chapingo, méx., diciembre - 148.206.53.84148.206.53.84/tesiuami/uam20702.pdf · que representa un...
TRANSCRIPT

Chapingo, Méx., Diciembre 6 de 1988
miiamarfim 01BRI1S1GIB- SERvi(-+IOs D O C U W E ~ T A L ~ S t
M.C. JORGE GOMEZ H. i Z T A P U A I
i P R E S E N T E i(
SECRETARIO ACADEMIC0 DE LA D.C.B.S. Qr- UNIVERSIDAD AUTONOMA METROPOLITANA IZTAPALAPA
Por medio de la presente me permito informar a usted que, he concluí - do las actividades correspondientes al servicio Social.
4 Nombre Marisela Tapia Palma Hátricula 79326444
J Carrera Ingeniería en Alimentos J Título del Proyecto "Deshidrataci6n por Aspersián de Jugo
/Tutor
-_ Lugar donde se llevo a cabo
Fecha de inicio y ./ terminación
. de Mango" M.C. Arturo Hernandez Montes Profesor-Investigador del Departamento de Ingeniería Agroindustrial Chapingo, México Universidad Autónoma Chapingo
iztapaiapa -"c s 20 de Octubre de 1987 al 20 de Abril de 198%
/ Universidad Autónoma Metropolitana
. > Agradeciendo de antemano la atenci6n que se sirva prestar a la pre- sente, apmvecho la ocasi6n para envíarle un cordial saludo.
Í 1
I A T E N T A M E N T E
I I
I
I i
i !
! t
I ?
i
c c
c c c f c c c
i.
INFORME FINAL
"DESHIDRATACION POR ASPERSION DE JUGO DE MANGO" (cv. Kent)
,

L' P
c1
c
c
- c
c
i
r-
w
L
I-
L. I
Página
................................ INTRODUCCION 1
OBJETIVOS......... 12
MATERIALES Y METODOS 13
.......................... ........................
' Determinación de azcicares reductores por el método colorimétrico de Ting
Determinación de ácido ascórbico (por
.... 18
.. ............................ tituiacion) 21
Determinación de humedad ............... Determinación de solubilidad. .......... Determinación de humectab-lidad ........ Determinación de viscosidad......... ... rial) .................................. Comparaciones mciltiples (evaluación sen sorial) ................................
- Prueba de Friedman (evaluación senso-
-
RESULTADOS Y DISCUSION ...................... CONCLUSIONES ................................ RESUMEN ..................................... BIBLIOGRIFIA ................................ ANEXOS ............................ i . . . . . . . . .
I
23
24 24
24
26
27
29
36
38
40
42
I
i
L r
c c ' r i

p '' i.
f- LISTA DE CUADROS Y FIGURAS
Cuadro No, Página
,_
c
i
c
L
r
P
i
L
Í- L
r- I
r ! I
c-
L
1 Principales paises productores de mango ............................ 2
2 Principales entidades productoras de mango.. ....................... 4
3 Tipos comunes de secado empleados en alimentos,. ................... 6
4 Composición qufmica de mango fres - co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
5 Influencia de los factores estu- diados en la deshidratacibn de jg go de mango cv. Kent sobre las va - riables de respuesta ............. 33
._ 6 Comparación de medias de los re-
sultados obtenidos en la deshidra taci6n de jugo de mango cv. Kent, 34 -
7 Comparacibn de medias de los re- sultados obtenidos en la deshidra tación de jugo de mango cv. Kent, 35
8 Resultados de análisis de varian-'' - za y comparacidn de medias para
determinacidn de color ........... 4 3
9 Resultados de análisis de varian- za y comparación de medias para humedad....... ................... 4 4
10 Resultados de análisis de varian- za y comparación de medias para aztícares reductores directos,.... 4 5
i

Cuadro So. Página
11 Resultados de análisis de varian- za y comparación de medias para tiempo de humectabilidad......... 46
12 Resultados de análisis de varian- za y comparacidn de medias del porcentaje de particulas menores de 0.25 nun.. . . . . . . . . . . . . . . . . . . . . . 47
13 Resultados de analisis de varian- za y comparación de medias para tiempo de solubilidad ............ 4 8
14 Resultados de análisis de varian- za y comparación de medias para la determinación de ácido ascórbi - co... . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 Resultados de análisis de varian- za y comparación de medias para rendimiento del polvo en el seca-
._ dor ..............................
49 *
50
16 ._ Resultados de análisis de varian- za y comparación de medias para viscosidad.. ..................... 51
17 Resultados de la evaluación censo - rial para olor....... ............ 52
18 - Resultados de la asignación de rangos para olor ................. 52
Resultados de la evaluación censo - 19 .................. rial para color 53
20 Resultados de la asignacidn de rangos para color. ............... 53
Resultados de la evaluación senso - 21 ............ rial para sabor...... 54
I

c. ~
L
r- Cuadro So. b.
Í L
i
c r ~
L
r i
c
L
Í - L
r i
r
L
r L
l-
Página
22 Resultados de la asignación de rangos para sabor...
Resultados de la prueba de
.......... 54
23 55 Friedman ......................
24 Resultados del análisis de re- gresión de la curva tipo, uti- lizada en la determinacidn de azúcares ...................... 56
Figura No.
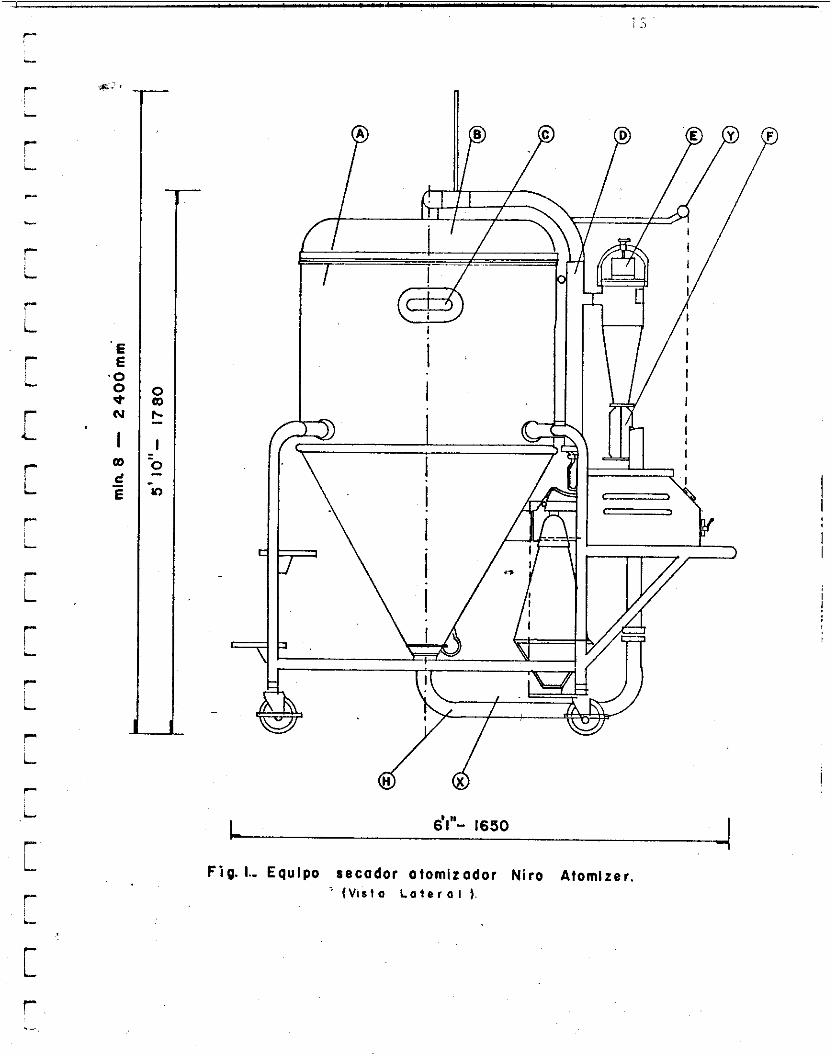
l Equipo secador atomizador (Ni- ro-Atomizer) (Vista Lateral)..
2 Equipo secador atomizador (Ni- . ro-Atomizer) (Vista de Frente)
Curva tipo para azúcares ...... - 3
1 5
16
20
L
r L
r
I

