control estadistico aplicado a procesos metalurgico mineros
TRANSCRIPT

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 1/25
CONTROL ESTADISTICO APLICADO APROCESOS METALURGICO MINEROS
La calidad es inversamente proporcional a la variabilidad. En el caso de los
procesos metalúrgicos podemos afirmar que a mayor variabilidad, menorcalidad. La mala calidad provoca importantes pérdidas económicas, desprestigio y
pérdida de clientes.
¿Cómo disminuir las pérdidas económicas que genera la mala calidad? Larespuesta a esta interrogante la podemos encontrar en la aplicación delControl Estadístico a los procesos productivos y administrativos.
El Control Estadístico de Procesos es una poderosa herramienta que mediante su
correcta aplicación permite mejorar la calidad, controlar pérdidas y generar
oportunidades de innovación. Sin embargo, esta poderosa herramienta funciona
sólo si los sistemas de generación de datos (Muestreo, preparación de muestras y
análisis químico) operan con bajo error y además, se reemplaza la media
aritmética como sistema de medida de la calidad de los procesos por el
Cumplimiento de las Especificaciones de los procesos.
En las páginas siguientes se mostrarán ejemplos de la aplicación del Control
Estadístico de Procesos a procesos metalúrgicos basados en datos reales.
INTRODUCCIÓN
Esta página está destinada a mostrar las ventajas económicas que se pueden obtener al aplicar
el Control Estadístico de Procesos (CEP) a los procesos minero-metalúrgicos (Chancado,
molienda, flotación, filtrado, fusión, conversión, refinación, etc.) y otros procesos como los del
cemento, cal, celulosa y otros. Además se puede aplicar a los procesos de servicios. A los
beneficios económicos se pueden agregar un mejoramiento en la calidad de los productos y
servicios obtenidos, en la productividad, en la competitividad, en la reducción de pérdidas y,
algo muy importante, la obtención de respaldo para la medición y las acciones de control del
medioambiente que las empresas implementen.
Dadas las exigencias actuales fijadas por las autoridades gubernamentales, es de vital
importancia el respaldo mencionado puesto que entrega argumentos a los representantes
legales de las empresas para demostrar que las distintas emisiones de contaminantes
derivadas de su accionar se encuentran dentro de los límites establecidos por las autoridades.
Por supuesto, esto también puede ser usado por las autoridades gubernamentales encargadas
de velar por la calidad del medioambiente. Eliminando los controles actuales a través de la
media aritmética y mediante el control a través de un porcentaje del cumplimiento de las
especificaciones se puede asegurar que las empresas cumplan realmente las normativas
vigentes.
5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 2/25
Para que el CEP se pueda aplicar con eficacia es fundamental que el muestreo sea de calidad y
que sea representativo de los procesos. Si se realiza un somero análisis veremos que la mayor
parte de las acciones de relevancia económica de las empresas parten con el muestreo. El
minero que vende su mineral, la planta que compra el mineral, el que quiere vender una mina,
comprar un producto, vender un producto, cambiar de tecnología, comprar equipos nuevos,
los responsables de proyectos, los trabajadores que esperan el pago de sus bonos de
producción, etc. etc. Todos, de alguna forma, se inician con un muestreo inicial o están
relacionados con el muestreo.
El sistema de control propuesto aquí es también de gran interés para los accionistas,
inversionistas en general, que han invertido sus ahorros en instrumentos financieros de
distintas empresas con la expectativa de obtener la mejor rentabilidad posible para sus
dineros. Como se verá más adelante, también se les entregarán argumentos para que los
hagan valer en las juntas de accionistas, en las cuales los directivos escogidos por ellos mismos
y con muy buenos sueldos, dan cuenta de las marchas de las empresas.
Los trabajadores y sus representantes sindicales también pueden obtener beneficios en la
lectura de esta página, pues la forma en que se pueden ver los procesos y sus resultados son
mucho más amigables y fáciles de comprender que de la forma tradicional actual. Esto les
permitirá defender en mejor forma sus derechos y obtener mejores condiciones laborales. No
deben olvidar que en los buenos resultados de sus empresas no sólo están involucrados sus
sueldos, sino que también en sus contratos están incluidas gratificaciones, bonos de
producción y otros.
Las Compañías Aseguradoras también pueden obtener beneficios de esta página puesto que al
controlar el cumplimiento de los contratos con sus clientes a través del cumplimiento de las
especificaciones los siniestros a pagar debieran disminuir, debido a que las empresas se hacen
más transparentes y fáciles de controlar en las revisiones semestrales o anuales establecidas
en los contratos.
CONDICIONES POSIBLES EN QUE SE PUEDE ENCONTRAR UN PROCESO.
Es importante recordar que los procesos generalmente se encuentran en una deestas tres condiciones:
y Donde ³creemos ³que el proceso se encuentra.y Donde realmente se encuentra el proceso.y Donde deseamos que el proceso se encuentre.
Disponer de la información necesaria en el momento oportuno es fundamental parasaber dónde se encuentra el proceso. Mientras esto no se tenga presente es pocoprobable llevar el proceso hacia las mejores condiciones operacionales. El saber queestá ocurriendo permite identificar con facilidad las causas asignables de lavariabilidad que una vez identificadas, es posible minimizarlas y/o eliminarlas. El nosaber que está ocurriendo puede tener consecuencias económicas desastrosas para

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 3/25
una empresa.
En la Figura 1 se pueden observar las tres condiciones posibles de un proceso. Lacondición correspondiente a donde ³creemos´ que el proceso se encuentra (lo que ³creemos´ que el proceso es, color celeste), dura hasta que se realiza el análisis delos datos y a través de él se obtiene información y conocimiento sobre el procesoque permite determinar dónde realmente se encuentra el proceso (lo que elproceso es, color verde). De aquí en adelante se pueden tomar las accionesnecesarias destinadas a llevar el proceso hacia donde se desea que esté. El objetivofinal es la generación de VAN.
Los sistemas de generación de información de muchas empresas no siempre siguenla trayectoria de los datos que mejor muestran la variabilidad de los procesos.¿Es rentable seguir haciendo siempre lo mismo o llegó el momento de innovar al
respecto?Esta pregunta nos lleva a las siguientes interrogantes a los responsables yadministradores deprocesos:
y ¿En la situación actual, pueden afirmar que saben dónde se encuentran susprocesos?

