control estadÍstico de la calidad - … · grÁfico np (n constante) para controlar el nÚmero de...
TRANSCRIPT
CONTROL ESTADÍSTICO
DE LA CALIDAD
GRÁFICOS DE CONTROL

CONTROL DE CALIDAD
Calidad significa idoneidad de uso, está determinada
por la interacción de la calidad del diseño y la
calidad de conformidad
Nivel de desempeño,
de confiabilidad y de
servicio
Reducción de
variabilidad y
eliminación de
defectos
La mejora de calidad significa la eliminación de desperdicio

1. Clasificación de los métodos estadísticos de control de calidad
2. Gráficos de control: concepto, estructura, interpretación.
3. Gráficos de control por variables
4. Gráficos de control por atributos.
5. Interpretación de los gráficos de control.
6. Etapas del Control Estadístico de Procesos.
7. Capacidad del proceso.
CONTENIDO

CLASIFICACIÓN DE LOS MÉTODOS
ESTADÍSTICOS DE C.C.
Control Estadístico de Procesos
(gráficos de control)
Muestreo de aceptación
El muestreo de aceptación se
aplica en situaciones en donde
existe una relación ente
consumidor y productor. No
mejora la calidad. Atributos
Atributos
Variables
Variables

GRÁFICO DE CONTROL
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1 3 5 7 9 11 13 15 17 19 21 23 25
Número de muestra
Cara
cte
rísti
ca d
e c
ali
dad
Límite
superior
de control
Línea
central
Límite
inferior de
control
Detecta
variaciones
de la
calidad de
un producto,
durante un
proceso de
fabricación

EJEMPLO
Supongamos que tenemos una máquina
inyectora que produce piezas de plástico, por
ejemplo de PVC.
El peso de la pieza
de plástico, porque
indica la cantidad de
PVC que la máquina
inyectó en la matriz.
¿QUÉ CARACTERÍSTICA DE CALIDAD ANALIZAR?
Cantidad poca de PVC,
pieza de plástico
deficiente.
Cantidad excesiva, la
producción se encarece.
Consume mas materia
prima.

1
68 gr.
2
65 gr.
3
89 gr.
4
57 gr.
En el lugar de salida de las piezas hay un operario que cada
30` pesa la pieza y registra la observación
¿Cómo podemos distinguir si las fluctuaciones se
producen por la variación natural del proceso o porque
el mismo ya no está funcionando bien?
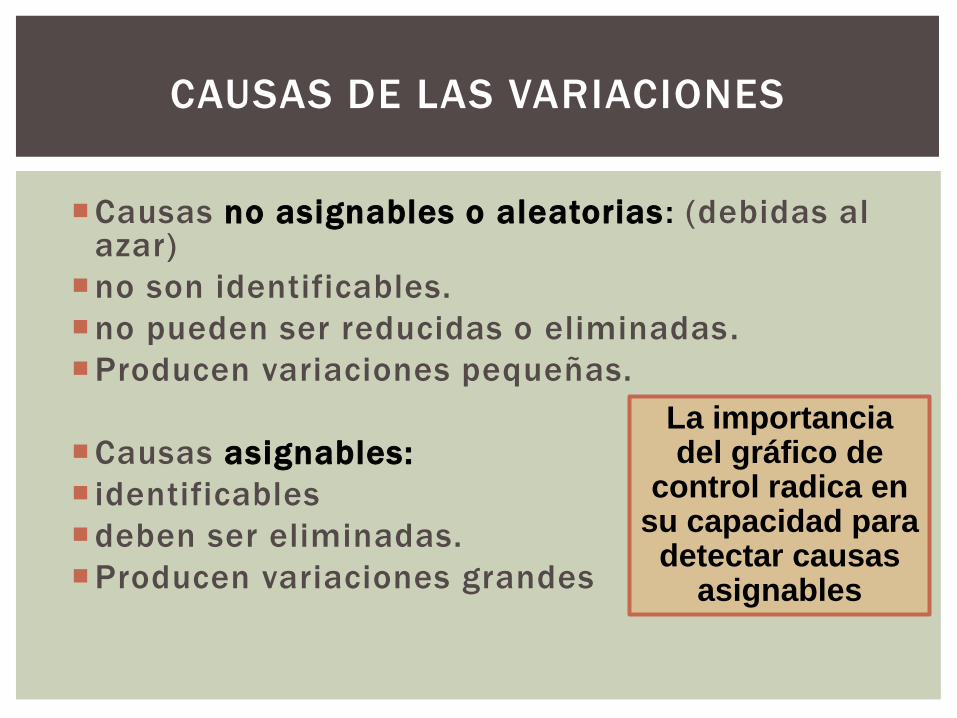
Causas no asignables o aleatorias: (debidas al azar)
no son identificables.
no pueden ser reducidas o eliminadas.
Producen variaciones pequeñas.
Causas asignables:
identificables
deben ser eliminadas.
Producen variaciones grandes
CAUSAS DE LAS VARIACIONES
La importancia del gráfico de
control radica en su capacidad para
detectar causas asignables