i" *. INTRODUCCION
Dentro de la fruticultura tropical mexicana el man-
go (Mangibeha indica L.) es una de las frutas de mayor
importancia, tanto econdmica como nutricional.
Esta especie ha presentado en los Gltimos años un
notable incremento tanto en la superficie cultivada como
en su volumen de producción.
Destaca en la producción mundial de éste fruto la
India. Este pals llegó a un volumen de 9 O00 O00 de to-
neladas en el año de 1977, cantidad que representa el
6 7 . 4 % del total, ocupando así el primer lugar en el mun-
do, México participo con el 3.329, para el mismo año, pro
ducción superior a la de Filipinas, Bangladesh y Haití,
e inferior a la de Pakistan y Brasíl, colocándose en el
cuarto lugar dentro de los paises productores. ( 4 )
.
- En 1985, la producción mundial fue de 14 440 miles
de toneladas, ocupando México el segundo lugar como me-
jor productor después de la India con una producción de
685 O00 toneladas l o que representa un 4 . 7 4 % de la pro-
ducción total mundial, la cual se muestra en el Cuadro
2
\
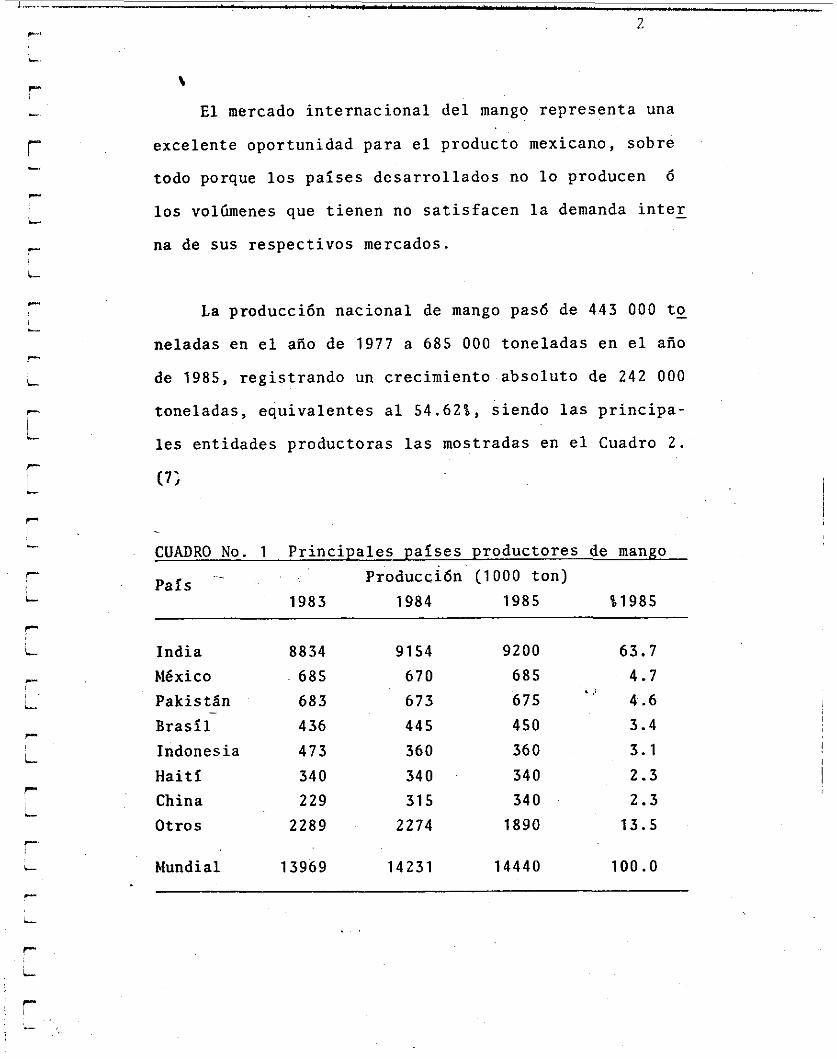
El mercado internacional del mango representa una
excelente oportunidad para el producto mexicano, sobre
todo porque los países desarrollados no lo producen Ó
los volúmenes que tienen no satisfacen la demanda inter
na de sus respectivos mercados.
La producción nacional de mango pas6 de 443 O00 to
neladas en el año de 1977 a 685 O00 toneladas en el año
de 1985, registrando un crecimiento absoluto de 242 O00
toneladas, equivalentes al 54.62%, siendo las principa-
les entidades productoras las mostradas en el Cuadro 2.
(7;
. CUADRO No. 1 Principales países productores de mango
País - Producción (1 O00 ton)
1983 1984 1985 % i 9 8 5
India México Pakis tán Brasil Indonesia Haití China Otros
-
8834
685
683
4 36
473
340
229
2289
9154
670
673
445
360
340
315
2274
9200
685
675
450
360
340
340
1890
63.7
4.7
4 - 6
3.4
3.1
2.3
2.3
13.5
..'
Mundial 13969 14231 14440 100.0
. .
c -
L
c r''
i
r I L
c
P-
L
c
L
r-
i
F-
i
L
r-
L
?-
L_
c
L
r
L
r"
i
i r t ' L
Los mangos que se cultivan en México pertenecen a
tres clases: Manila, que representa un 35% de la pro-
ducción; mangos de tipo criollo de importancia local,
que representa un 4 0 % ; y el 25% restante constituído p o r
variedades originarias de Florida tales como Haden, Ir-
win, Tomy Atkins, Sensation, Kent, Keitt y Zill (5), to-
das del grupo Mulgoba, las cuales se obtuvieron a partir
de una colección de mango procedente de 3 zonas principa -
les: Indochina y Filipinas, India y Antillas y América
del Sur. Debido a sus características de sabor, color,
pulpa resistente, sin fibra y con amplia duración, tie-
nen una reconocida aceptaci6n en el mercado internacio-
nal. .
Veracruz es el principal productor de manila en el
país y es en Actopan, uno de sus municipios, donde el
producto tiene la mejor calidad. La 6poca máxima de co-
secha comprende de mediados de Abril a mediados de Junio,
en Córdoba y de mediados de Abril a principios de Julio
en Actopan.
Sinaloa es el principal estado productor de mango
de variedades mejoradas, siendo también el que más lo ex - porta. Las zonas productoras más importantes se locali-
zan en: Rosario, Escuinapa y Valle de Culiacán, abarcan -
5
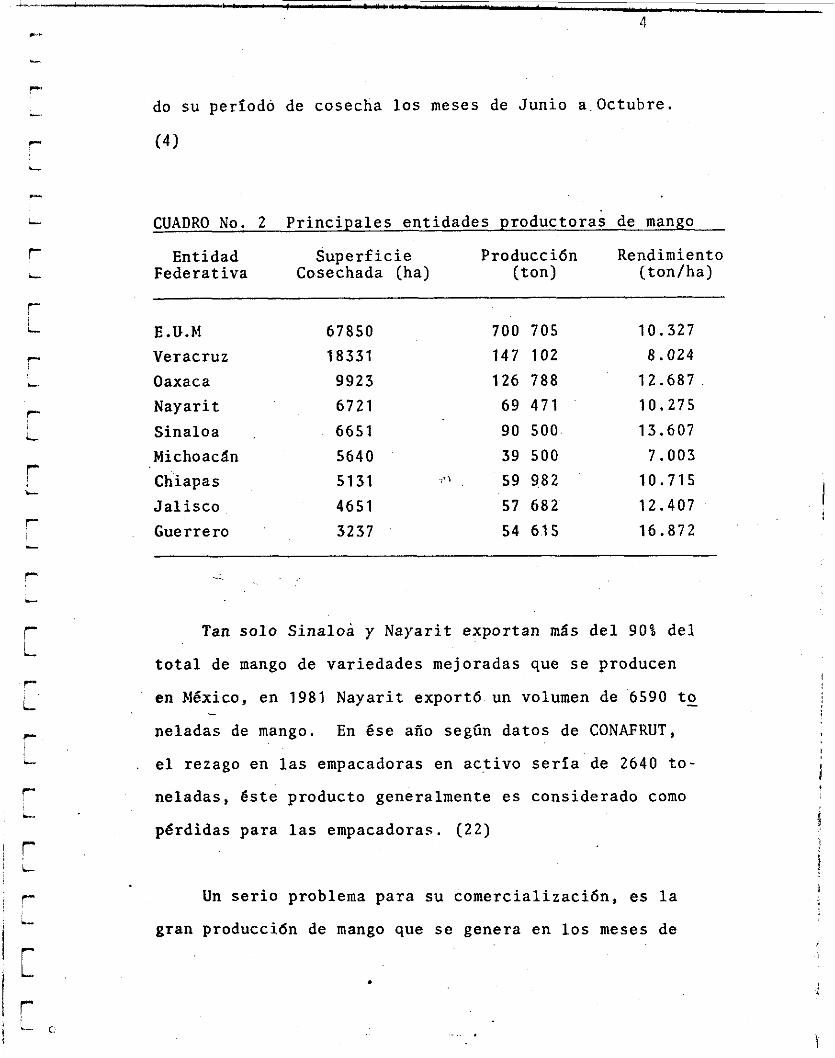
do su período de cosecha los meses de Junio a.0ctubre.
(4 1
CUADRO No. 2
Federativa Cosechada (ha) (ton) (ton/ha)
Principales entidades productoras de mango
Entidad Superficie Producción Rendimiento
E.U.M 67850 700 705 10.327
Veracruz 18331 147 102 8.024
Oaxaca 9923 126 788 12.687
Nay ar i t 6721 69 471 10.275
Sinaloa 6651 90 500 13.607
Micho ac án 5640 39 500 7.003
Chiapas 5131 .I 59 982 10.715
12.407 Jalisco 4651 57 682
Guerrero 3237 54 615 16.872
-_
Tan solo Sinaloa y Nayarit exportan mas del 90% del
total de mango de variedades mejoradas que se producen
en México, en 1981 Nayarit export6 un volumen de 6590 to
neladas de mango. En ése año según datos de CONAFRUT,
el rezago en las empacadoras en activo sería de 2640 to-
neladas, éste producto generalmente es considerado como
pérdidas para las empacadorac. (22)
-
Un serio problema para su comercializaci6n, es la
gran producción de mango que se genera en los meses de
. . .
I

Julio a Septiembre (22), por lo que disminuye s u precio
en el mercado, tomando en cuenta esto y la reducida pro -
porción de mango que se destina para su transformación
en otros productos con mayor tiempo de conservación oca -
siona que una gran cantidad de éste fruto se pierda.
La deshidratación de alimentos como una alternati-
va de conservación de alimentos, consiste en la reduc-
ción del contenido de humedad a niveles inferiores a
aquellos que permitan el desarrollo de microorganismos.
Aparte de los fines de conservación, se deshidratan los
alimentos para disminuir peso y volumen; ésta reducción
pueden resultar en ahorros en el costo del transporte y
de envases.
-.
Durante la deshidratación es muy importante obtener
productos con un mínimo contenido de humedad, para evi-
tar reacciones propias del alimento como oxidación, oscu -
recimiento - y proliferación de microorganismos; general-
mente es necesario reducir éste contenido de humedad por
debajo del 5 % de su peso para preservar el sabor y su va -
lor nutritivo. (10)
..
Existen diferentes metodos y equipos de secado,
método seleccionado depende del tipo de alimento que
el
se
i I
i
va a secar. Algunos de los métodos de secado más comu-

6
nes son: el secado en tambor, el secado por aspersión,
el secado al vacío en charolas, la liofilización, el se - cado en lecho fiuidizado, el secado en gabinetes, el se - cado en tune1 y otros más.
En una clasificación práctica de los diferentes ti -
los que secan por pos de secado, se divide a éstos en:
convección del aire, los de tambor y los que secan al
vacío. El Cuadro 3 , sigue ésta clasificación, e índica
las aplicaciones de los tipos mds comunes en alimentos
líquidos y sólidos.
. CUADRO KO. 3 Tipos comunes de secado empleados en ali- mentos liquidos y sólidos.
Tipo de secador Tipo de alimento
Secadores p o r convección de aire Estufa Piezas Gabinete Piezas, puré Tune1 Piezas Lecho fluidizado Piezas pequeñas Aspersión Llquidos y puré
Secadores de tambor Ó rodillo Atmo s f 6 rico Al vacío
Secadores al vaclo Gabinete al vacío
’ Banda al vacío Liof i li zac ión
Purés y líquidos Purés y líquidos
Piezas, puré y líq Purés y llquidos Piezas y líquidos
i

r" 7
.... c
L
r--
L
r-
L
r-
i
P
L
.-. i
r-
i
P
L
r L
r L
r-
L
r t
L
I _
En los secadores por convección del aire, se esta-
blece un contacto estrecho entre el alimento y el aire
caliente que es la fuente principal de calor requerido
para la evaporación. Si es un lfquido el alimento puede
ser atomizado, vertido en moldes 6 sobre bandas. El USO
de secadores de tambor 6 rodillos se limita a los purés
y alimentos líquidos que pueden ser aplicados a éstos en
forma de películas delgadas. Los secadores al vacío pue -
den emplear cualquier grado de vacío para bajar el punto
de ebullición del agua, los que se emplean en la liofili -
zación son de éste tipo y funcionan con una presión infe -
rior a 5 mm de mercurio a fín de sublimar el agua de hie-
lo sin pasar por la fase líquida. ( 1 6 ) .
El-tipo mas importante de secador por convección es
el que seca por aspersión, su uso está limitado a los
alimentos que pueden ser asperjados como líquidos y pu-
rés de baja viscosidad. La aspersión de éstos en goti-
tas diminutas hace posible el secado en cuestión de se-
gundos. En éste tipo de secado se introduce el alimento
en forma de rocío 6 llovizna a una torre 6 cámara de se-
cado junto con el aire caliente, en paralelo 6 a contra-
corriente. A medida que las gotitas finas hacen contac-
. to con el aire pierden su humedad instantáneamente, con-
virtiéndose en pequeñas partículas que caen al fondo de
. .I
I

