confiabilidad de equipos y ductos
TRANSCRIPT

SISTEMA DE CONFIABILIDAD OPERACIONAL
Confiabilidad de equipos y Ductos
SISTEMA DE CONFIABILIDAD OPERACIONAL
Confiabilidad de equipos y Ductos
Subdirección Ingeniería y Desarrollo de Obras
Estratégicas
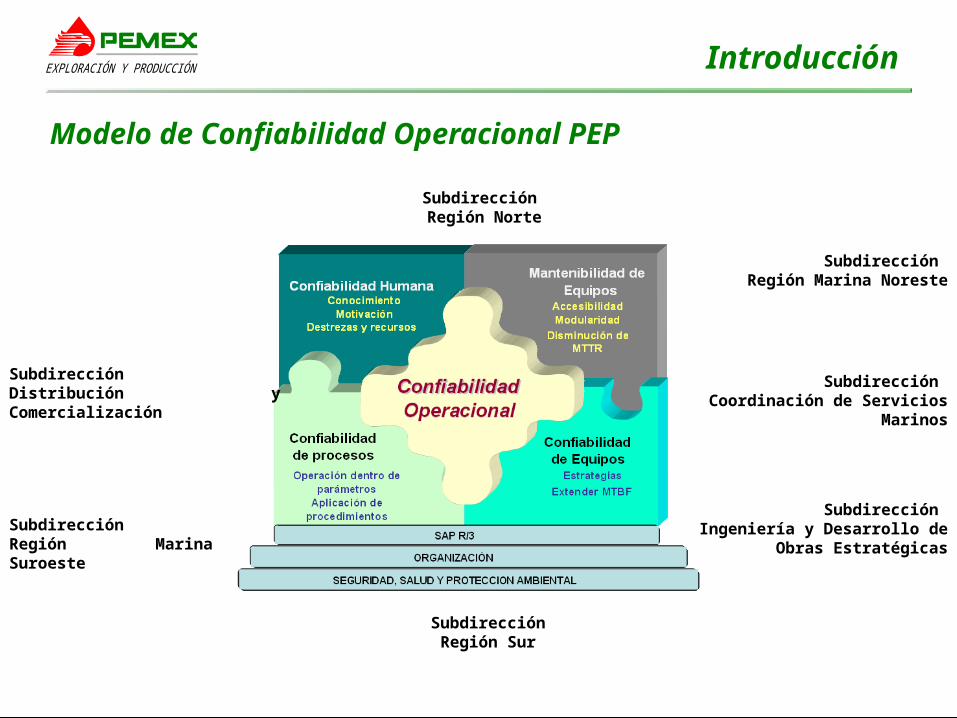
Modelo de Confiabilidad Operacional PEP
Subdirección Región Norte
Subdirección Región Sur
Subdirección Región Marina Noreste
Subdirección Región Marina Suroeste
Subdirección Distribución y Comercialización
Subdirección Coordinación de Servicios Marinos
IntroducciónIntroducción
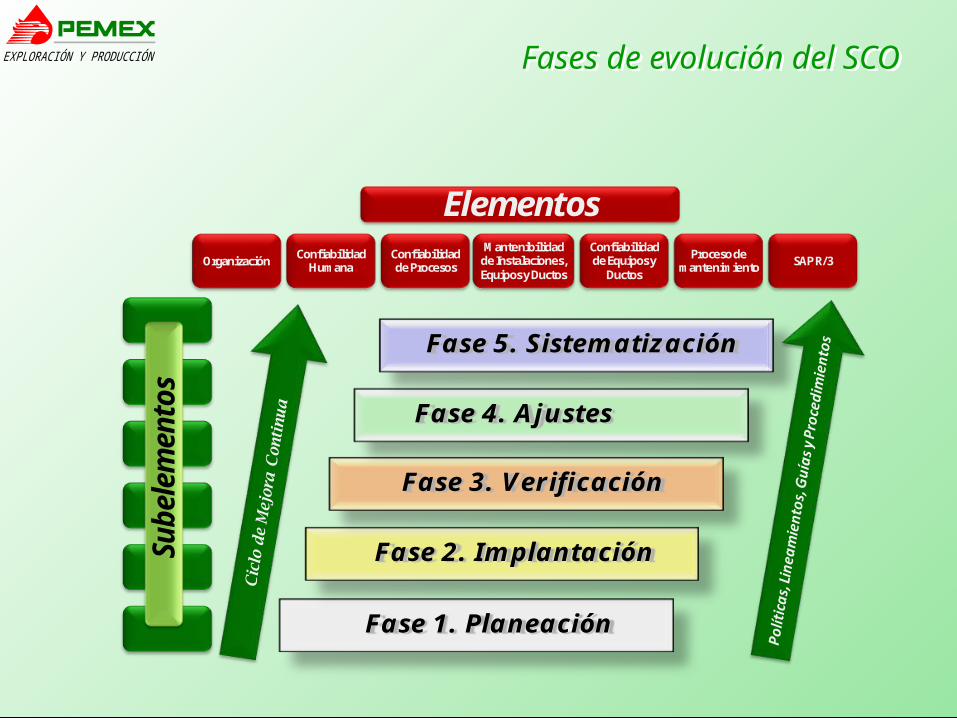
Fase 1. Planeación
Fase 2. Implantación
Fase 3. Verificación
Fase 4. Ajustes
Fase 5. Sistematización
Confiabilidad Humana
Confiabilidad de Procesos
Confiabilidad de Equipos y
Ductos
Proceso de mantenimiento SAP R/3
Mantenibilidad de Instalaciones, Equipos y Ductos
Organización
Sube
lemen
tos
Elementos
Fases de evolución del SCOFases de evolución del SCO

Confiabilidad Humana
Confiabilidad de procesos
Confiabilidad de equipos y
ductos
Proceso de mantenimiento
Organización SAP R/3Mantenibilidad de equipos y
ductos
PLANEARDiseñar
VERIFICARRESULTADOS OPERATIVOS¿Se obtuvieron los
resultados esperados?
Fase Planeación Fase Implantación Fase Verificación
Fase de Ajustes
Fase de Sistematización
Verificación de la Aplicación
HACERImplantar
ACTUAREstablecer
NuevosEstándares
Guías, Procedimientos y Lineamientos
Políticas, Guías, Procedimientos,
Lineamientos, Indicadores
NO
SI
ACTUARAjustar
Fase de Ajustes
PLANEARDiseñar
VERIFICARRESULTADOS OPERATIVOS¿Se obtuvieron los
resultados esperados?
Fase Planeación Fase Implantación Fase Verificación
Fase de Ajustes
Fase de Sistematización
Verificación de la Aplicación
HACERImplantar
ACTUAREstablecer
NuevosEstándares
Guías, Procedimientos y Lineamientos
Políticas, Guías, Procedimientos,
Lineamientos, Indicadores
NO
SI
ACTUARAjustar
Fase de Ajustes
Ciclo de Mejora Continua del SCOCiclo de Mejora Continua del SCO

Elementos y Subelementos del SCOElementos y Subelementos del SCO
Confiabilidad Humana
Confiabilidad de Procesos
Confiabilidad de Equipos y Ductos
Proceso de Mantenimiento
Organización SAP R/3Mantenibilidad de Equipos y Ductos
Centro de Atención a
Usuarios (CAU)
Capacitación
Perfiles y Licencias
Procedimientos e Interfases
Procedimientos, Guías y Cultura
del Dato
Metodologías de Confiabilidad
PAID
Buenas Prácticas de Mantenimiento
Mantenibilidad de Equipos y Ductos
Nuevos
Mantenibilidad de Equipos y Ductos
Existentes
Contexto Operacional
Mapa de Proceso de Operación
Procedimientos Operativos
Buenas Prácticas de Operación
Recursos para el Desempeño
Conocimientos y Destrezas
Motivación
Órgano Rector
Estructura Organizacional
Equipos de Trabajo
Liderazgo
Guías del Proceso de
Mantenimiento
Mapa de Proceso de Mantenimiento

Confiabilidad de equipos y DuctosConfiabilidad de equipos y Ductos
Asegura la utilización de metodologías y buenas prácticas para reducir el índice de fallas y optimizar planes de inspección y mantenimiento.
Confiabilidad Humana
Confiabilidad de Procesos
Confiabilidad de Equipos y Ductos
Proceso de Mantenimiento
Organización SAP R/3Mantenibilidad de Equipos y Ductos
Metodologías de Confiabilidad
PAID
Buenas Prácticas de Mantenimiento

Descripción del SCODescripción del SCO
Contribuye al incremento de la confiabilidad de los equipos de los Centros de Proceso mediante la aplicación de las metodologías: AC, ACR, MCC e IBR.
Metodologías de Confiabilidad
Confiabilidad Humana
Confiabilidad de Procesos
Confiabilidad de Equipos y Ductos
Proceso de Mantenimiento
Organización SAP R/3Mantenibilidad de Equipos y Ductos
Metodologías de Confiabilidad
PAID
Buenas Prácticas de Mantenimiento

Confiabilidad Humana
Confiabilidad de Procesos
Proceso de Mantenimiento
Organización SAP R/3Mantenibilidad de Equipos y
Ductos
Sistema de Confiabilidad OperacionalSistema de Confiabilidad Operacional
Proporcionar una secuencia lógica para la selección de metodologías de confiabilidad a aplicar, que permitan hacer los procesos de producción más confiables y seguros, cumpliendo con los requerimientos técnicos, económicos y normativos, que aseguren un nivel adecuado de riesgo y rentabilidad en instalaciones y ductos de PEMEX Exploración y Producción
Proporcionar una secuencia lógica para la selección de metodologías de confiabilidad a aplicar, que permitan hacer los procesos de producción más confiables y seguros, cumpliendo con los requerimientos técnicos, económicos y normativos, que aseguren un nivel adecuado de riesgo y rentabilidad en instalaciones y ductos de PEMEX Exploración y Producción
Metodologías de Confiabilidad
Confiabilidad de Equipos y
Ductos
PAID
Buenas Prácticas de
Mantenimiento
Guía para la selección de metodologías de confiabilidad a ser aplicadas en PEPGuía para la selección de metodologías de confiabilidad a ser aplicadas en PEP
Guía: Disponible en el Manual del SCO

Para la aplicación de cualquiera de las metodologías de confiabilidad se deberá realizar la conformación del equipo de trabajo de acuerdo a los criterios establecidos en el inciso 8 de la “Guía para la Conformación y Operación de los Equipos de Trabajo de Confiabilidad en PEMEX Exploración y Producción”, Clave 202-64100-SIG- 2.4-051.
Para la aplicación de cualquiera de las metodologías de confiabilidad se deberá realizar la conformación del equipo de trabajo de acuerdo a los criterios establecidos en el inciso 8 de la “Guía para la Conformación y Operación de los Equipos de Trabajo de Confiabilidad en PEMEX Exploración y Producción”, Clave 202-64100-SIG- 2.4-051.
Conformación de Equipos Naturales de TrabajoConformación de Equipos Naturales de Trabajo
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
Disposiciones EspecíficasDisposiciones Específicas
CONFORMACION DE EQUIPOS NATURALES DE TRABAJO
PREMISAS DE LA GUIA
INFORMACION NECESARIA
SELECCION DE
METODOLOGIAS
Esta guía puede consultarse en la dirección http://sdc.dpep.pep.pemex.com, página Web de la Subdirección de Distribución y Comercialización.

