compact mig 205i
TRANSCRIPT

Compact Mig 205i
Manual de usuario y repuestos Ref.: Compact Mig 205i 407624 ESAB se reserva el derecho a alterar las características técnicas de sus equipos sin previo aviso. 223434 062016
ES
* Las imágenes de este manual son meramente ilustrativas

1 SEGURIDAD 4 2 INTRODUCCIÓN
3 DATOS TÉCNICOS
4 INSTALACIÓN
4.1 Recibimiento
4.2 Lugar de trabajo
4.3 Controles y Conexiones
4.3.1 Panel frontal
4.3.2 Panel trasero
4.3.3 Interior del equipo 4.4 Alimentación de red
4.5 Instalación para procesos MIG/FCWA 4.5.1 Rodillos de tracción 4.5.2 Instalación del rodillo de tracción de alambre
4.5.3 Torcha MIG/MAG
4.5.4 Gas de protección (sólo en MIG)
4.5.5 Alambre de soldar
4.5.6 Cable de masa 4.6 Instalación para proceso MMA
4.6.1 Pinza portaelectrodo
4.6.2 Cable de masa
5 OPERACIÓN
5.1 Soldadura en proceso MIG/FCWA 5.2 Soldadura en proceso MMA
6 MANTENIMIENTO 6.1 mantenimiento preventivo
6.2 mantenimiento correctivo
7 SOLUCIÓN DE PROBLEMAS
8 ESQUEMA ELÉCTRICO
9 PEDIDO DE REPUESTOS 10 ACCESORIOS
6
6
7
7
7
7
7
8
8
9
9
9
10
10
10
11
13
13
13
13
13
14
14
15
15
15
16
18
19
19
- 3 -
¡ADVERTENCIA!No utilice la unidad de alimentación para descongelar tubos congelados.
- 4 -

- 5 -
2 INTRODUCCIÓN
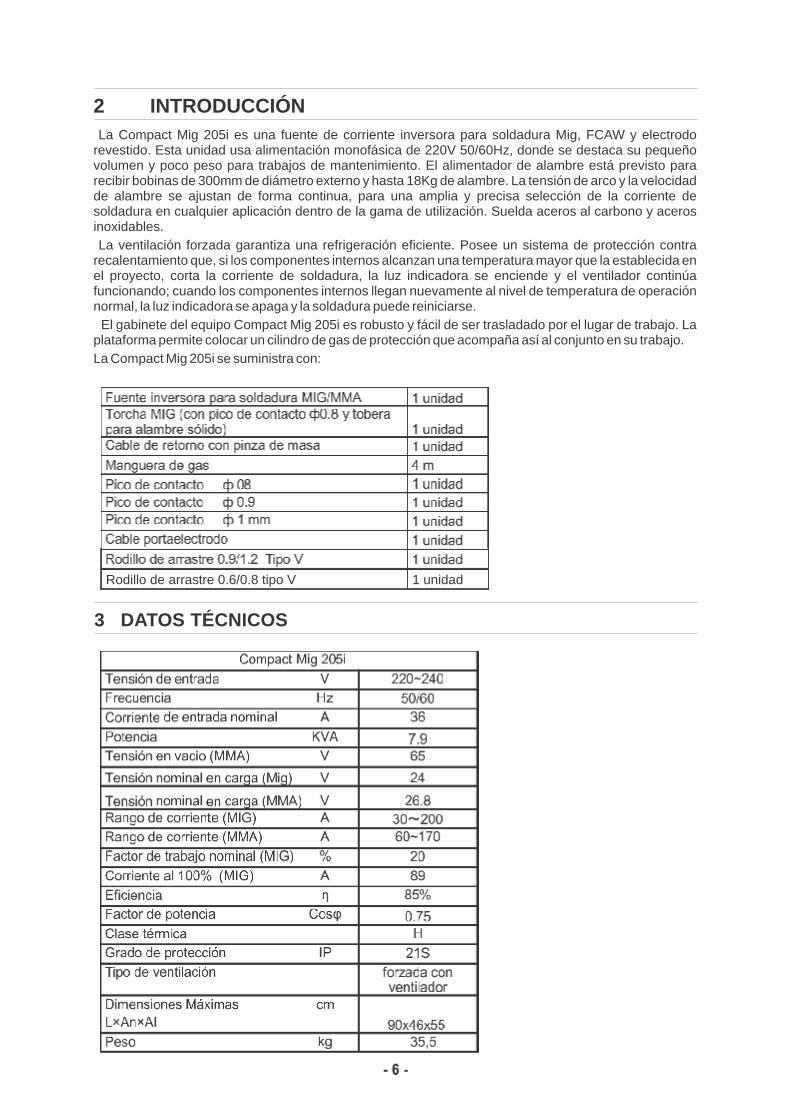
La Compact Mig 205i es una fuente de corriente inversora para soldadura Mig, FCAW y electrodo revestido. Esta unidad usa alimentación monofásica de 220V 50/60Hz, donde se destaca su pequeño volumen y poco peso para trabajos de mantenimiento. El alimentador de alambre está previsto para recibir bobinas de 300mm de diámetro externo y hasta 18Kg de alambre. La tensión de arco y la velocidad de alambre se ajustan de forma continua, para una amplia y precisa selección de la corriente de soldadura en cualquier aplicación dentro de la gama de utilización. Suelda aceros al carbono y aceros inoxidables.