causas asignables
Bajo control
causas aleatorias
fuera de control.
Un gráfico de control permite IDENTIFICAR causas

Gráficos - R
La característica de calidad que se desea controlar
es una variable continua.
Se requieren N muestras de tamaño n.
Ejemplo: Una fábrica que produce piezas cilíndricas
de madera. La característica de calidad que se
desea controlar es el diámetro.
GRÁFICOS DE CONTROL POR MEDICIÓN
DE VARIABLES
x

Nro Muestra x1 x2 x3 x4 suma R
1 68 65 89 57 279 69,75 32 2 73 78 67 81 299 74,75 14 3 61 78 73 68 280 70 17 4 66 62 73 60 261 65,25 13 5 96 80 82 74 332 83 22 6 79 67 73 94 313 78,25 27 7 65 75 87 75 302 75,5 22 8 86 88 75 78 327 81,75 13 9 84 75 61 88 308 77 27
10 79 82 97 72 330 82,5 25 11 90 95 95 62 342 85,5 33 12 93 85 69 76 323 80,75 24 13 62 78 60 88 288 72 28 14 77 63 76 59 275 68,75 18 15 79 85 60 53 277 69,25 32 16 65 63 71 85 284 71 22 17 76 68 75 93 312 78 25 18 75 83 74 75 307 76,75 9 19 76 71 77 72 296 74 6 20 62 78 71 74 285 71,25 16
N
XX
i
N
RR
i
N número
de
muestras

RA2XLIC
CÁLCULO DE LOS LÍMITES DE CONTROL
RA2XLSC
XCentralLínea
xPara
RLSC 4D
RCentralLínea
RLIC 3D
RPara
Se considera por el ejemplo, n = 4 A2 =0,729
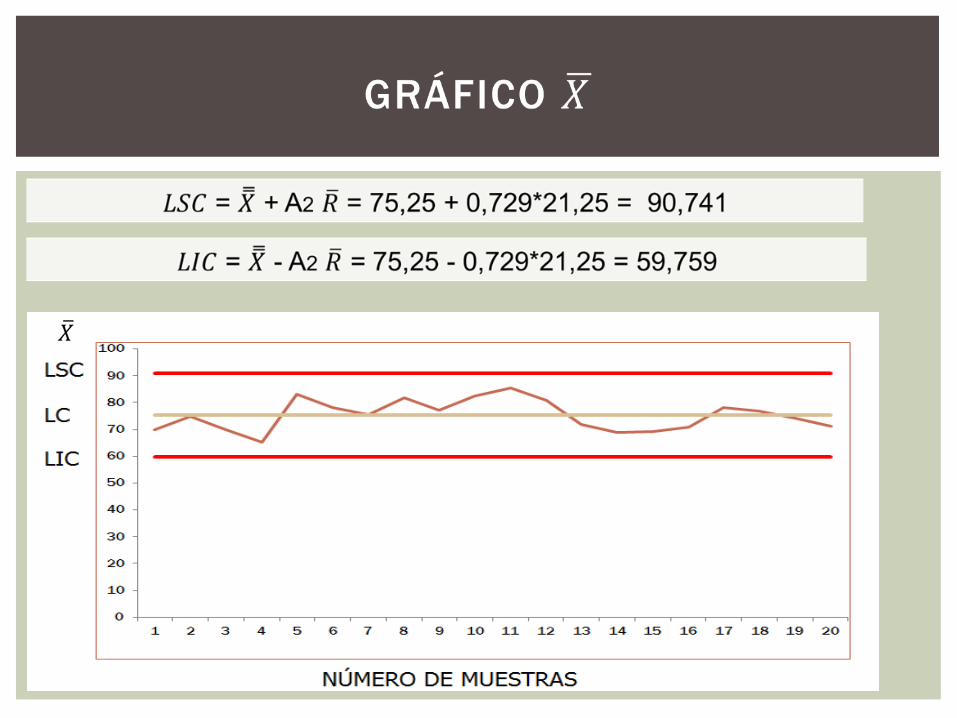