Premisas consideradas: Premisas consideradas:
El presupuesto es limitado, lo que obliga a jerarquizar la aplicación de las metodologías de confiabilidad para optimizar los recursos disponibles.
La cantidad de personal en las instalaciones y en los centros de proceso limita la aplicación simultánea de las metodologías.
PREMISAS
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
La aplicación de las metodologías debe tomar en cuenta los siguientes factores:
Tipos de equipos que presentan fallas.
Modos de falla que presentan los equipos.
Cantidad de equipos que presentan fallas.
Frecuencia de ocurrencia de las fallas.
Impacto de las fallas en el negocio.
CONFORMACION DE EQUIPOS NATURALES DE TRABAJO
PREMISAS DE LA GUIA
INFORMACION NECESARIA
SELECCION DE
METODOLOGIAS
Disposiciones EspecíficasDisposiciones Específicas
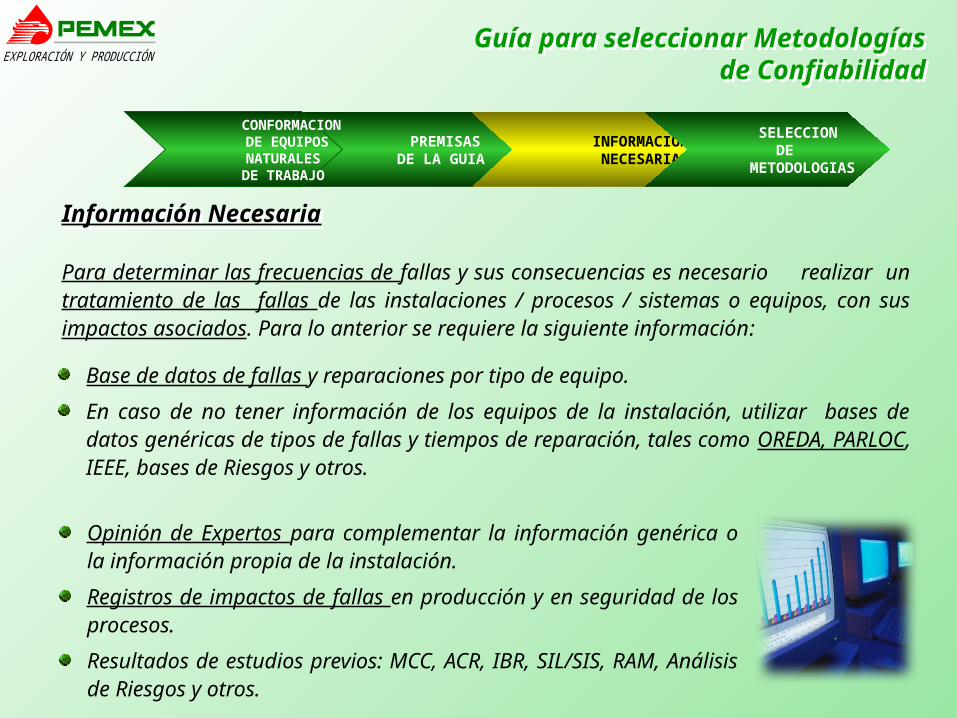
Información NecesariaInformación Necesaria
Para determinar las frecuencias de fallas y sus consecuencias es necesario realizar un tratamiento de las fallas de las instalaciones / procesos / sistemas o equipos, con sus impactos asociados. Para lo anterior se requiere la siguiente información:
Base de datos de fallas y reparaciones por tipo de equipo.
En caso de no tener información de los equipos de la instalación, utilizar bases de datos genéricas de tipos de fallas y tiempos de reparación, tales como OREDA, PARLOC, IEEE, bases de Riesgos y otros.
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
PREMISAS DE LA GUIA
INFORMACION NECESARIA
SELECCION DE
METODOLOGIAS
CONFORMACION DE EQUIPOS NATURALES DE TRABAJO
Opinión de Expertos para complementar la información genérica o la información propia de la instalación.
Registros de impactos de fallas en producción y en seguridad de los procesos.
Resultados de estudios previos: MCC, ACR, IBR, SIL/SIS, RAM, Análisis de Riesgos y otros.

Análisis de CriticidadAnálisis Causa RaízMantenimiento Centrado en ConfiabilidadInspección Basada en Riesgo
A efecto de asegurar la implantación ordenada y optimizar el uso de los recursos, PEP han establecido las siguientes metodologías, complementarias entre si, como base para mejorar la confiabilidad de las instalaciones y equipos:SCO
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
CONFORMACION DE EQUIPOS NATURALES DE TRABAJO
PREMISAS DE LA GUIA
INFORMACION NECESARIA
SELECCION DE
METODOLOGIAS
Disposiciones EspecíficasDisposiciones Específicas

M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
2
3
1
2 2 2 2
3
3
4
3
1
2
3
1
2 2 2 2
3
3
4
3
1
¿Existe un riesgo
intolerable de que los efectos
de este modo de falla puedan
dañar o matar a alguien?
B
¿Existe un riesgo intolerable de que los
efectos de este modo de falla pueda violar un estándar o
una regulación ambiental conocida?
C
SI
NO
¿El modo de fallatiene un efecto
directo adverso en la capacidad operacional?
DNO
¿Existe un riesgo
intolerable de que la falla
múltiple pueda dañar o matar
a alguien?
E¿Existe un riesgo
intolerable de que la falla múltiple pueda violar algún
estándar o regulación ambiental conocida?
F¿La falla múltiple
tiene un efecto directo adverso
directo en la capacidad
operacional?
G
¿Es factible y valela pena hacer una tarea programada
basada en condición?
1 ¿Es factible y valela pena hacer una tarea programada
basada en condición?
6 ¿Es factible y valela pena hacer
una tarea programada basada en condición?
9
Mantenimiento no programado
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de detección
de fallas?
8¿Es técnicamente
factible y vale lapena hacer una
combinación de tareas?
3
SISI
NO
¿Es factible y valela pena hacer una tarea programada
basada en condición?
NO
NO
N0
4
SI
SI SI
Tarea programada basada en condición
NOSI
Tarea programada basada en condición NO
SI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
7¿Es técnicamente
factible y vale lapena hacer una tarea
programada de restauración o de
desincorporación?
2
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de detección
de fallas?
11
CONSECUENCIAS EVIDENTES EN LA SEGURIDAD O EL AMBIENTELa política de manejo de falla debe
reducir el riesgo de la falla a un nivel tolerable
CONSECUENCIAS ECONÓMICAS EVIDENTES
En un período de tiempo, la política de manejo de falla debe ser menos costosa
que los costos de las consecuencias operacionales (si los hay) más los
costos de reparación
Podría ser deseable un rediseño
Podría ser deseable un
rediseñoRediseño obligatorio
Combinación de tareas
Rediseño obligatorio
Tarea de detección de
falla
Tarea de detección de
falla
Mantenimiento no programado
CONSECUENCIAS ECONOMICAS OCULTAS
En un período de tiempo la política de manejo de falla debe reducir la
probabilidad de una falla múltiple (y los costos asociados) a un mínimo
aceptable
NOSINO
NO
SI
SI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
5
Tarea programada basada en condición
SI
CONSECUENCIAS EN LA SEGURIDAD O EL AMBIENTE OCULTAS
La política de manejo de falla debe reducir el riesgo de la falla múltiple a un nivel
tolerable
Tarea programada basada en condición
NOSI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
10
CRITERIO DE EFECTIVIDAD
CRITERIO DE FACTIBILIDAD
TÉCNICA
Tareas Programadas Basadas en Condición
¿Existe una condición clara de falla potencial?¿Cuál es?¿Cuál
es el intervalo P-F?¿Es este intervalo lo suficiente grande
para tomar acción a fin de evitar o minimizar las consecuencias de la falla? ¿Es consistente el
intervalo P-F?¿Es práctico realizar la tarea a intervalos
menores que el intervalo P-F?Tareas Programadas de
Restauración o de Desincorporación
¿Existe una longevidad a la cual haya un incremento en la
probabilidad condicional de falla? ¿Cuál es esta longevidad? ¿Sobrevivirán suficientes ítems
a esta longevidad para satisfacer el criterio de efectividad? Sólo para
restauración programada: ¿La tarea restaurará la resistencia
original a fallar?
Tareas Programadas de Detección de Fallas
¿Es posible revisar si el ítem ha fallado sin incrementar
significativamente el riesgo de una falla múltiple?¿Es práctico realizar la tarea a los intervalos
requeridos?
SI NO
Un Algoritmo de Decisión MCCFUENTE: SAE-JA1012
¿La pérdida de la función causada por este modode falla por si mismo se
vuelve evidente para el equipo de operadores en
circunstancias normales?
A
¿Existe un riesgo
intolerable de que los efectos
de este modo de falla puedan
dañar o matar a alguien?
B
¿Existe un riesgo intolerable de que los
efectos de este modo de falla pueda violar un estándar o
una regulación ambiental conocida?
C
SI
NO
¿El modo de fallatiene un efecto
directo adverso en la capacidad operacional?
DNO
¿Existe un riesgo
intolerable de que la falla
múltiple pueda dañar o matar
a alguien?
E¿Existe un riesgo
intolerable de que la falla múltiple pueda violar algún
estándar o regulación ambiental conocida?
F¿La falla múltiple
tiene un efecto directo adverso
directo en la capacidad
operacional?
G
¿Es factible y valela pena hacer una tarea programada
basada en condición?
1 ¿Es factible y valela pena hacer una tarea programada
basada en condición?
6 ¿Es factible y valela pena hacer
una tarea programada basada en condición?
9
Mantenimiento no programado
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de detección
de fallas?
8¿Es técnicamente
factible y vale lapena hacer una
combinación de tareas?
3
SISI
NO
¿Es factible y valela pena hacer una tarea programada
basada en condición?
NO
NO
N0
4
SI
SI SI
Tarea programada basada en condición
NOSI
Tarea programada basada en condición NO
SI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
7¿Es técnicamente
factible y vale lapena hacer una tarea
programada de restauración o de
desincorporación?
2
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de detección
de fallas?
11
CONSECUENCIAS EVIDENTES EN LA SEGURIDAD O EL AMBIENTELa política de manejo de falla debe
reducir el riesgo de la falla a un nivel tolerable
CONSECUENCIAS ECONÓMICAS EVIDENTES
En un período de tiempo, la política de manejo de falla debe ser menos costosa
que los costos de las consecuencias operacionales (si los hay) más los
costos de reparación
Podría ser deseable un rediseño
Podría ser deseable un
rediseñoRediseño obligatorio
Combinación de tareas
Rediseño obligatorio
Tarea de detección de
falla
Tarea de detección de
falla
Mantenimiento no programado
CONSECUENCIAS ECONOMICAS OCULTAS
En un período de tiempo la política de manejo de falla debe reducir la
probabilidad de una falla múltiple (y los costos asociados) a un mínimo
aceptable
NOSINO
NO
SI
SI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
5
Tarea programada basada en condición
SI
CONSECUENCIAS EN LA SEGURIDAD O EL AMBIENTE OCULTAS
La política de manejo de falla debe reducir el riesgo de la falla múltiple a un nivel
tolerable
Tarea programada basada en condición
NOSI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
10
CRITERIO DE EFECTIVIDAD
CRITERIO DE FACTIBILIDAD
TÉCNICA
Tareas Programadas Basadas en Condición
¿Existe una condición clara de falla potencial?¿Cuál es?¿Cuál
es el intervalo P-F?¿Es este intervalo lo suficiente grande
para tomar acción a fin de evitar o minimizar las consecuencias de la falla? ¿Es consistente el
intervalo P-F?¿Es práctico realizar la tarea a intervalos
menores que el intervalo P-F?Tareas Programadas de
Restauración o de Desincorporación
¿Existe una longevidad a la cual haya un incremento en la
probabilidad condicional de falla? ¿Cuál es esta longevidad? ¿Sobrevivirán suficientes ítems
a esta longevidad para satisfacer el criterio de efectividad? Sólo para
restauración programada: ¿La tarea restaurará la resistencia
original a fallar?
Tareas Programadas de Detección de Fallas
¿Es posible revisar si el ítem ha fallado sin incrementar
significativamente el riesgo de una falla múltiple?¿Es práctico realizar la tarea a los intervalos
requeridos?
SI NO
Un Algoritmo de Decisión MCCFUENTE: SAE-JA1012
¿La pérdida de la función causada por este modode falla por si mismo se
vuelve evidente para el equipo de operadores en
circunstancias normales?
A
DESCRIPCION DE METODOLOGIAS
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

