catÁlogo general - phemsa.es · sado, taladrado y mandrinado nos permiten ofrecerles la solución...
TRANSCRIPT

CATÁLOGO GENERAL

Con más de 80 años de experiencia, Safety diseña y desarro-
lla herramientas de corte estándar para los grandes secto-
res de la industria, tales como automoción, aeronáutica,
energía y molde y matriz. Nuestros programas de torneado, fre-
sado, taladrado y mandrinado nos permiten ofrecerles la solución
ideal. Desde desbaste hasta acabado, independientemente de los
materiales a mecanizar, Safety tiene la solución correcta.
Si usted necesita una solución específica para condiciones
de mecanizado más complejas, la experiencia de Safety en
herramientas especiales puede ser la respuesta. Nuestro
departamento de aplicaciones especiales está a su disposición para
desarrollar una solución personalizada, perfectamente adaptada
a sus necesidades. Safety puede garantizarle unos beneficios
significativos a su operación.
La disponibilidad de personal experto garantiza el alto nivel de
calidad de nuestros servicios. Ofrecerle la mejor solución de
mecanizado es el objetivo común de todos nuestros equipos
especializados. No importa cuál sea su problema de mecanizado:
nuestros equipos están disponibles para hacer un diagnóstico
rápido y preciso y ofrecerle la respuesta apropiada.
Al elegir Safety estará optando por la mejor solución. Nuestro
departamento de asistencia técnica le acompañará en cada paso
del camino, ayudándole a elegir la estrategia de mecanizado más
efectiva para su empresa y a perfilar su futuro.
Vuestro equipo de Safety
Para más información, pueden conectarse a www.safety-cuttingtools.com
S00_000-003_Intro_7p.indd 1 22/04/2011 13:55:33

CEROC Optimice sus conceptos de mecanizado.
❯ CEROC (Centro de Estudios e Investigación de Herramientas de Corte) nos ayuda a desarrollar las tecnologías de herramientas del futuro.
CEROC es el resultado de la colaboración entre la Universidad de Tours y el Departamento de Desarrollo e Investigación de Safety. Creado en la planta de Safety Fondettes en el 2005, la misión del CEROC es poner en contacto el mundo industrial con la comunidad de investigación.
La experiencia combinada en materiales y tecnología de producción hacen del CEROC su colaborador preferido para optimizar sus conceptos de mecanizado e incrementar su productividad. Nuestra solución excederá sus expectativas.
Investigación y aplicación
• Estado de la superficie de acabado• Desgaste del material• Superficie desbastada• Método de simulación de elementos
finitos• Dinamómetro y análisis de vibraciones• Carga y el consumo de energía• Mejora de las condiciones de corte• Herramienta de análisis de desgaste
Operaciones de mecanizado
• Fresado• Torneado• Taladrado
Materiales
• Metal• Compuestos• Bi-metal
Conceptos de mecanizado
• Mecanizado en seco• Mecanizado dificil• Mecanizado Alta Velocidad• Mecanizado de nuevos
materiales, etc.
Equipamiento de maquinaria
PCI METEOR10 centro de mecanizado de alta velocidad
• 47 kW - 24000 r.p.m - HSK63• 4 ejes - Externo MQL
DMG DMU60T centro de mecanizado de alta velocidad
• 35 kW - 18000 r.p.m - HSK63• 3 ejes
HERMLE C40U centro de mecanizado de alta velocidad
• 23 kW - 28000 r.p.m• 5 ejes - MQL interno y externo
AXA VSC50 centro de mecanizado
• 56 kW - 4000 r.p.m• 3 ejes - MQL externo
Torno SOMAB UNIMAB500
• 24 kW - 2500 r.p.m
S00_000-003_Intro_7p.indd 3 19/04/2011 17:25:57
Cursos de torneado, fresado, taladrado y otras técnicas de mecanizado. Si usted desea optimizar su producción, mejorar el rendimiento de sus herramientas de corte y aumentar el conocimiento de sus empleados en su correcto funcionamiento, Formasaf le ofrece cursos adaptados a las necesidades de su compañía.
Objetivos del cursoElección de la herramienta, la plaquita, la calidad y el recubrimiento más apropiado.Determinar las condiciones de corte. Análisis del desgaste. Mantener la herramienta en condiciones de trabajo óptimas.
Pre-requisitosNo hay pre-requisitos. Los cursos pueden ser adaptados a petición.
Perfil de los alumnosTrabajadores, técnicos del departamento de métodos y de la oficina de diseño. Programadores. Operadores de torno, operadores de fresa, operadores de máquina.
Personal docenteInstructor con una experiencia de 15 años en herramientas de corte. Ingenieros y expertos sobre el tema, de Safety.
FORMASAF le ofrece 2 tipos de cursos:- Cursos personalizados - Cursos inter-compañías
Administración de los cursos en Fondettes (Tours/France)Los cursos tienen lugar en Fondettes, en la factoría B, en una sala reservada especialmente y equipada con sistemas de video. Comida conjunta en el restaurante self-service de Safety. Reserva del hotel por parte del cliente, con una tarifa preferente conseguida por Safety.
fORmaSaf Mejorar conocimientos y conseguir la mejor de las herramientas
S00_000-003_Intro_7p.indd 4 19/04/2011 17:26:03

