caso de estudio
DESCRIPTION
simulacion de procesosTRANSCRIPT

1
Caso de estudio 1
María Fernanda Aguillon Macea ([email protected]), Daniela Álvarez Díaz ([email protected]),
Daniela Cardona Ospina ([email protected] ), Carolina Vélez Hernández ( [email protected] )
Simulación de procesos químicos
Universidad Nacional de Colombia Sede Medellín
__________________________________________________________________________________
1. Descripción de la Planta
La planta de producción de etanol consta de cinco intercambiadores de calor, dos compresores, un
reactor, tres separadores flash, un absorbedor, una torre de destilación y dos válvulas, dispuestos
como se muestra en la figura 1. A la planta se alimenta etileno a través de una tubería a una presión
de 50 atm y a temperatura ambiente. El etileno fresco se mezcla con gas rico en etileno reciclado,
antes de ser mezclado con agua de alimentación de calderas. La corriente resultante, se envía al
intercambiador de calor E-201 donde la corriente se vaporiza y se calienta a aproximadamente 227°C.
Luego pasa a un reactor adiabático en fase gaseosa que contiene un lecho de 100 m3 de catalizador
de tungstato de circonio. El efluente del reactor, se enfría y se condensa parcialmente en el
intercambiador de calor E-202 antes de ser estrangulado a una presión de 500 kPa y se envía al
separador de alta presión, V-201. El líquido que sale de V-201, se baja a una presión de 250 kPa y se
alimenta a un separador baja presión. El vapor procedente del separador de baja presión, se
comprime en C-201 y se mezcla con el vapor procedente del separador de alta presión antes de ser
alimentada al absorbedor de etanol. El agua de proceso es alimentada a la parte superior del
absorbedor para recuperar pequeñas cantidades de etanol. La corriente líquida procedente del
separador de baja presión, contiene la mayor parte del etanol y se alimenta a un intercambiador de
calor, E-203, donde se vaporiza antes de ser alimentada a una torre de destilación, T-202. En esta
torre, una corriente rica en etanol, que contiene aproximadamente 90% en moles de etanol se toma
como producto superior. La corriente que abandona la parte inferior del absorbedor, T-201, también
se envía a la torre de purificación para recuperar el etanol. La corriente de fondo de la T-202 es el agua
que contiene una pequeña cantidad de etanol esta se enfría a 40°C en el intercambiador de calor E-
207 antes de ser enviado a los residuos de tratamiento de agua. La corriente de vapor de cabeza se
envía a un intercambiador de calor, E-206, donde se enfría a 50°C, y la mayoría de la corriente se
condensa. La parte no condensable se mezcla con la purga de etileno de reciclado y esta corriente se
envía a la sala de calderas como gas combustible que se utiliza para generar vapor. El vapor que sale
del absorbedor, se divide, con la mayoría siendo enviado al compresor de reciclaje-gas, C-202, donde
se presuriza y se recicla para mezclarlo con la alimentación de etileno fresco. Una pequeña porción
del producto de cabeza se purga para controlar la acumulación de no condensables en el bucle de
reciclado. Esta purga se combina con el gas de escape de T-202 para producir una corriente de gas
combustible.
Como objetivo de simulación se propone optimizar la zona de reacción, analizando diferentes
alternativas para mejorar el rendimiento y eficiencia de la reacción.Se decide tomar esta zona como
objetivo, ya que según los datos que se presentan en el artículo la conversión que presenta el reactor
es del 12%. Se desea analizar el efecto de la temperatura de salida del intercambiador E-201 en la

2
reacción y posibles cambios que se le puedan realizar al reactor que mejoren a eficiencia de la reacción
como proponer el uso de otro catalizador.
Figura 1. Diagrama de flujo de proceso para planta de producción de etanol.
2. Derivación del modelo por equipo
2.1. Intercambiadores de Calor con cambio de Fase
2.1.1. Problema de modelamiento
Definición del problema: Se desea encontrar el flujo de calor; se conocen las condiciones de
temperatura y presión de entrada al intercambiador de calor y los flujos másico o molares en
el mismo, además se requieren propiedades del fluido en cuanto al análisis de los calores
sensibles y latentes según su composición.
Formulación del problema: Se presentan variaciones de presión debido a la generación de
vapores (de alta y baja presión), cambios de fase, caída de presión, pérdidas de energía al
ambiente. Los fenómenos físico-químicos más relevantes son, la transferencia de calor por
convección relacionada con las diferencias de temperatura existentes en el fluido, además de
la generación de vapores de alta y baja presión los cuales tienen asociado un intercambio
calórico y las caídas de presión; en este caso la transferencia de calor por radiación, aunque
es importante, no es tan significativa, ya que el sistema no se encuentra a altas temperatura.
3
2.1.2. Derivación del modelo
E-201 (Lado coraza)
Figura 2. Esquema E-201 para deducir balances.
E-202 (Lado coraza)
Figura 3. Esquema E-202 para deducir balances.
E-203 (Lado Coraza)
Figura 4. Esquema E-203 para deducir balances.
E-204 ( Lado coraza)
Figura 5. Esquema E-104 para deducir balances.

4
E-205 (Lado coraza)
Figura 6. Esquema E-104 para deducir balances.
E-206 ( Lado tubos)
Figura 7. Esquema E-106 para deducir balances.
a) Sistema y subsistemas: los sistemas son: E-201, E-202, E-203, E-204, E-205, E-206
Tabla 1. Derivación del modelo Intercambiadores de calor con cambio de fase
Intercambiador Función Términos Suposiciones
Especificaciones de diseño y
restricciones
E-201
Vaporizar la corriente de entrada ( mezcla
líquido-vapor) alcanzando una
temperatura aproximada de 229
°C, adecuándola para su ingreso al reactor
Variables:
Flujos de entrada
Flujos de
salida
(�̇�𝑖𝑛, �̇�𝑜𝑢𝑡)
Temperatura de entrada
Transferencia de calor
principalmente por
convección.
Se pueden presentar
fenómenos como cambios
de fase, cambios en la
presión, pérdidas por
A = 214 m2 Q = 49.360 MJ/h U= 859 W/m2°C ∆TLM= 75,4 °C P máx = 5.500 KPa Diseño: Tubos y coraza en acero al carbón, de cabezal flotante Corriente de proceso = Coraza
E-202 Enfriar la corriente
proveniente del A = 442 m2 Q = 57.210 MJ/h