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 4/25
y ¿Dónde les gustaría que se encontraran?y ¿Qué han hecho para llegar hasta dónde están ahora sus procesos?y ¿Qué deberían hacer o dejar de hacer para llevar sus procesos desde dónde
están hasta donde quieren que estén?y ¿Tienen una fuerza laboral altamente capacitada para convertirlos en una
empresa de bajo costo y alta calidad?y ¿Sus procesos tienen especificaciones?y ¿Las especificaciones, si existen, fueron establecidas considerando la
variabilidad de los procesos?
CONTROL DE PROCESOS Y LA MEDIA ARITMÉTICA.
La mayor parte de las empresas minero - metalúrgicos controlan sus procesos pormedio de la media aritmética. ¿Es la media una buena forma de medir y controlarlos procesos, cuáles son sus ventajas y sus desventajas?Veamos el siguiente gráfico correspondiente a una escoria de convertidores
En el gráfico de la Figura 2 observamos tres procesos, ³A´, ³B´ y ³D´. Los tresprocesos tienen la misma media. Sin un mayor análisis queda claro que los tresprocesos son completamente distintos entre sí, a pesar de tener la misma media.
Veamos en la siguiente tabla los resultados del análisis de los datos de cada unode los tres procesos

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 5/25
Lo primero que podemos asegurar es que la variabilidad de los procesos es medible
y si la podemos medir la podemos controlar.
En la tabla 1 vemos que la Desviación Estándar y la Varianza de los procesos son
distintas para cada uno de ellos. El Coeficiente de Variación muestra que la
variabilidad más alta corresponde a los procesos ³A´ y ³B´ y que el proceso ³D´,
cuya variabilidad es muy baja, permanece siempre muy cerca y alrededor de la
media. Sin embargo, si suponemos que la media obtenida es la media deseada y si
medimos y controlamos estos procesos sólo con esta media, podemos cometer el
error de decir que bajo cualquier condición estos procesos tienen buen
comportamiento, lo cual según vemos en el gráfico y tabla no es así, y con todaseguridad la calidad del producto obtenido es distinto en cada uno de los casos. Es
necesario tener presente que la calidad es inversamente proporcional a la
variabilidad. Desde este punto de vista el producto obtenido en el proceso ³B´ es el
de más baja calidad y el de mayor calidad es el producto obtenido en el proceso
³D´.
La media debiera ser utilizada sólo cuando la dispersión es baja. Cuando ladispersión es alta el u so de la media para medir y controlar procesos puedegenerar graves problemas. La media oculta información importante que esimprescindible si se desea obtener el control de un proceso. Ocultapérdidas y variabilidad, no deja ver oportunidades de crear val or, no deja
ver la condición real de un proceso, aumenta la incertidumbre y no darespaldo para tomar las mejores decisiones. Es además responsable deesas largas y tensas reuniones en que todos los participantes defiendenposiciones o dan opiniones sin respaldo y favorece la cultura de lacomplacencia, tan dañina para los resultados económicos de las empresas.
CONTROL DE PROCESOS Y CUMPLIMIENTO DE ESPECIFICACIONES.VENTAJAS.
Si agregamos los Límites de Especificaciones (ESPECIFICACIONES) y el TARGET(Media deseada ± Targeted Average) a los requerimientos que estos procesosdeben cumplir vemos que estas diferencias entre los procesos se hacen aun máspatentes. Pero antes de continuar definamos que se entiende por Especificaciones yTARGET:
Límites de Especificaciones: Es una lista lógica de deseos de cómo queremos quenuestro proceso se comporte y para su confección deben estar todos de acuerdocon ella. Las especificaciones deben ser conocidas por todos, desde el gerentehasta el operador de un proceso. Esta lista de deseos debe ser realizable y debe

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 6/25
indicar tres valores o parámetros para cada una de las variables que se deseacontrolar. Los parámetros son los siguientes:
y Especificación Superior (US): (Upper Specification) Valor más altoaceptable para el proceso, donde la variable se puede y se debe controlar.
y Media Objetivo (TA): (Targeted Average) Media objetivo, ideal para elproceso.
y Especificación Inferior (LS): (Lower Specification) Valor más bajoaceptable para el proceso, donde la variable se puede y se debe controlar.
Los Límites de Especificaciones nos muestran cuando el producto o servicioes aceptable o no y condicionan la satisfacción del cliente y no deben ser confundidos con los Límites de Control que corresponden a los límites decómo el proceso está ³hoy día´ en base a los datos observados. Los límitesde Control permiten controlar la estabilidad del proceso con respecto a algúnindicador de calidad requerido. Estos límites determinan la satisfacción del proceso.
Como veremos, fijar Especificaciones reales para un proceso necesariamente pasapor el estudio y comprensión de su variabilidad. No cumplir con esta condición llevaa establecer especificaciones irreales que se fijan arbitrariamente, sólo según los
objetivos que se desean obtener y sin tener en cuenta ni conocer la variabilidadnatural del proceso. En los ejemplos que se verán más adelante esto quedaráclaramente establecido.
Si fijamos el TARGET en 7% de cobre, aun los tres procesos podrían considerarsecomo cumpliendo con un buen cometido, puesto que la media deseada está muypróxima a la media real de los procesos (7,24% Cu), pero veamos como se observaesto en el gráfico de la Figura 3.Figura 3
Media Procesos A - B - D - Media -TARGET

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 7/25
Si además complementamos lo anterior manifestando que los procesos debencumplir con las siguientes Especificaciones:
y Especificación Superior: 8% Cobre (Cu)y Especificación Inferior: 6% Cobre (Cu)
Vemos que al examinar los procesos (Figura 4) ya no queda ninguna duda de
que usar la media para medirlos y controlarlos no es una buena idea debido
a que no da una indicación correcta de lo que realmente está ocurriendo en
un proceso. Esto puede llevar a los operadores y responsables de los procesos
a cometer errores que pueden transformarse en pérdidas de calidad y
pérdidas de producción por aumento de los rechazos, multas por
incumplimiento de Especificaciones, pérdidas de clientes y desprestigio que
generará graves pérdidas económicas.