La ventilación forzada garantiza una refrigeración eficiente. Posee un sistema de protección contra recalentamiento que, si los componentes internos alcanzan una temperatura mayor que la establecida en el proyecto, corta la corriente de soldadura, la luz indicadora se enciende y el ventilador continúa funcionando; cuando los componentes internos llegan nuevamente al nivel de temperatura de operación normal, la luz indicadora se apaga y la soldadura puede reiniciarse.
El gabinete del equipo Compact Mig 205i es robusto y fácil de ser trasladado por el lugar de trabajo. La plataforma permite colocar un cilindro de gas de protección que acompaña así al conjunto en su trabajo.
La Compact Mig 205i se suministra con:
3 DATOS TÉCNICOS
Rodillo de arrastre 0.6/0.8 tipo V 1 unidad
4 INSTALACIÓN
4.1 Recibimiento
Al recibir una Compact Mig 205i, retire todo el material de embalaje y verifique si hay eventuales daños que puedan haber ocurrido durante el transporte, verifique si fueron retirados todos los materiales, accesorios, etc. antes de descartar el embalaje. Los reclamos relativos a daños en tránsito deben dirigirse a la Empresa Transportadora.
4.2 Lugar de trabajo
Con respecto al lugar donde funcionará su Compact Mig 205i, deben considerarse varios factores para obtener una operación segura y eficiente. Es necesaria una ventilación adecuada para la refrigeración del equipo y la seguridad del operador; también es muy importante que el área de trabajo permanezca limpia.
Es necesario dejar un corredor de circulación de por lo menos 450 mm de ancho alrededor del equipo, tanto para su buena ventilación como para el acceso del operador, realizar tareas de mantenimiento preventivo o eventuales reparaciones en el mismo lugar de trabajo.
La instalación de dispositivos de filtro de aire ambiente restringe el volumen de aire disponible para la refrigeración del equipo y provoca el recalentamiento de los componentes internos. La instalación de dispositivos de filtro no autorizados, por escrito, por el Proveedor anula la garantía otorgada al equipo.
4.3 Controles y Conexiones
4.3.1 Panel frontal
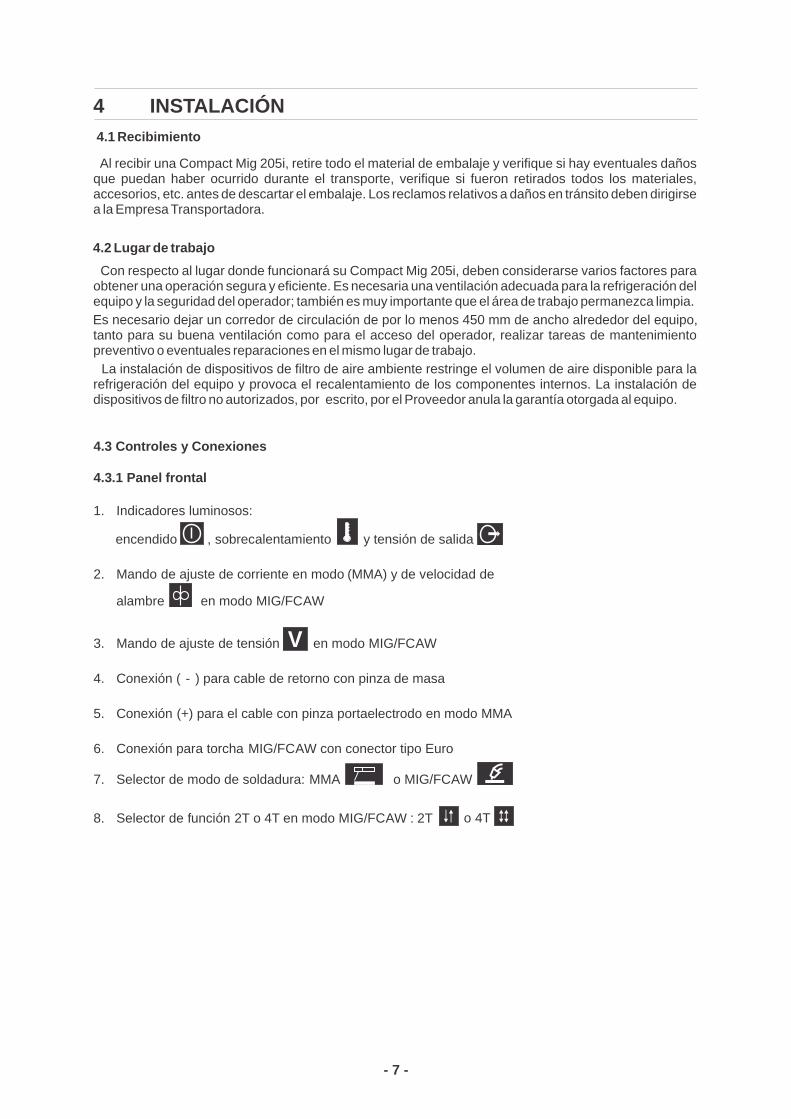
1. Indicadores luminosos:
encendido , sobrecalentamiento y tensión de salida
2. Mando de ajuste de corriente en modo (MMA) y de velocidad de alambre en modo MIG/FCAW
3. Mando de ajuste de tensión en modo MIG/FCAW 4.
Conexión ( - ) para cable de retorno con pinza de masa
- 7 -
V
5.
Conexión (+) para el cable con pinza portaelectrodo en modo MMA
6.
Conexión para torcha MIG/FCAW con conector tipo Euro
7.
Selector de modo de soldadura: MMA o MIG/FCAW
8.