502
502-503 TOC Drilling.indd 502 15/04/2011 16:00:31
503
TALA
DR
AD
O
TALADRADO / TAbLA De cOnTeniDOs
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
Resumen del programa .................................................................................................................. 504
Tabla de calidades ............................................................................................................................ 505
Descripción de las calidades ........................................................................................................ 506
Broca cañón...............................................................GY-sAF .............................................................507
Broca con plaquita intercambiable .................siLVeR-DRiLL ....................................................517 FY-sAF ............................................................... 527
Informaciones generales .....................................Fórmulas de taladrado ...................................532 Fuerza de corte específica ............................... 534 Precauciones durante su uso ........................... 535 Taladrado con refrigerante ............................. 536 Resolución de problemas ................................ 537
502-503 TOC Drilling.indd 503 15/04/2011 16:00:53
504
TALA
DR
AD
O
Catálogo general
TALADRADO
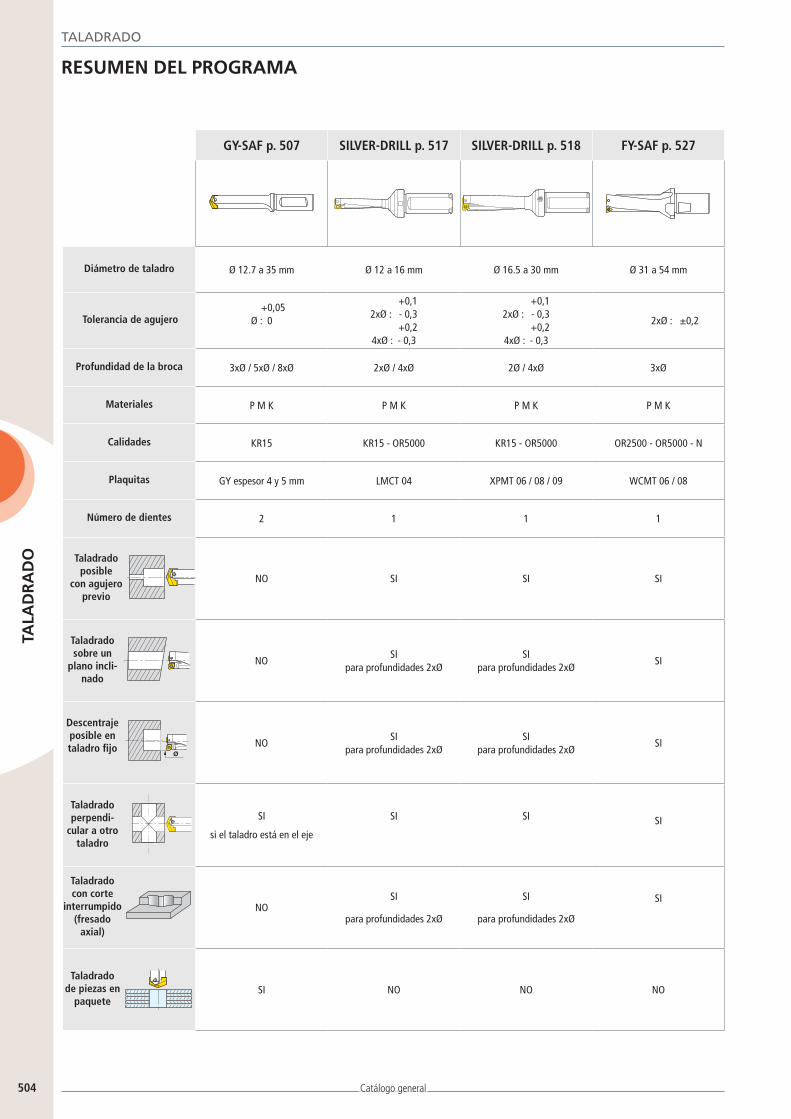
GY-SAF p. 507 SILVER-DRILL p. 517 SILVER-DRILL p. 518 FY-SAF p. 527
Diámetro de taladro Ø 12.7 a 35 mm Ø 12 a 16 mm Ø 16.5 a 30 mm Ø 31 a 54 mm
Tolerancia de agujero +0,05
Ø : 0
+0,12xØ : - 0,3 +0,24xØ : - 0,3
+0,12xØ : - 0,3 +0,24xØ : - 0,3
2xØ : ±0,2
Profundidad de la broca 3xØ / 5xØ / 8xØ 2xØ / 4xØ 2Ø / 4xØ 3xØ
Materiales P M K P M K P M K P M K
Calidades KR15 KR15 - OR5000 KR15 - OR5000 OR2500 - OR5000 - N
Plaquitas GY espesor 4 y 5 mm LMCT 04 XPMT 06 / 08 / 09 WCMT 06 / 08
Número de dientes 2 1 1 1
Taladrado posible
con agujero previo
NO SI SI SI
Taladradosobre un
plano incli-nado
NOSI
para profundidades 2xØSI
para profundidades 2xØSI
Descentraje posible en taladro fijo
ØNO
SIpara profundidades 2xØ
SIpara profundidades 2xØ
SI
Taladrado perpendi-
cular a otro taladro
SI
si el taladro está en el eje
SI SI SI
Taladrado con corte
interrumpido (fresado
axial)
NOSI
para profundidades 2xØ
SI
para profundidades 2xØ
SI
Taladrado de piezas en
paqueteSI NO NO NO
RESUMEN DEL PROGRAMA
504 Drill-Program.indd 504 21/04/2011 15:13:39
505
TALA
DR
AD
O
TALADRADO
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
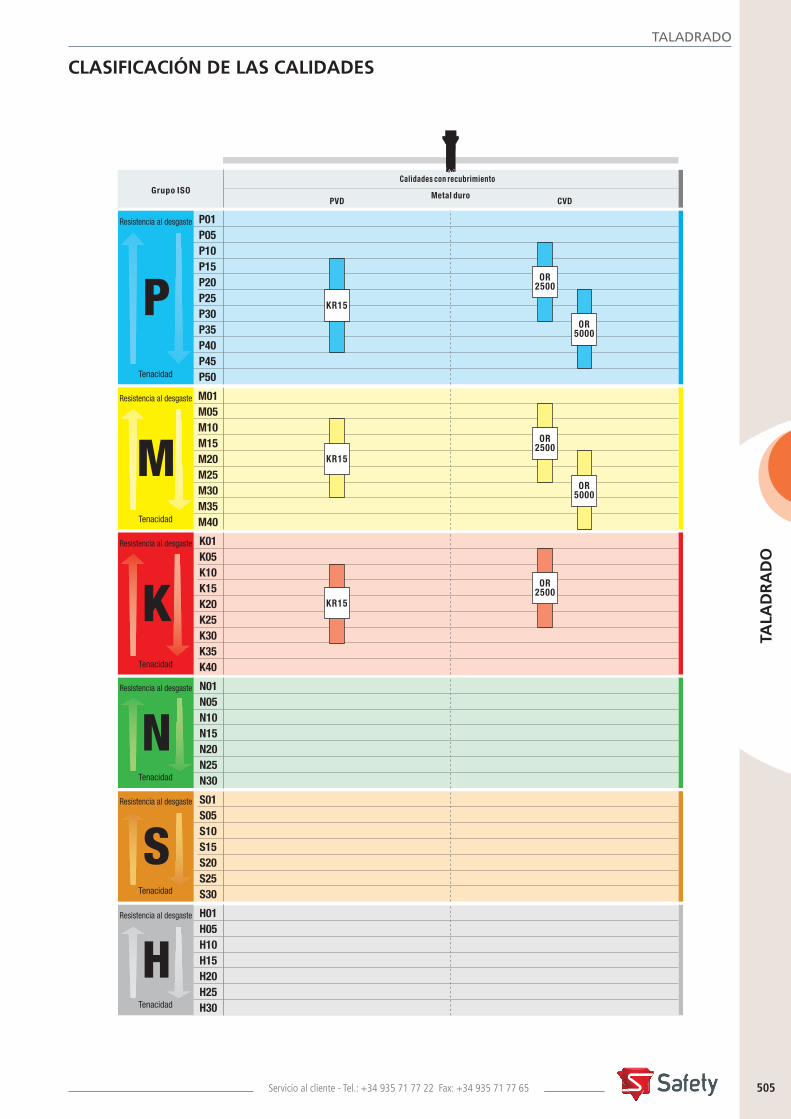
CLASIFICACIÓN DE LAS CALIDADES
P
M
K
N
S
H
M01M05M10M15M20M25M30M35M40
P01P05P10P15P20P25P30P35P40P45P50
K01K05K10K15K20K25K30K35K40
N01N05N10N15N20N25N30
S01S05S10S15S20S25S30
H01H05H10H15H20H25H30
KR15
OR2500
OR5000
OR2500
OR2500
OR5000
KR15
KR15
Resistencia al desgaste
Resistencia al desgaste
Tenacidad
Tenacidad
Resistencia al desgaste
Tenacidad
Resistencia al desgaste
Tenacidad
Resistencia al desgaste
Tenacidad
Resistencia al desgaste
Tenacidad
Grupo ISOCalidades con recubrimiento
Metal duroCVDPVD
505-506 Drill-Grade_Table.indd 505 15/04/2011 16:09:10
506
TALA
DR
AD
O
Catálogo general
TALADRADO
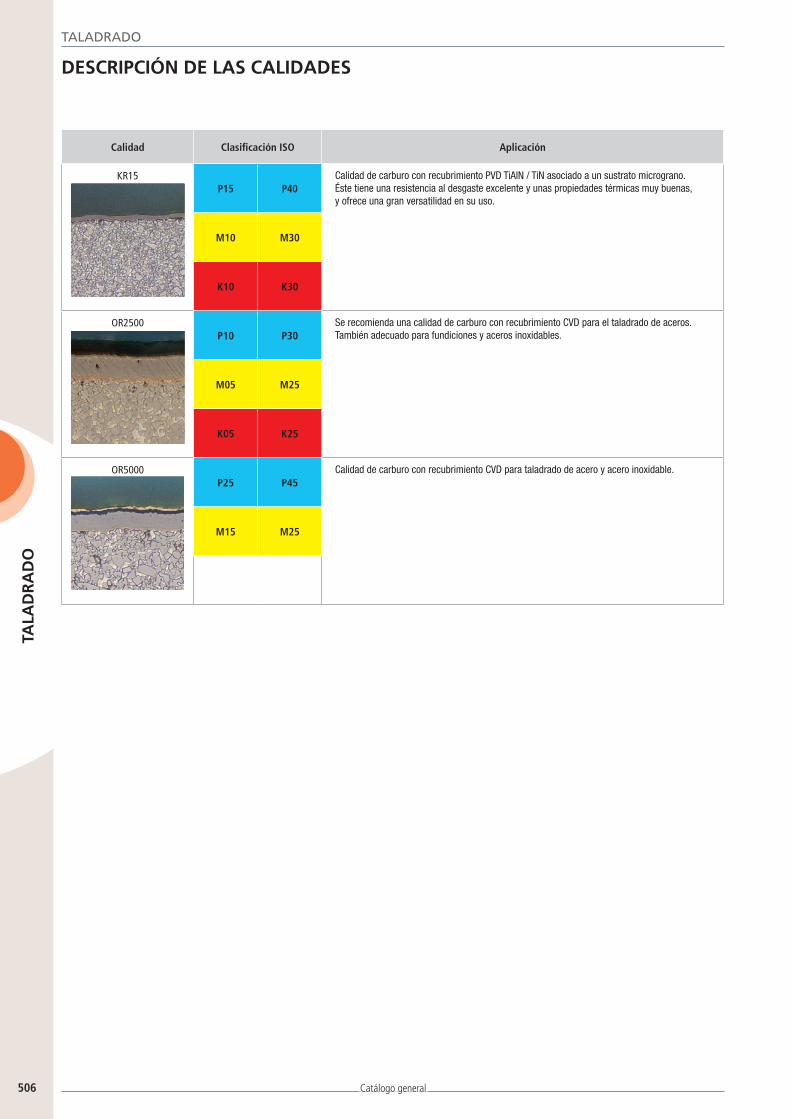
DescRipción De LAs cALiDADes
Calidad Clasificación ISO Aplicación
KR15P15 P40
Calidad de carburo con recubrimiento PVD TiAlN / TiN asociado a un sustrato micrograno.�Éste tiene una resistencia al desgaste excelente y unas propiedades térmicas muy buenas, y ofrece una gran versatilidad en su uso.
M10 M30
K10 K30
OR2500P10 P30
Se recomienda una calidad de carburo con recubrimiento CVD para el taladrado de aceros.También adecuado para fundiciones y aceros inoxidables.
M05 M25
K05 K25
OR5000P25 P45
Calidad de carburo con recubrimiento CVD para taladrado de acero y acero inoxidable.
M15 M25
505-506 Drill-Grade_Table.indd 506 06/05/2011 11:59:21
507
L
L2
L1
L3
ø D ø d
ø d1Kr = 67
TALA
DR
AD
O
TALADRADO / BROcA cAñón
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
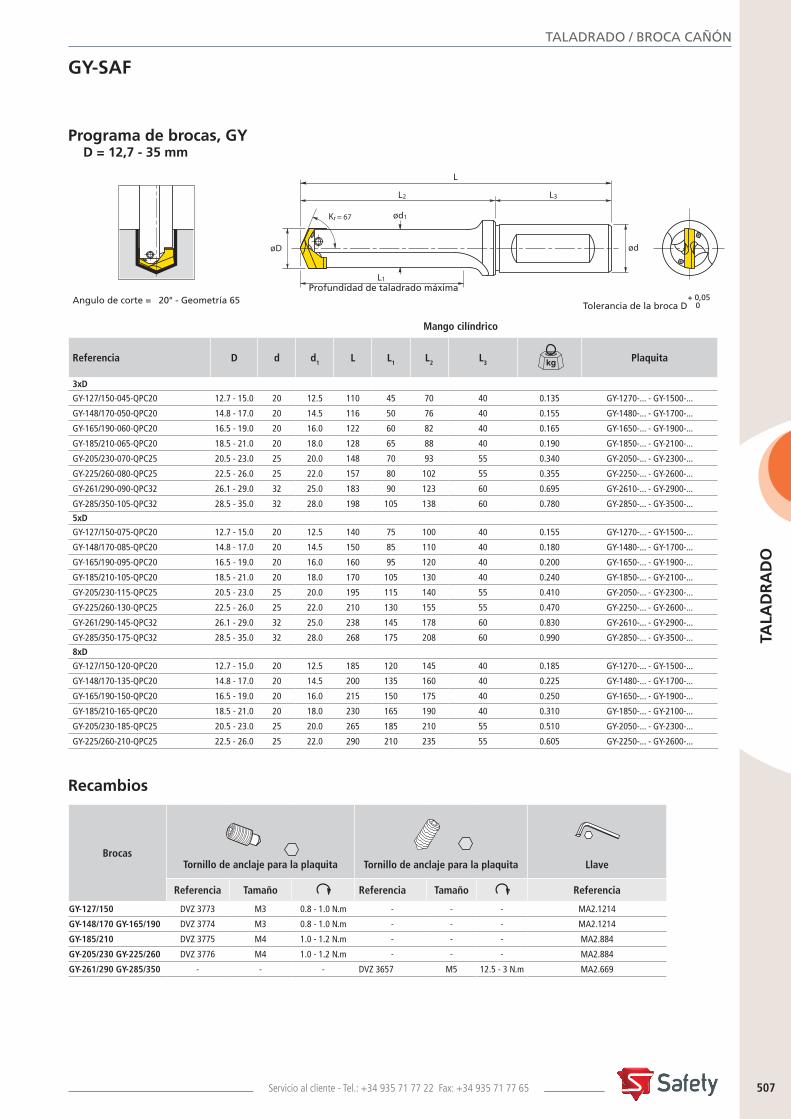
Angulo de corte = 20° - Geometría 65
Recambios
Programa de brocas, GY D = 12,7 - 35 mm
GY-SAF
Referencia D d d1 L L1 L2 L3 kg Plaquita
3xD
GY-127/150-045-QPC20 12.7 - 15.0 20 12.5 110 45 70 40 0.135 GY-1270-... - GY-1500-...
GY-148/170-050-QPC20 14.8 - 17.0 20 14.5 116 50 76 40 0.155 GY-1480-... - GY-1700-...
GY-165/190-060-QPC20 16.5 - 19.0 20 16.0 122 60 82 40 0.165 GY-1650-... - GY-1900-...
GY-185/210-065-QPC20 18.5 - 21.0 20 18.0 128 65 88 40 0.190 GY-1850-... - GY-2100-...
GY-205/230-070-QPC25 20.5 - 23.0 25 20.0 148 70 93 55 0.340 GY-2050-... - GY-2300-...
GY-225/260-080-QPC25 22.5 - 26.0 25 22.0 157 80 102 55 0.355 GY-2250-... - GY-2600-...
GY-261/290-090-QPC32 26.1 - 29.0 32 25.0 183 90 123 60 0.695 GY-2610-... - GY-2900-...
GY-285/350-105-QPC32 28.5 - 35.0 32 28.0 198 105 138 60 0.780 GY-2850-... - GY-3500-...
5xD
GY-127/150-075-QPC20 12.7 - 15.0 20 12.5 140 75 100 40 0.155 GY-1270-... - GY-1500-...
GY-148/170-085-QPC20 14.8 - 17.0 20 14.5 150 85 110 40 0.180 GY-1480-... - GY-1700-...
GY-165/190-095-QPC20 16.5 - 19.0 20 16.0 160 95 120 40 0.200 GY-1650-... - GY-1900-...
GY-185/210-105-QPC20 18.5 - 21.0 20 18.0 170 105 130 40 0.240 GY-1850-... - GY-2100-...
GY-205/230-115-QPC25 20.5 - 23.0 25 20.0 195 115 140 55 0.410 GY-2050-... - GY-2300-...
GY-225/260-130-QPC25 22.5 - 26.0 25 22.0 210 130 155 55 0.470 GY-2250-... - GY-2600-...
GY-261/290-145-QPC32 26.1 - 29.0 32 25.0 238 145 178 60 0.830 GY-2610-... - GY-2900-...
GY-285/350-175-QPC32 28.5 - 35.0 32 28.0 268 175 208 60 0.990 GY-2850-... - GY-3500-...
8xD
GY-127/150-120-QPC20 12.7 - 15.0 20 12.5 185 120 145 40 0.185 GY-1270-... - GY-1500-...
GY-148/170-135-QPC20 14.8 - 17.0 20 14.5 200 135 160 40 0.225 GY-1480-... - GY-1700-...
GY-165/190-150-QPC20 16.5 - 19.0 20 16.0 215 150 175 40 0.250 GY-1650-... - GY-1900-...
GY-185/210-165-QPC20 18.5 - 21.0 20 18.0 230 165 190 40 0.310 GY-1850-... - GY-2100-...
GY-205/230-185-QPC25 20.5 - 23.0 25 20.0 265 185 210 55 0.510 GY-2050-... - GY-2300-...
GY-225/260-210-QPC25 22.5 - 26.0 25 22.0 290 210 235 55 0.605 GY-2250-... - GY-2600-...
Brocas Tornillo de anclaje para la plaquita
Tornillo de anclaje para la plaquita Llave
Referencia Tamaño Referencia Tamaño Referencia
GY-127/150 DVZ 3773 M3 0.8 - 1.0 N.m - - - MA2.1214
GY-148/170 GY-165/190 DVZ 3774 M3 0.8 - 1.0 N.m - - - MA2.1214
GY-185/210 DVZ 3775 M4 1.0 - 1.2 N.m - - - MA2.884
GY-205/230 GY-225/260 DVZ 3776 M4 1.0 - 1.2 N.m - - - MA2.884
GY-261/290 GY-285/350 - - - DVZ 3657 M5 12.5 - 3 N.m MA2.669
Mango cilíndrico
Profundidad de taladrado máxima
Tolerancia de la broca D+ 0,05 0
507-516 Drill-GY-SAF.indd 507 28/04/2011 09:53:18
508
s
135
d
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cAñón
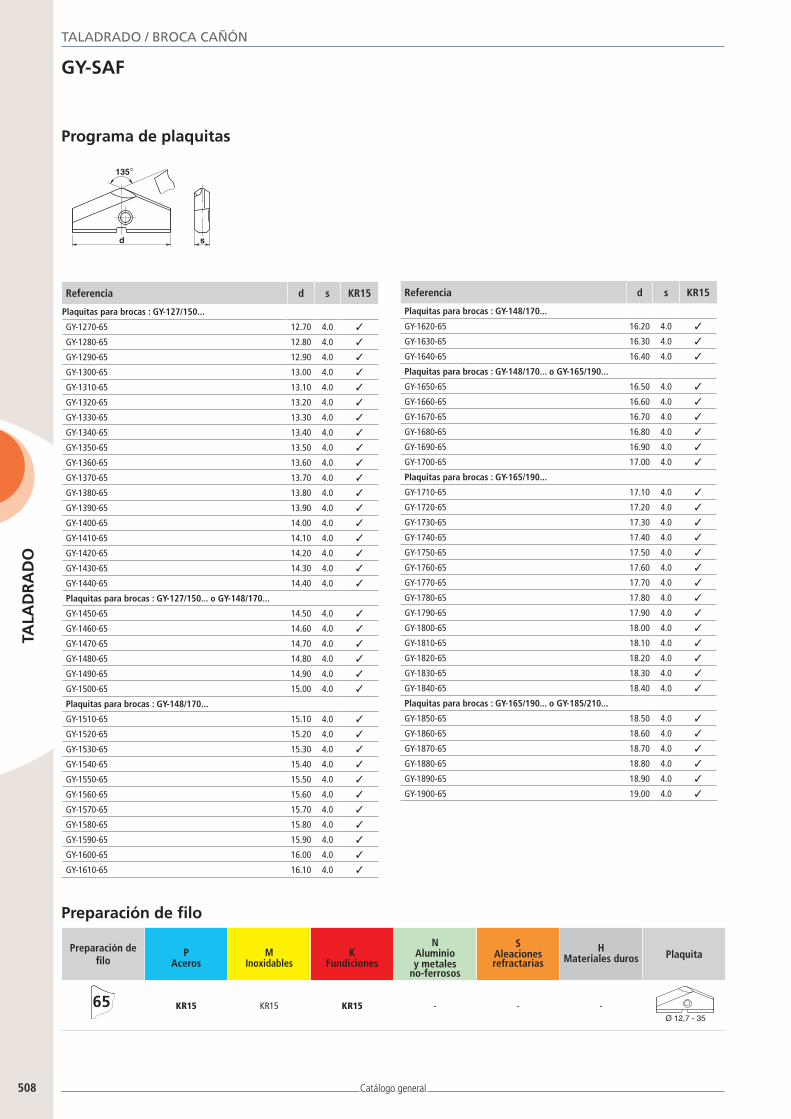
Preparación de filo
Preparación de filo
PAceros
MInoxidables
KFundiciones
NAluminio y metales
no-ferrosos
SAleacionesrefractarias
HMateriales duros Plaquita
65 KR15 KR15 KR15 - - -Ø < 13,5 Ø 12,7 - 35Ø > 21,9Ø 13,5 - 21,9
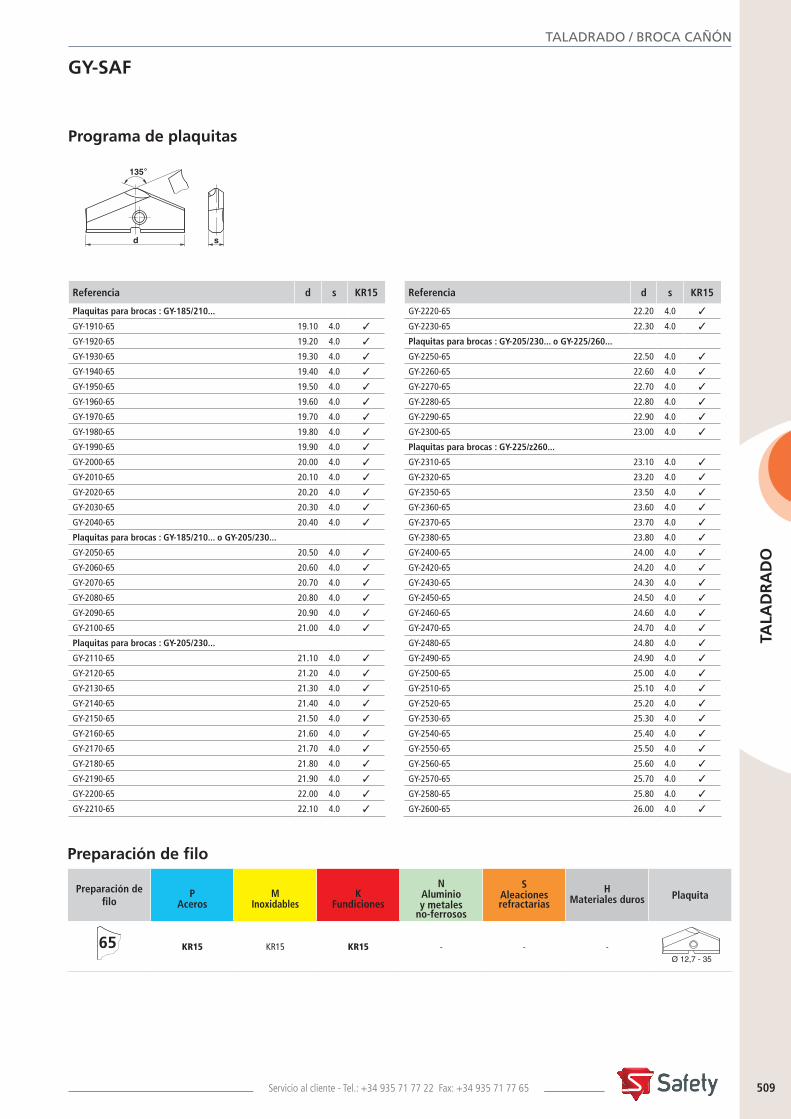
Programa de plaquitas
GY-SAF
Referencia d s KR15
Plaquitas para brocas : GY-127/150...
GY-1270-65 12.70 4.0 ✓
GY-1280-65 12.80 4.0 ✓
GY-1290-65 12.90 4.0 ✓
GY-1300-65 13.00 4.0 ✓
GY-1310-65 13.10 4.0 ✓
GY-1320-65 13.20 4.0 ✓
GY-1330-65 13.30 4.0 ✓
GY-1340-65 13.40 4.0 ✓
GY-1350-65 13.50 4.0 ✓
GY-1360-65 13.60 4.0 ✓
GY-1370-65 13.70 4.0 ✓
GY-1380-65 13.80 4.0 ✓
GY-1390-65 13.90 4.0 ✓
GY-1400-65 14.00 4.0 ✓
GY-1410-65 14.10 4.0 ✓
GY-1420-65 14.20 4.0 ✓
GY-1430-65 14.30 4.0 ✓
GY-1440-65 14.40 4.0 ✓
Plaquitas para brocas : GY-127/150... o GY-148/170...
GY-1450-65 14.50 4.0 ✓
GY-1460-65 14.60 4.0 ✓
GY-1470-65 14.70 4.0 ✓
GY-1480-65 14.80 4.0 ✓
GY-1490-65 14.90 4.0 ✓
GY-1500-65 15.00 4.0 ✓
Plaquitas para brocas : GY-148/170...
GY-1510-65 15.10 4.0 ✓
GY-1520-65 15.20 4.0 ✓
GY-1530-65 15.30 4.0 ✓
GY-1540-65 15.40 4.0 ✓
GY-1550-65 15.50 4.0 ✓
GY-1560-65 15.60 4.0 ✓
GY-1570-65 15.70 4.0 ✓
GY-1580-65 15.80 4.0 ✓
GY-1590-65 15.90 4.0 ✓
GY-1600-65 16.00 4.0 ✓
GY-1610-65 16.10 4.0 ✓
Referencia d s KR15
Plaquitas para brocas : GY-148/170...
GY-1620-65 16.20 4.0 ✓
GY-1630-65 16.30 4.0 ✓
GY-1640-65 16.40 4.0 ✓
Plaquitas para brocas : GY-148/170... o GY-165/190...
GY-1650-65 16.50 4.0 ✓
GY-1660-65 16.60 4.0 ✓
GY-1670-65 16.70 4.0 ✓
GY-1680-65 16.80 4.0 ✓
GY-1690-65 16.90 4.0 ✓
GY-1700-65 17.00 4.0 ✓
Plaquitas para brocas : GY-165/190...
GY-1710-65 17.10 4.0 ✓
GY-1720-65 17.20 4.0 ✓
GY-1730-65 17.30 4.0 ✓
GY-1740-65 17.40 4.0 ✓
GY-1750-65 17.50 4.0 ✓
GY-1760-65 17.60 4.0 ✓
GY-1770-65 17.70 4.0 ✓
GY-1780-65 17.80 4.0 ✓
GY-1790-65 17.90 4.0 ✓
GY-1800-65 18.00 4.0 ✓
GY-1810-65 18.10 4.0 ✓
GY-1820-65 18.20 4.0 ✓
GY-1830-65 18.30 4.0 ✓
GY-1840-65 18.40 4.0 ✓
Plaquitas para brocas : GY-165/190... o GY-185/210...
GY-1850-65 18.50 4.0 ✓
GY-1860-65 18.60 4.0 ✓
GY-1870-65 18.70 4.0 ✓
GY-1880-65 18.80 4.0 ✓
GY-1890-65 18.90 4.0 ✓
GY-1900-65 19.00 4.0 ✓
507-516 Drill-GY-SAF.indd 508 28/04/2011 09:53:19
509
s
135
d
TALA
DR
AD
O
TALADRADO / BROcA cAñón
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
GY-SAF
Preparación de filo
Preparación de filo
PAceros
MInoxidables
KFundiciones
NAluminio y metales
no-ferrosos
SAleacionesrefractarias
HMateriales duros Plaquita
65 KR15 KR15 KR15 - - -Ø < 13,5 Ø 12,7 - 35Ø > 21,9Ø 13,5 - 21,9
Programa de plaquitas
Referencia d s KR15
Plaquitas para brocas : GY-185/210...
GY-1910-65 19.10 4.0 ✓
GY-1920-65 19.20 4.0 ✓
GY-1930-65 19.30 4.0 ✓
GY-1940-65 19.40 4.0 ✓
GY-1950-65 19.50 4.0 ✓
GY-1960-65 19.60 4.0 ✓
GY-1970-65 19.70 4.0 ✓
GY-1980-65 19.80 4.0 ✓
GY-1990-65 19.90 4.0 ✓
GY-2000-65 20.00 4.0 ✓
GY-2010-65 20.10 4.0 ✓
GY-2020-65 20.20 4.0 ✓
GY-2030-65 20.30 4.0 ✓
GY-2040-65 20.40 4.0 ✓
Plaquitas para brocas : GY-185/210... o GY-205/230...
GY-2050-65 20.50 4.0 ✓
GY-2060-65 20.60 4.0 ✓
GY-2070-65 20.70 4.0 ✓
GY-2080-65 20.80 4.0 ✓
GY-2090-65 20.90 4.0 ✓
GY-2100-65 21.00 4.0 ✓
Plaquitas para brocas : GY-205/230...
GY-2110-65 21.10 4.0 ✓
GY-2120-65 21.20 4.0 ✓
GY-2130-65 21.30 4.0 ✓
GY-2140-65 21.40 4.0 ✓
GY-2150-65 21.50 4.0 ✓
GY-2160-65 21.60 4.0 ✓
GY-2170-65 21.70 4.0 ✓
GY-2180-65 21.80 4.0 ✓
GY-2190-65 21.90 4.0 ✓
GY-2200-65 22.00 4.0 ✓
GY-2210-65 22.10 4.0 ✓
Referencia d s KR15
GY-2220-65 22.20 4.0 ✓
GY-2230-65 22.30 4.0 ✓
Plaquitas para brocas : GY-205/230... o GY-225/260...
GY-2250-65 22.50 4.0 ✓
GY-2260-65 22.60 4.0 ✓
GY-2270-65 22.70 4.0 ✓
GY-2280-65 22.80 4.0 ✓
GY-2290-65 22.90 4.0 ✓
GY-2300-65 23.00 4.0 ✓
Plaquitas para brocas : GY-225/z260...
GY-2310-65 23.10 4.0 ✓
GY-2320-65 23.20 4.0 ✓
GY-2350-65 23.50 4.0 ✓
GY-2360-65 23.60 4.0 ✓
GY-2370-65 23.70 4.0 ✓
GY-2380-65 23.80 4.0 ✓
GY-2400-65 24.00 4.0 ✓
GY-2420-65 24.20 4.0 ✓
GY-2430-65 24.30 4.0 ✓
GY-2450-65 24.50 4.0 ✓
GY-2460-65 24.60 4.0 ✓
GY-2470-65 24.70 4.0 ✓
GY-2480-65 24.80 4.0 ✓
GY-2490-65 24.90 4.0 ✓
GY-2500-65 25.00 4.0 ✓
GY-2510-65 25.10 4.0 ✓
GY-2520-65 25.20 4.0 ✓
GY-2530-65 25.30 4.0 ✓
GY-2540-65 25.40 4.0 ✓
GY-2550-65 25.50 4.0 ✓
GY-2560-65 25.60 4.0 ✓
GY-2570-65 25.70 4.0 ✓
GY-2580-65 25.80 4.0 ✓
GY-2600-65 26.00 4.0 ✓
507-516 Drill-GY-SAF.indd 509 28/04/2011 09:53:19