8 . .
la torre. El aire caliente ya cargado de humedad es ex-
pulsado de la torre mediante un ventilador. El es contr
nuo; constantemente se introduce el alimento líquido por
bombeo a la torre y se le atomiza, se suministra más ai-
re caliente seco para reponer el aire hdmedo y se recoge
el producto seco, a medida que cae al fondo del secador.
(16)
En estudios realizados por Gangopadyay (9), logró
obtener un polvo de mango preparado en un secador de do-
ble tambor atmosférico, el cual mostró un producto de cs
lidad característica para la preparación de bebida de
mango, el producto fue envasado en laminados de polialu-
minio encontrándose ser satisfactorio comparado con el
material empleado en bolsas de polietileno de alta densi-
dad. Pérdidas de ácido ascórbico fueron de 20% después
de seis meses de almacenamiento.
. ., Nanjundaswamy - (14), en el desarrollo de nuevos pro-
ductos para mango, obtuvo un método simple para preparar
barras de fruta de mango por técnicas de secado de aire
de flujo cruzado, el cual ya ha sido liberado para su cg
mercialización en la industria. La fruta de barra de
mango fue encontrada blanda en color amarillo anaranjado
atractivo con caracteristico sabor a mango, fue encontra -
do a conservarse bien en condiciones de temperatura am-

9
biental por aproximadamente un año, también obtuvo polvo
de mango endulzado el cual podría ser usado como una ba-
se de bebida, preparado por una técnica de secado (pd-
fing) usando un secador de charolas al vaclo.
Baldry (3), logró obtener polvo de mango secado por
aspersión, sus pruebas iniciales mostraron que la visco-
sidad de la pulpa de mango (pH de 4.1), SST de 21.5% caE
saron problemas en la gravedad de la alimentación en el
atomizador, el cual pudo ser solucionado por dilución y
tratamiento enzimático. También encontr6 que el polvo
accmulado en las paredes de la cámara de secado mostraba
pérdidas en ácido ascórbico (vitamina C ) , lo cual podía
sobrellevarse utilizando un secador con martillos vibra-
dores. .
En análisis realizados por CONAFRUT (6) , la composL
ci6n química del mango cambia con la variedad y las con-
diciones de cultivo, pero en general la fruta fresca tie
ne alto contenido total de sólidos solubles, un sabor
. .)
ácido agradable, el que va convirtiéndose en más suave a
medida que madura debido al desdoblamiento de almidones
en azúcares; presenta de un buen a excelente contenido
de beta carotenos (provitamina A) y de ácido ascórbico
(vitamina C), es una fuente aceptable de tiamina y Niaci
na, pero su contenido es bajo en riboflavina.
i

7'
I-" 10
L
c
L
r L_
F-
P-
L
L
c
L
r L
La acidez total expresada como ácido cítrico varía
de 0.13 a 0.71 reportándose la presencia de ácido oxáli -
co, cítrico, malónico y succínico. En relación al conte -
nido protéico, éste varía entre 0.5 a 1 .0% , siendo l o s
principales aminoácidos libres, ácido aspártico, glutámi' -
co, alanina, glicína, serina y aminobutírico.
Nutricionalmente el mango compíte ventajosamente
con otras frutas logrando una dieta adecuada, en donde
sus principales constituyentes son los carbohidratos,
junto con l o s minerales y vitaminas que se encuentran en
bajas cantidades; análisis reaf'izados por el Instituto
Nacional de Nutrición, una muestra de 100 g de pulpa p r o -
porcionó l o s siguientes resultados: Cuadro 4 . (5) .
~
CUADRO No. 4 Composición química de mango fresco
Diversas variedades Manila de mango X
- Calorías Proteínas Grasa Carbohidratos Calcio F6s f oro Hierro Tiamina Riboflavina Niacina Acido ascdrbico
46 0.9 g 0.1 g.
11.7 g 19 mg 11 mg
1.50 mg 0.60 mg 0.08 mg 0.6 mg
6 5 mg
44 0.8 g 0.0 g
11.1 g 12 mg 1 2 mg
0 . 7 7 mg 0.11 mg 0 . 0 6 mg 0 . 8 mg
7 6 mg
~ i , r , - c I !

L
i
c
i L
P-
L
f-
i
r I L
r i
r i
En éste trabajo se evaluó la elaboración' de un pro-
ducto en polvo, a partir de jugo de mango cv. Kent, el
cual debido a sus caracteristicas de gran peso y volumen,
presentaría desventajas para su comerciaiizaci6n en fres
co. (22)
Dicho proceso se llevó a cabo utilizando el método
de secado por aspersión, el cual hace posible el secado
en cuestión de segundos, ofreciendo ventajas en la des-
hidrataci6n de productos termosensibles.
.
r , - c

c
L
OBJET IVOC
1. Diversificar la tecnología del mango en la ob-
tención de un producto de calidad aceptable.
2 . Evaluar el efecto de la concentraci6n del jugo
a deshidratar en sus características finales.
3 . Evaluar el uso de Maltodextrinas en la obten-
ción de un producto en polvo a partir de jugo de mango
(cv. Kent).
4 . Obtener un producto en polvo con característi- ._ cas fisicoquímicas y organolépticas aceptables.
-_ ,
P
L
1 - r ...
i

P
c
c a . i
L
MATERIALES Y METODOS
L
c
i
r-
L
P
r L
r
L
Se utilizó mango cv. Kent, el cual fue lavado y se-
leccionado; posteriormente se procedió al despulpado me-
cánico utilizando una despulpadora, la pulpa obtenida se
congelo y conforme se utilizaba se fue descongelando.
La pulpa se trató enzimáticamente con 20% de una so -
lución al 0 . 1 % de enzima Clarex L., durante un tiempo de
18 horas a una temperatura de 40°C y un pH de 4.0.
La pulpa obtenida despbés de éste tratamiento se so -
metió a un proceso de clarificación por medio de una cen
trífuga.
-
-
Una vez obtenido el jugo, la mitad de éste, se lle-
vó al doble de s u % de SST ('Bx), utilizando un rotava-
por al vacío, a una temperatura de 6OOC.
-
Se utilizaron maltodextrínas en las siguientes pro-
porciones: 50, 30, 20 y 1 0 % W/W con relación al jugo.
El equipo utilizado se muestra en la Figura (1);
l a s temperaturas utilizadas en la cámara de secado fue-
ron de aproximadamente 200°C a la entrada y 80-1OO0C a
la salida, la presi6n del aire utilizada fue de kg/cm2
I

1 14
r-
- - 4'. '
k Se empleó en el experimento un diseño completamente
Y al azar en arreglo factorial (ZX~), donde el primer fac-
tor fue el efecto de la concentración del jugo y el se-
gundo factor el uso de maltodextrinas con 4 niveles. Se
realizó todo por triplicado, por lo que se trabajó con
L
r L
P
L 2 4 unidades experimentales.
L
r-
r I
r L
Finalmente se llevd a cabo un panel de catación pa-
ra evaluar color, olor y sabor del producto rehidratado,
como aspectos de evaluation sensorial, con una escala he - dónica de 1 a 5, utilizando la prueba no paramétrica de
Friedman .
i
r i
F
L
r-
r -.
. - i .I
7- L
r-
L
b
P-
L
r i
r i
Í i
r
r L
L
r i
r L
Í L
r L
r i r-
L
c
c r i i
r ..-
-
c
6'1"- 1650 I L Fig. I.- Equipo secador o tomirador Niro Atomizer.
-' ( V i s t a L a t e r a l ).

\
"
I 3' I " - 940mm
Fit&2.-Equipo recodor otomitador Niro A t o m i z e r . [ Vis10 de F r e n t e

L
P- I i
r-
L
r-
L
c
L
7
- r i r
L -..
Lista de partes de la unidad de secado (véase Figura 1)
DESCRIPCION REFERENCIA
Cámara de secado Cubierta removible de la cámara de secado
Panel de observación Sistema de elevación Neumático Ciclón Jarra colectora de vidrio Conexión atornillable Tubería de sucesión Termómetro para el aire de salida Manómetro para el atomizador Lámparas piloto Switch (interrupt or) Regulador manual para la válvula de
Termómetro para el aire de entrada
Calentador de aire eléctrico Válvula reguladora para el calenta miento de gas
Válvula para el aire del atomizador
.I
. aire
Tubería de conexión para el ventila - der Lámpara de alumbrado de la cámara de secado
Quemador de gas
Palanca de la tapa
Aditamento regulador para el aire de salida
I I T I I

16
Determinación de azúcares reductores por .el método colorimétrico de Ting
El método se basa en la oxidación de l o s azúcares,
mediante un agente oxidante compuesto por tenicianuro
en una solución buffer carbonato-fosfato. El ferricia-
nuro producido es medido colorimétricamente usando la
solución azul formada por la adición del reactivo de Nel
son. (arsenomolibdato) .
El procedimiento es el siguiente:
React ivos
Solución alcalina de ferrikianuro. Disolver 16ü g
de .. carbonato de sodio anhidro y 150 gr de fosfato disó-
dico heptahidratado en 850 ml de agua destilada, añadir
4 gr de ferricianuro de potasio y diluir a un litro. ..
Solución de arsenomolibdato. Disolver 25 gr de mg
libdato de amonio tetrahidratado en 450 ml de agua des-
tilada: Añadir 21 ml de 5cido sulfúrico concentrado,
acompañado por 3 gr de arseniato disódico en 25 ml de
agua destilada. Calentar a 55'C por 30 minutos en baño
maría con agitación cosntante,
Solución de ácido sulfürico 2N
Crema de alumbre. Pesar 100 gr de sulfato de alu-
minio y potasio, disolverlos en unos 1200 ml de agua des
.
1
r- 1's
.... r_.
i-
r L
c c
L
r L
t-
i
r c c c c i
r- I i
tilada, agregar 100 ml de NHbOH concentrado y dejar pre-
cipitar. Lavar con agua destilada, hasta eliminar el
olor del amoniaco.
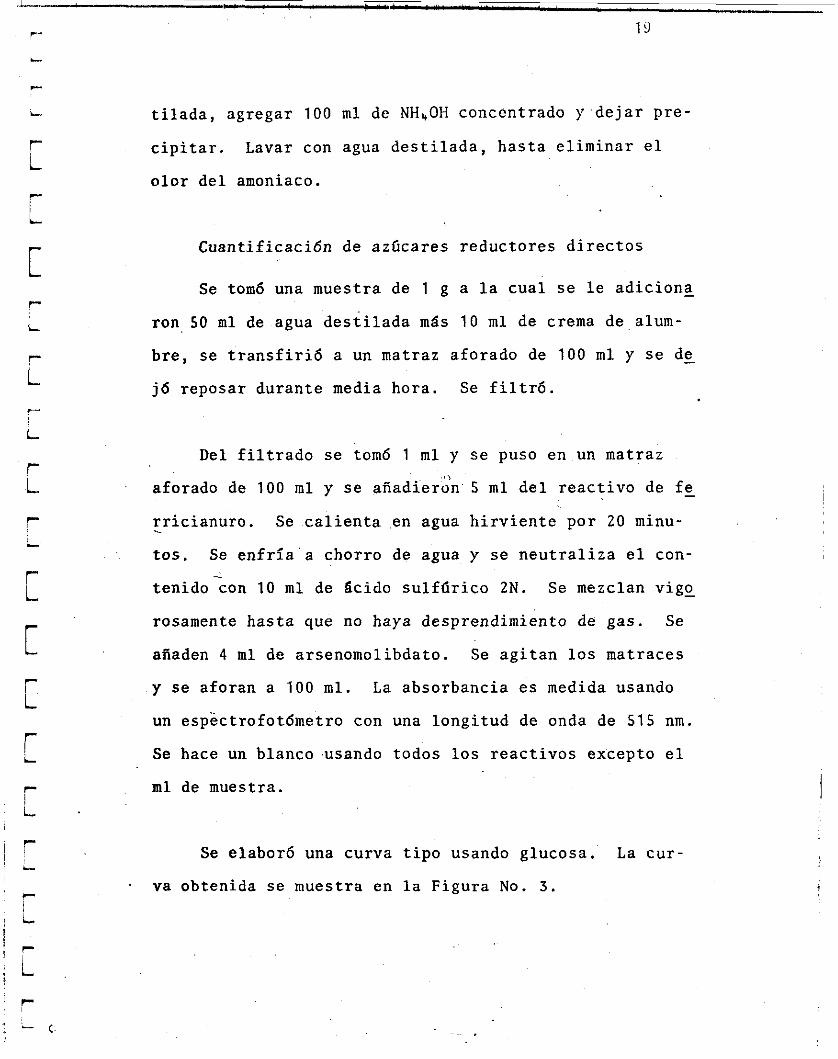
Cuantificación de azGcares reductores directos
Se tomó una muestra de 1 g a la cual se le adiciona
ron 50 ml de agua destilada más 1 0 ml de crema de alum-
bre, se transfirió a un matraz aforado de 1 0 0 ml y se de
j6 reposar durante media hora. Se filtró.
Del filtrado se tomó 1 ml y se puso en un matraz
aforado de 100 ml y se añadier0n 5 ml del reactivo de fe -
rricianuro. Se calienta en agua hirviente por 20 minu-
tos. Se enfría a chorro de agua y se neutraliza el con-
tenido-con 10 ml de ácido sulfúrico 2N. Se mezclan Vigo -
rosamente hasta que no haya desprendimiento de gas. Se
._
añaden 4 ml de arsenomolibdato. Se agitan los matraces
y se aforan a 100 ml. La absorbancia es medida usando
un esp6ctrofotómetro con una longitud de onda de 5 1 5 nm.
Se hace un blanco usando todos l o s reactivos excepto el
ml de muestra.
Se elaboró una curva tipo usando glucosa. La cur-
va obtenida se muestra en la Figura No. 3 .