GRÁFICO R
4LSC R 2,282.21,25 48,493D RCentralLínea 3LIC R 0.21,25 0D

Los datos se obtienen luego de un intervalo prolongado.
El agrupamiento en subgrupos no resulta efectivo.
El lote se evalúa mediante una única medición.
Debe haber por lo menos 15 valores de Medición.
Se calculan los rangos móviles calculando el valor
absoluto de la diferencia entre el 1 y el 2 valor y así
sucesivamente.
Se calcula el promedio de los datos ( x ) y el promedio
de los rangos móviles.
GRÁFICO X DE RANGOS MÓVILES

X Rs
133,5 16
117,5 6,5
124 2,5
126,5 6
132,5 2
130,5 12,5
118 8,5
126,5 1
127,5 6
133,5 2
131,5 3
128,5 4,5
124 0
124 13
137 6,5
143,5 11
GRÁFICO DE RANGOS MÓVILES
X Rs
132,5 1
133,5 0,5
133 6,5
126,5 0,5
126 9,5
135,5 14
121,5 9,5
131 4,5
135,5 4
131,5 4,5
136 8
128 0,5
127,5 1,5
126 1
125 1,5
123,5 6,5
130 0
130

GRÁFICO DE RANGOS MÓVILES
Se utilizan para controlar características
de calidad que no pueden ser medidas,
dan lugar a una clasificación del producto:
defectuoso o no defectuoso
Tipos :
Gráfico p, gráfico np
gráfico c y gráfico u
GRÁFICOS DE CONTROL POR ATRIBUTOS
Se usa para
estudiar la
variación de
la
proporción
de artículos
defectuosos.
GRÁFICO P
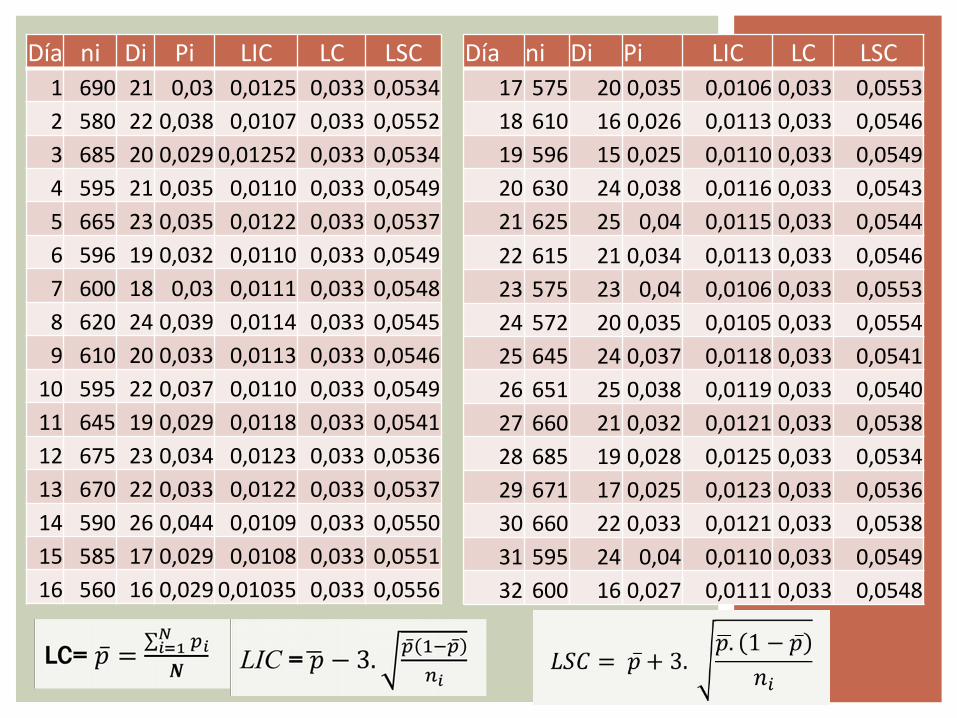
Día ni Di Pi LIC LC LSC
17 575 20 0,035 0,0106 0,033 0,0553
18 610 16 0,026 0,0113 0,033 0,0546
19 596 15 0,025 0,0110 0,033 0,0549
20 630 24 0,038 0,0116 0,033 0,0543
21 625 25 0,04 0,0115 0,033 0,0544
22 615 21 0,034 0,0113 0,033 0,0546
23 575 23 0,04 0,0106 0,033 0,0553