510
s
135
d
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cAñón
GY-SAF
Preparación de filo
Preparación de filo
PAceros
MInoxidables
KFundiciones
NAluminio y metales
no-ferrosos
SAleacionesrefractarias
HMateriales duros Plaquita
65 KR15 KR15 KR15 - - -Ø < 13,5 Ø 12,7 - 35Ø > 21,9Ø 13,5 - 21,9
Programa de plaquitas
Referencia d s KR15
Plaquitas para brocas : GY-261/290...
GY-2610-65 26.10 5.0 ✓
GY-2620-65 26.20 5.0 ✓
GY-2650-65 26.50 5.0 ✓
GY-2670-65 26.70 5.0 ✓
GY-2680-65 26.80 5.0 ✓
GY-2700-65 27.00 5.0 ✓
GY-2710-65 27.10 5.0 ✓
GY-2750-65 27.50 5.0 ✓
GY-2800-65 28.00 5.0 ✓
GY-2820-65 28.20 5.0 ✓
GY-2830-65 28.30 5.0 ✓
Plaquitas para brocas : GY-261/290... o GY-285/350...
GY-2850-65 28.50 5.0 ✓
GY-2860-65 28.60 5.0 ✓
GY-2870-65 28.70 5.0 ✓
GY-2880-65 28.80 5.0 ✓
GY-2890-65 28.90 5.0 ✓
GY-2900-65 29.00 5.0 ✓
GY-2910-65 29.10 5.0 ✓
Plaquitas para brocas : GY-285/350...
GY-2950-65 29.50 5.0 ✓
GY-2970-65 29.70 5.0 ✓
GY-2980-65 29.80 5.0 ✓
GY-2990-65 29.90 5.0 ✓
GY-3000-65 30.00 5.0 ✓
GY-3010-65 30.10 5.0 ✓
Referencia d s KR15
GY-3020-65 30.20 5.0 ✓
GY-3030-65 30.30 5.0 ✓
GY-3050-65 30.50 5.0 ✓
GY-3060-65 30.60 5.0 ✓
GY-3070-65 30.70 5.0 ✓
GY-3100-65 31.00 5.0 ✓
GY-3150-65 31.50 5.0 ✓
GY-3170-65 31.70 5.0 ✓
GY-3180-65 31.80 5.0 ✓
GY-3200-65 32.00 5.0 ✓
GY-3210-65 32.10 5.0 ✓
GY-3220-65 32.20 5.0 ✓
GY-3230-65 32.30 5.0 ✓
GY-3250-65 32.50 5.0 ✓
GY-3270-65 32.70 5.0 ✓
GY-3300-65 33.00 5.0 ✓
GY-3310-65 33.10 5.0 ✓
GY-3350-65 33.50 5.0 ✓
Plaquitas para brocas : GY-285/350...
GY-3370-65 33.70 5.0 ✓
GY-3400-65 34.00 5.0 ✓
GY-3420-65 34.20 5.0 ✓
GY-3450-65 34.50 5.0 ✓
GY-3470-65 34.70 5.0 ✓
GY-3480-65 34.80 5.0 ✓
GY-3500-65 35.00 5.0 ✓
507-516 Drill-GY-SAF.indd 510 28/04/2011 09:53:20
511
Ø Ø
TALA
DR
AD
O
TALADRADO / BROcA cAñón
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
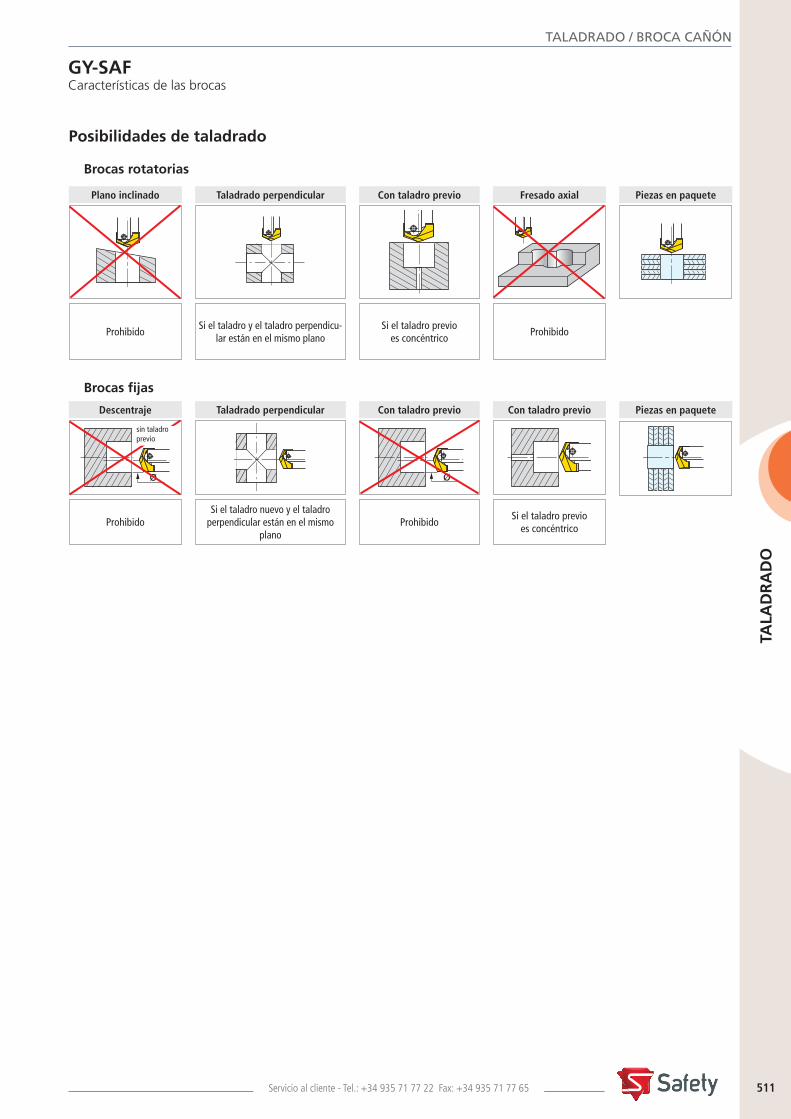
ProhibidoSi el taladro previo
es concéntricoSi el taladro y el taladro perpendicu-
lar están en el mismo planoProhibido
Si el taladro previo es concéntrico
Prohibido ProhibidoSi el taladro nuevo y el taladro
perpendicular están en el mismo plano
Plano inclinado Taladrado perpendicular Fresado axial Piezas en paqueteCon taladro previo
Descentraje Piezas en paqueteCon taladro previoTaladrado perpendicular Con taladro previo
Posibilidades de taladrado
Brocas rotatorias
Brocas fijas
GY-SAF Características de las brocas
sin taladro previo
507-516 Drill-GY-SAF.indd 511 15/04/2011 16:10:01

512
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cAñón
Datos de corte
Descripciones de las geometrías y calidades
Resistencia a la tracción
Rm (MPa)
Dureza HB
GeometríaVelocidad de corte
Vc (m/min)
Avance fn (mm/rev)
Ø 12.7 - 16.7 Ø 16.7 - 22 Ø 22 - 35
PAceros
Con < 0,2% de carbono 310-580 80-170 65 60-120 0.05 - 0.15 0.08 - 0.20 0.15 - 0.25
Con < 0,35% de carbono 340-680 90-200 65 55-110 0.05 - 0.13 0.08 - 0.18 0.15 - 0.20
Con 0,4% de carbono 520-930 150-275 65 50-100 0.05 - 0.13 0.08 - 0.18 0.15 - 0.20
Debílmente aleados, templados revenidos 310-840 80-250 65 40-70 0.05 - 0.13 0.08 - 0.18 0.15 - 0.20
Debílmente aleados, templados revenidos 745-1360 220-400 65 30-60 0.05 - 0.13 0.08 - 0.18 0.12 - 0.20
Fuertemente aleados, recocidos 310-840 80-250 65 40-70 0.05 - 0.13 0.08 - 0.18 0.15 - 0.20
Fuertemente aleados, templados revenidos 840-1580 250-450 65 30-50 0.05 - 0.08 0.06 - 0.10 0.08 - 0.15
Acero fundido no aleado 340-760 90-225 65 50-80 0.05 - 0.13 0.08 - 0.20 0.12 - 0.25
Acero fundido de baja aleación 520-745 150-220 65 45-70 0.05 - 0.11 0.08 - 0.15 0.10 - 0.20
Acero fundido de alta aleación 600-775 175-230 65 40-60 0.05 - 0.08 0.06 - 0.10 0.08 - 0.15
M Aceros
inoxidables
Recocido, martensítico, ferrítico - 90-225 65 30 - 40 0.05 - 0.08 0.05 - 0.08 0.07 - 0.10
Recocido, austenítico - 150-250 65 30 - 40 0.05 - 0.08 0.05 - 0.08 0.07 - 0.10
K Aluminio y no férricos
Fundiciones maleables ferríticas - 110-145 65 70-100 0.08 - 0.20 0.10 - 0.25 0.15 - 0.25
Fundiciones maleables perlíticas - 150-270 65 60-90 0.08 - 0.15 0.10 - 0.20 0.15 - 0.20
Fundición gris (FG) - 150-220 65 80-110 0.08 - 0.20 0.10 - 0.25 0.15 - 0.25
Fundición gris (FG) - 200-330 65 60-90 0.08 - 0.15 0.10 - 0.20 0.15 - 0.20
Nodular GS, ferríticas - 125-230 65 70-100 0.08 - 0.20 0.10 - 0.25 0.15 - 0.25
Nodular GS, perlíticas - 200-300 65 60-90 0.08 - 0.15 0.10 - 0.20 0.15 - 0.20
NAleaciones
termorresis-tentes
Aleación de aluminio < 6% Si - 75-100 15 100-250 0.05 - 0.20 0.08 - 0.25 0.10 - 0.30
Aleación de aluminio > 6% Si - 90-120 15 100-250 0.05 - 0.20 0.08 - 0.25 0.10 - 0.30
Latón, plomo - 90 15 120-160 0.05 - 0.20 0.08 - 0.25 0.10 - 0.30
GY-SAF Características de las brocas
Geometría 65 Calidad KR15
PGeometría 65, con su arista reforzada y su afilado específico, garantiza una estabilidad muy alta durante el corte. Contribuye en gran medida a una rigidez muy buena de la broca incluso con tasas de avance altas. Asociada con la calidad KR15, ofrece resultados excelentes en materiales tales como aceros y fundiciones.
Arista reforzadaP10 P30
Calidad de carburo con recubrimiento PVD TiAlN / TiN asociada a un sustrato micrograno. Posee una resistencia al desgaste excelente y muy buenas propiedades térmicas, y ofrece una gran polivalencia en su utilización.M M10 M25
K K10 K25
507-516 Drill-GY-SAF.indd 512 15/04/2011 16:10:02

513
207
C6
QP5
0754
15032
127GY1
/- - -
TALA
DR
AD
O
TALADRADO / BROcA cAñón
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
Alojamiento de la plaquita
Tetón de centrado
Taladro de fijación
La marca se debe orientar hacia
el tornillo de sujeción
Tornillo de sujeción
Taladros de refrigeración
Ranura de centrado
PlaquitaTaladro de fijación
FF
Recomendaciones de uso
Codificación de la broca
GY-SAF Características de las brocas
1 - GamaGY : GY-SAF
2 - Ø mínimo de taladrado12,7 mm
3 - Ø mínimo de taladrado 15,0 mm
5 - Tipo de fijaciónQP : Mango cilíndrico
6 - RefrigeraciónC : canal de refrigeración
7 - Diámetro del mango 20 mm
4 - Profundidad maxima de taladrado75 mm
Notas importantes
➀ No utilizar las herramientas a profundidades mayores que la dimensión L1, que representa la profundidad máxima de taladrado.
➁ Utilizar la broca más corta posible para una máxima rigidez.
➂ Se recomienda especialmente la refrigeración interna para taladros con profundidades mayores a una vez el diámetro.
➃ Asegurar la correcta sujeción de la pieza que se va a perforar, así como la rigidez del husillo de la máquina.
➄ Utilizar las fijaciones con tornillos de fijación lateral (es decir, Weldon)
➅ Se pueden usar brocas GY-SAF tanto en modo fijo como rotatorio.
507-516 Drill-GY-SAF.indd 513 15/04/2011 16:10:07
514
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cAñón
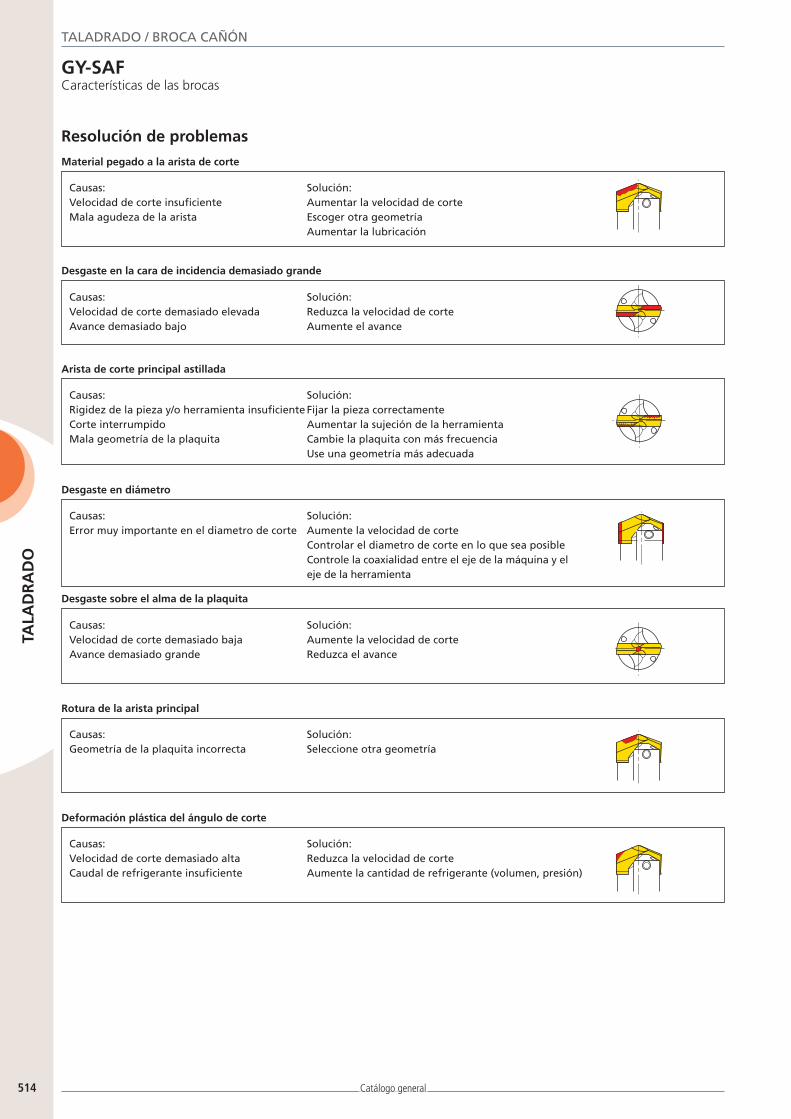
Material pegado a la arista de corte
causas: Solución:Velocidad de corte insuficiente Aumentar la velocidad de corteMala agudeza de la arista Escoger otra geometría Aumentar la lubricación
causas: Solución:Velocidad de corte demasiado elevada Reduzca la velocidad de corteAvance demasiado bajo Aumente el avance
Desgaste en la cara de incidencia demasiado grande
Arista de corte principal astillada
causas: Solución:Rigidez de la pieza y/o herramienta insuficiente Fijar la pieza correctamentecorte interrumpido Aumentar la sujeción de la herramientaMala geometría de la plaquita cambie la plaquita con más frecuencia Use una geometría más adecuada
causas: Solución:Error muy importante en el diametro de corte Aumente la velocidad de corte controlar el diametro de corte en lo que sea posible controle la coaxialidad entre el eje de la máquina y el eje de la herramienta
Desgaste en diámetro
causas: Solución:Velocidad de corte demasiado baja Aumente la velocidad de corteAvance demasiado grande Reduzca el avance
Desgaste sobre el alma de la plaquita
causas: Solución:Geometría de la plaquita incorrecta Seleccione otra geometría
Rotura de la arista principal
causas: Solución:Velocidad de corte demasiado alta Reduzca la velocidad de cortecaudal de refrigerante insuficiente Aumente la cantidad de refrigerante (volumen, presión)
Deformación plástica del ángulo de corte
Resolución de problemas
GY-SAF Características de las brocas
507-516 Drill-GY-SAF.indd 514 15/04/2011 16:10:08