1 7 1 - ,;
P..
r-
L
c
i-
c
L
,"-
L
?-
'i
r"
i
i L
c
r-
L
r
z! w O
I
C
< O
o - L - U O
U O
O
O N c. CI O
O -. ?
r 1
Densidad Optic0
? O O O O - N w 5, u

21
I L
r-
L
Í- L
c
L
L
,r I
c
! L.
c
L
Cálculos
Conc x F.D x 100 gr de muestra % de azúcares reductores =
+ D.0 - b ; F.D = Vol aforo m ai Scuo ta Conc =
Determinación de ácido ascórbico (por titulación)
E l ácido ascórbico reduce el indicador 2 . 6 dicloro
indofenol a una solución sin color. En el punto final
el exceso de indicador no reducido es color rosa en so-
lución ácida.
sencia de ácido metafosfórico, ésta solución actúa como
agente estabilizante de la vitamina C, manteniendo la
acidez propia para la reacción y evita la auto-oxidación
de ácido,ascórbico a pHs altos.
La vitamina es extraída y titulada en pre -
- React i vos
Solución extractora de vitamina C
Pesar 15 g de ácido metafosfórico y disolverlos en
40 ml de ácido acético y 200 ml de agua, ya disuelto se
afora a 500 ml.
Solución estándar de ácido ascórbico
Pesar exactamente 100 mg de ácido ascórbico y diluír
aforando a 100 ml en solución extractora de vitamina C.

1 2 2
c
L
r-
P-
i
c
L
Solución estándar de Indofenol
Pesar 0.05 g de 2,6 dicloroindofenol el cual ha si-
do previamente secado en desecador.
de agua en la cual se disolvieron 42 mg de NaHCOj, ya d i suelto por agitaci6n vigorosa, afore a 200 ml.
Disuelva en 50 ml
Factor Dye
Se define como los mililitros de Indofenol gastados
en titulación de 1 mg de ácido ascórbico.
Para calcularlo se colocan 2 ml de solución de áci-
do ascórbico estándar en un matraz Erlenmeyer de 50 ml
conteniendo 5 ml de ácido metafosfórico (solución extrac -
tora). Titular rápidamente con solución de indofenol en
una bureta de 50 ml hasta color rosa persistente de - 5
seg (hacerlo todo por triplicado).
i
Similarmente titular un blanco compuesto por 7 ml
de solución de HP03-HOAc (factor de correccibn) . Hacer-
lo por triplicado.
Ejemplo ilustrativo
Gasto de indofenol = 1.9 ml; entonces se dice que
2 mg de ácido ascórbico reaccionan con 1.9 ml de indofe-
nol; cuánto reaccionará con 1 mg: . r L
c

1 2 3
c
r-
h
r L
P
L
r I L
r L
r
L
por lo tanto X = 0 . 9 5 ml (factor Dye); esto es 0 . 9 5 ml
de indofenol reaccionan con 1 mg de ácido ascórbico.
Preparación de la muestra
Se peso una muestra de 2 g y se aforó a 100 ml con
la solución extractora de vitamina C . Se filtró y se
procedió a titular, tomando una alícuota de 20 ml.
Calculos
(I-B) (Va) (100) (Dl (VP) (MI mg de ácido ascórbico/100 g =
de muestra -_
en donde
I = Mililitros de indofenolgastados en el problema
Va = Volumen de aforo
D = Factor Dye . ./ Vp = Volumen de alícuota
hl = Peso de la muestra
B = Mililitros de indofenol gastados en el blanco
Determinación de humedad
Se tomaron muestras de 1 g y se colocaron en cajas
de aluminio a peso constante, se metieron a una estufa
I ' I
i

7
P. 24
c
L
c
L
c
L
i
r i
P
! -
j -
de vacío a una temperatura de 6OoC y se dejaron por un
tiempo de 12 horas. Las muestras después de éste tiem -
PO, fueron sacadas y se dejaron enfriar durante 30 min;
tos en un desecador; posteriormente se procedió a pesar
las muestras.
Calculos
Peso polvo + caja - Peso polvo seco + caja ,oo Peso polvo de muestra húmeda % de humedad =
Determinación de solubilidad
Esta prueba consisti6 en utilizar una parrilla mag-
nética, en ia que se colocó un vaso de precipitado con
50 ml de agua destilada con agitación constante, se dejó
caer una muestra de 3 g y se tomó el tiempo en el cual
se solubilizó todo el polvo.
.
Determinación de humectabilidad
ES un tubo se colocaron 3 g de mues
. .' ra, és a se de-
j6 caer de una altura de 7 . 5 cm en un vaso de precipita-
do con 50 ml de agua, la prueba consistió en observar el
tiempo en el que el polvo se humedeció completamente.
Determinación de la viscosidad
Se utilizó un viscosímetro de Ostwald, con el que

7 - .--
L
r-
L
L
f-
L
f-
L
i
r L
L
c
se determind e l tiempo que tardd en f l u i r e l j ugo c i e r t a
d i s t anc i a ; conociendo é s t e parametro y l a densidad, la
cual s e determino con e l uso de un picnómetro; se proce-
d i6 a determinar l a v i s cos idad de l jugo , con l a s iguien-
t e fórmula:
donde
pif = Viscos idad d e l j ugo
p2 = Viscos idad d e l agua a 20°C
pi = Densidad d e l jugo
m - Densidad del agua a 20°C
= Tiempo determinado en e l v iscos ímetro para e l jugo
i2 = Tiempo determinado en e l v iscosímetro para e l agua
i

-. 26
c
. _
L
-..
Prueba de Friedman (evaluation sensorial)
La prueba de Friedman se caracteriza por lo siguiell
te :
1. Suposiciones
a) Los bloques (catador) fueron seleccionados com-
pletamente al azar (aleatoriamente).
b) La escala de medicion es al menos del tipo ordi -
nal.
2. Hip6tesis
Ho = Los K tratamientos son iguales
Ha = Hay diferencias entre los tratamientos ._
-- 3 . Estadístico
Dentro de cada bloque se asignan rangos a los trata - mientos
.> -
R ( Y . . ) = 1, 2 ,..,, K *.J
Sea
es decir que R es la suma de los rangos asignados al
tratamiento j en los r bloques, el estadfstico es: j

27
4 . Regla de decisih
Para valores mayor de K=3 y r=9, se usa una aproxi-
mación a X2. Entonces se rechaza Ho s f T>X2a(K-1).
Comparaciones múltiples (evaluaci6n sensorial)
Para determinar cuales de los tratamientos son igua -
les y cuales diferentes, se desarrollaron comparaciones
múltiples. Para lo cual consideramos que el tratamiento
6 y B son diferentes, asf:
, es la distribuci6n t] = - a 2
t con (r-1) (k-1) grados de libertad. El valor de a es
el mismo que el utilizado en la prueba de Friedman.
A = Sumatoria de los cuadrados de cada valor je-
B = Sumatoria de cuadrados de columnas
rarquizado

c
.-.. r i
P
t r- 1 L.
r""
i.
t: r- L
t c
c
t. c L
i i.
r = NGmero de ca tadores
K = Número de tratamientos
...