Selector de función 2T o 4T en modo MIG/FCAW : 2T
o 4T
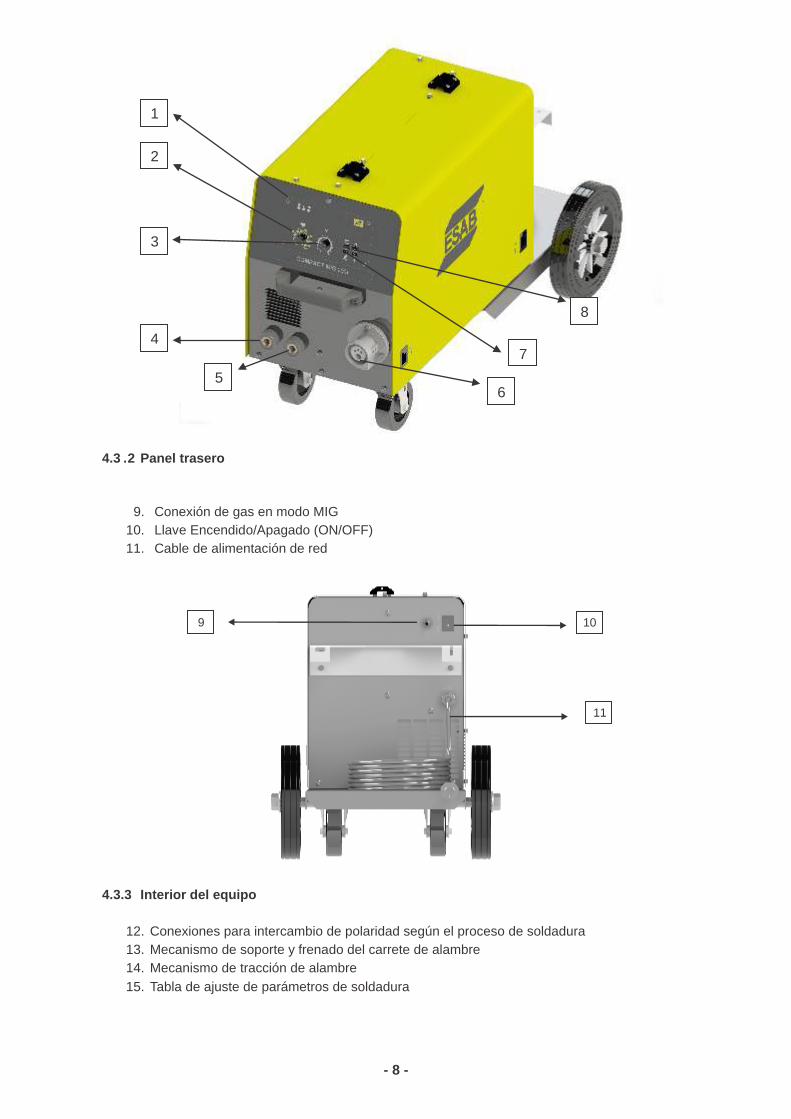
4.3 .2 Panel trasero
9. Conexión de gas en modo MIG
10. Llave Encendido/Apagado (ON/OFF)
11. Cable de alimentación de red
4.3.3 Interior del equipo
12. Conexiones para intercambio de polaridad según el proceso de soldadura
13. Mecanismo de soporte y frenado del carrete de alambre
14.
15.
Mecanismo de tracción de alambre
Tabla de ajuste de parámetros de soldadura
1
2
3
4
5 6
7
8
9 10
11
- 8 -
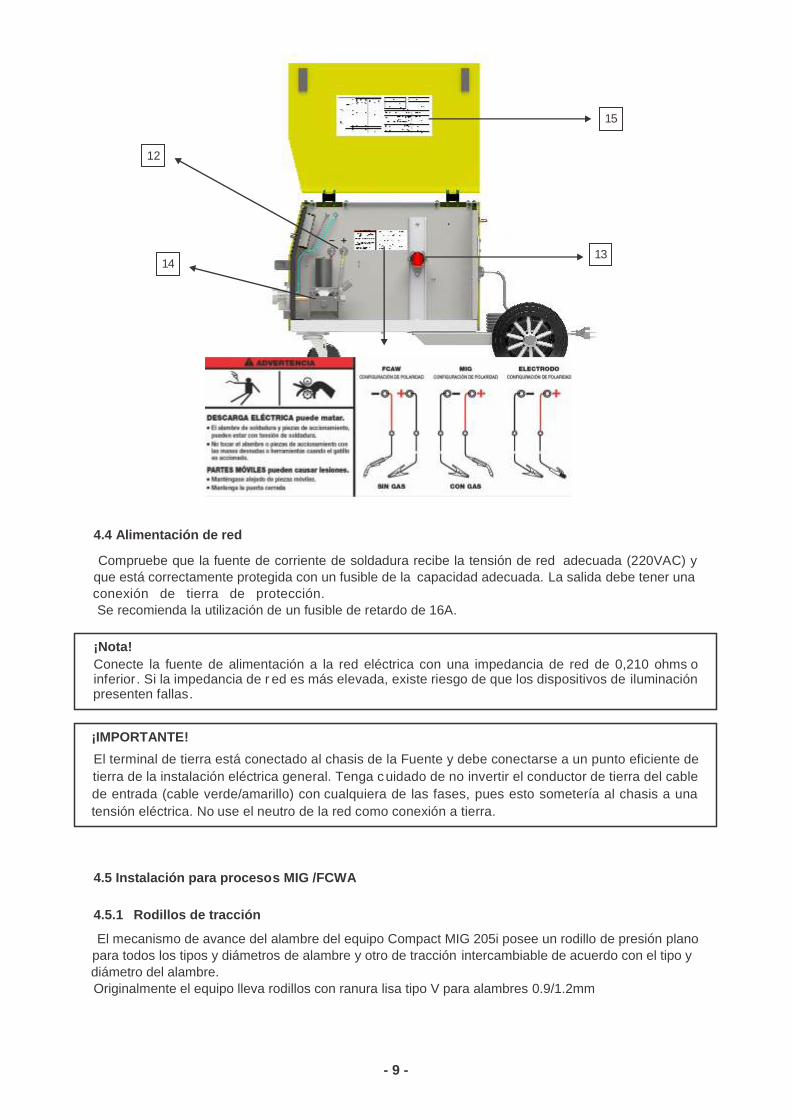
4.4 Alimentación de red
Compruebe que la fuente de corriente de soldadura recibe la tensión de red que está correctamente protegida con un fusible de la capacidad adecuada. La salida debe tener unaconexión de tierra de protección. Se recomienda la utilización de un fusible de retardo de 16A.