24 572 20 0,035 0,0105 0,033 0,0554
25 645 24 0,037 0,0118 0,033 0,0541
26 651 25 0,038 0,0119 0,033 0,0540
27 660 21 0,032 0,0121 0,033 0,0538
28 685 19 0,028 0,0125 0,033 0,0534
29 671 17 0,025 0,0123 0,033 0,0536
30 660 22 0,033 0,0121 0,033 0,0538
31 595 24 0,04 0,0110 0,033 0,0549
32 600 16 0,027 0,0111 0,033 0,0548
Día ni Di Pi LIC LC LSC
1 690 21 0,03 0,0125 0,033 0,0534
2 580 22 0,038 0,0107 0,033 0,0552
3 685 20 0,029 0,01252 0,033 0,0534
4 595 21 0,035 0,0110 0,033 0,0549
5 665 23 0,035 0,0122 0,033 0,0537
6 596 19 0,032 0,0110 0,033 0,0549
7 600 18 0,03 0,0111 0,033 0,0548
8 620 24 0,039 0,0114 0,033 0,0545
9 610 20 0,033 0,0113 0,033 0,0546
10 595 22 0,037 0,0110 0,033 0,0549
11 645 19 0,029 0,0118 0,033 0,0541
12 675 23 0,034 0,0123 0,033 0,0536
13 670 22 0,033 0,0122 0,033 0,0537
14 590 26 0,044 0,0109 0,033 0,0550
15 585 17 0,029 0,0108 0,033 0,0551
16 560 16 0,029 0,01035 0,033 0,0556

GRÁFICO P
PARA
MUESTRAS
DE DISTINTOS
TAMAÑOS
Si los tamaños
ni son
parecidos, los ni
de LSC Y LIC se
pueden
aproximar con

(1 )3LIC
p pp
n
LÍMITES DE CONTROL
PARA EL GRÁFICO P PARA MUESTRAS DEL
MISMO TAMAÑO
(1 )3
p pLSC p
n
LC p

EJEMPLO DE GRÁFICO NP
Supongamos un proceso que fabrica tornillos.
Una manera de ensayar cada tornillo sería
probarlo con una rosca calibrada.
Si el tornillo no entra en la rosca, se le considera
defectuoso o disconforme.
Para controlar este proceso, se pueden tomar
muestras de 100 tornillos y contar el número de
defectuosos presentes en cada muestra.