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 8/25
Según podemos ver en el Gráfico de la Figura 4 el único proceso que estácumpliendo con las especificaciones es el proceso ³D´.
Si a los conceptos anteriores agregamos el PORCENTAJE DE CUMPLIMIENTO DELAS ESPECIFICACIONES podemos asegurar que medir y controlar los procesos con
la media es un grave error que puede afectar el estado de resultados de lasempresas.
Veamos en forma independiente el comportamiento de cada uno de los procesoscon respecto a las Especificaciones y al Porcentaje de Cumplimiento de lasEspecificaciones, para ello vamos a usar la Curva de Densidad de la Distribución delos datos del proceso (Campana de Gauss).
Comencemos analizando el proceso ³A´ en el gráfico de la figura 5. En el vemos laimportancia de medir y controlar los procesos por medio del Porcentaje deCumplimiento de las Especificaciones, la media está muy cerca del TARGET y elproceso aparentemente parece estar bajo control. La diferencia se hace patente enel gráfico de la Figura 6 con la aplicación de las especificaciones en la medición y elcontrol del proceso. Este gráfico nos muestra que el proceso ³A´ cumple lasespecificaciones sólo en un 25,5%. El resto, correspondiente al 74,5% del proceso,está fuera de las especificaciones requeridas. Vemos acá que el uso de la mediaimpide conocer el verdadero estado del proceso.

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 9/25
Veamos el siguiente ejemplo:
y Dónde creemos que el proceso está

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 10/25
En una planta concentradora se generan 2.057.000 toneladas de colas secaspor mes, con una ley de 0,124% de Cu. Esto corresponde a 2.550,7toneladas de Cu fino que se pierden en las colas y se depositan en eltranque de relaves. La información de esta ley es determinada a través demuestreo manual y análisis químico vía húmeda. Esta situación se mantienedurante 10 años. Después de esta fecha la administración de la empresadecide instalar una estación de muestreo de última generación en la
descarga de la canal de relaves. Para los efectos de este ejemplo noconsideraremos las variaciones del dólar y consideraremos como fijo elprecio de US $ 1,5 por libra de cobre.
y Dónde realmente se encuentra el proceso
Como consecuencia de este nuevo muestreo los resultados de las leyes enlas colas suben desde 0,124 a 0,220% de Cu. Al efectuar el cálculo a travésde esta nueva ley, el Cu fino en las colas sube a 4.525,4 toneladas. Ladiferencia corresponde a 1.974,72 toneladas más de Cu fino no recuperadas.Como consecuencia de esta diferencia se dejaron de percibir US $6.516.576 por mes, de acuerdo al siguiente cálculo: 0,22-0,124 = 0,096 %Cu x 2.057.000 toneladas de colas/100 = 1974,72 toneladas extras de Cufino que se fueron en las colas 1.974,72 toneladas x 2.200 libras/tonelada =
4.344.384 libras x 1,50 US $/libra=
US $ 6.516.576/mes noconsiderados en ningún sistema contable (Costo oculto)
Si la cifra de US $ 6.516.576/mes la multiplicamos por 12 obtenemos lacifra de US $ 78.198.912/año. Como establecimos en el planteamientoinicial de este ejemplo, esta situación se mantuvo durante 10 años, o sea,se dejaron de percibir ingresos por un total de US $ 781.989.120
Esta pérdida no sólo afectó a la empresa, también afectó a los trabajadorespor estar involucrados sus bonos de producción y gratificaciones, al gobiernoporque recaudó menos impuestos con lo cual también se afectó a lacomunidad por haber menos recursos disponibles para beneficiarla, al medioambiente porque el tranque de relaves disminuyó su capacidad y eso haceque a la larga se tenga que usar nuevos terrenos para construir un nuevotranque de relaves, etc.
y Dónde deseamos que el proceso se encuentre Disponer de la información necesaria en el momento oportuno esfundamental para saber dónde se encuentra el proceso. Mientras esto no setenga presente es poco probable llevar el proceso hacia las mejorescondiciones operacionales. El saber que está ocurriendo permite identificarcon facilidad las causas asignables de la variabilidad que una vezidentificadas, es posible minimizarlas y/o eliminarlas. Como hemos visto, elno saber que está ocurriendo puede tener consecuencias económicasdesastrosas para una empresa. En el ejemplo anterior, el saber lo que estáocurriendo permite comenzar a tomar acciones para mejorar la recuperaciónmetalúrgica y reducir la perdida de Cu fino en las colas.
Los sistemas de generación de información de muchas empresas no siempre siguenla trayectoria de los datos que mejor muestran la variabilidad de los procesos.Viviendo en la era de la información es curioso y lamentable que se continúeusando un sistema de control y de toma de decisiones que justamente oculta odeforma dicha información, generando incertidumbre en vez de información.
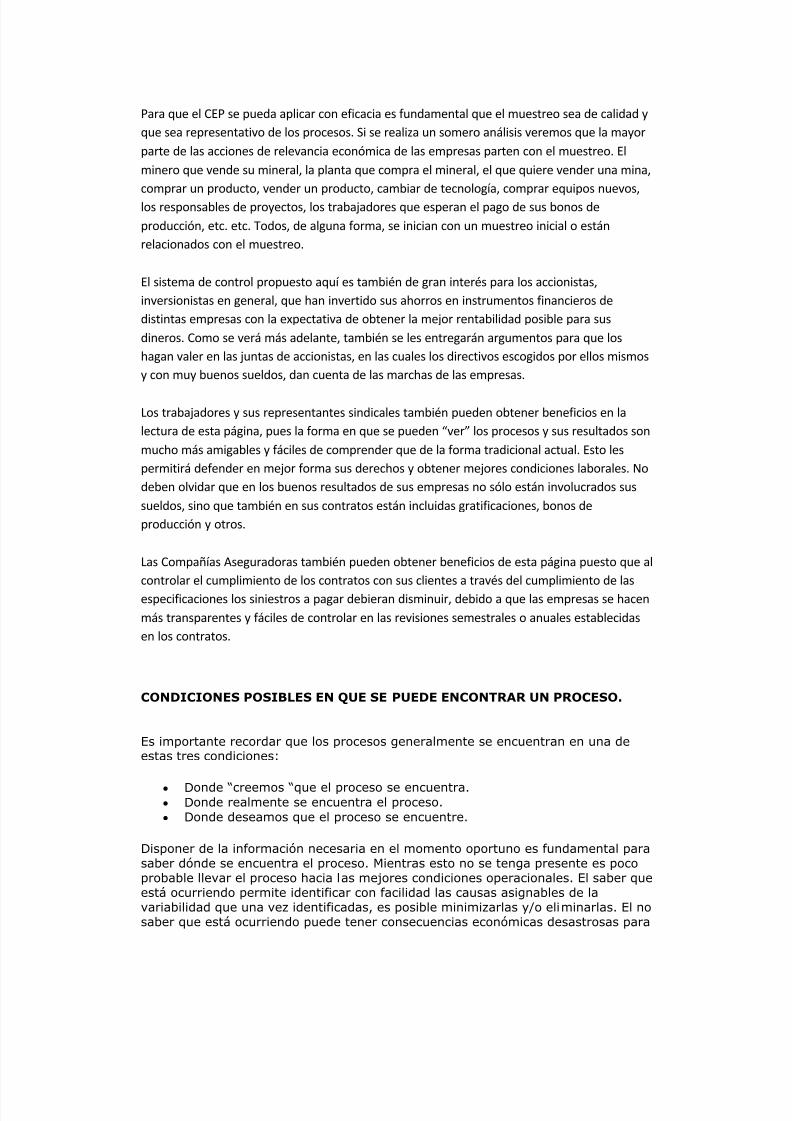
En el gráfico de la Figura 7 observamos que la variabilidad del Proceso ³B´ esbastante más alta que la del Proceso ³A´. Al igual que el caso anterior, si sólo nosquedamos en lo acostumbrado y continuamos midiendo y controlando los procesos