RESULTADOS Y DISCUSION L
w
L
c
L
Los resultados de análisis de varianza y compara-
cidn de medias se encuentran al final de éste trabajo,
del Cuadro 8 al 16.
.̂
En base a los análisis estadísticos realizados se
obtuvieron los siguientes resultados; los cuales se resu -
men en los Cuadros 5, 6 y 7.
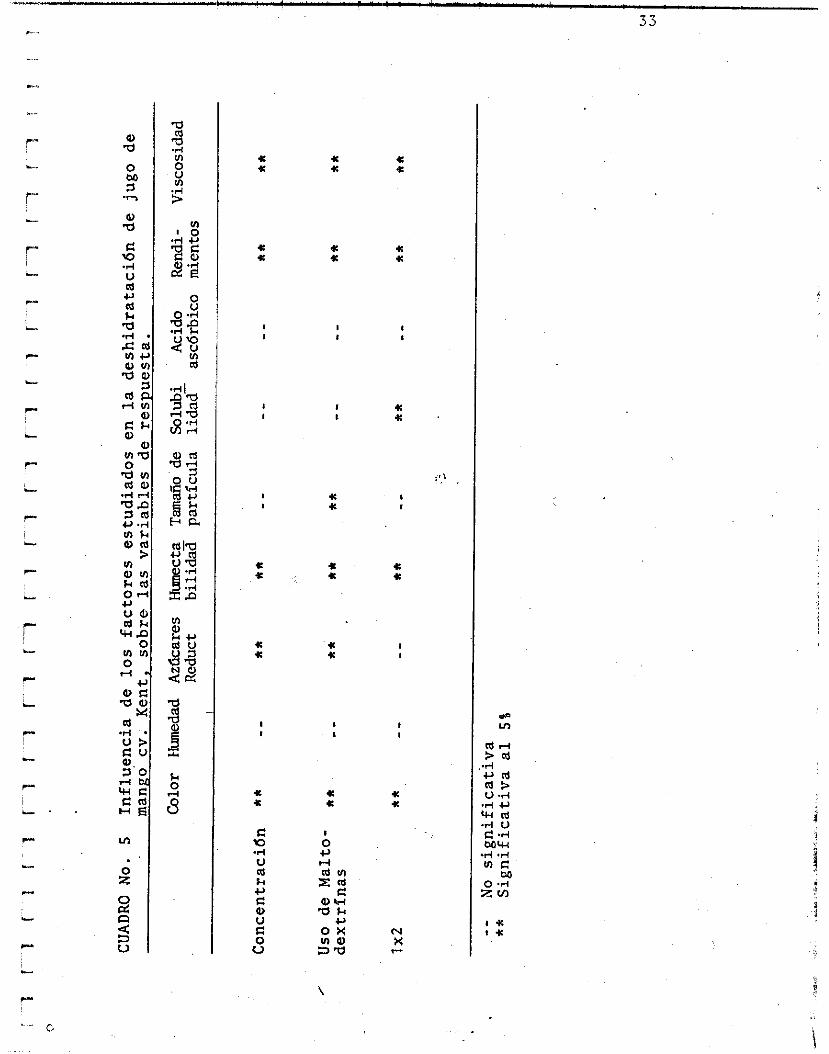
En el Cuadro 5 , se muestra la influencia de los fac -
tores estudiados sobre las variables de respuesta.
. Para el factor concentracion se pueden observar di-
ferencias significativas en el color, azúcares reducto-
res director, humectabilidad, rendimientos y en la visco -
sidad.
Eñ el factor, uso de maltodextrinas en jugo, se ob-
servan diferencias significativas en el color, azúcares
reductores, humectabilidad, tamaño de partfculo, rendi-
mientos y viscosidad.
Del Cuadro 6, se puede observar, en lo que se refie - re a color, que al deshidratador jugo concentrado, se ob
tiene un porcentaje de reflectancia menor, lo que signi- -
i

I
30 r.
k_
r.
._ P
-
...
I
r L
c
L
r
fica que el producto presenta un color más obscuro, com-
parado con l o s valores obtenidos para el jugo sin conceg
trar, con el que se obtuvo un producto de color más cla-
ro; esto se pudo deber a reacciones de obscurecimiento
no enzimático (reacción de Maillard), debido a la propia
concentracibn, ya que el jugo se mantuvo a una temperatu - ra de 60°C; lo cual favorece éste tipo de reacción; por
otro lado al tener una mayor cantidad de solidos solubles
totales ('Bx), el polvo tendía a adherirse a las paredes
de la cámara de secado, permaneciendo mayor tiempo en
contacto, lo cual también pudo favorecer la pirblisis de
azúcares (caramelización), que al ser calentados por en-
cima de la temperatura de fusión, dan origen a la forma-
ción de substancias furánicas, que a su vez pueden poli-
merizarse y formar pigmentos obscuros.
Por otra parte, l o s resultados de la determination
de azúcares reductores, mostraron que utilizando jugo
concentrado, es mayor el porcentaje de éstos, obteniéndg
se un producto más dulce.
I .3
Se observo que el tiempo de humectabilidad fue me-
nor al rehidratar jugo concentrado, l o cual es importan-
te, ya que el producto obtenido conviene que sea de rápi - da humectabilidad; sin embargo también se observó que

31
los rendimientos fueron menores al deshidratar jugo con-
centrado, dado que éste se quedaba adherido a las pare-
des de la cámara, bajando así los rendimientos; también
se pudo observar que al concentrar el jugo, aumentaba la
viscosidad, lo cual dificultó el secado.
Para el caso de humedad y ácido ascórbico, no se ob - servaron diferencias significativas; esto es, no influyó
en la humedad final del producto el factor concentración;
así mismo los niveles de ácido ascórbico se
fueron los mismos.
,’? .
Con respecto al uso de Maltodextrinas,
encontró que
se puede ob-
servar en el Cuadro 7, que a medida que se incrementa el
porcentaje de estas en el jugo, el porcentaje de reflec-
tancia es mayor, es decir se obtiene un producto en pol-
vo de color más claro, lo cual repercutid en la rehidra-
tación, al obtenerse un jugo de color más claro.
-
El nivel de azúcares reductores también se ve dismi -
nufdo al aumentar el porcentaje de.maltodextrínas.
Utilizando 50, 30 y 2 0 % -e maltodextrlnas en el ju-
go, l o s rendimientos fueron estadísticamente iguales:
77.70, 77.56 y 7 0 . 2 0 % respectivamente y con un 10% resul - E

32 w.
?-- ..> . L_ taron ser los más bajos rendimientos.
c no L
rw.
b
....
c
L
i
L
*I
L
r-
L
El polvo obtenido con 50% de maltodextrínas presen-
un menor tiempo de humectabilidad y con 30, 20 y 10%
hubo diferencia.
Usando 10 y 20% de maltodextrinas en el jugo (sin
concentrar) se obtiene un polvo con características fisi
coquimicas medianamente aceptables, no obstante presen-
tan un color claro, el cual mejora en el momento de re-
constituír el producto.
Adicionando 10 y 20% de maltodextrínas se obtuvie-
ron jugos de menor viscosidad, comparados con los jugos
obtenídos con 30 y 5 0 % de maltodextrinas.
La evaluación organoléptica mostró que no hubo dife - rencias significativas entre los tratamientos con 10 y
2 0 % demaltodextrinas en el jugo (sin concentrar), para
las variables color, olor y sabor. En cuanto a la acep-
tación por parte de los catadores fue baja, comparadas
con una muestra de jugo natural.
i
! i
L
33
a c 10 .d 0 a e, ld h a .I+ . & d m m e r am
* a l 7 ala
rltn al et+
al a l m a
O a m l d a l .d 4 an 7Cd e, .I+ mt+ ala > m P)v) hld O r l e, Ud> ldh WP
O m v ) O rl-
er a c * a l x ld .4 . v > c v a 7- O
cld H E
G F
In
z"
c U
c c
I 1
I I
e c
e c
I I
e c
c y> .r( V ld h e, c al V c O u
e c U c
* c e c
I I
* e
c c
e e
I I
e e
U c
e c
I
I I
* e
hl x 7
\

34
.-- *I-
..
r.
CUADRO No. 6 Comparación de medias de los resultados ob - tenidos en la deshidratación de jugo de - mango (cv. Kent).
Factores Sin concentrar Concentrado
P
i-
r-
Color ( % de reflectancia) 76.95 a
Humedad % 2.39 a
Azúcares reductores (%) 29.63 a
Humec tab ilidad ( s ) 6.4 .a
Tamaño de partícula 81.66
Solubilidad (s) 124.166
a .,
a
62.75 b
2.00 a
31.64 b
3.6 b
-
,./%e : 66 / ., ,
a/,,
134.416 .a .
Acido ascórbico (mg/l OOg) 23.02 28.50 a a
-_
Rendimientos (%) 71.19 58.82 a b
8.80 a
19.78 b
NOTA: -Las cifras con la misma letra significan tratamien tos iguales, con otra letra significan que son tra tamientos diferentes (D.M.S. al 5% ) .
i
L
c
._., c

35
o? M
d * u
c \o .d U m e, m fi a id c v) al a m d
E al ln O a .d c al e> P O
VI O a m ci rl 1 VI al fi-
ln O r rl+
F
a b a l a
ad .d v)
m fi ci 8 d
a i
y > a
a o E
E 4 7 U m c N e a : a.. e o a U T
d 00
UY - 4
'P
r.
c O U '. VI a m - In M-- .r( rn
O z
O c
h rto v ' O y
3
U e: b x w c2 O b
w o a m O v) 3
-_
O Ln
-
v) al fi O +J U m c4
Ln
O L n
.a
m Ln ' U
r- \o
O O
t. r. .P
K) M
O m
- m
h
m .r(
2 m ci U al rl W al I4
al a rto w
fi O d O U
o? O
N 'P
m t.
N .P
d m e m -
o? m . m
r-
n rto v
a m a a
3: 1
m rn
N M
'P
o? O
d M
'P
O \o
o? N
* r d
PI 0
r. N
-id
- rp v
ln al fi O ci
a a I4
VI a $4 m U \7
s
2
UY
d 'D
7
'D r.
-0 O O r-
V O m
i.,
's 0 \o -D
r- o?
m Ln UY
m rl
2 ' \d ci fi m a m rl
8 a O IE rd E? m b
O rn
a m m N
O In
a N
M L n
r. a m
r-
O Ln . a m
N
n M O O
\ 7
a v
O U .d P I4 Y) U In m O a .d U 4
d Ln N d
*P
O N
O r.
a m
O r. r. r. . a
UY Ln
r. r.
a m
h rp u
v) O ci F: al .d e .rl a E 2
n a U w
a m a .d v) O U ln .d >

.".. I
CONCLUSIONES
Los objetivos planteados originalmente para la des-
hidratación de jugo de mango cv. Kent, se cumplieron en
su gran mayoría obteniéndose las siguientes conclusiones:
--Se obtuvo un producto en polvo de calidad mediana
mente aceptable.
--El producto en polvo obtenido del jugo concentra-
do presento obscurecimiento, por lo que se recomienda no
concentrar el jugo a deshidratar.
. --Con el jugo sin concentrar, se obtuvieron mayores
rendimientos (75.19%) comparados con el jugo concentrado
con el que se obtuvo un rendimiento de (58.82%).
--El jugo sin concentrar present6 menor viscosidad,
lo cual- facilitó el secado.
--Adicionando 10 y 20% de maltodextrínas en el jugo
(sin concentrar), se obtuvo un polvo con características
fisicoquimicas medianamente aceptables; no obstante pre-
sentan un color claro, el cual se ve mejorado al momento
de rehidratar el producto.

b..
c
P
L.
c
L
L
37
--Así mismo, con 10 y 2 0 % de maltodextrínas en el
jugo, se obtuvo un mayor nivel de azúcares reductores y
jugos de menor viscosidad.
--Finalmente, la evaluación organoléptica mostr6
que no hubo diferencias significativas entre los trata-
mientos 10 y 20% de maltodextrínas, para las variables
color, olor y sabor. Sin embargo, la aceptabilidad fue
baja comparada con jugo natural, el cual presentó un co-
lor más brillante; por l o que se recomienda utilizar un
empaque opaco, e impermeable, inmediatamente después del
proceso de deshidratación. I
c I
i
r i
r L
P
L
r-
i_
r
RESUMEN
En el presente trabajo se evaluó el efecto del uso
de maltodextrínas en jugo de mango (cv. Kent), durante
su deshidratación, asf como también se evaluó el efecto
de la Concentración del jugo sobre las características
finales del producto, utilizando el método de secado por
aspersión. Se empleó en el experimento un diseñó comple -
tamente al azar en arreglo factorial (ZX~), donde el pri -
mer factor fue el efecto de la concentración del jugo y
el segundo factor el uso de maltodextrfnas con 4 niveles.
Se evaluaron las siguientes variables de respuesta . color, humedad, azúcares reductores directos, humectabi-
lidad,-solubilidad, tamaño de partícula, ácido ascórbico,
viscosidad y rendimientos.
El mejor color y mayores rendimientos se.,obtuvieron
al deshidratar jugo sin concentrar, la viscosidad resul-
t 6 menor en el jugo sin concentrar, lo cual facilitó el
secado, no obstante el jugo concentrado mostró tener ma-
yor humectabilidad y un mayor nivel de azúcares reducto-
res.
4
3
En cuanto el uso de maltodextrínas en el jugo, el
mejor color se obtuvo con los tratamientos 10 y 20% W/V