Dia n np=D
1 100 4
2 100 2
3 100 0
4 100 5
5 100 3
6 100 2
7 100 4
8 100 3
9 100 2
10 100 6
11 100 1
12 100 4
GRÁFICO NP (n CONSTANTE)
PARA CONTROLAR EL NÚMERO DE ARTICULOS
DEFECTUOSOS EN UNA MUESTRA
13 100 1
14 100 0
15 100 2
16 100 3
17 100 1
18 100 6
19 100 1
20 100 3
21 100 3
22 100 2
23 100 0
24 100 7
25 100 3
1. 2,72
N
i
i
D
LC n pN
ii
Dp np D
n

Para
muestras
del
mismo
tamaño
GRÁFICO
NP
LIC = 0 porque LIC< 0
3 1LIC np np p
=2,72 - 3*(2,72*(1-0,0272)^0,5) < 0
3 1 7,59LSC np np p
np

Defecto:
es la no conformidad con algún requisito
Unidad defectuosa:
un elemento que contiene uno ó más defectos.
Se basa en el número de defectos por artículo.
Ejemplo: número de defectos por pieza de madera (manchas, grietas, torceduras).
Se inspecciona una pieza y se cuenta cuantos defectos tiene.
GRÁFICO C

Muestra Ci nro defectos LIC LC LSC
1 6 0 8 16,4852
2 4 0 8 16,4852
3 8 0 8 16,4852
4 10 0 8 16,4852
5 9 0 8 16,4852
6 12 0 8 16,4852
7 16 0 8 16,4852
8 2 0 8 16,4852
9 3 0 8 16,4852
10 10 0 8 16,4852
11 9 0 8 16,4852
12 15 0 8 16,4852
13 8 0 8 16,4852
14 10 0 8 16,4852
15 8 0 8 16,4852
16 2 0 8 16,4852
17 7 0 8 16,4852
18 1 0 8 16,4852
19 7 0 8 16,4852
20 13 0 8 16,4852
Controla el
número de
defectos
por unidad
para
muestras
de igual
tamaño
GRÁFICO
C
N
CC
i
3LSC C C
3LIC C C

GRÁFICO C
8LC C
3 16,485LSC C C 3 0LIC C C

3 / iLSC u u n
GRÁFICO U
3 / iLIC u u n

Muestra ni C ui= C/ni LIC LC LSC
1 5 6 1,2 0 1,535 3,197
2 5 4 0,8 0 1,535 3,197
3 5 8 1,6 0 1,535 3,197
4 5 10 2 -0 1,535 3,197
5 8 9 1,125 0,2208 1,535 2,8491
6 6 12 2 0,0176 1,535 3,0523
7 4 16 4 0 1,535 3,3934
8 4 2 0,5 0 1,535 3,393
9 4 3 0,75 0 1,535 3,3934
10 4 10 2,5 0 1,535 3,393
11 6 9 1,5 0,0176 1,535 3,0523
12 6 15 2,5 0,017 1,535 3,0523
13 5 8 1,6 0 1,535 3,197
14 5 10 2 0 1,535 3,197
15 8 8 1 0,220 1,535 2,849
16 6 3 0,5 0,0176 1,535 3,052
17 8 7 0,875 0,220 1,535 2,849
18 4 1 0,25 0,323 1,535 3,3934
19 5 7 1,4 -0,1272 1,535 3,197
20 5 13 2,6 -0,12722 1,535 3,1972
Controla el
número de
defectos
por unidad
para
muestras
de tamaño
VARIABLE
GRÁFICO
U
3 / iLSC u u n
3 / iLIC u u n

