caso de estudio
DESCRIPTION
realizada en una piladora de arrozTRANSCRIPT
CASO DE ESTUDIO:
MEJORAMIENTO DEL PROCESO DE TRILLA DE ARROZ EN LA MOLINERA BOLUGA LTDA
1. DESCRIPCIÓN DE LA PROBLEMÁTICA
Para este caso de estudio hemos obtenido información acerca del proceso de Trilla de Arroz en la molinera Boluga LTDA, y cabe precisar que cuenta en su mayoría con procesos automatizados que responden de una forma adecuada a los intereses de la empresa, ya sea desde el ingreso de la materia prima hasta la elaboración del producto final, que en este caso son paquetes de arroz de distintos pesos y de diversas presentaciones propios de la empresa en estudio, además de ser procesado tratando de contar con los mejores estándares de calidad.
Como se menciona todo ello ocurre en cada uno de los procesos que implementa la molinera, ahora bien el grupo “Los Informáticos” observó un pequeño desajuste en cuanto a unas “salidas”, por así decirlo, que presenta esta compañía; es por ello que vamos a enfocarnos en sólo dos procesos de esta compañía y tratar de atenuar su problema.
Como se mencionará más adelante, durante el proceso total de la trilla de arroz va a existir, y es inevitable, residuos que son trasladados hacia otra parte del proceso principal (después del proceso de descascarado) y que son recogidos por un trabajador de manera manual en unos sacos de polietileno, además de esto se observa que algunos de los trabajadores correspondientes de esta área no usan mascarillas especiales para evitar que estos residuos ingresen a su organismo, aumentando el riesgo de contraer enfermedades.
Por otra parte el grupo ha evidenciado una desventaja luego del proceso de empaquetado, ya que las presentaciones que arroja este proceso deben de ser agrupadas en bolsas de 20 unidades aproximadamente; este procedimiento también se hace de manera manual, una parte de este sector agrupan los paquetes que llegan de la maquina automatizada y luego los transportan a sus respectivos almacenes para ser posteriormente distribuidos entre todos sus clientes; otros en cambio utilizan una cosedora manual para cerrar los sacos, otro peligro presente ya que si esta máquina no es usada de manera adecuada puede perjudicar al trabajador. Ambos casos pueden generar un retraso considerable de tiempo como de seguridad, si pensamos en las grandes cantidades de producción que presenta la empresa.
El grupo ha considerado estas dos “limitaciones” como parte de estudio del trabajo encomendado y se elaborará el diseño de la solución para atenuar de alguna forma estas desventajas que presenta la empresa.