ANÁLISIS DE CRITICIDAD
(AC) M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
CONSECUENCIAS O IMPACTOS
FR
EC
UE
NC
IA
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
DESCRIPCION DE METODOLOGIAS
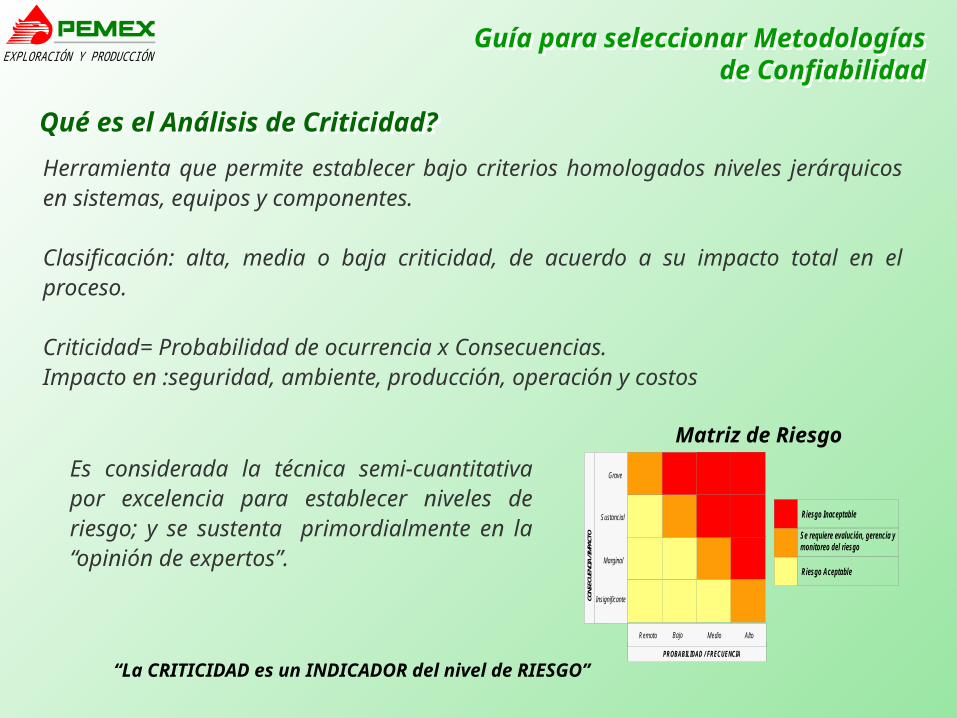
Herramienta que permite establecer bajo criterios homologados niveles jerárquicos en sistemas, equipos y componentes.
Clasificación: alta, media o baja criticidad, de acuerdo a su impacto total en el proceso.
Criticidad= Probabilidad de ocurrencia x Consecuencias.Impacto en :seguridad, ambiente, producción, operación y costos
Es considerada la técnica semi-cuantitativa por excelencia para establecer niveles de riesgo; y se sustenta primordialmente en la “opinión de expertos”.
Matriz de Riesgo
AltoMedioRemoto
Grave
Marginal
Insignificante
PROBABILIDAD / FRECUENCIA
CONS
ECUE
NCIA
/ IMP
ACTO
Riesgo Aceptable
Riesgo Inaceptable
Se requiere evalución, gerencia y monitoreo del riesgo
Sustancial
Bajo
Qué es el Análisis de Criticidad?Qué es el Análisis de Criticidad?
“La CRITICIDAD es un INDICADOR del nivel de RIESGO”
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Estimación dela Frecuencia
Estimación dela Frecuencia
Basada en la Historia
(Estadística del Proceso/Sistema)
Basada en la Historia
(Estadística del Proceso/Sistema)
Basada en la Condición
(Monitoreo del Proceso/Sistema)
Basada en la Condición
(Monitoreo del Proceso/Sistema)
Basado en el conocimiento empírico
del proceso
Basado en el conocimiento empírico
del proceso
CuantificaciónDe la Criticidad
CuantificaciónDe la Criticidad
Impacto en las
Instalaciones
Impacto en las
Instalaciones
ImpactoAmbientalImpacto
Ambiental
Estimación deConsecuencias
Estimación deConsecuencias
Pérdidas deProducciónPérdidas deProducción
Impacto en la
Población
Impacto en la
Población
Impacto PersonasImpacto Personas
Si la CRITICIDAD es proporcional al RIESGO, entonces:
La FRECUENCIA DE FALLA es proporcional a la PROBABILIDAD DE FALLA y,
El IMPACTO DE LA FALLA es proporcional a la CONSECUENCIA DE LA FALLA.
Valoración de la Criticidad
Valoración de la Criticidad
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
Cr = P x C

En la matriz de riesgo establecida para PEP se tiene un código de colores que denotan la menor o mayor intensidad del riesgo relacionado a la instalación, sistemas, equipos y componentes bajo análisis, representando:
El color rojo la CRITICIDAD ALTA (A)
El color amarillo la CRITICIDAD MEDIA (B)
El color verde la CRITICIDAD BAJA (C).
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
CONSECUENCIAS O IMPACTOS
FR
EC
UE
NC
IA
Rango de CriticidadRango de Criticidad
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