515
TALA
DR
AD
O
TALADRADO / BROcA cAñón
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
causas: Solución:Fijación de la pieza y/o herramienta insuficiente Fijar la pieza correctamenteError de corte en diametro demasiado grande controle el diametro de corte en lo posibleTaladrado sobre una superficie no plana Refrente el área de taladrado con una fresa (2 cortes)Alma de la broca demasiado grande Reduzca el alma Mejorar la sujeción de la herramienta Reduzca el avance durante los primeros milímetros de corte
Mala posición del taladro
causas: Solución:Avance demasiado grande Reduzca el avanceDesgaste excesivo de la arista principal cambie la plaquita
Rebaba muy importante en la salida del taladro
causas: Solución:Sujeción de la pieza y/o herramienta insuficiente Sujete la pieza correctamenteError de corte en diametro muy importante controle el diámetro de corte en lo posibleRefrigeración insuficiente Aumente la cantidad de refrigerante (volumen, presión)Malas condiciones de corte compruebe la holgura del husillo
Mal estado de la superficie
Resolución de problemas (continuación)
GY-SAF Características de las brocas
507-516 Drill-GY-SAF.indd 515 15/04/2011 16:10:10

516
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cAñón
Polivalencia absoutaLas herramientas GY-SAF especiales se pueden fabricar con una variedad amplia de fijaciones de acuerdo con sus necesidades específicas, permitiéndole realizar operaciones de taladrado, lamado, fresado/roscado y mandrinado, con una sola y misma herramienta.
Ventajas de las GY-SAF especiales
- Mejor concentricidad debido a las acciones simultáneas de taladrado, mandrinado y plongee.
- La refrigeración central y la geometría de la plaquita permiten un mejor control y una mejor evacuación de las virutas.
- Reducción de tiempos de ciclo gracias a las brocas combinadas.
- Reducción de costes de herramientas por la reducción de cantidades de portaherramientas requeridas.
- Las plaquitas intercambiables eliminan las operaciones de afilado.
FIJAcIónES
Se pueden producir brocas especiales con otros tipos de fijación, bajo pedido.
SAF-cAPTO - HSK - KM - UTS - WELDOnWHISTLE nOTcH - ABS - SA - cM
Brocas especiales
MECANIZADOS
GY-SAF Características de las brocas
507-516 Drill-GY-SAF.indd 516 15/04/2011 16:10:20

517
PP MM KK NN SS HHød
L1
øD
L2
LL3
ød2
Kr= 71
D
TALA
DR
AD
O
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
+ 0,1 - 0,3
Recambios
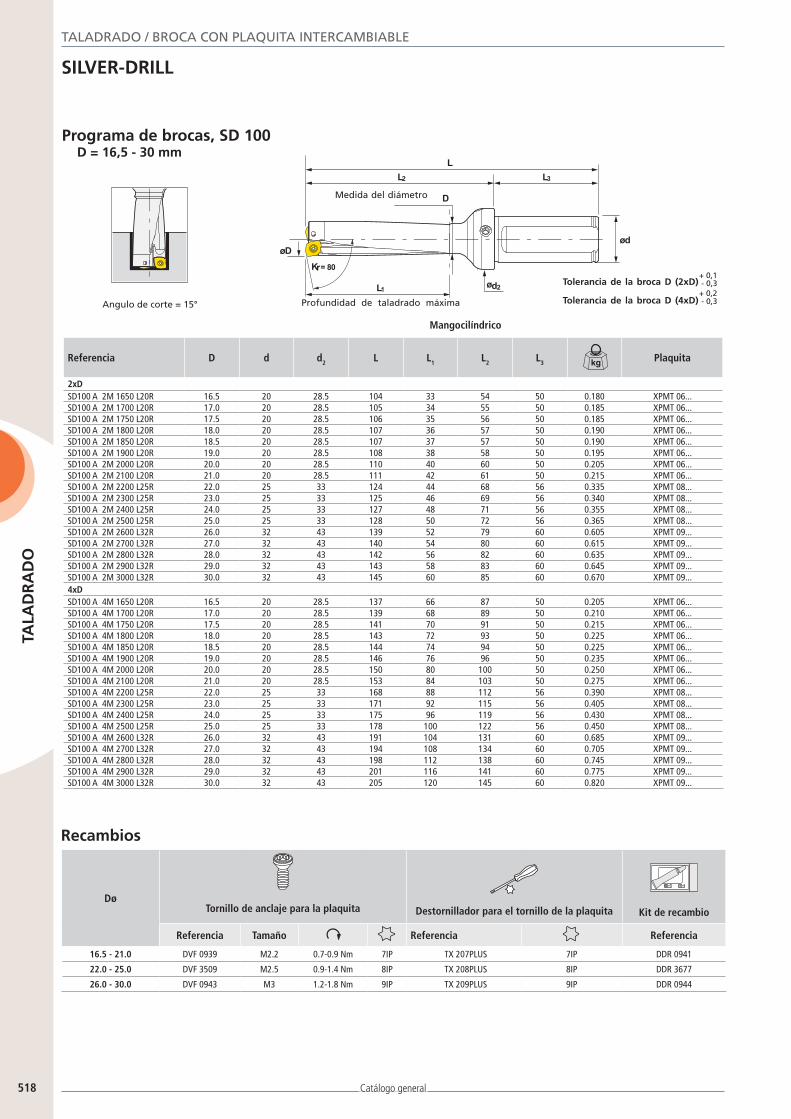
+ 0,2 - 0,3Angulo de corte = 15°
Programa de brocas, SD 100D = 12 -16 mm
medida del diámetro
Tolerancia de la broca D (2xD)
Tolerancia de la broca D (4xD)profundidad de taladrado máxima
Mango cilíndrico
SiLveR-DRiLL
Referencia D d d2 L L1 L2 L3 kg Plaquita
2xDSD 100A/2-M1200-L20-R 12.0 20 28.5 98 24 48 50 0.175 LCMT 04...SD 100A/2-M1250-L20-R 12.5 20 28.5 98 25 48 50 0.175 LCMT 04...SD 100A/2-M1300-L20-R 13.0 20 28.5 99 26 49 50 0.175 LCMT 04...SD 100A/2-M1350-L20-R 13.5 20 28.5 100 27 50 50 0.180 LCMT 04...SD 100A/2-M1400-L20-R 14.0 20 28.5 101 28 51 50 0.180 LCMT 04...SD 100A/2-M1450-L20-R 14.5 20 28.5 101 29 51 50 0.180 LCMT 04...SD 100A/2-M1500-L20-R 15.0 20 28.5 102 30 52 50 0.185 LCMT 04...SD 100A/2-M1550-L20-R 15.5 20 28.5 103 31 53 50 0.185 LCMT 04...SD 100A/2-M1600-L20-R 16.0 20 28.5 104 32 54 50 0.190 LCMT 04...4xDSD 100A/4-M1200-L20-R 12.0 20 28.5 122 48 72 50 0.185 LCMT 04..SD 100A/4-M1250-L20-R 12.5 20 28.5 123 50 73 50 0.185 LCMT 04..SD 100A/4-M1300-L20-R 13.0 20 28.5 125 52 75 50 0.185 LCMT 04..SD 100A/4-M1350-L20-R 13.5 20 28.5 127 54 77 50 0.190 LCMT 04..SD 100A/4-M1400-L20-R 14.0 20 28.5 129 56 79 50 0.195 LCMT 04.SD 100A/4-M1450-L20-R 14.5 20 28.5 130 58 80 50 0.200 LCMT 04..SD 100A/4-M1500-L20-R 15.0 20 28.5 132 60 82 50 0.200 LCMT 04..SD 100A/4-M1550-L20-R 15.5 20 28.5 134 62 84 50 0.210 LCMT 04..SD 100A/4-M1600-L20-R 16.0 20 28.5 136 64 86 50 0.215 LCMT 04..
DøTornillo de anclaje para la plaquita Destornillador para el tornillo de la plaquita Kit de recambio
Referencia Tamaño Referencia Referencia
12.0 - 16.0 DVF 3632 M2.2 0.7-0.9 Nm 7IP TX 207PLUS 7IP DDR 3644
517-526 Drill-SILVER-DRILL.indd 517 15/04/2011 16:11:20
518
PP MM KK NN SS HH
ødøD
LL2 L3
ød2L1
Kr= 80
D
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Angulo de corte = 15°
medida del diámetro
Tolerancia de la broca D (2xD)
Tolerancia de la broca D (4xD)profundidad de taladrado máxima
Mangocilíndrico
Programa de brocas, SD 100D = 16,5 - 30 mm
Recambios
+ 0,1 - 0,3+ 0,2 - 0,3
SiLveR-DRiLL
Referencia D d d2 L L1 L2 L3 kg Plaquita
2xDSD100 A 2M 1650 L20R 16.5 20 28.5 104 33 54 50 0.180 XPMT 06...SD100 A 2M 1700 L20R 17.0 20 28.5 105 34 55 50 0.185 XPMT 06...SD100 A 2M 1750 L20R 17.5 20 28.5 106 35 56 50 0.185 XPMT 06...SD100 A 2M 1800 L20R 18.0 20 28.5 107 36 57 50 0.190 XPMT 06...SD100 A 2M 1850 L20R 18.5 20 28.5 107 37 57 50 0.190 XPMT 06...SD100 A 2M 1900 L20R 19.0 20 28.5 108 38 58 50 0.195 XPMT 06...SD100 A 2M 2000 L20R 20.0 20 28.5 110 40 60 50 0.205 XPMT 06...SD100 A 2M 2100 L20R 21.0 20 28.5 111 42 61 50 0.215 XPMT 06...SD100 A 2M 2200 L25R 22.0 25 33 124 44 68 56 0.335 XPMT 08...SD100 A 2M 2300 L25R 23.0 25 33 125 46 69 56 0.340 XPMT 08...SD100 A 2M 2400 L25R 24.0 25 33 127 48 71 56 0.355 XPMT 08...SD100 A 2M 2500 L25R 25.0 25 33 128 50 72 56 0.365 XPMT 08...SD100 A 2M 2600 L32R 26.0 32 43 139 52 79 60 0.605 XPMT 09...SD100 A 2M 2700 L32R 27.0 32 43 140 54 80 60 0.615 XPMT 09...SD100 A 2M 2800 L32R 28.0 32 43 142 56 82 60 0.635 XPMT 09...SD100 A 2M 2900 L32R 29.0 32 43 143 58 83 60 0.645 XPMT 09...SD100 A 2M 3000 L32R 30.0 32 43 145 60 85 60 0.670 XPMT 09...4xDSD100 A 4M 1650 L20R 16.5 20 28.5 137 66 87 50 0.205 XPMT 06...SD100 A 4M 1700 L20R 17.0 20 28.5 139 68 89 50 0.210 XPMT 06...SD100 A 4M 1750 L20R 17.5 20 28.5 141 70 91 50 0.215 XPMT 06...SD100 A 4M 1800 L20R 18.0 20 28.5 143 72 93 50 0.225 XPMT 06...SD100 A 4M 1850 L20R 18.5 20 28.5 144 74 94 50 0.225 XPMT 06...SD100 A 4M 1900 L20R 19.0 20 28.5 146 76 96 50 0.235 XPMT 06...SD100 A 4M 2000 L20R 20.0 20 28.5 150 80 100 50 0.250 XPMT 06...SD100 A 4M 2100 L20R 21.0 20 28.5 153 84 103 50 0.275 XPMT 06...SD100 A 4M 2200 L25R 22.0 25 33 168 88 112 56 0.390 XPMT 08...SD100 A 4M 2300 L25R 23.0 25 33 171 92 115 56 0.405 XPMT 08...SD100 A 4M 2400 L25R 24.0 25 33 175 96 119 56 0.430 XPMT 08...SD100 A 4M 2500 L25R 25.0 25 33 178 100 122 56 0.450 XPMT 08...SD100 A 4M 2600 L32R 26.0 32 43 191 104 131 60 0.685 XPMT 09...SD100 A 4M 2700 L32R 27.0 32 43 194 108 134 60 0.705 XPMT 09...SD100 A 4M 2800 L32R 28.0 32 43 198 112 138 60 0.745 XPMT 09...SD100 A 4M 2900 L32R 29.0 32 43 201 116 141 60 0.775 XPMT 09...SD100 A 4M 3000 L32R 30.0 32 43 205 120 145 60 0.820 XPMT 09...
DøTornillo de anclaje para la plaquita Destornillador para el tornillo de la plaquita Kit de recambio
Referencia Tamaño Referencia Referencia
16.5 - 21.0 DVF 0939 M2.2 0.7-0.9 Nm 7IP TX 207PLUS 7IP DDR 0941
22.0 - 25.0 DVF 3509 M2.5 0.9-1.4 Nm 8IP TX 208PLUS 8IP DDR 3677
26.0 - 30.0 DVF 0943 M3 1.2-1.8 Nm 9IP TX 209PLUS 9IP DDR 0944
517-526 Drill-SILVER-DRILL.indd 518 15/04/2011 16:11:21
519
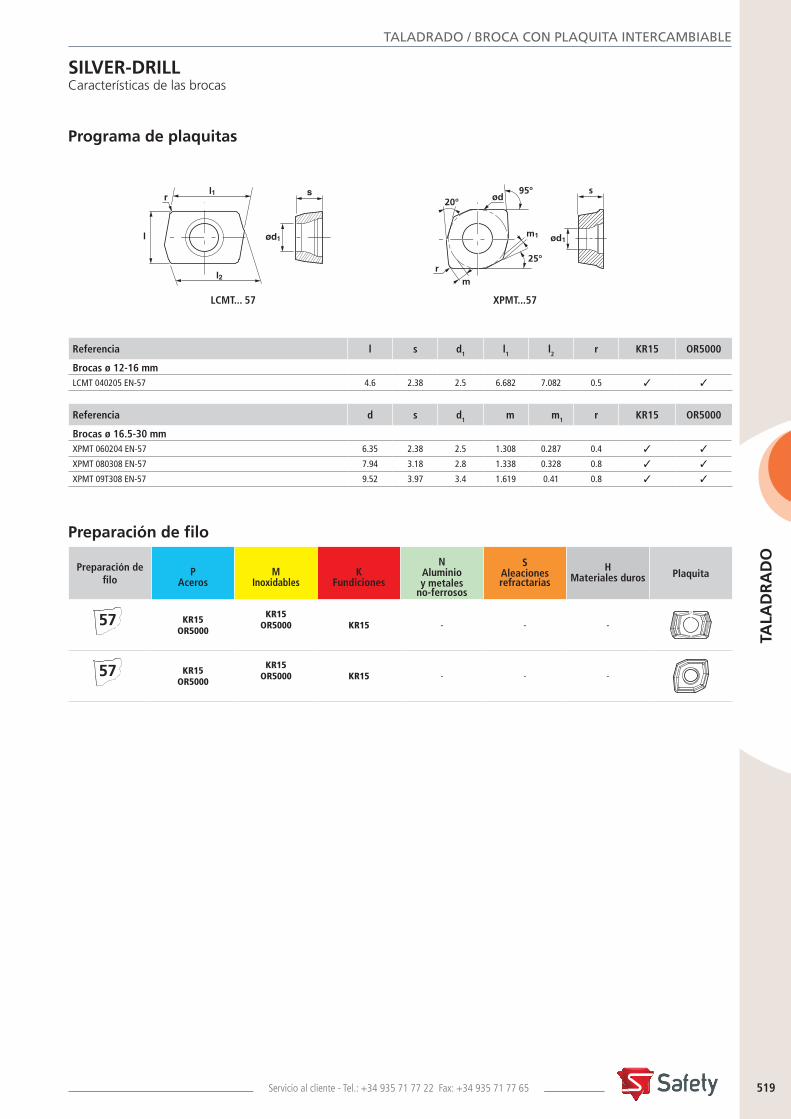
LCMT... 57 XPMT...57
s
ød1l
rl1
l2
s
r
ød95°
25°
m
m1 ød1
20°
TALA
DR
AD
O
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
Programa de plaquitas
siLveR-DRiLLCaracterísticas de las brocas
Referencia l s d1 l1 l2 r KR15 OR5000
Brocas ø 12-16 mmLCMT 040205 EN-57 4.6 2.38 2.5 6.682 7.082 0.5 ✓ ✓
Referencia d s d1 m m1 r KR15 OR5000
Brocas ø 16.5-30 mmXPMT 060204 EN-57 6.35 2.38 2.5 1.308 0.287 0.4 ✓ ✓
XPMT 080308 EN-57 7.94 3.18 2.8 1.338 0.328 0.8 ✓ ✓
XPMT 09T308 EN-57 9.52 3.97 3.4 1.619 0.41 0.8 ✓ ✓
Preparación de filo
Preparación de filo
PAceros
MInoxidables
KFundiciones
NAluminio y metales
no-ferrosos
SAleacionesrefractarias
HMateriales duros Plaquita
57 KR15OR5000
KR15OR5000 KR15 - - -
57 KR15OR5000
KR15OR5000 KR15 - - -
517-526 Drill-SILVER-DRILL.indd 519 28/04/2011 10:00:29
520
Ø
2.0
0.5
0.1 0.2
ap
fz
Ø
2.0
0.5
0.1 0.2
ap
fz
ØØ
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
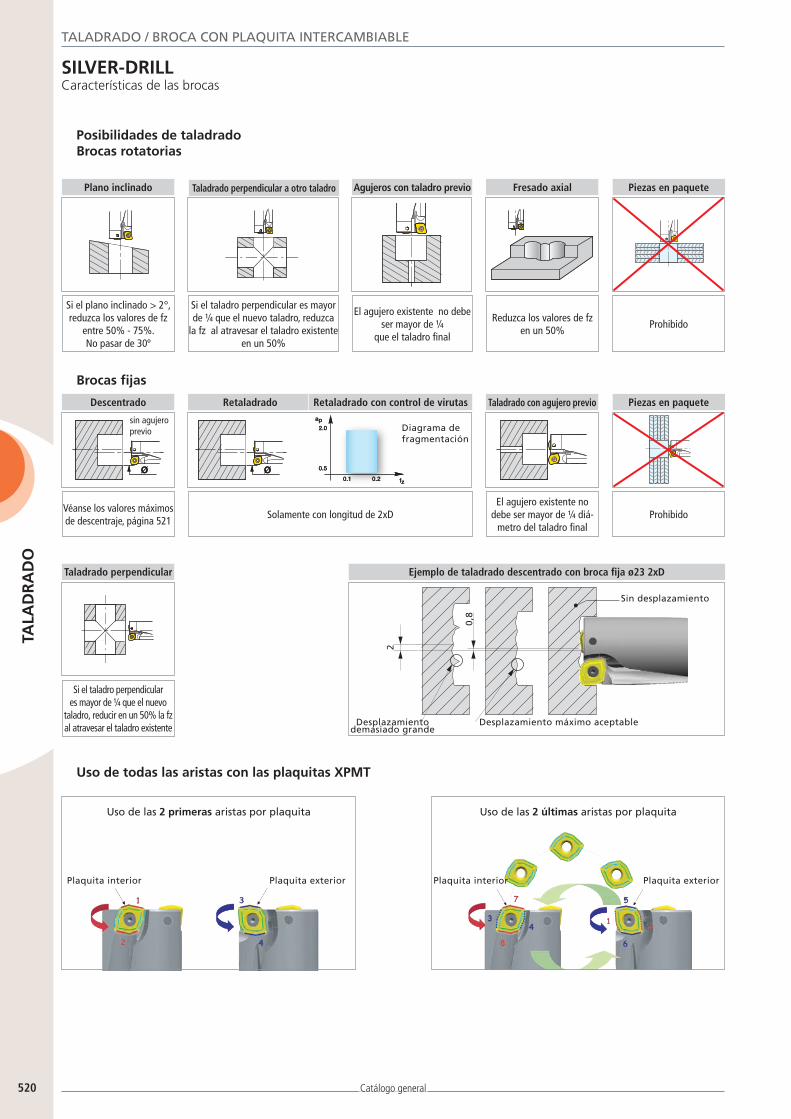
Brocas fijas
Taladrado con agujero previo
Ejemplo de taladrado descentrado con broca fija ø23 2xD
uso de las 2 primeras aristas por plaquita
plaquita interior
uso de las 2 últimas aristas por plaquita
plaquita exterior plaquita interior plaquita exterior
Plano inclinado
Descentrado Retaladrado
Fresado axial Piezas en paquete
Retaladrado con control de virutas
Diagrama de fragmentación
Piezas en paquete
Taladrado perpendicular
sin agujero previo
Agujeros con taladro previo
ProhibidoReduzca los valores de fz
en un 50%
El agujero existente no debe ser mayor de ¼
que el taladro final
Si el taladro perpendicular es mayor de ¼ que el nuevo taladro, reduzca
la fz al atravesar el taladro existente en un 50%
Si el plano inclinado > 2°, reduzca los valores de fz
entre 50% - 75%. No pasar de 30º
Si el taladro perpendicular es mayor de ¼ que el nuevo
taladro, reducir en un 50% la fz al atravesar el taladro existente
ProhibidoEl agujero existente no
debe ser mayor de ¼ diá-metro del taladro final
Solamente con longitud de 2xDVéanse los valores máximos de descentraje, página 521
Desplazamiento demasiado grande
Desplazamiento máximo aceptable
2
0,8
Sin desplazamiento
Taladrado perpendicular a otro taladro
siLveR-DRiLLCaracterísticas de las brocas
Posibilidades de taladradoBrocas rotatorias
Uso de todas las aristas con las plaquitas XPMT
517-526 Drill-SILVER-DRILL.indd 520 21/04/2011 14:41:58

