capítulo xii - facultad de...
TRANSCRIPT

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 1
Capítulo XII
Fallas a altas temperaturas
1. Introducción
La fluencia o creep corresponde a una deformación continua y lenta en el
tiempo. Se produce a altas temperaturas. Este fenómeno se da por ejemplo en
turbinas, calderas y, en general, en equipos que funcionan a altas
temperaturas.
Es necesaria la concurrencia de tres factores: temperatura (T), tiempo (t) y
esfuerzo ().
Esto se puede escribir de la forma:
),,( tTf
La alta temperatura es relativa al punto de fusión del material que retrate.
Para metales, la fluencia se presenta para T>0.3-0.4Tm
Para cerámicos, la fluencia se presenta para T>0.4-0.5Tm
en que Tm representa la temperatura de fusión. Así por ejemplo, el plomo,
cuya temperatura de fusión es 327ºC, experimenta fluencia a temperatura
ambiente. El estaño (Tm = 232ºC) también es otro material capaz de
experimentar fluencia a temperatura ambiente.
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 2
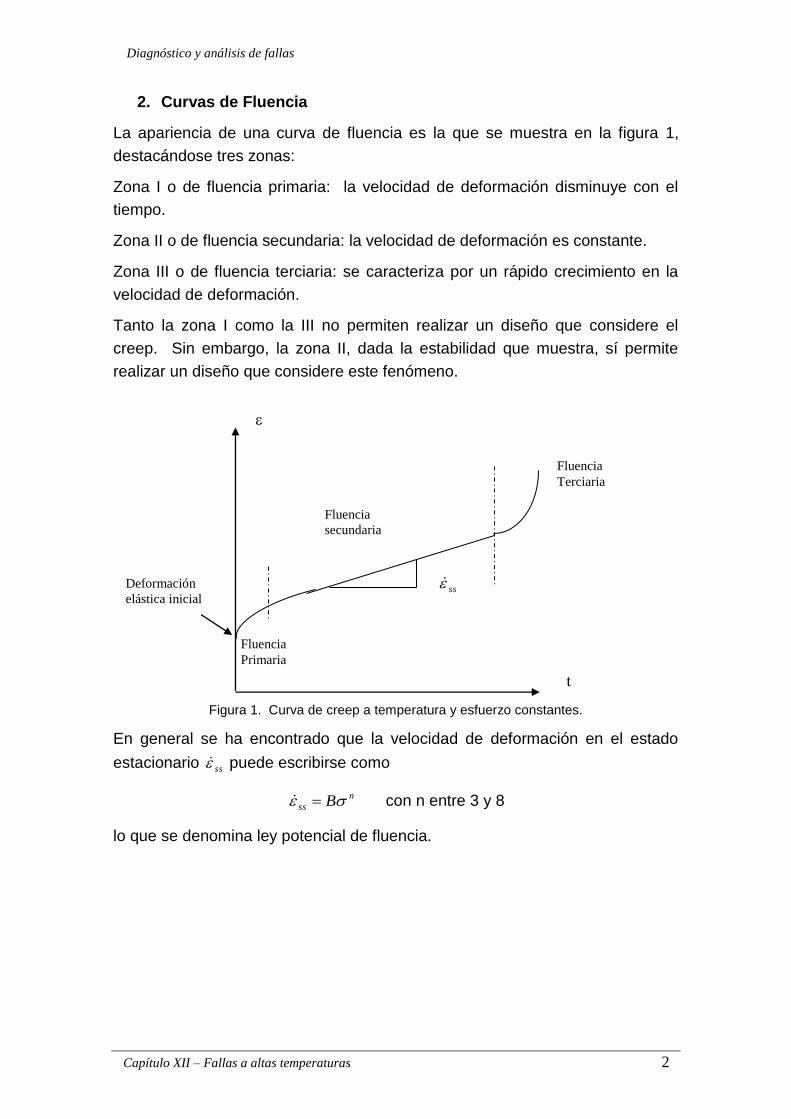
2. Curvas de Fluencia
La apariencia de una curva de fluencia es la que se muestra en la figura 1,
destacándose tres zonas:
Zona I o de fluencia primaria: la velocidad de deformación disminuye con el
tiempo.
Zona II o de fluencia secundaria: la velocidad de deformación es constante.
Zona III o de fluencia terciaria: se caracteriza por un rápido crecimiento en la
velocidad de deformación.
Tanto la zona I como la III no permiten realizar un diseño que considere el
creep. Sin embargo, la zona II, dada la estabilidad que muestra, sí permite
realizar un diseño que considere este fenómeno.
Figura 1. Curva de creep a temperatura y esfuerzo constantes.
En general se ha encontrado que la velocidad de deformación en el estado
estacionario ss puede escribirse como
n
ss B con n entre 3 y 8
lo que se denomina ley potencial de fluencia.
Deformación
elástica inicial
t
ss
Fluencia
secundaria
Fluencia
Terciaria
Fluencia
Primaria
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 3
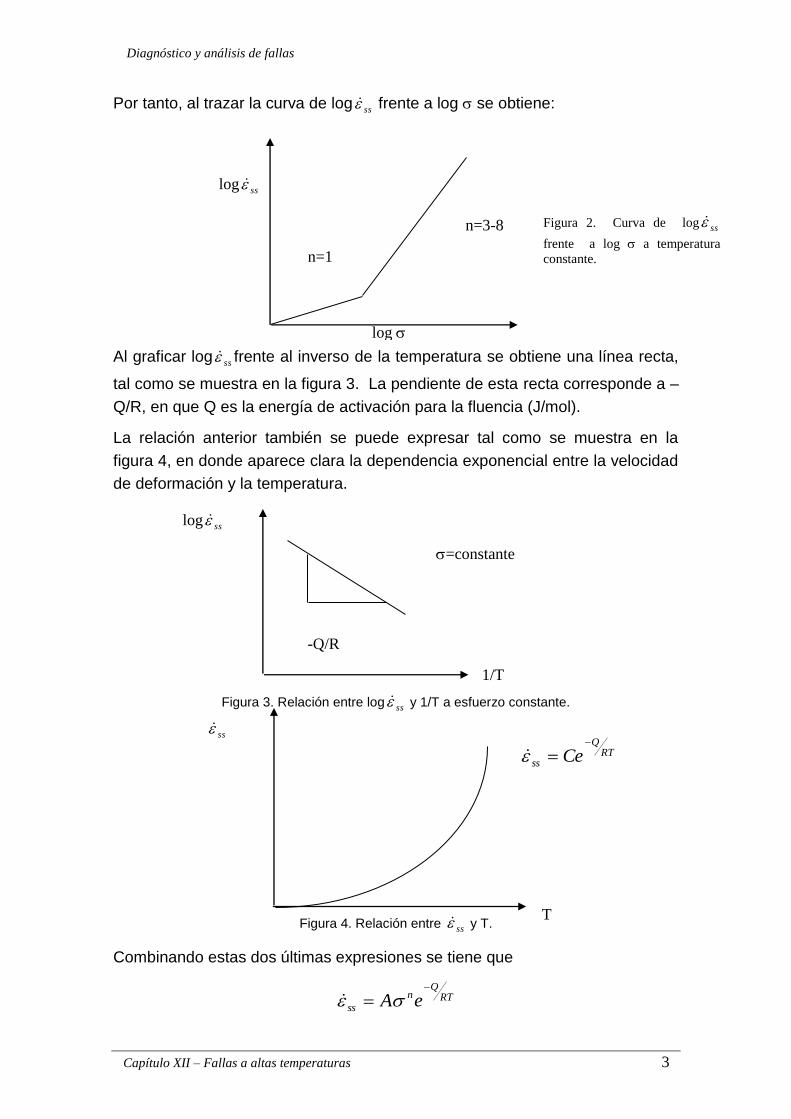
Por tanto, al trazar la curva de log ss frente a log se obtiene:
Al graficar log ss frente al inverso de la temperatura se obtiene una línea recta,
tal como se muestra en la figura 3. La pendiente de esta recta corresponde a –
Q/R, en que Q es la energía de activación para la fluencia (J/mol).
La relación anterior también se puede expresar tal como se muestra en la
figura 4, en donde aparece clara la dependencia exponencial entre la velocidad
de deformación y la temperatura.
Figura 3. Relación entre log ss y 1/T a esfuerzo constante.
Figura 4. Relación entre ss y T.
Combinando estas dos últimas expresiones se tiene que
RTQ
n
ss eA
log ss
log
n=1
n=3-8
1/T
log ss
-Q/R
=constante
T
ss
RTQ
ss Ce
Figura 2. Curva de log ss
frente a log a temperatura
constante.

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 4
Los valores de A, n y Q dependen del material y deben ser determinados
experimentalmente.
3. Daño y Fractura por Creep
Al producirse daño por creep se forman cavidades en la junta de grano. La
parte de la curva que corresponde a la iniciación del daño se muestra en la
figura 5 y marca el inicio de la zona III. Al formarse estas cavidades, el
esfuerzo se incrementa, por lo que las cavidades crecen aún más. Además,
dado que n, la velocidad de deformación crece más rápidamente que el
esfuerzo.
Figura 5. (a) Inicio del daño por creep; (b) Daño en los límites de grano.
Hay una serie de medidas a tener presente cuando los materiales son
susceptibles de experimentar daño por creep:
t
Deformación
elástica inicial
Fluencia
Terciaria
Comienzo del
daño
(a)
(b)
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 5
a) La deformación por creep debe ser aceptable durante la vida útil (cr).
b) La ductilidad a creep cr
f (deformación a rotura) debe ser adecuada para
hacer frente a la deformación aceptable.
c) El tiempo de falla a las condiciones de diseño (T,) debe ser mayor que
la vida útil.
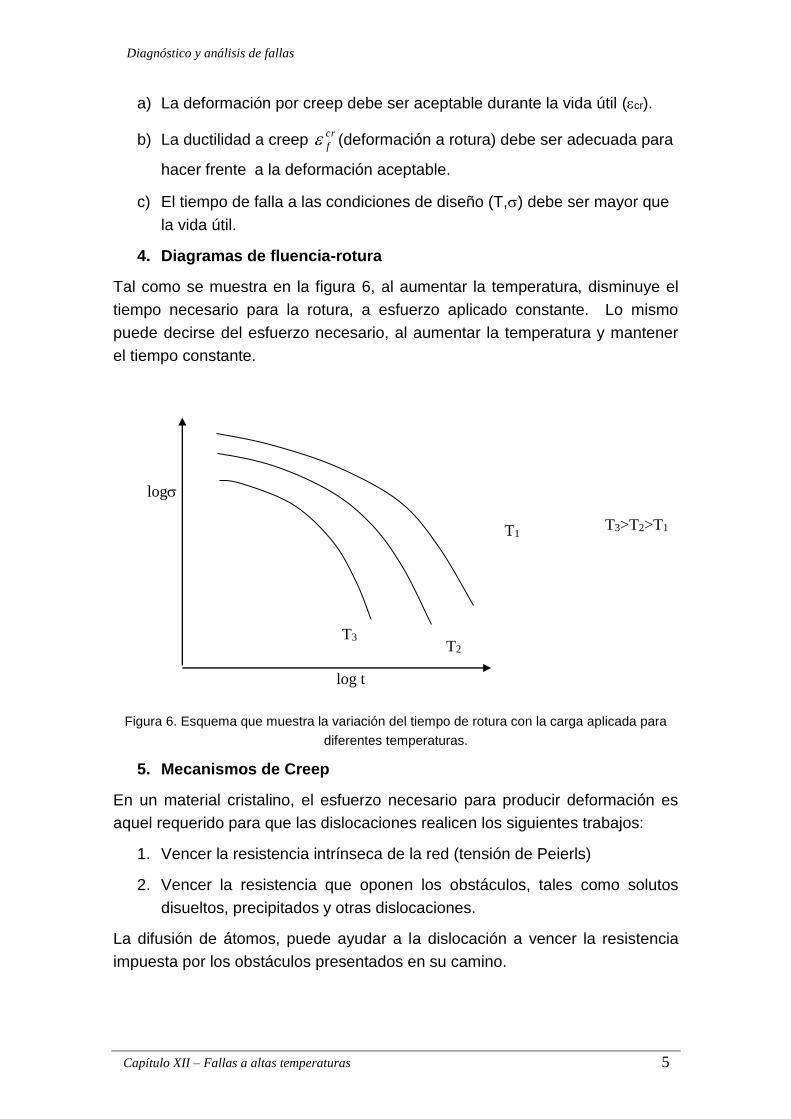
4. Diagramas de fluencia-rotura
Tal como se muestra en la figura 6, al aumentar la temperatura, disminuye el
tiempo necesario para la rotura, a esfuerzo aplicado constante. Lo mismo
puede decirse del esfuerzo necesario, al aumentar la temperatura y mantener
el tiempo constante.