GRÁFICO U
3 / iLSC u u n
3 / iLIC u u n

Posibles
causas
asignables
INTERPRE
TACIÓN DE
LOS
GRÁFICOS
DE
CONTROL

TRES REGLAS EMPÍRICAS PARA DETECTAR A
TIEMPO LOS CAMBIOS DE LOS PROCESOS
Se divide
la región
entre la
línea
central y
cada línea
de control
en tres
partes
iguales:
CAMBIO REPENTINO EN EL PROMEDIO DE
UN PROCESO
0
1
2
3
4
5
6
1 3 5 7 9 11 13 15 17 19 21
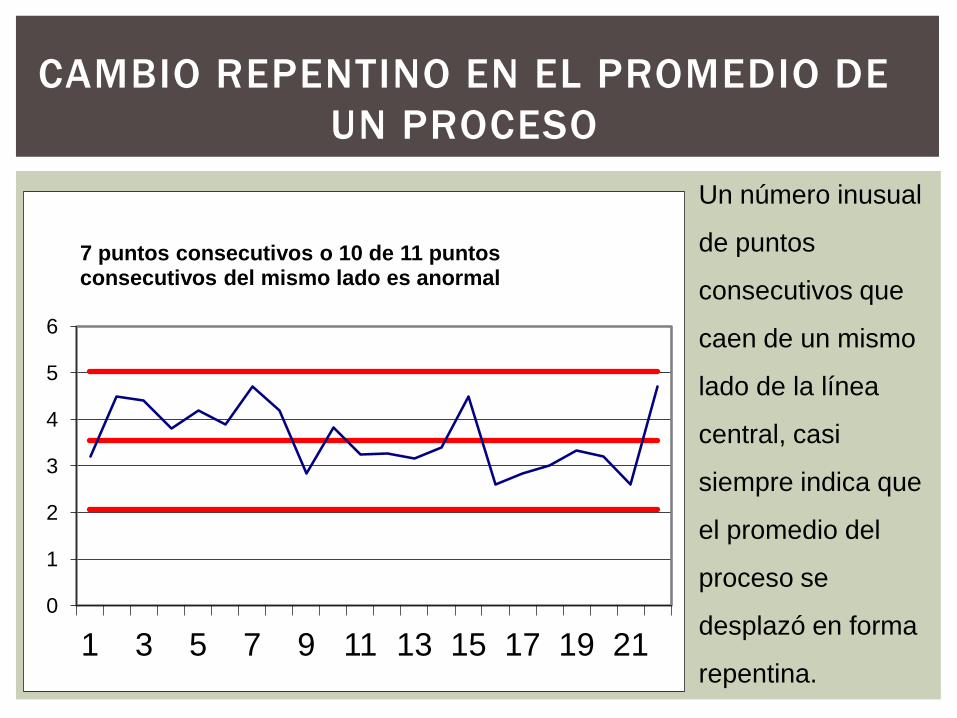
7 puntos consecutivos o 10 de 11 puntos consecutivos del mismo lado es anormal
Un número inusual
de puntos
consecutivos que
caen de un mismo
lado de la línea
central, casi
siempre indica que
el promedio del
proceso se
desplazó en forma
repentina.

La periodicidad es la tendencia zigzagueante de los datos hacia
ambos lados de la línea central en forma repetitiva.
Los períodos o ciclos son
patrones cortos repetidos,
que alternan crestas elevadas
y valles bajos Las causas
pueden ser:
• Cambios periódicos en el
ambiente
• Rotación de operarios o .la
fatiga al final del turno
• Diiferentes equipos de
medición utilizados
• Diferencias entre los turnos
de la mañana y noche.
• Cambios de temperatura y
humedad.
PERIODICIDAD O CICLOS

0
1
2
3
4
5
6
1 3 5 7 9 11 13 15 17 19 21
TENDENCIAS
Una tendencia es el
resultado de alguna causa
que afecta en forma gradual
las características de calidad
del producto.
Puede darse por :
• Deterioro gradual del
equipo de producción
• Acumulación de
desperdicios
• Calentamiento de
máquinas
• Cambios de condiciones
ambientales
• Mejora en las habilidades
de operario