521
TALA
DR
AD
O
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
Taladrado descentrado para brocas fijas
Plaquita Diámetro de la broca Desplazamiento máximo recomendado con 4x diámetro
Valor máximo teórico de desplazamiento con 2x diámetro
LCMT0400205 EN-57
12 0.5 mm 1.4 mm
12.5 0.5 mm 1.3 mm
13 0.5 mm 1.2 mm
13.5 0.5 mm 1.05 mm
14 0.5 mm 0.95 mm
14.5 0.5 mm 0.8 mm
15 0.5 mm 0.7 mm
15.5 0.5 mm 0.55 mm
16 0.45 mm 0.45 mm
XPMT060208 EN-57
16.5 0.5 mm 1.3 mm
17 0.5 mm 1.2 mm
17.5 0.5 mm 1.05 mm
18 0.5 mm 0.95 mm
18.5 0.5 mm 0.8 mm
19 0.5 mm 0.7 mm
20 0.45 mm 0.45 mm
21 0.2 mm 0.2 mm
XPMT080308 EN-57
22 0.5 mm 1.1 mm
23 0.5 mm 0.8 mm
24 0.5 mm 0.55 mm
25 0.35 mm 0.35 mm
XPMT09T308 EN-57
26 0.5 mm 1.45 mm
27 0.5 mm 1.2 mm
28 0.5 mm 0.9 mm
29 0.5 mm 0.7 mm
30 0.45 mm 0.45 mm
nota: Los desplazamientos son válidos solamente cuando la pieza no ha sido pre-taladrada. no use la broca de 4x diámetro para retaladrar un agujero existente.
SiLveR-DRiLLCaracterísticas de las brocas
517-526 Drill-SILVER-DRILL.indd 521 15/04/2011 16:12:00
522
X+
X-
X-
X+
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
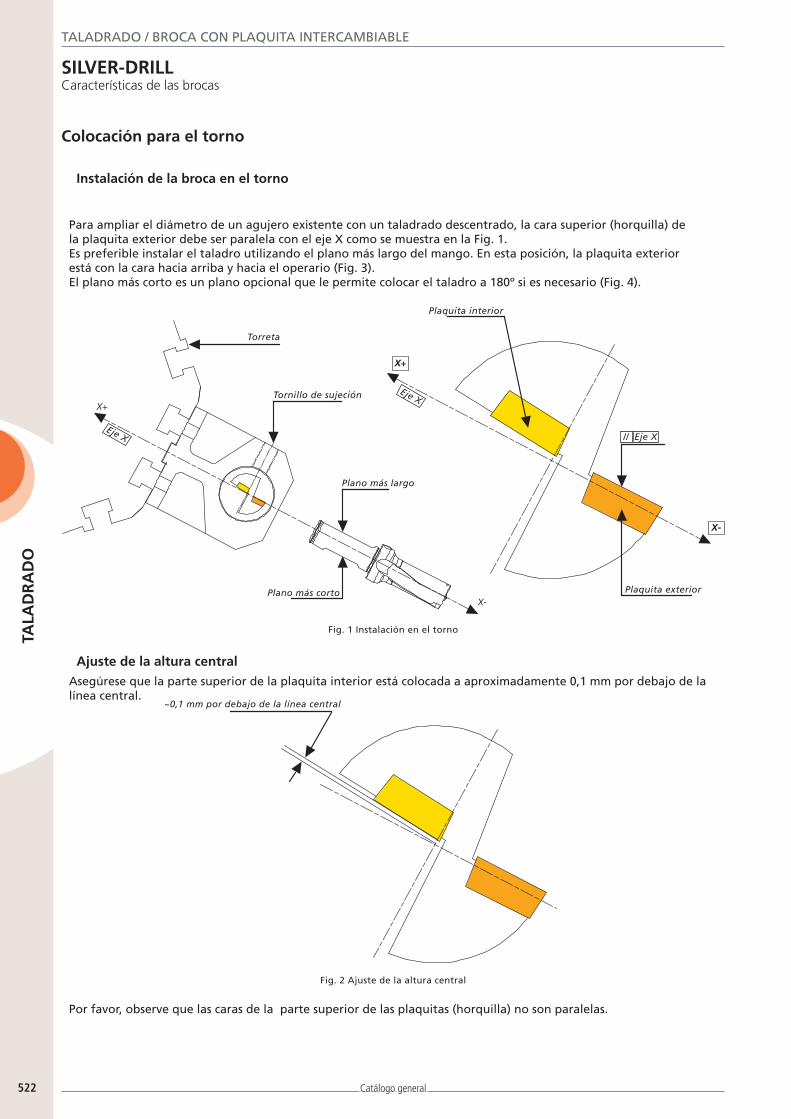
para ampliar el diámetro de un agujero existente con un taladrado descentrado, la cara superior (horquilla) de la plaquita exterior debe ser paralela con el eje X como se muestra en la Fig. 1.es preferible instalar el taladro utilizando el plano más largo del mango. en esta posición, la plaquita exterior está con la cara hacia arriba y hacia el operario (Fig. 3).el plano más corto es un plano opcional que le permite colocar el taladro a 180º si es necesario (Fig. 4).
Instalación de la broca en el torno
Asegúrese que la parte superior de la plaquita interior está colocada a aproximadamente 0,1 mm por debajo de la línea central.
por favor, observe que las caras de la parte superior de las plaquitas (horquilla) no son paralelas.
Fig. 2 Ajuste de la altura central
Fig. 1 instalación en el torno
Ajuste de la altura central
Torreta
Tornillo de sujeción
Plano más largo
Plano más corto
Plaquita interior
Plaquita exterior
~0,1 mm por debajo de la línea central
Eje X
Eje X
// Eje X
sILveR-DRILLCaracterísticas de las brocas
Colocación para el torno
517-526 Drill-SILVER-DRILL.indd 522 27/04/2011 11:31:31
523
Y
X-
X+
Y
X-
X+
TALA
DR
AD
O
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
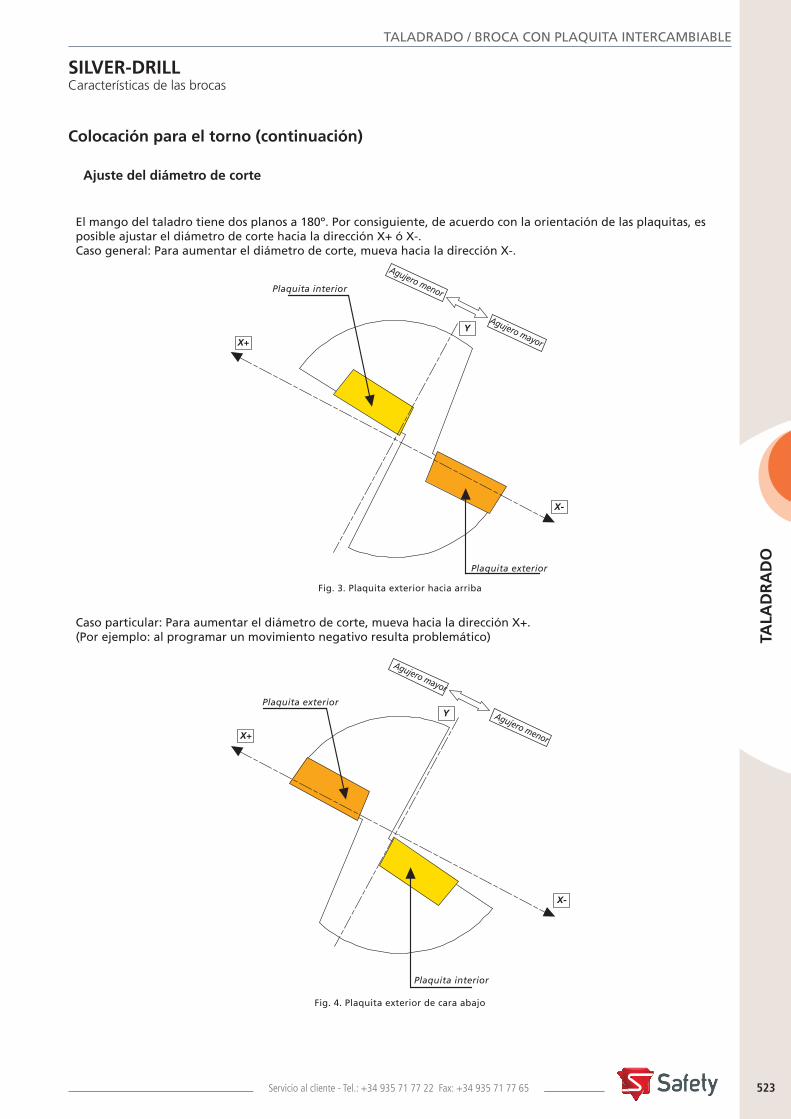
Ajuste del diámetro de corte
sILveR-DRILLCaracterísticas de las brocas
Colocación para el torno (continuación)
el mango del taladro tiene dos planos a 180º. por consiguiente, de acuerdo con la orientación de las plaquitas, es posible ajustar el diámetro de corte hacia la dirección X+ ó X-. caso general: para aumentar el diámetro de corte, mueva hacia la dirección X-.
caso particular: para aumentar el diámetro de corte, mueva hacia la dirección X+.(por ejemplo: al programar un movimiento negativo resulta problemático)
Fig. 3. plaquita exterior hacia arriba
Fig. 4. plaquita exterior de cara abajo
Plaquita interior
Plaquita exterior
Agujero menor
Plaquita interior
Plaquita exteriorAgujero menor
Agujero mayor
Agujero mayor
517-526 Drill-SILVER-DRILL.indd 523 27/04/2011 11:31:32
524
X-
X+
X-
X+
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
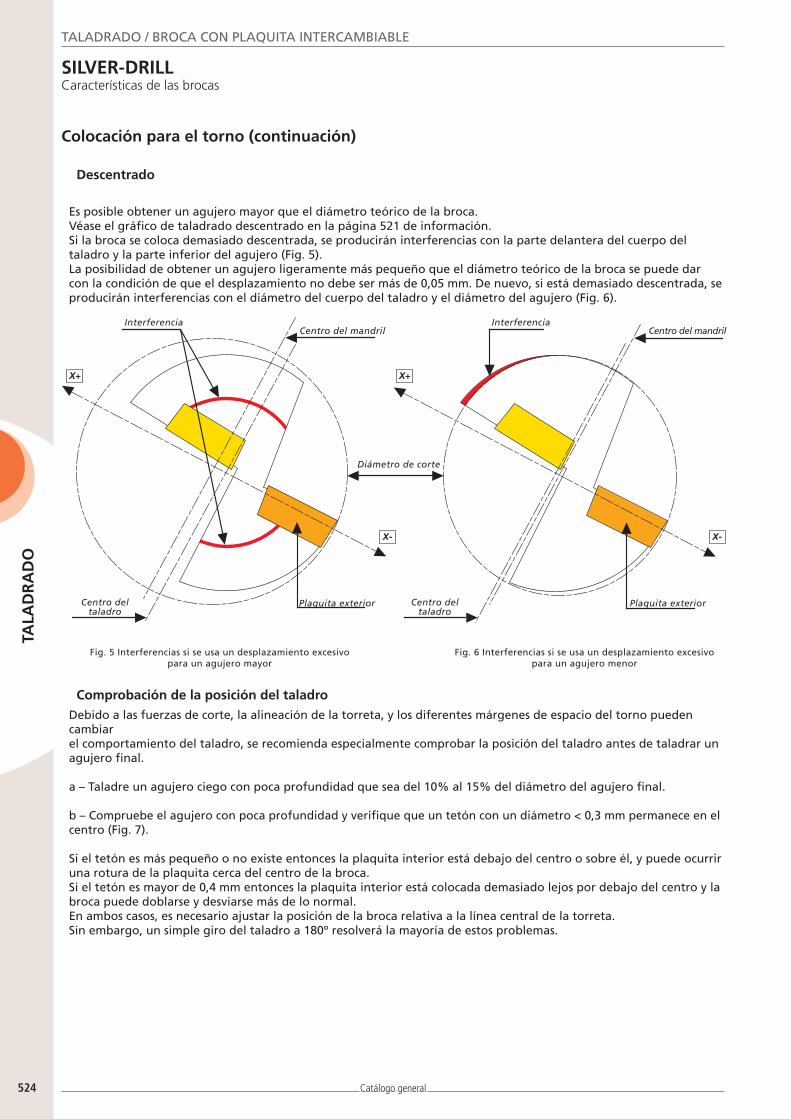
es posible obtener un agujero mayor que el diámetro teórico de la broca.Véase el gráfico de taladrado descentrado en la página 521 de información.Si la broca se coloca demasiado descentrada, se producirán interferencias con la parte delantera del cuerpo del taladro y la parte inferior del agujero (Fig. 5).La posibilidad de obtener un agujero ligeramente más pequeño que el diámetro teórico de la broca se puede dar con la condición de que el desplazamiento no debe ser más de 0,05 mm. De nuevo, si está demasiado descentrada, se producirán interferencias con el diámetro del cuerpo del taladro y el diámetro del agujero (Fig. 6).
Fig. 5 interferencias si se usa un desplazamiento excesivo para un agujero mayor
Fig. 6 interferencias si se usa un desplazamiento excesivo para un agujero menor
Debido a las fuerzas de corte, la alineación de la torreta, y los diferentes márgenes de espacio del torno pueden cambiar el comportamiento del taladro, se recomienda especialmente comprobar la posición del taladro antes de taladrar un agujero final.
a – Taladre un agujero ciego con poca profundidad que sea del 10% al 15% del diámetro del agujero final.
b – compruebe el agujero con poca profundidad y verifique que un tetón con un diámetro < 0,3 mm permanece en el centro (Fig. 7).
Si el tetón es más pequeño o no existe entonces la plaquita interior está debajo del centro o sobre él, y puede ocurrir una rotura de la plaquita cerca del centro de la broca.Si el tetón es mayor de 0,4 mm entonces la plaquita interior está colocada demasiado lejos por debajo del centro y la broca puede doblarse y desviarse más de lo normal.en ambos casos, es necesario ajustar la posición de la broca relativa a la línea central de la torreta.Sin embargo, un simple giro del taladro a 180º resolverá la mayoría de estos problemas.
Descentrado
Comprobación de la posición del taladro
Centro del taladro
Plaquita exterior
Diámetro de corte
Centro del mandrilInterferencia Interferencia
Centro del mandril
Plaquita exteriorCentro del taladro
SiLveR-DRiLLCaracterísticas de las brocas
Colocación para el torno (continuación)
517-526 Drill-SILVER-DRILL.indd 524 15/04/2011 16:12:03