ANÁLISIS CAUSA RAÍZ(ACR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Qué es ACR?
Utilizada para identificar causas de fallas físicas, humanas y latentes o de sistema, con el objeto de resolver problemas.
Esta herramienta esta diseñada para ayudar a los analistas a determinar: qué pasó durante un evento no deseado (falla, problema o incidente particular), cómo pasó y entender por qué pasó.
Análisis Causa RaízAnálisis Causa Raíz
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Tipos de falla o problema
Fallas en componentes/equipos/sistemasDesviaciones operacionales/pérdida de eficienciaProblemas administrativos/médicos/otros Efectos en la Seguridad Higiene y Ambiente.
Alcance:
Frecuencia de falla
Fallas/eventos aislados de alto impacto. Fallas crónicas o recurrentes.
Análisis Causa Raíz (ACR)
Análisis Causa Raíz (ACR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
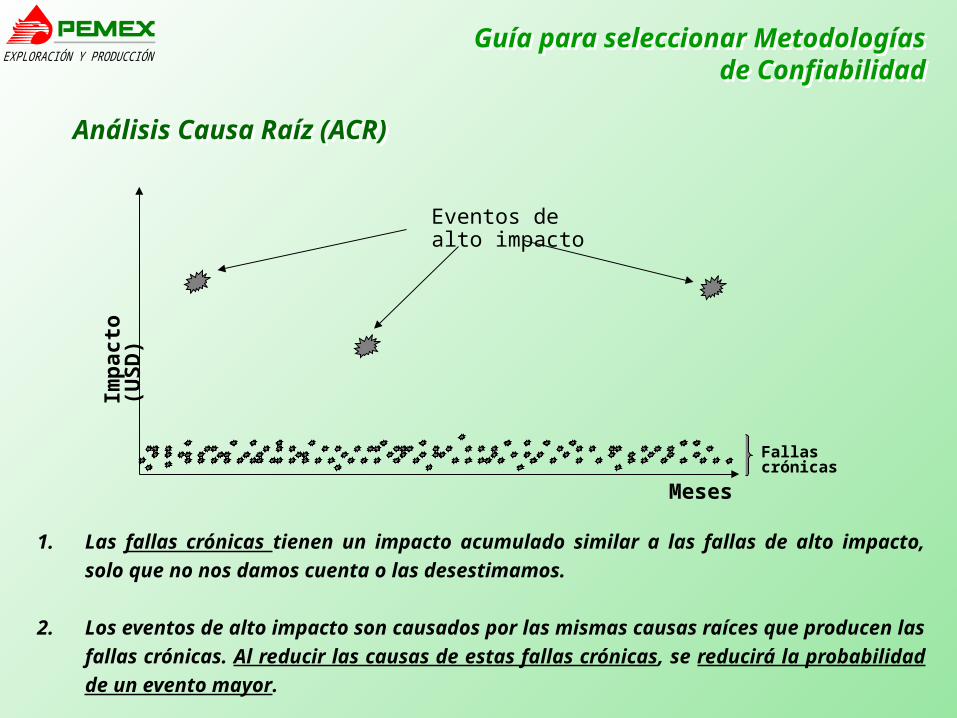
1. Las fallas crónicas tienen un impacto acumulado similar a las fallas de alto impacto, solo que no nos damos cuenta o las desestimamos.
2. Los eventos de alto impacto son causados por las mismas causas raíces que producen las fallas crónicas. Al reducir las causas de estas fallas crónicas, se reducirá la probabilidad de un evento mayor.
Meses
Imp
acto
(U
SD
)
Eventos de alto impacto
Fallas crónicas
Análisis Causa Raíz (ACR)
Análisis Causa Raíz (ACR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
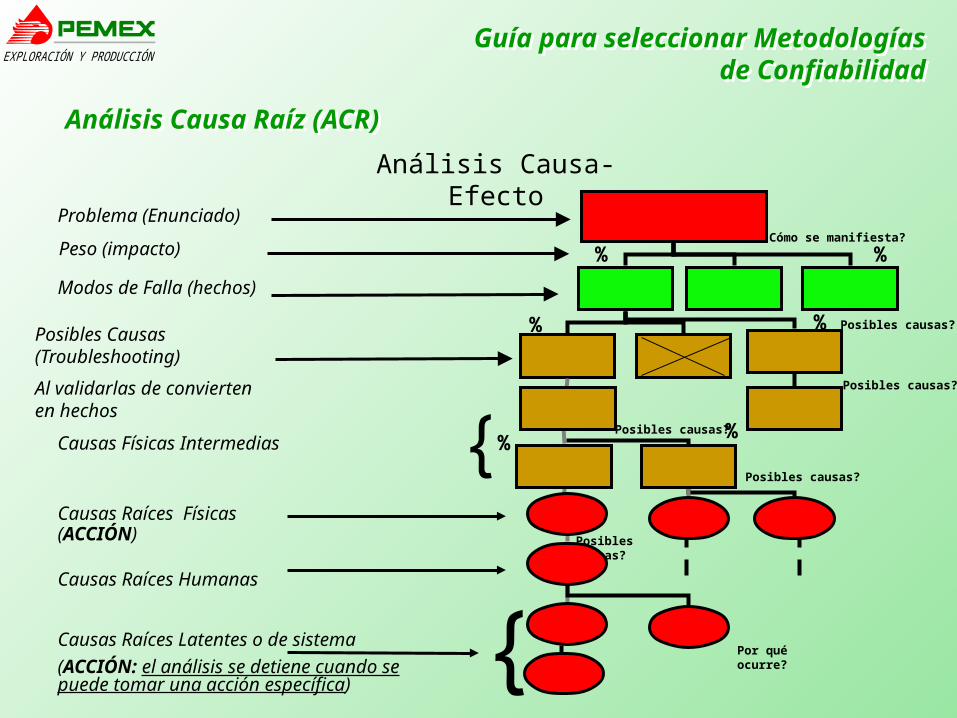
Problema (Enunciado)
Modos de Falla (hechos)
Posibles Causas (Troubleshooting)
Al validarlas de convierten en hechos
Causas Raíces Físicas(ACCIÓN)
Causas Raíces Humanas
Causas Raíces Latentes o de sistema
(ACCIÓN: el análisis se detiene cuando se puede tomar una acción específica)
{Causas Físicas Intermedias
Peso (impacto)
Análisis Causa- Efecto
{
Cómo se manifiesta?
Posibles causas?
Posibles causas?
Posibles causas?
Posibles causas?
Posibles causas?
%
% %
%
% %
Por qué ocurre?
Análisis Causa Raíz (ACR)
Análisis Causa Raíz (ACR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
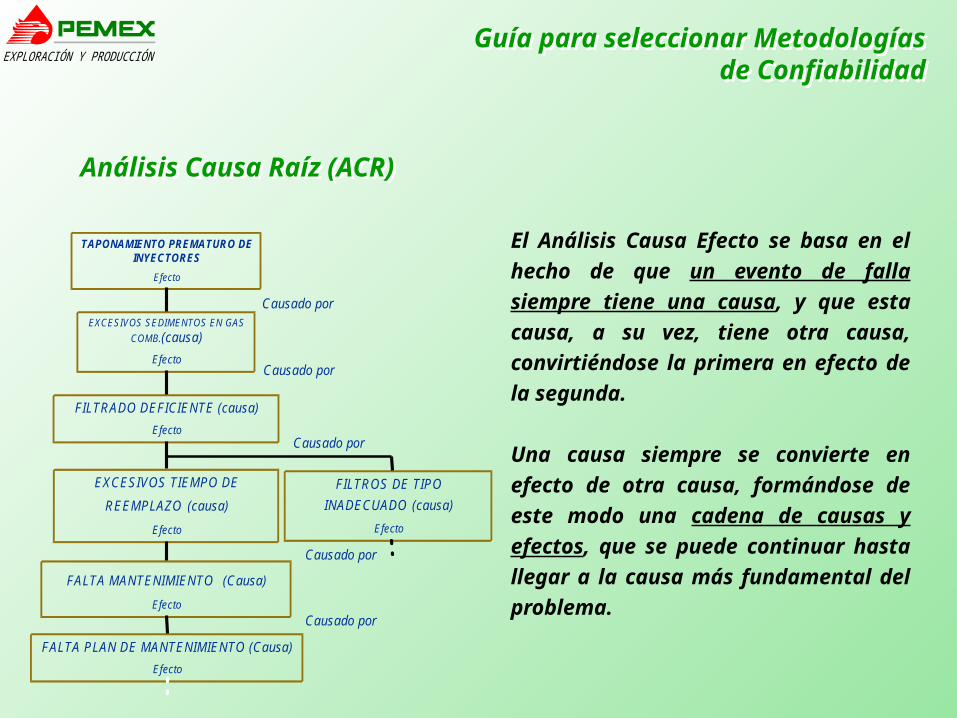
TAPONAMIENTO PREMATURO DE INYECTORES
Efecto
EXCESIVOS SEDIMENTOS EN GAS
COMB.(causa)
Efecto
FALTA MANTENIMIENTO (Causa)
Efecto
FILTRADO DEFICIENTE (causa)
Efecto
EXCESIVOS TIEMPO DE
REEMPLAZO (causa)
Efecto
Causado por
Causado por
Causado por
Causado por
FALTA PLAN DE MANTENIMIENTO (Causa)
Efecto
Causado por
FILTROS DE TIPO
INADECUADO (causa)
Efecto
El Análisis Causa Efecto se basa en el hecho de que un evento de falla siempre tiene una causa, y que esta causa, a su vez, tiene otra causa, convirtiéndose la primera en efecto de la segunda.
Una causa siempre se convierte en efecto de otra causa, formándose de este modo una cadena de causas y efectos, que se puede continuar hasta llegar a la causa más fundamental del problema.
Análisis Causa Raíz (ACR)
Análisis Causa Raíz (ACR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

La aplicación de la metodología de ACR comenzará por los equipos de alta criticidad, mediana criticidad, en orden jerárquico. Una vez resuelto el problema de fallas recurrentes, deberá re-estimarse la criticidad del equipo y en caso de afectarse la criticidad de la instalación, deberá ser re-evaluada y aplicar el diagrama de flujo para verificar qué otras acciones de mejora le podrían ser aplicadas.
En los casos de instalaciones cuyos equipos resulten en su mayoría de baja criticidad, deberá aplicarse la metodología de ACR a aquellos que presenten fallas recurrentes, comenzando por los que presentan mayor cantidad de fallas o mayor impacto.
Análisis Causa Raíz (ACR)
Análisis Causa Raíz (ACR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