5
reactor (Etileno+ Etanol + Agua) condensándola
parcialmente, para ingresarla al
separador de alta presión.
Temperatura de salida
Calor
transferido (𝑞𝑐𝑜𝑛𝑣)
Constantes:
Volumen
(V)
Parámetros:
Densidades (ρ)
Capacidades
caloríficas (Cp)
Coeficientes
de transferencia
(hi, ho, U)
Entalpías
(�̂�𝑥)
fricción y pérdidas de energía al ambiente
despreciables
Se considerarán
flujos constantes y
sistema adiabático (aislado).
U=425 W/m2°C ∆TLM= 84,44 °C P máx = 5.500 KPa Diseño: Tubos y coraza en acero al carbón, de cabezal flotante Corriente de proceso = Coraza
E-203
Vaporiza la corriente líquida rica en etanol,
proveniente del separador de baja
presión, llevándola a una temperatura de
123 °C
A = 187 m2 Q = 46.300 MJ/h U=950W/m2°C ∆TLM= 72,3 °C P máx = 350 KPa Diseño: Tubos y coraza en acero al carbón, de cabezal flotante Corriente de proceso = Coraza
E-204
Rehervidor: Proporciona el calor
necesario para evaporar las
sustancias del fondo de la torre de
destilación T-202, para alcanzar una
separación eficaz de Etanol
A = 55 m2 Q = 6.516 MJ/h U=1000 W/m2°C ∆TLM= 33 °C P máx = 350 KPa Diseño: Tubos y coraza en acero al carbón, rehervidor tipo Kettle Corriente de proceso = coraza
E-205
Condensa parcialmente el vapor
del tope de la columna de
destilación T-202
A = 164 m2 Q = 41.580 MJ/h U=1100 W/m2°C ∆TLM= 63,9 °C P máx = 350 KPa Diseño: Tubos y coraza en acero al carbón, de cabezal flotante Corriente de proceso = coraza
E-206 Enfría el vapor
sobrecalentado a una A = 28 m2 Q = 4.014 MJ/h

6
temperatura de 50 °C, condensando la
mayoría del vapor ( V=0,01)
U= 1100 W/m2°C ∆TLM= 36,1 °C P máx = 350 KPa Diseño: Tubos y coraza en acero al carbón, de cabezal flotante Corriente de proceso = Tubos
b) Ecuaciones y balances:
General
Balance de materia:
𝑑𝑀
𝑑𝑡= �̇�𝑖𝑛 − �̇�𝑜𝑢𝑡
Balance de energía:
𝐶𝑝 𝜌 𝑉 𝑑𝑇
𝑑𝑡= �̇�𝑖𝑛 ∗ (∫ 𝐶𝑝𝑑𝑇
𝑇∆𝑓𝑎𝑠𝑒
𝑇𝑟𝑒𝑓
+ ∫ 𝐶𝑝𝑑𝑇 𝑇𝑠𝑖𝑠𝑡𝑒𝑚𝑎
𝑇∆𝑓𝑎𝑠𝑒
+ 𝜆𝑣𝑎𝑝) −
�̇�𝑜𝑢𝑡�̂�𝑜𝑢𝑡 + 𝑞𝑐𝑜𝑛𝑣
Dónde:
𝑞𝑐𝑜𝑛𝑣 = 𝑈𝐴(𝑇𝑖𝑛 − 𝑇𝑜𝑢𝑡)
Ecuaciones adicionales:
Coeficiente global de transferencia de calor U
𝑈 =1
ℎ𝑖+
1
ℎ0
Diferencia de temperatura media logarítmica
𝑇𝑚𝑙 =∆𝑇1 − ∆𝑇2
ln∆𝑇1∆𝑇2
2.2. Intercambiadores de Calor sin Cambio de fase
2.2.1. Problema de modelamiento
Definición del problema: Se desea encontrar los coeficientes de calor y flujo calórico para
la apropiada transferencia de calor.
Formulación del problema: Se presenta caída de presión. Los fenómenos físico químicos
más relevantes son la transferencia de calor por convección relacionada con las
diferencias de temperatura existentes en el fluido; en este caso la transferencia de calor
por radiación no es importante, ya que el sistema no se encuentra a altas temperaturas.