adecuada (220VAC) y
.
¡Nota!
Conecte la fuente de alimentación a la red eléctrica con una impedancia de red de 0,210 ohmsinferior. Si la impedancia de r ed es más elevada, existe riesgo de que los dispositivos de iluminaciónpresenten fallas .
o
¡IMPORTANTE!
El terminal de tierra está conectado al chasis de la Fuente y debe conectarse a un
tierra de la instalación eléctrica general. Tenga cuidado de no invertir el conductor de tierra del cable
de entrada (cable verde/amarillo) con cualquiera de las fases, pues esto sometería al chasis a una
tensión eléctrica. No use el neutro de la red como conexión a tierra.
punto eficiente de
4.5 Instalación para procesos MIG /FCWA
4.5.1 Rodillos de tracción
El mecanismo de avance del alambre del equipo Compact MIG 205i posee un rodillo de presión planopara todos los tipos y diámetros de alambre y otro de tracción intercambiable de acuerdo con el tipo ydiámetro del alambre.Originalmente el equipo lleva rodillos con ranura lisa tipo V para alambres 0.9/1.2mm
12
1413
15
- 9 -
a) Abra el brazo del rodillo de presión (superior).
b) Retire el tornillo del eje del rodillo de tracción (inferior).
c) Coloque
cada uno para un diámetro diferente de alambre; el rodillo debe colocarse de manera que el grabado
correspondiente a la sección del alambre usado no esté visible para el operador.
el rodillo que corresponde al alambre a ser usado en el eje; un rodillo posee 2 surcos,
d) Recoloque y apriete el tornillo para que el rodillo no tenga juego sobre su eje.
e) Cierre el brazo.
4.5.3 Torcha MIG/MAG
ESAB provee diversos modelos de torcha de acuerdo con la aplicación prevista.
Conecte directamente la torcha con conector tipo Euro al frente de la
COMPACT MIG 205i.
Los códigos de la torcha y consumibles suministrados con la maquina se
encuentran en la sección Accesorios.
4.5.2 Instalación del rodillo de tracción de alambre:
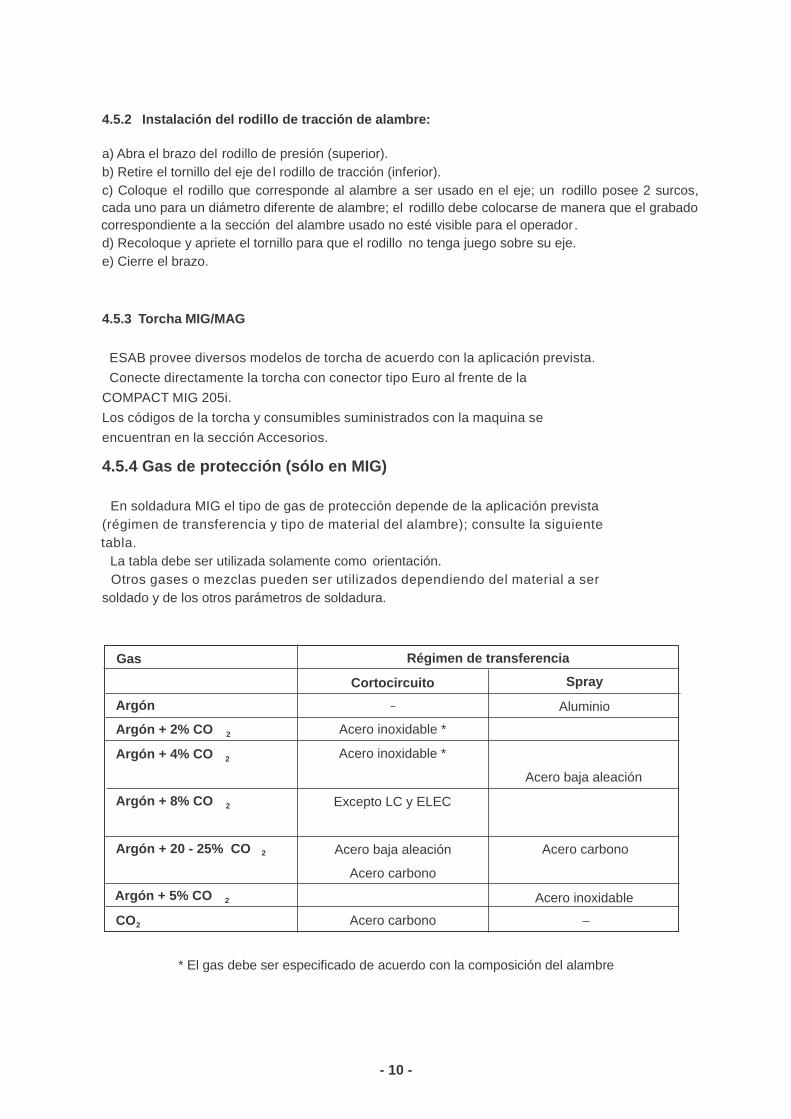
4.5.4 Gas de protección (sólo en MIG)
En soldadura MIG el tipo de gas de protección depende de la aplicación prevista
(régimen de transferencia y tipo de material del alambre); consulte la siguiente
tabla.