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 11/25
con la media, lo más probable es que los resultados que se obtengan no sean todolo bueno que esperamos.
En el gráfico de la Figura 8, correspondiente al proceso ³B´ vemos que el
porcentaje de cumplimiento de las especificaciones es sólo de un 9,6%. Sinembargo, al igual que en el proceso ³A´, la media se encuentra muy próxima alTARGET, lo cual indicaría que el proceso está bajo control, que por supuesto, distabastante de ser real. Por desgracia esto está sucediendo todos los días en muchasempresas.
¿Es rentable seguir haciendo siempre lo mismo o llegó el momento de innovar alrespecto?
Esta pregunta nos lleva a las siguientes interrogantes a los responsables yadministradores de procesos:
y ¿En la situación actual, pueden afirmar que saben dónde se encuentran sus
procesos?y ¿Dónde les gustaría que se encontraran?y ¿Qué han hecho para llegar hasta dónde están ahora sus procesos?y ¿Qué deberían hacer o dejar de hacer para llevar sus procesos desde dónde
están hasta donde quieren que estén?y ¿Tienen una fuerza laboral altamente capacitada para convertirlos en una
empresa de bajo costo y alta calidad?y ¿Sus procesos tienen especificaciones?y ¿Las especificaciones, si existen, fueron establecidas considerando la
variabilidad de los procesos?
5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 12/25

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 13/25
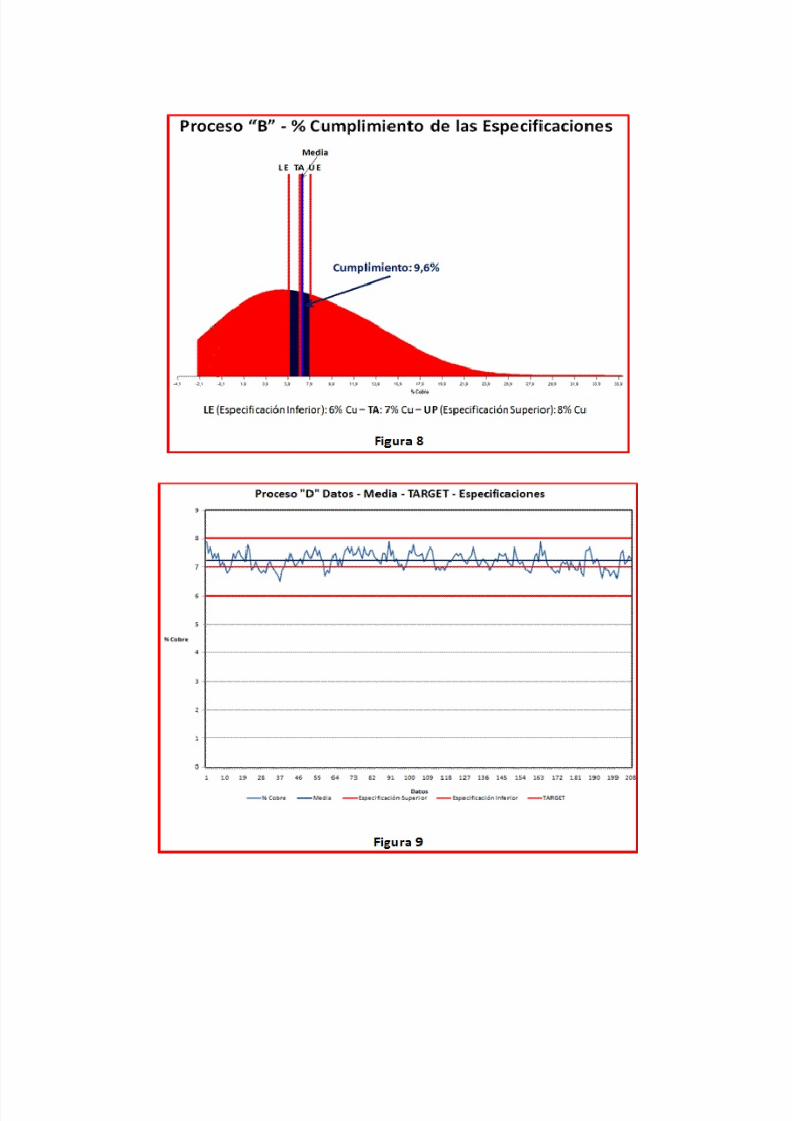
Los gráficos de las Figuras 9 y 10 muestran el comportamiento del proceso ³D´.
El proceso ³D´ en la práctica cumple en un 100% con las especificaciones. Sesupone que con esto deberíamos darnos por satisfechos, pero si trabajamos bajoun sistema de Mejoramiento Continuo, esto no basta y el mejoramiento debecontinuar, e indudablemente, este proceso se puede mejorar aun más tomandoacciones que lo centren con respecto al TARGET y disminuyendo su variabilidad(dispersión). No debemos olvidar que los objetivos de mejora permanentes paracualquier proceso son:
y Mantener el proceso dentro de las especificaciones.y Mantener el proceso centrado con respecto al TARGET.y Reducir la variabilidad.
Es importante tener presente que la variabilidad provoca pérdidas aun manteniendo
un proceso dentro de las especificaciones. A menor dispersión menor pérdida.
La pregunta es: ¿Es usted de los que controlan sus procesos sólo mediante la
media? Si es así, la mala noticia es que probablemente sus resultados económicos
no han sido todo lo bueno que podrían haber sido y que seguramente perdió
buenas oportunidades de agregar valor. La buena noticia es que probablemente
tenga muchas oportunidades de mejoramiento que las puede traducir en beneficios
económicos para su empresa.
ESPECIFICACIONES. ¿CÓMO SE FIJAN?