MANTENIMIENTOCENTRADO EN CONFIABILIDAD
(MCC)
¿Existe un riesgo
intolerable de que los efectos
de este modo de falla puedan
dañar o matar a alguien?
B
¿Existe un riesgo intolerable de que los
efectos de este modo de falla pueda violar un estándar o
una regulación ambiental conocida?
C
SI
NO
¿El modo de fallatiene un efecto
directo adverso en la capacidad operacional?
DNO
¿Existe un riesgo
intolerable de que la falla
múltiple pueda dañar o matar
a alguien?
E¿Existe un riesgo
intolerable de que la falla múltiple pueda violar algún
estándar o regulación ambiental conocida?
F¿La falla múltiple
tiene un efecto directo adverso
directo en la capacidad
operacional?
G
¿Es factible y valela pena hacer una tarea programada
basada en condición?
1 ¿Es factible y valela pena hacer una tarea programada
basada en condición?
6 ¿Es factible y valela pena hacer
una tarea programada basada en condición?
9
Mantenimiento no programado
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de detección
de fallas?
8¿Es técnicamente
factible y vale lapena hacer una
combinación de tareas?
3
SISI
NO
¿Es factible y valela pena hacer una tarea programada
basada en condición?
NO
NO
N0
4
SI
SI SI
Tarea programada basada en condición
NOSI
Tarea programada basada en condición NO
SI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
7¿Es técnicamente
factible y vale lapena hacer una tarea
programada de restauración o de
desincorporación?
2
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de detección
de fallas?
11
CONSECUENCIAS EVIDENTES EN LA SEGURIDAD O EL AMBIENTELa política de manejo de falla debe
reducir el riesgo de la falla a un nivel tolerable
CONSECUENCIAS ECONÓMICAS EVIDENTES
En un período de tiempo, la política de manejo de falla debe ser menos costosa
que los costos de las consecuencias operacionales (si los hay) más los
costos de reparación
Podría ser deseable un rediseño
Podría ser deseable un
rediseñoRediseño obligatorio
Combinación de tareas
Rediseño obligatorio
Tarea de detección de
falla
Tarea de detección de
falla
Mantenimiento no programado
CONSECUENCIAS ECONOMICAS OCULTAS
En un período de tiempo la política de manejo de falla debe reducir la
probabilidad de una falla múltiple (y los costos asociados) a un mínimo
aceptable
NOSINO
NO
SI
SI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
5
Tarea programada basada en condición
SI
CONSECUENCIAS EN LA SEGURIDAD O EL AMBIENTE OCULTAS
La política de manejo de falla debe reducir el riesgo de la falla múltiple a un nivel
tolerable
Tarea programada basada en condición
NOSI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
10
CRITERIO DE EFECTIVIDAD
CRITERIO DE FACTIBILIDAD
TÉCNICA
Tareas Programadas Basadas en Condición
¿Existe una condición clara de falla potencial?¿Cuál es?¿Cuál
es el intervalo P-F?¿Es este intervalo lo suficiente grande
para tomar acción a fin de evitar o minimizar las consecuencias de la falla? ¿Es consistente el
intervalo P-F?¿Es práctico realizar la tarea a intervalos
menores que el intervalo P-F?Tareas Programadas de
Restauración o de Desincorporación
¿Existe una longevidad a la cual haya un incremento en la
probabilidad condicional de falla? ¿Cuál es esta longevidad? ¿Sobrevivirán suficientes ítems
a esta longevidad para satisfacer el criterio de efectividad? Sólo para
restauración programada: ¿La tarea restaurará la resistencia
original a fallar?
Tareas Programadas de Detección de Fallas
¿Es posible revisar si el ítem ha fallado sin incrementar
significativamente el riesgo de una falla múltiple?¿Es práctico realizar la tarea a los intervalos
requeridos?
SI NO
Un Algoritmo de Decisión MCCFUENTE: SAE-JA1012
¿La pérdida de la función causada por este modode falla por si mismo se
vuelve evidente para el equipo de operadores en
circunstancias normales?
A
¿Existe un riesgo
intolerable de que los efectos
de este modo de falla puedan
dañar o matar a alguien?
B
¿Existe un riesgo intolerable de que los
efectos de este modo de falla pueda violar un estándar o
una regulación ambiental conocida?
C
SI
NO
¿El modo de fallatiene un efecto
directo adverso en la capacidad operacional?
DNO
¿Existe un riesgo
intolerable de que la falla
múltiple pueda dañar o matar
a alguien?
E¿Existe un riesgo
intolerable de que la falla múltiple pueda violar algún
estándar o regulación ambiental conocida?
F¿La falla múltiple
tiene un efecto directo adverso
directo en la capacidad
operacional?
G
¿Es factible y valela pena hacer una tarea programada
basada en condición?
1 ¿Es factible y valela pena hacer una tarea programada
basada en condición?
6 ¿Es factible y valela pena hacer
una tarea programada basada en condición?
9
Mantenimiento no programado
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de detección
de fallas?
8¿Es técnicamente
factible y vale lapena hacer una
combinación de tareas?
3
SISI
NO
¿Es factible y valela pena hacer una tarea programada
basada en condición?
NO
NO
N0
4
SI
SI SI
Tarea programada basada en condición
NOSI
Tarea programada basada en condición NO
SI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
7¿Es técnicamente
factible y vale lapena hacer una tarea
programada de restauración o de
desincorporación?
2
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
NO
SI
Tarea programada de restauración o de desincorporación
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de detección
de fallas?
11
CONSECUENCIAS EVIDENTES EN LA SEGURIDAD O EL AMBIENTELa política de manejo de falla debe
reducir el riesgo de la falla a un nivel tolerable
CONSECUENCIAS ECONÓMICAS EVIDENTES
En un período de tiempo, la política de manejo de falla debe ser menos costosa
que los costos de las consecuencias operacionales (si los hay) más los
costos de reparación
Podría ser deseable un rediseño
Podría ser deseable un
rediseñoRediseño obligatorio
Combinación de tareas
Rediseño obligatorio
Tarea de detección de
falla
Tarea de detección de
falla
Mantenimiento no programado
CONSECUENCIAS ECONOMICAS OCULTAS
En un período de tiempo la política de manejo de falla debe reducir la
probabilidad de una falla múltiple (y los costos asociados) a un mínimo
aceptable
NOSINO
NO
SI
SI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
5
Tarea programada basada en condición
SI
CONSECUENCIAS EN LA SEGURIDAD O EL AMBIENTE OCULTAS
La política de manejo de falla debe reducir el riesgo de la falla múltiple a un nivel
tolerable
Tarea programada basada en condición
NOSI
¿Es técnicamentefactible y vale la
pena hacer una tarea programada de
restauración o de desincorporación?
10
CRITERIO DE EFECTIVIDAD
CRITERIO DE FACTIBILIDAD
TÉCNICA
Tareas Programadas Basadas en Condición
¿Existe una condición clara de falla potencial?¿Cuál es?¿Cuál
es el intervalo P-F?¿Es este intervalo lo suficiente grande
para tomar acción a fin de evitar o minimizar las consecuencias de la falla? ¿Es consistente el
intervalo P-F?¿Es práctico realizar la tarea a intervalos
menores que el intervalo P-F?Tareas Programadas de
Restauración o de Desincorporación
¿Existe una longevidad a la cual haya un incremento en la
probabilidad condicional de falla? ¿Cuál es esta longevidad? ¿Sobrevivirán suficientes ítems
a esta longevidad para satisfacer el criterio de efectividad? Sólo para
restauración programada: ¿La tarea restaurará la resistencia
original a fallar?
Tareas Programadas de Detección de Fallas
¿Es posible revisar si el ítem ha fallado sin incrementar
significativamente el riesgo de una falla múltiple?¿Es práctico realizar la tarea a los intervalos
requeridos?
SI NO
Un Algoritmo de Decisión MCCFUENTE: SAE-JA1012
¿La pérdida de la función causada por este modode falla por si mismo se
vuelve evidente para el equipo de operadores en
circunstancias normales?
A
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Mantenimiento Centrado en Confiabilidad (MCC)
Mantenimiento Centrado en Confiabilidad (MCC)
Proceso específico utilizado para identificar las políticas que deben ser implementadas para el manejo de los modos de falla que pueden causar una falla funcional de cualquier activo físico en un contexto operacional dado.
El MCC busca una combinación óptima de tareas de mantenimiento de tipo preventivo, predictivo detectivo, rediseño y operación hasta la falla, para obtener un plan que responda a los requerimientos de mantenimiento en un contexto operacional especifico.
Qué es MCC o RCM?
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Aplicación de Diagrama Lógico para Selección de
Estrategias de Mantenimiento
Tareas de Mantenimiento
Definición del entornooperacional
Definición de funciones
Determinar fallas funcionales
Identificar modos de fallas
Jerarquización de Equipos y Sistemas
Formación de Equipos de
Trabajo
Efectos de falla
Aplicación de Diagrama Lógico para Selección de
Estrategias de Mantenimiento
Tareas de Mantenimiento
Definición del entornooperacional
Definición de funciones
Determinar fallas funcionales
Identificar modos de fallas
Jerarquización de Equipos y Sistemas
Formación de Equipos de
Trabajo
Efectos de falla
Metodología del MCCMetodología del MCC
El MCC se sustenta en el uso de tres herramientas que permiten dar respuesta a siete (07) preguntas claves, partiendo de una lista de equipos jerarquizados por criticidad, para la obtención de planes de mantenimiento basado en confiabilidad.
5. ¿Importa si falla?
6. ¿Se puede hacer algo para prevenir la falla?
7. ¿Qué pasa si no podemos prevenir la falla?
1.¿Cuál es la función de un
activo?
2. ¿De qué maneras
puede fallar?
3. ¿Qué origina la falla?
4. ¿Qué pasa cuando falla?
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
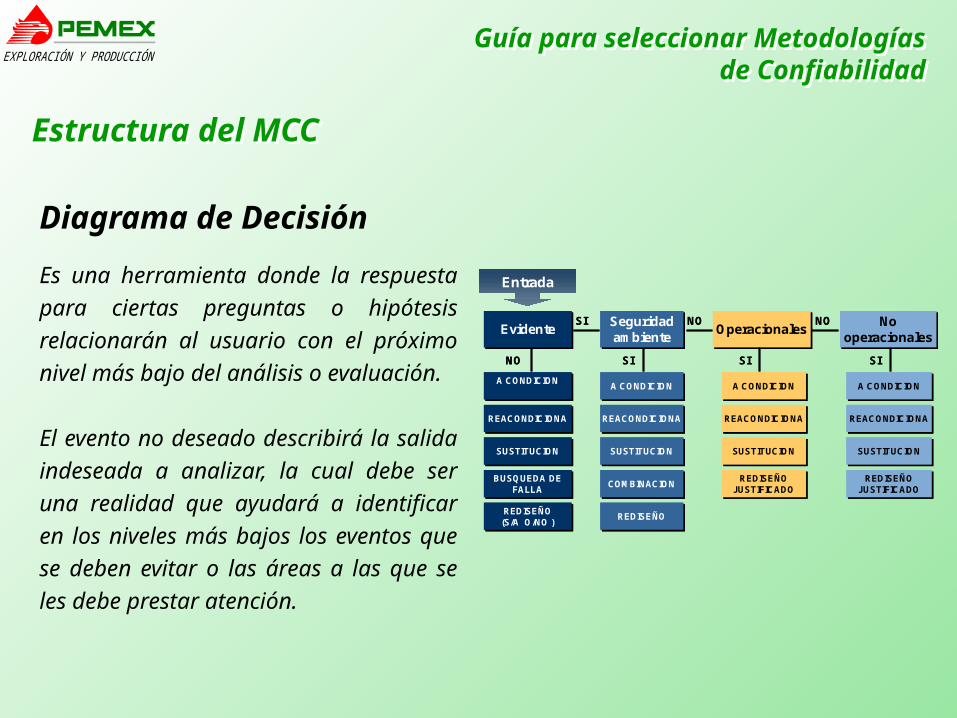
Diagrama de Decisión
Es una herramienta donde la respuesta para ciertas preguntas o hipótesis relacionarán al usuario con el próximo nivel más bajo del análisis o evaluación.
El evento no deseado describirá la salida indeseada a analizar, la cual debe ser una realidad que ayudará a identificar en los niveles más bajos los eventos que se deben evitar o las áreas a las que se les debe prestar atención.
EvidenteEvidente OperacionalesOperacionales Nooperacionales
Nooperacionales
REACONDICIONAREACONDICIONA
A CONDICIONA CONDICION A CONDICIONA CONDICION
SUSTITUCIONSUSTITUCION
BUSQUEDA DEFALLA
BUSQUEDA DEFALLA
REACONDICIONAREACONDICIONA
SUSTITUCIONSUSTITUCION
REDISEÑOJUSTIFICADO
REDISEÑOJUSTIFICADO
REACONDICIONAREACONDICIONA
SUSTITUCIONSUSTITUCION
REDISEÑOJUSTIFICADO
REDISEÑOJUSTIFICADO
SI NO NO
NO SI SI SI
A CONDICIONA CONDICION
REDISEÑO(S/A O/NO )
REDISEÑO(S/A O/NO )
Entrada
Seguridadambiente
Seguridadambiente
A CONDICIONA CONDICION
REACONDICIONAREACONDICIONA
SUSTITUCIONSUSTITUCION
COMBINACIONCOMBINACION
REDISEÑOREDISEÑO
EvidenteEvidente OperacionalesOperacionales Nooperacionales
Nooperacionales
REACONDICIONAREACONDICIONA
A CONDICIONA CONDICION A CONDICIONA CONDICION
SUSTITUCIONSUSTITUCION
BUSQUEDA DEFALLA
BUSQUEDA DEFALLA
REACONDICIONAREACONDICIONA
SUSTITUCIONSUSTITUCION
REDISEÑOJUSTIFICADO
REDISEÑOJUSTIFICADO
REACONDICIONAREACONDICIONA
SUSTITUCIONSUSTITUCION
REDISEÑOJUSTIFICADO
REDISEÑOJUSTIFICADO
SI NO NO
NO SI SI SI
A CONDICIONA CONDICION
REDISEÑO(S/A O/NO )
REDISEÑO(S/A O/NO )
Entrada
Seguridadambiente
Seguridadambiente
A CONDICIONA CONDICION
REACONDICIONAREACONDICIONA
SUSTITUCIONSUSTITUCION
COMBINACIONCOMBINACION
REDISEÑOREDISEÑO
Estructura del MCCEstructura del MCC
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