ABRAZANDO LA LÍNEA CENTRAL
Si la mayor parte de los puntos se al inean dentro de la
fa ja central de las l ineas 1,5 , e l lo se debe a un
agrupamiento inadecuado de los subgrupos, Una causa
común es que la muestra inc luya un elemento tomado
s istemáticamente de cada una de var ias máquinas,
operadores, e jes, etc .
0
1
2
3
4
5
6
1 3 5 7 9 11 13 15 17 19 21
UN PUNTO FUERA DE LOS LÍMITES DE
CONTROL
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
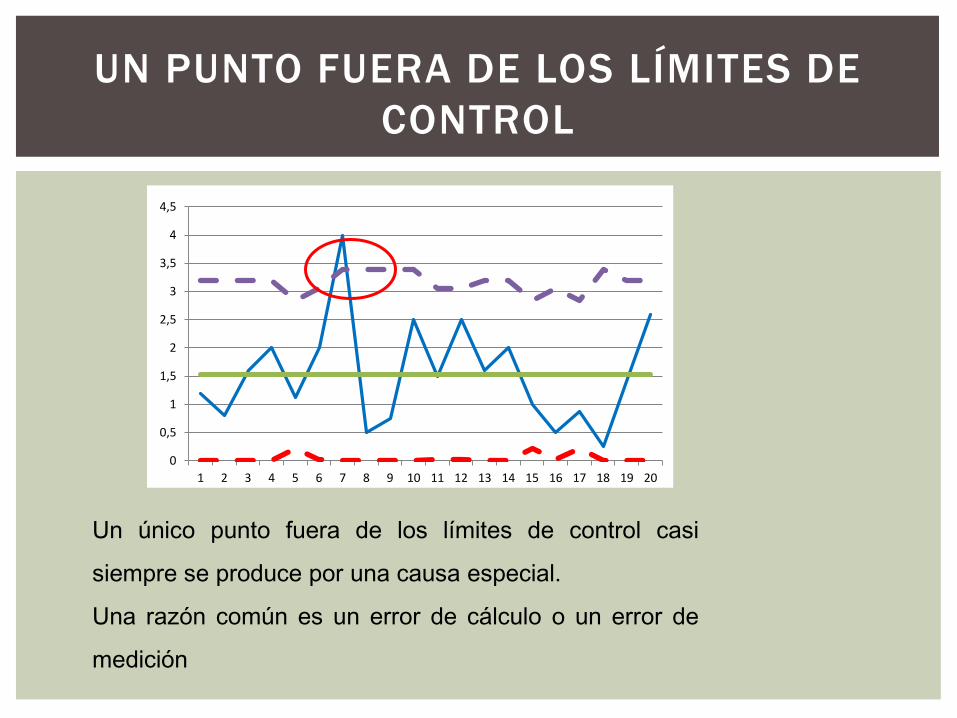
Un único punto fuera de los límites de control casi
siempre se produce por una causa especial.
Una razón común es un error de cálculo o un error de
medición

INESTABILIDAD
Se caracteriza por fluctuaciones erráticas en ambos lados del cuadro durante
un tiempo. Es común que los puntos caigan fuera de los límites sin un patrón
consistente. Una causa frecuente de inestabilidad es el ajuste excesivo de
una máquina.

ETAPAS DEL CONTROL ESTADÍSTICO
DE PROCESOS
Control
estadístico
Etapa 1:
Ajuste del
proceso
Etapa 2:
Control del
proceso
Se recogen unas 100-200 mediciones y se realiza un
gráfico de control.
a) Si el proceso está bajo control: se adoptan los
límites de control.
b) Si aparecen dos o tres puntos fuera de control se
eliminan y se calculan nuevos límites.
c) Si las observaciones no siguen un patrón
aleatorio, investigar, eliminar causas asignables y
comenzar nuevamente el proceso de ajuste.
Etapa 1: Ajuste del proceso y se

Las nuevas observaciones del proceso productivo se
registran en gráficos de control con los límites
establecidos en la etapa 1.
Si el proceso se sale de control, se detiene y se
investigan las causas.
Eliminada la causa del problema se continua la
producción .
Etapa 2: Control del proceso
Los limites de tolerancia ó límites de especificación
determinan la capacidad del proceso.
Los límites de especificación los fija el exportador, la
empresa, etc.
Capacidad del proceso: Cp= LSC - LIC
6
donde es un dato histórico
Un proceso es :
adecuado si 1< Cp 1,33
Satisfactorio si Cp >1.33
Insatisfactorio, si Cp <1
CAPACIDAD DEL PROCESO