525
TALA
DR
AD
O
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
Fig. 7 Tetón del centro
c – perfore un agujero a una profundidad igual una vez el diámetro con un avance moderado (~25% de la avance mínimo recomendado) para comprobar que tiene una buena evacuación de virutas.
La forma más fácil de comprobar que hay una buena evacuación de virutas es colocar una viruta que haya sido cortada en el canal de evacuación correspondiente y a continuación ver si se ajusta bien (Fig. 8).
d – Después, optimice las condiciones de corte.
Fig. 8 comprobación tamaño viruta
Plaquita interior
Ø adecuado del tetón 0,1 a 0,3 mm
Plaquita exterior
Ø adecuado del inserto 0,1 a 0,3 mm
Sección transversal de la pieza de trabajo
Viruta exterior
Viruta interior
Colocación para el torno (continuación)
siLveR-DRiLLCaracterísticas de las brocas
517-526 Drill-SILVER-DRILL.indd 525 27/04/2011 11:33:13
526
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
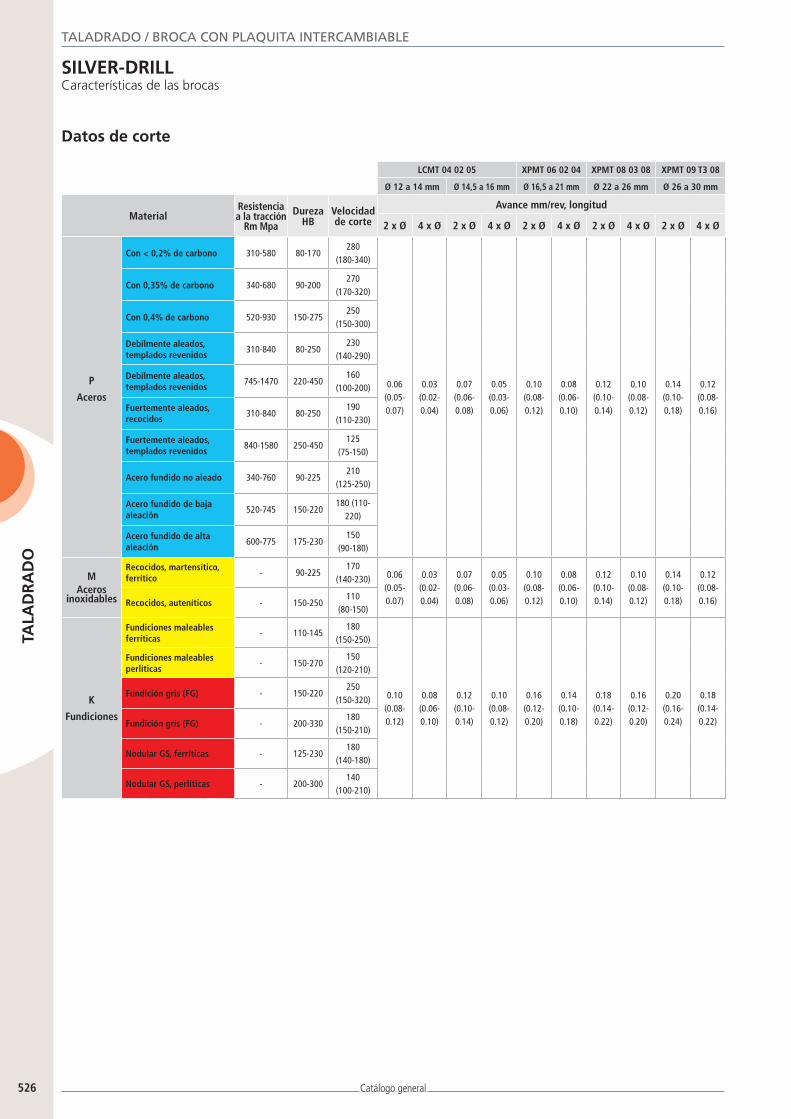
LCMT 04 02 05 XPMT 06 02 04 XPMT 08 03 08 XPMT 09 T3 08
Ø 12 a 14 mm Ø 14,5 a 16 mm Ø 16,5 a 21 mm Ø 22 a 26 mm Ø 26 a 30 mm
MaterialResistencia a la tracción
Rm MpaDureza
HBVelocidad de corte
Avance mm/rev, longitud
2 x Ø 4 x Ø 2 x Ø 4 x Ø 2 x Ø 4 x Ø 2 x Ø 4 x Ø 2 x Ø 4 x Ø
P
Aceros
Con < 0,2% de carbono 310-580 80-170280
(180-340)
0.06(0.05-0.07)
0.03 (0.02-0.04)
0.07 (0.06-0.08)
0.05 (0.03-0.06)
0.10 (0.08-0.12)
0.08 (0.06-0.10)
0.12 (0.10-0.14)
0.10 (0.08-0.12)
0.14 (0.10-0.18)
0.12 (0.08-0.16)
Con 0,35% de carbono 340-680 90-200270
(170-320)
Con 0,4% de carbono 520-930 150-275250
(150-300)
Debílmente aleados, templados revenidos
310-840 80-250230
(140-290)
Debílmente aleados, templados revenidos
745-1470 220-450160
(100-200)
Fuertemente aleados, recocidos
310-840 80-250190
(110-230)
Fuertemente aleados, templados revenidos
840-1580 250-450125
(75-150)
Acero fundido no aleado 340-760 90-225210
(125-250)
Acero fundido de baja aleación
520-745 150-220180 (110-
220)
Acero fundido de alta aleación
600-775 175-230150
(90-180)
MAceros
inoxidables
Recocidos, martensítico, ferrítico
- 90-225170
(140-230) 0.06 (0.05-0.07)
0.03 (0.02-0.04)
0.07 (0.06-0.08)
0.05 (0.03-0.06)
0.10 (0.08-0.12)
0.08 (0.06-0.10)
0.12 (0.10-0.14)
0.10 (0.08-0.12)
0.14 (0.10-0.18)
0.12 (0.08-0.16)Recocidos, auteníticos - 150-250
110 (80-150)
K
Fundiciones
Fundiciones maleables ferríticas
- 110-145180
(150-250)
0.10(0.08-0.12)
0.08(0.06-0.10)
0.12(0.10-0.14)
0.10(0.08-0.12)
0.16(0.12-0.20)
0.14(0.10-0.18)
0.18(0.14-0.22)
0.16(0.12-0.20)
0.20(0.16-0.24)
0.18(0.14-0.22)
Fundiciones maleables perlíticas
- 150-270150
(120-210)
Fundición gris (FG) - 150-220250
(150-320)
Fundición gris (FG) - 200-330180
(150-210)
Nodular GS, ferríticas - 125-230180
(140-180)
Nodular GS, perlíticas - 200-300140
(100-210)
Datos de corte
siLveR-DRiLLCaracterísticas de las brocas
517-526 Drill-SILVER-DRILL.indd 526 28/04/2011 10:02:51
527
Ø D2L
L2 L3
ø D ø d
L1 =Dx3Kr = 80
PP MM KK NN SS HH
TALA
DR
AD
O
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
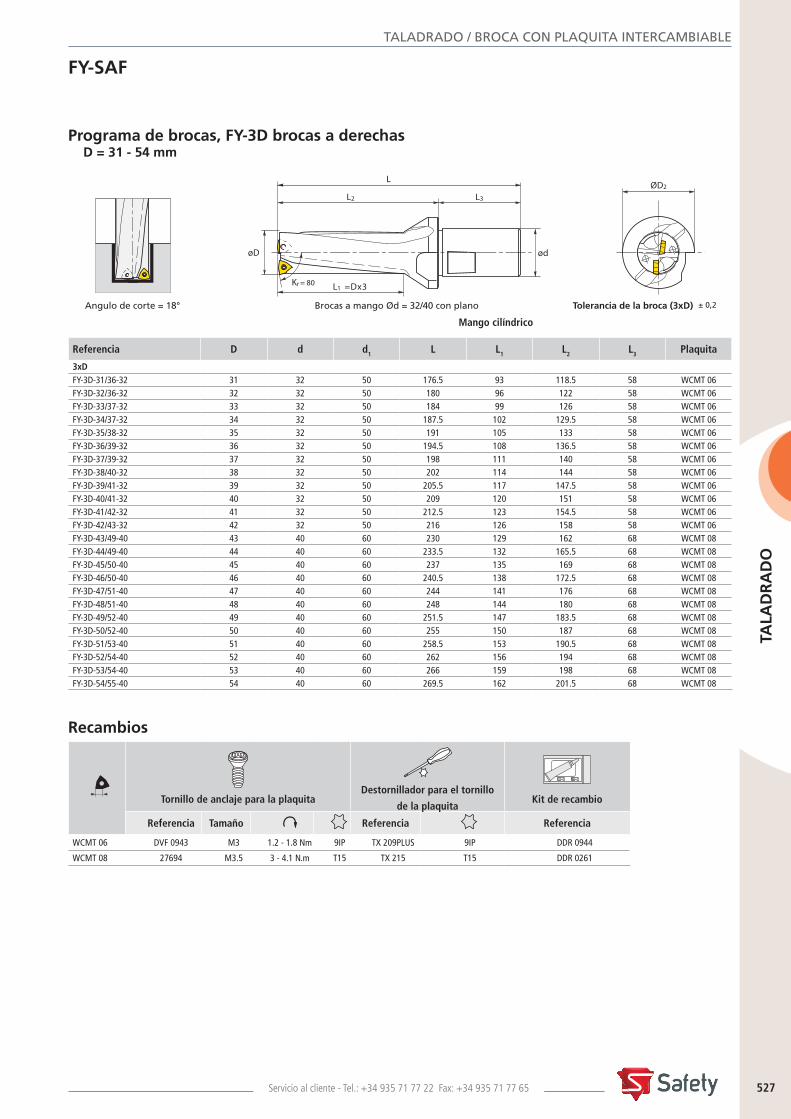
Referencia D d d1 L L1 L2 L3 Plaquita
3xDFY-3D-31/36-32 31 32 50 176.5 93 118.5 58 WCMT 06FY-3D-32/36-32 32 32 50 180 96 122 58 WCMT 06FY-3D-33/37-32 33 32 50 184 99 126 58 WCMT 06FY-3D-34/37-32 34 32 50 187.5 102 129.5 58 WCMT 06FY-3D-35/38-32 35 32 50 191 105 133 58 WCMT 06FY-3D-36/39-32 36 32 50 194.5 108 136.5 58 WCMT 06FY-3D-37/39-32 37 32 50 198 111 140 58 WCMT 06FY-3D-38/40-32 38 32 50 202 114 144 58 WCMT 06FY-3D-39/41-32 39 32 50 205.5 117 147.5 58 WCMT 06FY-3D-40/41-32 40 32 50 209 120 151 58 WCMT 06FY-3D-41/42-32 41 32 50 212.5 123 154.5 58 WCMT 06FY-3D-42/43-32 42 32 50 216 126 158 58 WCMT 06FY-3D-43/49-40 43 40 60 230 129 162 68 WCMT 08FY-3D-44/49-40 44 40 60 233.5 132 165.5 68 WCMT 08FY-3D-45/50-40 45 40 60 237 135 169 68 WCMT 08FY-3D-46/50-40 46 40 60 240.5 138 172.5 68 WCMT 08FY-3D-47/51-40 47 40 60 244 141 176 68 WCMT 08FY-3D-48/51-40 48 40 60 248 144 180 68 WCMT 08FY-3D-49/52-40 49 40 60 251.5 147 183.5 68 WCMT 08FY-3D-50/52-40 50 40 60 255 150 187 68 WCMT 08FY-3D-51/53-40 51 40 60 258.5 153 190.5 68 WCMT 08FY-3D-52/54-40 52 40 60 262 156 194 68 WCMT 08FY-3D-53/54-40 53 40 60 266 159 198 68 WCMT 08FY-3D-54/55-40 54 40 60 269.5 162 201.5 68 WCMT 08
Tornillo de anclaje para la plaquitaDestornillador para el tornillo
de la plaquitaKit de recambio
Referencia Tamaño Referencia Referencia
WCMT 06 DVF 0943 M3 1.2 - 1.8 Nm 9IP TX 209PLUS 9IP DDR 0944
WCMT 08 27694 M3.5 3 - 4.1 N.m T15 TX 215 T15 DDR 0261
Programa de brocas, FY-3D brocas a derechasD = 31 - 54 mm
Angulo de corte = 18° Tolerancia de la broca (3xD) Brocas a mango Ød = 32/40 con plano ± 0,2
Recambios
Mango cilíndrico
FY-SAF
527-531 Drill-FY-SAF.indd 527 28/04/2011 10:03:53

528
ø d1
r
s
ø dm
80
l
7
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Referencia OR2500 0R5000 SY3 N l d s d1 mr
06WCMT 06 T3 08-2P ✓ ✓ ✓ ✓ 6.51 9.525 3.97 3.4 2.202 0.8
WCMT 06 T3 08-2S - ✓ - - 6.51 9.525 3.97 3.4 2.202 0.8
08 WCMT 08 04 12-2P ✓ ✓ ✓ - 8.70 12.70 4.76 4.4 2.862 1.2
Preparación de filo
Preparación de filo
PAceros
MInoxidables
KFundiciones
NAluminio y metales
no-ferrosos
SAleacionesrefractarias
HMateriales duros Plaquita
2P OR2500OR5000
SY3
OR2500OR5000 N - - -
2S OR5000 - OR5000 - - -
Programa de plaquitas
FY-SAF
527-531 Drill-FY-SAF.indd 528 28/04/2011 10:03:55
529
øD
D D D
X -X+
- 0.20+
TALA
DR
AD
O
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
- 0.20+
øD
D D D
X -X+
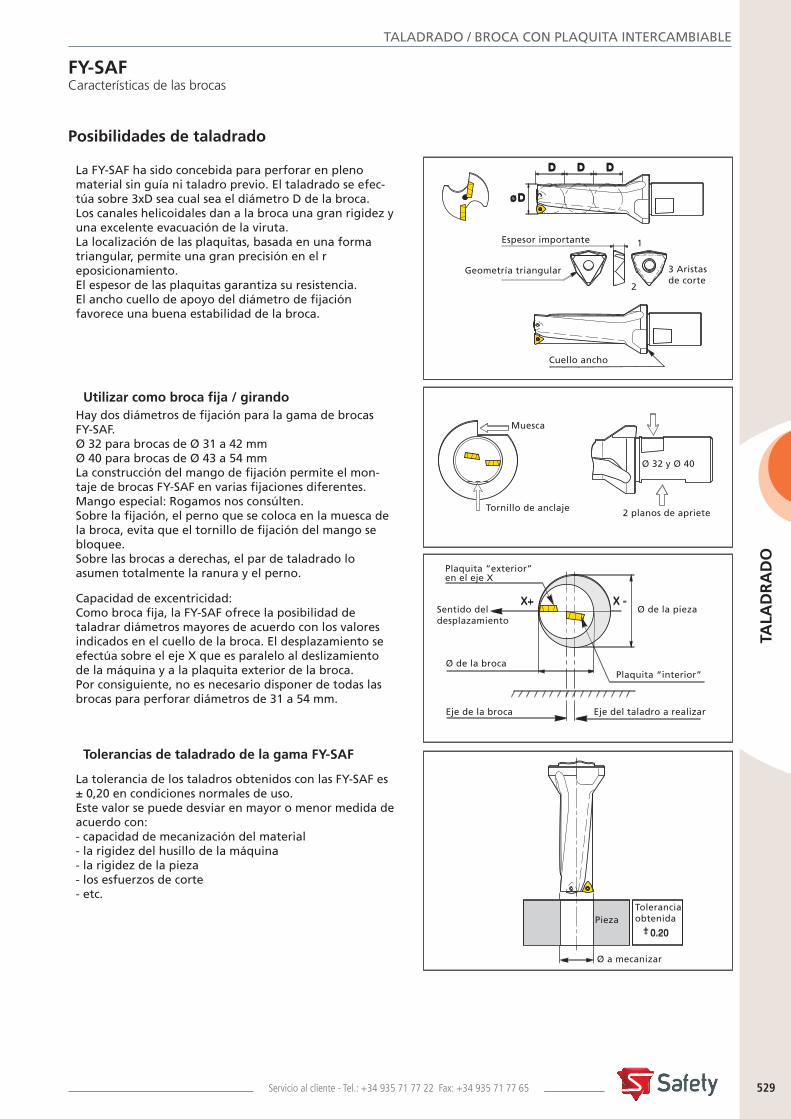
espesor importante
Geometría triangular
1
2
3 Aristas de corte
cuello ancho
plaquita “exterior” en el eje X
Sentido del desplazamiento
Ø de la broca
eje de la broca eje del taladro a realizar
plaquita “interior”
Ø de la pieza
Tolerancia obtenidapieza
2 planos de apriete
muesca
Tornillo de anclaje
Ø 32 y Ø 40
La FY-SAF ha sido concebida para perforar en pleno material sin guía ni taladro previo. el taladrado se efec-túa sobre 3xD sea cual sea el diámetro D de la broca.Los canales helicoidales dan a la broca una gran rigidez y una excelente evacuación de la viruta.La localización de las plaquitas, basada en una forma triangular, permite una gran precisión en el r eposicionamiento.el espesor de las plaquitas garantiza su resistencia.el ancho cuello de apoyo del diámetro de fijación favorece una buena estabilidad de la broca.
Hay dos diámetros de fijación para la gama de brocas FY-SAF.Ø 32 para brocas de Ø 31 a 42 mmØ 40 para brocas de Ø 43 a 54 mmLa construcción del mango de fijación permite el mon-taje de brocas FY-SAF en varias fijaciones diferentes.mango especial: Rogamos nos consúlten.Sobre la fijación, el perno que se coloca en la muesca de la broca, evita que el tornillo de fijación del mango se bloquee.Sobre las brocas a derechas, el par de taladrado lo asumen totalmente la ranura y el perno.
La tolerancia de los taladros obtenidos con las FY-SAF es ± 0,20 en condiciones normales de uso.este valor se puede desviar en mayor o menor medida de acuerdo con:- capacidad de mecanización del material- la rigidez del husillo de la máquina- la rigidez de la pieza- los esfuerzos de corte- etc.
capacidad de excentricidad:como broca fija, la FY-SAF ofrece la posibilidad de taladrar diámetros mayores de acuerdo con los valores indicados en el cuello de la broca. el desplazamiento se efectúa sobre el eje X que es paralelo al deslizamiento de la máquina y a la plaquita exterior de la broca. por consiguiente, no es necesario disponer de todas las brocas para perforar diámetros de 31 a 54 mm.
Ø a mecanizar
Posibilidades de taladrado
Utilizar como broca fija / girando
Tolerancias de taladrado de la gama FY-SAF
FY-SAF Características de las brocas
527-531 Drill-FY-SAF.indd 529 18/04/2011 13:41:58
530
Ø Ø
TALA
DR
AD
O
Catálogo general
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
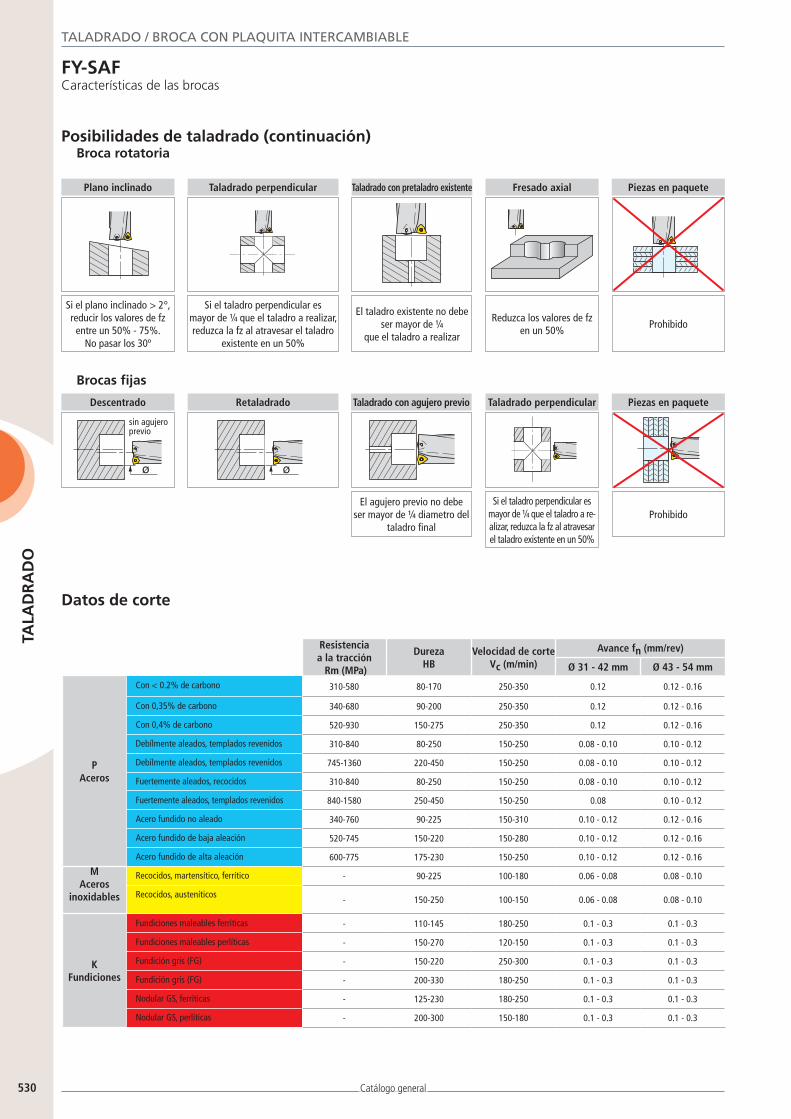
Datos de corte
Resistencia a la tracción Rm (MPa)
DurezaHB
Velocidad de corte Vc (m/min)
Avance fn (mm/rev)
Ø 31 - 42 mm Ø 43 - 54 mm
PAceros
Con < 0.2% de carbono 310-580 80-170 250-350 0.12 0.12 - 0.16
Con 0,35% de carbono 340-680 90-200 250-350 0.12 0.12 - 0.16
Con 0,4% de carbono 520-930 150-275 250-350 0.12 0.12 - 0.16
Debílmente aleados, templados revenidos 310-840 80-250 150-250 0.08 - 0.10 0.10 - 0.12
Debílmente aleados, templados revenidos 745-1360 220-450 150-250 0.08 - 0.10 0.10 - 0.12
Fuertemente aleados, recocidos 310-840 80-250 150-250 0.08 - 0.10 0.10 - 0.12
Fuertemente aleados, templados revenidos 840-1580 250-450 150-250 0.08 0.10 - 0.12
Acero fundido no aleado 340-760 90-225 150-310 0.10 - 0.12 0.12 - 0.16
Acero fundido de baja aleación 520-745 150-220 150-280 0.10 - 0.12 0.12 - 0.16
Acero fundido de alta aleación 600-775 175-230 150-250 0.10 - 0.12 0.12 - 0.16
MAceros
inoxidables
Recocidos, martensítico, ferrítico - 90-225 100-180 0.06 - 0.08 0.08 - 0.10
Recocidos, austeníticos- 150-250 100-150 0.06 - 0.08 0.08 - 0.10
KFundiciones
Fundiciones maleables ferríticas - 110-145 180-250 0.1 - 0.3 0.1 - 0.3
Fundiciones maleables perlíticas - 150-270 120-150 0.1 - 0.3 0.1 - 0.3
Fundición gris (FG) - 150-220 250-300 0.1 - 0.3 0.1 - 0.3
Fundición gris (FG) - 200-330 180-250 0.1 - 0.3 0.1 - 0.3
Nodular GS, ferríticas - 125-230 180-250 0.1 - 0.3 0.1 - 0.3
Nodular GS, perlíticas - 200-300 150-180 0.1 - 0.3 0.1 - 0.3
Posibilidades de taladrado (continuación)Broca rotatoria
Plano inclinado
Descentrado Retaladrado
Taladrado perpendicular Fresado axial Piezas en paquete
Piezas en paqueteTaladrado perpendicular
Taladrado con pretaladro existente
Taladrado con agujero previo
ProhibidoReduzca los valores de fz
en un 50%
El taladro existente no debe ser mayor de ¼
que el taladro a realizar
Si el taladro perpendicular es mayor de ¼ que el taladro a realizar, reduzca la fz al atravesar el taladro
existente en un 50%
Si el plano inclinado > 2°, reducir los valores de fz
entre un 50% - 75%. No pasar los 30º
Brocas fijas
Si el taladro perpendicular es mayor de ¼ que el taladro a re-alizar, reduzca la fz al atravesar el taladro existente en un 50%
ProhibidoEl agujero previo no debe
ser mayor de ¼ diametro del taladro final
sin agujero previo
FY-SAF Características de las brocas
527-531 Drill-FY-SAF.indd 530 18/04/2011 13:41:59
531
FY1 2
3 314
365
326
-- / -3
D
ød2
ød1ød3
ød1ød1
ød0ød0
ød0
1T
aL
l
aL
1T
2T
1T
3T
aL
ød2
ød1ød3
ød1ød1
ød0ød0
ød0
1T
aL
l
aL
1T
2T
1T
3T
aL
ød2
ød1ød3
ød1ød1
ød0ød0
ød0
1T
aL
l
aL
1T
2T
1T
3T
aL TA
LAD
RA
DO
TALADRADO / BROcA cOn pLAquiTA inTeRcAmBiABLe
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
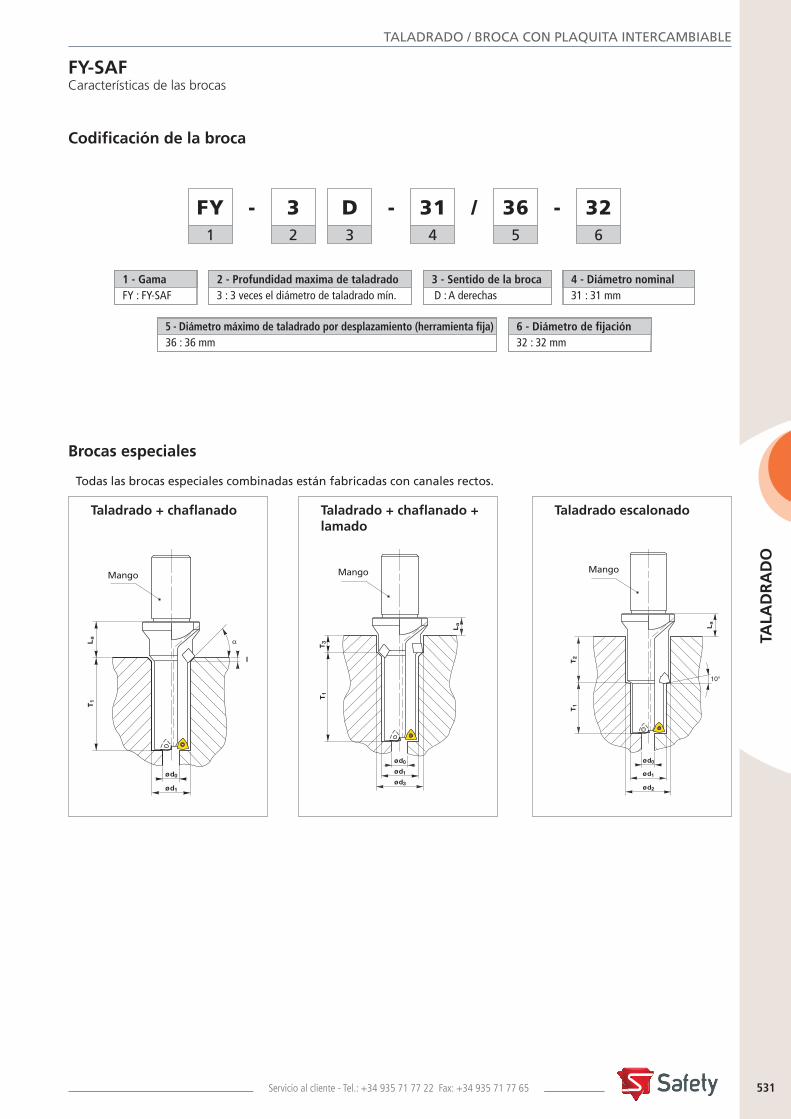
Todas las brocas especiales combinadas están fabricadas con canales rectos.
Taladrado + chaflanado
Brocas especiales
�Taladrado + chaflanado + lamado
Taladrado escalonado
mango mango mango
1 - GamaFY : FY-SAF
3 - Sentido de la broca D : A derechas
5 - Diámetro máximo de taladrado por desplazamiento (herramienta fija)36 : 36 mm
6 - Diámetro de fijación32 : 32 mm
2 - Profundidad maxima de taladrado3 : 3 veces el diámetro de taladrado mín.
4 - Diámetro nominal31 : 31 mm
Codificación de la broca
FY-SAF Características de las brocas
527-531 Drill-FY-SAF.indd 531 18/04/2011 13:41:59
532
D ap
r
sh
TALA
DR
AD
O
Catálogo general
TALADRADO / InfORmAcIOnes geneRALes
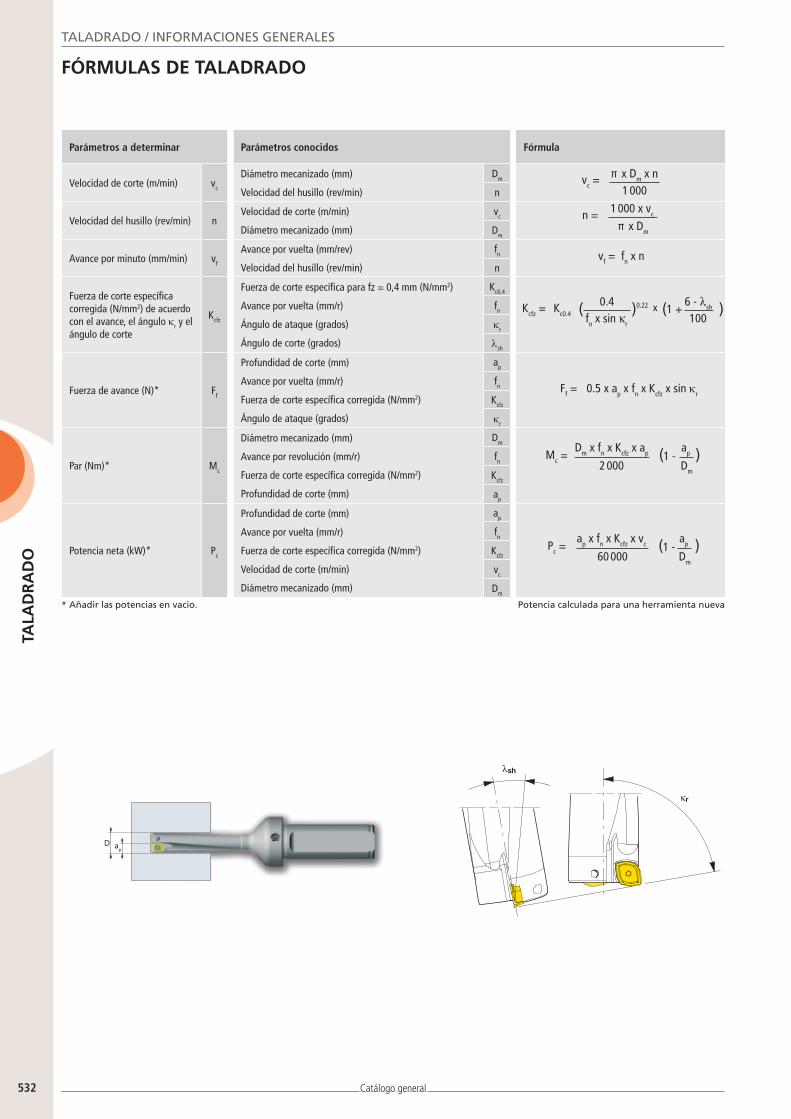
Parámetros a determinar Parámetros conocidos Fórmula
Velocidad de corte (m/min) vc
Diámetro mecanizado (mm)
Velocidad del husillo (rev/min)
Dm
n
Velocidad del husillo (rev/min) nVelocidad de corte (m/min)
Diámetro mecanizado (mm)
vc
Dm
Avance por minuto (mm/min) vf
Avance por vuelta (mm/rev)
Velocidad del husillo (rev/min)
fn
n
Fuerza de corte específica corregida (N/mm2) de acuerdo con el avance, el ángulo κr y el ángulo de corte
Kcfz
Fuerza de corte específica para fz = 0,4 mm (N/mm2)
Avance por vuelta (mm/r)
Ángulo de ataque (grados)
Ángulo de corte (grados)
Kc0,4
fn
κr
λsh
Fuerza de avance (N)* Ff
Profundidad de corte (mm)
Avance por vuelta (mm/r)
Fuerza de corte específica corregida (N/mm2)
Ángulo de ataque (grados)
ap
fn
Kcfz
κr
Par (Nm)* Mc
Diámetro mecanizado (mm)
Avance por revolución (mm/r)
Fuerza de corte específica corregida (N/mm2)
Profundidad de corte (mm)
Dm
fn
Kcfz
ap
Potencia neta (kW)* Pc
Profundidad de corte (mm)
Avance por vuelta (mm/r)
Fuerza de corte específica corregida (N/mm2)
Velocidad de corte (m/min)
Diámetro mecanizado (mm)
ap
fn
Kcfz
vc
Dm
Potencia calculada para una herramienta nueva* Añadir las potencias en vacio.
FóRmuLAs De TALADRADO
vc =π x Dm x n
1 000
n = 1 000 x vc
π x Dm
vf = fn x n
Kcfz = Kc0.4 ( )0.220.4fn x sin κr
x ( ) 6 - λsh
1001 +
Ff = 0.5 x ap x fn x Kcfz x sin κr
Mc =Dm x fn x Kcfz x ap
2 000(1 - )ap
Dm
Pc =ap x fn x Kcfz x vc
60 000(1 - )ap
Dm
532-537 Drill-General_Infromatio532 532 22/04/2011 09:51:28
533
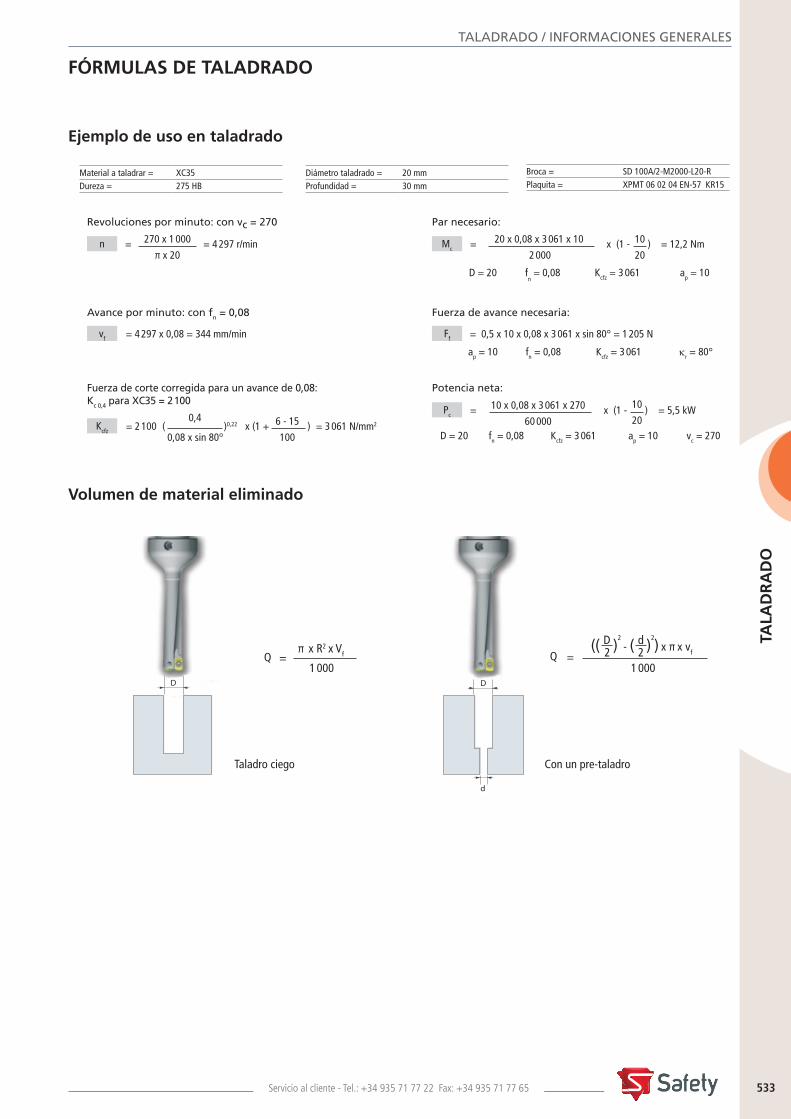
= π x R2 x Vf
1 000Q Q
(( D )2 - ( d )
2
) x π x vf
1 000= 2 2
D D
d
TALA
DR
AD
O
TALADRADO / InfORmAcIOnes geneRALes
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
Con un pre-taladroTaladro ciego
Volumen de material eliminado
ejemplo de uso en taladrado
FóRmuLAs De TALADRADO
Revoluciones por minuto: con vc = 270
Avance por minuto: con fn = 0,08
fuerza de corte corregida para un avance de 0,08: Kc 0,4 para Xc35 = 2 100
fuerza de avance necesaria:
Potencia neta:
Par necesario:
= 270 x 1 000
π x 20= 4 297 r/minn
= 4 297 x 0,08 = 344 mm/minvf
= 2 100 ( )0,220,4
0,08 x sin 80°x (1 + )6 - 15
100= 3 061 N/mm2Kcfz
= 20 x 0,08 x 3 061 x 10
2 000= 12,2 Nmx (1 - )
20
10Mc
= 0,5 x 10 x 0,08 x 3 061 x sin 80° = 1 205 NFf
= 10 x 0,08 x 3 061 x 270
60 000= 5,5 kWx (1 - )
20
10Pc
D = 20 fn = 0,08 Kcfz = 3 061 ap = 10
ap = 10 fn = 0,08 Kcfz = 3 061 κr = 80°
D = 20 fn = 0,08 Kcfz = 3 061 ap = 10 vc = 270
Material a taladrar = XC35Dureza = 275 HB
Diámetro taladrado = 20 mmProfundidad = 30 mm
Broca = SD 100A/2-M2000-L20-RPlaquita = XPMT 06 02 04 EN-57 KR15
532-537 Drill-General_Infromatio533 533 22/04/2011 09:51:29

534
TALA
DR
AD
O
Catálogo general
TALADRADO / InfORmAcIOnes geneRALes
Fuerza de corte Kc 0,4 - fz 0,4 - κr 90° - Ángulo de corte de + 6°
Material Resistencia a la tracción Rm (MPa)
DurezaHB
Fuerza de corte específica (Kc0,4)
PAceros
Con < 0,2% de carbono 445 125 1900
Con < 0,35% de carbono 500 150 2100
Con 0,4% de carbono 680 200 2250
Debílmente aleados, templados revenidos 1000 300 2700
Debílmente aleados, templados revenidos 1190 350 2850
Fuertemente aleados, recocidos 680 200 2600
Fuertemente aleados, templados revenidos 1095 325 3900
Acero fundido no aleado 610 180 2000
Acero fundido de baja aleación 680 200 2500
Acero fundido de alta aleación 760 225 2700
M Aceros inoxidables
Recocido, martensítico, ferrítico - 90-225 2300
Recocido, austenítico - 150-250 2450
K Aluminio y no férricos
Fundiciones maleables ferríticas - 130 1100
Fundiciones maleables perlíticas - 230 1100
Fundición gris (FG) - 180 1100
Fundición gris (FG) - 260 1500
Nodular GS, ferríticas - 160 1100
Nodular GS, perlíticas - 250 1800
NAleaciones
termorresistentes
Aleación de aluminio < 6% Si - 75-100 800
Aleación de aluminio > 6% Si - 90-120 820
Latón, plomo - 90 750
SAleaciones
termorresistentes
Base Ni o Co recocidos - 250 3500
Base Ni o Co enriquecido - 350 4150
Base Ni colado - 320 4150
Titanio 950-1050 300 1700
HMateriales endurecidos
Templados - 45 < 55HRC 4500
FueRzA De cORTe especíFicA
532-537 Drill-General_Infromatio534 534 15/04/2011 16:08:03

535
TALA
DR
AD
O
TALADRADO / InfORmAcIOnes geneRALes
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
cuando se esté taladrando un agujero pasante, se produce la formación de un disco cuando la broca termina el agujero. A menudo, éste disco es expulsado a alta velocidad, lo que podría causar lesiones o daños. Para prevenir cualquier accidente, se debe instalar en el mandril una protección adecuada.
con algunos materiales, las virutas no se pueden fragmentar durante la mecanización (ciertos aceros inoxidables, materiales resistentes al calor, aceros blandos). Para evacuar las virutas correctamente, el avance se debe reducir y aumentar la velocidad para formar una viruta plegada.
Para obtener un correcto fraccionamiento de la viruta, se aconseja no reducir la velocidad de corte por debajo de la indicada en la tabla de condiciones de corte. en casos de corte interrumpido, entradas o salidas inclinadas, o taladros perpendiculares, se recomienda trabajar con avances reducidos. se pueden evitar las rebabas a la salida del taladrado reduciendo el avance en la salida de la broca. Para un uso óptimo de las brocas es necesario tener máquinas rígidas con altas velocidades de rotación, particularmente para el uso de brocas de pequeño diámetro. cuando se estén perforando piezas con paredes delgadas, es esencial proveerse de sistemas de sujeción que eliminen flexiones o vibraciones de la pieza durante la mecanización.
pRecAuciOnes DuRAnTe su usO
Riesgo de flexión y movimiento excéntrico No hay riesgo de flexión o desplazamiento
FIJACIÓN INCORRECTA FIJACIÓN CORRECTA
532-537 Drill-General_Infromatio535 535 15/04/2011 16:08:09

536
15
3012 40 50 60
10
202530354045
3
6
TALA
DR
AD
O
Catálogo general
TALADRADO / InfORmAcIOnes geneRALes
Las buenas prácticas en el uso de refrigerante son esenciales para optimizar la vida de la herramienta de taladrado y la eliminación de virutas.Los elementos clave son - Volumen - Presión - Dirección
se recomienda especialmente el uso de refrigerante interno en todos los casos.
no todas las brocas requieren bombas de alta presión.La presión de refrigerante disponible es normalmente suficiente.
Caudal de refrigerante(l/min)
Presión derefrigerante(bares)
Diámetro de la broca (mm)
Caudal
Presión
RECOMENDADO ESPECIALMENTE
condiciones generales de uso
Valores de presión y caudal recomendados
TALADRADO cOn ReFRigeRAnTe
532-537 Drill-General_Infromatio536 536 15/04/2011 16:08:12
537
TALA
DR
AD
O
TALADRADO / InfORmAcIOnes geneRALes
Servicio al cliente - Tel.: +34 935 71 77 22 Fax: +34 935 71 77 65
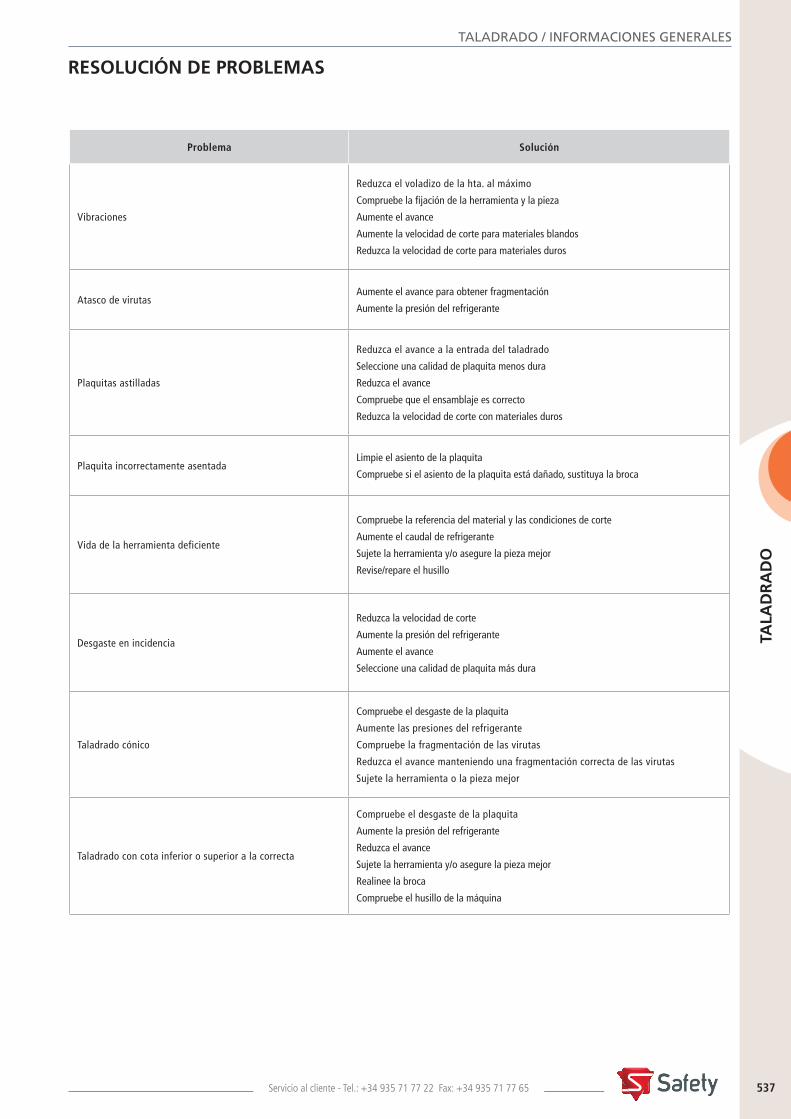
Problema Solución
Vibraciones
Reduzca el voladizo de la hta. al máximo
Compruebe la fijación de la herramienta y la pieza
Aumente el avance
Aumente la velocidad de corte para materiales blandos
Reduzca la velocidad de corte para materiales duros
Atasco de virutasAumente el avance para obtener fragmentación
Aumente la presión del refrigerante
Plaquitas astilladas
Reduzca el avance a la entrada del taladrado
Seleccione una calidad de plaquita menos dura
Reduzca el avance
Compruebe que el ensamblaje es correcto
Reduzca la velocidad de corte con materiales duros
Plaquita incorrectamente asentadaLimpie el asiento de la plaquita
Compruebe si el asiento de la plaquita está dañado, sustituya la broca
Vida de la herramienta deficiente
Compruebe la referencia del material y las condiciones de corte
Aumente el caudal de refrigerante
Sujete la herramienta y/o asegure la pieza mejor
Revise/repare el husillo
Desgaste en incidencia
Reduzca la velocidad de corte
Aumente la presión del refrigerante
Aumente el avance
Seleccione una calidad de plaquita más dura
Taladrado cónico
Compruebe el desgaste de la plaquita
Aumente las presiones del refrigerante
Compruebe la fragmentación de las virutas
Reduzca el avance manteniendo una fragmentación correcta de las virutas
Sujete la herramienta o la pieza mejor
Taladrado con cota inferior o superior a la correcta
Compruebe el desgaste de la plaquita
Aumente la presión del refrigerante
Reduzca el avance
Sujete la herramienta y/o asegure la pieza mejor
Realinee la broca
Compruebe el husillo de la máquina
ResOLución De pRObLemAs
532-537 Drill-General_Infromatio537 537 15/04/2011 16:08:13

GEN
-CA
T-05/1
1-S
PA
www.safety-cuttingtools.com
Safety France51, rue de la Garenne 92310 Sèvres - FranceTel.: +33 (0)1 46 10 54 00 Fax: +33 (0)1 46 10 54 [email protected]
Safety ImperoVia Bachelet - Località Crocetta29010 S. Polo (Piacenza) - ItaliaTel.: +39 0523 55 19 11Fax: +39 0523 55 18 [email protected]
Safety DeutschlandPhilipp - Reis - Str. 7 D-63110 Rodgau - DeutschlandTel.: +49 (0)6106-26848-0Fax: +49 (0)[email protected]
Safety IbéricaPol. Ind. Roca c./ Verneda s/n 08107-Martorelles (Barcelona) - EspañaTel.: +34 935 71 77 22Fax: +34 935 71 77 [email protected]
Safety ChinaTel.: +86 0316-2773500Fax : +86 [email protected]