INSPECCIÓN BASADA EN
RIESGO(IBR)
2
3
1
2 2 2 2
3
3
4
3
1
2
3
1
2 2 2 2
3
3
4
3
1
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Herramienta de análisis que estima el riesgo asociado a la operación de equipos estáticos, y evalúa la efectividad del plan de inspección (actual o potencial) en reducir dicho riesgo. Está basada en la ejecución de una serie de cálculos para estimar la probabilidad y la consecuencia de una falla de cada equipo estático de proceso.
MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
FUENTE: API 581 RBI BASE RESOURCE DOCUMENT
Inspección Basada en Riesgo (IBR)Inspección Basada en Riesgo (IBR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

La Inspección Basada en Riesgos es una metodología sistemática basada en la Norma API RP 580 / 581, cuyo foco es definir planes de inspección basados en la caracterización probabilística del deterioro y el modelaje probabilístico de la consecuencia de una falla.
CONSECUENCIAS
PR
OB
AB
ILID
AD
DE
FA
LL
A
A B C D E
5
4
3
2
17
9 9
10
3
2
20
1 5
21 36
1
4
2
3
1
2 2 2 2
3
3
4
3
1
2
3
1
2 2 2 2
3
3
4
3
1
Probabilidad de Fallas Espesor remanente Tasa de corrosión Calidad / frecuencia de inspección
Consecuencias de Fallas Tipo de fluido Sistemas de mitigación existente Inventario de producto (volumen) Sistemas de bloqueo disponibles
Inspección Basada en Riesgo (IBR)Inspección Basada en Riesgo (IBR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Proceso de Cuantificación de Riesgo
CUANTIFICACION DE RIESGOProbabilidad de Falla
Evaluación de Consecuencias
Condiciones de Operación
Sistemas de Detección,
Aislamiento y Mitigación
Costos unitarios por efectos sobre
• personal• ambiente• equipos • operaciones
Estadísticas genéricas de
falla
Proceso de Deterioro
Calidad de:• diseño• gerencia• inspección• mantenimien
to
Oportunidades de ajuste
• Disminución del riesgo
• Optimación de recursos
Decisiones de control de
riesgo
X
Inspección Basada en Riesgo (IBR)Inspección Basada en Riesgo (IBR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Alcance
La falla considerada en Inspección Basada en Riesgo (IBR) de API es la pérdida de la función de contención del fluido presurizado, es decir, la fuga al medio ambiente.
Se enfoca en cuatro categorías de riesgo que son:
Fuga de fluidos inflamables Fuga de fluidos tóxicos Daños al ambiente Interrupción de la continuidad del negocio
Inspección Basada en Riesgo (IBR)Inspección Basada en Riesgo (IBR)
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

Selección de MetodologíasSelección de Metodologías
CRITICIDAD
ACR
IBRMCC
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
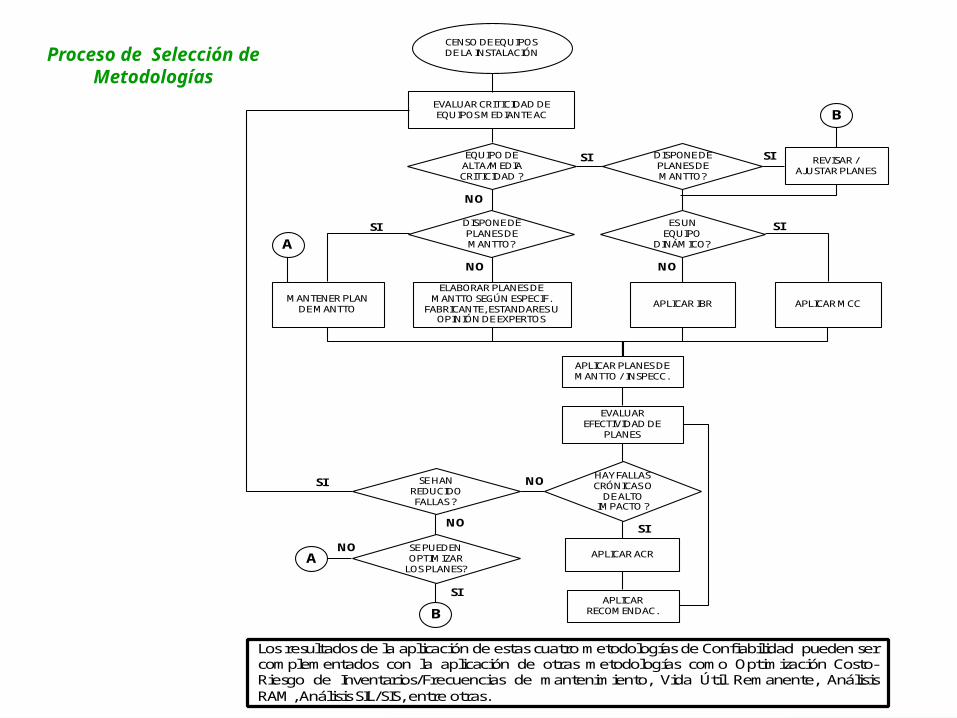
Los resultados de la aplicación de estas cuatro metodologías de Confiabilidad pueden sercomplementados con la aplicación de otras metodologías como Optimización Costo-Riesgo de Inventarios/Frecuencias de mantenimiento, Vida Útil Remanente, AnálisisRAM, Análisis SIL/SIS, entre otras.
CENSO DE EQUIPOS DE LA INSTALACIÓN
EVALUAR CRITICIDAD DE EQUIPOS MEDIANTE AC
EQUIPO DE ALTA/MEDIA CRITICIDAD ?
DISPONE DE PLANES DE MANTTO?
ES UN EQUIPO
DINÁMICO?
SE PUEDEN OPTIMIZAR
LOS PLANES?
SE HAN REDUCIDO FALLAS ?
HAY FALLAS CRÓNICAS O
DE ALTO IMPACTO ?
DISPONE DE PLANES DE MANTTO?
APLICAR IBR APLICAR MCC
REVISAR / AJUSTAR PLANES
ELABORAR PLANES DE MANTTO SEGÚN ESPECIF.
FABRICANTE, ESTANDARES U OPINIÓN DE EXPERTOS
MANTENER PLAN DE MANTTO
APLICAR PLANES DE MANTTO / INSPECC.
EVALUAR EFECTIVIDAD DE
PLANES
APLICAR ACR
APLICAR RECOMENDAC.B
A
B
A
SI SI
NO
SI
SI
SI
SI
NO
NO
NO
NO
SI
NO
Proceso de Selección de Metodologías
Proceso de Selección de Metodologías
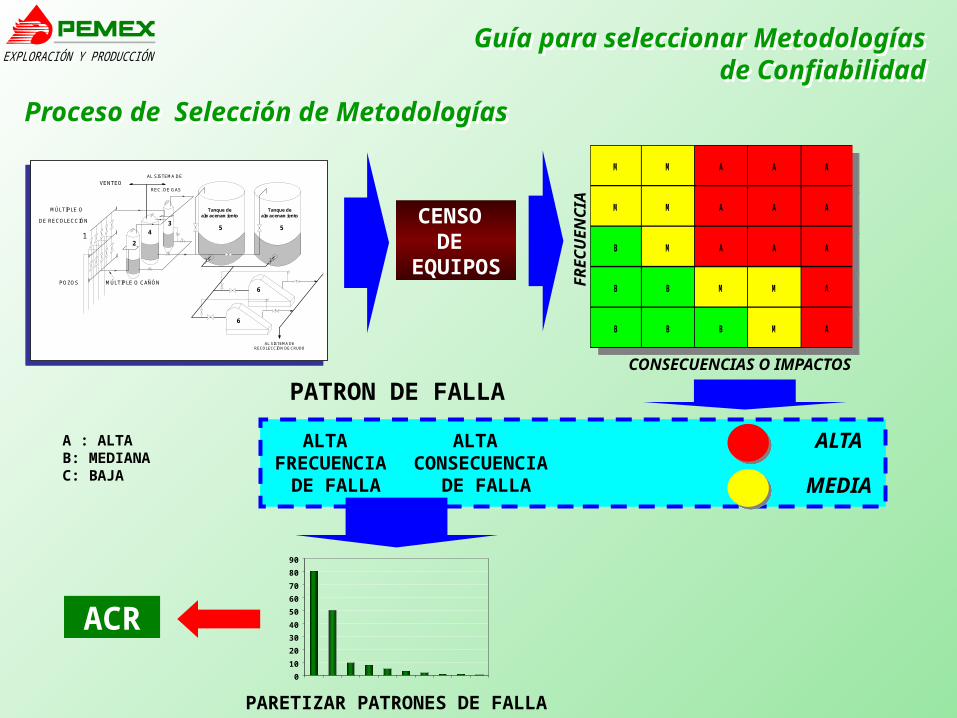
ALTA
MEDIA
PATRON DE FALLA
ALTA FRECUENCIA
DE FALLA
ALTA CONSECUENCIA
DE FALLA
ACR
0
10
20
30
40
50
60
70
80
90
PARETIZAR PATRONES DE FALLA
MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
CONSECUENCIAS O IMPACTOS
FR
EC
UE
NC
IA
CENSO DE
EQUIPOS
Proceso de Selección de MetodologíasProceso de Selección de Metodologías
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
A : ALTAB: MEDIANAC: BAJA
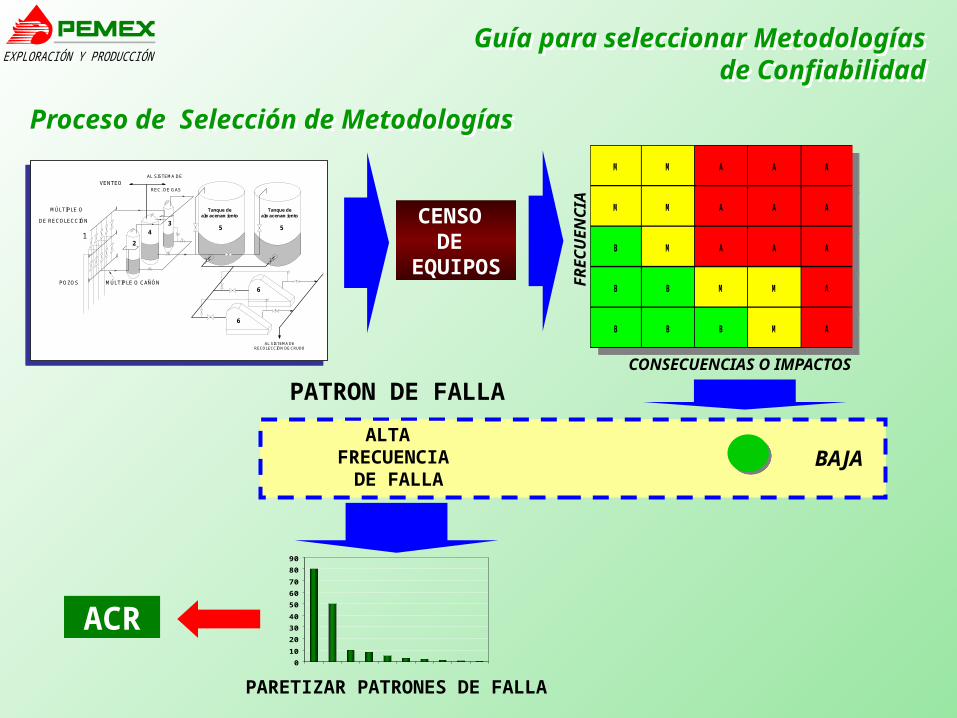
PATRON DE FALLA
ALTA FRECUENCIA
DE FALLA
ACR0
10
20
30
40
50
60
70
80
90
PARETIZAR PATRONES DE FALLA
BAJA
MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
CONSECUENCIAS O IMPACTOS
FR
EC
UE
NC
IA
CENSO DE
EQUIPOS
Proceso de Selección de MetodologíasProceso de Selección de Metodologías
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
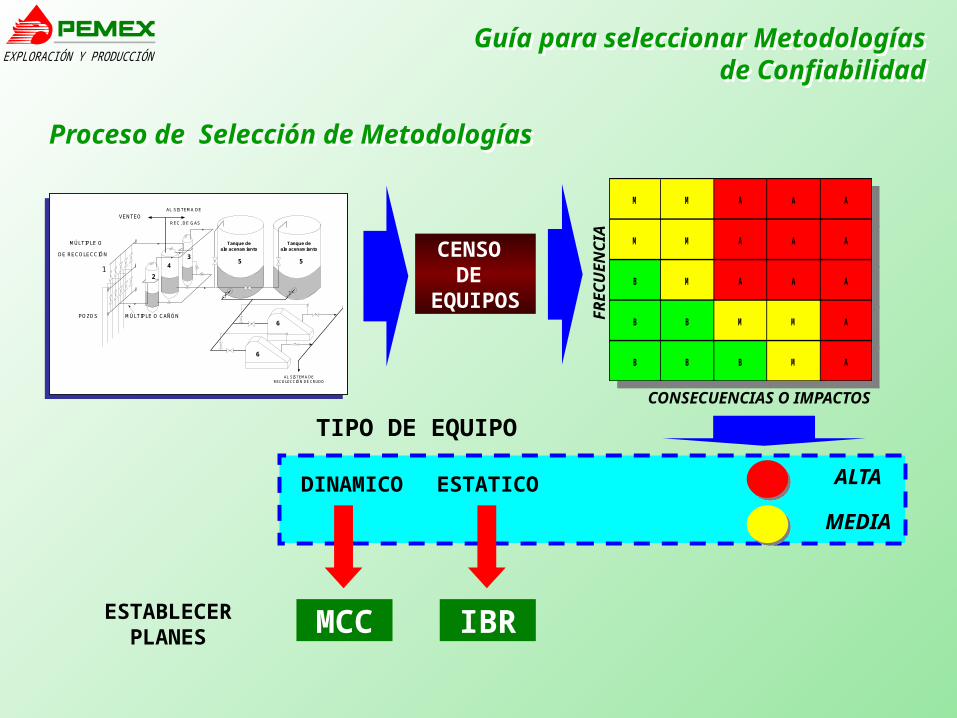
ALTA
MEDIA
TIPO DE EQUIPO
DINAMICO ESTATICO
MCC IBRESTABLECER PLANES
MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
CONSECUENCIAS O IMPACTOS
FR
EC
UE
NC
IA
CENSO DE
EQUIPOS
Proceso de Selección de MetodologíasProceso de Selección de Metodologías
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad

MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
MÚLTIPLE O CAÑÓNPOZOS
MÚLTIPLE O
DE RECOLECCIÓN
VENTEOAL SISTEMA DE
REC. DE GAS
2
AL SISTEMA DERECOLECCIÓN DE CRUDO
43
Tanque de almacenamiento
6
6
Tanque de almacenamiento
15 5
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
M M A A A
M M A A A
B M A A A
B B M M A
B B B M A
CONSECUENCIAS O IMPACTOS
FR
EC
UE
NC
IA
CENSO DE
EQUIPOS
BAJADINAMICO ESTATICO
TIENE PLAN EL EQUIPO
CONSERVA EL PLAN ACTUAL
SI
NO
PLAN SEGUN FABRICANTE O EQUIPO DE EXPERTOS
Proceso de Selección de MetodologíasProceso de Selección de Metodologías
Guía para seleccionar Metodologías de Confiabilidad
Guía para seleccionar Metodologías de Confiabilidad
TIPO DE EQUIPO

Guía del Plan de Administración de
Integridad de Ductos (PAID)
Guía del Plan de Administración de
Integridad de Ductos (PAID)

PAID
Sistema de Confiabilidad OperacionalSistema de Confiabilidad Operacional
Objetivo: establecer los pasos para lograr la aplicación del Plan de Administración de Integridad de Ductos (PAID) en las instalaciones de PEMEX.
Objetivo: establecer los pasos para lograr la aplicación del Plan de Administración de Integridad de Ductos (PAID) en las instalaciones de PEMEX.
Metodologías de confiabilidad
Buenas Prácticas de
Mantenimiento
Guía del Plan de Administración de Integridad de Ductos
(PAID)
Confiabilidad Humana
Confiabilidad de Procesos
Confiabilidad de Equipos y
Ductos
Proceso de Mantenimiento
OrganizaciónMantenibilidad de Equipos y
DuctosSAP R/3

Disposiciones Específicas:
Para asegurar la operación y mantenimiento del sistema de transporte de hidrocarburos por ductos de PEMEX Exploración y Producción, es necesario entre otras cosas, administrar la integridad de dicho sistema, para proporcionar a sus clientes una entrega segura y confiable de los hidrocarburos, la cual no tenga efectos adversos en los empleados, los clientes, la sociedad o el medio ambiente. El PAID es un sistema completo, sistemático e integrado.
Proporciona medios para mejorar la seguridad de los sistemas de ductos. La prioridad es a los segmentos que pasan por las ZAC.
Provee información para asignar efectivamente los recursos para prevención, detección y mitigación apropiadas, que resultará en el mejoramiento de la seguridad y una reducción en el número de incidentes.
Guía del Plan de Administración de Integridad de Ductos (PAID)

Evaluación de Riesgo
Evaluación de IntegridadPlanes y Programas de
mantenimiento y mitigación
SI
Zonas de Alta Consecuencia ZAC’s
Evaluaciones Subsecuentes ¿Se evaluaron todas
las amenazas?
SegmentaciónCenso y Datos
Técnicos
NO
Procesos de Apoyo
DIAGRAMA GENERAL DEL PAID

Disposiciones Específicas:
Los coordinadores de operación son responsables de que
se aplique el PAID en el sistema de ductos de las
instalaciones de PEP.
Para su aplicación, se deberán conformar Equipos de
Trabajo apegándose a la Guía para la formación y
funcionamiento de Equipos de Trabajo.
Se deberán aplicar las siguientes tres fases:
Evaluación del Riesgo
Dirección y Gestión del Sistema
Acopio e Integración de Datos
Guía del Plan de Administración de Integridad de Ductos (PAID)

Buenas Prácticas de Operación y
Mantenimiento
Buenas Prácticas de Operación y
Mantenimiento
Confiabilidad Humana
Confiabilidad de Equipos y
Ductos
Proceso de Mantenimiento
Organización SAP R/3Mantenibilidad de Equipos y
Ductos
Sistema de Confiabilidad OperacionalSistema de Confiabilidad Operacional
Buenas Prácticas de Operación
Objetivo: establecer las disposiciones para documentar las Buenas Prácticas de Operación y Mantenimiento, que sirvan de referencia para mejorar el desempeño en las instalaciones de PEP.
Objetivo: establecer las disposiciones para documentar las Buenas Prácticas de Operación y Mantenimiento, que sirvan de referencia para mejorar el desempeño en las instalaciones de PEP.
Confiabilidad de Procesos
Contexto Operacional
Procedimientos Operativos
Mapa de Proceso de Operación
Guías para el registro de Buenas Prácticas de Operación y
Mantenimiento
Guías para el registro de Buenas Prácticas de Operación y
Mantenimiento
Metodologías de Confiabilidad
PAID
Buenas Prácticas de Mantenimiento

Buenas PrácticasBuenas Prácticas
Las Buenas Prácticas de Mantenimiento u Operación, son medidas sencillas, técnicas de gestión o pautas de trabajo dirigidas a optimizar costos, incrementar seguridad, confiabilidad, disponibilidad, mantenibilidad, productividad, mejorar la calidad de los productos, entre otras condiciones tanto operativas, como de mantenimiento o de proceso.
Es una forma de “hacer” que ha probado su efectividad en una situación y puede ser aplicable en otra similar.
Pueden ser desarrolladas en algún ámbito de la gestión de la organización y sus resultados deben ser tangibles, innovadores, sostenibles y replicables.
Sistema de Confiabilidad OperacionalSistema de Confiabilidad Operacional