7
2.2.2. Derivación del modelo:
Figura 8. Esquema E-207 para deducir balances.
a) Sistema y subsistemas: El sistema es el E-207
Tabla 2. Derivación del modelo Intercambiadores de calor sin cambio de fase
Intercambiador Función Términos Suposiciones
Especificaciones de diseño y restricciones
E-207
Enfría los fondos de la torre de destilación T-202 a 40°C, antes de
enviar las aguas residuales a tratamiento.
Flujos de entrada
Flujos de
salida
(�̇�𝑖𝑛, �̇�𝑜𝑢𝑡)
Temperatura de entrada
Temperatura
de salida
Calor transferido
(𝑞𝑐𝑜𝑛𝑣)
Constantes:
Volumen (V)
Parámetros:
Densidades
(ρ)
Capacidades caloríficas
(Cp)
Transferencia de calor
principalmente convección.
Se pueden presentar
fenómenos como cambios
de fase, cambios en la
presión, pérdidas por
fricción pérdidas y de
energía al ambiente
despreciables
Se considerarán
flujos constantes y
sistema adiabático (aislado).
A = 73 m2 Q = 6.699 MJ/h U=900 W/m2°C ∆TLM= 35,6 °C F=0,8 P máx = 350 KPa Diseño: Tubos y coraza en acero al carbón, de cabezal flotante Corriente de proceso = Tubos
8
Coeficientes
de transferencia
(hi, ho, U)
Entalpías
(�̂�𝑥)
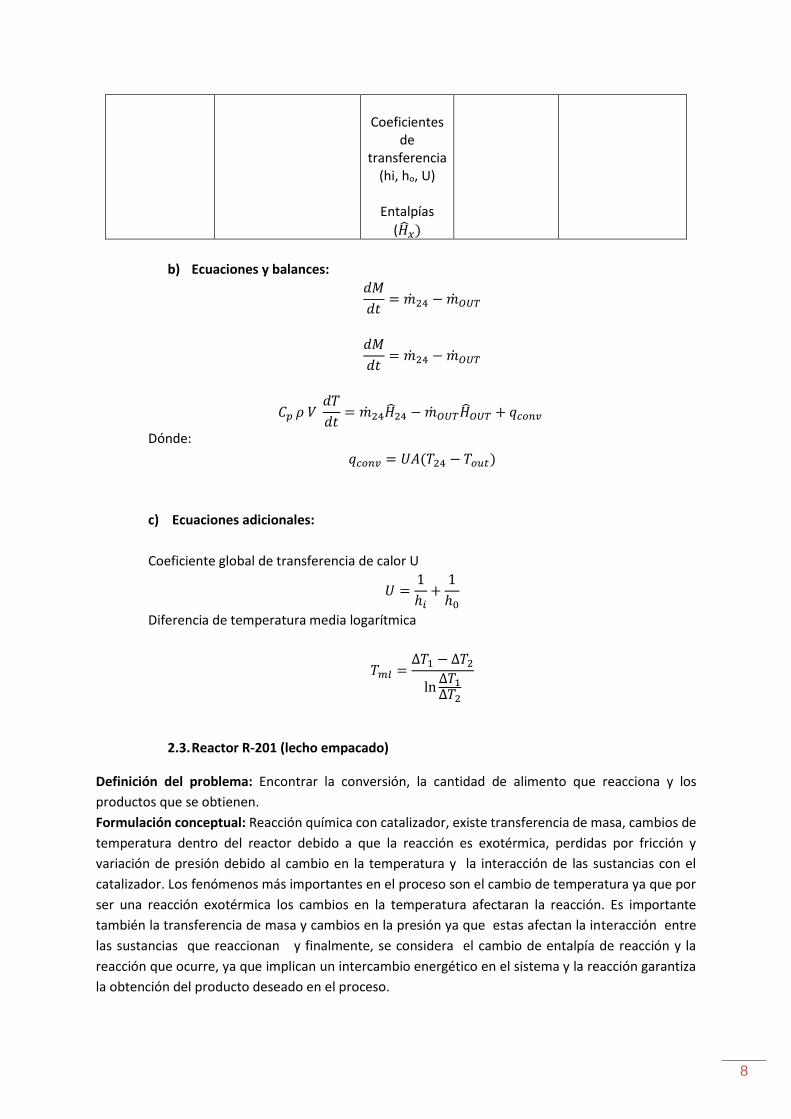
b) Ecuaciones y balances:
𝑑𝑀
𝑑𝑡= �̇�24 − �̇�𝑂𝑈𝑇
𝑑𝑀
𝑑𝑡= �̇�24 − �̇�𝑂𝑈𝑇
𝐶𝑝 𝜌 𝑉 𝑑𝑇
𝑑𝑡= �̇�24�̂�24 − �̇�𝑂𝑈𝑇�̂�𝑂𝑈𝑇 + 𝑞𝑐𝑜𝑛𝑣
Dónde:
𝑞𝑐𝑜𝑛𝑣 = 𝑈𝐴(𝑇24 − 𝑇𝑜𝑢𝑡)
c) Ecuaciones adicionales:
Coeficiente global de transferencia de calor U
𝑈 =1
ℎ𝑖+
1
ℎ0
Diferencia de temperatura media logarítmica
𝑇𝑚𝑙 =∆𝑇1 − ∆𝑇2
ln∆𝑇1∆𝑇2
2.3. Reactor R-201 (lecho empacado)
Definición del problema: Encontrar la conversión, la cantidad de alimento que reacciona y los
productos que se obtienen.
Formulación conceptual: Reacción química con catalizador, existe transferencia de masa, cambios de
temperatura dentro del reactor debido a que la reacción es exotérmica, perdidas por fricción y
variación de presión debido al cambio en la temperatura y la interacción de las sustancias con el
catalizador. Los fenómenos más importantes en el proceso son el cambio de temperatura ya que por
ser una reacción exotérmica los cambios en la temperatura afectaran la reacción. Es importante
también la transferencia de masa y cambios en la presión ya que estas afectan la interacción entre
las sustancias que reaccionan y finalmente, se considera el cambio de entalpía de reacción y la
reacción que ocurre, ya que implican un intercambio energético en el sistema y la reacción garantiza
la obtención del producto deseado en el proceso.

9
Derivación del modelo:
Figura 9. Esquema R-201para deducir balances.
a) Sistema y subsistemas: el sistema es el reactor.
Tabla 3. Derivación del modelo Reactor
Reactor Función Términos Suposiciones
Especificaciones de diseño y restricciones
R-201 En él se lleva a cabo la
reacción en fase gaseosa.
Variables:
Flujos de entrada y salida
(�̇�𝑥, �̇�𝑥, )
Fracciones de cada
componente (yi)
Conversión fraccional
Calor generado
Temperatura
(T)
Constantes:
Volumen
Constante universal de los
gases R
Reactor adiabático (no
existe transferencia de calor hacia
los alrededores).
Transferencia
de calor principalmente
por convección.
Flujos
constantes.
Reacción catalizada.
Diámetro = 2,35m Longitud = 23,5𝑚2 Envoltura = acero al carbón Catalizador = (Zr(WO4)2) con un volumen de 100 𝑚3 Porosidad=0,5 Diámetro= 1cm ∆P=50 Kpa P máx = 5,500 kPa T máxima permitida por el catalizador = 300°C
�̇�6
�̇�5
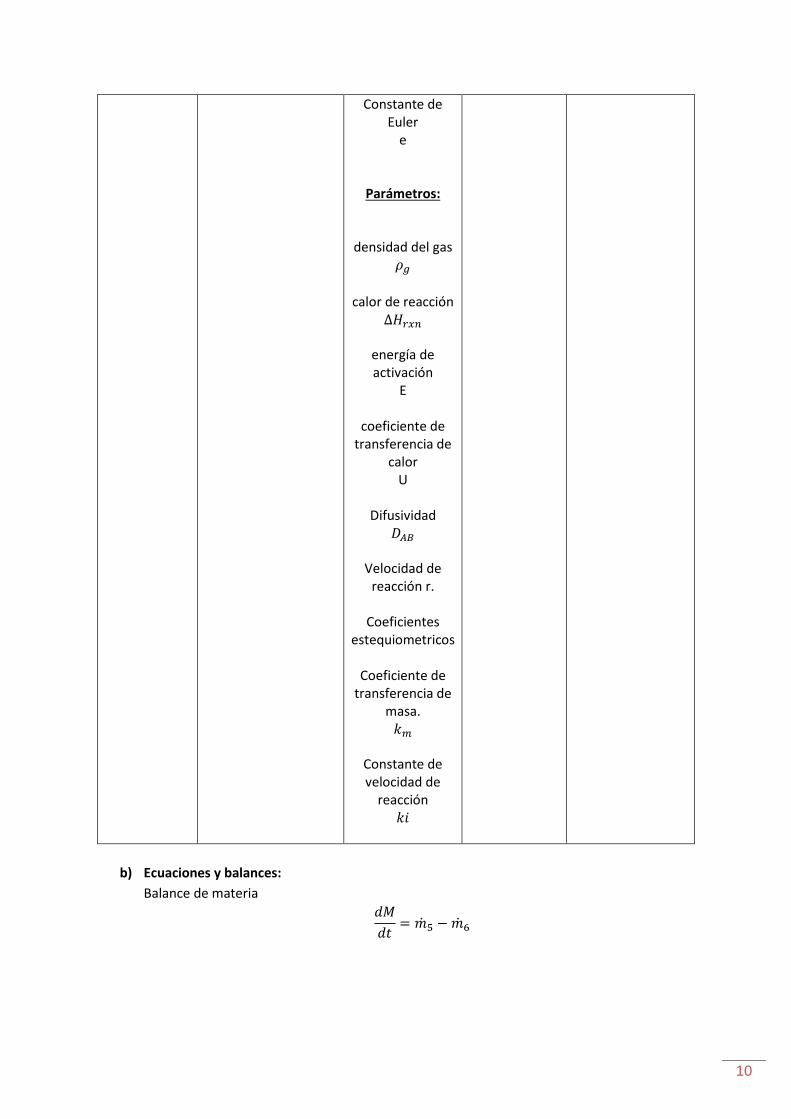
10
Constante de Euler
e
Parámetros:
densidad del gas 𝜌𝑔
calor de reacción
∆𝐻𝑟𝑥𝑛
energía de activación
E
coeficiente de transferencia de
calor U
Difusividad
𝐷𝐴𝐵
Velocidad de reacción r.
Coeficientes
estequiometricos
Coeficiente de transferencia de
masa. 𝑘𝑚
Constante de velocidad de
reacción 𝑘𝑖
b) Ecuaciones y balances:
Balance de materia
𝑑𝑀
𝑑𝑡= �̇�5 − �̇�6

11
Balance para el reactor
𝑟𝑖𝑉 =𝑁𝑖,0 𝑑𝑋𝑖
𝑑𝑡
𝐹𝑖,0
𝑑𝑡=
(𝐹𝑖 + 𝑟𝑖𝑉)
𝑑𝑡=
(𝐹𝑖,0 (1 − 𝑋𝑖) + 𝑟𝑖𝑉)
𝑑𝑡
Donde i= Metano (CH4), etileno (C2H4), etanol (C2H6O) y agua (H2O)
Balance de energía
𝑑𝐸
𝑑𝑡= �̇�5�̂�5 − �̇�6�̂�6 − 𝑟∆𝐻𝑟𝑥𝑛 + �̇�
Donde
�̇� = 𝐴𝑈(∆𝑇)
𝑑𝐸
𝑑𝑡= �̇�5�̂�5 − �̇�6�̂�6 − 𝑟∆𝐻𝑟𝑥𝑛 + 𝐴𝑈(∆𝑇)
Balances por componentes:
Metano CH4:
𝑑𝑁𝐶𝐻4,
𝑑𝑡= 𝑦CH4,5�̇�5�̇�5 − 𝑦𝐶𝐻4,6�̇�6
Etileno C2H4
𝑑𝑁C2H4 𝑟𝑒𝑎𝑐𝑡𝑖𝑣𝑜
𝑑𝑡= 𝑦C2H4,6�̇�5 − 𝑟5,C2H4 − 𝑦C2H4,6�̇�6
Agua H2O
𝑑𝑁H2O 𝑟𝑒𝑎𝑐𝑡𝑖𝑣𝑜
𝑑𝑡= 𝑦H204,5�̇�5 − 𝑟5,H204 − 𝑦H2O,6�̇�6
Etanol C2H6O
𝑑𝑁𝐶2𝐻6𝑂
𝑑𝑡= 𝑦C2H6O�̇�5 + 𝑟5,C2H6O − 𝑦𝐶2𝐻6𝑂,6�̇�6
c) Ecuaciones adicionales:
Coeficiente de transferencia de masa
𝑘𝑚𝐷𝑐𝑎𝑡
𝑦𝐴𝐷𝐴𝐵= 2,0 + 0,552𝑅𝑒𝑝
0,5 (𝜇
𝜌𝐷𝐴𝐵)
13
Cinética de reacción
Reacción 1
𝐶2𝐻4 + 𝐻2𝑂 ↔ 𝐶2𝐻5𝑂𝐻 → 𝑟1 ← 𝑟2
𝑟1 =𝑘1𝑝𝑤𝑝𝐸
(1 + 𝑘𝑊𝑝𝑤 + 𝑘𝐸𝑝𝐸)2

12
𝑟2 =𝑘2𝑝𝐴
(1 + 𝑘𝑊𝑝𝑤 + 𝑘𝐸𝑝𝐸)2
𝑘1 = 1.7723𝑒 − 9 𝑒𝑥𝑝 (91,139
𝑅𝑇 [𝐾])
𝑘2 = 1,3865𝑒 − 2 𝑒𝑥𝑝 (43,915
𝑅𝑇 [𝐾])
𝑘𝑊 = 1.2328𝑒 − 17 𝑒𝑥𝑝 (162,730
𝑅𝑇 [𝐾])
𝑘𝐸 = 2.0850𝑒 − 4 𝑒𝑥𝑝 (35,368
𝑅𝑇 [𝐾])
Reacción 2
𝐶2𝐻2 + 𝐻2𝑂 → 𝐶𝐻3𝐶𝑂𝐻 → 𝑟3
𝑟3 = 𝐾3𝑃𝐴𝐶𝐸𝑇
𝑘𝐸 = 1𝑒 − 4 𝑒𝑥𝑝 (25,000
𝑅𝑇 [𝐾])
2.4. Separadores Flash
2.4.1 Problema de modelamiento
Definición del problema: Se desea encontrar condiciones óptimas de operación. Para ello es
importante considerar que las variables que se conocen son: el flujo de entrada, la
composición de las corrientes de entrada y salida. Las variables de entrada son los flujos de
alimentación, las variables de salida son: el flujo de salida, la temperatura y la presión en la
salida del tanque.
Formulación conceptual: Los procesos físico-químicos posiblemente involucrados son:
Cambios en la temperatura debido a la transferencia de calor por convección al ambiente,
cambios de presión y posiblemente evaporación de algún componente al ambiente, según su
naturaleza.
2.3.2. Derivación del modelo
Separador: Flash V-201
Figura 10. Esquema V-201 para deducir balances.

13
Separador: Flash V-202
Figura 11. Esquema V-202 para deducir balances.
Separador: Flash V-204
Figura 12. Esquema V-203 para deducir balances.
a) Sistema y subsistemas: El sistema es el flash. Además se considera como subsistema, la
válvula de expansión asociada al flash para el respectivo análisis de los cambios de presión.
Tabla 4. Derivación del modelo separadores Flash
Separador Función Términos Suposiciones
Especificaciones de diseño y
restricciones
V-201
Los separadores obedecen al
equilibrio de la mezcla dado por las
condiciones de temperatura y
presión de la misma
Variables:
flujos másicos y
molares de entrada y
salida �̇�𝑋,, �̇�𝑋,
𝑋 = 𝑐𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒𝑠
Fracciones
molares de los
componentes
no hay reacción química,
el área del tanque es constante,
La densidad
se puede considerar constante. Para cada flash las
Largo = 3,45 m Diámetro = 1,15m Disposición vertical Presión máxima = 650 kPa Material: Acero al carbón
V-202
Largo = 3,45 m Diámetro = 1,15m Disposición vertical
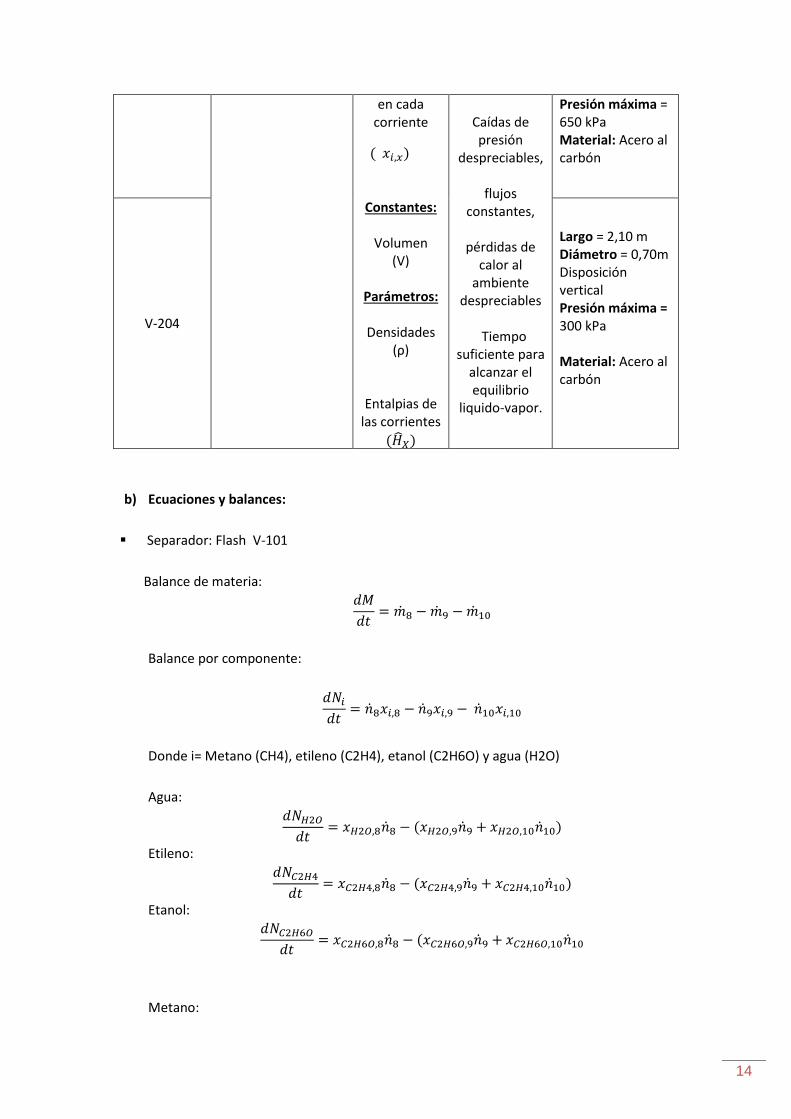
14
en cada corriente
( 𝑥𝑖,𝑥)
Constantes:
Volumen (V)
Parámetros:
Densidades
(ρ)
Entalpias de las corrientes
(�̂�𝑋)
Caídas de presión
despreciables,
flujos constantes,
pérdidas de
calor al ambiente
despreciables
Tiempo suficiente para
alcanzar el equilibrio
liquido-vapor.
Presión máxima = 650 kPa Material: Acero al carbón
V-204
Largo = 2,10 m Diámetro = 0,70m Disposición vertical Presión máxima = 300 kPa Material: Acero al carbón
b) Ecuaciones y balances:
Separador: Flash V-101
Balance de materia:
𝑑𝑀
𝑑𝑡= �̇�8 − �̇�9 − �̇�10
Balance por componente:
𝑑𝑁𝑖
𝑑𝑡= �̇�8𝑥𝑖,8 − �̇�9𝑥𝑖,9 − �̇�10𝑥𝑖,10
Donde i= Metano (CH4), etileno (C2H4), etanol (C2H6O) y agua (H2O)
Agua:
𝑑𝑁𝐻2𝑂
𝑑𝑡= 𝑥𝐻2𝑂,8�̇�8 − (𝑥𝐻2𝑂,9�̇�9 + 𝑥𝐻2𝑂,10�̇�10)
Etileno:
𝑑𝑁𝐶2𝐻4
𝑑𝑡= 𝑥𝐶2𝐻4,8�̇�8 − (𝑥𝐶2𝐻4,9�̇�9 + 𝑥𝐶2𝐻4,10�̇�10)
Etanol:
𝑑𝑁𝐶2𝐻6𝑂
𝑑𝑡= 𝑥𝐶2𝐻6𝑂,8�̇�8 − (𝑥𝐶2𝐻6𝑂,9�̇�9 + 𝑥𝐶2𝐻6𝑂,10�̇�10
Metano:
15
𝑑𝑁CH4
𝑑𝑡= 𝑥CH4,8�̇�8 − (𝑥CH4,9�̇�9 + 𝑥CH4,10�̇�10)
Balance de energía:
𝑑𝐸
𝑑𝑡= �̇�8�̂�8 − �̇�9�̂�9 − �̇�10�̂�10
Separador: Flash V-102
Balance de materia:
𝑑𝑀
𝑑𝑡= �̇�11 − �̇�12 − �̇�22
Balance por componente:
𝑑𝑁𝑖
𝑑𝑡= �̇�11𝑥𝑖,11 − �̇�12𝑥𝑖,12 − �̇�22𝑥𝑖,22
Donde i= etileno (C2H4), etanol (C2H6O) y agua (H2O)
Balance de energía:
𝑑𝐸
𝑑𝑡= �̇�11�̂�11 − �̇�12�̂�12 − �̇�22�̂�22
Separador: Flash V-104
Balance de materia:
𝑑𝑀
𝑑𝑡= �̇�26 − �̇�27 − �̇�28
Balance por componente:
𝑑𝑁𝑖
𝑑𝑡= �̇�26𝑥𝑖,26 − �̇�27𝑥𝑖,27 − �̇�28𝑥𝑖,28
Donde i= etileno (C2H4), etanol (C2H6O) y agua (H2O)
Balance de energía:
𝑑𝐸
𝑑𝑡= �̇�26�̂�26 − �̇�27�̂�27 − �̇�28�̂�28
2.4. Compresores
2.4.1 Problema de modelamiento
Definición del problema: Se quiere encontrar los requerimientos energéticos para estos equipos, es decir el trabajo asociado a los incrementos o disminuciones de la presión y la temperatura de las corrientes.
16
Derivación conceptual: Transferencia de energía mecánica, pérdidas por fricción, cambios de
temperatura debido a la presión, trabajo eléctrico requerido, cambios en energía interna