CUADRO PICTOGRAFICO PROBLEMÁTICA MOLINERA BOLUGA (PROBLEMAS EN PROCESOS DE DESCASCARADO Y EMPAQUETADO)
PROCESO DE DESCASCARADO
SE OBSERVA UNA PROBLEMÁTICA EN
PROCESO DE EMPAQUETADO
RECOJO INADECUADO DE
RESIDUOS
DEMORAS EN LLENADO DE PACKS DE DISTRIBUCION
CUADRO PICTOGRAFICO PROOUESTA DE SOLUCION EN MOLINERA BOLUGA (ATENUAR PROBLEMAS EN PROCESOS DE DESCASCARADO Y EMPAQUETADO)
PROCESO DE RECICLAJE
PROPUESTAS DE SOLUCION
PROCESO DE EMBALAJE Y EMBOLSADO
TRATAMIENTO DE RESIDUOS EN BENEFICIO DEL PROCESO
PRINCIPAL
MEJORAR TIEMPOS DE
DISTRIBUCION INTERNA Y EXTERNA

2. DIAGRAMAS DE BLOQUES: 2.1. PROCESO ACTUAL DE TRILLA DE ARROZ EN LA MOLINERA BOLUGA SAC
Fuente: Elaboración del grupo
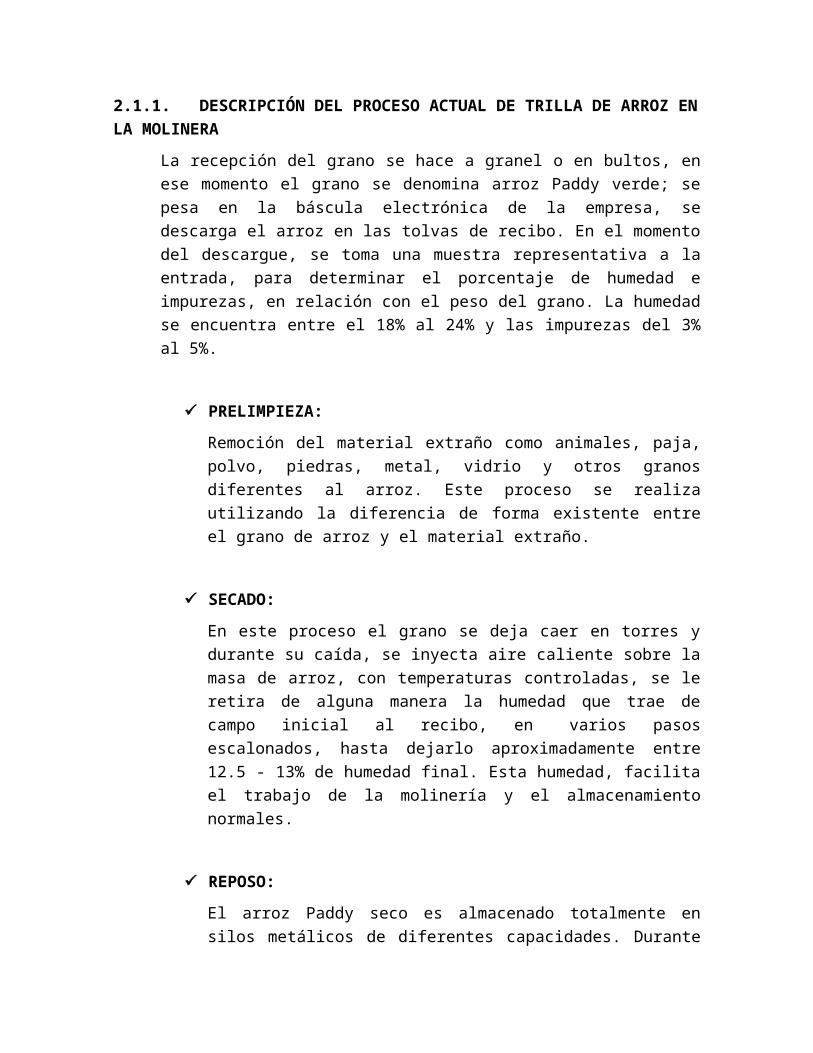
2.1.1. DESCRIPCIÓN DEL PROCESO ACTUAL DE TRILLA DE ARROZ EN LA MOLINERA
La recepción del grano se hace a granel o en bultos, en ese momento el grano se denomina arroz Paddy verde; se pesa en la báscula electrónica de la empresa, se descarga el arroz en las tolvas de recibo. En el momento del descargue, se toma una muestra representativa a la entrada, para determinar el porcentaje de humedad e impurezas, en relación con el peso del grano. La humedad se encuentra entre el 18% al 24% y las impurezas del 3% al 5%.
PRELIMPIEZA:
Remoción del material extraño como animales, paja, polvo, piedras, metal, vidrio y otros granos diferentes al arroz. Este proceso se realiza utilizando la diferencia de forma existente entre el grano de arroz y el material extraño.
SECADO:
En este proceso el grano se deja caer en torres y durante su caída, se inyecta aire caliente sobre la masa de arroz, con temperaturas controladas, se le retira de alguna manera la humedad que trae de campo inicial al recibo, en varios pasos escalonados, hasta dejarlo aproximadamente entre 12.5 - 13% de humedad final. Esta humedad, facilita el trabajo de la molinería y el almacenamiento normales.
REPOSO:
El arroz Paddy seco es almacenado totalmente en silos metálicos de diferentes capacidades. Durante el almacenamiento en dichos silos, se le permite al grano tener un reposo o maduración adecuados para lograr mejores índices industriales en la molinería y en la cocción. Debería ser de un mes, pero ahora manejan 5 días como mínimo.
DESCASCARADO:
Un sistema de rodillos de cauchos encontrados entre sí, giran a diferentes velocidades, lo que permite que se separe la cáscara del grano. En este momento el arroz se denomina arroz integral. La cascarilla se retira y el 90% se comercializa y el 10% restante, se utiliza como combustible.

