAPPÉ (ICE BUCKET)
Esta es la prueba más importante en un material para Vinos. Con el fin de obtener resultados homogéneos y comparables, se somete al adhesivo a una situación crítica de mercado. Las pruebas se realizan con material sin convertir (impresión o relieve)*.
17
A
> Limpie la superficie de la botella con alcohol y déjela evaporar.
24 hs
E
> Espere 24 hs. Esto asegurará que las propiedades deladhesivo actúen demanera correcta.
D
> Aplique presión so-bre la etiqueta para evitar dejar aire entre el frontal y el vidrio.
B
> Limpie la botella con agua y déjela secar.
F
> Sumerja la botella en agua y hielo con una temperatura entre 0 y 5°C.
C
> Aplique la etiqueta sin tocar el adhesivo con los dedos.
G
> Controle la etique-ta cada 15 minutos durante la primera hora y luego cada 60 minutos por 5 horas.
Teste ok
La etiqueta no se debe despegar y tampoco se deben formar burbujas. No debe haber movimientos de la etiqueta sobre la botella durante el test.
No está ok
Cuando el papel pierde opacidad debajo de niveles óptimos.
Resultados Si el papel se rompe y el adhesivo permanece en la botella, significa que el mismo mantuvo las propiedades originales. Esto es prueba de un adhesivo robusto y resistente con propiedades seguras para los usuarios finales. Si bien esto no es parte del test original, desde Avery Dennison lo creemos necesario para elevar los estándares y brindar un mejor desempeño.
Apéndice 2
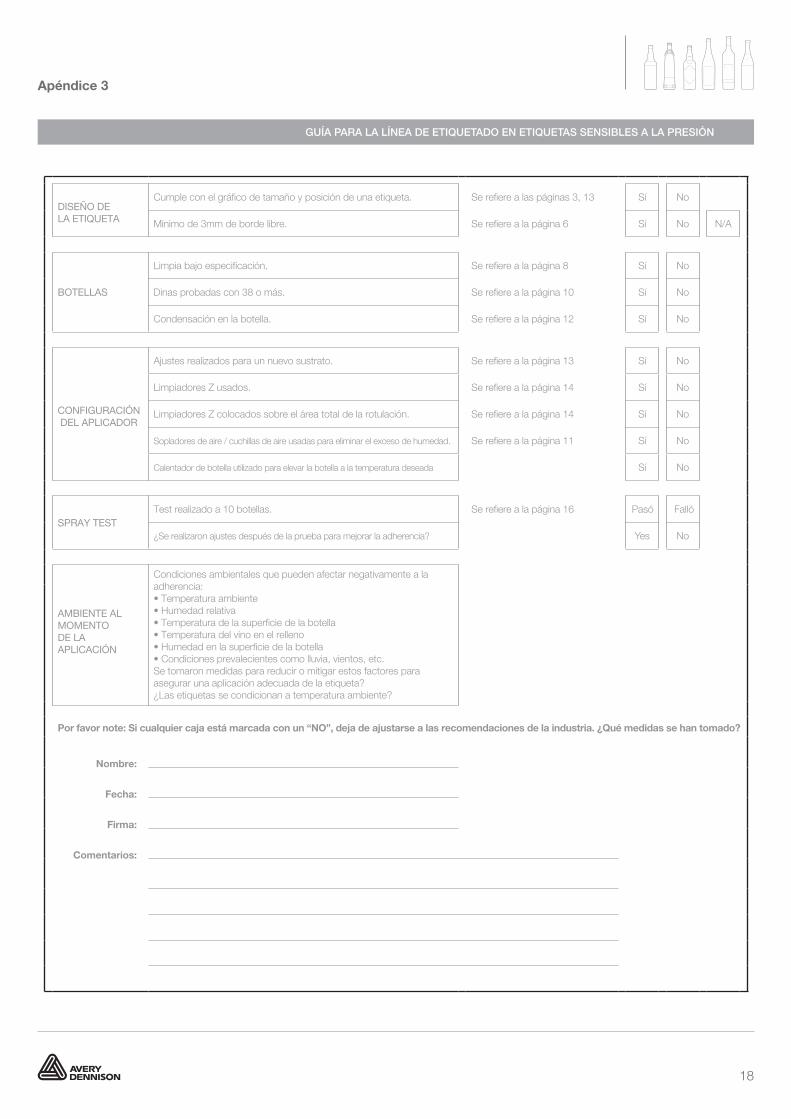
GUÍA PARA LA LÍNEA DE ETIQUETADO EN ETIQUETAS SENSIBLES A LA PRESIÓN
Apéndice 3
DISEÑO DELA ETIQUETA
Cumple con el grá�co de tamaño y posición de una etiqueta. Se re�ere a las páginas 3, 13 Sí
Sí
Sí
Sí
Sí
Sí
Sí
Sí
Sí
Sí
No
Mínimo de 3mm de borde libre. Se re�ere a la página 6 No N/A
BOTELLAS
Limpia bajo especi�cación. Se re�ere a la página 8 No
Dinas probadas con 38 o más. Se re�ere a la página 10 No
Condensación en la botella. Se re�ere a la página 12 No
CONFIGURACIÓN DEL APLICADOR
Ajustes realizados para un nuevo sustrato. Se re�ere a la página 13 No
Limpiadores Z usados. Se re�ere a la página 14 No
Limpiadores Z colocados sobre el área total de la rotulación. Se re�ere a la página 14 No
Sopladores de aire / cuchillas de aire usadas para eliminar el exceso de humedad. Se re�ere a la página 11 No
Calentador de botella utilizado para elevar la botella a la temperatura deseada No
SPRAY TEST Test realizado a 10 botellas. Se re�ere a la página 16 Pasó Falló
¿Se realizaron ajustes después de la prueba para mejorar la adherencia? Yes No
AMBIENTE ALMOMENTODE LAAPLICACIÓN
Por favor note: Si cualquier caja está marcada con un “NO”, deja de ajustarse a las recomendaciones de la industria. ¿Qué medidas se han tomado?
Nombre:
Fecha:
Firma:
Comentarios:
Condiciones ambientales que pueden afectar negativamente a laadherencia:• Temperatura ambiente• Humedad relativa • Temperatura de la super�cie de la botella• Temperatura del vino en el relleno• Humedad en la super�cie de la botella• Condiciones prevalecientes como lluvia, vientos, etc.Se tomaron medidas para reducir o mitigar estos factores para asegurar una aplicación adecuada de la etiqueta?¿Las etiquetas se condicionan a temperatura ambiente?
18

Toda la información proporcionada en esta publicación y todas las declaraciones, información técnica y recomendaciones de Avery Dennison acerca de nuestros productos se basan en pruebas acreditadas para ser confiables, pero no constituye una garantía. Todos los productos se suministran sobre la base de que el comprador tenga independientemente el tamaño de dicho producto para la intención del comprador y su aplicación.
Aviso legal Avery Dennison ha utilizado todos los cuidados y habilidades al preparar estas directrices, pero no es una garantía, expresa o implícita, de la precisión o la completitud de la información contenida en dicha publicación. Excepto la medida en que Avery Dennison está prevenida por la ley de limitar la responsabilidad por cualquier pérdida, Avery Dennison no se hará responsable de cualquier pérdida sufrida por cualquier persona usando (sea directamente o indirectamente) o confiando (completamente o parcialmente) en esa publicación, sea esa pérdida proveniente de la negligencia de Avery Dennison o cualquier otra forma. Cualquier persona que utilice esta publicación debe verificar independientemente su precisión, actualización, cabida al uso y completitud de la información antes de confiar en ella. La información contenida en esta publicación es correcta a partir del 1º de agosto de 2018 y está apto para el cambio sin previo aviso. Avery Dennison reserva todos los derechos en este único aviso legal y sin ninguna obligación de hacer mejoras o corregir cualquier error u omisión en cualquier parte de estas directrices. Avery Dennison no es responsable de garantizar que reciba cualquier otra actualización de esta publicación.
Avery Dennison y todas las demás marcas o programas de servicio Avery Dennison son marcas registradas de Avery Dennison Corporation.
Australia
1124 Centre RoadOakleigh SouthVictoria, Australia+613 9271 0300
Asia Pacific
Asia y el Pacífico32 / F., Skyline Tower39 Wang Kwong RoadKowloon Bay, KowloonHong Kong+852 2802-9618
Europa
Willem Einthovenstraat 112342 BH OegstgeestPaíses Bajos+31 85 000 2000
Latin America
BrasilViracopos, KM 77CEP 13280-000Vinhedo - SP, Brazil+55 19 3876-7600
América del norte
8080 Norton ParkwayMentor, OH 44060+1 440 358 3700
Latin America
ArgentinaRuta panamericana 288047 (B1611HGF) Don Torcuato Buenos Aires, Argentina+54-11 5544-6400 19