39 I
- -. % I
... r. también se obtuvieron jugos de menor viscosidad. El ni-
de maltodextrínas en el jugo (sin concentrar); así como
L_ vel de azúcares reductores directos fue mayor en éstos
tratamientos. F
-
L
La evaluación organoléptica mostró que no hubo dife - rencia significativa para las variables color, olor y sa -
bor entre l o s tratamientos con 10 y 20% de maltodextri-
nas (W/V). La aceptabilidad del jugo deshidratado fue
baja comparada con el jugo natural.
c .
* ! i
_..
c
..-. c
.-
..._
BIBLIOGRAF IA
AMOS A.J. 1968. Manual de la industria de l o s alimentos. Ed. Acribia. Zaragoza, (España).
BADUI DERGAL SALVADOR. 1982. QuSmica de l o s alimentos Ed. Alhambra Mexicana. l a . Ed. pp. 44-87.
BALDRY JANE, G.R. 1976. Alternative methods of proces- sing mangoes. Indian Food Packer. pp. 56-62.
COMISIOX NACIONAL DE FRUTICULTURA. 1980. El mercado ex- terior frutlcolas. Boletín Bimestral. Méxic0,D.F.
COMISION NACIONAL DE FRUTICULTURA-SARH. 1979. Estudio de me.rcado del mango en Michoacán. México, D.F.
COMISION NACIONAL DE FRUTICULTURA. 1975. El mango en Mé . xico. Descripción, cultivo, mejoramiento y utiliza - ción. Ing. José Velazco Cárdenas. pp. 9-21, 95.
- EL SECTOR ALIMENTAR10 EN MEXICO. 1986. Instituto Nacio-
nal de Estadística, Geografía e Informática. pp. 56.
FAO. 1986. Produktion year book. Vol. 39. pp. 198, 199.
- GANGOPADHYAY H., CHAUDHURI D.R., and MUKHERJEE SUNIT. -
1976. Dehidration of green pulp in double drum drier. Indian Food Packer. Vol. 3 0 . No. 5. pp. 51.
GEAN-KOPLIS J.C. 1982. Procesos de transporte y opera- ciones unitarias. Ed. CECSA. México, D.F.
HELDblAN DENIS R. 1981. Food process engineering. 2nd. Edition. AV1 Publishing. pp. 261-290.

“‘2
HERNANDEZ MONTES, A. 1978. Determinación del período Óp timo de producción de pectina y de las condiciones para su extracción en tejocote. Chapingo, México.
LEON FELIX M.A. 1982. Industrialización de variedades mejoradas de mango Kent y Keitt. Tesis UNAM. Méxi - CO, D.F. pp. 5-16.
NANJUNDASIL4MY, A.M., RADHAKRISNAIAH SHETTEY and SAROJA S. 1976. Studies on the development of newer pro- ducts from mango. Indian Food Packer.
NELSON, Ph D., TRESSLER, Ph D. 1980. Fruit and vegeta- ble juice processing technology. 3a. Ed.
POTTER Y. NORMAN. 1978. Food science. AV1 Publishing Company. Inc. Wesport. Conecticut.
SAID INFANTE G., ZARATE DE LARA G.P. 1984. Métodos Esta - dísticos. Ed. Trillas. la. Ed. México, D.F.
. STEEL and TORRIE. 1985. Bioestadistica. Principios y
procedimientos. Ed. McGraw-Hill. 2a. Ed.
SUBRAMANIAN V., KRIHNAPPA. F.G., SHARMA T.R. and NATH H. 1976. Freeze dried fruit juice beverage powders production and economics. Indian Food Packer.
SUBFLM@NIA!W V., S H A M T.R. and NATH H. 1976. Freeze de hidration of mango pulp and as ready to serve beve- rage. Indian Food Packer.
TEAOTIA S . S . , MEHTA G.L., TOMAR M.C. and GARG R.C. 1976. Studies on dehidration of tropical fruits in uttar pradesh mango. Indian Food Packer. Vol 30. No. 6. pp. 15.
TOVAR GONE2 B. 198?. Deshidratación por aspersión de pulpa de mango. Tesis de Maestría. Universidad Iberoamericana.

L
L
r
r-
A N E X O S
,

c.. CUADRO No. 8 Resultados de analisis de varianza y compa
ración de medias para determinación de COI lor ( % de reflectancia).
SIN CONCENTRAR . CONCENTRADO % DE MALTODEXTRINAS % DE MALTODEXTRINAS
50 30 20 10 50 30 20 10
I 95.0 83.0 77.0 61.0 89.0 70.0 47.5 56.0
I1 90.0 87.0 73.0 50.0 91.0 69.5 44.0 49.0
I11 92.0 89.5 78.5 47.0 85.0 63.0 49.0 40.0
c Fuente Suma de G,L Cuadrado F calc F Tab1 cuadrados medio
I
- Factor 1 1211.6 1 1211.26 55.214 4.49
r- Factor 2 . 5480.69 3 1826.0 83.277 3.239
1x2 687.781 3 229.26 10.45 3.239
Error 350.999 16 21.9374
7730.73 23 -.
Total
F1-L1 = 76.95 a Fl-L2 = 62.75 b
F2-L1 = 90.33 a FZ-L2 = 77.0 b F2-L3 = 61.58 c F2-L4 = 50.5 d
r
i F1 - ConcentraciBn F1 - Porcentaje de maltodextrfnas P-. L1 - Sin concentrar L1 - 50% L3 - 20% L LZ - Concentrado L1 - 30% L4 - 10%
-, pl
~
4 4 r
-1
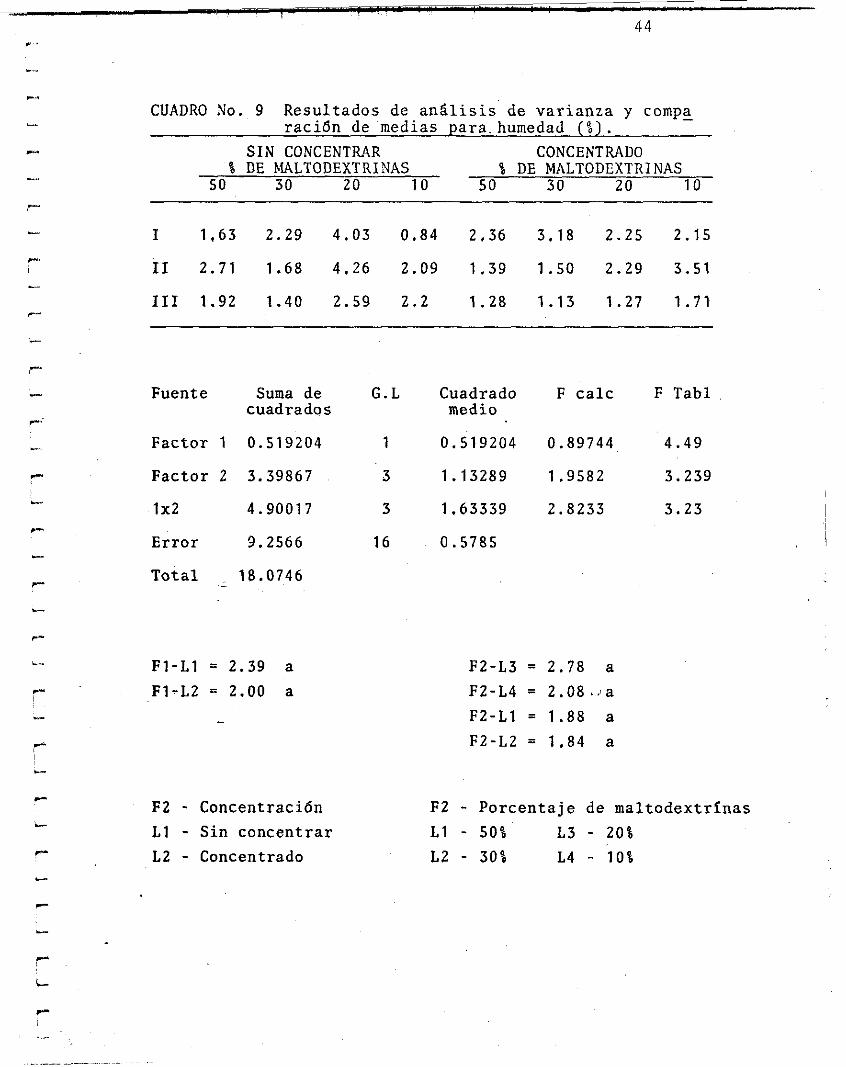
CUADRO No. 9 Resultados de analisis de varianza y compa - raci6n de medias para. humedad ( 4 0 ) . -
SIN CONCENTRAR CONCENTRADO % DE MALTODEXTRINAS % DE MALTODEXTRINAS
50 30 20 1 0 50 3 0 2 0 10
I 1 . 6 3 2 . 2 9 4 . 0 3 0 . 8 4 2 . 3 6 3 . 1 8 2 . 2 5 2 . 1 5
I1 2 .71 1 .68 4 . 2 6 2 . 0 9 1 . 3 9 1 . 5 0 2 . 2 9 3 .51
I
r-
-- I11 1 .92 1 . 4 0 2 . 5 9 2 . 2 1 . 2 8 1 . 1 3 1 . 2 7 1 . 7 1
c
Fuente Suma de G.L Cuadrado F calc F Tab1 - cuadrados medio
L Factor 1 0 . 5 1 9 2 0 4 1 0 . 5 1 9 2 0 4 0 . 8 9 7 4 4 4 . 4 9 r-
c Factor 2 3 .39867 3 1 . 1 3 2 8 9 1 . 9 5 8 2 3 . 2 3 9 ,
1x2 4 .9001 7 3 1 , 6 3 3 3 9 2 . 8 2 3 3 3 . 2 3 I L
Error 3 . 2 5 6 6 16 O. 5785
Total 1 8 .O746 -
F1-L1 = 2 .39 a F l - L 2 = 2.00 a
F 2 - Concentración L1 - Sin concentrar L2 - Concentrado
F 2 - L 3 = 2 . 7 8 a F 2 - L 4 = 2.08.. 'a
F2-L1 = 1 . 8 8 a F 2 - L 2 = 1 . 8 4 a
F2 - Porcentaje de maltodextrínas L1 - 5 0 % L3 - 2 0 % L2 - 30% L4 - 1 0 %