La tabla debe ser utilizada solamente como orientación.
Otros gases o mezclas pueden ser utilizados dependiendo del material a ser
soldado y de los otros parámetros de soldadura.
- 10 -
Gas
Aluminio
Acero inoxidable *
Acero inoxidable *
Excepto LC y ELEC
Acero baja aleación
Acero baja aleación
Acero carbono
Acero carbono
Acero carbono
Acero inoxidable
Régimen de transferencia
Cortocircuito
Argón
Argón + 2% CO
Argón + 4% CO
Spray
2
2
2
Argón + 8% CO 2
Argón + 5% CO 2
Argón + 20 - 25% CO 2
CO
* El gas debe ser especificado de acuerdo con la composición del alambre

Conecte la manguera del gas de protección a la boquilla de la válvula localizada
del equipo y a la salida del regulador de presión del cilindro o de la red de distribución.
en el panel posterior
4.5.5 Alambre de soldar
• Instalación del alambre en el centro de frenado.
a) Coloque la perilla roja en la posición que permite colocar la bobina de alambre con el adaptador
plástico provisto en el soporte.
b) Coloque la bobina de alambre con el adaptador plástico provisto en su lugar verificando el
sentido de rotación correcto y que la traba del centro de frenado ingresa en el orificio del
adaptador plástico.
c) Ajuste el centro de frenado:
• Coloque la perilla roja en la posición de bloqueado, de forma que la bobina no se pueda salir del
soporte.
• Inserte un destornillador para ajustar los resortes en el interior del soporte.
• Gire los resortes de izquierda a derecha para reducir la fuerza del frenado.
• Gire los resortes de derecha a izquierda para aumentar la fuerza del frenado.
NOTA 1: Gire el mismo ángulo en los dos resortes.
NOTA 2: El freno aplicado sobre la bobina de alambre debe ser apenas suficiente para que esta no
gire libremente por inercia cuando el motor de avance de alambre se detiene.
NOTA 3: Para trabar o destrabar basta girar la perilla roja. No es necesario retirarla.
- 11 -

- 12 -
• Instalación del alambre en el mecanismo de tracción.
a) Coloque la
el alambre se mueva y quede sometido a tensión eléctrica si el gatillo de la torcha de soldar es
apretado inadvertidamente, lo que podría provocar un arco eléctrico.
Llave Encendido/Apagado (ON/OFF) en la posición OFF. Tal procedimiento evita que
b) Emparejar la punta libre del alambre para que no presente rebabas que puedan
o dañar la guía interna de la torcha de soldar.
lastimar al operador
c) Abra el brazo de presión del mecanismo de avance del alambre. Lleve
punta del alambre a través de la guía de entrada del mecanismo de avance sobre el surco “útil” que
es utilizado del rodillo de tracción e introdúzcalo dentro de la guía de salida del mecanismo de
avance de alambre.
manualmente la
d) Cierre el brazo de presión.
e) Coloque la llave "Encendido/Apagado" en “Encendido”, seleccione el modo de
accione el gatillo de la torcha para llevar la punta libre del alambre hasta la salida de la torcha de
soldar a través del pico de contacto.
soldadura MIG y
f) Ajuste la presión en el alambre.
Para determinar la presión correcta de alimentación de alambre verifique
problemas a través de la guía del alambre de la torcha. Enseguida defina la presión de los
roldillos de presión del alimentador de alambre. Es importante que la presión no sea demasiado
fuerte para no dañar el alambre dificultando la alimentación.
que éste se mueva sin
Para saber si la presión de alimentación está correctamente ajustada, alimente el
de la torcha contra un objeto aislado como, por ejemplo, un pedazo de madera, y ajuste la presión
con la palanca de presión de modo que:
alambre hacia fuera
• Cuando se coloca la torcha a una distancia de aproximadamente 5 mm
madera el alambre debe patinar.
del pedazo de
• Cuando se coloca la torcha a una distancia de aproximadamente 50 mm
madera, el alambre debe ser alimentado hacia afuera, quedando doblado.
del pedazo de

- 13 -
4.5. 6 Cable de masa
Conectar el cable con la pinza de masa en el conector rápido (- ) del panel frontal.
El rendimiento de la Compact MIG 205i en cualquiera de los procesos depende del uso
de masa de cobre, aislado, lo más corto posible, de sección compatible con la aplicación considerada,
en buen estado y firmemente ajustado a sus terminales, en las conexiones en la pieza a soldar o en
el banco de trabajo.
de un cable
Cualquiera sea su largo total (siempre el menor posible) y cualq
empleada, la sección del cable de masa debe corresponder a la corriente máxima que el equipo
puede entregar en el Factor de trabajo de 100% .
uiera sea la corriente de soldadura
La resistencia eléctrica del circuito de soldadura provoca caídas de tensión que se
interna natural del propio equipo, reduciendo la tensión de arco y la corriente máxima disponible,
haciendo que el arco se vuelva inestable.
suman a la caída
4.6 Instalación para proceso MMA
4.6.1 Pinza portaelectrodo
Conectar el cable con pinza portaelectrodo en el conector rápido (+) del panel frontal.