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 14/25
Como señalamos antes, fijar Especificaciones reales para un procesonecesariamente pasa por el estudio y comprensión de su variabilidad.
Veámoslo a través del siguiente ejemplo: La administración superior de unaempresa, con el fin de mejorar los indicadores de la molienda de mineral y mejorarel porcentaje de recuperación metalúrgica de cobre, compra un nuevo sistemaautomático de control para su división de molienda de mineral compuesta de 15
molinos de bolas. El mejor comportamiento de la molienda y del sistemaautomático de control se obtiene cuando el porcentaje +3 mallas del mineralchancado de alimentación a los molinos se encuentra entre 50% y 40%, con unideal de 45%. De acuerdo a esto la administración fija para la Planta de Chancadolas siguientes especificaciones:
EspecificaciónSuperior
: 50% + 3mallas
Target: 45% + 3mallas
EspecificaciónInferior
: 40% + 3mallas
La administración llega a un acuerdo con los trabajadores para el pago de un bonode producción indexado a la obtención de un mínimo de 60% de cumplimiento delas especificaciones.
Las especificaciones también fueron incluidas como indicadores en el Cuadro deMando Integral (Balanced Scorecard) y las metas, al igual que en el caso del bonode producción, corresponden al cumplimiento mínimo del 60% de lasespecificaciones.
En los gráficos de las figuras siguientes analizaremos el ejemplo anterior. El gráficode la Figura 11 nos muestra los datos y la media del proceso de chancado. En lafigura 12 se ha agregado la media móvil, la cual se usa muy poco para el control delos procesos, y que sin embargo, es de gran ayuda puesto que sirve para eliminarel ³ruido´ en los procesos que como el de este ejemplo, tienen mucha dispersión.Por medio de la media móvil podemos ver otras situaciones que de otra formaquedarían ocultas en el ³ruido´.

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 15/25
Los gráfico de las Figuras 13 y 14 nos muestran que las especificaciones fijadas porla Administración están lejos de poder ser cumplidas en el proceso de chancado.¿La razón?, no tener en cuenta la variabilidad del proceso para fijarlas. Losgerentes y niveles más altos de la administración no tienen claro el concepto de

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 16/25
variabilidad y tampoco le dan la importancia necesaria a la campana de Gauss,cuyo uso, como hemos visto, es de gran utilidad y tan gráfica que puede sercomprendida por todos los involucrados en la medición y el control de los procesos.Otro error que se suele cometer es en relación a la determinación de la Capacidadde los Procesos. Se encarga a personal interno o a empresas externas sudeterminación olvidando que el objetivo del Análisis de Capacidad es determinar lavariación natural (causas aleatorias) de un proceso, una vez que se han minimizado
o eliminado los efectos de todos los factores ajenos que no contribuyen al mismo.(Causas asignables o atribuibles). En muchas ocasiones se paga por conocer laCapacidad de un Proceso y se recibe una Capacidad que no corresponde a larealidad puesto que antes no se han minimizado o eliminado las causas asignables.

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 17/25
Otro hecho importante que se debe tener en cuenta es que muchas veces lasespecificaciones que se establecen para la medición y control de los procesoscorresponden también a los límites establecidos en las fichas de calidad de lasNormas ISO 9000. En el caso de la Figuras 14, además de no cumplirse con lasespecificaciones establecidas y las metas establecidas en el tablero de control delcuadro de mando integral, tampoco se estaría cumpliendo con lo establecido en laNorma ISO 9000, lo cual puede ser causa de no conformidad que puede llegar a serconsiderada mayor y poner en entredicho la certificación. (Normalmente logradacon mucho esfuerzo)
Hay empresas certificadoras cuyos auditores no verifican el cumplimiento de estasfichas. Esto, por supuesto, contribuye a mantener el statu quo existente y estacausa (externa) también excluye la posibilidad de obtener mejores resultadoseconómicos en las empresas y no asegura la calidad esperada por los clientes queles compran sus productos. Estos pueden ser de mejor calidad.
Otro damnificado con esta situación es el tablero de control del Balanced Scorecarddebido a que cuando las metas se fijan sin considerar la variabilidad del proceso sesuele cometer el error de establecer metas (especificaciones) que en la práctica son
incumplibles. Esto, por supuesto, además de hacer pensar a lo s trabajadores queeste sistema de administración es inadecuado, crea problemas en todos los nivelesde la organización relacionados con el proceso:
y La administración superior no está contenta puesto que no se estáncumpliendo las metas.
y Los responsables (dueños) de los procesos se sienten permanentementecuestionados.
y Los operadores de los procesos también se sienten cuestionados ypermanentemente trabajan bajo una presión que no corresponde.