SEPARACION GRANO MACHO:
El grano macho, es arroz Paddy que al pasar por la etapa de descascarado aún conserva cascarilla; éste grano macho se retorna al descascarado, se mide así: Grano partido entre 4% y 5%. Grano macho 8% los cuales son devueltos al descascarado.
LIMPIEZA:
Se remueve el material extraño como piedras, arroz paddy, grano rojo que no fue eliminado en el proceso de pre limpieza, utilizando el mecanismo de zarandeo.
CLASIFICACIÓN:
El arroz se somete a procesos de fricción, aire o agua en el que se elimina la capa superior y se obtiene el arroz blanco o pulido. El pulidor vertical de piedras, debe ser el más fuerte ya que quita el 80% de la capa del arroz integral, en cambio el pulidor de malla metálica, elimina del 30% al 40%.
EMPAQUETADO:
Dado que el arroz que pasa a la sección de empaquetado, entra calificado y seleccionado, el control de calidad en este proceso tiene que ver fundamentalmente con el peso exacto respecto a cada empaque. Se utilizan Empaquetadoras automatizadas y semiautomáticas. Los parámetros de calidad que se miden en este proceso son principalmente el grado de pulimento y blancura del grano.
En la seleccionadora electrónica, se separan granos dañados y algunos elementos extraños como semillas, cascarilla, piedrillas, etc., con el fin de garantizar la pureza del producto final; en cambio con un sensor infrarrojo se separan los granos de menor blancura.
Frecuentemente se deben realizar los procedimientos de control en todos los procesos de la molinería entre la separación de la cascara, el pulimento y clasificación del grano; garantizando así que el producto llegue con la mejor calidad posible hacia sus clientes finales.

2.2. PROPUESTA DE MEJORA EN EL PROCESO DE TRILLA DE ARROZ EN LA MOLINERA

2.2.1. DESCRIPCION DE PROCESOS DE MEJORA EN LA TRILLA DE ARROZ
RECICLAJE DE RESIDUOSLuego del proceso de descascarado, en donde se separa el grano ideal de lo extraño, se tendrán que procesar estos residuos (por término medio por cada tonelada de arroz se generan 200 kg de corteza) para luego ser utilizado como combustible, ya que tiene un poder calorífico nada despreciable (del orden de 3500 kcal/kg) y después de ello se trasladará al almacén correspondiente para su reutilización dentro de la misma empresa.
EMBALAJE Y EMBOLSADOUna vez culminado el proceso de empaquetado del producto, estas presentaciones pasaran a agruparse en packs de 20 unidades y se sellaran en un proceso totalmente automatizado, luego serán llevadas hacia su almacén y posteriormente hacia los camiones de distribución; esto aumenta la productividad del proceso de embolsado ya que disminuyen los tiempos de espera.