4.6.2 Cable de masa
Conectar el cable con la pinza de masa en el conector rápido (-) del panel frontal.
5 OPERACIÓN
Los reglamentos generales de seguridad para el manejo del equipo se encuentran en la sección 1.¡Léalos con atención antes de comenzar a utilizarlo!
¡AVISO!
Las piezas en rotación pueden provocar heridas. Tenga mucho cuidado.
- 14 -
5.1 Soldadura en proceso MIG/FCWA
Una vez completada la instalación para procesos MIG/FCWA especificada en el punto 4.5 lamáquina está lista para ser usada.
• Colocar la Llave Encendido/Apagado (ON/OFF) en la posición ON.
El Indicador luminoso de encendido se activa.
• Colocar el Selector de modo de soldadura en la posición MIG/FCAW
• Colocar el Selector de 2T o 4T en la función deseada,
Función 2T
La operación de la soldadura se inicia y finaliza accionando el interruptor de la torcha.
Función 4T
La operación de la soldadura comienza accionando y soltando el interruptor, y se termina accionando y soltando nuevamente el interruptor de la torcha.
• Regular el Mando de ajuste de tensión que controla el calor de la soldadura. Esta unidad tiene un control de tensión continuo.
• Regular el Mando de velocidad de alambre que ajusta la velocidad a la cual el alambre sale de la torcha. La velocidad de alimentación de alambre debe estar estrechamente emparejada a la velocidad a la cual el alambre está siendo fundido.
V
Consulte la tabla de ajuste de tensión/velocidad de alambre en el interior del
alimentador de alambre.
compartimiento del
La tabla debe ser utilizada solamente como orientación.
5.2 Soldadura en proceso MMA
• Colocar la Llave Encendido/Apagado (ON/OFF) en la posición ON.