Figura 6. Esquema que muestra la variación del tiempo de rotura con la carga aplicada para
diferentes temperaturas.
5. Mecanismos de Creep
En un material cristalino, el esfuerzo necesario para producir deformación es
aquel requerido para que las dislocaciones realicen los siguientes trabajos:
1. Vencer la resistencia intrínseca de la red (tensión de Peierls)
2. Vencer la resistencia que oponen los obstáculos, tales como solutos
disueltos, precipitados y otras dislocaciones.
La difusión de átomos, puede ayudar a la dislocación a vencer la resistencia
impuesta por los obstáculos presentados en su camino.
T1
T2
T3
log
log t
T3>T2>T1
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 6
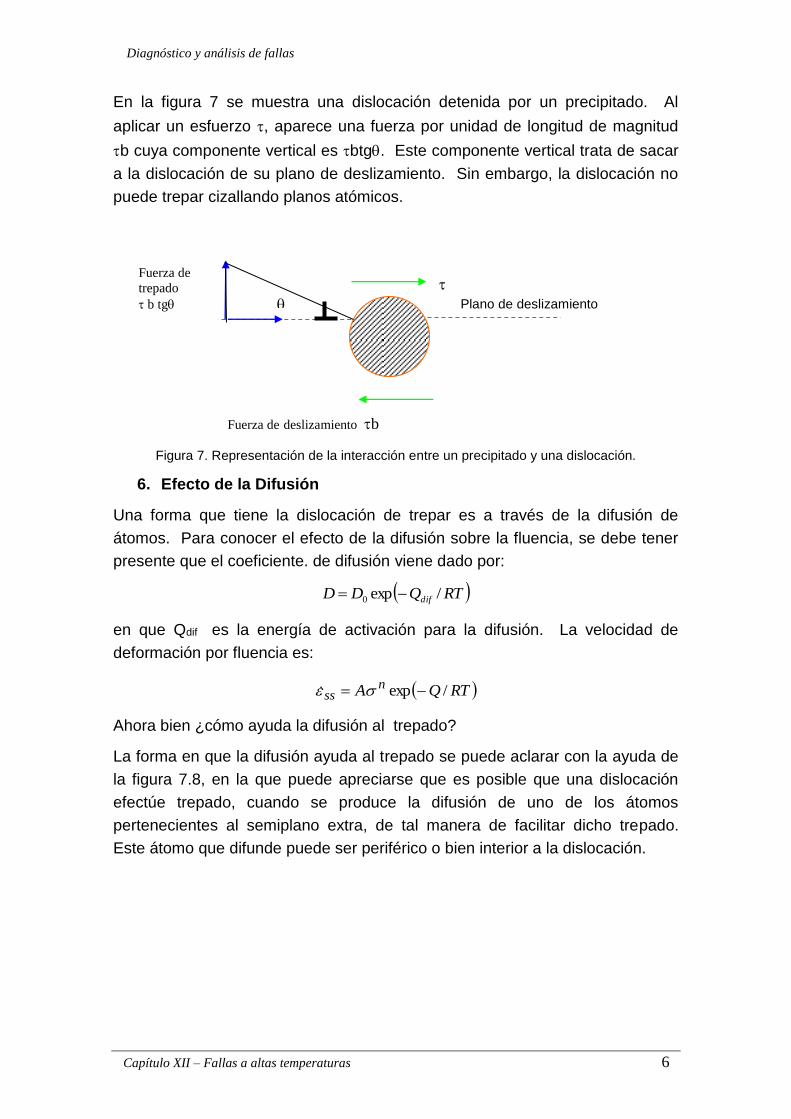
En la figura 7 se muestra una dislocación detenida por un precipitado. Al
aplicar un esfuerzo , aparece una fuerza por unidad de longitud de magnitud
b cuya componente vertical es btg. Este componente vertical trata de sacar
a la dislocación de su plano de deslizamiento. Sin embargo, la dislocación no
puede trepar cizallando planos atómicos.
Figura 7. Representación de la interacción entre un precipitado y una dislocación.
6. Efecto de la Difusión
Una forma que tiene la dislocación de trepar es a través de la difusión de
átomos. Para conocer el efecto de la difusión sobre la fluencia, se debe tener
presente que el coeficiente. de difusión viene dado por:
RTQDD dif /exp0
en que Qdif es la energía de activación para la difusión. La velocidad de
deformación por fluencia es:
RTQA nss /exp
Ahora bien ¿cómo ayuda la difusión al trepado?
La forma en que la difusión ayuda al trepado se puede aclarar con la ayuda de
la figura 7.8, en la que puede apreciarse que es posible que una dislocación
efectúe trepado, cuando se produce la difusión de uno de los átomos
pertenecientes al semiplano extra, de tal manera de facilitar dicho trepado.
Este átomo que difunde puede ser periférico o bien interior a la dislocación.
Fuerza de deslizamiento b
Plano de deslizamiento
Fuerza de
trepado
b tg

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 7
Precipitado Precipitado
T>0,3Tm
Figura 8. Esquema del trepado de dislocaciones por difusión.
La fuerza impulsora es la tensión mecánica aplicada. A bajas temperaturas hay
difusión de átomos periféricos en tanto que a altas temperaturas hay difusión
de átomos centrales.
A altos esfuerzos aplicados, se destraba una mayor cantidad de dislocaciones,
lo que supone una mayor cantidad de dislocaciones que deslizan, lo que a su
vez implica un mayor valor de ss .
7. Secuencia de Trepado-Deslizamiento
Existe la posibilidad de que dos mecanismos operen cooperativamente. Tal es
el caso de trepado y deslizamiento. Cuando las dislocaciones trepan,
comienza a moverse nuevamente de acuerdo con la teoría de deslizamiento
clásica. En la figura 9 se ejemplifica este mecanismo doble de trepado -
deslizamiento.
Figura 9. Efecto del trepado y el deslizamiento en el creep.
8. Fluencia por difusión
A altas temperaturas homólogas es posible que se produzca fluencia debido a
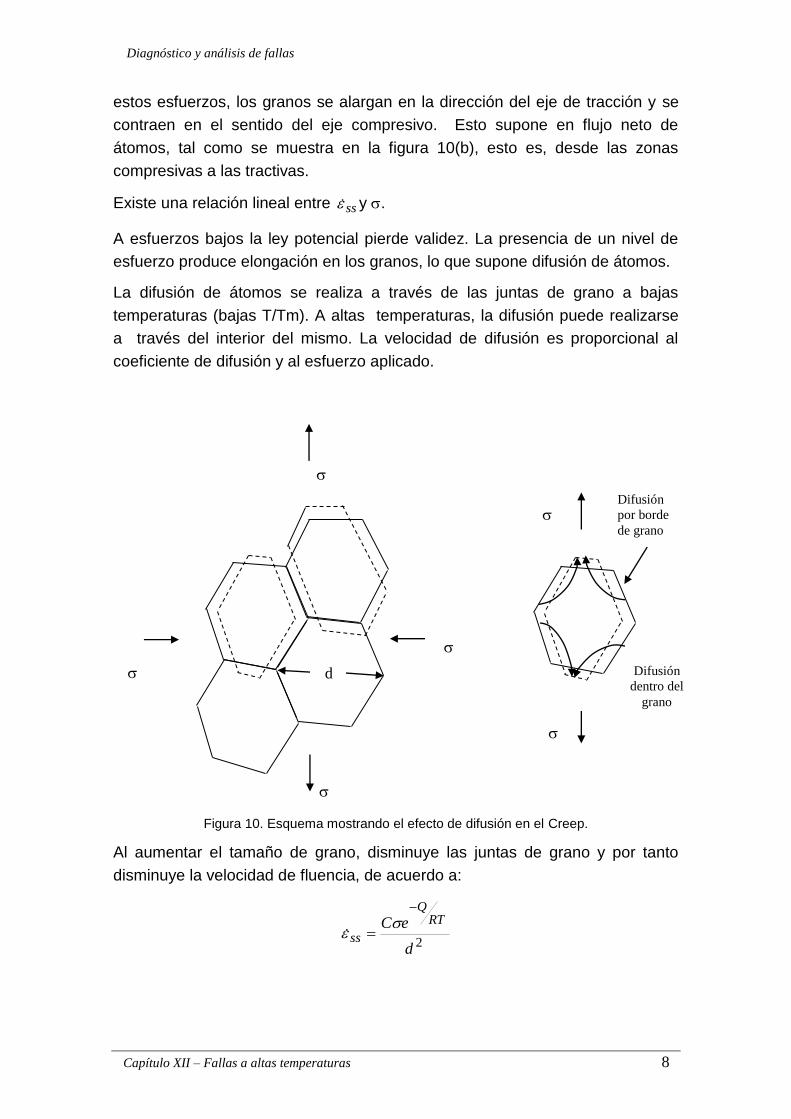
difusión de átomos. En la figura 10 se muestra un policristal sometido a
esfuerzos tractivos (eje vertical) y compresivos (eje horizontal). Producto de
Trepado
Trepado
Deslizamiento
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 8
estos esfuerzos, los granos se alargan en la dirección del eje de tracción y se
contraen en el sentido del eje compresivo. Esto supone en flujo neto de
átomos, tal como se muestra en la figura 10(b), esto es, desde las zonas
compresivas a las tractivas.
Existe una relación lineal entre ss y .
A esfuerzos bajos la ley potencial pierde validez. La presencia de un nivel de
esfuerzo produce elongación en los granos, lo que supone difusión de átomos.
La difusión de átomos se realiza a través de las juntas de grano a bajas
temperaturas (bajas T/Tm). A altas temperaturas, la difusión puede realizarse
a través del interior del mismo. La velocidad de difusión es proporcional al
coeficiente de difusión y al esfuerzo aplicado.
Figura 10. Esquema mostrando el efecto de difusión en el Creep.
Al aumentar el tamaño de grano, disminuye las juntas de grano y por tanto
disminuye la velocidad de fluencia, de acuerdo a:
2d
eC RTQ
ss
d
Difusión
dentro del grano
Difusión
por borde
de grano

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 9
Resumen de los mecanismos de deformación.
A continuación se resumen los mecanismo de deformación que pueden actuar
sobre un metal.
Mecanismo 0. Deslizamiento cristalográfico.
Si la tensión cortante aplicada es mayor que la resistencia ideal del cristal
(G/20), se produce deslizamiento. Este es un caso ideal, debido a la existencia
de las dislocaciones.
<ideal 0
ideal
ideal G/20
Mecanismos 1 y 2. Deslizamiento de dislocaciones
Ocurre a temperaturas en torno a 0.3 Tm, siendo Tm la temperatura de fusión
del material.
1. Controlado por obstáculos
10
1101 1exp
kT
G
en que 10 = tensión crítica reducida.
186
10 1010 s
2. Controlado por la tensión de Peierls: 2
2
20
2202 1exp
kT
G
186
20 1010 s
Mecanismo 3. Movimiento de dislocaciones por trepado.
Ocurre a temperaturas mayores o iguales a 0.3 Tm
La difusión ayuda al trepado (dislocation creep)
m
ef
GkT
GbDA
3
A bajas temperaturas Def = Dc, la difusión se produce por la periferia de las
dislocaciones.
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 10
A altas temperaturas Def = Dv, la difusión se produce por el volumen de las
dislocaciones.