(cinética y potencial). El proceso físico-químico más relevante es el trabajo y la caída de
presión, ya que es lo que propicia la conversión de energía eléctrica en mecánica, además lo
que garantiza que el impulso se transfiera adecuadamente a la sustancia. Se consideran los
más relevantes, ya que la longitud que atraviesa el fluido en el compresor es muy pequeño,
razón por la cual la energía traslacional es mínima ya que el tiempo en que actúa dicha fuerza
en el fluido es pequeño, entonces la velocidad que adquiera el fluido no será significativa y
así, el impulso mediante energía cinética será despreciable. Por otro lado, el impulso generado
mediante energía potencial, depende únicamente de la posición o configuración del sistema,
por lo que en nuestro caso, considerando que no hay una diferencia de altura significativa
entre el compresor y el equipo al cual se envía el fluido, se puede despreciar dicho impulso.
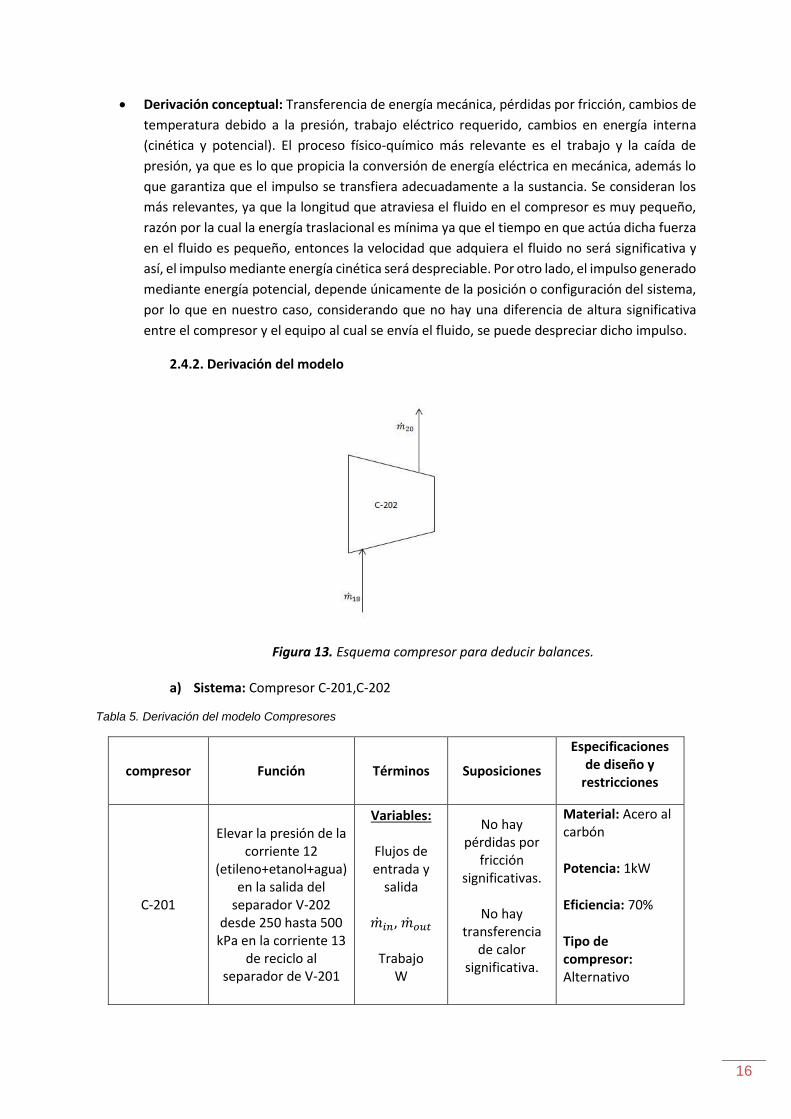
2.4.2. Derivación del modelo
Figura 13. Esquema compresor para deducir balances.
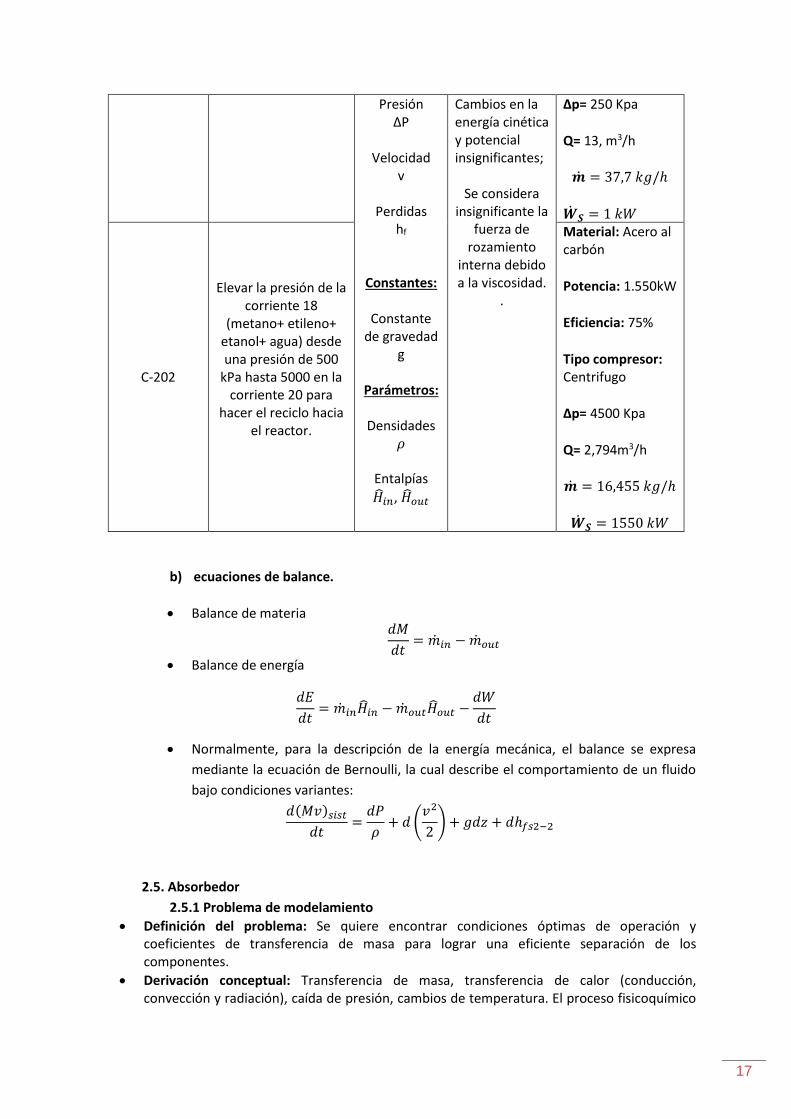
a) Sistema: Compresor C-201,C-202
Tabla 5. Derivación del modelo Compresores
compresor Función Términos Suposiciones
Especificaciones de diseño y
restricciones
C-201
Elevar la presión de la corriente 12
(etileno+etanol+agua) en la salida del
separador V-202 desde 250 hasta 500
kPa en la corriente 13 de reciclo al
separador de V-201
Variables:
Flujos de entrada y
salida
�̇�𝑖𝑛, �̇�𝑜𝑢𝑡
Trabajo W
No hay pérdidas por
fricción significativas.
No hay
transferencia de calor
significativa.
Material: Acero al carbón
Potencia: 1kW
Eficiencia: 70%
Tipo de compresor: Alternativo
17
Presión ∆P
Velocidad
v
Perdidas hf
Constantes:
Constante
de gravedad g
Parámetros:
Densidades 𝜌
Entalpías
�̂�𝑖𝑛, �̂�𝑜𝑢𝑡
Cambios en la energía cinética y potencial insignificantes;
Se considera insignificante la
fuerza de rozamiento
interna debido a la viscosidad.
.
∆p= 250 Kpa
Q= 13, m3/h
�̇� = 37,7 𝑘𝑔/ℎ
�̇�𝑺 = 1 𝑘𝑊
C-202
Elevar la presión de la corriente 18
(metano+ etileno+ etanol+ agua) desde una presión de 500
kPa hasta 5000 en la corriente 20 para
hacer el reciclo hacia el reactor.
Material: Acero al carbón
Potencia: 1.550kW
Eficiencia: 75%
Tipo compresor: Centrifugo
∆p= 4500 Kpa
Q= 2,794m3/h
�̇� = 16,455 𝑘𝑔/ℎ
�̇�𝑺 = 1550 𝑘𝑊
b) ecuaciones de balance.
Balance de materia 𝑑𝑀
𝑑𝑡= �̇�𝑖𝑛 − �̇�𝑜𝑢𝑡
Balance de energía
𝑑𝐸
𝑑𝑡= �̇�𝑖𝑛�̂�𝑖𝑛 − �̇�𝑜𝑢𝑡�̂�𝑜𝑢𝑡 −
𝑑𝑊
𝑑𝑡
Normalmente, para la descripción de la energía mecánica, el balance se expresa
mediante la ecuación de Bernoulli, la cual describe el comportamiento de un fluido
bajo condiciones variantes:
𝑑(𝑀𝑣)𝑠𝑖𝑠𝑡
𝑑𝑡=
𝑑𝑃
𝜌+ 𝑑 (
𝑣2
2) + 𝑔𝑑𝑧 + 𝑑ℎ𝑓𝑠2−2
2.5. Absorbedor
2.5.1 Problema de modelamiento
Definición del problema: Se quiere encontrar condiciones óptimas de operación y coeficientes de transferencia de masa para lograr una eficiente separación de los componentes.
Derivación conceptual: Transferencia de masa, transferencia de calor (conducción, convección y radiación), caída de presión, cambios de temperatura. El proceso fisicoquímico

18
que predomina en este equipo es la transferencia de masa, ya que este representa la transferencia total de masa entre las fases presentes en el equipo. Es importante considerar también los cambios de temperatura y caídas de presión que se presenten, ya que estas condiciones tienen un impacto directo sobre algunas propiedades de las sustancias, como por ejemplo la densidad y la viscosidad, las cuales tienen un papel determinante en el proceso de separación.
2.5.2. Derivación del modelo
Figura 15. Esquema absorbedor para deducir balances.
a) Sistema: Torre de absorción.
Tabla 6. Derivación modelo torre de absorción.
Torre de absorción.
Función Términos Suposiciones
Especificaciones de diseño y restricciones
T-201 Recupera pequeñas
cantidades de etanol del agua del proceso.
Variables:
Flujos de entrada y
salida �̇�𝑥 ,
Fracciones de
los Componentes
en las corrientes.
𝑥𝑖,𝑥
Relaciones de separación
Flujos constantes.
No hay
reacción química.
No hay
pérdidas al ambiente.
Material: acero al carbón
Etapas: 20 Eficiencia: 50%
Diámetro: 1.24 m Altura: 9.14 m
Presión máxima: 550 kPa
Número de etapas: 10
Número de etapas actuales: 20
Espaciamiento entre platos:
0,457m
Tan-tan altura: 9,14m

19
Eficiencia de separación
Constantes:
Diámetro D
Longitud equivalente
Leq
Parámetros:
Entalpias
�̂�𝑥
Factor de fricción
𝑓𝑣
Densidad 𝜌𝑔
b) ecuaciones de balance.
Balance de materia
𝑑𝑀
𝑑𝑡= �̇�𝑖𝑛 − �̇�𝑜𝑢𝑡 = �̇�14 + �̇�15 − �̇�16 − �̇�17
Balance de energía
𝑑𝐸𝑡𝑜𝑡𝑎𝑙
𝑑𝑡= 𝑀𝐶𝑝
𝑑𝑇
𝑑𝑡= �̂�14�̇�14 + �̂�15�̇�15 − �̂�16�̇�16 − �̂�17�̇�17
Balance de materia por componente
𝑀𝑑𝑥𝑖
𝑑𝑡= 𝑥𝑖,14�̇�14 + 𝑥𝑖,15�̇�15 − 𝑥𝑖,16�̇�16 − 𝑥𝑖,17�̇�17
Ecuaciones adicionales
Caída de presión (pérdidas por fricción)
−∆𝑃𝑓 =2𝜌𝑔𝑓𝑣
2𝐿𝑒𝑞
𝐷

20
2.6. Torre de destilación
2.6.1 Problema de modelamiento
Definición del problema: Definir condiciones óptimas de operación de la torre y los
coeficientes de transferencia de masa para garantizar una buena separación de los
componentes de la mezcla.
Derivación conceptual: Transferencia de masa, transferencia de calor (Conducción,
Convección y Radiación), caída de presión, cambios de temperatura. La operación
predominante es la transferencia de masa dada por el coeficiente de reparto (k), entre las
fases líquido y vapor de la mezcla, debido a que permite determinar el grado de separación
de los componentes que es posible alcanzar en el sistema dado por el equilibrio del mismo.
Los cambios de temperatura y caídas de presión que se presenten, tienen un impacto directo
sobre algunas propiedades de las sustancias, como por ejemplo la densidad y la viscosidad, las
cuales tienen un papel determinante en el proceso de separación.
2.6.2. Derivación del modelo
Figura 16. Esquema T-202 para deducir balances.
a) Sistemas y subsistemas: El sistema es la torre de destilación para el etanol, y el subsistema es
el relujo de la torre, compuesto por el condensador y el rehervidor con sus sistemas de
impulso.
Tabla 7. Derivación modelo torre de destilación
Torre de destilación.
Función Términos Suposiciones
Especificaciones de diseño y restricciones
T-202
Este equipo se encarga de la
separación de etanol y del agua
principalmente, la corriente que sale por
Variables:
Flujos de entrada y
salida
Caídas de presión
despreciables.
Flujos constantes.
Material: acero al carbón Platos perforados: 103 (más el condensador

21
los fondos es rica en agua y la corriente
que sale por la parte superior esta
enriquecida en etanol
�̇�𝑥, �̇�𝑥
Fracciones de los
Componentes en las
corrientes.
𝑥𝑖,𝑥,
i = componentes
etanol, etileno y
agua
Relaciones de separación
𝑘𝑒𝑡𝑎𝑛𝑜𝑙, 𝑘𝑒𝑡𝑖𝑙𝑒𝑛𝑜,
𝑘𝑎𝑔𝑢𝑎
Eficiencia de separación
flujo molar
del destilado D’
flujo molar de alimento
F Flujo
volumétrico Q
Constantes:
Diámetro (D)
Longitud
equivalente Leq
Constante π
Parámetros:
Entalpias
Sin reacción química.
Pérdidas de
calor al ambiente
despreciables
Tiempo suficiente para
alcanzar el equilibrio
liquido-vapor.
parcial y el rehervidor). Eficiencia de bandejas: 33% Platos de alimentación: 54 y 99 Razón de reflujo: 12,22 Espaciamiento: Bandejas 0,6096 m y vertederos 0,091 m Altura: 63,1 m Diámetro: 2,44 m Tan-tan altura: 63,1m Presión máxima: 350 kPa

22
�̂�𝑥,
Factor de fricción
𝑓𝑣
Densidad 𝜌𝑔
b) Ecuaciones y balances:
Balance de masa:
𝑑𝑀
𝑑𝑡= �̇�21 + �̇�23 − �̇�24 − �̇�25
Balance de energía:
𝑑𝐸
𝑑𝑡= �̇�21�̂�21 + �̇�23�̂�23 − �̇�24�̂�24 − �̇�25�̂�25
Balance por componentes:
𝑑𝑁𝑒𝑡𝑎𝑛𝑜𝑙
𝑑𝑡= �̇�21𝑥𝑒𝑡𝑎𝑛𝑜𝑙,21 + �̇�23𝑥𝑒𝑡𝑎𝑛𝑜𝑙,23 − �̇�24𝑥𝑒𝑡𝑎𝑛𝑜𝑙,24 − �̇�25𝑥𝑒𝑡𝑎𝑛𝑜𝑙,25
𝑑𝑁𝑒𝑡𝑖𝑙𝑒𝑛𝑜
𝑑𝑡= �̇�21𝑥𝑒𝑡𝑖𝑙𝑒𝑛𝑜,21 + �̇�23𝑥𝑒𝑡𝑖𝑙𝑒𝑛𝑜,23 − �̇�24𝑥𝑒𝑡𝑖𝑙𝑒𝑛𝑜,24 − �̇�25𝑥𝑒𝑡𝑖𝑙𝑒𝑛𝑜,25
𝑑𝑁𝑎𝑔𝑢𝑎
𝑑𝑡= �̇�21𝑥𝑎𝑔𝑢𝑎,21 + �̇�23𝑥𝑎𝑔𝑢𝑎,23 − �̇�24𝑥𝑎𝑔𝑢𝑎,24 − �̇�25𝑥𝑎𝑔𝑢𝑎,25
a) Ecuaciones adicionales:
Relación de equilibrio de fases:
𝑘𝑒𝑡𝑎𝑛𝑜𝑙 =𝑦𝑒𝑡𝑎𝑛𝑜𝑙
𝑥𝑒𝑡𝑎𝑛𝑜𝑙
Volatilidad relativa:
∝𝑒,𝑎=𝑘𝑒𝑡𝑎𝑛𝑜𝑙
𝑘𝑎𝑔𝑢𝑎
Relación de reflujo:
𝑅 =𝐷′
𝐹
Donde D’ es el flujo molar del destilado y F el flujo molar de alimento.
Velocidad de gas
𝑣𝑔𝑎𝑠 =4𝑄
𝜋𝐷2
Criterio de separación de fases

23
𝑣𝑔𝑎𝑠 ≤ 0,11√𝜌𝑙
𝜌𝑔− 1
Caída de presión (pérdidas por fricción)
−∆𝑃𝑓 =2𝜌𝑔𝑓𝑣
2𝐿𝑒𝑞
𝐷