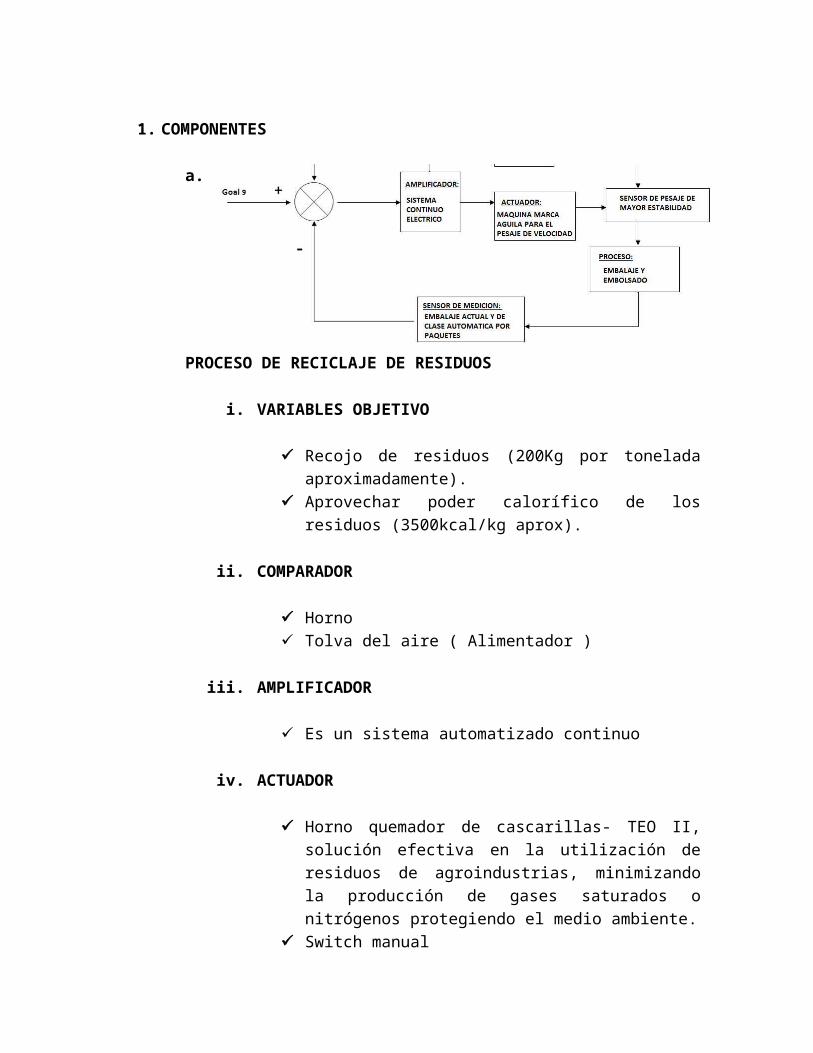
3. COMPONENTES

a. PROCESO DE RECICLAJE DE RESIDUOS
i. VARIABLES OBJETIVO
Recojo de residuos (200Kg por tonelada aproximadamente). Aprovechar poder calorífico de los residuos (3500kcal/kg
aprox).
ii. COMPARADOR
Horno Tolva del aire ( Alimentador )
iii. AMPLIFICADOR
Es un sistema automatizado continuo
iv. ACTUADOR
Horno quemador de cascarillas- TEO II, solución efectiva en la utilización de residuos de agroindustrias, minimizando la producción de gases saturados o nitrógenos protegiendo el medio ambiente.
Switch manual
v. MEDICION
Sensor de temperatura Sensor de capacidad
vi. COMUNICACIÓN
Cableado eléctrico Ducto de transición
b. PROCESO DE EMBALAJE Y EMBOLSADO
i. VARIABLES OBJETIVO
Sortear pack de 20 unidades con sellado incluido y de manera automatizada
ii. COMPARADOR
Alimentador de material que regula automáticamente según diversa proporción de material, de alta velocidad
iii. AMPLIFICADOR
Sistema continuo eléctrico.
iv. ACTUADOR
Maquina Águila Hefei modelo de pesaje de velocidad Alcance XYC-Z5B.
Switch automático.
v. MEDICION
Embalaje actual y clases automáticamente. Procedimiento aplomo y la calibración de suspensión. Sensor de pesaje
vi. COMUNICACIÓN
Cableado eléctrico Red de conexión. El tubo formador. El sistema de sellado vertical/horizontal.
4. BENEFICIO O UTILIDAD DEL SISTEMA
Mejorar los tiempos de respuesta en las salidas del proceso, evitando la aglomeración de paquetes cuando no puedan ser sorteados por un solo trabajador.Disminuir riesgo de tener algún accidente en el proceso de embalaje y embolsado, así como el de evitar algún peligro en la salud de los trabajadores en el proceso de reciclaje.Con la nueva propuesta se tendrán los packs listos para llevarlos al transporte y ser distribuidosMediante la propuesta los residuos serán tratados y enviados a la unidad correspondiente para su reutilización contribuyendo con el proceso principal.
5. CONCLUSIONES Y RECOMENDACIONES
Se puede optimizar un modelo propuesto, aumentar su eficacia y así contribuir con los objetivos de una empresa.La elaboración de diagrama de bloques resulta fundamental al momento de tratar de conocer un proceso y es partir de éste que se plantea una alternativa de mejora, si es posible.La mejora continua implica un arduo estudio y una buena planeación si se quiere conseguir algún objetivo, todo depende del sacrificio que se esté dispuesto a hacer.Recomendaríamos a la empresa hacer una reestructuración de personal y colocar a los trabajadores en funciones que no atenten contra su salud e integridad.