Mecanismo 4. Fluencia por difusión
Si es pequeña, no existe movimiento de dislocaciones, por lo que cobra
importancia la difusión.
en que:
es el volumen atómico
d es el tamaño de grano
es el espesor efectivo de la junta
Dv y Db corresponden a los coeficientes de difusión a través del volumen y de la
junta.
A bajas temperaturas, la difusión tiene lugar a través de las juntas de grano, lo
que se denomina fluencia lenta (o de Coble).
A altas temperaturas, la difusión tiene lugar a través del volumen, también
llamada fluencia lenta o de Peierls-Nabarro.
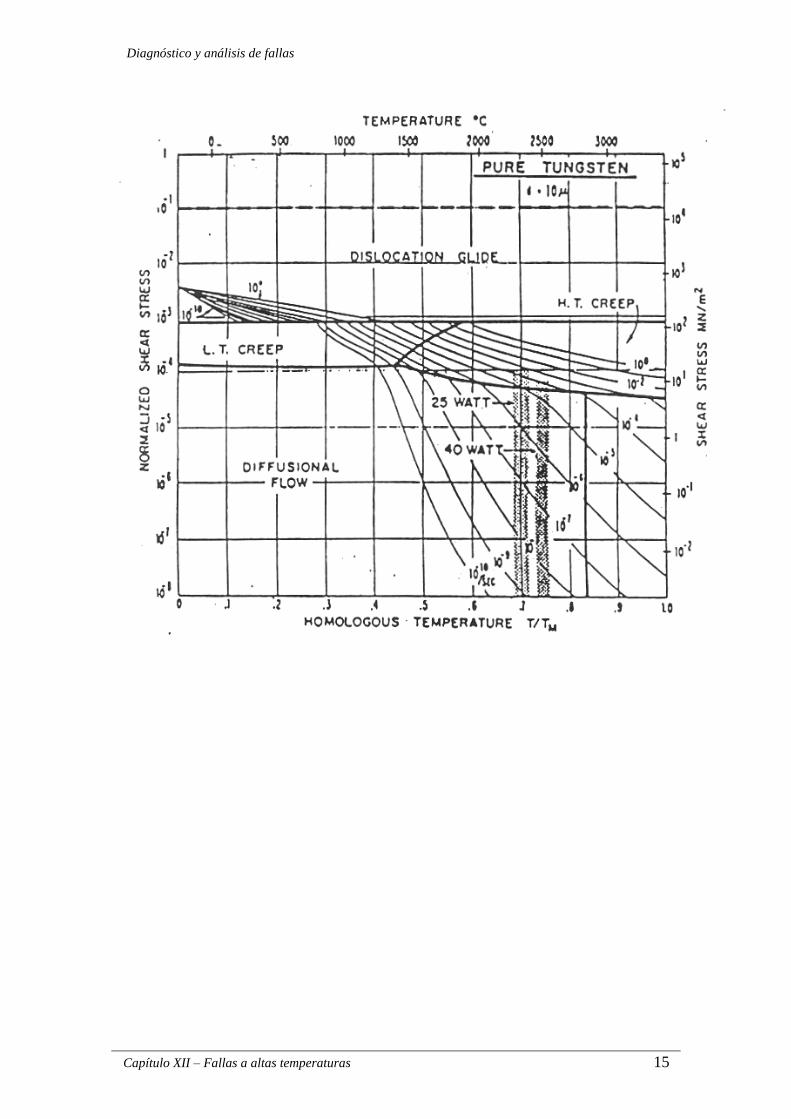
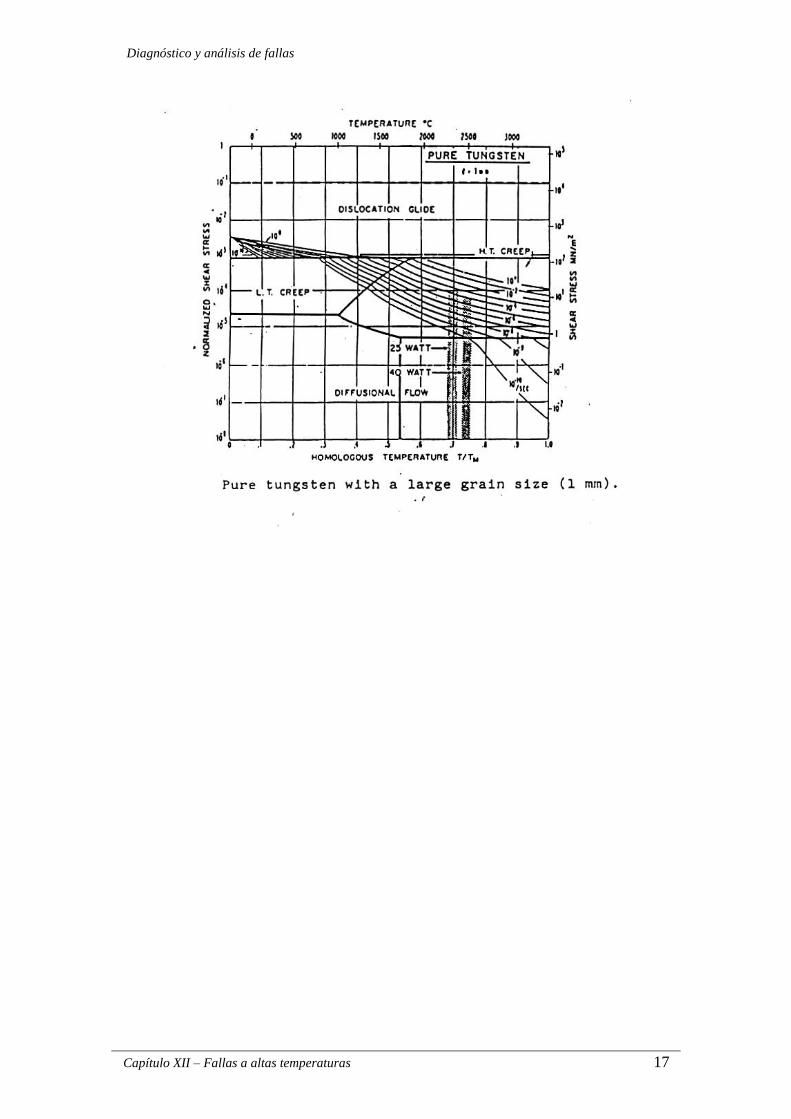
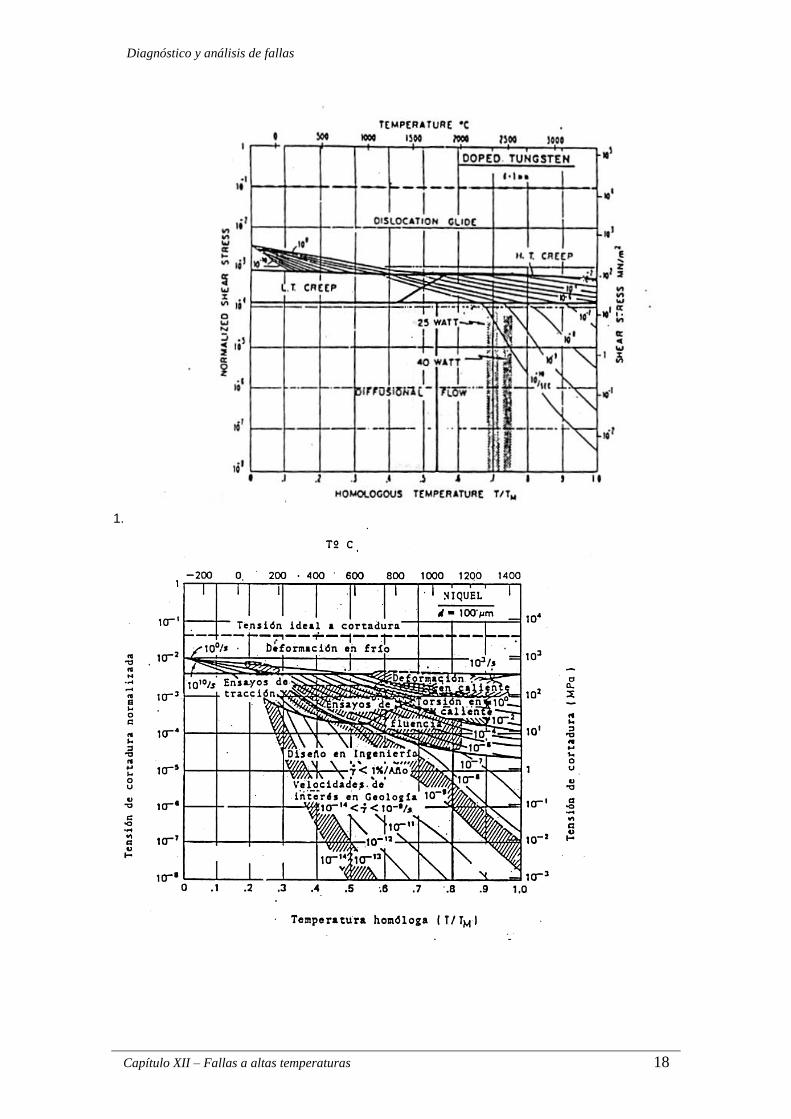
Diagramas de Mecanismos de Deformación
Son diagramas /G frente a T/Tm.
bv D
dD
kTdB
24
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 11
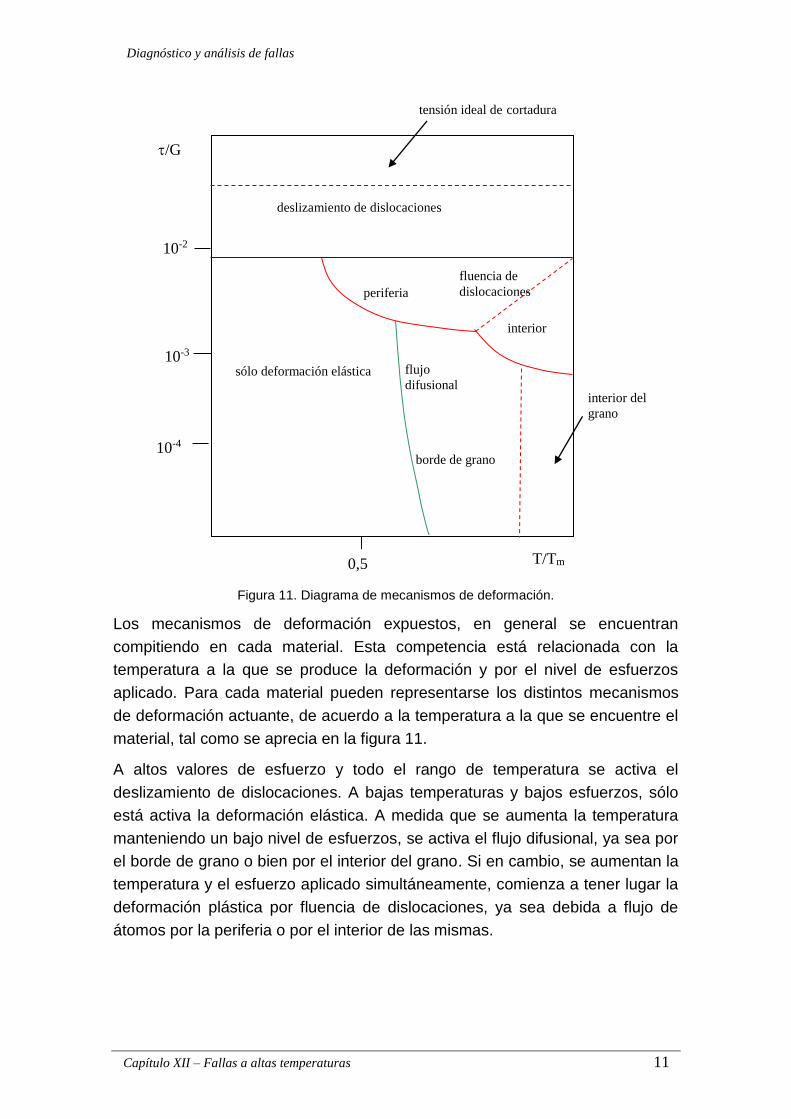
Figura 11. Diagrama de mecanismos de deformación.