El Indicador luminoso de encendido se activa.
• Colocar el Selector de modo de soldadura en la posición MMA
• Regular el Mando de ajuste de corriente
según la corriente de soldadura requerida.
del modo Electrodo (MMA) en la posición deseada
Consulte la tabla de ajuste de en el interior del compartimiento del alimentador de alambre.
corriente en función del tipo y diámetro del electrodo, ubicada
La tabla debe ser utilizada solamente como orientación.
- 15 -
En cualquiera de los procesos utilizados, cuando hay disponible
terminales de la máquina el Indicador luminoso de tensión de salida se activa.
Cuando la máquina es utilizada más allá del factor de trabajo especificado y los componentes
internos llegan a su temperatura máxima permitida, actúa la protección, la Compact Mig 205i elimina
el voltaje de soldadura disponible en los terminales de salida y el Indicador luminoso de
sobrecalentamiento se activa.
voltaje para soldadura en los
.
Compact Mig 205i
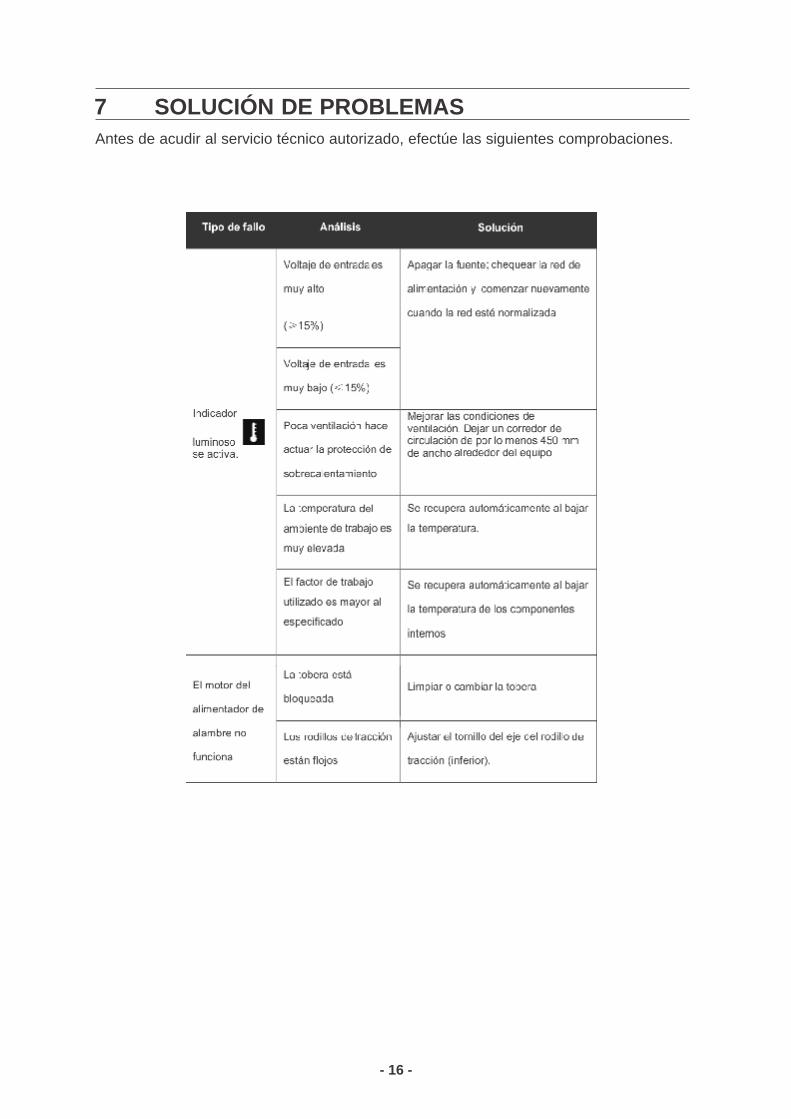
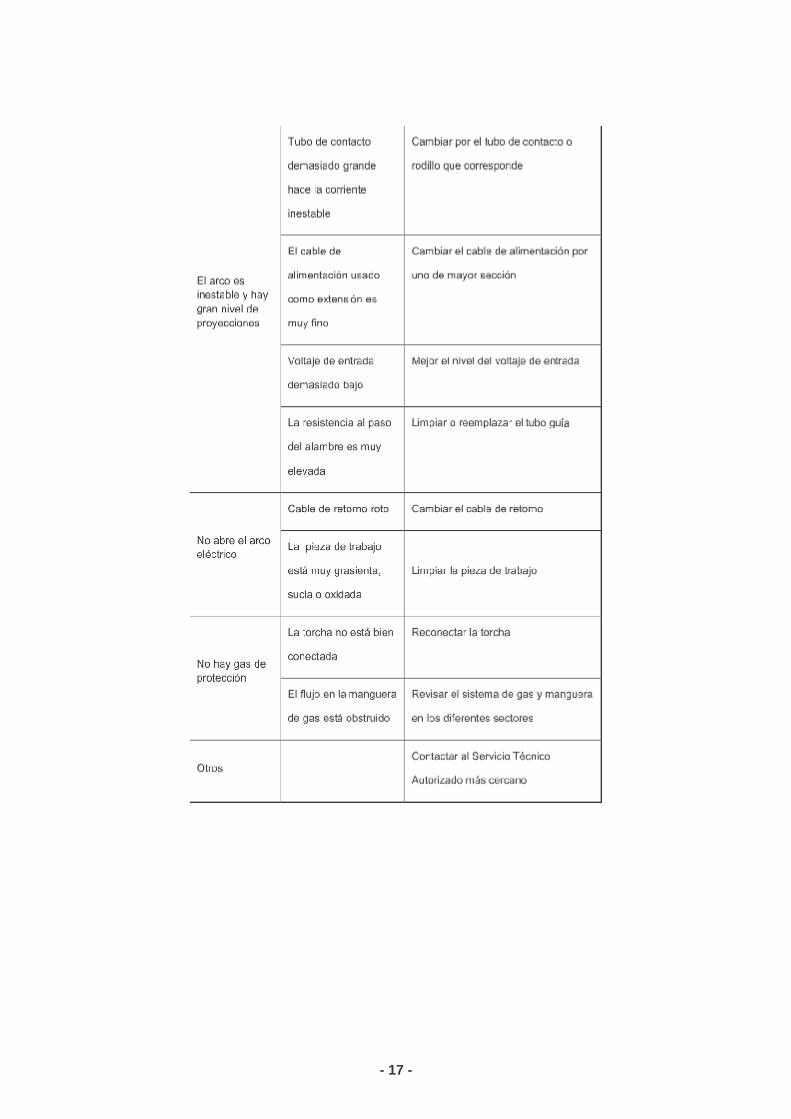
Antes de acudir al servicio técnico autorizado, efectúe las siguientes comprobaciones.
7 SOLUCIÓN DE PROBLEMAS
- 16 -
- 17 -
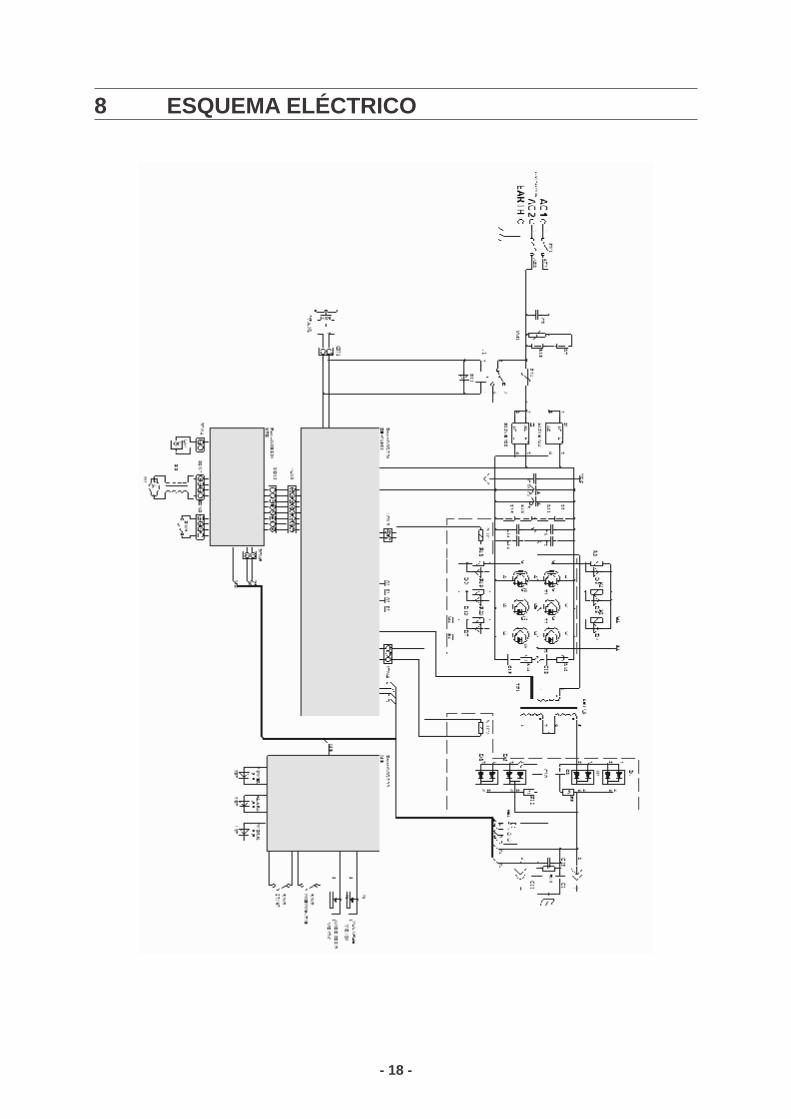
8 ESQUEMA ELÉCTRICO
- 18 -

9 PEDIDO DE REPUESTOS
10 ACCESORIOS
La Compact Mig 205i se ha construido y ensayado según el estándar internacional y europeo EN 60974-1 y EN 60974-10. Después de haber realizado una operación de servicio o reparación, la empresa o persona de servicio que la haya realizado deberá cerciorarse de que el equipo siga cumpliendo la norma antedicha.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB más cercano.