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 18/25
y Los representantes de los trabajadores (dirigentes sindicales) continuamenteestán recibiendo quejas de los trabajadores pues son incapaces de cumplirlas metas y no reciben el pago esperado por sus bonos de producción.
y En general hay descontento y esto no es sano para la buena marcha de laempresa.
Una de las muchas ventajas que tiene medir y controlar los procesos a través del
Porcentaje de Cumplimiento de las Especificaciones es que permite focalizar el
trabajo de todos los involucrados en un proceso, desde el gerente general hasta el
último trabajador de primera línea. Todos, dentro de sus respectivos ámbitos,
tienen como responsabilidad mantener el proceso dentro de especificaciones y con
baja dispersión y centrado.
TRABAJADORES Y ESPECIFICACIONES
¿Qué problemas genera, en este caso, fijar especificaciones sin considerar la
variabilidad del proceso? Algunos de ellos son:
y El cumplimiento real de las especificaciones es sólo de un 25,13%. (Figura14)
y No hay pago de bono de producción para los trabajadores. Esto creainsatisfacción, frustración y baja de la moral y roces permanentes con losdirigentes sindicales.
y Los trabajadores pueden realizar acciones destinadas a obtener de ³algunaforma´ el pago del bono por el cumplimiento de las especificaciones: Estopuede ocurrir por medio de extracción de muestras no programadas cuyasgranulometrías cumplen con el porcentaje +3 Mallas requerido; la noextracción de las muestras programadas destinadas a la medición de lagranulometría en los horarios establecidos, sino que cuando se cree queesta está más cercana a la exigida; guardar muestras cuya granulometríacorresponde a la requerida y cambiarlas por aquellas muestras que no estándentro de la establecida; manipulación de los pesómetros para aumentar eltonelaje procesado, etc.
y Imposibilidad de cumplir en las condiciones actuales con las metasestablecidas en el Cuadro de Mando Integral. Esto se traduce en unambiente de trabajo tenso entre todos los integrantes de la unidad. Cadavez que se llega al momento de revisión de las metas se genera angustiaentre los responsables de la unidad y los trabajadores puesto que baja sucalificación semestral o anual y se sienten permanentemente cuestionados.
y Se genera incertidumbre ante la toma de decisiones. No se sabe bien qué eslo que está ocurriendo en el proceso de chancado ni cuáles son losproblemas reales. No debe haber nada más inútil que dar solución alproblema erróneo, además esto impide ser proactivo y permanentemente se
está sólo reaccionando ante los cambios (buenos o malos) del proceso dechancado.
y Reclamo permanente del personal de molienda por no recibir por parte de laPlanta de chancado el mineral de la granulometría que les permite obtenerlos mejores resultados. Esta situación también les afecta en el cumplimientode las metas de su Cuadro de Mando Integral.
Como vemos, en el cumplimiento de las metas también están involucrados los
trabajadores y sus sindicatos a través del pago de bonos de distintos tipos. Hay
5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 19/25
ocasiones en que el pago de bonos está asociado a una meta de consumo de algún
insumo, como por ejemplo, el consumo de cal viva o de cuarzo. En ambos casos
puede haber aumentos o disminución de consumos que no dependen de la calidad
del trabajo realizado por los trabajadores sino que a las características reales con
que llegan a sus lugares de usos. Por ejemplo, si baja la ley de la cal se aumenta su
consumo, ante esto, en condiciones normales de operación, los trabajadores no
pueden hacer nada puesto que la ley no depende de lo que ellos hagan o dejen dehacer. Lo mismo ocurre en el caso de incumplimiento por parte del proveedor de la
granulometría especificada. Su no cumplimiento también puede llevar también a
aumentar su consumo y los trabajadores tampoco pueden hacer nada. Ante
situaciones de este tipo, los trabajadores y la administración deben estudiar muy
bien lo que desean y acuerdan para no caer en conflictos que sólo provocan
problemas a ambos.
Para que todo esto funcione con eficacia los trabajadores deben disponer de la
información necesaria en el momento oportuno. Uno de los mayores problemas
radica en que muchas veces se opera solamente en base a datos individuales que
se valoran sólo en cuanto a que si cumplen o no con la media y, cualquier análisis
de datos se ve sólo en función de la tendencia en relación a cuan cerca o lejos se
está de la media del proceso.
Muchos trabajadores no saben cómo usar la información y, por lo tanto, deben ser
capacitados para hacerlos competentes en la forma de usarla para hacerla
productiva. También deben tener claro cuál es la información que necesitan y cuál
es la que no necesitan. Esta capacitación debe estar enfocada en prepararlos para
tomar decisiones, con ello deben ser capaces de reconocer los patrones que
muestran que es lo que hay en un proceso, no lo que se cree que hay. También
deben reconocer las oportunidades de crear valor en el momento oportuno.
CULTURA DE AUTOCOMPLACENCIA
Normalmente en las reuniones se gasta mucho tiempo analizando un proceso desdeel punto de vista de lo que se cree que está ocurriendo en el proceso puesto que nohay respaldo que indique con claridad ³qué es lo que está ocurriendo´. Una de lasventajas de trabajar sobre la base del cumplimiento de las especificaciones es quelas reuniones se hacen más productivas puesto que todos llegan a ella conconocimiento acerca de lo que se debe tratar y lograr, además todos vuelven a sustrabajos con una responsabilidad asignada que deben cumplir. Esto tiene además laparticularidad de ser el primer paso en la eliminación de la cultura de la ³autocomplacencia´ que es uno de los principales obstáculos para realizar los
cambios necesarios para mejorar el estado de resultados.
La cultura de la autocomplacencia se da a todo nivel y debido a ello siempre hayuna resistencia subterránea de este tipo de trabajadores que se oponen a cualquiercambio que los saque de sus rutinas y/o que les pueda generar situacionesindeseables e incómodas. Este tipo de trabajadores sobreviven año tras año en lasempresas, reciben sus sueldos a fines de mes y siguen viviendo así cómodamentehasta el próximo fin de mes. Estos trabajadores son un lastre peligroso para lasempresas, tienen gran poder y se mueven siempre tratando de abortar cualquiercambio que no les sea satisfactorio y,definitivamente, no les es agrada que se sepa,