Los mecanismos de deformación expuestos, en general se encuentran
compitiendo en cada material. Esta competencia está relacionada con la
temperatura a la que se produce la deformación y por el nivel de esfuerzos
aplicado. Para cada material pueden representarse los distintos mecanismos
de deformación actuante, de acuerdo a la temperatura a la que se encuentre el
material, tal como se aprecia en la figura 11.
A altos valores de esfuerzo y todo el rango de temperatura se activa el
deslizamiento de dislocaciones. A bajas temperaturas y bajos esfuerzos, sólo
está activa la deformación elástica. A medida que se aumenta la temperatura
manteniendo un bajo nivel de esfuerzos, se activa el flujo difusional, ya sea por
el borde de grano o bien por el interior del grano. Si en cambio, se aumentan la
temperatura y el esfuerzo aplicado simultáneamente, comienza a tener lugar la
deformación plástica por fluencia de dislocaciones, ya sea debida a flujo de
átomos por la periferia o por el interior de las mismas.
T/Tm
/G
0,5
10-3
10-2
10-4
sólo deformación elástica
fluencia de
dislocaciones
interior
periferia
flujo
difusional
borde de grano
interior del
grano
tensión ideal de cortadura
deslizamiento de dislocaciones

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 12
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 13

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 14
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 15

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 16
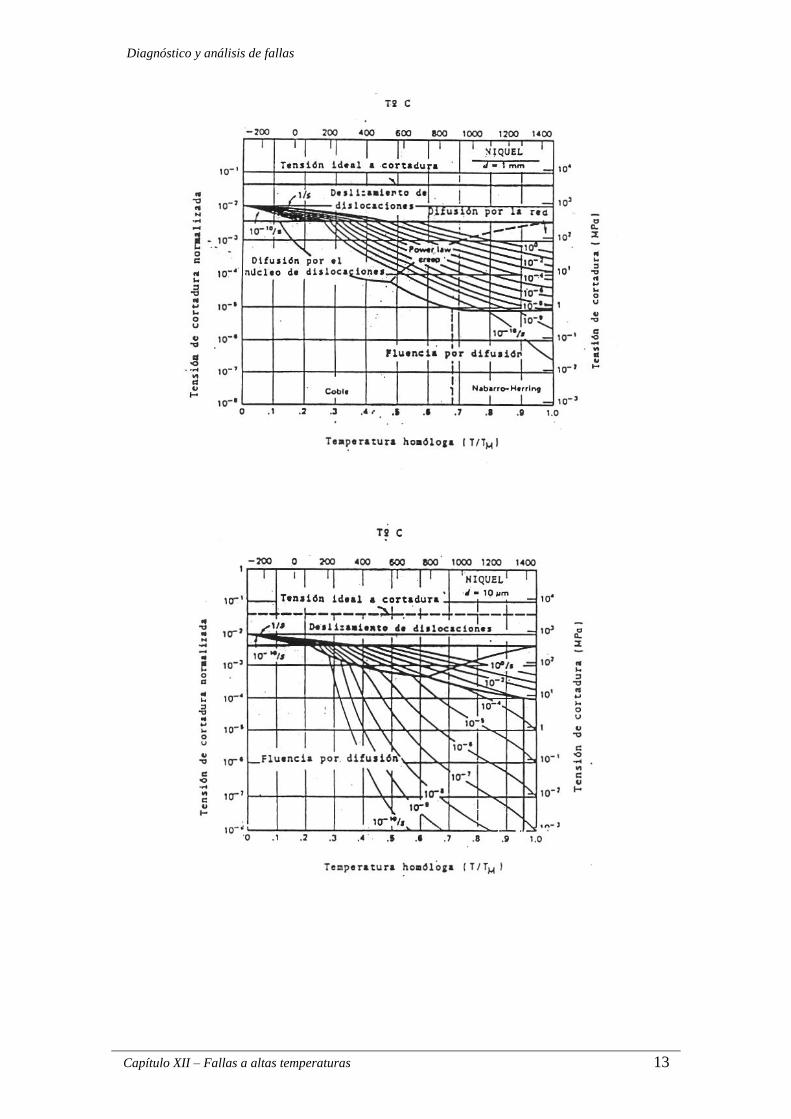
Mapas de deformación de plomo para dos tamaños de grano diferentes.
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 17
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 18
1.
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 19
Fatiga Térmica.
La fatiga térmica es debida a ciclos térmicos de calentamiento y enfriamiento
sucesivos que producen una expansión y contracción alternadas en una
determinada pieza. Cuando el metal se contrae r enfriamiento, si está
restringido e su movimiento, se producen esfuerzos tractivos. Si los ciclos de
expansión y contracción continúan, se nuclear grietas que nacen y crecen
durante el enfriamiento. En la figura 14 se muestra una válvula que falló por
fatiga térmica.
Los ciclos térmicos pueden ser también debidos a la fricción, como sucede en
los tambores de frenos y en embragues, donde la superficie es calentada y
expandida frecuentemente por fricción, quedando restringido su movimiento por
el metal frío subyacente bajo la superficie.
Oxidación
En muchas aplicaciones, el mayor problema a altas temperaturas es la
oxidación. Esto es particularmente cierto cuando los metales son sometidos a
ciclos térmicos, ya que a capa de óxido que se forma a alta temperatura, se
fractura durante el enfriamiento, se desprende y deja nueva superficie expuesta
a la oxidación.
Los aceros inoxidables ferríticos presentan mayor resistencia a la corrosión que
las aleaciones base níquel. Estos aceros, en especial el tipo 409, son
recomendados para la industria del automóvil en aquellas aplicaciones de ata
temperatura tal como el convertidor analítico bien los sistemas de evacuación
de gases del motor. Bajo condiciones favorables estos aceros forman una capa
superficial adherente de óxido que se expande y contrae con el metal base,
haciendo de este material el idóneo para aquellas aplicaciones en que no se
necesita gran resistencia mecánica a altas temperaturas.

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 20
Figura 12. Tubo de acero inoxidable tipo 321 (ASME SA-213, grado TP321H) perteneciente a
un intercambiador de calor que falló por ruptura por esfuerzo en la pared. Arriba se muestra
una vista general de la fractura, tipo “boca de pescado”. Abajo a la izquierda se muestra una
macroimagen (4,5X) de la zona marcada arriba con las flechas mostrando agrietamiento
transversal

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 21
Figura 13. Fracturas tipo “boca de pez” ocurridas en tubos calentadores de 2 in (arriba) y 2.5 in
(abajo) de diámetro interno. En la imagen superior el tubo se dobló lejos de la fractura debido a
la fuerza del vapor de escape. El material corresponde a un acero ASME SA-213 T22 (0,15%C
máx., 1,90 a 2,60 %Cr, 0,87 a 1,13 % Mo). La dureza fue 96-98 HRB. Se encontró un
depósito de 0,012 in de espesor en la zona interna, lo que disminuyó la eficiencia de la
transferencia de calor produciendo un sobrecalentamiento hasta 830-860ºC. En la imagen de
abajo, la apariencia se debe a una fuerza lateral superpuesta al vapor que escapó. El material
es acero ASME SA-213, 1,25%Cr-0,5%Mo.

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 22
Figura 14. Grieta por fatiga térmica en una aleación de recubrimiento en una válvula de escape
correspondiente a un motor de automóvil. Hay varias grietas adicionales debidas a fatiga
térmica. El origen del daño se encuentra en la grieta. La eficiencia del motor disminuyó
notablemente al disminuir la compresión cuando los gases calientes se perdían por el orificio
de la grieta.
Figura 15. Falla por corrosión-erosión en dos válvulas de escape hechas de una superaleación
base níquel que operaba entre 760 y 815ºC. El daño por el gas de escape bajo el radio de la
cabeza fue identificado como corrosión por óxido de plomo agravada por bromuros de la
gasolina.

Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 23
Figura 16. Corrosión-erosión a alta temperatura de un álabe de un motor turbopropulsado. La
mayor parte del álabe está dañado por sulfidización o corrosión debida a un alto contenido de
azufre en el combustible. El álabe tiene 34 mm de largo y está hecho de la aleación INCO 713
sin recubrimiento. A veces se aplican recubrimientos de aluminuros de níquel sobre la aleación
con el fin de mejorar la resistencia a la corrosión
Figura 17. Alabe de un motor de aviación turbopropulsado enfriado por aire. El borde es
también refrigerado por aire insuflado entre las dos superficies delgadas de metal. La aleación
es base níquel: INCO 713. El daño en el borde fue causado por un objeto extraño que fue
succionado al interior del motor durante el servicio.
Diagnóstico y análisis de fallas
Capítulo XII – Fallas a altas temperaturas 24
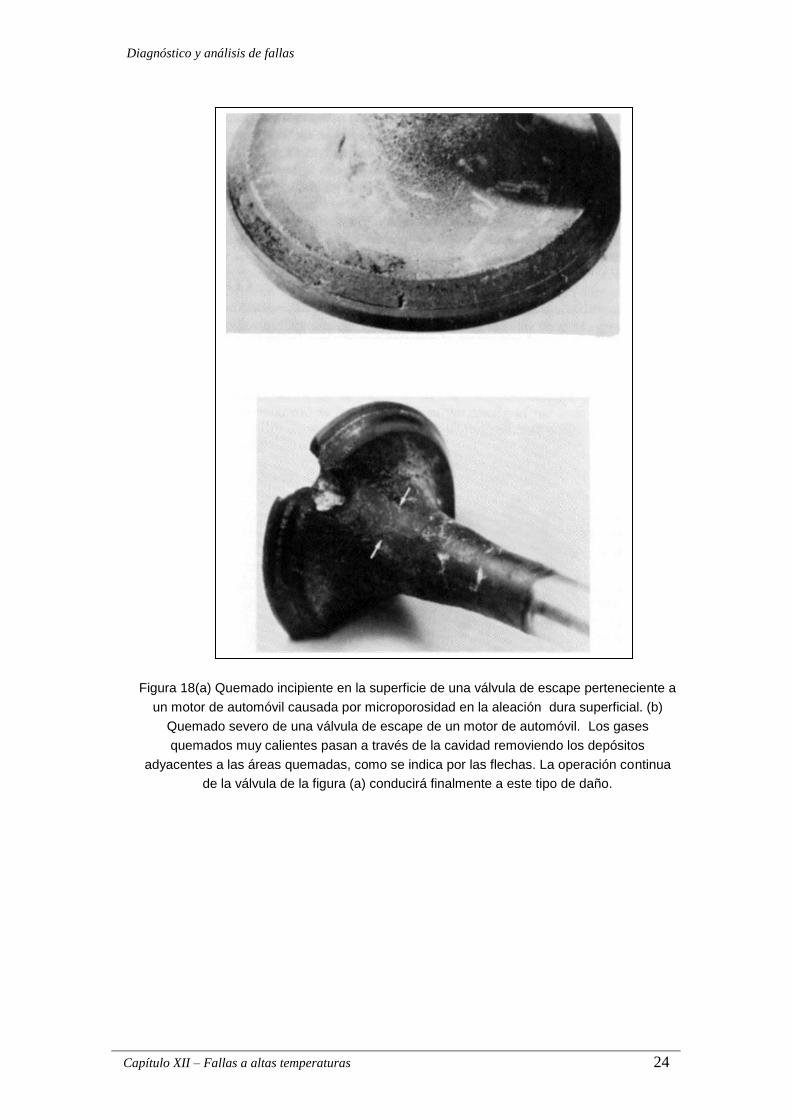
Figura 18(a) Quemado incipiente en la superficie de una válvula de escape perteneciente a
un motor de automóvil causada por microporosidad en la aleación dura superficial. (b)
Quemado severo de una válvula de escape de un motor de automóvil. Los gases
quemados muy calientes pasan a través de la cavidad removiendo los depósitos
adyacentes a las áreas quemadas, como se indica por las flechas. La operación continua
de la válvula de la figura (a) conducirá finalmente a este tipo de daño.