Todas las reparaciones y trabajos eléctricos deben encargarse a un técnico ESABautorizado. Utilice siempre repuestos y consumibles originales de ESAB.
DESCRIPCIÓN CÓDIGO
Torcha Mig Compact Mig 205i 733087
Tubo contacto 0,9mm torcha CompacMig205i 733088
Tubo de contacto 0,8mm torcha CompacMig205i 733090
Tubo de contacto 1,0mm torcha CompacMig205i 733091
Tobera torcha CompacMig205i
Linner torcha ComapctMig205i
733089
733392
- 19 -
BIOGAS S.R.L. RIZZARDI PABLO CMS
Calle 7 N° 1680 entre 514 y 515 Magallanes N° 6423 Dean J. Álvarez N° 262
(1901) La Plata (B7608GDI) Mar del Plata (E3102MAF) Paraná
Buenos Aires Buenos Aires Entre Ríos
Teléfono: (0221) 431-2891 / 484-5323 Teléfono: (0223) 482-1030 Teléfono: (0343) 434-4344
[email protected] [email protected] [email protected]
BOBINADOS RODES SERVISOLD BOEDO ELECTROMECÁNICA
Leopoldo Lugones N° 976 Intendente Jorge Loinas N° 1423 Manuel Pedraza N° 3186
(V9420BIH) Rio Grande (X2580CEB) Marcos Juárez (U9003CGB) Comodoro Rivadavia
Tierra del Fuego Córdoba Chubut
Teléfono: (02964) 431-993 Teléfono: (03472) 45-7423 Teléfono: (0297) 155-137389
[email protected] [email protected] [email protected]
PRESTACIONES ELÉCTRICAS ATTO ELECTRÓNICA RM SERVICIOS
Av. General Paz N° 1028 Campillo N° 869 Combate de San Lorenzo N° 207
(1702) Ciudadela Norte (X5000GTQ) Alto Córdoba (8300) Neuquén
Buenos Aires Córdoba Neuquén
Teléfono (011) 4657-0309 Teléfono: (0351) 473-9229 Teléfono: (0299) 155-085698
[email protected] [email protected] [email protected]
WELDTRONIC TECNOSOL 2S S.R.L.
Aconcagua N° 1471 Centeno N° 1692 Brown N° 1035
(B1653FDJ) Martín Coronado (2000) Rosario (8000) Bahía Blanca
Buenos Aires Santa Fe Buenos Aires
Teléfono: (011) 15-4401-3967 Teléfono: (0341) 679-1000 / 5000 Teléfono: (0291) 456-4546
[email protected] [email protected] [email protected]
WMS INGENIERÍA CARLOS NAVONE INGENIERÍA EN ELECTRÓNICA DE POTENCIA
Gral. Manuel Rodríguez N° 1925 S. Begnis N° 2183 Esquina J.J. Caula Mendoza N° 2481
(C1416CMQ) Capital Federal Parque de actividades Económicas (S2000PBE) Rosario
Buenos Aires (2300) Rafaela - Santa Fe Santa Fe
Teléfono: (011) 458-8690 Teléfono: (0341) 421-1589
Teléfono: (03492) 578-378
[email protected]@live.com.ar
CENTRO DEL ENCENDIDO CMAQ DW MENDOZA
Pueyrredón N° 401 Av. Gral. Roca N° 2683 Saavedra N° 10
(H3500BNI) Resistencia (4000) San Miguel de Tucumán (5519) Guaymallén
Chaco Tucumán Mendoza
Teléfono: (03722) 426-536 Teléfono: (0381) 154-722497 Teléfono: (0261) 452-8041

MÁQUINAS Y SOLDADURAS OXITODO SOLDARGEN
Virrey Loreto N° 3678 Ayacucho N° 5994 Av. Suárez N° 1635
(C1427DXB) CABA (S2011IHV) Rosario (1288) Capital Federal
Buenos Aires Rosario Buenos Aires
Teléfono: (011) 4551-5999 Teléfono: (0341) 463-5551 Teléfono: (011) 430-31900
[email protected] [email protected] [email protected]
SUDESTE GASES
Boulevard de los Alemanes N° 3768
(5000) Córdoba
Córdoba
Teléfono: (0351) 486-4145

Las obligaciones contraídas por CONARCO S.A. bajo las garantías aquí otorgadas requerirán que el compradorcomunique a CONARCO S.A. en forma escrita sobre las fallas del equipo en un plazo que no exceda 72 horas de ocurridala falla.

Pu
blic
ació
n
22
34
34
re
v2 0
9/2
01
6