.. . -,. 4 5
L.
I- CUADRO No. 10 Resultados de análisis de varianza y compa ración de medias para aziicares reductorec-
c directos (90).
- SIN CONCENTRAR CONCENTRADO c
% DE MALTODEXTRINAS 50- 30 20 10
% DE MALTODEXTRINAS 50 30 20 10
L
r
L.*
c
L
?-.
L
?-
.... c
I
F
."
I 22.96 27.66 33.3 30.99 30.03 30.99 33.3 33.3
I1 26.49 27.66 33.3 32.33 30.03 28.83 35.66 33.3
111 26.49 28.83 33.3 32.33 27.66 27.66 35.66 33.3
Suma de G.L Cuadrado F calc F Tab1 Fuente cuadrados medio
16.392 > 4.49 Factor 1 24.1602 1 24.1602
Factor 2 186.85 3 62.2834 42.267 > 3.23
1x2 7.53 3 2.5131 1.705 < 3.23
Error 23.5823 16 1.47
Total 242.132 23
. -
F1-Ll = 29.63 a Fl-LZ E 31.64 b
F2-L3 = 34.0.7 a F2-L4 = 32.59 a
F2-L2 = 28.60 b F2-L1 = 27.67 b
F1 - Concentraci6n F2 - Porcentaje de maltodextrfnas L1 - Sin concentrar L1 - 50% L3 - 20% L2 - Concentrado L2 - 30% L4 - 10%

5’ 4 6
-.. CUADRO KO. 1 1 Resultados de análisis de varianza y compa racidn de medias para tiempo de humectabi-
,.”. lidad ( s ) .
- SIN CONCENTRAR CONCENTRADO % DE MALTODEXTRINAC % DE MALTODEXTRINAC 50 30 20 10 50 30 20 10
c I 1.6 5.0 7 4 3.0 7.0 1.6 1.4
I1 2.0 4.0 16 10 5.0 7.0 1 .o 1.2
I11 1.2 4.0 12 10 4.0 6.0 5.0 1 .o
-_ c-
L
c
1 -- I
F
* -
Fuente Suma de G.L Cuadrado F calc F Tab1 cuadrados medio
Factor 1 47.04 1 47.04 9.6856 > 4.49
Factor 2 57.96 3 19.32 3.978 > 3.23
1x2 164.253 3 54.7511 11.273 > 3.23
Error 77.7066 16 4.8566
Total 346.96 23
-
I . P
Fl-Ll = 6.4 a 8 -
Fl-LZ = 3.6 b P-
L-.
r-
L
r- F1 - Concentracion I
! . L1 - Sin concentrar i L2 - Concentrado L
c
.-
; ,,
F2-L3 = 7.1 a FZ-LZ = 5.5 a F2-L4 = 4.6 a F2-Lt = 2.8 b
F2 - Porcentaje de maltodextrfnas L t - 50% L3 - 20% L2 - 30% L4 - 10%

...
CUADRO No. 12 Resultados de a n á l i s i s de varianza y compa r a c i 6 n de medias d e l p o r c e n t a j e de p a r t l c Ü - las menores de 0 . 2 5 mm.
SIX CONCENTRAR CONCENTRADO % DE bíALTODEXTRINAS % DE MALTODEXTRINAC
50 30 20 10 50 30 20 10 '
I 50 9 0 1 O0 1 O0 9 0 9 0 50 1 O 0
I1 50 6 0 1 O0 100 1 0 0 100 9 0 100
I11 50 8 0 1 O0 1 O0 50 70 100 1 O0
Fuente Suma de cuadrados
F a c t o r 1 1 4 9 . 9 9
F a c t o r 2 3949 .99
1x2 1950
E r r o r -- 3733 .33
T o t a l 9 7 8 3 . 3 3
.
r
F l - L l = 8 1 . 6 6 a I F l - L 2 = 86 .66 a
....
L
L
F1 - Concentrac ibn L1 - S i n c o n c e n t r a r L 2 - Concentrado
b - I
r-
L-
G.L Cuadrado F c a l c F Tab1 medio
1 1 4 9 . 9 9 0 . 6 4 < 4 . 4 9
3 1 3 1 6 . 6 6 5 . 6 4 > 3 . 2 3
3 6 5 0 2.78 < 3 . 2 3
16 2 3 3 . 3 3
23
F2-L4 = 100 a F 2 - L 3 = 9 0 b F2-L2 = 8 1 . 6 6 c F2-L1 = 6 5 d
[ F1 - P o r c e n t a j e de m a l t o d e x t r h a s L1 - 5 0 % L3 - 2 0 %
L2 - 3 0 % L 4 - 1 0 %
48
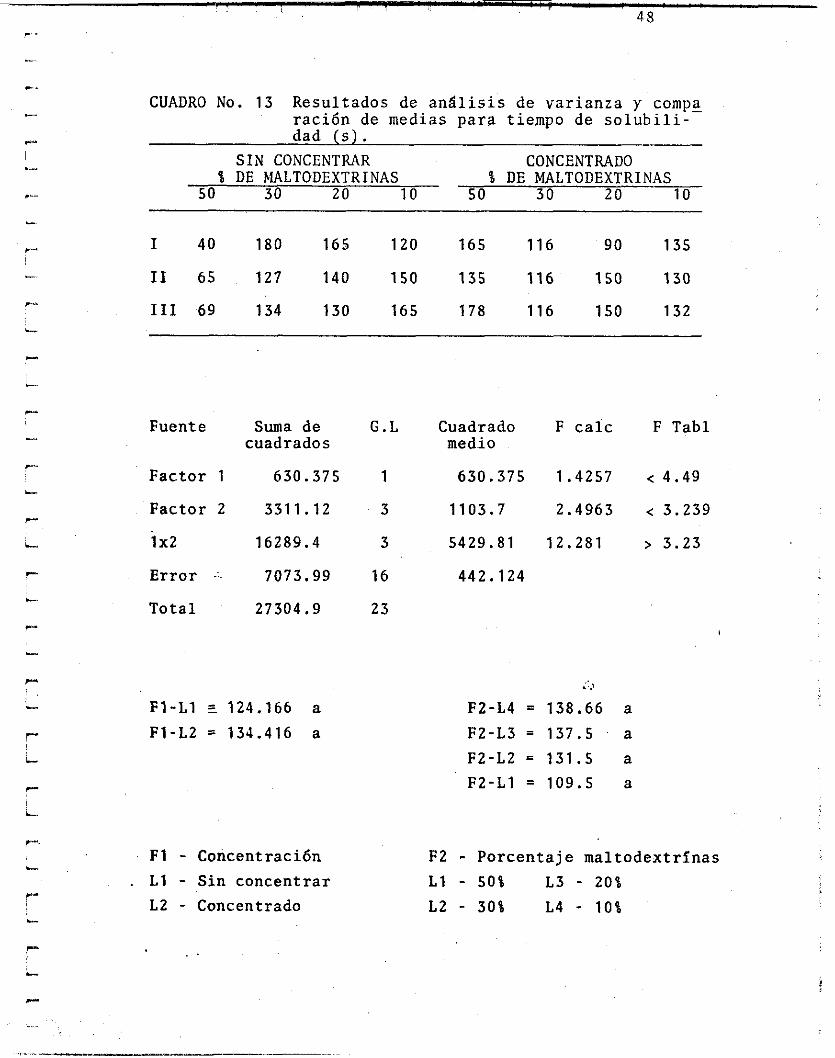
CUADRO No. 13 Resultados de análisis de varianza y compa - ración de medias para tiempo de solubili- dad (s).
SIN CONCENTRAR CONCENTRADO % DE MALTODEXTRINAS % DE MALTODEXTRINAS
50 30 20 10 50 3 0 20 10
I 4 0 180 165 120 165 116 9 0 135
I1 6 5 127 140 1 5 0 1 3 5 116 1 5 0 1 3 0
I11 6 9 134 130 165 178 116 150 132
Fuente Suma de G.L Cuadrado F calc F Tab1 cuadrados medio
Factor 1 6 3 0 . 3 7 5 1 6 3 0 . 3 7 5 1 . 4 2 5 7 < 4 . 4 9
Factor 2 331 1 . 1 2 3 1 1 0 3 . 7 2 . 4 9 6 3 < 3 . 2 3 9
1x2 1 6 2 8 9 . 4 3 5 4 2 9 . 8 1 1 2 . 2 8 1 > 3 . 2 3
Error - 7 0 7 3 . 9 9 16 4 4 2 . 1 2 4
Total 2 7 3 0 4 . 9 2 3
F l - L 1 E 124 .166 a
F l - L 2 = 134.416 a
.> F2-L4 = 1 3 8 . 6 6 a F 2 - L 3 = 1 3 7 . 5 a F 2 - L 2 = 1 3 1 . 5 a F 2 - L l = 1 0 9 . 5 a
F l - Concentración F2 - Porcentaje maltodextrínas . L1 - Sin concentrar L 1 - 50% L3 - 2 0 %
L2 - Concentrado L 2 - 30% L4 - 1 0 %
_ .
i

CUADRO No. 14 Resultados de anglisis de varianza y compa racidn de medias para la determinación d e ácido ascórbico (mg/lOOg).
SIN CONCENTRAR CONCENTRADO % DE MALTODEXTRINAS % DE MALTODEXTRINAS
50 30 20 , 10 50 30 20 . 10
I 26.31 13.15 13.15 13.15 39.47 26.31 26.31 26.31
I1 26.31 13.15 26.31 39.47 26.31 26.31 52.63 26.31
111 26.31 13.15 26.31 39.47 26.31 13.15 26.31 26.31
Fuente Suma de G.L Cuadrado F calc F Tab1 cuadrados medio
Factor 1 180.401 1 $.) 180.401 2.2727 < 4.49
Factor 2 541.205 3 180.401 2.2727 < 3.239
1x2 252.562 3 84.1874 1.0606 < 3.23
Error
Total 2244.19 23
1270.02 16 79.3767 -
Fl-L1 = 23.02 a F2-L1 = 2 8 . 5 0 a F1-L2 =-28.50 a F2-L3 = 28.50 a
F2-L4 = 28.50 a FZLL2 = 17.53 a
6 <
F1 - Concentración F2 - Porcentaje de maltodextrínas i ?
i i L1 - Sin concentrar L1 - 50% L3 - 20%
L2 - Concentrado L2 - 30% L4 - 10%
c ..._ .
--__I_ , . ..~~. ~ . . . . .. .,_.-..-.

r* r'
I CUADRO No. 1 5 Resultados de análisis de varianza y compa ración de medias para rendimiento dcl pol-
F vo en el secador ( % ) .
k SIX CONCENTRAR CONCENTRADO
c
% DE MALTODEXTRINAS 50 30 20 10
% DE MALTODEXTRINAS 50 30 20 10
L
c
b
P
L
r
L
P
L
I 9 4 . 4 6 7 . 7 1 7 6 . 9 0 5 8 . 9 7 5 2 . 0 7 7 2 . 9 1 4 5 . 5 3 1 8 . 2 7
I1 7 7 . 9 9 7 7 . 2 9 8 0 . 3 9 5 8 . 0 2 6 5 . 5 2 7 9 . 4 6 7 2 . 4 0 20 .92
I11 9 3 . 0 3 7 8 . 9 2 7 3 . 2 8 6 5 . 4 0 8 2 . 3 6 8 9 . 8 6 7 2 . 7 5 3 3 . 6 7
Fuente Suma de G.L Cuadrado F calc F Tab1 cuadrados medio
Factor 1 1 6 0 2 . 0 2 1 1 6 0 8 . 0 2 16 .834 > 4 . 4 9
Factor 2 5 0 0 2 . 8 5 3 1 6 6 8 . 9 5 1 7 . 4 7 2 > 3 . 2 3
1x2 1426 .42 3 4 7 5 . 4 7 5 4 . 9 5 > 3 . 2 3
Error 1 5 2 8 . 3 4 16 9 5 . 5 2 1 4
Total 9 5 6 9 . 6 5 2 3
._
F l - L l = 7 5 . 1 9 1 6 a F l - L Z = 58 .8203 b
-
F1 - Concentración L1 - Sin concentrar L 2 - Concentrado
F2-L2 = 7 7 . 7 0 8 3 a F2-L1 = 7 7 . 5 6 1 6 a F 2 - L 3 = 7 0 . 2 0 8 3 a F2-L4 = 4 2 . 5 4 6 6 b
F2 - Porcentaje de maltodextrínas L1 - 5 0 % L3 - 20% L2 - 3 0 % L4 - 1 0 %

C '̂
...
"I
.. c
F^
L
c
L c
.- c
I
w
.__ F-.
L
r- i
r-
L
r-
L
?
.". P-=
- r-
L
c
L
P
L
c
- c
CUADRO No. 16 Resultados de análisis de varianza y compg ración de medias para viscosidad (cp).
SIN CONCENTMR CONCENTRADO % DE MALTODEXTRINAS % DE MALTODEXTRINAS
50 30 20 10 50 30 20 10
I 16.11 7.79 6.03 3.22 27.22 16.17 26.77 4.28
I1 19.59 8.94 6.87 2.08 32.12 21.24 35.37 4.80
I11 17.85 6.86 6.72 3.56 28.83 12.95 19.31 8.35
Fuente Suma de G.L Cuadrado F calc F Tab1
Factor 1 723.691 1 . 723.691 54.008 > 4.49
Factor 2 1173.67 3 391.226 31.899 > 3.23
1x2 244,903 3 81.6344 6.6562 > 3.23
Error 196.228 16 12.8375
Total 2388.5 23
cuadrados medio
o ' >
-_
F1-L2 = 19.78 a - F1-L1 8.80 b
F2-L1 = 23.62 a F2-L3 = 16.84 b F2-L2 = 12.32 b F2-L4 = 4.38 c
F1 - Concentracisn Y2 - Porcentaje de maltodextrinas L1 - Sin concentrar Ll - 50% L3 - 20%
. L2 - Concentrado L1 - 3 0 % L4 - 10% I
c .. .. . . , .. ~~ . .
.

5 2
CUADRO No. 17 Resultados de la evaluación sensorial pa - ra olor.
Variable O 1 ' 0 r Catador A B C
1 2 3 4 5 6 7 8 9
10 11 12
2 3 4 4 2 2 2 3 3 2 1 4
2 5 3 2 3 4 4 5 3 5 3 4 1 4 3 4 2 4 4 1 2 4 4 5
. CUADRO No. 18 Resultados de la asignación de rangos
(prueba de Friedman).
O l o r Catador A B C
1 2 3 4 - 5 6 7 8 9
10 11 12
1.5 1.5 3 2.5 2.5 1 2.5 1 2.5 1.5 1.5 3.0 1 2 3 1 2
2 3 1 3
1.5 1.5 3 2 2
1 3
3 1
1 2 3 1.5 1.5 1.5
RJ . 20.0 20.5 31.5
RJ 400 420 992 1812.5

5 3 * .
r-
.-.
c
c
._
- c
L
. -
7 :
CUADRO No. 19 Resultados de la evaluación sensorial pa - ra color,
Variable Catador
C o 1 . 0 r A B C
1 2 3 4 5 6 7 8 9
10 11 12
3 3 2 4 2 2 2 3 3 2 2 2
2 5 3 4 2 5 3 4 3 4 2 4 1 4 4 4 2 4 4 2 2 4 3 4
CUADRO No. 20 Resultados de la asignación de rangos para color (prueba de Friedman).
- C o l o r
Catador A B C
1 2 1 3 2 3 4 5 - 6 7 8 9
10 11 12
1.5 1.5 3 1.5 1.5 3 2.5 1 2.5 1 2 3
1 .5 1.5 3 2 1 3 1 2
1.5
2.5 1 3
2.5 3
1.5 1.5 1.5 3 1 2 3
I RJ 19.0 19.5 33.5
R J 2 ' 361 380.25 1122.25 1863.5 c

54 c.
- ., r- c '.
h-.
c
L r- i i
CUADRO No. 21 Resultados de la evaluación sensorial pa - ra sabor.
Var i ab 1 e Catador
S a b ' o r A B C
1 3 2 4 2 2 2 2 3 3 3 4 4 3 3 3 5 3 2 4 6 2 3 4 7 8 9
10 11 12
2 2 3 4 3 5 3 2 4 2 2 2 1 1 4 3 2 4
CUADRO No. 22 Resultados de la asignacibn de rangos pa - ra sabor (prueba de Friedman). -..
Catador S a b o r
A B C
1 2 3 4 - 5 6 7 8 9
10 11 12
2 1 3 2 2 2
1.5 2
1.5 2
- 3 2
2 1 3 1
1.5 2
1.5
.
3 3
2 1 3 2 2
1.5 2
1 2
1 .5 1
3 3
RJ 21.5 17.5 33 .0
RJ2 462.25 306.25 1089.0 1857.5
c c

5 5 C .
CUADRO No. 23 Resultados de la prueba de Friedman.
Variable Estadfstico (TI
Color 11.29
Olor 7.04
Sabor 10.79
.... c
i
F-
L
c
L
ESCALA:
5 Muy bueno 2 Malo 4 Bueno 1 Muy malo 3 Regular .>
. NOTA:
c
L
A - = Muestra con 10% de maltodextrínas
B = Muestra con 20% de maltodextrinas
( s in concentrar)
(sin concentrar)
C = Muestra de jugo natural
L
L
r c -

i
m. 56
CUADRO No. 24 Resultados d e l a n á l i s i s de r e g r e s i o n de l a curva t i p o , u t i l i z a d a en l a determi- nac i6n de az i i cares .
Y = 2.8375 x + 0.03429
Concentración
g r a m o C 2 g i E cosa/100 m i
D.0 Absorbancia a 525 nm
0.02 0.091
0.04 0.147
0.06 O. 204
0.08 0.261
0.10 0.318
o. 12 O. 374
- 0.14 0.431
r L..

57
Resultados de la prueba de Friedman y comparaciones
múltiples para Olor.
Tenemos para K = 3 ; r = 12
(1812.5) - 3( 12 (1 2) (3) (4)
T =
De la tabla D, obtenemos con a O
x2 0.05, 2 = 5.99
2)(4) = 7.04
O5 y k=l = 2
Por lo que 7.04 > 5.99, entonces rechazamos Ho y .'>
concluímos que hay diferencias entre las tres muestras
en .. lo que a olor se refiere.
- Para determinar cuales tratamientos son iguales y
cuales diferentes desarrollamos comparaciones múltiples.
De tablas (Tabla E), con (11)(2) = 22 grados de li -
bertad-y a = 0.05/2 = 0.025; se obtiene que t = 2.0739;
además A = 165; B = 151.04. Por lo que:
= 4.82 2(12) (165-151.04) 1 Luego entonces dado que:
120.0 - 20.51 = 0.50 < 4.82
120.0 - 31.51 11.5 > 4.82
c
Se concluye que las muestras A y B son iguales esta - c
P" dísticamente en lo que a olor se refiere y diferentes
r !
comparados con la muestra C.
.

- 59
r
L
P
i ..__ P
- P
.... r-
I L
F.
.L
c
L
r L
Resultados de la prueba de Friedman y comparaciones
mGitiples para Sabor,
Tenemos para K = 3 ; r = 12 ;
(1857.5) - 3(12)(4) = 10.79 12 ( 1 2 ) (3) (4)
T =
' De la tabla D, obtenemos con a = 0.05 y k-1 = 2
x 2 0.05, 2 = 5.99
Por lo que 10.79 > 5.99, entonces rechazamos Ho y ' 3
concluimos que hay diferencias entre las tres muestras
en lo que a sabor se refiere.
- Para determinar cuales tratamientos son iguales y
c cuales diferentes desarrollamos comparaciones múltiples:
- De tablas (tabla E), con r-1 = 1 1 y k-1 = 2, se ob - tiene que (11)(2) = 22 grados de libertad, a = 0.05/2 =
0.025; por lo tanto t = 2.0739, además A = 158.5 = 37.75
+ 27.75 + 93; B = l/r (1857.5) = 154.79. Por lo que:
= 4.1722 1 2(12) (158.5 - 154.79) (1 1 ) (2) 2,0739 1
Luego entonces dado que:
121.5 - 17.51 = 4.0 < 4.17
._ , ..

- 6 0 r
I - r- L..
r
Í i"
f-
i
r-
121.5 - 3 3 . 0 1 11.50 > 4.17
117.5 - 3 3 . 0 1 = 15-50 > 4.17
Se concluye que las muestras A y B son iguales e s - I
tadisticamente en io que a sabor se refiere y diferen-
t e s a C.
.
i
r-

61
i
r.
L
c c
L.
i
c
L
c
i
r i
r i
c r L r
i
r L
Resultados de la prueba de Friedman y comparaciones
múltiples para Color.
Tenemos para K = 3, r = 12; en donde K = No de tra-
tamientos (muestras) y r = No de catadores.
(1863.5) - 3(12)(4) = 11.29 12 (12) (3) (4)
T =
De la tabla D, obtenemos con a = 0.05 y K-1 = 2
x2 0.05, 2 = 5.99
Por lo que 11.29 > 5.99, se concluye que hay dife-
rencias significativas en lo que a color se refiere.
- _ Para determinar cuales tratamientos son iguales y
cuales son diferentes desarrollamos comparaciones múlti
ples : -
- De tablas (tabla E), con (r-1) = 1 1 y K-1 = 2 se
obtiene (11)(2) = 22 grados de libertad, a = 0.05/2 =
.025; se obtiene que t = 2.0739, además A = 164.5 = 32.5
(1863.5) = 155.29.- 1 + 36.25 + 95.75; B = RJ2 - - T z Por lo que:
1 /2 I- -
(Ill( = 6.57 2(12) (164.5 - 155.29) 2.0739 1 2)
r L .

62 r=
c
r- L
f: L
r I L
c
L
r
L
r L
i
L
i r
r
Luego entonces dado que:
119.0 - 19.51 = 0.50 < 6.57
119.0 - 33.51 = 14.50 > 6.57
119.5 - 33.51 = 1 4 . 0 > 6.57
Se concluye que las muestras A y B son iguales esta
dísticamente en lo que a color se refiere y diferentes
comparadas con la muestra C.
.-
, .a
c r