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 20/25
con respaldo, qué es lo que está ocurriendo en sus procesos puesto que bajo estascircunstancias aparecen problemas que han permanecido ocultos (costos ocultos)durante mucho tiempo. Saben de la existencia de problemas en sus áreas deresponsabilidad y en las áreas vecinas, pero prefieren no hacerse problemas nihacerles problemas a sus vecinos y así continúan viviendo cómodamente.
Su filosofía del trabajo es ³Yo no te doy problemas ni tú me los das a mí´. No
soportan que se sepa que en sus áreas de responsabilidad existen problemas ytratan a toda costa de mantenerlos ocultos. Trabajar bajo el concepto delporcentaje de cumplimiento los obliga a realizar los trabajos asignados y a hacerseresponsables por ellos puesto que en las reuniones deben dar cuenta de dichostrabajos.
Es común que en muchas reuniones los participantes lleguen con actitudesreactivas a defender lo que hacen en sus trabajos y el trabajo que se hace en susrespectivas áreas. Como no se tiene bien claro lo que ocurre en los procesos se danmuchas situaciones ambiguas que crean confusiones y divergencias de opinionesque se traducen en constantes desencuentros y recriminaciones mutuas que noconducen a nada. Cuando la información existe, es clara y respaldada, se terminanla ambigüedad y la confusión y de ser reactivo se pasa a ser proactivo, todos
enfocados en obtener la misma meta, cada uno desde sus respectivos puestos detrabajo.
Desde este punto de vista las reuniones por área productiva debieran comenzar concuatro gráficos:
y Cumplimiento real actualizado de la unidad o áreay Cumplimiento requerido o esperado a la fecha de la unidad o áreay Cumplimiento general de la empresa actualizadoy Cumplimiento esperado de la empresa a la fecha.
Los cuatros gráficos deben estar ubicados en un lugar principal y bien visibles para
todos los asistentes. De esta forma los análisis, ideas y decisiones estarán todasenfocadas en las variaciones que expliquen las diferencias entre el cumplimientoesperado y el cumplimiento real a la fecha. Cada trabajador debe tener muy clarasu responsabilidad en cuanto a lo que debe hacer, cómo debe hacerlo y cómoinfluye lo que hace en las ganancias o pérdidas de su empresa. Con esto se evitadirigir los esfuerzos a solucionar problemas equivocados o que aportan muy poco alos resultados económicos de la empresa. No debe haber nada más inútil que dar lasolución equivocada al problema equivocado.
En la INTRANET de cada empresa debieran de estar en forma permanente losgráficos por área del cumplimiento esperado, el del cumplimiento realmentelogrado y el listado de las acciones acordadas en las reuniones destinadas a reduciresta brecha. También debiera estar en pantalla el cumplimiento general de laempresa para que todos conozcan lo que está ocurriendo y tengan claro qué es loque deben hacer o no hacer para lograr los resultados esperados.
Se deben dejar de lado las creencias, el conocimiento aparente y las peligrosasmedias verdades que se adoptan en muchas situaciones. La respuesta a lasiguiente pregunta: ¿creemos que esto es verdad o sabemos que lo es? debierapasar siempre por lo siguiente:
NADA DE PRESUMIR, SÓLO HECHOS

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 21/25
Porcentaje del Cumplimiento de Especificaciones
MUESTREO Y VARIABILIDAD
Todo lo que hemos visto hasta el momento funciona sólo sí los datos sonrepresentativos de lo que realmente está ocurriendo en el proceso, o sea, si sucontenido de error es bajo. Esto nos lleva a hacer ver la importancia del muestreo,originador de los datos. Cuando hablamos de muestreo representativo nosreferimos a que las muestras extraídas deben representar al proceso (una pulpa,por ejemplo) en cuanto a sus propiedades químicas, físicas y mineralógicas.
Veamos algunos conceptos en relación al muestreo:
A través del muestreo se obtienen los datos que una vez analizados entregan lainformación necesaria para identificar qué es lo que está ocurriendo en un proceso.Desde este punto de vista se entiende por muestreo la extracción de las muestras,
su preparación y análisis químico o instrumental.
La extracción de las muestras debe cumplir con las normas de muestreoestablecidas por Pier Gy que aseguran la extracción de muestras con bajo contenidode error. A menor error mayor precisión y menor incertidumbre, lo cual mejora lacalidad de las decisiones tomadas a todo nivel de responsabilidad.
Los componentes de la variabilidad de los procesos son:
y Error de Muestreo

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 22/25
y Variabilidad Natural del procesoy Variabilidad generada por ciclosy Tendencia del proceso
Una breve descripción de los componentes de la variabilidad nos dice que:
Error de Muestreo (Error de extracción de la muestra + error de preparación de la
muestra + error de análisis químico o instrumental de la muestra): Cualquiermedición está sujeta a errores y, por consiguiente, la credibilidad de los datospuede ser sospechosa. Cuando el error de muestreo es muy alto se pierde lainformación del proceso y se introduce una variabilidad que no existe en el, esdecir, en un momento dado podemos estar tratando de reducir una variabilidad quesólo está en los análisis de los datos de las muestras extraídas, procesadas yanalizadas, y no en el proceso mismo.
Variabilidad natural o normal del proceso: Corresponde sólo a causasaleatorias (causas naturales o no asignables). Se deben a una amplia variedad decausas que están presentes en forma permanente y son de difícil identificación.Cada una de estas causas es un componente muy pequeño en la variabilidad totaldel proceso y la suma de su contribución es medible. Son inherentes al proceso y
poco controlables por los operadores de los procesos. Su eliminación o reducciónrequiere de una decisión gerencial para la asignación de recursos para mejorar elsistema. (Reemplazo de equipos, nuevas tecnologías, etc.)
La variabilidad generada por Ciclos y la Tendenc ia del proceso junto con elError de Muestreo corresponden a variabilidad atribuible a causas identificables, noal azar (causas asignables). Se pueden individualizar y controlar hasta un mínimovalor económico. Se dice que un proceso está bajo control estadístico cuando suvariabilidad es solamente el resultado de causas aleatorias.
Veamos el siguiente ejemplo basado en el contenido de Fierro en un concentradode cobre (Figura 17):
Error de muestreo (en rojo) esalto, : 61,6%
Variabilidad natural del proceso(en azul)
: 3,7%
Variabilidad cíclica (en amarillo):12,7%
Tendencia del proceso:22,0%

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 23/25
Hemos dicho que un error de muestreo muy alto oculta información de lo querealmente está ocurriendo en el proceso. Si reducimos el error de muestreo ¿quéva a ocurrir con los otros componentes de la variabilidad, como cambiarán sucomposición porcentual? Veamos qué es lo que ocurre en los gráficos de las Figuras

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 24/25
16 y 17.
Vemos que al reducir el error de muestreo desde 61,6% hasta sólo 1,% aumentansu porcentaje la variabilidad natural del proceso desde 3,67% hasta 37,15% y latendencia del proceso aumenta desde 22% hasta 47,84%. La variación por ciclostambién tiene un ligero aumento.
Está claro que si seguimos manteniendo un error de muestreo tan alto va a sermuy difícil que podamos mantener bajo control el proceso. En el gráfico de la Figura16 se nos presenta una variabilidad que no es la real del proceso, entonces ¿sobrequé actuamos para reducir la variabilidad?. En el gráfico de la Figura 17 queda claroque las dos causas principales de variabilidad son la tendencia del proceso y lavariabilidad natural del proceso. Sobre esta última causa los operadores puedenhacer muy poco pues, como hemos mencionado antes, no depende de ellos, pero sí pueden actuar para determinar qué es lo que está causando una variabilidad tanalta en la tendencia del proceso y reducirla.
Recordemos que la variabilidad es inversamente proporcional a la calidad y que losresultados están también en relación inversa a los costos y, indudablemente, elactuar a ciegas como ocurre en el gráfico de la Figura 16 va a afectar los costos y el
estado de resultados. Todos los ejecutivos de las empresas desean caminarexactamente en el sentido contrario, quieren bajos costos y un excelente estado deresultados. Para ello, como camino principal buscan innovar, pero ¿será fácilinnovar en estas condiciones en que ni siquiera se sabe bien qué está ocuriendo enel proceso?
En ocasiones el error de muestreo es tán alto que sería mejor no tomar muestrasya que lo único que se consigue es confundir más a los operadores de los procesos.Por supuesto que se puede decidir no extraer muestras y vivir sin información,¿pero qué sucede con los resultados económicos«««..?. ¿Cuánto tiempo y dinerose ha desperdiciado realizando investigaciones y trabajos con datos que no danninguna garantía de su calidad y su representatividad?
Es difícil entender cómo las empresas, sobre todo las grandes y medianas, que haninvertido muchas veces millones de dólares en adquirir costosos sistema deinformación en línea y estaciones de muestreo automáticas no les sacan todo elpotencial de posibilidades de uso que tienen. Muchas veces los sistemas deextracción de muestras quedan abandonados en cuanto a su mantención y ademáslos encargados de su operación muchas veces son trabajadores que no tiene lascompetencias necesarias y, por lo tanto, no entienden la importancia que tienegenerar información de calidad para los resultados de la empresa. Debe quedarclaro que no basta con tener y cumplir una lista de chequeo para mantener elcortador de muestras en norma, aseado y con la mantención al día. Lo anteriordebe complementarse con la frecuencia de muestreo adecuada y la cantidad demuestra necesaria que se debe extraer para asegurar la representatividad de losprocesos. Muchas veces también se da la paradoja de que la supervisión gastatiempo y dinero en reuniones tratando de buscar la explicación a un cambio brusco
de algún indicador sin saber que un operador de una estación de muestreo, que porencontrar muy pesado el balde receptor de la muestra que debía trasladar, botóparte de ella para hacer su traslado más cómodo.
Lo primero que un ingeniero debiera averiguar ³antes´ de encargar o iniciar untrabajo de análisis o investigación es:
y ¿Las muestras provienen de un muestreo automático o manual? (Elmuestreo manual por definición es malo)

5/8/2018 Control Estadistico Aplicado a Procesos Metalurgico Mineros - slidepdf.com
http://slidepdf.com/reader/full/control-estadistico-aplicado-a-procesos-metalurgico-mineros 25/25
y ¿Están en norma (bajo porcentaje de error) los sistemas automáticos demuestreo utilizados?
y ¿Cuál es la frecuencia de muestreo y la cantidad de muestra que se utilizó?y ¿Quién prepara y qué protocolo usa en la preparación de las muestras?y ¿Los análisis son químicos o instrumentales?
En la Figura 18 vemos el Variograma de un proceso cíclico. Al analizar el
variograma (ejemplo real) vemos que con el intervalo de muestreo actual(frecuencia de muestreo) jamás vamos a darnos cuenta que tenemos cíclos en esteproceso. Los ciclos por definición son malos pues provocan pérdidas. Desde estepunto de vista, si no sabemos que los tenemos, ¿cómo podemos minimizarlos oeliminarlos?