Ejemplos:
Utilizar el sistema SAP R/3 para el registro de avisos de averías.Análisis de fallas.Análisis de tendencias de parámetros operativos.Realizar diariamente Análisis de Seguridad en el Trabajo (AST).Cumplir un programa de orden y limpieza, 5 “s”Realizar auditorias de gestión a las actividades. Realizar inspecciones visuales de equipos y sistemas de proceso para detección temprana de fallas.Realizar ajustes menores (set-points, aprietes, fugas, etc.).
Buenas PrácticasBuenas Prácticas
Sistema de Confiabilidad OperacionalSistema de Confiabilidad Operacional

Promover mejoras para optimizar costos,
incrementar calidad, confiabilidad, seguridad y
productividad sin tener que pasar por el
proceso de prueba y error.
Identificar factores que hay que mejorar y los
recursos, aliados y estrategias para
fortalecerlas.
Permite describir la Práctica siguiendo un
orden que permite comparar con otras
Prácticas.
Hacer que la Buena Práctica trascienda y que
otras Prácticas se enriquezcan.
… POR QUE QUEREMOS DOCUMENTAR LAS BUENAS PRÁCTICAS DE OPERACIÓN Y MANTENIMIENTO?
Sistema de Confiabilidad OperacionalSistema de Confiabilidad Operacional
Guía para el registro de Buenas Prácticas
Guía para el registro de Buenas Prácticas
DETECCIÓN DE BUENAS
PRÁCTICAS DOCUMENTACIÓN DE BUENAS PRÁCTICAS
DIFUSIÓN DE BUENAS
PRÁCTICAS
Disposiciones Específicas:Disposiciones Específicas:
Etapas del Proceso
Etapas del Proceso

Guía para el registro de Buenas Prácticas
Guía para el registro de Buenas Prácticas
DETECCIÓN DE BUENAS
PRÁCTICAS
DOCUMENTACIÓN DE BUENAS PRÁCTICAS
DIFUSIÓN DE BUENAS
PRÁCTICAS
CONOCIMIENTO TÁCITO(MECÁNICA, ELECTRICIDAD,
INSTRUMENTACIÓN)
** MOTIVACIÓN Y ANÁLISIS **
MEDIOS EMPLEADOS(CAPACITACIÓN, CHARLAS, SISTEMAS ELECTRÓNICOS,
COMUNIDADES DE CONOCIMIENTO, PROG. DE
RECONOCIMIENTOS)
CONOCIMIENTO EXPLÍCITO
Disposiciones Específicas:Disposiciones Específicas:
Guía para el registro de Buenas Prácticas
Guía para el registro de Buenas Prácticas
Para la detección de buenas prácticas en su área de trabajo se recomienda:
Analizar los diferentes procesos y actividades del CP.
Identificar áreas de PEP donde se realizan actividades similares.
Comparar resultados.
Seleccionar la alternativa que ha demostrado generar resultados superiores.
Detección de Propuestas de Buenas PrácticasDetección de Propuestas de Buenas Prácticas
INFORMACIÓN
CONOCIMIENTO
APRENDIZAJE
Disposiciones Específicas:Disposiciones Específicas:
Las propuestas a ser consideradas como buenas prácticas de mantenimiento u operación pueden ser, entre otras:
Mejores formas de hacer mantenimiento.
Mejoras en dispositivos, herramientas, prácticas de seguridad.
Nuevas frecuencias de inspecciones, mantenimientos, reemplazos de piezas.
Mejoras en las operaciones.
Nuevas filosofías de operación, mantenimiento.
Otras mejoras relacionadas con el mantenimiento, la operación, seguridad, adquisición de materiales…
Guía para el registro de Buenas Prácticas
Guía para el registro de Buenas Prácticas
Detección de Propuestas de Buenas Prácticas
Detección de Propuestas de Buenas Prácticas
… Identificar Buenas Prácticas es una parte necesaria del aprendizaje de una organización y la búsqueda de la
excelencia.

Guía para el registro de Buenas Prácticas
Guía para el registro de Buenas Prácticas
Región, Activo/Gerencia.
Fecha.
Título de la Buena Práctica.
Nombre de la persona o equipo que propone la mejor práctica (Responsable).
Departamento / Organización.
Nombre del Supervisor o Líder inmediato.
Equipo de Trabajo (Nombre, Cargo y/o Puesto).
Descripción de la Buena Práctica (Recursos requeridos / empleados, aspectos de seguridad, entre otros).
Descripción de los Cambios o Mejoras luego de aplicar la Buena Práctica, resultados, beneficios obtenidos.
Documentación de Buenas PrácticasDocumentación de Buenas Prácticas
Para documentar las buenas prácticas de operación y mantenimiento se deberá registrar la siguiente información:
Disposiciones Específicas:Disposiciones Específicas:

Formato para Documentar las Buenas Prácticas
Formato para Documentar las Buenas Prácticas

Formato para Documentar las Buenas Prácticas
Formato para Documentar las Buenas Prácticas
GERENCIA / UNIDAD
INSTALACIÓNDEPARTAMENTO / ORGANIZACIÓN
TITULO DE LA BUENA PRÁCTICA
FECHA
PEMEX EXPLORACIÓN Y PRODUCCIÓN
REGIÓN (XXXX – XXXX)
ACTIVO INTEGRAL (XXXX)
SUPERVISOR
SE DEBE INDICAR EL NOMBRE DE LA
GERENCIA/UNIDAD O ACTIVO
RESPONSABLE DE LA BUENA PRÁCTICA
NOMBRE DE LA INSTALACIÓN DONDE SE HA APLICADO LA BUENA PRÁCTICA DEPARTAMENTO U
ORGANIZACIÓN QUE DOCUMENTA LA
BUENA PRÁCTICA
IDENTIFICACIÓN (NOMBRE) DE LA
BUENA PRÁCTICA
FECHA DE ELABORACIÓN DEL
DOCUMENTO
NOMBRE DEL SUPERVISOR
INMEDIATO DEL AUTOR DE LA B.P. O RESPONSABLE DEL
DEPARTAMENTO
ENCABEZADO DEL DOCUMENTO
(VARIA DE UNA INSTALACIÓN A
OTRA)
REVISIÓN No.
No. DE LA REVISIÓN EFECTUADA A UNA
BUENA PRACTICA YA EXISTENTE
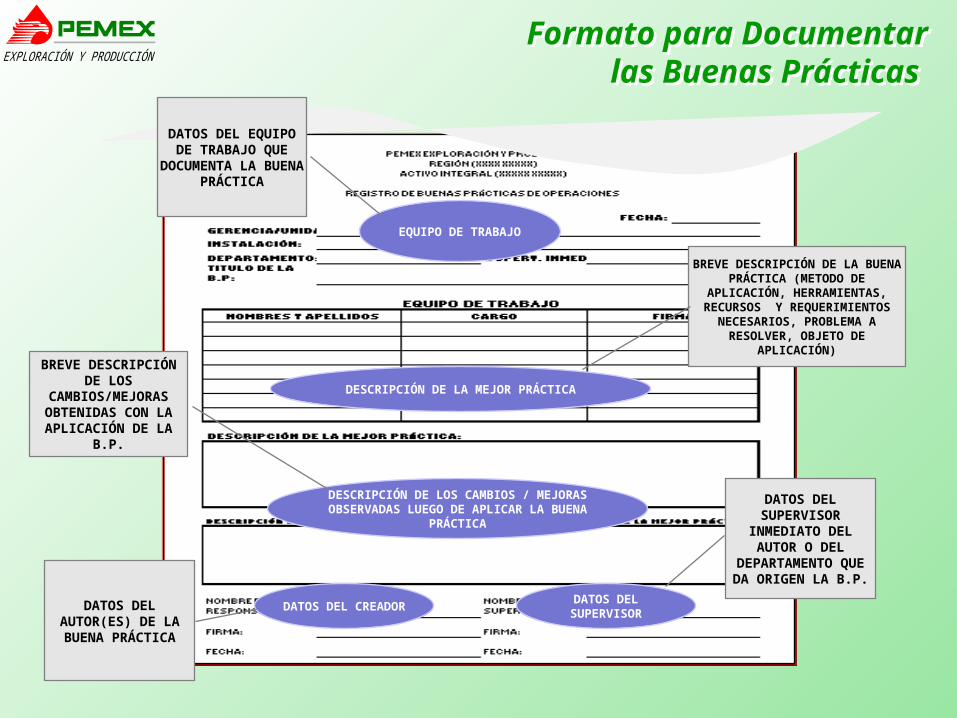
Formato para Documentar las Buenas Prácticas
Formato para Documentar las Buenas Prácticas
EQUIPO DE TRABAJO
DESCRIPCIÓN DE LA MEJOR PRÁCTICA
DESCRIPCIÓN DE LOS CAMBIOS / MEJORAS OBSERVADAS LUEGO DE APLICAR LA
BUENA PRÁCTICA
DATOS DEL CREADOR
DATOS DEL SUPERVISOR
BREVE DESCRIPCIÓN DE LA BUENA PRÁCTICA (METODO DE
APLICACIÓN, HERRAMIENTAS, RECURSOS Y REQUERIMIENTOS
NECESARIOS, PROBLEMA A RESOLVER, OBJETO DE
APLICACIÓN)
DATOS DEL EQUIPO DE TRABAJO QUE DOCUMENTA LA
BUENA PRÁCTICA
BREVE DESCRIPCIÓN DE LOS
CAMBIOS/MEJORAS OBTENIDAS CON LA
APLICACIÓN DE LA B.P.
DATOS DEL SUPERVISOR
INMEDIATO DEL AUTOR O DEL
DEPARTAMENTO QUE DA ORIGEN LA B.P.
DATOS DEL AUTOR(ES) DE LA BUENA PRÁCTICA

Ejemplo - Formato para Documentar
las Buenas Prácticas
Ejemplo - Formato para Documentar
las Buenas Prácticas

Guía para el registro de Buenas Prácticas
Guía para el registro de Buenas Prácticas
Difusión de Buenas PrácticasDifusión de Buenas Prácticas
De resultar afirmativo los Coordinadores de
Operación y Mantto deberán enviar el
compendio de buenas prácticas a la SDC para su revisión, aprobación y en
su caso difusión correspondiente a otros
Centros de Proceso, donde deberá estar
disponible para el personal.
Se deberán emprender acciones de capacitación/entrenamiento en las buenas prácticas a todo el personal del Centro de Proceso
para asegurar su utilización.
Una vez realizada la detección y documentación de las buenas prácticas, el compendio deberá ser enviado a los Coordinadores de Operación o Mantto, los cuales tendrán la responsabilidad de evaluar si este es homologable en el Centro de Proceso y a nivel PEP.
Disposiciones Específicas:Disposiciones Específicas: