capÍtulo i marco metodolÓgico -...
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y
ADMINISTRATIVAS
“PROPUESTA PARA LA REDUCCIÓN DE DESPERDICIO
EN LA FABRICACIÓN DE LENTES DE CONTACTO RÍGIDOS BAJO EL CICLO DEMING”
T E S I N A
Q U E P A R A O B T E N E R E L T Í T U L O D E :
I N G E N I E R O I N D U S T R I A L
P R E S E N T A N :
A Y E R I M D E N N Y G O N Z Á L E Z S Á N C H E Z
H É C T O R R A Y M U N D O L Ó P E Z G Ó M E Z
J O R G E D O M I N G O R O D R Í G U E Z A G U I L A R
O S V A L D O A B E L V Á Z Q U E Z Q U I R O Z
Q U E P A R A O B T E N E R E L T Í T U L O D E :
I N G E N I E R O E N R O B Ó T I C A I N D U S T R I A L
P R E S E N T A :
R O D R I G O P A R A D A P A L A C I O S
MÉXICO. DF 2010 2009

ÍNDICE
RESUMEN
INTRODUCCIÓN
CAPÍTULO I MARCO METODOLÓGICO
1.1 Planteamiento del problema
1.2 Objetivo general
1.3 Objetivos específicos
1.4 Justificación
1.5 Hipótesis
1.6 Tipos de investigación
1.7 Diseño de la investigación
1.8 Técnicas de investigación
CAPÍTULO II MARCO TEÓRICO
2.1 Concepto de Calidad
2.2 Evolución de la Calidad
2.3 Calidad Total
2.4 Desperdicio
2.4.1 Los siete desperdicios
2.4.1.1 Sobre-producción
2.4.1.2 Inventario
2.4.1.3 Tiempos de espera
2.4.1.4 Transporte
2.4.1.5 Retrabajo y scrap
2.4.1.6 Sobre-procesamiento
2.4.1.7 Exceso de movimientos
2.5 Proceso
2.5.1 Diagrama de proceso
2.5.1.1 Tipos de diagramas de proceso
2.5.2 Diagrama de flujo
2.5.3 Mapa de cadena de valor (Value Stream Map - VSM)
2.5.4 Mapeo de procesos
2.5.4.1 Beneficios del mapeo de procesos
2.5.4.2 Pasos para el mapeo de procesos
00
i
ii
gf
1
1
1
2
2
2
3
6
7
8
9
9
10
10
10
11
11
11
11
12
12
12
13
13
14
15
15
15

2.6 Ciclo Deming
2.6.1 Plan (Planificar)
2.6.2 Do (Hacer)
2.6.3 Check (Verificar)
2.6.4 Act (Actuar)
2.7 Las 7 enfermedades mortales
2.8 Los 14 puntos de Deming
2.9 Control estadístico del proceso (CEP)
2.10 Las 7 Herramientas básicas
2.10.1 Hoja de registro
2.10.2 Diagrama causa-efecto
2.10.3 Histograma
2.10.4 Estratificación
2.10.5 Gráficos de control
2.10.6 Diagramas de dispersión
2.10.7 Diagramas de Pareto
2.11 Análisis de riesgo
2.11.1 Matriz de riesgos
2.11.2 Elementos de una matriz de riesgos
2.12 Automatización
2.12.1 La robótica y la automatización
2.12.2 Tipos de automatización
CAPÍTULO III INFORMACIÓN GENERAL DE LA EMPRESA
3.1 Antecedentes de la empresa
3.2 Misión y visión
3.3 Ubicación de la empresa
3.4 Distribución de la empresa
3.5 Maquinaria y equipo
3.6 Estructura organizacional
3.7 Plantilla de personal
3.8 Línea de productos
3.9 Proveedores
3.10 Clientes
16
16
16
17
17
18
19
20
21
22
23
25
27
28
30
31
32
34
34
36
37
38
40
40
40
41
43
43
45
46
47
47

CAPÍTULO IV DIAGNÓSTICO DE LA EMPRESA
4.1 Situación actual de la empresa
4.2 SIPOC
4.3 Voz del cliente
4.4 Metodología para la recopilación y análisis de datos
4.5 Recopilación y análisis de datos
4.6 Aplicación de cuestionarios
4.6.1 Diseño de cuestionario
4.6.2 Determinación de la muestra
4.6.3 Análisis de la información recopilada con los cuestionarios
4.7 Análisis basado en el enfoque a procesos
4.7.1 Modelado
4.7.2 Cadena de Valor o VSM
4.7.3 Identificación y análisis de congruencia del proceso
4.7.4 Análisis del proceso y del control interno
4.7.4.1 Control interno
4.7.4.2 Diagrama de interrelación de procesos
4.7.4.3 Diagrama de flujo de entradas y salidas
4.7.4.4 Matriz PEPSU
4.7.4.5 Mapeo a primer nivel
4.7.4.6 Mapeo a segundo nivel
4.7.4.7 Mapeo a tercer nivel
4.8 Análisis de riesgos
4.8.1Criterios
4.9 Resultado del diagnóstico
4.9.1 Resumen de la problemática detectada
CAPÍTULO V CICLO DE DEMING
5.1 Conclusión de diagnóstico
5.2 Propuestas de mejora basadas en el ciclo de mejora continua de Deming
5.3 VSM – Pasos para realizar la propuesta de reducción de desperdicio.
5.4 Plan de implantación de la propuesta
5.5 Capacitación
5.6 Implementación de las 5’s
5.6.1 Evaluación actual de la empresa
5.6.2 Aplicación de las 5’s
49
51
51
53
53
75
76
77
80
100
101
105
116
118
118
120
121
126
128
129
132
142
142
145
146
147
148
149
150
150
153
154
154

5.6.2.1 Clasificación
5.6.2.2 Orden
5.6.2.3 Limpieza
5.6.2.4 Estandarización
5.6.2.5 Disciplina
5.6.3 Evaluación de las 5’s
5.7 Tiempo de espera de materiales en proceso
5.8 Estandarización
5.8.1 Encontrar un método de trabajo adecuado
5.8.2 Implantación para la estandarización de procesos
5.9 Indicadores de proceso
5.10 Mantenimiento preventivo
5.10.1 Introducción a la administración del mantenimiento
5.10.2 Implementación de algunas técnicas del TPM
5.11 Automatización del proceso de centrado
CONCLUSIONES
BIBLIOGRAFÍA
GLOSARIO
ANEXOS
154
154
155
157
157
158
159
164
164
167
170
170
172
177
180
186
187
189
191

i
RESUMEN
La tesina se encuentra dividida en cinco capítulos para facilitar su estudio, en el Capítulo l se
encuentra el Marco Metodológico, el cual como su nombre lo dice, indica la metodología empleada
para su evaluación, y es desde esta sección donde surge el planteamiento del problema de donde
parte el estudio realizado, contiene el objetivo general y los objetivos específicos que pretende
alcanzar la evaluación, así como el diseño de la investigación que es donde se planea las fases
que contendrá esta búsqueda de información. Esta parte es la clave del marco metodológico, ya
que si no hay una planeación bien realizada, resulta muy complicado llevar una secuencia lógica
de la recopilación de datos, se puede decir que esta parte es como el esqueleto de toda la tesina.
El capítulo ll, lleva por nombre marco teórico, esta parte de la tesina desarrolla brevemente los
temas y conceptos que a lo largo del estudio se analizarán. Es una introducción de los temas
contenidos en el trabajo, por lo que resulta fundamental el tener conocimiento de éstos para poder
facilitar al lector la comprensión del estudio que se desarrollará a lo largo de éste.
La información general de la empresa se encuentra en el capítulo lll, aquí se muestra la ubicación
de la empresa en estudio, los antecedentes de ésta, y todo lo referente a su organización como es
el personal con el que cuentan, maquinaria y equipo, su cartera de proveedores, entre otros datos.
La finalidad de éste capítulo es acercar al lector a la empresa de manera que se familiarice con la
razón de ser de ésta.
El capítulo IV tiene por título diagnóstico de la empresa, esta sección comprende la situación actual
que vive la empresa en estudio con la finalidad de empezar a detectar algunas problemáticas con
las cuales se encuentran día con día los trabajadores, además se muestra la metodología
empleada para la recolección de los datos, así como la forma en cómo se fueron analizando éstos
paso a paso, apoyándonos de las distintas herramientas estadísticas, y de algunas técnicas como
fueron modelado, mapeo a primer, segundo y tercer nivel, análisis de riesgos entre otras, todo ello
con la finalidad de obtener el área en donde radicaba el problema y las causas que lo originaban.
Las propuestas realizadas con la finalidad de eliminar la problemática encontrada se encuentra en
el capítulo V de esta tesina. Aquí se describe y detalla el plan de acción que se usará basado en la
Metodología Deming, para corregir y mejorar los problemas encontrados, indicando paso a paso el
curso de acción a seguir.

ii
INTRODUCCIÓN
Como consecuencia de formar parte de un mundo globalizado en donde la competencia extranjera
representa una amenaza para las compañías mexicanas, las empresas, hoy en día, se ven
obligadas a trabajar con un concepto de un sistema integral de calidad. El crecimiento constante
del mercado y la competencia mundial, demanda cada vez más, productos que cumplan con una
alta calidad en los productos y servicios.
El contenido de esta tesina tiene por objeto el estudio práctico de una empresa mexicana dedicada
a la producción de lentes de contacto.
La finalidad de este estudio es conocer el panorama en el cual se encuentra inmersa dicha
empresa en la actualidad. Conocer su organización, métodos y procesos con los que cuenta
poder evaluar mediante un estudio minucioso a través de algunas técnicas con las se apoya la
Ingeniería Industrial entre otras, y de esta manera poder definir los motivos por los cuales la
empresa presenta problemas en su proceso, que a su vez afectan directamente la calidad de sus
productos.
Esta tesina está dirigida al área de producción, no pretende dar solución a todas las problemáticas
que enfrenta la empresa, ya que para ello se requiere profundizar más en su estudio, y esto
demandaría más tiempo, el cual sería imposible obtener, por lo que únicamente se pretende dar
solución a los problemas que se detecten a lo largo del estudio, a fin de presentar una serie de
propuestas que conlleven a la mejora de la organización, de sus métodos, procedimientos y
técnicas con la finalidad de reducir el desperdicio de los productos que esta empresa produce.

1
CAPÍTULO I MARCO METODOLÓGICO
1.1 Planteamiento del problema
La empresa en estudio sobre la cual se basa la investigación esta dedicada a la producción de
lentes de contacto profesionales. Sus productos son los lentes de contacto rígidos (RGP1) e
hidrofílicos (H10) los cuales se conocen en el mercado como lentes de contacto blandos o suaves.
Es una empresa pequeña, considerando su plantilla, pero está encargada de abastecer a uno de
los más importantes Grupos Ópticos de la República Mexicana.
El crecimiento constante del mercado para el cual trabajan demanda cada vez más productos que
cumplan con una alta calidad en los productos y el servicio.
Por otro lado, la naturaleza de los productos que maneja la empresa han sido catalogados
recientemente por la Secretaria de Salud como productos de carácter médico, lo que les ha
generado la necesidad, y la urgencia de mejorar continuamente su proceso para poder permanecer
en el mercado y cumplir con la normatividad vigente.
De manera que se considera trascendental realizar una investigación y análisis de la información
procesos para poder definir los motivos por los cuales la empresa presenta problemas en sus
procesos, que a su vez, afectan directamente la calidad de sus productos. A fin de presentar una
solución basada en la metodología de mejora continua Deming realizable responsable para
satisfacer las necesidades que actualmente presenta la empresa en estudio.
1.2 Objetivo general
Determinar las principales causas que generan los desperdicios en la producción de lentes de
contacto, alineando los procesos con el fin de obtener un producto de calidad y lograr una mayor
productividad.
1.3 Objetivos específicos
a) Recabar información mediante cuestionarios, entrevistas y datos históricos de la empresa.
b) Analizar y determinar estadísticamente las principales causas de desperdicio.
c) Conocer los procedimientos de la empresa mediante un análisis enfocado a procesos.
d) Definir las necesidades de la empresa con base a la información obtenida.
e) Detectar procesos viables a automatizar.
1 RGP: Lente rígido permeable a los gases.

2
f) Proponer un modelo de mejora eficiente, claro y preciso que minimice la generación de
desperdicio.
1.4 Justificación
La empresa en estudio es considerada una de las mejores empresas productoras de lentes de
contacto en México, su permanencia como líder en el mercado va de la mano con la calidad en sus
productos y procesos.
Se considera importante proponer un método de trabajo como el ciclo Deming ya que ayudará a
entender la problemática de todos los Departamentos desde el Almacén hasta la Dirección General
pasando por Producción y Calidad durante el proceso de elaboración del lente RGP2.
Al tener una estructura organizacional bien establecida, métodos de trabajo estandarizados y la
aplicación de herramientas de calidad se podrá detectar más fácil y rápido los problemas en la
producción de los lentes y por ende más rápido resolverlos.
La Ingeniería Industrial es capaz de identificar, afrontar y resolver cualquier problemática que surja
en cualquier empresa o negocio, por lo que, al realizar un proyecto de reducción de desperdicio se
pondrá en práctica los conocimientos adquiridos formulando estrategias de mejora que signifiquen
una solución efectiva, clara y precisa a los directivos de la empresa, resaltando la importancia de
contar con procesos definidos en la elaboración de los lentes, así como en las prácticas de trabajo
que actualmente se viven dentro de la empresa.
Por otro lado la Ingeniería en Robótica Industrial es capaz de explorar la posibilidad de apuntar
hacia la definición de un sistema de automatización integral con la observación de los procesos y
con la recopilación de la información necesaria que ayude a proponer uno ó varios sistemas
automatizados. Todo esto con el fin de eliminar tareas monótonas y repetitivas, optimizándolas a
su vez con un alto grado de exactitud y disminuyendo el nivel de errores en el proceso de
fabricación.
1.5 Hipótesis
Al sistematizar el proceso de fabricación de los lentes de contacto se contará con una mejora en el
proceso y por ende una reducción de desperdicio de materia prima.
1.6 Tipos de investigación
De acuerdo con el proyecto se requiere utilizar los siguientes tipos de Investigación:
2 RGP: lente rígido permeable a los gases.

3
Investigación exploratoria: explorar un área no estudiada antes, describir una situación o pretender
una explicación del mismo. La investigación exploratoria nos permite aproximarnos a fenómenos
desconocidos, con el fin de aumentar el grado de familiaridad y contribuir con ideas respecto a la
forma correcta de abordar una investigación en particular.
La investigación exploratoria permitirá en estos casos adquirir y presentar el conocimiento
necesario y de esta manera sentar las bases que permitan comprobar las hipótesis.
Investigación descriptiva: con base a este tipo de investigación se medirán y evaluarán diversos
aspectos y componentes del fenómeno a investigar con el fin de analizar los datos y características
con apoyo de las herramientas estadísticas.
1.7 Diseño de la investigación
Para realizar un plan de reducción de desperdicio es necesario generar un vínculo con la empresa
para conocer la situación actual de la misma.
Durante la investigación se realizarán entrevistas que darán un panorama general de los procesos
que intervienen en la elaboración de lentes de contacto y de la problemática que existe en la
empresa. Es decir conocer los procesos de la empresa, flujo de materiales, producción, insumos,
levantamiento de maquinaria, entre otros.
Posteriormente se hará uso de la información histórica de la empresa y de cuestionarios con un
enfoque a los catorce puntos de Deming con el fin de recabar la información necesaria para
asociarla a una problemática en específico y encontrar el área donde recae el trastorno más
relevante.
Se conocerá e identificará los diferentes procesos, tanto internos como externos por medio del
análisis con enfoque a procesos, donde comenzaremos analizando desde el proceso de negocio
hasta algo más detallado como el mapeo a tercer nivel, a fin de conocer la interrelación de los
procesos entre las áreas que lo componen y de tomar la información y registrarla para su posterior
análisis.
Posteriormente se integrará toda la información de tal manera que se identifique el área de
oportunidad y puntos críticos del proceso referentes al planteamiento del problema. Una vez
definida el área de oportunidad, los puntos críticos y el análisis de riesgos, se presentará la
propuesta de solución en la cual se evaluará una posible automatización en el proceso, por lo
tanto, si es factible se generará una propuesta final. A continuación se muestra el diseño de la
investigación basado en la metodología de administración de proyectos.

4
Si
Fa
se
de
Ob
se
rva
ció
n
Inic
io
Acercamiento a la Empresa
Inicio
Situación Actual de la Empresa
Necesidad de la empresa
Planteamiento del Problema
Pla
ne
ac
ion
Verificar que información se
requerir para el análisis
Generación de Plan de Trabajo
Recopilación de Información
De Campo
¿Existe Información
Estadística?
Generación de
Infomación
Estadística
Documental
A
No
1
Figura 1.1 Flujograma de la Investigación3
3 Flujograma de la investigación basado en la teoría de mejora continua y administración de proyectos.

5
No
Si
Si
Fa
se
de
An
ális
is
Eje
cu
ció
n
Análisis de información
(Estadística)
¿Información
suficiente?
Levantamiento de información
(Procesos)
Mapeo de Procesos
Documental
Aplicación de Metodologías
Fa
se
de
Pro
pu
es
tas
Cie
rre
Realizar Propuesta de Mejora
Presentar Propuesta de Mejora
Presentación de Final de
Propuesta
¿Validación?
Fin
A
No
1
Figura 1.1 Flujograma de la Investigación (segunda parte)

6
1.8 Técnicas de investigación
Se utilizarán técnicas de campo y documentales. La técnica documental se aplicará al recurrir a los
sistemas de consulta de información para tener un panorama concreto del fenómeno en cuestión y
la situación particular de la empresa y así entender mejor su comportamiento, esto a través de
libros, revistas, referencias de internet, etc. Asimismo la técnica de campo se utilizará para tener
plasmados los hechos y opiniones del personal y áreas del proceso que estén involucradas con el
problema a tratar mediante una estructuración de preguntas y respuestas en una entrevista y
cuestionario.
La observación directa será el instrumento que nos permitirá ver los hechos tal y como ocurren en
su momento, así se puede mirar detalladamente los problemas en el proceso de fabricación de
lentes, analizar los procesos e identificar la problemática planteada.

7
CAPÍTULO II MARCO TEÓRICO
2.1 Concepto de Calidad
La calidad es un tema de gran importancia y creciente desarrollo en la actualidad, ya no se puede
hablar de hacer las cosas bien sino de mantener un nivel de calidad adecuado durante la
realización de un producto o servicio4. Existen diferentes definiciones de calidad, anteriormente se
creía que la calidad era demasiada costosa y por eso influía en las ganancias producidas por la
empresa. Ahora se sabe que el buscar la calidad resulta en una baja en los costos de las
empresas y una mayor ganancia.
La calidad es el tema central de la presente investigación, por lo tanto es necesario entender el
concepto de la misma partiendo de la definición y enfoque que le han dado los pensadores más
sobresalientes en el tema. (Véase fig. 2.1)
Fig. 2.1 Principales estudiosos de la Calidad
Con lo anterior se puede concluir que la calidad es un proceso de mejoramiento continuo, en
donde todas las áreas de la empresa participan activamente en el desarrollo de productos y
servicios que satisfagan las necesidades implícitas y explicitas del cliente, logrando con ello mayor
productividad.
4 VELASCO SÁNCHEZ JUAN. Gestión de la Calidad: Mejora Continua y Sistemas de Gestión, 1ª Edición, España, 2005.

8
2.2 Evolución de la Calidad
Como ya se mencionó con anterioridad, la calidad está en constante desarrolló y transformación.
Se ha ido desarrollando en fases sucesivas desde el inconsciente deseo de obtener “los mejores
productos” para facilitar nuestra existencia. Primero se desarrolló en una economía doméstica de
subsistencia, y posteriormente en una industria con procesos y sistemas sofisticados para
desarrollar “los mejores” productos a gran escala.5
Para generar una mejor explicación de esta evolución, se describirá cada una de estas etapas
señalando el concepto y finalidad que estas perseguían. (Véase fig. 2.2)
Etapa Concepto Finalidad
Artesanal Hacer las cosas bien
independientemente del costo o
esfuerzo necesario para ello.
Satisfacer al cliente, al artesano, por el trabajo bien
hecho. Crear un producto único.
Revolución Industrial Hacer muchas cosas no
importando que sean de calidad.
(Se identifica producción con
calidad).
Satisfacer una gran demanda de bienes. Obtener
beneficios.
Segunda Guerra Mundial Asegurar la eficacia del
armamento sin importar el costo,
con la mayor y más rápida
producción (Eficacia + Plazo =
Calidad).
Garantizar la disponibilidad de un armamento eficaz
en la cantidad y momento preciso.
Posguerra (Japón) Hacer las cosas bien a la primera. Minimizar costos mediante la calidad y satisfacción
del cliente. Ser competitivo.
Posguerra (Resto del
mundo)
Producir, cuanto más mejor. Satisfacer la gran demanda de bienes causada por la
guerra.
Control de Calidad Técnicas de inspección en
producción para evitar la salida de
bienes defectuosos.
Satisfacer las necesidades técnicas del producto.
Aseguramiento de la
Calidad
Sistemas y procedimientos de la
organización para evitar que se
produzcan bienes defectuosos.
Satisfacer al cliente. Prevenir errores, reducir costos y
ser competitivo.
Calidad Total Teoría de la administración
empresarial centrada en la
permanente satisfacción de las
expectativas del cliente.
Satisfacer tanto al cliente externo como interno. Ser
altamente competitivo. Mejora Continua.
Figura 2.2 Evolución del a Calidad
5 VELASCO SÁNCHEZ JUAN. Gestión de la Calidad: Mejora Continua y Sistemas de Gestión, 1ª Edición, España, 2005.

9
2.3 Calidad Total
Como se puede apreciar en la fig. 2.2, la Calidad Total es el estado más evolucionado dentro de
transformaciones que ha sufrido el término Calidad a lo largo del tiempo. En un primer momento se
habla de Control de Calidad, primera etapa en la gestión de la Calidad, que se basa en técnicas de
inspección aplicadas a Producción. Posteriormente nace el Aseguramiento de la Calidad, fase que
persigue garantizar un nivel continuo de la calidad del producto o servicio proporcionado.
Finalmente se llega a lo que hoy en día se conoce como Calidad Total, un sistema de gestión
empresarial íntimamente relacionado con el concepto de Mejora Continua y que incluye las dos
fases anteriores.
Los principios fundamentales de este sistema de gestión son los siguientes:
Desarrollo de un proceso de mejora continua en todas las actividades y procesos llevados
a cabo en la empresa, implantar la mejora continua tiene un principio pero no un fin.
Total compromiso de la Dirección y un liderazgo activo de todo el equipo directivo.
Participación de todos los miembros de la organización y fomento del trabajo en equipo
hacia una Gestión de Calidad Total.
Involucración del proveedor en el sistema de Calidad Total de la empresa, dado el
fundamental papel de éste en la consecución de la Calidad en la empresa.
Identificación y Gestión de los Procesos Clave de la organización, superando las barreras
departamentales y estructurales que esconden dichos procesos.
Toma de decisiones de gestión basada en datos y hechos objetivos sobre gestión basada
en la intuición. Dominio del manejo de la información.
La filosofía de la Calidad Total proporciona una concepción global que fomenta la Mejora Continua
en la organización y la involucración de todos sus miembros, centrándose en la satisfacción tanto
del cliente interno como del externo. Podemos definir esta filosofía del siguiente modo: Gestión de
la Calidad Total; por Gestión entendemos que el cuerpo directivo está totalmente comprometido,
por Calidad, que los requerimientos del cliente son comprendidos y asumidos exactamente, y por
Total, que todo miembro de la organización está involucrado, incluso el cliente y el proveedor,
cuando esto sea posible.
2.4 Desperdicio
La presente investigación tiene como objetivo determinar las causas que generan el desperdicio
dentro de los procesos de la empresa. Es por eso que se considera esencial abordar el tema,
viendo el enfoque de estos en los procesos productivos de la empresa.

10
El desperdicio se define de muchas formas, unos autores lo consideran como el efecto de utilizar
un recurso que se pierde o son dañadas sus condiciones técnicas y físicas y no puede volver a ser
utilizado. En la ingeniería japonesa el desperdicio lo definen como cualquier elemento dentro del
proceso de producción (incluyendo áreas de servicio y administrativas) que añade costo sin añadir
valor al producto. Por lo tanto los japonés con su metodología de manufactura esbelta, el
desperdicio lo definieron como actividades que no agreguen valor sea cual sea la causa.
2.4.1 Los siete desperdicios
El desperdicio en el sistema de manufactura esbelta que fue desarrollado por ingenieros de
Toyota, establece siete tipos de desperdicio.
Estos están definidos de la siguiente forma:
2.4.1.1Sobre-producción
Es hacer más de lo necesario. Es producir de más componentes, papeles, copias, llamadas
telefónicas, formatos, informes que no son requeridos para su uso o venta y por lo tanto generan
muy poco uso ó valor. Es una de las peores formas de desperdicio porque genera otra forma grave
de desperdicio: el inventario6.
Ejemplo: Fabricar productos que no fueron ordenados, fabricar de acuerdo a la capacidad de la
línea y no de acuerdo a la demanda del cliente, visitar dos veces al cliente para hacer un sólo
servicio, etc.
2.4.1.2 Inventario
Es la acumulación de productos y/o materiales en cualquier parte del proceso, un inventario (stock)
de cualquier cosa es especialmente dañino pues las compañías lo usan para ocultar problemas, lo
que ocasiona que las personas no estén motivadas a realizar mejoras. No conforme con lo
anterior, el inventario genera otras formas de desperdicio como son: el tiempo de espera, el
transporte, fallas, problemas de calidad, problemas de comunicación, líneas no balanceadas y
retrabajos.
Ejemplo: Exceso de materia prima, material en proceso o producto terminado, documentos en
espera de procesarse en el escritorio de alguien, procesar artículos más ó en mayores cantidades
requeridas por el cliente, etc.
6 VILLASEÑOR ALBERTO. Manual de Lean Manufacturing. 3ª Edición, Edit. Limusa, México, 2007.

11
2.4.1.3 Tiempos de espera
Es el tiempo que un trabajador u operario tendría que esperar para realizar las actividades diarias
en su trabajo. En otro contexto el tiempo de espera indica el tiempo perdido entre operaciones o
durante una operación, debido a material olvidado, líneas no balanceadas, errores de
programación, etc.
Por “esperar” se entiende; cualquier cosa que detenga el proceso (o dónde se detenga el trabajo),
alguien que ejecute un paso, equipo, información, inventario de trabajo en fila, una aprobación, por
mencionar algunos casos.
Ejemplo: No se cuenta con material para producir, retraso en procesamiento de un lote;
maquinaria descompuesta, cuellos de botella en producción, aprobación del trabajo por el cliente,
entre otros.
2.4.1.4 Transporte
Se refiere a mover el material más de lo necesario, ya sea desde un proveedor o un almacén hacia
el proceso, entre procesos, o incluso dentro de un mismo proceso. Temporeramente localizar o
mover materiales, gente, información o papel más allá de lo estrictamente necesario. Incluye
archivar o ubicar cosas en lugares temporales7.
Ejemplo: Largas distancias de transporte de material en proceso, transporte ineficiente, layout mal
diseñado, etc.
2.4.1.5 Retrabajo y scrap
Es producir partes defectuosas o manejar materiales de manera inadecuada. También incluye el
desperdicio por volver a hacer un trabajo y pérdidas de productividad asociadas con interrupciones
en la continuidad del proceso. Afectan la capacidad del proceso, añaden costos y ponen en peligro
la calidad del producto ó servicio final. Ejemplo: Desperdicio, retrabajo, reemplazos en la
producción, etc.
2.4.1.6 Sobre-procesamiento
Se genera cuando a un producto o servicio se le hace más trabajo del necesario, que no es parte
normal del proceso y que el cliente no está dispuesto a pagar. Esta forma de desperdicio es la más
difícil de identificar y eliminar. Reducirlo implica eliminar elementos innecesarios del trabajo mismo.
7 VILLASEÑOR ALBERTO. Manual de Lean Manufacturing. 3ª Edición, Edit. Limusa, México, 2007.

12
Ejemplo: Procesamiento innecesario o incorrecto, exceso de firmas en documento, verificaciones
de los trabajos de otros, múltiples firmas de aprobación, etc.
2.4.1.7 Exceso de movimientos
Se define como cualquier movimiento que no es necesario para completar de manera adecuada
una operación ó actividad. Cada vez que una persona se estira, inclina o gira, genera un
desperdicio de movimiento, así como desplazarse para ir por material, herramientas, planos,
formatos y papelería.
Nota: también considerar movimientos no necesarios de las máquinas.
Ejemplo: Movimientos humanos que no son necesarios o generan sobre esfuerzo.
2.5 Proceso
La base de la investigación esta basada en el análisis de los procesos de la empresa fabricante de
lentes de contacto mediante una variedad de técnicas, herramientas de calidad y diagramas con
los que se visualiza y se entiende el proceso de forma más sencilla y funcional.
Un proceso se define como un sistema integrado por entradas (material, información, recursos,
etc.), actividades de transformación y salidas (productos como bienes y servicios). Un proceso
puede contar con líneas de retroalimentación.
A continuación se hace mención de las técnicas de documentación de procesos que se utilizarán
durante la investigación8.
2.5.1 Diagrama de proceso
Es una representación gráfica de los pasos que se siguen en toda una secuencia de actividades,
dentro de un proceso o un procedimiento, identificándolos mediante símbolos de acuerdo con su
naturaleza; incluye, además, toda la información que se considera necesaria para el análisis, tal
como distancias recorridas, cantidad considerada y tiempo requerido. Con fines analíticos y como
ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar las acciones que tienen
lugar durante un proceso dado en cinco clasificaciones. Éstas se conocen bajo los términos de
operaciones, transportes, inspecciones, retrasos o demoras y almacenajes.
Ayuda a comprender el trabajo como un proceso y a identificar en qué parte del proceso está el
problema.
8 SILVA M. EDITH R. Organización y Sistemas Administrativos, 2ª Edición, Edit. Taller Abierto, México, 2004.
13
Es muy importante comprender que cada paso en el proceso crea relaciones o dependencias entre
unos y otros para lograr la realización del trabajo. Cada paso del proceso depende en uno ó varios
proveedores de materiales o servicios y en algunos casos de información o recursos, los cuales
deben ser: confiables, libres de defectos, oportunos y completos.
En contraposición, aquellos que son los receptores del o de los productos del proceso deben
asentar claramente sus requerimientos y dar a conocer cuando no están recibiendo lo esperado.
Es también muy importante que el diagrama sobre el que se haga el análisis de cualquier proceso
se encuentre al día, ya que si no es así puede desvirtuar la identificación de problemas reales.
Cada proceso es un sistema y debe ser tratado de tal manera con todas las partes con las que
conecta. Si se cambia una de las partes del subsistema siempre se verá afectado el cómo actúa el
sistema en su totalidad.
2.5.1.1 Tipos de diagramas de proceso
Existen dos tipos de diagramas de proceso:
Técnicos y Organizacionales.
Los técnicos son aquellos en donde se definen las etapas de un proceso de producción, se definen
paso a paso cada una de las etapas del proceso, desde la toma de requerimientos, revisión
tecnológica, generación de casos de uso, diseño de diagramas de proceso a nivel macro,
diagramas de estados, modelo entidad relación, diagrama de navegación, hasta realizar la
confrontación de requerimientos con el diseño inicial, para luego diseñar etapas o procedimientos
adecuados.
Dentro de los Técnicos se utilizarán el diagrama de flujo o flujograma y el analítico9.
2.5.2 Diagrama de flujo
Es la técnica de organización utilizada para representar gráficamente los pasos lógicos de la
secuencia de actividades de los procedimientos. Es muy útil en tanto que permite visualizar la
secuencia que siguen los documentos necesarios en los procedimientos.
Para representar la información necesitamos una serie de símbolos básicos que se emplearán en
la confección de un diagrama. Se recomienda utilizar la menor cantidad posible de símbolos,
enseguida se muestra una tabla con la simbología de cada actividad del mismo. (Véase fig. 2.3)
9 SILVA M. EDITH R. Organización y Sistemas Administrativos, 2ª Edición, Edit. Taller Abierto, México, 2004.

14
Figura 2.3 Simbología del Diagrama de Flujo
2.5.3 Mapa de cadena de valor (Value Stream Map - VSM)
Además del diagrama de flujo se utilizará el mapeo de cadena de valor, el cual ofrece una visión
del estado actual de la empresa y el lugar óptimo a donde queremos llegar en cuanto a nuestro
proceso se refiere, reduciendo eficientemente los costos de desperdicios tales como:
sobreproducción, inventarios, tiempos de espera, transporte, movimientos, fallas de calidad y
reprocesamientos, evitando así fugas de capital, que en la actualidad son primordiales para la
estabilidad de una organización.
La cadena de valor es una herramienta muy poderosa que se usa para crear mapas de flujo de
información y materiales que son muy útiles para los procesos de manufactura y procesos
administrativos.
Esta herramienta permite que las compañías mapeen desde el flujo de materiales que empieza
desde la materia prima en su estado bruto y va pasando por diferentes procesos de transformación

15
y manufactura, hasta llegar a ser un producto terminado. Se aprende a analizar el inicio de un
producto hasta que éste haya terminado. Esto lleva a comenzar con un mapa de estado actual que
te indica en donde te encuentras; es decir, con que información cuentas. Después de terminar con
el estado actual, se requiere hacer el estado futuro el cual ayuda a ver hacia donde se dirige y
como se va a lograr ese recorrido que se plasmó en el mapa; con este proceso, eliminas costos y
se reducirán operaciones hasta la materia prima y va pasando por el proceso de transformación y
manufactura.
2.5.4 Mapeo de procesos
Es una forma fácil de entender el gerenciamiento de los procesos a todo el personal de la
empresa, que represente la situación particular o propia de la organización y donde
primordialmente se identifiquen las interrelaciones de los procesos como mecanismo para mejorar
las comunicaciones al interior.
2.5.4.1 Beneficios del mapeo de procesos
Provee una visión global.
Muestra las relaciones y los roles.
Ayuda a explicar el proceso.
Permite identificar los procedimientos e instrucciones de trabajo que se requiere
documentar.
Ayuda a simplificar las actividades del proceso, pues facilita la identificación de
complejidades innecesarias o repetición de tareas.
Ayuda a la estandarización del proceso.
Un medio para que los equipos examinen los Procesos Interfuncionales.
Un enfoque sobre las conexiones y relaciones entre las unidades de trabajo.
Un panorama de todos los pases, actividades, tareas, pasos y medidas de un proceso.
La comprensión de cómo varias actividades están interconectadas y donde podrían estar
fallando las conexiones o actividades.
2.5.4.2 Pasos para el mapeo de procesos
1. Identificar los principales resultados de la Organización o proceso (salidas).
2. Identificar a los clientes inmediatos (internos o externos).
3. Identificar los principales insumos que requiere el proceso para producir cada uno de los
resultados.

16
4. Identificar la procedencia de los insumos (suministradores).
5. Identificar las principales etapas del proceso (subproceso).
6. Gestionar las etapas con el enfoque a procesos, identificando las interacciones entre etapas.
7. Identificar los procedimientos a documentar por cada etapa del proceso.
8. Establecer objetivos para cada proceso e indicadores numéricos que indiquen lo lejos o lo cerca
de cumplir con los objetivos.
9. Definir al dueño del proceso y de cada etapa, para asegurar su correcta implementación.
2.6 Ciclo Deming
El proyecto está enfocado a utilizar la metodología Deming como un punto clave para la mejora de
procesos y por ende la reducción del desperdicio.
El ciclo Deming es una estrategia de mejora continua de la calidad en cuatro pasos, basada en un
concepto ideado por Walter A. Shewhart. Las siglas PDCA son el acrónimo de Plan, Do, Check,
Act (Planificar, Hacer, Verificar, Actuar).
2.6.1 Plan (Planificar)
Dentro de este punto, antes de comenzar cualquier implementación se debe poner mucha atención
en el proceso de planeación ya que de éste depende el flujo del proceso, de las recomendaciones
que hace el Dr. Deming para la planeación son:
Identificar el proceso que se quiere mejorar.
Recopilar datos para profundizar en el conocimiento del proceso.
Análisis e interpretación de los datos.
Establecer los objetivos de mejora.
Detallar las especificaciones de los resultados esperados.
Definir los procesos necesarios para conseguir estos objetivos, verificando las
especificaciones
2.6.2 Do (Hacer)
Una vez identificado el proceso que queremos mejorar, entonces debemos seguir según el Ciclo
Deming con lo que se conoce como Do (Hacer) y tomar en cuenta lo siguiente:

17
Ejecutar los procesos definidos en el paso anterior
Documentar las acciones realizadas.
2.6.3 Check (Verificar)
Posterior a la realización o al punto Do (Hacer) se deben tomar las acciones de verificación que
nos permitan controlar o medir el proceso para poder mejorarlo, en el referente a este punto se
tienen algunas recomendaciones:
Pasado un periodo de tiempo previsto de antemano, volver a recopilar datos de control y
analizarlos, comparándolos con los objetivos y especificaciones iniciales, para evaluar si se
ha producido la mejora esperada.
Documentar las conclusiones.
2.6.4 Act (Actuar)
En este punto, que es uno de los más importantes debemos poner a prueba todas las habilidades
para poder generar acciones que nos permitan mejorar el proceso, con la objetividad y sensibilidad
para así detectar y actuar en los puntos clave, como recomendación se tiene:
Modificar los procesos según las conclusiones del paso anterior para alcanzar los objetivos
con las especificaciones iniciales, si fuese necesario;
Aplicar nuevas mejoras, si se han detectado en el paso anterior.
Documentar el proceso.
El ciclo Deming requiere recopilar y analizar una cantidad sustancial de datos. Para cumplir el
objetivo de mejora deben realizarse correctamente las mediciones necesarias ya alcanzar
consenso tanto en la definición de los objetivos y problemas como de los indicadores apropiados,
como se puede valer quién desee implementar este ciclo.
La serie de herramientas para desarrollar esta tarea, son las llamadas “Herramientas de la Calidad”
y la mayoría se basa en técnicas estadísticas sencillas.
Éstas son:
Lluvia de ideas
Diagrama Causa-Efecto
Diagrama de Pareto
Hoja de Verificación

18
Histograma
Gráficas de Dispersión
Gráficas de Control
PPLAN
DDO
AACT
CCHECK
Planifique para cambiar y mejorar el proceso
Mapa de Clientes/Suplidores.Diagramas de Flujo.Análisis de Pareto
Estratificación
Árbol de Falla/SoluciónMatríz Evaluación
Diagramas Causa-Efecto
Actue para obtener los mayoresbenefecios del cambio
Mapa de ProcesosEstandarización de Procesos.
Entrenamiento formal para el proceso estándar
Haga cambios en pequeña escala
Herramienta de liderazgo Diseño de experimento
Resolución de Conflictos Entrenamiento en el trabajo
Verefique para ver si los cambios están funcionando
Hojas de chequeo.Análisis Gráficos.
Lista de Verificación
Indicadores de Performance
Figura 2.4 Ciclo Deming
2.7 Las 7 enfermedades mortales
Deming considera que 7 enfermedades mortales afligen a la mayoría de las compañías del mundo
occidental.
Las enfermedades mortales son:
1. Carencia de constancia en el propósito de planificar un producto y servicio que tenga
mercado, que mantenga a la compañía en el negocio y que proporcione puestos de
trabajo.
2. Énfasis en los beneficios a corto plazo: se piensa a corto plazo (justo lo contrario de la
constancia en el propósito de permanecer en el negocio), alimentado de la constancia en el
propósito de permanecer en el negocio), alimentado este pensamiento por el miedo de que
la empresa sea absorbida en términos poco amistoso, y por la presión de los banqueros y
propietarios para obtener dividendos.
3. Evaluación del comportamiento, calificación por el mérito o revisión anual.
4. Movilidad de la dirección; se salta de un trabajo a otro.
5. Se dirige utilizando sólo las cifras visibles, teniendo muy poco en cuenta o nada, las cifras
que son desconocidas o incognoscibles.

19
6. Demasiados costos médicos.
7. Costos excesivos de responsabilidad, hinchados por los abogados que trabajan sobre una
base de honorarios en caso de imprevistos.
2.8 Los 14 puntos de Deming
Además de considerar las enfermedades mortales, Deming menciona en su metodología 14 puntos
como la base para la transformación de la industria. No es suficiente con tan sólo resolver los
problemas, grandes o pequeños. La adopción y la actuación sobre los 14 puntos es una señal de
que la dirección tiene la intención de permanecer en el negocio y apunta a proteger a los
inversores y los puestos de trabajo. Este sistema forma la base de las lecciones que se dieron a los
altos directivos de Japón en 1950 y en los años siguientes10.
Los 14 puntos sirven en cualquier parte, tanto en las pequeñas organizaciones como en las más
grandes, en las empresas de servicios y en las dedicadas a la fabricación. Sirven para una división
de una compañía.
1. Crear constancia en el propósito de mejorar el producto y el servicio, con el objetivo de
llegar a ser competitivos y permanecer en el negocio, y de proporcionar puestos de trabajo.
2. Adoptar la nueva filosofía. Nos encontramos en una nueva era económica. Los directivos
occidentales deben ser conscientes del reto, deben aprender sus responsabilidades, y
hacerse cargo del liderazgo para cambiar.
3. Dejar de depender de la inspección para lograr la calidad. Eliminar la necesidad de la
inspección en masa, incorporando la calidad dentro del producto en primer lugar.
4. Acabar con la práctica de hacer negocios sobre la base del precio. En vez de ello,
minimizar el costo total. Tender a tener un solo proveedor para cualquier artículo, con una
relación a largo plazo de lealtad y confianza.
5. Mejorar constantemente y siempre el sistema de producción y servicio para mejorar la
calidad y la productividad, y así reducir los costos continuamente.
6. Implantar la formación en el trabajo.
7. Implantar el liderazgo. El objetivo de la supervisión debería consistir en ayudar a las
personas y a las máquinas y aparatos para que hagan un trabajo mejor. La función
supervisora de la dirección necesita una revisión, así como la supervisión de los operarios.
8. Desechar el miedo, de manera que cada uno pueda trabajar con eficacia para la compañía.
9. Derribar las barreras entre los departamentos. Las personas en investigación, diseño,
ventas y producción deber trabajar en equipo, para prever los problemas de producción y
durante el uso del producto que pudieran surgir, con el producto o el servicio.
10 IZAR LANDETA JUAN MANUEL. Las siete herramientas básicas de la calidad. 2ª Edición, Edit. Universidad Potosina, México, 2004.

20
10. Eliminar los eslóganes, exhortaciones y metas para pedir a la mano de obra cero defectos
y nuevos niveles de productividad. Tales exhortaciones sólo crean unas relaciones
adversas, ya que el grueso de las causas de la baja calidad y baja productividad
pertenecen al sistema y por tanto caen más allá de las posibilidades de la mano de obra.
11. Eliminar los estándares de trabajo en planta. Sustituir por el liderazgo. Eliminar la gestión
por objetivos. Eliminar la gestión por números, por objetivos numéricos. Sustituir por
liderazgo.
12. Eliminar las barreras que privan al trabajador de su derecho a estar orgulloso de su trabajo.
La responsabilidad de los supervisores debe virar de sólo los números de calidad. Eliminar
las barreras que privan al personal de dirección y de ingeniería de su derecho a estar
orgullosos de su trabajo. Esto quiere decir, la abolición de la calificación anual o por
meritos y de la gestión por objetivos.
13. Implantar un programa vigoroso de educación y auto-mejora.
14. Poner a todo el personal de la compañía a trabajar para conseguir la transformación. La
transformación es tarea de todos.
2.9 Control estadístico del proceso (CEP)
Anteriormente se mencionó la importancia de las herramientas estadísticas para el análisis y
recolección de datos al seguir el ciclo Deming. El control estadístico del proceso está basado en
siete técnicas estadísticas básicas de calidad, y requiere implícitamente de una filosofía de
satisfacción del cliente y de mejoramiento continuo.
El CEP depende de las variables que se tomen en cuenta para su análisis, éstas son las
características del producto o el proceso que se deben medir y controlar para asegurar la calidad
del bien o servicio. A los valores de la variable se les llama datos. Se dividen en dos tipos variables
continuas y variables discretas11.
Las primeras se miden con aparatos o instrumentos de medición, con una escala numérica
continua como por ejemplo, dimensiones, espesores, humedad, concentración, resistencia a la
tensión, diámetros, voltaje, amperaje, etc.
Mientras que las discretas, también llamadas atributos, se miden con los criterios humanos (por
ejemplo, apariencia, color, sabor, etc.) con calibradores o escantillones pasa no pasa, con conteo
de sus elementos, o con pruebas de aceptación o rechazo.
Otras consideraciones de gran importancia son la población y la muestra del estudio.
11 IZAR LANDETA JUAN MANUEL. Las siete herramientas básicas de la calidad. 2ª Edición, Edit. Universidad Potosina, México, 2004.

21
La Población es el conjunto de todos los valores factibles que pueden tener los datos de una
variable. También se puede definir como “lote” que es un conjunto de todos los productos de un
proceso elaborado bajo las mismas condiciones de operación.
Mientras que la muestra es un conjunto de datos obtenidos al azar de la población. Al número de
datos en la muestra se llama “tamaño de muestra”.
Gran parte de la aplicación del CEP radica en el apoyo y correcta aplicación de las 7 herramientas
de la calidad.
2.10 Las 7 Herramientas básicas
Existe mucha literatura de control de calidad en sus distintas modalidades, todos los autores de
calidad coinciden en la necesidad de usar técnicas de calidad y para cubrir esta necesidad existe
un conjunto de siete técnicas estadísticas llamadas las siete herramientas básicas o 7HB, que
aplicadas combinadamente forman el CEP.12
Las 7HB se pueden clasificar en dos tipos, aunque está clasificación no es universal ni las limita a
otras aplicaciones.
1. Herramientas para medir y conocer procesos:
a) Hoja de registro: para aplicaciones en variables menores.
b) Histograma: para aplicaciones en variables mayores.
c) Gráficos de control: para aplicaciones en variables críticas.
2. Herramientas para análisis y solución de problemas:
a) Diagrama de Pareto: para ordenar por importancia una serie de elementos.
b) Diagrama de Ishikawa: para identificar relaciones de causa y efecto.
c) Estratificación: para identificar similitudes y diferencias de una serie de elementos.
d) Diagrama de dispersión: para identificar relaciones matemáticas entre dos variables.
Como se mencionó con anterioridad existen diferentes puntos de vista en cuanto cuales son las 7
herramientas, algunos autores cambian una por otra y viceversa, por ejemplo, algunos no toman
en cuenta la lluvia de ideas o brainstorming como herramienta mientas otros si.
12 IZAR LANDETA JUAN MANUEL. Las siete herramientas básicas de la calidad. 2ª Edición, Edit. Universidad Potosina, México, 2004.

22
2.10.1 Hoja de registro
La herramienta conocida como hoja de registro (en algunos textos como hoja de trabajo, hoja de
verificación o checklist) es omitida en ocasiones en la literatura y su lugar lo ocupa la técnica
conocida como diagrama de flujo, estudiado en la ingeniería industrial. Esta omisión se debe
principalmente a que una hoja de registro es la más sencilla de las 7HB y se usa por sentido
común, por lo que algunos autores afirman que no es una herramienta estadística básica.
La hoja de registro en estadística sirve básicamente para conocer el estado del proceso, consiste
en una hoja de papel sin formato definido, se diseña según la necesidad, en la parte superior (en
los encabezados) se anotan los parámetros del proceso (parámetros de máquina, de proveedor, de
operación, de operario, etc.) y en el cuerpo de la hoja se anotan los registros de una inspección o
de un muestreo para usarlos posteriormente.
Existen de forma general tres tipos de hojas de registros:
1. Lista de elementos a verificar y se usa para marcar cada uno (hoja de verificación).
2. Un registro de resultados de una actividad (reporte)
3. Un registro de resultados numéricos de variables (tabla de datos).
El análisis más básico que existe de una hoja de registro es la observación, y posteriormente el
cálculo de promedio y desviación estándar.
Los datos de la hoja de registro se pueden usar posteriormente para elaborar histogramas o
diagramas de Pareto o para realizar cálculos de la habilidad del proceso.13
Para realizar el análisis de una variable se obtiene un muestreo de datos, y con los resultados del
muestreo se refiere el comportamiento de toda la población. Después del análisis básico de
promedio y desviación estándar se puede realizar un análisis más completo sistematizado
periódicamente la elaboración de una hoja de registro con los muestreos y los cálculos.
La confiabilidad de este procedimiento depende del tamaño y la periodicidad de la muestra. Un
ejemplo de esta herramienta se muestra en la figura 2.5.
13 7 Herramientas Básicas de la Calidad, www.scribd.com, Agosto, 2009.

23
Estados de Cuenta GNP
Período Ene-Abr. 2008
Lugar: Zona Metropolitana
TIPO DE ERROR ENE FEB MAR ABR TOTAL
Cargo Diferido I I I I I I I I I I I
11
Cargo Erróneo I I I I I I I I I I I
12
Dirección
equivocadaI I I I I I I I I
10
Nombre/dirección
mal/TecladosI I I I I
5
TOTAL 6 9 13 10
Figura 2.5 Hoja de Verificación
2.10.2 Diagrama causa-efecto
En forma general existen en los procesos dos problemáticas, entre otras, que se desean conocer y
controlar.
1. Para cierto problema específico. ¿Cuáles son las causas que lo originan y determinan?
2. Para cierta característica. ¿Cuáles son las causas que afectan su variabilidad y
determinan su calidad?
Las dos tienen en común la búsqueda e identificación de fenómenos causa-efecto, que factor o
causa ocasiona cierto defecto. En la primera se desea resolver el problema específico, y en la
segunda conocer cómo se puede controlar el proceso mediante la disminución de su variabilidad.
También llamado de Ishikawa, en honor al Dr. Kaoru Ishikawa, que lo desarrolló en 1943 en la
Universidad de Tokio, de las cinco M´s o de esqueleto de pescado, anotando en la “cabeza” la
característica de calidad y en las “espinas” los factores o causas de su variabilidad.
Esta técnica intenta localizar fundamentalmente las causas que provocan un efecto concreto. Éstas
se suelen agrupar en bloques, y así el análisis que se puede realizar de uno de estos diagramas es
más sencillo. Una de sus características es la versatilidad, ya que se puede aplicar a multitud de
situaciones.

24
Actualmente es una de las técnicas más potentes en calidad, utilizada por sí sola, o combinada con
otras herramientas, como, por ejemplo, el brainstorming. Parar realizarlo existen diferentes formas,
aunque básicamente los pasos son:
Seleccionar el efecto que queremos controlar. Ese será el tronco del diagrama del cual
partirán las causas que actúan sobre dicho efecto. A las causas se les denomina las 6 M’s,
y son: método, mano de obra, materia prima, maquinaria, medición, y medio ambiente.
En la rama correspondiente a cada causa iremos agrupando aquellas que dan lugar al
efecto considerado. Estas causas pueden obtenerse de una«tormenta de ideas» entre el
personal afectado.
Por último, las causas se deben ordenar en función de la importancia que tienen respecto
al efecto que estamos analizando.14
Un ejemplo de esta herramienta se muestra en la figura 2.6.
Inconformidad
del Cliente
Demora
de Entrega
Equipo de
Reparto
Producto
Vendido
Mano de
Obra
Procedimiento de Entrega
de Mercancía
Poca capacidad
de camionetas
Falta de
Capacitación
Faltante
Programación de
Entrega
Exceso de
Trabajo
Incompletos
Figura 2.6 Diagrama causa – efecto
14
7 Herramientas Básicas de la Calidad, www.scribd.com, Agosto, 2009.

25
2.10.3 Histograma
Es la representación gráfica de los valores de una variable durante un periodo de tiempo
determinado. Es un diagrama de barras o rectángulos, en la escala horizontal se grafica la variable
bajo estudio, cada barra representa una clase, el ancho de los rectángulos es igual a la amplitud de
las clases, y la altura de los rectángulos es igual a la frecuencia de cada clase. Se utiliza para ver
cómo se organizan una serie de datos y para determinar la distribución de la variable asociada a
un proceso y su comportamiento.
Su aparición, aproximadamente en 1833, se debe al francés A. M. Guerry. En él se representa con
barras la distribución de frecuencias de una determinada variable agrupada o no en intervalos.
Sirven para:
1. Ver si el proceso sigue las especificaciones requeridas.
2. Observar si existe dispersión de los datos en torno al valor deseado.
Para realizarlo se parte de los datos que hemos recogido de la variable a analizar y con ellos se
procede a efectuar sus representaciones gráficas.
La técnica permite, además, obtener indicadores, como medias, varianzas, recorridos, intervalos de
agrupación, etc.
Los pasos para elaborar una tabla de frecuencia se muestran a continuación:
PASO 1. Calcular el rango de los datos restando el valor mayor al valor menor R= VM - Vm
PASO 2. Determinar el valor de k, que es el número de clases en que se desea clasificar a los
datos. No existe una fórmula exacta para determinar k, algunos autores de estadística proponen a
k como la raíz cuadrada de n redondeando a enteros.
PASO 3. Determinar la amplitud A de las clases, dividiendo R/k y redondeando el resultado a la
cifra siguiente mayor. A debe tener el mismo número de cifras decimales que los datos originales.
PASO 4. Obtener la frontera o límite inferior de la primer clase con la fórmula F1= Vm – u/2 donde
Vm es el menor de los datos originales y u es la unidad de los mismos.15
PASO 5. Determinar las fronteras inferiores Fi y superiores Fs para todas las clases, de acuerdo a
las fórmulas Fs= Fi(i)+A y Fi(i+1)= Fs(i)
15 7 Herramientas Básicas de la Calidad, www.scribd.com, Agosto, 2009.

26
La primera fórmula establece que una frontera superior es igual a la suma de la frontera inferior
más la amplitud y la segunda fórmula establece que la frontera de una clase es igual a la frontera
superior de la clase anterior. Se deben calcular Fi y Fs hasta incluir el valor mayor de los datos VM.
PASO 6. Calcular la marca o punto medio x, para cada clase, como el promedio de las fronteras de
clase. Xi= [Fi + Fs] / 2.
PASO 7. Determinar por conteo la cantidad de datos que se ubican en cada clase, a este número
se le conoce con el nombre de frecuencia absoluta de clase fi.
La suma de las frecuencias absolutas debe ser igual al valor n, si la suma es diferente significa que
existe un error en los conteos o en la suma, y se debe identificar y corregir. La suma se registra al
final de la columna de fi.
A esta tabla se le llama distribución de frecuencias porque reporta como se distribuyen los datos en
cada clase, señala la clase de mayor número de datos y ésta estima su promedio, por observación
muestra el grado de simetría alrededor del centro, por último también se puede estimar la
desviación estándar de los datos usando el concepto de desviación promedio de los datos
alrededor del centro.
PASO8. Agregar una columna con los porcientos o frecuencias relativas h i, de cada clase respecto
al total de los datos n. el cálculo se realiza con la siguiente fórmula: hi= fi / n
Las frecuencias relativas sirven para poder responder a interrogantes con porcientos, que es una
medida estandarizada de reportar resultados.
PASO9. Calcular las frecuencias absolutas acumuladas Fi, que es una columna que acumula los
valores de las frecuencias fi. Las frecuencias acumuladas sirven frecuentemente para identificar la
porción de datos por arriba de algún valor dado, por ejemplo una tolerancia inferior, o por debajo
de algún otro valor, por ejemplo una tolerancia superior.16
La fórmula de las frecuencias acumuladas es la siguiente: F i = f1 + f2 +…fi = ∑ fi
PASO 10. Agregar una columna con los porcientos o frecuencias relativas acumuladas Hi de cada
clase respecto al total de los datos n. El cálculo se realiza similar a las frecuencias relativas hi, con
la siguiente fórmula: Hi= Fi / n
PASO 11. Calcular las frecuencias absolutas doble acumuladas G i, que son valores acumulados de
Fi, éstas se usarán para calcular promedio y desviación estándar de los datos.
16 7 Herramientas Básicas de la Calidad, www.scribd.com, Agosto, 2009.

27
La fórmula para estas frecuencias es: Gi = F1 + F2 + … Fi =∑ Fi
PASO 12. Convertir la información de las distribuciones de frecuencias a un modo gráfico.
Un ejemplo de esta herramienta se ilustra en la figura 2.7.
Figura 2.7 Histograma de frecuencias
2.10.4 Estratificación
Es un método consistente en clasificar los datos disponibles por grupos con similares
características. A cada grupo se le denomina estrato.
Los estratos a definir lo serán en función de la situación particular de que se trate, pudiendo
establecerse estratificaciones atendiendo a:
Personal
Materiales
Maquinaria y equipo
Áreas de gestión
Tiempo
Entorno
Localización geográfica.17
La ventaja de esta herramienta radica en que permite aislar la causa de un problema, identificando
el grado de influencia de ciertos factores en el resultado de un proceso. La estratificación puede
apoyarse y servir de base en distintas herramientas de calidad.
1.761.601.441.281.12
Median
Mean
1.421.401.381.361.341.32
1st Q uartile 1.2667
Median 1.3750
3rd Q uartile 1.4667
Maximum 1.7833
1.3273 1.4201
1.3333 1.4167
0.1364 0.2035
A -Squared 0.45
P-V alue 0.265
Mean 1.3737
StDev 0.1633
V ariance 0.0267
Skewness 0.105902
Kurtosis 0.060254
N 50
Minimum 1.0333
A nderson-Darling Normality Test
95% C onfidence Interv al for Mean
95% C onfidence Interv al for Median
95% C onfidence Interv al for StDev
95% Confidence Intervals
Summary for T. Cronometrado
17 IZAR LANDETA JUAN MANUEL. Las siete herramientas básicas de la calidad. 2ª Edición, Edit. Universidad Potosina, México, 2004.

28
2.10.5 Gráficos de control
Esta técnica permite comprobar si un proceso es estable en el tiempo, con relación a una
determinada variable que se desea tener bajo control. Con ello, puede predecirse en alguna
medida el comportamiento de un proceso, es decir, se puede saber si va a estar controlado o por el
contrario, si va a estar fuera de los límites preestablecidos.
Estos gráficos son muy sencillos de confeccionar. En ellos se suelen marcar unos límites
superiores e inferiores para el valor de la variable que ésta no debe sobrepasar.
Cuando esto ocurre se supone que el proceso está controlado. En caso contrario, es decir, si los
valores de la variable sobrepasan los límites de control, se dice que el proceso está fuera de
control.
Fundamentalmente, estos gráficos son de dos tipos:
a) Gráficos de control por atributos: en los que se controla una característica del proceso
(pasa, no pasa; conforme, no conforme). Esto ocurre, por ejemplo, con la clasificación de
frutas por tamaños: si una fruta pasa por un calibre del tipo pasa, no pasa, significa que es
de un tamaño inferior y, por tanto, de una categoría menor.18
Tipos de gráficas por atributos:
p porcentaje de unidades, trabajos defectuosos
np número de unidades, trabajos defectuosos
c número de defectos por unidad
u proporción de defectos por unidad
b) Gráficos de control por variables: en los que se controla la variación de una magnitud
medible (medidas, pesos, etc.). Éste sería, por ejemplo, el caso del control del valor de los
diámetros de un cable.
Este segundo tipo de gráficos de control proporciona mayor información sobre el proceso, ya que
informa del valor de las variaciones.
En el comportamiento de los datos que se observa en un gráfico de control hay que distinguir
varios casos:
18 IZAR LANDETA JUAN MANUEL. Las siete herramientas básicas de la calidad. 2ª Edición, Edit. Universidad Potosina, México, 2004.

29
1. Existe una tendencia clara en la variación de los datos. Hay que investigar cuál es la causa
que provoca la variación.
2. Aparecen ciclos en las variaciones. Pueden ser debidos a operaciones periódicas o a
causas ambientales.
3. Un punto aparece fuera de los límites de control. Por lo general, esto es debido a alguna
causa externa que es necesario investigar.
4. Ocho ó más puntos aparecen fuera de los límites de control. Hay que revisar íntegramente
el proceso.
Tipos de gráficas por variables:
X – R promedios y rangos.
X – S promedios y desviación estándar.
X – R medianas y rangos.
X – R lecturas individuales.
Para realizar los gráficos se deben tener en cuenta los siguientes puntos:
1. Los límites de control superior (LCS) e inferior (LCI) provienen de los parámetros de la
distribución (que, como ya se vio, pueden obtenerse a partir de una muestra).
2. Para un proceso que sigue una distribución «normal», en general, los límites se obtienen
usando las expresiones:
Límite de control superior (LCS) = x + 3 s
Límite de control inferior (LCI) = x - 3 s
Un ejemplo de esta herramienta se ilustra en la figura 2.9.
Figura 2.9 Gráfico de control

30
2.10.6 Diagramas de dispersión
A veces, es necesario conocer la relación existente, por ejemplo, entre la temperatura ambiente y
el porcentaje de piezas defectuosas en un proceso, o entre las horas de funcionamiento de una
máquina y la precisión con la que salen los componentes hechos por dicha máquina, etc.
Para detectar el tipo de relación que puede existir entre dos variables que caracterizan un proceso
(por ejemplo, el peso y el diámetro de un neumático) se usan estos diagramas. A esa relación se la
llama correlación, lo que hace que a veces a estos diagramas se les llame diagramas de
correlación.
La realización de estos gráficos es muy sencilla. El punto de partida son los datos de las dos
variables cuya relación se desea identificar.
Una vez realizados los ejes, se colocan las parejas de valores relacionados.
Básicamente este es el proceso de realización del diagrama. Sin embargo, lo más importante es
analizarlo para obtener de él la mayor cantidad de información posible.
Existen diversos tipos de correlaciones dependiendo de la distribución de los puntos en el
diagrama.
Veamos algunos de los tipos de correlaciones más comunes:
a) Correlación lineal creciente: incrementos en los valores de la variable A producen
incrementos en los valores de la variable B.
b) Correlación lineal decreciente: incrementos en los valores de la variable A producen
decrementos en los valores de la variable B.
c) Correlación lineal horizontal: las variaciones de A no producen variaciones en B. Por tanto,
en este caso se puede asumir que la variable B es independiente de la variable A; es decir,
B no tiene relación alguna con A. En este caso la variable B tiene siempre el mismo valor
independientemente del valor que tome A.
d) Correlación no lineal: las variaciones de A producen diversas variaciones de B
dependiendo del punto donde se encuentra. Existe una amplia variedad de correlaciones
no lineales, (en ellas se ha podido obtener con métodos matemáticos avanzados la
correlación matemática existente) y otras muchas más.
e) Sin correlación: en este caso no es posible ajustar una línea que siga la tendencia de los
puntos; por tanto, las variables A y B no tienen correlación. Esto significa que el valor de B
es totalmente variable, sea cual sea el valor de A.

31
Ejemplo de esta herramienta se ilustra en la figura 2.10
x
y
50403020100
3.0
2.5
2.0
1.5
1.0
0.5
Scatterplot of y vs x
Figura 2.10 Gráfica de dispersión
2.10.7 Diagramas de Pareto
Este diagrama también es conocido como ABC, 80/20 o 70/30.
El diagrama parte de un hecho que se da con mucha frecuencia en procesos industriales y en
fenómenos naturales: la distribución de los efectos y sus posibles causas no es lineal sino que el
20% de las causas origina el 80% de los efectos.
Esta distribución se aprecia también, por ejemplo, en la distribución de la riqueza en la población
humana, es decir, aproximadamente el 80% de la riqueza está controlada por el 20% de la
población.
En general, en la mayoría de las situaciones, un pequeño porcentaje de las causas posibles origina
un gran porcentaje de los efectos. Estos porcentajes se aproximan al 20 y 80, respectivamente,
aunque no siempre se cumplen de forma exacta, de ahí su nombre.
Ejemplo de esta herramienta se ilustra en la figura 2.11.

32
Count
Perc
ent
QWERTYU
Count 38
70 72 74 76 77 79 80 81 82 83
35
84 85 85 86 87 87 88 88 89 89
34
90 90 91 91 92 92 92 92 93 93
34
93 94 94 94 94 95 95 95 100
27 25 22 20 19 181136 18 17 14 14 12 11 11 10 10 1081 10 10 8 7 7 7 7 6 6 671 6 6 5 5 5 5 109
Percent 51 4
68
3 3 3 3 3 2 2 2 2 2
67
1 1 1 1 1 1 1 1 1 1
62
1 0 0 0 0 0 0 0 0 0
62
0 0 0 0 0 0 0 0 0 0
50
0 0 5
Cum % 5155 58 61 64 67
Other484339307249462622423832312934332823215725242016152718121917131411891067542310
2500
2000
1500
1000
500
0
100
80
60
40
20
0
Pareto Chart of QWERTYU
Figura 2.11 Diagrama de Pareto
2.11 Análisis de riesgo
Dentro de las actividades a realizar tanto en la industria como en cualquier lugar, existen riesgos
con los que conviven trabajadores de diferentes áreas, el hecho de estar en un ambiente rodeado
de materiales, máquinas y sustancias hace que los riesgos puedan variar dependiendo de la
industria, el lugar de trabajo, el producto que se elabore, e incluso en oficinas administrativas
también existen riesgos.
La cuestión clave está en decir que tipo y nivel de riesgos está dispuesto a asumir en contrapartida
a los beneficios que suponen la utilización de muchos productos fabricados en las industrias. Por
tanto, para poder decidir si este tipo de riesgos es aceptable, se debe estimar su magnitud, por lo
que se requiere realizar un análisis sistemático y lo más completo posible de todos los aspectos
que implica para la población, el medio ambiente, los materiales, la presencia de un determinado
establecimiento, las sustancias que utiliza, los equipos, los procedimientos, etc. Se hace inevitable
analizar estos riesgos y valorar si su presencia es o no admisible. Es lo que se le denomina análisis
de riesgos. Se trata de estimar el nivel de peligro potencial de una actividad industrial, para las
personas, el medio ambiente, y los bienes materiales, en términos de cuantificar la magnitud del
daño y de la probabilidad de ocurrencia.
Los análisis de riesgo por tanto, tratan de estudiar, evaluar, medir y de prevenir los fallos y las
averías de los sistemas técnicos de los procedimientos operativos que puedan iniciar y

33
desencadenar sucesos no deseados (accidentes) que afecten a las personas, los bienes, así como
en el medio ambiente.
Los objetivos principales son:
Identificar y medir los riesgos que representa una instalación industrial para las personas,
el medio ambiente y los bienes materiales.
Deducir los posibles accidentes graves que pudieran producirse.
Determinar las consecuencias en el espacio y el tiempo de los accidentes, aplicando
determinados criterios de vulnerabilidad.
Analizar las causas de dichos accidentes.
Discernir sobre la aceptabilidad o no de las propias instalaciones y operaciones realizadas
en el establecimiento industrial.
Definir medidas y procedimientos de prevención y protección para evitar la ocurrencia y/o
limitar las consecuencias de los accidentes.
Cumplir los requisitos legales de las normativas nacionales e internacionales que persiguen
los mismos objetivos.
Los aspectos de un análisis sistemático de los riesgos que implica un determinado establecimiento
industrial, desde el punto de vista de la prevención de accidentes, están íntimamente relacionados
con los objetivos que se persiguen y estos son:
1. Identificación de sucesos no deseados, que pueden conducir a la materialización de un
peligro.
2. Análisis de las causas por las que estos sucesos tienen lugar.
3. Valoración de las consecuencias y de la frecuencia con que estos sucesos pueden
producirse.19
En la figura 2.12, se representan los diferentes aspectos que implican la matriz de riesgos y las
acciones en cada caso.
19 BACA URBINA GABRIEL. Evaluación de Proyectos, 5ª Edición, Edit. Mc Graw Hill, México, 2007.

34
Figura 2.12 Aspectos del análisis de riesgos
Cada uno de estos aspectos fija su atención en cuestiones importantes sobre los análisis de los
peligros de un determinado establecimiento industrial.
El primer aspecto trata de contestar a la pregunta siguiente: ¿Qué puede ocurrir? Es la
identificación de los riesgos mediante técnicas adecuadas.
La siguiente cuestión trata de contestar a la siguiente pregunta. ¿Cuáles son las consecuencias?
Se trata de aplicar métodos matemáticos de análisis de consecuencias.
2.11.1 Matriz de riesgos
Constituye una herramienta de control y de gestión normalmente utilizada para identificar las
actividades (procesos y productos) más importantes de una empresa, el tipo y nivel de riesgo
inherentes a estas actividades y los factores exógenos y endógenos relacionados con estos
riesgos (factores de riesgo). Igualmente una matriz de riesgo permite evaluar la efectividad de una
adecuada gestión y administración de los riesgos financieros que pudieran impactar los resultados
y por ende al logro de los objetivos de una organización.
La matriz debe ser una herramienta flexible que documente los procesos y evalúe de manera
integral el riesgo de una institución, una efectiva matriz de riesgo permite hacer comparaciones
efectivas entre proyectos, áreas, productos, procesos o actividades. Todo ello constituye un
soporte conceptual y funcional de un efectivo Sistema Integral de Gestión de Riesgo.
2.11.2 Elementos de una matriz de riesgos
A partir de los objetivos estratégicos y plan de negocios, la administración de riesgos debe
desarrollar un proceso para la “identificación” de las actividades principales y los riesgos a los
1 • Identificación de riesgos
2 • Análisis de las consecuencias
3 • Cuantificación del Riesgo
4 • Toma de decisiones

35
cuales están expuestas; entendiéndose como riesgo la eventualidad de que una determinada
entidad no pueda cumplir con uno o más de los objetivos. Como se ve en la siguiente figura.
Objetivos estratégicos
IdentificaciónObjetivos
Estratégicos
Probabilidad de ocurrencia y valorazación
Evaluación de controles internos
Objetivos Estratégicos
Riesgo neto o residual
Figura 2.13 Fases para la elaboración de una matriz de riesgo.
Consecuentemente, una vez establecidas todas las actividades, se deben identificar las fuentes o
factores que intervienen en su manifestación o severidad, es decir los llamados “factores de riesgo
o riesgos inherentes”.
El riesgo inherente es intrínseco a toda actividad, surge de la exposición y de la incertidumbre de
probables eventos o cambios en las condiciones del negocio o de la economía que puedan
impactar una actividad. Los factores o riesgos inherentes pueden no tener el mismo impacto sobre
el riesgo agregado, siendo algunos más relevantes que otros, por lo que surge la necesidad de
ponderar y priorizar los riesgos primarios. Los riesgos inherentes al negocio de las entidades
financiera pueden ser clasificados en riesgos crediticios, de mercado y liquidez, operacionales,
legales y normativos estratégicos.
El siguiente paso consiste en determinar la probabilidad de que el riesgo ocurra y un cálculo de los
efectos potenciales sobre el capital o las utilidades de la entidad. La valorización del riesgo implica

36
un análisis conjunto de la probabilidad de ocurrencia y el efecto en los resultados; puede
efectuarse en términos cualitativos o cuantitativos, dependiendo de la importancia o disponibilidad
de información; en términos de costo y complejidad la evaluación cualitativa es la más sencilla y
económica. La valorización cualitativa no involucra la cuantificación de parámetros, utiliza escalas
descriptivas para evaluar la probabilidad de ocurrencia de cada evento.
En general este tipo de evaluación se utiliza cuando el riesgo percibido no justifica el tiempo y
esfuerzo que requiera un análisis más profundo o cuando no existe información suficiente para la
cuantificación de los parámetros. En el caso de riesgos que podrían afectar significativamente los
resultados, la valorización cualitativa se utiliza como una evaluación inicial para verificar
situaciones que ameriten un estudio más profundo.
La evaluación cuantitativa utiliza valores numéricos o datos estadísticos, en vez de escalas
cualitativas, para estimar la probabilidad de ocurrencia de cada evento, procedimiento que
definitivamente podría brindar una base más sólida para la toma de decisiones, esto dependiendo
de la calidad de información que se utilice.
Ambas estimaciones, cualitativas y cuantitativas, pueden complementarse en el proceso del trabajo
de estimar la probabilidad de riesgo. Al respecto debe notarse que si bien, la valoración de riesgo
contenida en una matriz de riesgo es mayormente de tipo cualitativo, también se utiliza un soporte
cuantitativo basado en una estimación de eventos ocurridos en el pasado, con lo cual se obtiene
una mejor aproximación a la probabilidad de ocurrencia del evento.
2.12 Automatización
La automatización industrial, considerada como el manejo de la información para la toma de
decisiones en tiempo real, incorpora la informática y el control automatizado para la ejecución
autónoma y de forma óptima de procesos diseñados según criterios de ingeniería y en
consonancia con los planes de la dirección empresarial (Plan Estratégico del Programa Nacional
de Desarrollo Tecnológico Industrial y Calidad, 2000-2010).
El concepto de automatización corresponde a la necesidad de minimizar la intervención humana en
los procesos de gobierno directo en la producción, vale decir, ahorrar esfuerzo laboral.20
Los procedimientos lógicos humanos se encomiendan a máquinas automatizadas especiales,
ordenadores, las cuales procesan información mucho más rápido que el hombre, con la ayuda de
modelos matemáticos que describen tanto la propia tecnología como la actividad analítica y
reguladora humana.
20 Automatización, redalyc.uaemex.mx/redalyc/pdf/643/64326315.pdf, Septiembre 2009

37
Es la presencia de sistemas automáticos de dirección en los procesos tecnológicos que aseguran
su optimización sin la intervención directa del hombre. La producción adquiere así el aspecto de un
ciclo automático que puede reestructurarse con rapidez y eficiencia.
Merrian Webter sugiere una interesante definición de automatización: “método de controlar
automáticamente la operación de un aparato-artefacto, proceso o sistema integrado por diversos
componentes a través de medios mecatrónicos-electrónicos y computacionales que sustituyen los
órganos sensitivos y la capacidad de decisión del ser humano”.
Siendo un objetivo específico evaluar la automatización de ciertos procesos, parece claro que
primero hemos saber cómo funcionan esos procesos. El tipo de automatización a implantar
depende del tipo de proceso a automatizar: no da lo mismo automatizar un proceso continuo que
un proceso por lotes.
Debido a la gran cantidad de procesos distintos que funcionan actualmente, consideraremos sólo
los más importantes desde el punto de vista de la automatización. Los procesos que estudiaremos
son:
Procesos continuos (tiempo continuo y/o discreto): son aquellos cuyo producto final, en lugar de
estar formado por un conjunto de elementos separados, está constituido por un material que fluye
de forma continua (productos químicos, mezclas de sólidos, etc.). Este tipo de procesos se
caracterizan por que en ellos es necesario medir (caudalímetros, sensores de presión, etc.) y
controlar elementos (electroválvulas proporcionales, motores, etc.) mediante variables analógicas.
Procesos por lotes: está orientada a la fabricación de lotes de tamaño medio de un determinado
producto.
La producción de cada lote se hace de una tirada y, una vez terminado un lote, el departamento de
fabricación envía una orden de control indicando si se puede pasar a fabricar otro lote del mismo o
de otro producto, en función de la demanda. La maquinaria y el personal han de estar preparados
para realizar con celeridad las operaciones de cambio de lote. Es quizás el tipo de producción que
se emplea para fabricar mayor número de productos. Las industrias de calzado, muebles,
electrodomésticos, máquina-herramienta y otras muchas, lo utilizan.
2.12.1 La robótica y la automatización
La automatización y la robótica son dos tecnologías estrechamente relacionadas. En un contexto
industrial se puede definir la automatización como una tecnología que está relacionada con el
empleo de sistemas mecánicos-eléctricos basados en computadoras para la operación y control de
la producción. En consecuencia la robótica es una forma de automatización industrial.

38
Cabe aquí decir que el crecimiento de la Robótica no ha sido tan rápido como vaticinaban ciertas
predicciones realizadas en los primeros años de la década de los 80. Quizás esto se deba a la
carestía de los equipos y a la no tan evidente importancia de su flexibilidad como en principio se
creía: si un robot va a hacer siempre la misma tarea, resulta más económico utilizar otro sistema
menos flexible y más especializado.
Por ello, en tareas repetitivas que no requieren mucha precisión resulta aconsejable utilizar
manipuladores (neumáticos por ejemplo) en vez de robots. En otras tareas más complejas (tales
como la soldadura por láser) que precisan el seguimiento de trayectorias complejas, sí que el robot
sigue siendo insustituible.
2.12.2 Tipos de automatización
Existen cinco formas de automatizar en la industria moderna, de modo que se deberá analizar
cada situación a fin de decidir correctamente el esquema más adecuado.
Los tipos de automatización son:
Control Automático de Procesos.
El Procesamiento Electrónico de Datos.
La Automatización Fija.
El Control Numérico Computarizado.
La Automatización Flexible.
El Control Automático de Procesos, se refiere usualmente al manejo de procesos caracterizados de
diversos tipos de cambios (generalmente químicos y físicos); un ejemplo de esto lo podría ser el
proceso de refinación de petróleo.
El Proceso Electrónico de Datos frecuentemente es relacionado con los sistemas de información,
centros de cómputo, etc. Sin embargo en la actualidad también se considera dentro de esto la
obtención, análisis y registros de datos a través de interfases y computadores.
La Automatización Fija, es aquella asociada al empleo de sistemas lógicos tales como: los
sistemas de relevadores y compuertas lógicas; sin embargo estos sistemas se han ido
flexibilizando al introducir algunos elementos de programación como en el caso de los (PLC'S) o
Controladores Lógicos Programables.
Un mayor nivel de flexibilidad lo poseen las máquinas de control numérico computarizado. Este tipo
de control se ha aplicado con éxito a Máquinas de Herramientas de Control Numérico (MHCN).

39
Entre las MHCN podemos mencionar:
Fresadoras CNC.
Tornos CNC.
Máquinas de Electroerosionado
Máquinas de Corte por Hilo, etc.
El mayor grado de flexibilidad en cuanto a automatización se refiere es el de los Robots21
industriales que en forma más genérica se les denomina como "Celdas de Manufactura Flexible".
21 Entidad virtual o mecánica artificial. En la práctica, esto es por lo general un sistema electromecánico que, por su apariencia o sus
movimientos, ofrece la sensación de tener un propósito propio.

40
CAPÍTULO III INFORMACIÓN GENERAL DE LA EMPRESA
3.1 Antecedentes de la empresa
La empresa productora de lentes de contacto profesionales S.A., es una compañía 100% mexicana
fundada en el año de 1979. La empresa surgió gracias al interés de su fundador, Licenciado
Optometrista egresado del Instituto Politécnico Nacional, de colaborar con el negocio familiar, uno
de los grupos ópticos más grandes y exitosos a nivel nacional, en la producción de lentes de
contacto. Fue uno de los pioneros en cuanto a empresas del ramo en México se refiere,
constituyendo una empresa que en la actualidad es líder en el mercado y acapara gran parte del
mercado nacional siendo la principal abastecedora de lentes de contacto de este grupo óptico,
como de muchos otros clientes.
Administrada y basada en la investigación y desarrollo de productos que se adapten a las
necesidades del mercado en México, la empresa desde su fundación a innovado con sus diseños
creativos y funcionales dedicados a resolver los principales problemas en cuanto a óptica de la
sociedad mexicana. Está abierta a los cambios tecnológicos del mercado mundial, adaptando la
misma a las nuevas tecnologías y vanguardias en cuanto a maquinaria, materiales y equipo que
ofrece este ramo.
Actualmente la empresa de dedica a la producción de diferentes tipos de lentes de contacto rígidos
e hidrofílicos y debido a las necesidades de un mercado cambiante, ahora también distribuye
lentes de contacto tipo tóricos de marcas de renombre.
3.2 Misión y visión
Misión: “Nuestra misión es proporcionar al profesional de la visión y al usuario final lentes de
contacto que cumplan con excelente calidad y servicio, un costo razonable y garantía en materiales
y mano de obra. Para lograrlo contamos con personal altamente capacitado, maquinaria y equipo
de vanguardia, materias primas y materiales indirectos de primera y estricto control de calidad.”
Visión: Consolidarse en el mercado mexicano como la empresa líder en fabricación de lentes de
contacto, con ayuda de una estructura organizacional sólida que proporcione excelente calidad de
productos y servicios a clientes y proveedores.
3.3 Ubicación de la empresa
La empresa se encuentra ubicada en la calle de Pino No. 307 local 7, colonia Atlampa, delegación
Cuauhtémoc, C.P. 06450. (Véase fig. 3.1)

41
Figura 3.1 Plano de ubicación de la empresa productora de lentes de contacto profesionales S.A.
3.4 Distribución de la empresa
La distribución contempla desde la gerencia general, producción y almacén hasta comedor y
baños. La maquinaria trabaja a base de energía neumática, por lo que se cuenta con un cuarto de
máquinas de donde salen las líneas de alimentación de energía neumática al área de producción.
El área de producción a su vez, se encuentra dividida en dos líneas; producción de lentes rígidos y
lentes hidrofílicos (h10). Esto debido a que a pesar de que el proceso de fabricación es similar, los
lentes h10 necesitan condiciones especiales como un control de temperatura y humedad. Cabe
mencionar que producción designa un área de control de calidad para cada una de sus líneas de
productos.
Además existen dos cuartos con un fin especifico cada uno. El primero es el archivo donde se
guarda toda la información relevante para la empresa como los son documentos de contabilidad,
de personal, publicidad de la empresa, papelería y las llamadas “cajas de prueba”, las cuales son
Pino No.
307

42
carpetas que contienen lentes de distintas graduaciones que se entregan a las nuevas sucursales
como stock. En el otro cuarto se guardan todos los materiales indirectos.
La empresa no realiza mantenimiento preventivo ni predictivo, sólo correctivo. Por esta razón se
tiene un taller de mantenimiento, en el cual existen refacciones de todo tipo, herramienta y
maquinaria lista a utilizar cuando ocurra un paro en producción.
Por último se tiene el almacén, funge como almacén de materia prima, semi-producto y producto
terminado. La distribución actual de la empresa se muestra a continuación.
Figura 3.2 Plano de la empresa dedicada a la fabricación de lentes de contacto22
H
I
F
G
D
C
E
N O P
R
Control de Calidad
Rígidos
Control de
Calidad h10
A
B
Baño
Taller de
Mantto
Archivo
Depto de
Conta.
Gerencia
General
Almacén
Comedor
Lentes Rígidos
Lentes h10
Producción
Q
7
T
9
S
J
K
L
M
22 Plano de la empresa, www.visualtex.com.mx, Septiembre, 2009.

43
3.5 Maquinaria y equipo
Como se mencionó con anterioridad la maquinaria se alimenta a base de energía neumática que
suministran dos compresores. La mayoría de esta maquinaria es de mediana tecnología, algunas
de ellas son tornos de uso específico para la manufactura de lentes de contacto, pulidoras y tornos
adaptados para fungir como pulidoras. Con base al plano de la empresa (véase fig. 3.2) a
continuación se encuentra la distribución de esta maquinaria y equipo.
Figura 3.3 Relación de maquinaría y equipo activo en producción
3.6 Estructura organizacional
La empresa dedicada a la producción y distribución de lentes de contacto esta constituida por 17
empleados entre directivos, obreros, auxiliares de almacén y personal de limpieza. Esta clasificada
como una empresa pequeña por el INEGI23
, tomando en cuenta el número de trabajadores que
laboran en la misma (no mas de 20). La empresa no cuenta con un organigrama que muestre la
estructura organizacional y jerarquías dentro de ella, lo cual provoca entre los trabajadores
confusión debido a las jerarquías, razón por la cual se elaboró un organigrama que muestra la
organización actual de la empresa (véase figura 3.4), comenzando por la Dirección General,
encargada de coordinar el departamento de producción y contabilidad. La Gerencia de Producción
a su vez coordina los procesos productivos, compras, ventas y almacén. Por último Contabilidad,
que coordina el aspecto financiero de la empresa. Estadística, www.inegi.org.mx, Septiembre,
2009.
23 Estadística, www.inegi.org.mx, Septiembre, 2009.
.

44
Gerencia de
Producción
Gerencia General
Departamento de
Contabilidad
Supervisión de
Producción
Jefatura de
Almacén
Figura 3.4 Estructura Organizacional de la empresa dedicada a la producción de lentes de contacto
Como se puede apreciar en la figura 3.4, la empresa debido a su tamaño cuenta con una
estructura organizacional muy general y sencilla. La función de cada departamento se menciona de
manera general a continuación:
Gerencia General
Es la cabeza de la organización, administra y coordina todas las áreas de la empresa y está al
tanto de las necesidades generales de la empresa que requiere para su funcionamiento. Tiene
contacto con los proveedores y clientes de la empresa. Mantiene un estrecho contacto con
producción estando al tanto de los reportes del gerente de producción y con contabilidad
monitoreando las finanzas de la empresa.
Gerencia de Producción
Coordina todas las actividades operativas para la fabricación de los lentes de contacto. Mantiene
un control del personal y está a disposición de resolver cualquier incidente dentro del área,
generalmente cuando se requiere mantenimiento correctivo de la maquinaria o cuando la
producción se detiene en algún punto del proceso. Está al tanto de la planeación y control de la
producción. Además de coordinar las funciones del almacén.

45
Departamento de Contabilidad
Coordina todos los movimientos de naturaleza financiera de la empresa, es decir, sueldos,
aspectos legales, importaciones, etc. Mantiene informada a la Gerencia de Producción de todos
estos movimientos.
Supervisión de Producción
Tiene ciertas responsabilidades delegadas por la gerencia de producción. Dentro de estas se
encuentra el monitorear el flujo de producción, evitar los cuellos de botella, vigilar el cumplimiento
del trabajo de parte de los operadores y sobre todo está capacitado para resolver cualquier
problema relacionado con la manufactura del producto.
Jefatura de Almacén
Además de coordinar los movimientos de materiales entre almacén y producción, funge la función
de compras y ventas dentro de la empresa, teniendo un trato directo con los proveedores y
clientes.
Cabe destacar que control de calidad no ha sido incluida dentro de la estructura organizacional de
la empresa, debido a que mas que un departamento de control de calidad es una supervisión por
parte de los operadores de las características finales del producto.
3.7 Plantilla de personal
La plantilla está compuesta casi en su totalidad por personal de tipo operativo, la mayoría personal
masculino, aunque también existen entre operarias, almacén, intendencia y contabilidad personal
femenino. En cuanto a especialización por áreas, los únicos que cuentan con una carrera como
profesionista es el Gerente General y dueño de la empresa y la contadora.
Departamento Puesto No. de Personas
Gerencia Gerente General 1
Producción
Gerente de Producción 1
Supervisor de Producción 1
Operadores 8
Intendencia 1
Figura 3.5 Plantilla de Personal A (Continua en la siguiente página)

46
Departamento Puesto No. de Personas
Almacén Jefe de Almacén 1
Auxiliares de Almacén 3
Contabilidad Contador 1
Figura 3.5 Plantilla de Personal B
3.8 Línea de productos
La empresa productora de lentes de contacto como una de las principales del ramo, cuenta con
una gran variedad de diseños y materiales con los que produce los lentes de contacto RGP (rígidos
permeables a los gases) e hidrofílicos, cada diseño esta hecho para resolver una característica
especifica de la patología del cliente.
Además de la producción la empresa se dedica también a la distribución de lentes de contacto de
prestigiadas marcas como los Biomedic tóricos y Frequency de Cooper Vision, los Soflens de
Bausch & Lomb y los Acuvue Advance de Jonhson & Johnson por mencionar algunos. Estos lentes
tienen la característica de ser desechables, es decir son cambiados cada mes, a diferencia de los
lentes que produce la empresa que tienen una durabilidad de 1 año.
Los productos que se fabrican en la empresa se muestran en la figura 3.6.
Producto Descripción
Visual H10 Lente hidrofílico con 49% de agua e índice de refracción de 1.422 hidratado.
Visual Cf55 Lente de contacto hidrofílico de cambio frecuente con 55% de agua.
Visual FS Lente RGP de material hybrid FS con 94% de absorción de agua.
Visual K Lente RGP especial para queratocono medio y avanzado.
Visual super K Lente RGP especial para queratocono con diseño tricurvo.
Visual F40 Lente RGP fabricado con acrilato de fluorosilicona con índice de 1.47.
Visual F15 Lente RGP fabricado con acrilato de fluorosilicona con índice de 1.45.
Visual F100 Lente RGP fabricado con acrilato de fluorosilicona con permeabilidad del
69%
Visual Multicurvo Lente RGP de cualquier material con un diseño de 4 curvas.
Visual GI Lente RGP con diseño para cirugía ocular o queratotomía.
Figura 3.6 Principales Productos

47
3.9 Proveedores
Abastece sus necesidades con proveedores especializados en el ramo y de gran confiabilidad para
la empresa. Se abastece de materia prima con:
Polímeros Ópticos de México S.A. de C.V.: Es una empresa que tiene presencia en 14
estados de la República y que se especializa en distribuir lentes, armazones, accesorios,
pero principalmente materia prima, que son todas las pastillas para la manufactura de los
lentes. También vende a la empresa los frascos, tapas y empaques de plástico en los que
se entrega el producto final al cliente.
Viendo por tu Salud S.A de C.V.: Distribuidor de lentes de contacto, productos ópticos y
oftálmicos. Se usa como opción cuando Polímeros Ópticos no tiene el material requerido.
Los principales proveedores de lentes de contacto para su distribución son:
Polímeros Ópticos de México S.A. de C.V.: Es una empresa que se especializa en
distribuir lentes, armazones, accesorios, y materia prima. Distribuye los lentes de contacto
de las principales marcas que requiere el mercado.
Johnson & Johnson: Importante empresa estadounidense dedicada a distribución de
productos médicos.
Bausch & Lomb: Empresa transnacional dedicada a cuidar la salud ocular de las
personas ofreciendo productos profesionales de calidad
Cooper Vision: Fabricante y proveedor de lentes de contacto blandos, así como productos
dedicados al cuidado de la salud ocular.
Por último, los proveedores de maquinaria y herramienta son:
Sterling International Co: Importante organización inglesa proveedora de toda la
maquinaria de la empresa, así como de buriles con punta de diamante.
La empresa reafila los buriles de corte con diferentes empresas pequeñas del Distrito Federal y
compra y solicita piezas como tornillos, flechas de torno, boquillas de un taller metal-mecánico que
fabrica herramienta de precisión, el cual lleva ya bastantes años colaborando con ellos.
3.10 Clientes
La multicitada empresa, al ser una de las líderes en la producción de lentes de contacto, cuenta
con una basta cartera de clientes que van desde uno de los grupos ópticos más importantes del
país hasta profesionales de la salud que tratan a sus pacientes con los productos que ofrece la

48
empresa. Entre los clientes más importantes y que dejan mayores ganancias en la empresa
tenemos:
Ópticas Lux S.A. de C.V.: Empresa 100% mexicana comprometida con la excelencia en el
servicio a través de la calidad total.24 Es el principal cliente gracias a la gran cantidad de
sucursales que existen alrededor de la República (incluyendo las sucursales en SEARS),
ya que la empresa productora de lentes de contacto es su único proveedor.
Vertex Impulsora de Ópticas S.A. de C.V.: Dedicada a la distribución de lentes de
contacto en sus sucursales ubicadas en hospitales dedicados al cuidado de la salud ocular.
Es el segundo mejor cliente.
Centro Arista: Óptica y clínica destinada al cuidado de los ojos.
Santos Fernandez Ópticos: Óptica propiedad del Gerente General y dueño de la
empresa. Su fuerza como cliente radica en que se abastece casi en su totalidad de los
productos de la empresa. Sirviendo también como foco de investigación de nuevos
productos probados en clientes de la misma óptica.
La empresa cuenta con una gran variedad de clientes pero las ganancias que aportan a la
empresa no son tan vitales como la que aportan las empresas citadas con anterioridad. La mayoría
de los demás clientes son pequeñas ópticas y Doctores Oftalmólogos que cuentan con sus propias
clínicas.
24
Ópticas Lux, www.lux.com.mx, Septiembre, 2009.
.

49
CAPÍTULO IV DIAGNÓSTICO DE LA EMPRESA
4.1 Situación actual de la empresa
La primera fase de la investigación de este proyecto consiste en conocer la situación que
actualmente se vive dentro de la empresa en estudio. Como lo marca el diseño de la investigación,
es necesario generar un acercamiento a la misma.
Este acercamiento se generó durante la primera visita, en donde hubo una plática con la persona
encargada de proporcionarnos un recorrido por la empresa, como con los trabajadores que laboran
dentro de ella.
Al finalizar este primer acercamiento se visualizó un panorama general de la empresa, su proceso,
áreas funcionales y organización.
Posteriormente, en otra visita, se aplicaron entrevistas en las áreas funcionales de la empresa;
Gerencia General, Producción y Almacén, con el apoyo de grabaciones de audio y documentos
para recopilar la información.
La información obtenida fue la siguiente:
Gerencia General
Es la encargada de administrar los recursos necesarios para el correcto funcionamiento de la
empresa, así mismo es la responsable de la toma decisiones estratégicas de la organización.
La Gerencia carece de planeación estratégica fundamentada en un sistema de gestión de calidad,
ya que no cuentan con una visión, objetivos claros ni una política de calidad. La Gerencia
menciona que conocen las necesidades del cliente, sin embargo no hay una estructura en la que
se apoye y fundamente acerca de las exigencias ni requerimientos de los clientes viéndose
reflejado en calidad de sus procesos y productos.25
Actualmente la empresa se encuentra en proceso de recopilación de información para la
generación de manuales de calidad, procedimientos, etc., los cuales no existen dentro de la
misma, ya que la Secretaria de Salud le esta exigiendo a la empresa un registro sanitario para sus
productos ya que por nuevas disposiciones, los lentes de contacto son considerados como
productos médicos por lo que se tienen que poner mayor énfasis en el cuidado y calidad del
proceso. El límite que tiene la empresa es febrero del 2010.
25 Información de la empresa, www.visualtex.com.mx, Septiembre, 2009.

50
Gerencia de Producción
La Gerencia de Producción es responsable de verificar que el proceso de fabricación de los lentes
se ejecute con los lineamientos establecidos. A su vez, tiene la responsabilidad de que las
máquinas se encuentren en las condiciones óptimas para su uso, que se utilicen las medidas y
equipos de seguridad para cada parte del proceso. Es responsable de que se cuenten con los
insumos necesarios y que cumplan con las características necesarias para generar un producto de
calidad y asesorar al personal en caso de que se genere duda al ejecutar su actividad.
El Gerente de Producción explica que todos los trabajadores están capacitados para realizar las
actividades que se les asignan, sin embargo no existe un indicador que mida las capacidades o
habilidades de cada trabajador, simplemente por la experiencia y mediante la observación se
detecta que operadores desarrollan las mejores habilidades.
El personal no conoce al 100% la normatividad ni la política de la empresa, el mismo entorno los
hace ser concientes de lo que deben de hacer y no hacer. Esto debido a que no existe un manual
de calidad ni procedimientos donde se establezcan los lineamientos y normas que se deben de
seguir.
Almacén
Es responsable de almacenar la materia prima necesarias para producir los lentes de contacto, así
como el almacenamiento del producto terminado y de los productos importados, funge también
como atención, servicio al cliente y compras y es desde este departamento en donde se genera la
orden de producción de los lentes, así como las entradas y salidas del producto terminado.
Dentro de sus funciones está el pedido de la materia prima pero no de todos los insumos
necesarios únicamente de las pastillas, sólo reciben la instrucción de hacerlo ya que el encargado
de esta planificación es el Gerente de Producción.26
El soporte de sus funciones recae en un sistema que permite dar entrada a las órdenes de
producción, así como salida al producto terminado. Esta programada una mejora y actualización al
sistema ya que en ocasiones es lento y obstaculiza la ejecución de sus actividades.
Con base a las observaciones y entrevistas realizadas se aprecia que la empresa que se dedica a
la fabricación de los lentes de contacto tiene necesidades y requerimientos que al reconocerlas y
mejorarlas puede disminuir no sólo el desperdicio sino, lograr una mejor organización y gestión de
todos sus procesos.
26 Información de la empresa, www.visualtex.com.mx, Septiembre, 2009.

51
La información recopilada mediante las entrevistas a las áreas funcionales de la empresa,
contribuyó al conocimiento general del proceso.
4.2 SIPOC
Esta herramienta facilita la comprensión y visualización general del proceso ya que se muestran
elementos básicos como todas las entradas, salidas, proveedores, clientes y sobre todo, el proceso
en estudio. (Véase figura 4.1)
Figura 4.1 SIPOC de la empresa dedicada a la producción de lentes de contacto
4.3 Voz del cliente
Es una herramienta necesaria para el desarrollo del proyecto que se utiliza para definir y conocer
las necesidades de los clientes de la empresa productora de lentes de contacto y a así conocer la
percepción que tienen de los productos de la misma.
Para conocer la voz del cliente se definen las CTQ’s27, las cuales son puntos clave en la
satisfacción de requerimientos de los clientes.
27 Características críticas a la calidad.

52
La empresa no cuenta con sistemas proactivos que recopilen la información sobre estas
características. Los sistemas en los que se basará la recopilación de la información para la
generación de las CTQ’s son sistemas reactivos con los que cuenta la empresa, específicamente:
Solicitudes de servicio.
Las solicitudes de servicio son formatos que se envían a la empresa cuando el cliente requiere la
verificación de las características del producto, cuando hay una no conformidad con el producto, o
en su defecto, el cliente quiere un servicio para éste (limpieza, pulido, graduación, etc.).
Al revisar la información histórica en las solicitudes de servicio que envían los principales clientes a
la empresa, se establece la necesidad que requieren en los productos: calidad en el lente de
contacto RGP.
Comodidad: características que hacen que el producto no sea rechazado por el ojo y que el
uso brinde confort y salud al cliente.
Graduación: factor indispensable para una correcta visión.
Limpieza: evita infecciones, proporciona buena visión y evita la formación de depósitos por
bacterias.
Figura 4.2 Características críticas a la calidad
Necesidad Calidad en el lente
RGP
CTQ’s

53
4.4 Metodología para la recopilación y análisis de datos
Para encontrar la información que se requiere, se tomó en cuenta dos aspectos fundamentales, el
primero es determinar con base a los datos históricos de la empresa la información que pueda ser
útil para el análisis de la información. El segundo fue datos generados dada la necesidad de
obtener mayor información, de la cual no se tenía registro.
La recopilación de la información se realizará a través de documentos históricos que proporcionó la
empresa correspondiente al desperdicio generado durante el año 2008 y las entrevistas que se
realizaron anteriormente, esto ayudará a determinar cómo se encuentra el proceso de fabricación
de los lentes de contacto, así como también se puede percibir la cantidad de no conformidades y
las causas por las que se considera desperdicio al final o a mitad del proceso. Además de la
relación que se tiene con los CTQ’S.
Una vez analizada esta información se valorará si ésta es suficiente, para que con base a esto se
determinen los factores más relevantes que generan el desperdicio.
Como se mencionó en el marco teórico, se hará uso de la metodología Deming, con la cual se
aplicará un cuestionario fundamentado en los 14 puntos, con la finalidad de conocer y recabar
mayor información y encontrar áreas de oportunidad.
4.5 Recopilación y análisis de datos
Como se hizo mención con anterioridad, la empresa proporcionó información correspondiente al
desperdicio generado durante el año 2008 en donde se indica la causa del desperdicio y la
cantidad de los mismos.
No. Causa de desperdicio Descripción
1 Calibración de torno Defecto atribuido a calibración incorrecta
2 Defecto de material Generado por las características deficientes de la materia prima.
3 Chueco El lente no está alineado.
4 Defecto del torno Se observa una deformación en el centro del lente después de cualquier corte.
5 Delgado No cumple con el espesor requerido.
6 Doble curva Existe una curva que no esta diseñada en el centro.
7 Hoyos La superficie tiene hoyos.
Figura 4.3 Principales causas de desperdicio.

54
No. Causa de desperdicio Descripción
8 Quemado La orilla muestra deformación en su forma radial y en ocasiones se aprecia un color blanquizco.
9 Roto Lente roto en alguna etapa del proceso.
10 Diámetro chico El diámetro no coincide con las especificaciones ni tolerancias del diámetro.
11 Destrucción El lente no cumple con las especificaciones y no se puede reprocesar.
12 Extraviado Lentes perdidos en alguna etapa del proceso.
13 Mal calculado Los parámetros de cálculo fueron incorrectos a consecuencia de meter mal los datos al programa.
14 Orilla áspera Orilla no uniforme y con bordes filosos
15 Orilla deformada No tiene la forma radial esperada.
16 Orilla rota Orilla rota en alguna etapa del proceso.
17 Rayado Rayas en la superficie de la zona óptica.
Figura 4.3 Principales causas de desperdicio.
La figura 4.3 muestra los principales desperdicios que se generan a lo largo del proceso, así como
la descripción de los mismos.
La empresa productora de lentes de contacto tiene registrada una producción durante ese periodo
de 43,18628 piezas, de las cuales 36,103 son RGP y 7,083 son hidrofílicos. Los datos
proporcionados muestran la cantidad de desperdicios por clasificación de defecto. Cabe mencionar
que la empresa no tiene un control sobre re procesos, es decir no sabe cuantos de estos lentes
fueron reprocesados en alguna parte del mismo.
La información estadística proporcionada se analizó con base a la teoría de Pareto, a fin de
relacionar y encontrar las principales causas que provocan no conformidades en los productos,
relacionando la frecuencia de las mismas.
Teniendo el número de no conformidades o defectos ordenados por frecuencias se procede a
realizar un cálculo de los porcentajes relativos y acumulados, de esta manera se generó la gráfica
que nos permitió interpretar el tratamiento estadístico de los datos.
A continuación se muestra el análisis de la información estadística relacionada con los defectos en
los lentes. (Véase figura 4.4)
28 Información proporcionada por la Gerencia de http://www.visualtex.com.mx/vsia/login.aspx.

55
Causa de Desperdicio Cantidad Frecuencia Frecuencia Acumulada
Roto 372 28,99% 28,99%
Destrucción 367 28,60% 57,60%
Quemado 141 10,99% 68,59%
Doble curva 131 10,21% 78,80%
Orilla rota 83 6,47% 85,27%
Hoyos 55 4,29% 89,56%
Diámetro chico 47 3,66% 93,22%
Chueco 38 2,96% 96,18%
Defecto de torno 24 1,87% 98,05%
Defecto de material 10 0,78% 98,83%
Orilla deformada 6 0,47% 99,30%
Mal calculado 3 0,23% 99,53%
Delgado 2 0,16% 99,69%
Extraviado 2 0,16% 99,84%
Orilla áspera 1 0,08% 99,92%
Rayado 1 0,08% 100,00%
Total 1283
Figura 4.4 Cantidad de desperdicio de lente RGP
Cantidad 34372 367 144 143 83 55 47 38
Porcentaje 2.729.0 28.6 11.2 11.1 6.5 4.3 3.7 3.0
Acumulado % 100.029.0 57.6 68.8 80.0 86.4 90.7 94.4 97.3
Desperdicio
Oth
er
Chuec
o
Diam
etro
chico
Hoy
os
Dob
le cur
va
Orilla ro
ta
Que
mad
o
Destru
cción
Roto
1400
1200
1000
800
600
400
200
0
100
80
60
40
20
0
Ca
nti
da
d
Po
rce
nta
je
Diagrama de Pareto Causa de Desperdicio
Figura 4.5 Diagrama de Pareto de defectos de lente RGP

56
La figura 4.5 señala las principales causas de desperdicio como las causantes del 80% de los
desperdicios de RGP en el proceso, por lo tanto hay que centrar la atención en resolver las causas
antes mencionadas.
1. Lente roto
2. Destrucción
3. Quemado
4. Orilla rota
Es necesario utilizar la información arrojada por el Pareto, analizarla y encontrar las causas de
estos 4 principales desperdicios con la ayuda de otra de las 7 herramientas básicas de la calidad29;
el diagrama causa-efecto.
Para una construcción efectiva del diagrama se requiere de un razonamiento lógico de los
problemas y lluvia de ideas que sólo se logrará mediante el compromiso y el trabajo del equipo.
Se definen cinco bloques principales sobre los cuales se basó el análisis de las causas; materia
prima, mano de obra, maquinaria y equipo, métodos y medio ambiente.
La primera causa a analizar es el lente roto30. El resultado de este análisis se muestra a
continuación en la figura 4.6.
Esta figura muestra las causas del lente roto, sub causas e incluso sub sub causas. Además de
que se seleccionan las variables de entrada (x1,…,xn) que posteriormente nos ayudarán a
desarrollar una matriz causa efecto.
29 IZAR LANDETA JUAN MANUEL. Las siete herramientas básicas de la calidad. 2ª Edición, Edit. Universidad Potosina, México, 2004.
30 Lente roto: lente roto en alguna parte del proceso, véase figura 4.3 para mayor información.

57
Mé
tod
o
Le
nte
Ro
to
Me
dio
Am
bie
nte
Ma
teria
Prim
aM
an
o d
e O
bra
Ma
qu
ina
ria
Fa
lta
de
esta
nd
ariza
ció
n
Ho
jas d
e p
roce
dim
ien
to
ine
xis
ten
tes
Fa
lta
de
org
an
iza
ció
n y
lim
pie
za
No
ha
y r
ota
ció
n d
e p
ers
on
al
Ca
pa
cita
ció
n n
ula
Pa
rám
etr
os in
ad
ecu
ad
os
Te
mp
era
tura
y h
um
ed
ad
Co
nd
icio
ne
s d
e tra
ba
jo
in
ad
ecu
ad
as
Mè
tod
o a
rte
sa
na
l
Fa
lta
de
in
teré
s/F
alta
de
co
mp
rom
iso
No
ha
y c
om
pro
mis
o
co
n la
org
an
iza
ció
n
Fa
lta
de
mo
tiva
ció
n
Fa
lta
de
lide
razg
o
Dis
tra
cció
n
Dis
tra
cto
res (
Te
léfo
no
Mú
sic
a)
No
cu
mp
le c
on
pa
rám
etr
os e
sta
ble
cid
os
Ma
l m
an
ejo
de
ma
teria
prim
a
No
se
re
aliz
a
co
n m
ue
str
eo
No
ha
y c
uid
ad
o e
n la
ma
teria
prim
a
Ma
qu
ina
ria
in
ad
ecu
ad
a
Ma
qu
ina
ria
pa
ra
pro
pó
sito
no
cre
ad
o
Co
sto
sa
Pla
ne
ació
n d
e
Ma
nte
nim
ien
to
Ma
nte
nim
ien
to c
orr
ectivo
No
ha
y m
an
ten
imie
nto
pre
ve
ntivo
Fa
lta
de
ca
pa
cita
ció
n
Co
no
cim
ien
to d
e
la
ma
qu
ina
ria
idio
sin
cra
sia
Fa
lta
de
In
teré
s
Pe
rso
na
l E
xp
ert
o e
n
un
a s
ola
op
era
ció
n
No
exis
ten
Co
ntr
ole
s
ni in
dic
ad
ore
s
Co
ntr
ol
de
pro
ce
so
Re
pro
ce
so
s
No
ha
y m
an
ua
l d
e c
alid
ad
Fa
lta
de
dis
cip
lina
X1
X2
X3
X6
X4
X1
1
X1
0
X5
X7
X8
X9
X1
2
X1
3
X1
4
Figura 4.6 Diagrama causa-efecto de lente roto

58
Como se puede observar en el diagrama existen diversas causas de este tipo de desperdicio, la
gran mayoría recaen en maquinaria, mano de obra y método. Se aprecia en el diagrama que ni el
medio ambiente ni la materia prima tiene mucha relación con el lente roto. La siguiente tabla
resume de manera sencilla las causas principales del lente roto. (Véase figura 4.7)
PROBLEMA CAUSA SUB-CAUSA SUB SUB-CAUSA
LENTE ROTO
Materia primas
No cumple con parámetros establecidos
No se realiza con muestreo
Mal manejo de materia prima
No hay cuidado en la materia prima
Maquinaria y equipo
Maquinaria inadecuada
Costosa.
Maquinaria para propósito no creado
Planeación de mantenimiento
Mantenimiento correctivo
No hay mantenimiento preventivo
Conocimiento de la maquinaria
Falta de capacitación
Mano de obra
Capacitación nula Falta de interés
Idiosincrasia
No hay rotación de personal
Persona experta en una sola operación
Distracción Distractor (teléfono y
música)
Falta de interés y falta de compromiso
Falta de liderazgo
Falta de motivación
No hay compromiso con la organización
Medio ambiente Condiciones de trabajo
inadecuada Parámetros inadecuados
de temperatura y humedad
Método
Falta de estandarización Método artesanal
Hojas de procedimientos inexistentes
No hay manual de calidad
No existen controles ni indicadores
Re procesos
Control de procesos
Falta de organización y limpieza
Figura 4.7 Causas principales de lente roto31
La siguiente causa de desperdicio es lente destruido. (Véase figura 4.8)
31 Lente roto: lente roto en alguna parte del proceso, véase figura 4.3 para mayor información.

59
Figura 4.8 Diagrama causa-efecto de lente destruido
Le
nte
De
str
uid
o
Me
dio
Am
bie
nte
Ma
teri
a P
rim
aM
an
o d
e O
bra
Ma
qu
ina
ria
Mé
tod
o
Sin
In
dic
ad
ore
s d
e p
roce
dim
ien
to
So
lo M
an
ten
imie
nto
Co
rre
ctiv
o
Fa
lta d
e e
sta
nd
ariza
ció
n
No
ha
y m
an
ua
l de
ca
lida
d
Fa
lta d
e o
rga
niz
aci
ón
y li
mp
ieza
No
ha
y ro
taci
ón
de
pe
rso
na
l
No
cu
mp
le c
on
pa
rám
etr
os
est
ab
leci
do
s
Ca
pa
cita
ció
n n
ula
No
exi
ste
co
ntr
ol p
ara
re
pro
ceso
Ma
l ma
ne
jo d
e m
ate
ria
prim
a
Ma
qu
ina
ria
ina
de
cua
da
(h
ech
iza)
Mé
tod
o a
rte
san
al
Idio
sin
cra
sia
Fa
lta d
e In
teré
s
Pe
rso
na
l exp
ert
o e
n u
na
so
la o
pe
raci
ón
Ma
qu
ina
ria
pa
ra
pro
pó
sito
no
cre
ad
o
Co
sto
sa
Fa
lta d
e
Pro
gra
ma
s d
e m
an
tto.
Ma
l ca
libra
do
Pe
rfil
de
Pe
rso
na
l in
ad
ecu
ad
o
Pe
rso
na
l in
ad
ecu
ad
o
No
se
re
aliz
a
co
n m
ue
stre
o
No
ha
y cu
ida
do
la m
ate
ria
prim
a
Po
r fa
lta d
e c
on
oci
mie
nto
No
ha
y r
eg
istr
o d
e la
s o
pe
raci
on
es
Ho
jas
de
p
roce
dim
ien
tos
ine
xist
en
tes
Su
pe
rvis
ión
Ina
de
cua
da
Dis
tra
cció
n
Dis
tra
cto
res
(Te
léfo
no
Mú
sica
)
Fa
lta d
e D
isci
plin
a
X1 X2
X3
X6
X4
X11
X10
X5
X7
X8
X9
X14
X13
Co
nd
icio
ne
s d
e a
mb
ien
te
ina
de
cua
da
s
Te
mp
era
tura
Hu
me
da
d
X12

60
Las principales causas de lente destruido se agrupan en la figura 4.9, donde se observó relación
entre lente roto y destruido. La materia prima y el medio ambiente presenta las mismas causas, en
maquinaria y equipo se aprecia de nuevo la falta de mantenimiento, falta de capacitación del
personal y una falta de compromiso con la estandarización métodos de trabajo, controles y
registros. Además de otro factor interesante, la supervisión.
PROBLEMA CAUSA SUB-CAUSA SUB SUB-CAUSA
LENTE DESTRUIDO
Materia primas
No cumple con parámetros establecidos
No se realiza con muestreo
Mal manejo de materia prima No hay cuidado en la
materia prima
Maquinaria y equipo
Maquinaria inadecuada.
Costosa
Maquinaria para propósito no creado
Mal calibrado
Falta de programas de mantenimiento
Sólo mantenimiento correctivo
Personal inadecuado Perfil de personal
inadecuado
Mano de obra
Capacitación nula Falta de interés
Idiosincrasia
No hay rotación de personal Persona experta en una
sola operación
Distracción
Falta de disciplina
Distractores (teléfono y música)
Medio ambiente
Condiciones de trabajo inadecuada
Parámetros inadecuados de temperatura y
humedad
Método
Falta de estandarización Método artesanal
Falta de organización y limpieza
Hojas de procedimientos inexistentes
No hay manual de calidad
Falta de conocimientos
Sin indicadores de procedimiento
No hay registro de las operaciones
No existe control para reproceso
Supervisión Inadecuada
Figura 4.9 Diagrama causa-efecto de lente destruido
La siguiente causa de desperdicio es lente quemado. (Véase figura 4.10)

61
Figura 4.10 Diagrama causa-efecto de lente quemado
Le
nte
qu
em
ad
o
Me
dio
Am
bie
nte
Ma
teri
a P
rim
aM
an
o d
e O
bra
Ma
qu
ina
ria
Mé
tod
o
Co
nd
icio
ne
s d
e a
mb
ien
te
ina
de
cua
da
s
Ma
qu
ina
ria
In
ad
ecu
ad
a
“Acu
mu
lam
ien
to”
de
tra
ba
jo
Pla
ne
aci
ón
de
Ma
nte
nim
ien
to
Ho
jas
de
pro
ced
imie
nto
ine
xist
en
tes
Fa
lta d
e e
sta
nd
ariza
ció
n
en
las
op
era
cio
ne
s
Fa
lta d
e in
teré
s/
Fa
lta d
e c
om
pro
mis
o
Fa
lta d
e c
ap
aci
taci
ón
Dife
ren
tes
ha
bili
da
de
s
en
tre
los
op
era
rio
s
No
exi
ste
Co
ntr
ole
s
ni i
nd
ica
do
res
Ma
l ma
ne
jo
de
ma
teria
prim
a
Te
mp
era
tura
Exp
erie
nci
a
Fa
lta d
e C
om
un
ica
ció
n
Mè
tod
o a
rte
san
al
De
stre
za
No
ha
y co
mp
rom
iso
co
n la
org
an
iza
ció
n
Fa
lta d
e
mo
tiva
ció
n
Fa
lta d
e li
de
razg
o
No
se
fo
me
nta
el t
rab
ajo
en
eq
uip
o
Dis
tra
cció
n
Dis
tra
cto
res
(Te
léfo
no
Mú
sica
)
Fa
lta d
e P
lan
ea
ció
n
Co
ntr
ol d
e p
roce
so
Re
pro
ceso
s
Hu
me
da
d
Ma
l
alm
ace
na
mie
nto
Co
no
cim
ien
to d
e
la m
aq
uin
aria
Ma
nte
nim
ien
to c
orr
ect
ivo
No
ha
y m
an
ten
imie
nto
pre
ven
tivo
Fa
lta d
e d
isci
plin
a
X1
X2
X3
X6
X4
X11
X10
Ma
qu
ina
ria
pa
ra
pro
pó
sito
no
cre
ad
o
Co
sto
sa
X5 No
ha
y m
an
ua
l de
ca
lida
d
Mé
tod
o c
om
ple
jo
X7
X8
X9
X12
X13

62
Este tipo de desperdicio, se asemeja mucho a los anteriores, es decir, método, mano de obra y
maquinaria son los elementos que requieren mayor atención, sin embargo hay algunos puntos que
causan un interés particular, el acumulamiento de trabajo, la falta de comunicación y la maquinaria
para propósito no creado.
PROBLEMA CAUSA SUB-CAUSA SUB SUB-CAUSA
LENTE QUEMADO
Materia Prima Mal manejo de materia
prima Mal almacenamiento
Maquinaria y equipo
Maquinaria inadecuada
Costosa
Maquinaria para propósito no creado
Planeación de Mantenimiento
Mantto Correctivo
No hay Mantto Preventivo
Conocimiento de maquinaria Falta capacitación
Mano de obra
Diferentes habilidades entre operarios
Experiencia
Destreza
Falta de compromiso
No hay compromiso con la organización
Falta de liderazgo
Falta de motivación
Falta de comunicación No se fomenta el trabajo
en equipo
Distracción Falta de disciplina
Distractores
Medio ambiente
Condiciones de trabajo inadecuada.
Parámetros inadecuados de temperatura y
humedad.
Método
Falta de estandarización Método artesanal
Método complejo
Acumulación de trabajo Falta de planeación
Hojas de procedimientos inexistentes
No hay manual de calidad
Sin indicadores de procedimiento
Reprocesos
Control de proceso
Supervisión Inadecuada
Figura 4.11 Diagrama causa-efecto de lente quemado32
La siguiente y última causa importante de desperdicio es orilla rota. (Véase figura 4.11)
32La orilla muestra deformación en su forma radial y en ocasiones se aprecia un color blanquizco.

63
Figura 4.12 Diagrama causa-efecto de lente con orilla rota
Orilla
Ro
ta
Me
dio
Am
bie
nte
Ma
teri
a P
rim
aM
an
o d
e O
bra
Ma
qu
ina
ria
Mé
tod
o
Co
nd
icio
ne
s d
e a
mb
ien
te
ina
de
cu
ad
as
“Acu
mu
lam
ien
to”
de
tra
ba
jo
Ho
jas d
e p
roce
dim
ien
to
ine
xis
ten
tes
Fa
lta
de
esta
nd
ariza
ció
n
en
la
s o
pe
racio
ne
s
No
exis
te C
on
tro
les
ni in
dic
ad
ore
s
Ma
l m
an
ejo
de
ma
teria
prim
a
Te
mp
era
tura
Mé
tod
o c
om
ple
jo
Dis
tra
cció
n
Dis
tra
cto
res (
Te
léfo
no
Mú
sic
a)
Fa
lta
de
Pla
ne
ació
n
Co
ntr
ol d
e p
roce
so
Hu
me
da
d
Ma
l a
lma
ce
na
mie
nto
Fa
lta
de
Dis
cip
lina
Ha
bili
da
d d
e o
pe
rario
Fa
lta
de
ma
nte
nim
ien
to
pre
ve
ntivo
No
ha
y c
alib
ració
n
Ma
ne
jo d
e
ma
teria
en
el tr
asla
do
La
fo
rma
de
tra
sla
da
r
la
ma
teria
es r
iesg
osa
Fa
lta
de
in
teré
s/F
alta
de
co
mp
rom
iso
Dife
ren
tes h
ab
ilid
ad
es
en
tre
lo
s o
pe
rario
s
Exp
erie
ncia
De
str
eza
No
ha
y c
om
pro
mis
o
co
n la
org
an
iza
ció
n
Fa
lta
de
mo
tiva
ció
n
Fa
lta
de
lid
era
zg
o
No
ha
y m
an
ua
l d
e c
alid
ad
X1
X2
X3
X6
X4
X11
X10
X5
X7
X8
X9

64
El último diagrama al igual que los anteriores muestra causas importantes en común, método,
mano de obra y maquinaria y equipo. Sin embargo tiene cuestiones importantes a destacar sobre
los anteriores análisis, se aprecia la falta de liderazgo en la supervisión, diferentes habilidades y
distracción y un mal manejo de la materia prima, ya que es un material delicado que con cualquier
descuido se puede despostillar, incluso fractura.
PROBLEMA CAUSA SUB-CAUSA SUB SUB-CAUSA
LENTE ORILLA ROTA
Materia prima.
Mal manejo de materia prima Mal almacenamiento
Manejo de material inadecuado La forma de manejar el
material es riesgosa
Maquinaria. Falta de mantenimiento
preventivo Mal calibrado
Mano de obra
Diferentes habilidades entre operarios
Destreza
Experiencia
Falta de interés /Falta de compromiso
Falta de liderazgo
No hay compromiso con la organización
Falta de motivación
Distracción
Falta de disciplina
Distractores (Teléfonos, música)
Medio ambiente
Condiciones de trabajo inadecuada
Humedad
Temperatura
Método
Falta de estandarización de las operaciones
Habilidad del operario
Método complejo
Acumulamiento de trabajo Falta de planeación
No existen controles ni indicadores de procedimiento
Control de proceso
Hojas de procedimientos inexistentes
No hay manual de calidad
Figura 4.13 Diagrama causa-efecto de orilla rota
En seguida se muestra una tabla comparativa (véase tabla 4.14) entre las causas raíz y las áreas
afectadas. La información que arroja es que el área en la cual recaen la mayor cantidad de
problemas es producción, ya que como se puede observar en la figura, recaen 13 de las 14 causas
que se repiten con mayor frecuencia en los diagramas de causa y efecto, por lo tanto se deduce
que es esta el área en donde se encuentra o recae mayor área de oportunidad.
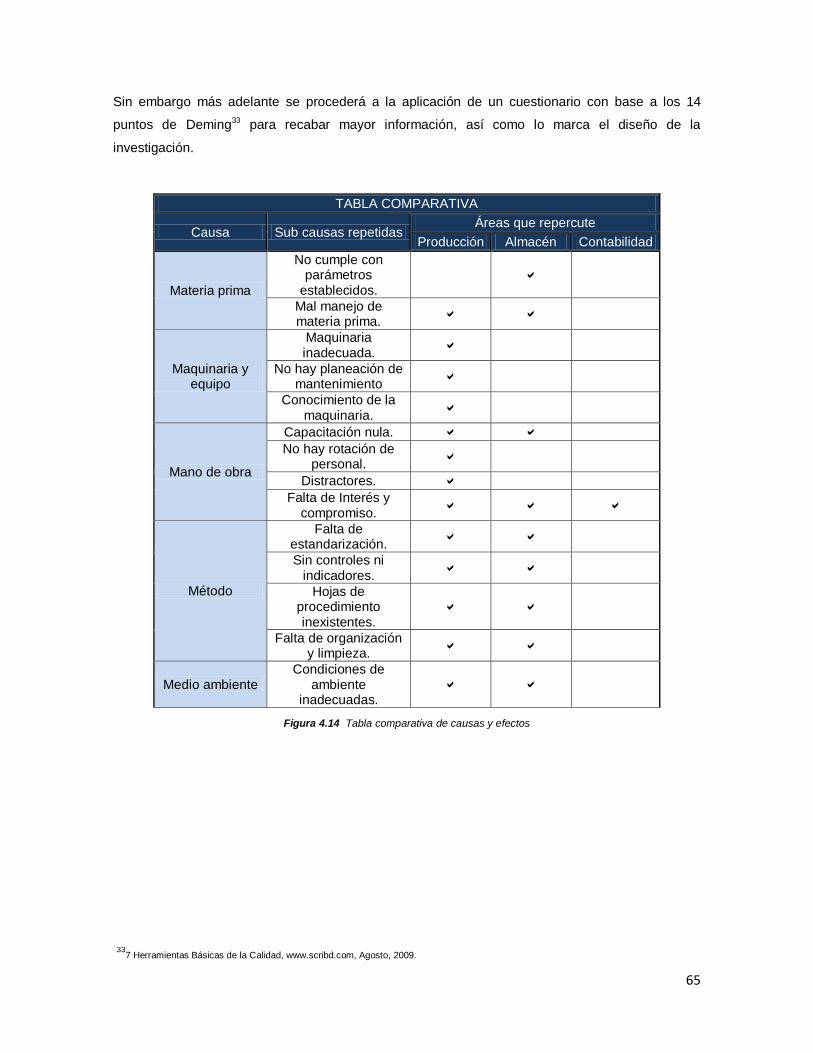
65
Sin embargo más adelante se procederá a la aplicación de un cuestionario con base a los 14
puntos de Deming33 para recabar mayor información, así como lo marca el diseño de la
investigación.
Figura 4.14 Tabla comparativa de causas y efectos
TABLA COMPARATIVA
Causa Sub causas repetidas Áreas que repercute
Producción Almacén Contabilidad
Materia prima
No cumple con parámetros
establecidos.
Mal manejo de materia prima.
Maquinaria y equipo
Maquinaria inadecuada.
No hay planeación de mantenimiento
Conocimiento de la maquinaria.
Mano de obra
Capacitación nula.
No hay rotación de personal.
Distractores.
Falta de Interés y compromiso.
Método
Falta de estandarización.
Sin controles ni indicadores.
Hojas de procedimiento inexistentes.
Falta de organización y limpieza.
Medio ambiente Condiciones de
ambiente inadecuadas.
337 Herramientas Básicas de la Calidad, www.scribd.com, Agosto, 2009.

66
Una vez explicado los diagramas causa y efecto se continúo con la elaboración de sus matrices,
las cuales ayudan a priorizar las variables arrojadas durante el análisis de las principales causas
del desperdicio.
La realización de estas matrices de causa y efecto están basadas en el análisis previo de la voz del
cliente, la cual nos muestra los CTQ’s34 del proceso, y las variables de entrada (x1,…,xn) las cuales
fueron tomadas de cada uno de los diagramas causa efecto elaborados con anterioridad, además
de que se contó con la colaboración de personas involucradas en el proceso y los responsables de
las diferentes áreas de la empresa.
De acuerdo con los CTQ’s que se tiene se le dio la calificación de acuerdo a que tan importante
considera el cliente estos críticos al momento de hacer su pedido. Por lo que se requirió
previamente ponderar estos CTQ’s.
La ponderación va de 0 al 10 donde:
10 = Afecta Mucho 5 = Afecta Medianamente 0 = No afecta en Nada
Por lo tanto quedaron de la siguiente forma:
CTQ'S Ponderación
Centrado correcto 5
Orillas bien pulidas 10
Diámetro de lente adecuado 7
Superficie sin rayas de torno 7
CP del tamaño adecuado 7
Curvatura uniforme 7
Simetría 5
Radio de corte dentro de tolerancia 5
Sin Restos de Cera 5
Graduación Correcta 10
Figura 4.15 Priorización de CTQ’s de acuerdo a la voz de cliente
Los valores que se asignaron a cada CTQ’s se determinó con base a la experiencia del personal,
las solicitudes de servicio y las entrevistas que realizaron.
La figura 4.16 muestra la matriz causa y efecto del primer desperdicio analizado con los diagramas
de Ishikawa, el lente roto.
34
Características críticas a la calidad

67
5 10 7 7 7 7 5 5 5 10
1 2 3 4 5 6 7 8 9 10
Centr
ado c
orr
ecto
Orilla
s b
ien p
ulid
as
Diá
metr
o d
e le
nte
adecuado
Superf
icie
sin
rayas d
e
torn
o
CP
del t
am
año a
decuado
Curv
atu
ra u
nifo
rme
Sim
etr
ía
Radio
de c
ort
e d
entr
o d
e
tole
rancia
Sin
Resto
s d
e C
era
Gra
duació
n c
orr
ecta
TO
TA
L
X1 Capacitación nula 5 6 6 4 3 3 3 2 2 8 312
X2Expertis de
una sola operación5 5 8 7 6 5 6 5 5 6 397
X3 Falta de disciplina 1 3 2 2 4 3 1 2 1 1 142
X4Falta de
liderazgo1 1 3 2 2 1 1 2 1 1 101
X5 Mètodo artesanal 3 5 7 7 7 6 5 5 5 9 419
X6 No hay manual de calidad 5 9 6 6 5 6 4 4 5 6 401
X7No existen Controles
ni indicadores 5 6 7 5 5 5 5 3 5 8 384
X8 Falta de organización y limpieza 2 5 2 5 2 2 2 2 5 4 222
X9Maquinaria
inadecuada 1 2 2 7 5 5 5 4 5 5 278
X10Planeación de
Mantenimiento5 3 7 5 4 5 5 5 2 5 312
X11 Conocimiento de
la maquinaria3 2 5 3 3 4 3 3 1 4 215
X12Parámetros inadecuados
Temperatura y humedad 1 2 1 2 2 3 1 3 3 5 166
X13No cumple con
parámetros establecidos4 5 5 5 5 5 4 4 1 4 295
X14Mal manejo
de materia prima3 4 3 3 2 4 2 3 0 3 194
Matriz de Causa y Efecto Lente Roto
Nivel de importancia para el cliente
Entradas al Proceso
Figura 4.16 Matriz Causa y Efecto Lente Roto
En la siguiente figura se muestra la relación de las variables de entrada de manera priorizada con
los CTQ’S35. (Véase figura 4.17)
35Características críticas a la calidad

68
5 10 7 7 7 7 5 5 5 10
1 2 3 4 5 6 7 8 9 10
Centr
ado c
orr
ecto
Orilla
s b
ien p
ulid
as
Diá
metr
o d
e le
nte
adecuado
Superf
icie
sin
rayas d
e
torn
o
CP
del t
am
año a
decuado
Curv
atu
ra u
nifo
rme
Sim
etr
ía
Radio
de c
ort
e d
entr
o d
e
tole
rancia
Sin
Resto
s d
e C
era
Gra
duació
n c
orr
ecta
TO
TA
L
X5 Mètodo artesanal 3 5 7 7 7 6 5 5 5 9 419
X6 No hay manual de calidad 5 9 6 6 5 6 4 4 5 6 401
X2Expertis de
una sola operación5 5 8 7 6 5 6 5 5 6 397
X7No existen Controles
ni indicadores 5 6 7 5 5 5 5 3 5 8 384
X1 Capacitación nula 5 6 6 4 3 3 3 2 2 8 312
X10Planeación de
Mantenimiento5 3 7 5 4 5 5 5 2 5 312
X13No cumple con
parámetros establecidos4 5 5 5 5 5 4 4 1 4 295
X9Maquinaria
inadecuada 1 2 2 7 5 5 5 4 5 5 278
X8 Falta de organización y limpieza 2 5 2 5 2 2 2 2 5 4 222
X11 Conocimiento de
la maquinaria3 2 5 3 3 4 3 3 1 4 215
X14Mal manejo
de materia prima3 4 3 3 2 4 2 3 0 3 194
X12Parámetros inadecuados
Temperatura y humedad 1 2 1 2 2 3 1 3 3 5 166
X3 Falta de disciplina 1 3 2 2 4 3 1 2 1 1 142
X4Falta de
liderazgo1 1 3 2 2 1 1 2 1 1 101
Entradas al Proceso
Matriz de Causa y Efecto Lente Roto
Nivel de importancia para el cliente
Figura 4.17 Matriz Causa y Efecto Lente Roto
Con lo anterior tenemos que las posibles causas por las cuales se genera el desperdicio de lente
roto36 son:
Método Artesanal.
No hay manual de calidad.
Expertis de una sola operación.
No existen controles ni indicadores.
Capacitación nula.
Planeación de Mantenimiento.
36Lente roto en alguna etapa del proceso.

69
La siguiente figura muestra la matriz causa y efecto del siguiente desperdicio, lente destruido.
(Véase figura 4.18)
5 10 7 7 7 7 5 5 5 10
1 2 3 4 5 6 7 8 9 10
Centr
ado c
orr
ecto
Orilla
s b
ien p
ulid
as
Diá
metr
o d
e le
nte
adecuado
Superf
icie
sin
rayas d
e
torn
o
CP
del t
am
año a
decuado
Curv
atu
ra u
nifo
rme
Sim
etr
ía
Radio
de c
ort
e d
entr
o d
e
tole
rancia
Sin
Resto
s d
e C
era
Gra
duació
n c
orr
ecta
TO
TA
L
X1 Capacitación nula 3 7 4 3 4 5 5 3 2 2 267
X2 No hay rotación de personal 5 5 8 7 6 5 6 5 5 6 397
X3 Distracción 5 10 6 6 6 6 5 4 4 9 448
X4 Falta de estandarización 5 8 7 7 7 7 5 5 5 10 476
X5 Falta de organización y limpieza 3 7 4 4 4 3 2 2 3 7 295
X6 Por falta de conocimiento 5 5 8 7 6 5 6 5 5 8 417
X7 Sin Indicadores de procedimiento 5 6 7 5 5 5 5 3 5 8 384
X8 Supervisión 2 5 2 5 2 2 2 2 5 4 222
X9Maquinaria para
propósito no creado4 3 6 5 5 4 3 4 4 8 325
X10 Mal calibrado 3 7 4 3 4 5 5 3 2 2 267
X11 Personal no calif icado 2 5 2 2 2 5 3 2 2 7 242
X12Condiciones de ambiente
inadecuadas 5 3 5 1 1 2 2 2 3 1 163
X13No cumple con
parámetros establecidos1 3 5 2 3 2 4 2 2 1 169
X14 Mal manejo de materia prima 1 4 5 1 2 3 2 1 1 2 162
Matriz de Causa y Efecto Lente Destruido
Nivel de importancia para el cliente
Entradas al Proceso
Figura 4.18 Matriz Causa y Efecto Lente destruido
En la siguiente figura se muestra la relación de las variables de entrada de manera priorizada con
los CTQ´S37. (Véase figura 4.19)
37Crítico a la calidad

70
5 10 7 7 7 7 5 5 5 10
1 2 3 4 5 6 7 8 9 10
Centr
ado c
orr
ecto
Orilla
s b
ien p
ulid
as
Diá
metr
o d
e lente
adecuado
Superf
icie
sin
rayas d
e
torn
o
CP
del ta
maño a
decuado
Curv
atu
ra u
niform
e
Sim
etr
ía
Radio
de c
ort
e d
entr
o d
e
tole
rancia
Sin
Resto
s d
e C
era
Gra
duació
n c
orr
ecta
TO
TA
L
X4 Falta de estandarización 5 8 7 7 7 7 5 5 5 10 476
X3 Distracción 5 10 6 6 6 6 5 4 4 9 448
X6 Por falta de conocimiento 5 5 8 7 6 5 6 5 5 8 417
X2 No hay rotación de personal 5 5 8 7 6 5 6 5 5 6 397
X7 Sin Indicadores de procedimiento 5 6 7 5 5 5 5 3 5 8 384
X9Maquinaria para
propósito no creado4 3 6 5 5 4 3 4 4 8 325
X5 Falta de organización y limpieza 3 7 4 4 4 3 2 2 3 7 295
X1 Capacitación nula 3 7 4 3 4 5 5 3 2 2 267
X10 Mal calibrado 3 7 4 3 4 5 5 3 2 2 267
X11 Personal no calif icado 2 5 2 2 2 5 3 2 2 7 242
X8 Supervisión 2 5 2 5 2 2 2 2 5 4 222
X13No cumple con
parámetros establecidos1 3 5 2 3 2 4 2 2 1 169
X12Condiciones de ambiente
inadecuadas 5 3 5 1 1 2 2 2 3 1 163
X14 Mal manejo de materia prima 1 4 5 1 2 3 2 1 1 2 162
Matriz de Causa y Efecto Lente Destruido
Nivel de importancia para el cliente
Entradas al Proceso
Figura 4.19 Matriz Causa y Efecto Lente Destruido
Con lo anterior tenemos que las posibles causas por las cuales se genera el desperdicio de lente
destruido son:
Falta de Estandarización
Distracción
Por falta de conocimiento de maquinaria
Sin indicadores de Procedimiento
No hay rotación de personal

71
La siguiente figura muestra la matriz causa y efecto del siguiente desperdicio, lente quemado.
(Véase figura 4.20)
5 10 7 7 7 7 5 5 5 10
1 2 3 4 5 6 7 8 9 10
Centr
ado c
orr
ecto
Orilla
s b
ien p
ulid
as
Diá
metr
o d
e le
nte
adecuado
Superf
icie
sin
rayas d
e
torn
o
CP
del t
am
año a
decuado
Curv
atu
ra u
nifo
rme
Sim
etr
ia
Radio
de c
ort
e d
entr
o d
e
tole
rancia
Sin
Resto
s d
e C
era
Gra
duació
n c
orr
ecta
TO
TA
L
X1 Diferentes habilidades entre los operarios 5 5 5 5 5 5 2 2 2 8 325
X2 Falta de interés/ Falta de compromiso 1 4 1 3 3 3 1 4 1 2 165
X3 Falta de Comunicación 2 5 2 2 2 5 3 2 2 7 242
X4 Distracción 6 6 1 1 1 2 1 1 1 1 150
X5Falta de estandarización
en las operaciones5 10 6 6 6 6 5 4 4 9 448
X6Hojas de procedimiento
inexistentes5 8 5 5 4 5 3 3 3 10 383
X7 “Acumulamiento” de trabajo 5 10 5 5 3 5 4 4 4 10 411
X8 Control de proceso 3 7 4 4 4 3 2 2 3 7 295
X9Maquinaria para
propósito no creado4 3 6 5 5 4 3 4 4 8 325
X10Planeación de
Mantenimiento 3 7 4 3 4 5 5 3 2 2 267
X11Conocimiento de
la maquinaria2 4 3 2 3 3 4 1 3 8 247
X12Condiciones de ambiente
inadecuadas 1 3 5 2 3 2 4 3 2 1 174
X13Mal
almacenamiento de materia prima1 4 5 2 2 3 2 1 1 2 169
Nivel de importancia para el cliente
Entradas al Proceso
Matriz de Causa y Efecto Lente Quemado
Figura 4.20 Matriz Causa y Efecto Lente quemado
En la siguiente figura se muestra la relación de las variables de entrada de manera priorizada con
los CTQ’S38. (Véase figura 4.21)
38Crítico a la calidad

72
1 2 3 4 5 6 7 8 9 10
Centr
ado c
orr
ecto
Orilla
s b
ien p
ulid
as
Diá
metr
o d
e le
nte
adecuado
Superf
icie
sin
rayas d
e
torn
o
CP
del t
am
año a
decuado
Curv
atu
ra u
nifo
rme
Sim
etr
ía
Radio
de c
ort
e d
entr
o d
e
tole
rancia
Sin
Resto
s d
e C
era
Gra
duació
n c
orr
ecta
TO
TA
L
5 10 6 6 6 6 5 4 4 9
X7 “Acumulamiento” de trabajo 5 10 5 5 3 5 4 4 4 10 411
X6Hojas de procedimiento
inexistentes5 8 5 5 4 5 3 3 3 10 383
X1 Diferentes habilidades entre los operarios 5 5 5 5 5 5 2 2 5 8 340
X9Maquinaria para
propósito no creado4 3 6 6 5 4 3 4 4 8 332
X8 Control de proceso 3 7 4 4 4 3 2 2 3 7 295
X10Planeación de
Mantenimiento 3 7 4 3 4 5 5 3 2 2 267
X11Conocimiento de
la maquinaria2 4 3 2 3 3 4 1 3 8 247
X3 Falta de Comunicación 2 5 2 2 2 5 3 2 2 7 242
X12Condiciones de ambiente
inadecuadas 1 3 5 2 3 2 4 3 2 1 174
X13Mal
almacenamiento de materia prima1 4 5 2 2 3 2 1 1 2 169
X2 Falta de interés/ Falta de compromiso 1 4 1 3 3 3 1 4 1 2 165
X4 Distracción 6 6 1 1 1 2 1 1 1 1 150
Entradas al Proceso
Entradas al Proceso
Matriz de Causa y Efecto Lente Quemado
Figura 4.21 Matriz Causa y Efecto Lente quemado
Con lo anterior tenemos que las posibles causas por las cuales se genera el desperdicio de lente
destruido son:
Acumulamiento de trabajo.
Hojas de procedimiento inexistentes.
Diferentes habilidades entre los operarios.
Maquinaria para propósito no creado. 39
Control de procesos.
39Maquinaria creada para distintos procesos de manufactura pero adaptada a cumplir con las necesidades del proceso

73
La siguiente figura muestra la matriz causa y efecto del último desperdicio, orilla rota. (Véase figura
4.22)
5 10 7 7 7 7 5 5 5 10
1 2 3 4 5 6 7 8 9 10
Centr
ado c
orr
ecto
Orilla
s b
ien p
ulid
as
Diá
metr
o d
e le
nte
adecuado
Superf
icie
sin
rayas d
e
torn
o
CP
del t
am
año a
decuado
Curv
atu
ra u
nifo
rme
Sim
etr
ía
Radio
de c
ort
e d
entr
o d
e
tole
rancia
Sin
Resto
s d
e C
era
Gra
duació
n c
orr
ecta
TO
TA
L
X1Diferentes habilidades
entre los operarios5 5 5 5 5 5 2 2 2 8 325
X2 Falta de interés/Falta de compromiso 1 4 1 3 3 3 1 4 1 2 165
X3 Distracción 6 6 1 1 1 2 1 1 1 1 150
X4Falta de estandarización
en las operaciones5 10 6 6 6 6 5 4 4 9 448
X5 No hay manual de calidad 5 8 5 5 4 5 3 3 3 10 383
X6 “Acumulamiento” de trabajo 5 10 5 5 3 5 4 4 4 10 411
X7No existe Controles
ni indicadores 3 7 4 4 4 3 2 2 3 7 295
X8 No hay calibración 4 3 6 5 5 4 3 4 4 8 325
X9Condiciones de ambiente
inadecuadas 1 2 1 2 2 3 1 3 3 5 166
X10 Mal manejo de materia prima 1 3 2 2 4 3 1 2 1 1 142
X11Manejo de
materia en el traslado1 1 3 2 2 1 1 2 1 1 101
Matriz de Causa y Efecto Orilla Rota
Nivel de importancia para el cliente
Entradas al Proceso
Figura 4.22 Matriz Causa y Efecto Orilla Rota40
En la siguiente figura se muestra la relación de las variables de entrada de manera priorizada con
lo crítico a la calidad. (Véase figura 4.23)
40Orilla rota: orilla rota en alguna parte del proceso, véase figura 4.3 para mayor información.

74
5 10 7 7 7 7 5 5 5 10
1 2 3 4 5 6 7 8 9 10
Centr
ado c
orr
ecto
Orilla
s b
ien p
ulid
as
Diá
metr
o d
e le
nte
adecuado
Superf
icie
sin
rayas d
e
torn
o
CP
del t
am
año a
decuado
Curv
atu
ra u
nifo
rme
Sim
etr
ía
Radio
de c
ort
e d
entr
o d
e
tole
rancia
Sin
Resto
s d
e C
era
Gra
duació
n c
orr
ecta
TO
TA
L
X4Falta de estandarización
en las operaciones5 10 6 6 6 6 5 4 4 9 448
X6 “Acumulamiento” de trabajo 5 10 5 5 3 5 4 4 4 10 411
X5 No hay manual de calidad 5 8 5 5 4 5 3 3 3 10 383
X1Diferentes habilidades
entre los operarios5 5 5 5 5 5 2 2 2 8 325
X8 No hay calibración 4 3 6 5 5 4 3 4 4 8 325
X7No existe Controles
ni indicadores 3 7 4 4 4 3 2 2 3 7 295
X9Condiciones de ambiente
inadecuadas 1 2 1 2 2 3 1 3 3 5 166
X2 Falta de interés/Falta de compromiso 1 4 1 3 3 3 1 4 1 2 165
X3 Distracción 6 6 1 1 1 2 1 1 1 1 150
X10 Mal manejo de materia prima 1 3 2 2 4 3 1 2 1 1 142
X11Manejo de
materia en el traslado1 1 3 2 2 1 1 2 1 1 101
Entradas al Proceso
Matriz de Causa y Efecto Orilla Rota
Nivel de importancia para el cliente
Figura 4.23 Matriz Causa y Efecto Lente Orilla Rota
Con lo anterior tenemos que las posibles causas por las cuales se genera el desperdicio de orilla
rota41
son:
Falta de estandarización en las operación.
Acumulamiento de trabajo.
No hay manual de calidad.
Diferentes Habilidades entre los operarios.
No hay calibración.
Una vez terminadas las matrices de causa efecto se analizaron las más importantes de acuerdo a
la puntuación más alta de los cuatro desperdicios identificados y analizados hace unos momentos.
Una vez teniendo la matriz causa y efecto de cada uno de los desperdicios se elaboró una relación
de las variables de entrada encontradas en cada una de las matrices con su puntuación (véase
figura 4.24) con el fin de encontrar las causas comunes de los cuatro desperdicios que se generan 41
Orilla rota: orilla rota en alguna parte del proceso, véase figura 4.3 para mayor información.

75
en la fabricación de los lentes de contacto. La forma en como se realizó fue, sumando las causas
de los cuatro desperdicios de cada matriz.
Sub-Causa del desperdicio Puntuación % % Acumulado
Falta de estandarización 924 17% 17%
“Acumulamiento” de trabajo 822 15% 32%
No hay manual de calidad 784 14% 46%
Sin Indicadores de procedimiento 679 12% 59%
Diferentes habilidades entre los operarios 625 11% 70%
Hojas de procedimiento 383 7% 77%
Maquinaria para
propósito no creado332 6% 83%
Mal calibrado 325 6% 89%
Falta de Planeación de Mantto. 312 6% 95%
Falta de Capacitación. 312 6% 100%
Resumen - Matrices de Causa y Efecto de las posibles causas principales de desperdicio
Figura 4.24 Matriz de las principales causas de desperdicio
Tomando el principio de Pareto42
tomaremos como base el 80% de las causas posibles que se
encontraron en cada desperdicio del los lentes de contacto.
Por lo tanto las principales causas arrojadas de todo el análisis causa y efecto son:
Falta de estandarización.
Acumulamiento de trabajo.
No se cuenta con manuales de calidad.
Sin indicadores de procedimientos.
Diferentes habilidades.
Hojas de procedimiento.
Máquina no utilizada para ese fin.
4.6 Aplicación de cuestionarios
Después de analizadas las causas y variables que originan el desperdicio y de visualizar mediante
la matriz de correlación en donde recae la mayor atención sobre las variables de ruido se procedió
a recabar mayor información del proceso como se mencionó con anterioridad.
42 W. EDWARDS DEMING. Calidad, Productividad y Competitividad: La salida a la crisis, 5ª Edición, Edit. Díaz de Santos, España,
2006.

76
Esto se logró con el diseño y la aplicación de cuestionarios, basados en los 14 puntos de Deming
en la organización, enfocados a determinar los puntos clave que tengan relación con los
desperdicios y la calidad en los productos y en el proceso, basados en el ciclo de mejora continua
de Deming. Con la intención de una futura revisión y propuesta de acción enfocados a estos 14
puntos en el proceso de lentes de contacto. El cuestionario se diseñará con base al personal que
conforma la planta. (Véase figura 4.25)
Departamento Puesto No. de Personas
Gerencia Gerente General 1
Gerente de Producción 1
Producción Supervisor de Producción 1
Operadores 8
Intendencia 1
Jefe de almacén 1
Auxiliar de almacén 3
Contabilidad Contador 1
Total 17
Almacén
Figura 4.25 Personal que integra la empresa
Tomando como base los datos de la tabla se procedió a diseñar el cuestionario y con el universo
se procede a determinar la muestra a quien se le aplicó el mismo.
4.6.1 Diseño de cuestionario
El objetivo del cuestionario es recabar información de carácter cuantitativo y específico de
actividades relacionadas con el cumplimiento del Ciclo Deming, por lo que el cuestionario se
construyó basado en los catorce principios de Deming.
Se asignó un valor a cada opción para permitir el conteo posterior y un análisis de los resultados.
(Véase tabla 4.26)
Respuestas Clasificación Valor
Siempre A 4
Casi siempre B 3
A veces C 2
Nunca D 1
Figura 4.26 Ponderación de respuestas de cuestionario

77
4.6.2 Determinación de la muestra
Cuando la muestra es menor a 30 se toma a toda la población. Debido a que en el caso de la
empresa productora de lentes de contacto es igual a 17, se tomará a toda la población para la
aplicación del cuestionario. De acuerdo al organigrama mostrado en la figura 3.5 se procede a
calcular el porcentaje de confianza, esta se determina mediante la siguiente fórmula:
% de confianza = áreas totales / áreas funcionales
= 3 / 2
% de confianza = 1.5
El número de combinaciones posibles se calcula de la siguiente manera:
Número de combinaciones = (número de factores) (áreas funcionales)
= (14 principios) (2)
Número de combinaciones = 28
Determinamos el número de preguntas que contendrá el cuestionario mediante la siguiente
fórmula:
Número de preguntas = (número de combinaciones) (% de confianza)
= (28) (1.5)
Número de preguntas = 42
Por lo tanto el cuestionario contendrá 42 preguntas.
Población 3Gerencia General, Gerencia de Producción y
Departamento de Contabilidad.
Muestras 2 Supervisión de Producción y Jefatura de Almacén.
Descripción 14 14 principios de Deming
Variable DescripciónDatos
(Departamentos)
Figura 4.27 Áreas de la empresa

78
Como primer paso se toman todas las áreas involucradas en el proceso de fabricación de los
lentes de contacto para precisar la muestra43
, de acuerdo a la tabla 4.27.
Después se procede a determinar el nivel de confianza, tomando en cuenta que la población es de
3 áreas y la muestra de 2 áreas, siendo estas dos las más involucradas en el proceso de
fabricación de los lentes, por lo tanto el cálculo se realiza de la siguiente forma:
% de confianza = [(muestra) / (población)] * 100
= [(2) / (3)] * 100
% de confianza = 66.66%
Considerando las secciones que deberá contener el cuestionario, se determinó el número de
combinaciones posibles mediante la siguiente fórmula:
No. De Combinaciones = (secciones) (población)
= (14) (3)
No. De Combinaciones = 42
El número de preguntas que como mínimo deberá contener el cuestionario se calcula como sigue:
No. De preguntas mínimas = (no. De combinaciones) (valor de confianza)
= (42) (0.666)
No. De preguntas mínimas = 28
Para determinar el número de preguntas mínimas que debe contener cada sección se realiza de la
siguiente manera:
No. De preguntas por sección = (no. De preguntas mínimas) / (14 principios de Deming)
= (28) / (14)
No. De preguntas por sección = 2
43 La muestra y los diseños de cuestionarios fueron elaborados con base a la estructura organizacional de la empresa.

79
De acuerdo a los valores calculados en los pasos anteriores, se obtuvo que el cuestionario deberá
contener 42 preguntas en total, como mínimo aceptable se harán 28 preguntas, y por lo menos 2
preguntas por cada sección que corresponden a los 14 principios de Deming44
.
Por lo tanto el cuestionario queda estructurado y distribuido como se muestra en la figura 4.28.
PRINCIPIOS NO. DE PREGUNTAS
1.- Crear constancia de propósito
hacia la mejora del producto o servicio.2
2.- Adoptar la nueva filosofía. 4
3.- Dejar de depender de la inspección
como mecanismo para lograr la
calidad.
5
4.- Terminar con la práctica de cerrar
un negocio.3
5.- Mejorar de forma constante el
sistema de producción.6
6.- Instituir programas de capacitación
en el trabajo.3
7.- Instituir el liderazgo 4
8.- Perder el miedo. 2
9.- Eliminar las barreras entre
departamentos.5
10.- Eliminar las consignaciones,
exhortaciones y metas dirigidas a la
fuerza laboral.
3
11.- Eliminar el establecimiento de
estándares y cuotas numéricas
arbitrarias.
2
Figura 4.28 Estructura del cuestionario (continua en la siguiente página)
PRINCIPIOS NO. DE PREGUNTAS
12.- Eliminar las barreras que privan a
las personas de su derecho a
enorgullecerse. 3
13.- Instituir un programa de educación
y auto mejora 3
14.- Impulsar el trabajo de todos los
miembros de la empresa hacia el
cumplimiento de la transformación. 4
Total de preguntas aplicadas 42
Figura 4.28 Estructura del cuestionario
44 VELASCO SÁNCHEZ JUAN. Gestión de la Calidad: Mejora Continua y Sistemas de Gestión, 1ª Edición, España, 2005.

80
4.6.3 Análisis de la información recopilada con los cuestionarios
Después de la aplicación de los cuestionarios en la empresa productora de lentes de contacto se
construyó una tabla frecuencias del cuestionario que se le aplicó a las 17 personas donde se
relacionó la respuesta obtenida con los valores de ponderación. (Véase figura 4.29)
FRECUENCIA
1 2 3 4
P1 0 30 42 20 92
P2 3 30 78 28 139
P3 138 47 21 0 206
P4 15 64 35 20 134
P5 6 42 90 44 182
P6 0 36 61 28 125
P7 12 22 75 12 121
P8 7 30 21 20 78
P9 20 20 131 28 199
P10 3 22 50 57 132
P11 24 21 20 10 77
P12 3 52 75 28 158
P13 1 8 63 100 172
P14 7 30 72 20 129
TOTALPONDERACIÓN
Figura 4.29 Tabla de frecuencias de respuestas45
Una vez aplicado el conteo de las respuestas obtenidas con sus respectivas frecuencias se
procede a realizar el diagrama de Pareto, (véase figura 4.30), de la cantidad de respuestas
obtenidas de acuerdo a lo que contestaron las personas encuestadas, posteriormente será
necesario analizar las respuestas arrojadas por el personal con sus respectivas causas y sub
causas que consideran importantes y que afectan directamente a los puntos de Deming46
que ellos
consideraron importantes, esto se realizará con la ayuda de diagramas de pescado que se
mostrarán en seguida.
45
La tabla 4.29 muestra las frecuencias de respuesta de los cuestionarios multiplicadas por la ponderación. 46
VELASCO SÁNCHEZ JUAN. Gestión de la Calidad: Mejora Continua y Sistemas de Gestión, 1ª Edición, España, 2005.

81
Cantidad 129125121 92 78 77206199182172158139134132
Porcentaje 7 6 6 5 4 411 10 9 9 8 7 7 7
Acumulado % 75 81 87 92 96 10011 21 30 39 47 54 61 68
Puntos Deming
OTR
OS
MIE
DO
CONSTA
NCIA
LIDERAZG
O
ENTR
ENAM
IENTO
TRANSFO
RM
ACIÓ
N
SLO
GANS
COM
PRAS
NUEVA F
ILOSOFÍ
A
LÓGROS P
ERSONALE
S
CAPACITACIÓ
N
MEJO
RAM
IENTO
BARRERAS
INSPECCIÓ
N
2000
1500
1000
500
0
100
80
60
40
20
0
Ca
nti
da
d
Po
rc
en
taje
Gráfica de Pareto "Cuestionarios"
Figura 4.30 Gráfica de Pareto de las respuestas arrojadas por la entrevista.
Esta tabla muestra que el personal encuestado considera que el punto 2, el punto 13, el punto 7, el
punto 5, el punto 9, el punto 3 y el punto 10 son los puntos de Deming47
más vulnerables dentro de
la organización.
Los diagramas de pescado se construyeron con base a lo que el personal considera que son las
causas por las cuales esos puntos se consideran vulnerables dentro de la organización, sus
respuestas se muestran a continuación en las siguientes figuras.
47 VELASCO SÁNCHEZ JUAN. Gestión de la Calidad: Mejora Continua y Sistemas de Gestión, 1ª Edición, España, 2005.

82
Filo
so
fía
de
ca
lida
d
ine
xis
ten
te
Ma
teri
a P
rim
a
Ma
no
de
ob
ra
Ma
qu
ina
ria
Mé
tod
o
Ma
nte
nim
ien
to
No
exis
te u
n m
éto
do
de
va
lida
ció
n d
el p
rod
ucto
.
Ma
teria
Prim
a C
ert
ific
ad
a
Lo
s
Pro
ve
ed
ore
s
no
en
tre
ga
n
ce
rtific
ad
os
Lo
s P
rove
ed
ore
s n
o e
sta
n
ce
rtific
ad
os
Ma
nte
nim
ien
to
ina
de
cu
ad
o
Ma
qu
ina
s d
e ú
ltim
a
tecn
olo
gía
Pe
rso
na
l C
ap
acita
do
Ina
de
cu
ad
am
en
te p
ara
utiliz
arla
.
Ad
ap
tació
n o
Re
ing
en
ierí
a
No
Pla
nific
ad
a
Ca
pa
cita
ció
n
Actitu
d
Fa
lta
de
Co
mp
rom
iso
Me
no
rPro
du
ctivid
ad
No
exis
te u
n e
nfo
qu
e a
pro
ce
so
De
sle
alta
d a
l tr
ab
ajo
Esta
nd
ariza
ciò
n
Ca
da
op
era
do
r re
aliz
a la
op
era
ció
n d
e a
cu
erd
o a
su
s h
ab
ilid
ad
es
Figura 4.31 Diagrama causa-efecto de filosofía de calidad inexistente

83
Como se puede observar existen diversas causas de desperdicio mostradas en la figura 4.31 cabe
señalar que la maquinaria y la mano de obra son las que contienen mayor área de oportunidad
debido a que la maquinaria no cuenta con el mantenimiento adecuado y entre los operadores
existe falta de compromiso para una nueva filosofía dentro de la empresa.
Figura 4.32 Resumen de las causas y sub causas de adopción de nueva filosofía
En seguida se muestra el diagrama de pescado del punto referente a programa de educación y
auto mejora, en otras palabras capacitación.
El diagrama se muestra en la figura 4.33.
Problema Causa Sub - causa Sub sub - causa
FILOSOFÍA DE CALIDAD
INEXISTENTE
Materia prima. Materia Prima
Certificada
Los proveedores no están certificados
No existe un método de validación del
producto
Los proveedores no entregan certificados
de calidad
Maquinaria.
Máquinas de última tecnología
Personal Capacitado Inadecuadamente para
utilizarla.
Adaptación o Reingeniería
No planificada
Mantenimiento Mantenimiento
Inadecuado
Mano de obra
Capacitación
Deslealtad al trabajo
No existe un enfoque a procesos
Actitud
Falta de compromiso
Baja Productividad
Falta de disciplina
Método Estandarización
Cada operador realiza la operación de acuerdo a sus
habilidades

84
Fa
lta
de
ca
pa
cita
ció
n
Ma
teri
a P
rim
a
Ma
no
de
ob
ra
Ma
qu
ina
ria
Mé
tod
o
Uso
de
ma
qu
ina
ria
No
se
ad
qu
iere
el
pro
du
cto
ma
s id
ón
eo
Co
mp
ras
No
se
co
no
ce
co
n
exa
ctitu
d e
l p
ote
ncia
l d
e
la m
aq
uin
aria
Ma
qu
ina
s d
e ú
ltim
a
tecn
olo
gía
Pe
rso
na
l C
ap
acita
do
Ina
de
cu
ad
am
en
te p
ara
utiliz
arla.
Ad
ap
tació
n o
Re
ing
en
ierí
a
No
Pla
nific
ad
a
Tie
mp
o
Mo
tiva
ció
n
No
ha
y u
n líd
er
Op
era
do
res n
o c
on
form
es
El p
ers
on
al n
o e
sta
ca
pa
cita
do
ad
ecu
ad
am
en
te
Ma
nu
ale
s
No
exis
ten
ma
nu
ale
s p
ara
ca
pa
cita
ció
n
Pa
rtic
ipa
ció
n
No
es e
qu
ita
tiva
Co
mp
lejid
ad
No
to
do
s lo
s u
su
ario
s e
sta
n
ca
pa
cita
do
s p
ara
de
sa
rro
llar
cie
rta
s a
ctivid
ad
es
La
ge
ren
cia
no
lo v
e c
om
o a
lgo
ne
ce
sa
rio
Imp
lan
tació
n
Pro
gra
ma
ció
n p
ara
la
ca
pa
cita
ció
n
No
exis
te u
na
estr
ate
gia
de
ca
pa
cita
ció
n
Alm
acé
n
No
se
alm
ace
na
co
n la
s
co
nd
icio
ne
s a
mb
ien
tale
s
ad
ecu
ad
as
Figura 4.33 Diagrama causa-efecto de falta de capacitación

85
Como se puede observar de los diagramas pasados y junto con este nos damos cuenta que la
maquinaria y la mano de obra tienen un grado de especialización. Debido a esto los operadores no
conllevan a los objetivos de la empresa detectando falta de motivación y se carece de un líder que
pueda integrarlos hacia el objetivo de la empresa, los tiempos de ocio son mayores y sólo algunos
trabajadores pueden desarrollar actividades más complejas.
Problema Causa Sub-causa Sub sub-causa
FALTA DE CAPACITACIÓN
Materia prima.
Compras No se adquiere el producto mas idóneo
Almacén No se almacena con las condiciones ambientales adecuadas
Maquinaria.
Uso de maquinaria No se conoce con exactitud el potencial de la maquinaria
Adaptación o Reingeniería
Personal Capacitado Inadecuadamente para utilizarla.
Máquinas de última tecnología
No planificada
Mano de obra
Tiempo
El personal no esta capacitado
adecuadamente
Operadores no conformes
Participación No es equitativa
Motivación No hay un líder
Complejidad
No todos los usuarios están capacitados para
desarrollar ciertas actividades
Método
Implantación La gerencia no lo ve como algo necesario
Programación para la capacitación
No existe una estrategia de capacitación
Manuales No existen manuales
para capacitación
Figura 4.34 Resumen del diagrama de pescado referente a capacitación.
En seguida se muestra el diagrama de pescado del punto referente a liderazgo.
El diagrama se muestra en la figura 4.35.

86
Fa
lta
de
lid
era
zg
o
Ma
teri
a P
rim
a
Ma
no
de
ob
ra
Ma
qu
ina
ria
Mé
tod
o
Ma
nte
nim
ien
to
No
exis
te u
n E
xp
ert
o o
alg
uie
n q
ue
co
no
zca
el
pro
ce
so
pa
ra s
ele
ccio
na
r
la m
ate
ria
prim
a id
on
ea
Ca
lida
d d
e M
ate
ria
Prim
a
Ma
nte
nim
ien
to
ina
de
cu
ad
o
Ma
qu
ina
s d
e ú
ltim
a
tecn
olo
gía
Pe
rso
na
l C
ap
acita
do
Ina
de
cu
ad
am
en
te p
ara
utiliz
arla
.
Ad
ap
tació
n o
Re
ing
en
ierí
a
No
Pla
nific
ad
a
Tie
mp
o
Mo
tiva
ció
n
No
ha
y u
n líd
er
Op
era
do
res n
o c
on
form
es
De
ma
sia
da
re
laja
ció
n
Co
mp
lejid
ad
No
está
n c
lara
s la
s
ind
ica
cio
ne
s
Pa
rtic
ipa
ció
n
No
es e
qu
ita
tiva
Co
mp
lejid
ad
No
to
do
s lo
s u
su
ario
s
pu
ed
en
re
aliz
ar
cie
rta
s
activid
ad
es
No
exis
te u
na
esta
nd
ariza
ció
n
Imp
lan
tació
n
Pro
gra
ma
ció
n d
e A
ctivid
ad
es
No
exis
te u
na
bu
en
a
pla
nific
ació
n
Figura 4.35 Diagrama causa-efecto de falta de liderazgo

87
Como podemos observar en la figura 4.35 existen varias causas por las que no existe liderazgo
dentro de las cuales la motivación es un factor muy importante para el logro de los objetivos de la
empresa, la capacitación inadecuada hace presencia para que no se ejecute una buena decisión
al momento de adquirir un producto o delegar una responsabilidad, algunas actividades son
complejas y no todos los operarios pueden realizarlas con la máxima eficiencia.
Problema Causa Sub-causa Sub sub-causa
FALTA DE LIDERAZGO
Materia prima. Calidad de Materia
Prima
No existe un Experto o alguien que
conozca el proceso para seleccionar la
materia prima idónea
Maquinaria.
Mantenimiento Mantenimiento
Inadecuado
Adaptación o Reingeniería
No planificada
Maquinas de última tecnología
Personal Capacitado Inadecuadamente
Mano de obra
Complejidad
No todos los usuarios pueden realizar ciertas
actividades
Experiencia
Tiempo
Demasiada relajación
Operadores no conformes
Participación No es equitativa
Motivación No hay un líder
Método
Programación de Actividades
No existe una buena planificación
Implantación No existe una
estandarización
Complejidad No están claras las
indicaciones
Figura 4.36 Resumen de las causas y sub causas de liderazgo
En seguida se muestra el diagrama de mejora del proceso de producción. (Véase figura 4.37)

88
Me
jora
mie
nto
de
l
pro
ce
so
de
pro
du
cció
n
Ma
teri
a P
rim
a
Ma
no
de
ob
ra
Ma
qu
ina
ria
Mé
tod
o
Ma
nte
nim
ien
to
Co
mp
ras in
ne
ce
sa
ria
s
Co
mp
ras
Ma
nte
nim
ien
to
ina
de
cu
ad
o
Ma
qu
ina
s d
e
últim
a
tecn
olo
gía
Pe
rso
na
l C
ap
acita
do
Ina
de
cu
ad
am
en
te p
ara
utiliz
arla
.
Ad
ap
tació
n o
Re
ing
en
ierí
a
No
Pla
nific
ad
a
Mo
tiva
ció
n
No
ha
y u
n líd
er
Se
ve
co
mo
un
a a
ctivid
ad
extr
a
Clie
nte
No
exis
ten
re
gis
tro
de
retr
oa
lime
nta
ció
n d
el
clie
nte
Pa
rtic
ipa
ció
n
Re
sis
ten
cia
al ca
mb
io
No
exis
te u
na
pla
ne
ació
n c
om
o ta
l
Pla
ne
ació
n E
str
ate
gic
a
Alm
acé
n
No
se
lle
va
un
co
ntr
ol
de
lo
s r
eg
istr
os
Re
sis
ten
cia
al ca
mb
io
Fa
lta
de
Mo
tiva
ció
n
Figura 4.37 Diagrama causa-efecto de mejoramiento del sistema de producción

89
Dentro de las causas que generan desperdicios agrupados en la figura 4.37 podemos observar que
no hay plan de mejoramiento del proceso de producción, la falta de motivación y el modo de
pensar de algunos trabajadores limita a que no se pueda crear. Dentro del método podemos
encontrar que no existe una planeación estratégica y no existe una retroalimentación con el cliente.
Figura 4.38 Resumen de las causas y sub causas de mejorar el sistema de producción
En seguida se muestra el diagrama de pescado del punto referente a eliminación de barreras.
El diagrama se muestra en la figura 4.39.
Problema Causa Sub-causa Sub sub-causa
MEJORAMIENTO DEL PROCESO DE PRODUCCIÓN
Materia prima.
Compras Compras innecesarias
Almacén No se lleva un control
de registros
Maquinaria.
Mantenimiento Mantenimiento
Inadecuado
Adaptación o Reingeniería
No planificada
Máquinas de última tecnología
Personal Capacitado Inadecuadamente
Mano de obra
Resistencia al cambio
Motivación No hay un líder
Falta de motivación
Participación
Se ve como una actividad extra el
cambio.
Resistencia al cambio
Método
Planeación No existe una
planeación como tal
Cliente No existe
retroalimentación del cliente

90
Ba
rre
ras
en
tre
de
pa
rta
me
nto
s
Ma
teri
a P
rim
a
Ma
no
de
ob
ra
Ma
qu
ina
ria
Mé
tod
o
Ma
nte
nim
ien
to
Co
mp
ras
Ma
nte
nim
ien
to
ina
de
cua
do
Ma
qu
ina
s d
e ú
ltim
a
tecn
olo
gía
Ma
nu
ale
s y
má
qu
ina
s
con
figu
rad
as
en
otr
o id
iom
a
Ad
ap
taci
ón
o
Re
ing
en
ierí
a
No
Pla
nifi
cad
a
Co
mp
ete
nci
a
Mo
tiva
ció
n
Re
sist
en
cia
al c
am
bio
Imp
ote
nci
a
Pe
rde
r e
l tra
ba
jo
Clie
nte
Co
mu
nic
aci
ón
co
n e
l
clie
nte
Pa
rtic
ipa
ció
n
No
se
r e
scu
cha
do
Ad
jud
ica
rse
resp
on
sab
ilid
ad
Pla
ne
aci
ón
Est
rate
gic
a
Co
mp
ras
inn
ece
saria
s
Ofe
rta
s p
ara
ma
yore
o
Se
r re
strin
gid
o
Figura 4.39 Diagrama causa-efecto de barreras entre departamentos

91
Como se puede observar en la figura 4.39 las barreras que existen en la materia prima, maquinaria
mano de obra y método son debido a que el personal vive sobre un paradigma de comodidad
generando descuidos, inconformidades, impotencia de tomar decisiones teniendo como
consecuencia una resistencia a un cambio.
Problema Causa Sub-causa Sub sub-causa
BARRERAS ENTRE DEPARTAMENTOS
Materia prima.
Compras
Ofertas para mayoreo
Compras Innecesarias
Maquinaria.
Mantenimiento Mantenimiento inadecuado
Máquinas de última tecnología
Manuales y máquinas configuradas en otro idioma
Adaptación o Reingeniería. No planificada
Mano de obra
Competencia
Impotencia
Perder el trabajo
Participación
No ser escuchado
Ser restringido
Motivación Resistencia al cambio
Método Planeación Estratégica Adjudicarse responsabilidad
Figura 4.40 Resumen de las causas y sub causas de eliminación de barreras entre departamentos
En seguida se muestra el diagrama de pescado del punto referente a eliminar inspecciones. Este
diagrama se muestra en la figura 4.41.

92
De
pe
nd
en
cia
de
la
in
sp
ecció
n
Ma
teri
a P
rim
a
Ma
no
de
ob
ra
Ma
qu
ina
ria
Mé
tod
o
Ma
nte
nim
ien
to
Co
mp
ras in
ne
ce
sa
ria
s
Co
mp
ras
Ma
nte
nim
ien
to
ina
de
cu
ad
o
De
fecto
s
El e
qu
ipo
no
esta
bie
n
ca
libra
do
Ad
ap
tació
n o
Re
ing
en
ierí
a
No
exis
ten
pla
no
s o
dia
gra
ma
s d
e
me
jora
Ma
la
alin
ea
ció
n
Se
re
aliz
a d
e fo
rma
art
esa
na
l
No
se
tie
ne
cu
ida
do
al re
aliz
ar
las a
ctivid
ad
es
De
fecto
s
So
lo s
on
re
gis
tro
s y
no
se
usa
n p
ara
un
co
ntr
ol
Re
gis
tro
s
Alm
acé
n
No
se
lle
va
un
co
ntr
ol
de
lo
s r
eg
istr
os L
en
tes r
oto
s
La
He
rra
mie
nta
no
esta
bie
n a
fila
da
Ma
l m
an
ejo
de
pro
du
cto
Tra
sla
do
Ina
de
cu
ad
o
Figura 4.41 Diagrama causa-efecto de dependencia de la inspección

93
Como se puede observar en la figura 4.41 las siguiente causas son debido a la materia prima,
maquinaria y mano de obra se realizan inspecciones que no agregan valor al proceso, en otros
casos existen registros pero que no se utilizan para generar una mayor productividad y la
disminución de reprocesos en otras palabras no existe un control estadístico de esos registros son
meramente informativos.
Problema Causa Sub-causa Sub sub-causa
DEPENDENCIA DE LA INSPECCIÓN
Materia prima.
Compras Compras
Innecesarias
Almacén No se lleva un control de los
registros
Maquinaria.
Mantenimiento Mantenimiento
Inadecuado
Adaptación o Reingeniería No existen planos o diagramas de
mejora
Defectos
La herramienta no está bien afilada.
El equipo no está bien calibrado
Mano de obra
Mala alineación Se realiza de
forma artesanal
Lentes rotos Mal manejo de
producto
Defectos
No se tiene cuidado al realizar
las actividades
Traslado Inadecuado
Método Registros Solo son registros y no se usan para
un control
Figura 4.42 Resumen de las causas y sub causas de eliminación de inspecciones
En seguida se muestra el diagrama de pescado del punto referente a eliminar exhortaciones y
metas. Este diagrama se muestra en la figura 4.43.

94
Exis
ten
cia
de
etiq
ue
tas y
slo
ga
ns
Ma
teri
a P
rim
a
Ma
no
de
ob
ra
Ma
qu
ina
ria
Mé
tod
o
La
ge
ren
cia
no
co
no
ce
rea
lme
nte
el p
roce
so
de
ne
go
cio
de
la
em
pre
sa
Pro
ce
so
de
Ne
go
cio
Me
tas
No
exis
ten
ob
jetivo
s
esta
ble
cid
os
No
ha
y u
na
filo
so
fía
de
ca
lida
d
No
exis
ten
in
dic
ad
ore
s d
e
pro
du
ctivid
ad
Ince
ntivo
s
No
exis
ten
in
ce
ntivo
s d
e c
alid
ad
Pro
mo
ció
n d
e p
ers
on
al
Figura 4.43 Diagrama causa-efecto de existencia de etiquetas y slogans

95
Como se puede observar en la figura 4.43 la mano de obra y el método son las causas principales,
donde la inexistencia de incentivos, promoción de personal y una filosofía de calidad propician una
baja productividad y por lo tanto no existen tales indicadores.
Problema Causa Sub-causa Sub sub-causa
EXISTENCIA DE ETIQUETAS Y
SLOGANS
Materia prima. - -
Maquinaria. - -
Mano de obra
Incentivos
Promoción de personal
No existen incentivos de
calidad
Metas
No existen objetivos
establecidos
No existen indicadores de productividad
Método Proceso de Negocio
La gerencia no conoce realmente el proceso de negocio de la empresa
No hay una filosofía de calidad
Figura 4.44 Resumen de las causas y sub causas de eliminación de slogans48
Una vez explicados los diagramas causa efecto se realizó la matriz de correlación entre los puntos
de Deming analizados con respecto a las áreas afectadas.
48 VELASCO SÁNCHEZ JUAN. Gestión de la Calidad: Mejora Continua y Sistemas de Gestión, 1ª Edición, España, 2005.

96
Como se puede observar en la tabla 4.45 el área más afectada nuevamente es producción. Por lo
tanto se deduce que producción es el proceso donde hay más área de oportunidad.
TABLA COMPARATIVA
Causa Sub causas repetidas
Áreas que repercute
Producción Almacén Contabilidad
Materia prima No cumple con
parámetros establecidos.
Maquinaria y equipo
Maquinaria inadecuada.
No hay planeación de mantenimiento
Conocimiento de la maquinaria.
Mano de obra
No hay participación del personal para un
cambio
Falta de Motivación
Falta de Capacitación
Falta de Interés y compromiso.
Método
Falta de estandarización.
Programación de Actividades
No hay manuales
Figura 4.45 Tabla comparativa de las principales causas y áreas que repercuten49
49 Tabla comparativa que muestra la relación entre los problemas detectados con la información las áreas de la empresa

97
Además del conteo de las respuestas otorgadas por el personal encuestado y de los resultados
obtenidos se debe de analizar también los principales puntos de Deming en los que recaen las
áreas de oportunidad, aplicando la misma metodología como se realizó en el paso anterior.
Para poder realizar el diagrama de Pareto primero se obtiene el porcentaje relativo y acumulado de
las preguntas que conformaron el cuestionario, estos se muestran en la figura 4.46.
PUNTOS DEMING CANTIDAD FRECUENCIAFRECUENCIA
ACUMULADA
Punto 3 206 10.60% 10.60%
Punto 9 199 10.24% 20.84%
Punto 5 182 9.36% 30.20%
Punto 13 172 8.85% 39.05%
Punto 12 158 8.13% 47.17%
Punto 2 139 7.15% 54.32%
Punto 4 134 6.89% 61.22%
Punto 10 132 6.79% 68.01%
Punto 14 129 6.64% 74.64%
Punto 6 125 6.43% 81.07%
Punto 7 121 6.22% 87.30%
Punto 1 92 4.73% 92.03%
Punto 8 78 4.01% 96.04%
Punto 11 77 3.96% 100.00%
Figura 4.46 Tabla de porcentajes absolutos y relativos de cada principio
Ya con la tabla que contiene los datos ordenados se procede a construir el diagrama de Pareto50
que arroja los puntos principales sobre los que hay que tener mayor atención.
A continuación se muestra la gráfica de Pareto en la figura 4.47.
50 IZAR LANDETA JUAN MANUEL. Las siete herramientas básicas de la calidad. 2ª Edición, Edit. Universidad Potosina, México, 2004.

98
Cantidad 129125121 92 78 77206 199182172158 139134132
Porcentaje 7 6 6 5 4 411 10 9 9 8 7 7 7
Acumulado % 75 81 87 92 96 10011 21 30 39 47 54 61 68
Principios
OTRO
S
MIEDO
CONS
TANC
IA
LIDE
RAZG
O
ENTR
ENAM
IENT
O
TRAN
SFOR
MAC
IÓN
SLOGA
NS
COMPR
AS
NUEV
A FILO
SOFÍA
LOGR
OS PER
SONA
LES
CAPA
CITA
CIÓN
MEJORA
MIENT
O
BARR
ERAS
INSP
ECCIÓN
2000
1500
1000
500
0
100
80
60
40
20
0
Ca
nti
da
d
Po
rce
nta
je
Gráfica de Pareto "Cuestionarios"
Figura 4.47 Gráfica de Pareto de los 14 puntos Deming
De acuerdo a los 14 principios de Deming51
, el diagrama arroja que los puntos que se encuentran
dentro del 80% en orden de importancia son:
Punto 3
Punto 9
Punto 5
Punto 13
Punto 12
Punto 2
Punto 4
Punto 10
Punto 14
Punto 6
Una vez construida la gráfica de Pareto que arrojó los puntos que entran dentro del 80%, es
necesario construir otra gráfica de Pareto en donde se muestran las respuestas que nos
proporcionaron las personas encuestadas, así como también, consideramos importante que con
51 W. EDWARDS DEMING. Calidad, Productividad y Competitividad: La salida a la crisis, 5ª Edición, Edit. Díaz de Santos, España, 2006..

99
base a los 14 principios de Deming52
que obtuvimos como críticos, y con base a una correlación
con las causas y efectos críticos a la calidad (véase tabla 4.24) más relevantes se construya una
matriz para poder identificar la interrelación entre éstos, para de esta manera lograr relacionar los
puntos de Deming que podemos mejorar respecto a las variables que aparecen como críticas en
los diagramas causa y efecto, para que posteriormente se puedan realizar propuestas de mejora
para lograr disminuir estas causas, de esta forma se reducirán los efectos en el producto final. La
matriz de correlación se muestra a continuación. (Véase tabla 4.47).
PRINCIPIOS
DEMING
1 2 3 4 5 6 7
P 3
P9
P5
P13
P12
P 2
P4
P10
P 14
P6
TABLA COMPARATIVA
CAUSAS Y EFECTOS CRÍTICOS A LA CALIDAD
Tabla 4.48 Tabla comparativa de principios Deming vs causas y efectos críticos a la calidad
PRINCIPALES
CAUSASDESCRIPCIÓN
1 Falta de estandarización.
2 Acumulamiento de trabajo.
3 No se cuenta con manuales de calidad.
4 Sin indicadores de procedimiento.
5 Diferentes habilidades.
6 Hojas de procedimiento.
7 Máquina no creada para ese fin.
Figura 4.49 Descripción de principales causas y efectos críticas a la calidad
De acuerdo a la tabla mostrada en la figura 4.48, los principios Deming más vulnerables
enunciándolos de mayor a menor son:
52 W. EDWARDS DEMING. Calidad, Productividad y Competitividad: La salida a la crisis, 5ª Edición, Edit. Díaz de Santos, España, 2006..

100
El punto 5; mejorar constantemente y siempre el sistema de producción y servicio.
El punto 14; actuar para lograr la transformación.
El punto 3; dejar de depender de la inspección en masa para lograr la calidad.
Además que las causas que se repiten con frecuencia y que tienen un mayor impacto con la
mayoría de los puntos de Deming son:
Falta de estandarización.
No se cuenta con manuales de calidad.
Diferentes habilidades.
Hojas de procedimiento.
Haciendo una evaluación del análisis estadístico obtenido con datos históricos y los cuestionarios
se puede apreciar que lo siguiente:
ANÁLISIS ÁREA AFECTADA
Datos históricos Producción
Cuestionarios Producción
Figura 4.50 Áreas afectadas según el análisis estadístico
Podemos concluir que producción es el área que presenta mayor campo de oportunidad de mejora
para poder, optimizar y reducir los desperdicios en la fabricación de los lentes de contacto, el cual
como se puede ver en el marco metodológico, es uno de los objetivos de ésta investigación.
4.7 Análisis basado en el enfoque a procesos
Después de analizada la información estadística recopilada en la empresa productora de lentes de
contacto se procederá analizar la información pero con otro enfoque; el enfoque basado en
procesos.
De esta manera se podrán relacionar los resultados obtenidos en el proceso de lentes RGP53
con
las actividades y recursos relacionados con el mismo, para encontrar de qué manera interactúan
entre sí y como se transforman los elementos de entrada en resultados, en este caso, un lente
RGP.
53 RGP: lentes rígidos permeables a los gases

101
Para lograr un análisis basado en los procesos es necesario el apoyo de herramientas como la
identificación de procesos, cadena de valor, mapeo de procesos, análisis de congruencia e
interrelación de procesos, etc., los cuales se desarrollarán a continuación.
4.7.1 Modelado
Para poder entender y facilitar el estudio de los procesos es fundamental representar el proceso
de negocio54
que lleva a cabo la empresa en estudio. Este proceso consiste en la fabricación y
distribución de lentes de contacto, sin embargo para poder facilitar su comprensión y
visualización, así como la relación existente entre las distintas áreas, y subprocesos que lo
comprenden, es necesario esquematizarlo por medio de un modelado.
Fabricación y distribución de lentes de contacto
Lentes de contacto y
distribución de lentes
Requerimiento de lentes de
contacto y/o solicitud de
servicio
AB
Figura 4.51 Modelado del proceso de negocio de la empresa productora de lentes de contacto (continuación)
54 Un proceso de negocio es una colección de actividades diseñadas para producir una salida específica para un cliente o mercado particular .
Implica un fuerte énfasis en 'cómo' se hace el trabajo en una organización, en contraposición al enfoque del producto.

102
Figura 4.51 Modelado del proceso de negocio de la empresa productora de lentes de contacto
Re
qu
eri
mie
nto
de
len
tes d
e
co
nta
cto
y/o
so
licitu
d d
e
se
rvic
io.
Re
qu
eri
mie
nto
s
ne
ce
sa
rio
s p
ara
sa
tisfa
cció
n d
e la
de
ma
nd
a d
el c
lie
nte
sP
lan
ea
ció
n
Pro
du
cció
n
Ge
ne
ració
n y
re
ce
pció
n
de
pa
go
s y
fa
ctu
ras
Ad
min
istr
ació
n
Le
nte
s d
e c
on
tacto
y
dis
trib
ució
n d
e le
nte
s
Re
qu
eri
mie
nto
s
ne
ce
sa
rio
s p
ara
sa
tisfa
cció
n d
e la
de
ma
nd
a d
el c
lie
nte
s
Ge
ne
ració
n y
re
ce
pció
n
de
pa
go
s y
fa
ctu
ras
A1 2
B
1 2

103
Figura 4.51 Modelado del proceso de negocio de la empresa productora de lentes de contacto
Re
qu
eri
mie
nto
de
len
tes d
e
co
nta
cto
y/o
so
licitu
d d
e
se
rvic
io.
A
Pla
ne
ació
n
Estr
até
gic
a p
or
pa
rte
de
Óp
tica
s
LU
X
Pla
n d
e r
ecu
rso
s
Pla
n d
e r
ecu
rso
sP
lan
ea
ció
n d
e la
p
rod
ucció
n
Nó
min
as p
lan
es
de
ca
pa
cita
ció
n
y V
aca
nte
s
Ord
en
de
Co
mp
ra d
e
Ma
teri
a P
rim
aA
lma
cé
n
Re
qu
eri
mie
nto
s
ne
ce
sa
rio
s p
ara
sa
tisfa
cció
n d
e la
de
ma
nd
a d
el c
lie
nte
s
Re
qu
eri
mie
nto
s
ne
ce
sa
rio
s p
ara
sa
tisfa
cció
n d
e la
de
ma
nd
a d
el c
lie
nte
s
Ge
ne
ració
n y
re
ce
pció
n
de
pa
go
s y
fa
ctu
ras
Ge
ne
ració
n y
re
ce
pció
n
de
pa
go
s y
fa
ctu
ras
21
1
A1
A1
23

104
Ord
en
de
Co
mp
ra d
e
Ma
teria
Prim
aO
rde
n d
e P
rod
ucció
n y
ma
teria
prim
a
Ord
en
de
Pro
du
cció
n y
ma
teria
prim
a
Fa
brica
ció
n d
e
Le
nte
sL
en
te te
rmin
ad
o
Le
nte
term
ina
do
Re
ce
pció
n d
e P
ag
os
y F
actu
ració
n d
e le
nte
s
Re
ce
pció
n d
e P
ag
os
y F
actu
ració
n d
e le
nte
s
Le
nte
s d
e c
on
tacto
y
dis
trib
ució
n d
e le
nte
sB
Alm
acé
n
Alm
acé
n
Alm
acé
n
34
45
56
6
Figura 4.51 Modelado del proceso de negocio de la empresa productora de lentes de contacto

105
4.7.2 Cadena de Valor o VSM
El diagrama de cadena de valor o VSM55
(Value Stream Map) que a continuación se muestra es
una forma de cómo se representa el flujo del proceso actual en la fabricación de lentes de
contacto.
Este diagrama es una sencilla forma de encontrar los problemas más críticos en cualquier proceso
de fabricación o servicio, es por ello que se utilizó esta herramienta.
Para la realización de dicho esquema fue necesario visitar y recabar información del proceso
clave de la empresa así como las actividades que agregan y no agregan valor en la realización de
la fabricación de los lentes de contacto. Posteriormente se hizo un bosquejo de la planta y se
solicitó información como por ejemplo; cómo solicitan y reciben sus pedidos, información de
proveedores, de la maquinaria, y personal de la empresa.
La simbología utilizada en el VSM es mostrada a continuación:
Cliente / Proveedor Perdida de tiempo
Significado
Desperdicio
Inspecicón
Inactividad
Confusión
Información electrónica
Almacenamiento
Trabajador
Pastilla de lente RGP
Símbolo Significado Símbolo
Proovedor
Figura 4.52 Simbología VSM para proceso de fabricación de lentes de contacto RGP
55 El value stream map o mapa de la cadena de valor es una herramienta muy útil de Lean Manufacturing que permite ver de manera senc illa la
situación actual de la empresa, así como información importante de clientes y proveedores.

106
Clie
ntes
Aux
iliar
de
alm
acén
2
Cor
te
Con
vexo
1
Lim
piez
a
1
Pul
ido
2
Con
trol
de
Cal
idad
2
Cor
te
Cón
cavo
1
Cen
trad
o
1 op
erad
or
Oril
la y
lent
ícul
a
Tor
no a
dapt
ado
Pul
idor
a
Tc=
2'4
0'’
1 op
erad
or
Pre
para
ción
par
a
pulid
o
Tc=
1'5
5'’
2 op
erad
ores
Mis
mo
torn
o
Cue
llos
de b
otel
la
Rep
ite c
álcu
lo
Tc=
3' 3
5'’
1 op
erad
or
Des
trez
a y
Hab
ilida
d
Mét
odo
Art
esan
al
Cer
a y
lápi
z
Tc=
1'4
5'’
2 op
erad
ores
Cap
acita
ción
Tor
no C
NC
Rec
ibe
por
sepa
rado
OD
y O
I
Tc=
3'5
6'’
1 o
+ o
pera
dore
s
Hab
ilida
d m
anua
l
Per
dida
de
tiem
po
Tc=
3'1
0'’
Dem
and
a R
GP
: 3
6103
len
tes
hd
rofí
lico
s añ
o:
7,08
3
To
tal:
43,
186
pie
zas
Pro
du
cid
as p
or
al a
ño
Ped
idos
Sol
icitu
des
de s
ervi
cio
Ord
enes
de
com
pra
MP
Rad
io
Gro
sor
Rad
io
1 o
+
Des
pega
do y
Lava
do
Vis
ual
Rad
io
Diá
met
ro
Gro
sor
Vis
ual
1 o
+
Em
paqu
etad
o
Dem
oras
= m
in,
hrs,
día
s.
Rep
roce
so
Tc=
2'2
8'’
1´09
"
3'65
'’
2 op
erad
ores
Dem
asia
das
Insp
.
Crit
erio
del
oper
ador
Art
esan
al
Rep
roce
sos
Tc=
5'4
0'’
Pro
oved
or
Cam
bio
herr
amie
nta
Esp
era
de
pare
ja m
in,
hrs,
día
s
2 ho
rario
s
9:00
am
3:00
pm
Per
dida
de
tiem
po
Lent
e qu
emad
o
Lent
e qu
emad
o
Acu
mul
ació
n
de
prod
ucto
4`34
"
5'40
'’
5`34
"
3'10
'’
1´23
2'40
'’
1`2"
1'55
'’
0`63
"
3'35
'’
18'2
8'’
1'45
'’
240`
2'28
'’
Ray
as
For
ma
Oril
la
Gra
duac
ión
Rad
io
Se
acum
ula
el p
erso
nal
a pe
rder
tiem
po
Lent
e
Rot
o
Rep
roce
so
Lent
es +
Pod
er a
lto
18%
O
D OI
XSe
vuel
ve a
pulir
oril
la
Sup
ervi
sor
Sup
ervi
sor
Ger
ente
Pro
ducc
ión
Pro
ceso
Le
nte
Per
dido
Dem
ora
por
Acu
mul
ació
n
de
trab
ajo
No
hay
indi
cado
res
de
pro
cedi
mie
ntos
Oril
la
rot
a
Des
per
dic
io
Tot
al d
e le
ntes
prod
ucid
os p
or a
ño
de R
GP
año
: 361
03
Sem
anal
:
Lu: 2
17 M
a: 1
62:
Mie
:131
Ju:1
04 V
i: 80
44'2
8'’
diar
io
Inde
finid
o
Figura 4.53 Mapa de la cadena de valor del proceso de fabricación de lentes de contacto

107
La representación de la empresa mostrada anteriormente permitió detectar de una manera más
rápida los problemas que se tiene de ella.
Pero se requerían ciertos datos con los que no contaba la Gerencia de Producción por lo que era
necesario contar con ellos para encontrar el problema o la causa raíz del desperdicio.
Dado que la empresa no cuenta con un plan de indicadores ni controles, se solicitó el apoyo a la
Gerencia General, para poder desarrollar una muestra representativa de lo que se produce en la
compañía.
Entre lo que se requirió para realizar el análisis fue, toma de tiempo de proceso, tiempo ciclo así
como los datos sobre la producción anual y número de trabajadores por área. Y se hizo de la
siguiente manera.
Para realizar este estudio de tiempos se tomó en cuenta la demanda de los lentes de contacto
como se muestra en la siguiente tabla.
Producción anual Produción DiariaProducción por
hora
RPG 36103 144 21
Hidrofílicos 7083 28 4
Total 43186 173 25
Figura 4.54 Demanda de lentes de contacto
Para obtener la muestra de manera rápida y sencilla, nos ayudamos de un simulador para obtener
dicho cálculo, es importante aclarar que se consideró una confiabilidad del 99%, ya que por default,
el simulador arroja este porcentaje de confianza.
Si conoce el Tamaño del Universo, digite la cantidad...
Digite el Nivel de Confianza esperado... 99.0 %
Tamaño de la Muestra para cumplir estas condiciones es: 25
25
Figura 4.55 Determinación de la muestra
La muestra que resulta es de 25.
Por lo tanto se determina que se deben de tomar 25 veces el tiempo de procesamiento de los
lentes de contacto.

108
Tiempo de proceso 19.993 min.
Tiempo en demoras 38.33 min
Tiempo total 58.32 min
Figura 4.56 Tiempos de proceso
Una vez teniendo la muestra se prosiguió a la toma de tiempos, los cuales fueron tomados por
cada estación de trabajo y se sumo cada una de ellas para determinar el tiempo total de
procesamiento. También se obtuvo el tiempo en demoras, éste se puede visualizar mejor en la
siguiente gráfica.
Corte Conca
vo
Centrado
Corte Conve
xo
Limpieza
Pulido
Despegado y
Lavado
Control de
Calidad
Empaquetado
Tipo de proceso 3.58 1.44 3.33 1.56 2.34 3.05 5.36 2.38
Tiempo de demoras 1.11 18.16 0.69 1.25 1.26 5.36 4.27 6.22
3.58
1.44
3.33
1.562.34
3.055.36
2.38
1.11
18.16
0.69 1.25
1.26
5.36 4.27
6.22
0.00
3.00
6.00
9.00
12.00
15.00
18.00
21.00
Tie
mp
o
Tiempos de Proceso
Figura 4.57 Gráfica de tiempo de proceso vs tiempo de demoras
Como se observa en la gráfica las demoras son los puntos más críticos en nuestro proceso se
requiere que no haya tanta variabilidad entre proceso y proceso. Es fundamental establecer límites
entre cada demora para tener un mejor control con respecto al tiempo.
El tiempo total se determinó con base a los tiempos de demoras y a los tiempos de proceso el
resultado dará pauta a analizar las causas principales por las que se incrementa este tiempo.
Posterior a la realización del diagrama, se necesitó analizar las diferentes causas que se
observaron y establecieron en el diagrama de causa y efecto.

109
Con la ayuda del diagrama de causa y efecto se identificó que había diferentes puntos críticos que
provoca desperdicio en la fabricación de lentes de contacto.
Las causas principales que se pudieron detectar con esta herramienta fueron:
La falta de estandarización
Acumulamiento de trabajo
Sin indicadores de procedimiento
Diferentes habilidades de los trabajadores
Máquina no creada para ese fin.
1.-Falta de estandarización. Para comprobar que es un punto crítico en la empresa, se realizó
con base a la observación directa y estudio de tiempos.
Con base a la observación las operaciones que se realizan requieren de la habilidad del
trabajador. Teniendo como base los promedios por cada estación se procedió a encontrar los
procesos que más variación tienen y posteriormente se continuaría con la comprobación de
hipótesis la cual de acuerdo a la matriz causa y efecto se tiene como posible causa del
desperdicio.
Determinando que tan estable es nuestro proceso se obtuvieron las gráficas siguientes:
654321
LSL USL
Process Data
Sample N 31
StDev (Within) 1.24113
StDev (O v erall) 1.21491
LSL 2.50000
Target *
USL 4.50000
Sample Mean 3.58065
Potential (Within) C apability
C C pk 0.27
O v erall C apability
Pp 0.27
PPL 0.30
PPU 0.25
Ppk
C p
0.25
C pm *
0.27
C PL 0.29
C PU 0.25
C pk 0.25
O bserv ed Performance
PPM < LSL 225806.45
PPM > USL 290322.58
PPM Total 516129.03
Exp. Within Performance
PPM < LSL 191961.38
PPM > USL 229426.36
PPM Total 421387.74
Exp. O v erall Performance
PPM < LSL 186870.90
PPM > USL 224606.68
PPM Total 411477.58
Within
Overall
Process Capability of Corte Concavo
Figura 4.58 Gráfica variabilidad de corte cóncavo

110
En esta gráfica se muestra que existe una pequeña variabilidad en el proceso, la desviación
estándar no se considera crítica, sino al contrario es pequeña y se mantiene dentro de los límites
establecidos.
.
2.82.42.01.61.20.8
LSL USL
Process Data
Sample N 31
StDev (Within) 0.35461
StDev (O v erall) 0.37538
LSL 1.20000
Target *
USL 3.00000
Sample Mean 1.44161
Potential (Within) C apability
C C pk 0.85
O v erall C apability
Pp 0.80
PPL 0.21
PPU 1.38
Ppk
C p
0.21
C pm *
0.85
C PL 0.23
C PU 1.46
C pk 0.23
O bserv ed Performance
PPM < LSL 258064.52
PPM > USL 0.00
PPM Total 258064.52
Exp. Within Performance
PPM < LSL 247825.54
PPM > USL 5.55
PPM Total 247831.08
Exp. O v erall Performance
PPM < LSL 259900.92
PPM > USL 16.51
PPM Total 259917.43
Within
Overall
Process Capability of Centrado
Figura 4.59 Gráfica variabilidad de centrado
En esta gráfica también se muestra pequeña desviación respecto a la media y hay algunos
parámetros que estarían fuera de límites de control pero no hay tanta variabilidad para considerarlo
crítico.
654321
LSL USL
Process Data
Sample N 31
StDev (Within) 1.11702
StDev (O v erall) 1.18284
LSL 2.00000
Target *
USL 4.50000
Sample Mean 3.32581
Potential (Within) C apability
C C pk 0.37
O v erall C apability
Pp 0.35
PPL 0.37
PPU 0.33
Ppk
C p
0.33
C pm *
0.37
C PL 0.40
C PU 0.35
C pk 0.35
O bserv ed Performance
PPM < LSL 96774.19
PPM > USL 129032.26
PPM Total 225806.45
Exp. Within Performance
PPM < LSL 117631.08
PPM > USL 146587.32
PPM Total 264218.40
Exp. O v erall Performance
PPM < LSL 131171.27
PPM > USL 160429.54
PPM Total 291600.81
Within
Overall
Process Capability of Corte Convexo
Figura 4.60 Gráfica variabilidad de corte convexo

111
Visualmente esta gráfica nos muestra que hay una variabilidad importante respecto a los tiempos
tomados, así como también hay una desviación estándar representativa respecto a la media por lo
tanto este proceso es uno de nuestros focos de atención que estaríamos analizando con más
detalle.
43210
LSL USL
Process Data
Sample N 31
StDev (Within) 0.72577
StDev (O v erall) 0.80875
LSL 1.00000
Target *
USL 3.50000
Sample Mean 1.56000
Potential (Within) C apability
C C pk 0.57
O v erall C apability
Pp 0.52
PPL 0.23
PPU 0.80
Ppk
C p
0.23
C pm *
0.57
C PL 0.26
C PU 0.89
C pk 0.26
O bserv ed Performance
PPM < LSL 0.00
PPM > USL 32258.06
PPM Total 32258.06
Exp. Within Performance
PPM < LSL 220176.85
PPM > USL 3758.48
PPM Total 223935.33
Exp. O v erall Performance
PPM < LSL 244334.58
PPM > USL 8225.23
PPM Total 252559.81
Within
Overall
Process Capability of Limpieza
Figura 4.61 Gráfica variabilidad de limpieza
La figura anterior nos muestra una variabilidad representativa por lo que también sería un foco de
atención para nuestro análisis posterior.
6.44.83.21.6-0.0
LSL USL
Process Data
Sample N 31
StDev (Within) 1.12589
StDev (O v erall) 1.28955
LSL 1.50000
Target *
USL 4.00000
Sample Mean 2.34355
Potential (Within) C apability
C C pk 0.37
O v erall C apability
Pp 0.32
PPL 0.22
PPU 0.43
Ppk
C p
0.22
C pm *
0.37
C PL 0.25
C PU 0.49
C pk 0.25
O bserv ed Performance
PPM < LSL 322580.65
PPM > USL 64516.13
PPM Total 387096.77
Exp. Within Performance
PPM < LSL 226859.18
PPM > USL 70612.83
PPM Total 297472.01
Exp. O v erall Performance
PPM < LSL 256510.19
PPM > USL 99480.10
PPM Total 355990.29
Within
Overall
Process Capability of Pulido
Figura 4.62 Gráfica variabilidad de pulido

112
La forma que representa la campana de esta gráfica nos muestra cierta variabilidad que
necesitaríamos cuidar y controlar, para que no existan puntos aislados que salgan de la media.
Este punto sería secundario a los dos anteriores que si mostraban mayor variabilidad.
6543210
LSL USL
Process Data
Sample N 31
StDev (Within) 1.34693
StDev (O v erall) 1.25111
LSL 2.00000
Target *
USL 4.00000
Sample Mean 3.04710
Potential (Within) C apability
C C pk 0.25
O v erall C apability
Pp 0.27
PPL 0.28
PPU 0.25
Ppk
C p
0.25
C pm *
0.25
C PL 0.26
C PU 0.24
C pk 0.24
O bserv ed Performance
PPM < LSL 96774.19
PPM > USL 161290.32
PPM Total 258064.52
Exp. Within Performance
PPM < LSL 218462.29
PPM > USL 239638.84
PPM Total 458101.14
Exp. O v erall Performance
PPM < LSL 201314.16
PPM > USL 223135.00
PPM Total 424449.16
Within
Overall
Process Capability of Despegado y Lavado
Figura 4.63 Gráfica variabilidad de despegado y lavado
Esta gráfica muestra una variabilidad considerable por lo que también se suma a los procesos que
se deben tener en cuenta como puntos críticos.
108642
LSL USL
Process Data
Sample N 31
StDev (Within) 1.83392
StDev (O v erall) 1.97610
LSL 3.50000
Target *
USL 6.80000
Sample Mean 5.36290
Potential (Within) C apability
C C pk 0.30
O v erall C apability
Pp 0.28
PPL 0.31
PPU 0.24
Ppk
C p
0.24
C pm *
0.30
C PL 0.34
C PU 0.26
C pk 0.26
O bserv ed Performance
PPM < LSL 225806.45
PPM > USL 290322.58
PPM Total 516129.03
Exp. Within Performance
PPM < LSL 154861.95
PPM > USL 216632.04
PPM Total 371493.99
Exp. O v erall Performance
PPM < LSL 172912.66
PPM > USL 233539.67
PPM Total 406452.33
Within
Overall
Process Capability of Control de Calidad
Figura 4.64 Gráfica variabilidad de control de calidad

113
Esta estación de trabajo también muestra una alta variabilidad de la desviación estándar respecto
a la media, por lo tanto se requiere mayor atención.
4.84.03.22.41.60.80.0
LSL USL
Process Data
Sample N 31
StDev (Within) 1.01950
StDev (O v erall) 0.89963
LSL 1.00000
Target *
USL 4.00000
Sample Mean 2.37903
Potential (Within) C apability
C C pk 0.49
O v erall C apability
Pp 0.56
PPL 0.51
PPU 0.60
Ppk
C p
0.51
C pm *
0.49
C PL 0.45
C PU 0.53
C pk 0.45
O bserv ed Performance
PPM < LSL 0.00
PPM > USL 0.00
PPM Total 0.00
Exp. Within Performance
PPM < LSL 88083.61
PPM > USL 55922.14
PPM Total 144005.76
Exp. O v erall Performance
PPM < LSL 62652.04
PPM > USL 35787.44
PPM Total 98439.47
Within
Overall
Process Capability of empaquetado
Figura 4.65 Gráfica variabilidad de empaquetado
Por último se tiene la variabilidad del empaquetado que no se ve tan crítica por lo que sólo se
estaría tomando en cuenta como parte del estudio.
Una vez analizado el punto de falta de estandarización, los resultados arrojan que las estaciones
con mayor variabilidad son: corte convexo, limpieza, pulido, despegado y lavado y control de
calidad.
Por lo tanto se comprueba que la falta de estandarización en la forma de trabajar afecta
directamente a la variación del proceso por lo que más adelante se especificará cual es la estación
con mayor área de oportunidad en el proceso de fabricación de lentes de contacto. En seguida se
analizará el segundo punto, con la finalidad de comprobar, si éste afecta en el desperdicio de los
lentes de contacto.
2. Acumulamiento de trabajo. Para poder determinar una hipótesis sobre si hay una diferencia
estadísticamente significativa entre el acumulamiento de trabajo y el cambio de herramental en la
estación de corte convexo.
Para poder comprobar esta hipótesis con ayuda de Minitab se correlacionarán estas dos variables,
por lo que se considerarán las siguientes premisas:

114
Acepta si Ho = P > 0.05 Acepta si Ha ≤ 0.05
Condición de Hipótesis
Figura 4.66 Condiciones de hipótesis
Tomando como base los datos obtenidos en el estudio de tiempos se elaboró la siguiente tabla que
muestra el desperdicio vs el acumulamiento de trabajo.56
Acumulamiento de material
(pieza)Desperdicio
14 0
12 1
10 2
8 0
7 0
6 0
6 2
7 1
0 0
6 0
6 0
5 3
4 1
5 0
1 0
9 0
7 0
7 0
10 0
8 0
2 0
4 0
3 0
6 0
5 0
Figura 4.67 Tabla desperdicio vs tiempo acumulado
La representación gráfica de la tabla de tiempos se muestra en la figura a continuación, donde se
muestra que el desperdicio y el acumulamiento de trabajo no tienen relación alguna.
56 Los valores necesarios para la comprobación de las hipótesis están basados en la metodología de administración de proyectos Six Sigma.

115
0
5
10
15
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Relación entre desperdicio y acumulamiento de trabajo
Acumulamiento de material desperdico
Figura 4.68 Gráfica de relación de desperdicio vs acumulamiento de trabajo
Ahora estadísticamente se comprueba que la gráfica tiene congruencia.
Correlations: desperdico, Acumulamiento de material
Pearson correlation of desperdicio and Acumulamiento de material = 0.108
P-Value = 0.607
Como P > a 0.05 se acepta la hipótesis nula, la cual indica que no hay una relación
estadísticamente significativa entre el acumulamiento de trabajo y el desperdicio generado.
Esta comprobación establece que no existe relación pero si hay un área de oportunidad en la cual
la gente se encuentra ociosa. Esto se debe principalmente a que esperan a que lleguen los lentes,
dado que no se ha procedido a realizar la actividad anterior.
Este punto también está relacionado con los puntos de falta de indicadores, diferentes habilidades
de los trabajadores y máquina no creada para ese fin. Ya que no se cuenta con los datos
suficientes para comprobar si realmente estos factores afectan al desperdicio que se han analizado
hasta el momento.

116
Por lo tanto y para continuar con nuestro análisis, se puede decir que la variación que hay dentro
del proceso de producción provoca el desperdicio de los lentes de contacto, tomando en cuenta lo
anterior se pudo detectar que las estaciones con mayor variación y con mayores problemas son:
corte convexo, centrado y control de calidad. Sin embargo aún falta comprobar esta aseveración
mediante el mapeo de tercer nivel el cual se mostrará y analizará más adelante.
4.7.3 Identificación y análisis de congruencia del proceso
Para comenzar el desarrollo y análisis del proceso de fabricación de lentes de contacto rígidos es
necesario conocer el proceso y tener una visión amplia de la ruta que sigue éste y los subprocesos
que interactúan en él, todo esto aunado al mismo objetivo que es la entrega de lentes RGP a los
diversos clientes.
A continuación se muestra la ruta del proceso y las áreas que interactúan en el mismo. (Véase
figura 4.67).
CLIENTE CLIENTE
Gerencia
General
Producción Contabilidad
Supervisión de
producción
Almacén
1
2
Pedidos de Lente RGP
Solicitudes de servicio
Lente RGP
Servicio
4
3
Almacén
Compras
Servicio al cliente
Figura 4.69 Ruta del proceso
Analizando la ruta y las áreas que interactúan en el mismo se puede apreciar que al ser una
empresa considerada como pequeña es una ruta relativamente sencilla y corta, sin embargo
existen áreas como el almacén que realiza la función de compras, servicio al cliente y las funciones
propias de almacén, es decir además de surtir la materia prima, recibe el pedido, compra los
insumos, atiende los requerimientos del cliente y se encarga de la facturación.
Para poder identificar de manera correcta el proceso de producción de lentes RGP, es importante
la obtención de todos los datos generales del proceso, los cuales se muestran a continuación.
(Véase figura 4.68).

117
IDENTIFICACIÓN DEL PROCESO
Nombre del proceso:
Fabricación de lentes de contacto rígidos
Nombre del responsable del proceso:
Gerente de producción y dos supervisores de producción
Área en la que opera el proceso:
Producción
Objetivo del proceso:
Elaboración de lentes de contacto que cumplan con altos estándares de calidad
Misión del área que opera el proceso:
Proporcionar al cliente lentes de contacto que cumplan con excelente calidad y
servicio.
Visión del área en que opera el proceso:
Ser la empresa número uno en la fabricación de lentes de contacto con el apoyo de la
mejor tecnología, calidad en los productos y personal altamente capacitado.
Objetivo del área en que opera el proceso:
Procesar las ordenes de producción de una manera rápida y fluida generando
productos con calidad que cumplan con las especificaciones del cliente.
Funciones con las que se relacionan las actividades del proceso:
Producción de lentes de contacto rígidos e hidrofílicos, hidratación, esterilización y
empaque de lentes de contacto CF55, verificación de las solicitudes de servicio,
mantenimiento correctivo de la maquinaria, equipo e instalaciones, entrega de
productos terminados y empaquetados al almacén.
Programas que realiza el área en donde interactúa el proceso:
No se existen programas, el área única y exclusivamente se apega a las actividades
del área.
Normatividad que regula las funciones del área en donde interactúa el proceso:
ANSI Z80.20-2004 Ophtalmics - Contact Lenses - Standard Terminology, Tolerances,
Mesuarementes and Phyxicochemical Properties
Figura 4.70 Identificación del proceso
La información recabada durante la identificación del proceso fue obtenida directamente de los
responsables y dueños del proceso quienes proporcionaron la información con gran disposición.
Sin embargo al analizar la identificación del proceso se aprecian bastantes detalles que muy

118
probablemente sean un factor importante y determinante en cuanto a la manera en que funciona el
proceso en estudio.
Los objetivos, misión y visión demuestran la carencia de la planeación estratégica por parte de la
alta dirección con respecto al proceso, además de que se observa falta de compromiso con el
proceso y con la empresa por parte de los demás trabajadores que interactúan en el mismo. El
área carece de objetivos medibles, alcanzables, responsables y en un tiempo determinado, al igual
que la misión y la visión, las cuales fueron formuladas en el momento de la obtención de la
información, lo que demuestra que el personal no tiene un rumbo claro y específico de la dirección
del proceso. Un ejemplo claro es la visión del área donde se lleva a cabo el proceso, la cual habla
más de una misión relacionada con la empresa que con una razón de ser clara del área en función.
Un dato que llama especial atención es el de la omisión de programas como mantenimiento,
seguridad e higiene y capacitación, ya que estos últimos son gestionados por un outsourcing, que
únicamente se encarga de mantener la papelería y trámites al corriente.
4.7.4 Análisis del proceso y del control interno
4.7.4.1 Control interno
En dicha figura se puede observar claramente que existen controles que ayudan de manera
importante al flujo y control del proceso, cabe destacar controles como la orden de producción, el
lector de código de barras, la identificación por colores y números y las marcas visuales y
numéricas.
Las órdenes de producción contienen parámetros como diámetro, grosor, poder (graduación), ojo
derecho o izquierdo, entro otros datos esenciales para la elaboración del proceso, es en esta orden
donde se ve la política de codificación que depende del pedido del cliente y el orden con el que
entró al sistema. Es en esta orden donde se pueden apreciar las marcas visuales que realiza la
gente de almacén para evitar confusiones en diseño o materiales.
El lector de código de barras es muy importante ya que muestra en el sistema trazabilidad y
rastreabilidad cuando el producto abandona el almacén para entrar a producción y en la etapa final
del proceso, cuando se da de baja en producción para generar la etiqueta del empaque y muestra
el estatus de terminado.
Las cajas de colores y la numeración son un control interesante, ya que con el color se puede
identificar el día en que el trabajo salió a producción, mientras que el número muestra que caja es
su pareja, es decir ojo derecho e izquierdo. Sin embargo en producción muchas veces no es

119
respetado el código de colores atrasando trabajos y los pares de cajas se separan durante el
proceso ya que normalmente los operadores no prestan atención al número de caja. Es hasta el
final del proceso (control de calidad y empaquetado) que necesitan tener el par de lentes para
empaquetarlo y etiquetarlos, provocando muchas veces tiempo muertos y de espera de pareja de
lentes que van desde minutos hasta días.
Las anotaciones que se hacen al término de cada inspección en el proceso son vitales para
proceso subsecuentes, sin embargo la orden de producción no cuenta con el espacio para
hacerlas, provocando poca legibilidad y falta de espacio para anotar los parámetros resultantes.
Por último la orden de remisión es la baja definitiva del producto en el sistema en espera de ser
entregado al cliente.
CONTROL INTERNO
Nombre del proceso: Nombre del responsable del proceso:
Fabricación de lentes de contacto rígidos
Gerente de producción y dos supervisores de producción
Objetivos del área en que opera el proceso:
Procesar las órdenes de producción de una manera rápida y fluida generando productos con calidad que cumplan con las especificaciones del cliente.
Objetivos del proceso:
Elaboración de lentes de contacto que cumplan con altos estándares de calidad.
Controles con los que cuenta el proceso:
Ordenes de producción con especificaciones del pedido
Política de codificación incluida en la orden de producción
Marcas de colores a distintos diseños de lentes (F40, FS, F100, etc.)
Lector de código de barras
Cajas de color para producto con colores correspondientes al día de la semana y
numeración para identificar parejas de lentes
Anotación de parámetros reales obtenidos en cada etapa del proceso y motivos de
desperdicio
Ordenes de remisión
Figura 4.71 Control interno del proceso de producción de lentes de contacto RGP
Con este análisis concluimos que existen buenos controles en el proceso, sin embargo es
importante tomar nota de ciertos controles que pueden ser mejorados. Por otro lado sería muy
importante contar con registros de reprocesos debido a que es común que ocurran en ciertas

120
partes del proceso sin que estos sean monitoreados ni notificados a los supervisores quienes no
conocen que cierto producto ya lleva varios reprocesos. No hay control uniforme de no
conformidades ya que muchas veces no se unifica el criterio de desperdicio y es difícil clasificarlo
en el sistema o más importante aún los manuales y hojas de procedimientos son inexistentes y son
una variables que hay que tomar en cuenta para la satisfacción del cliente de acuerdo con la
matriz causa efecto mostrada en la figura (4.24).
4.7.4.2 Diagrama de interrelación de procesos
Una vez detectado el proceso clave a estudiar e identificando el mismo junto con sus controles se
procede a relacionar producción con los subprocesos que interactúan en la fabricación de lentes de
contacto RGP.
Producción
Corte Cóncavo
Ópticas LUX
Centrado
Corte Convexo
Limpieza
Pulido
Despegado y
LavadoControl de Calidad
Empaquetado9
7
6
5
4
32
1
0
Almacén
8
Figura 4.72 Diagrama de interrelación de procesos
La figura 4.70 esquematiza las nueve relaciones que existen en nuestro proceso clave, el almacén
como parte integral de producción y que cuenta con funciones como compras, atención a clientes y

121
su función natural de almacén, mientras que se tienen los ocho siguientes subprocesos de
producción.
4.7.4.3 Diagrama de flujo de entradas y salidas
El siguiente paso en el análisis de procesos consiste en mostrar gráficamente las relaciones que se
esquematizaron en la figura 4.70 visualizando como se integran en la cadena de relaciones desde
las especificaciones del cliente hasta la entrega del producto.
Como ya se ha venido mencionando a lo largo de la investigación, es una empresa pequeña que
cuenta con tan solo tres departamentos, siendo el almacén el que desempeña diversas funciones.
A continuación se muestra el diagrama de flujo de entradas y salidas del proceso de producción de
lentes de contacto RGP57
.
Producción Ópticas LUX
Entradas
Pedidos
Contratación de personal
Decisiones estratégicas
Salidas
Producto final lente RGP
Servicio a lentes
0
Figura 4.73 Diagrama de entrada y salida de relación externa con Ópticas LUX
57 RGP: lente rígido permeable a los gases.

122
Producción Almacén
Entradas
Pedido de lente RGP
Solicitud de servicio
Salidas
Orden de producción
Solicitud de servicio
MP
1
Figura 4.74 Diagrama de entrada y salida de pedido de producto
Producción Corte Cóncavo
Entradas
Orden de producción
Solicitud de servicio
MP
Salidas
Pastilla (MP) con primer corte radial
Radio real de corte
Grosor de pastila
2
Figura 4.75 Diagrama de entrada y salida de producción y corte cóncavo

123
Producción Centrado
Entradas
Pastilla (MP) con primer corte radial
Radio real de corte
Grosor de pastilla
Salidas
Pastilla centrada con cera en chuck
3
Figura 4.76 Diagrama de entrada y salida de producción y centrado
Producción Corte Convexo
Entradas
Pastilla centrada con cera en chuck.
Salidas
Pastilla con ambos cortes
Radio real de corte
4
Figura 4.77 Diagrama de entrada y salida de producción y corte convexo

124
Producción Limpieza
Entradas
Pastilla con ambos cortes
Radio real de corte
Salidas
Pastilla con ambos cortes sin exceso
de cera
5
Figura 4.78 Diagrama de entrada y salida de producción y limpieza
Producción Pulido
Entradas
Pastilla con ambos cortes sin exceso
de cera
Salidas
Pastilla con cara convexa y
lentícula pulida
6
Figura 4.79 Diagrama de entrada y salida de producción y pulido

125
ProducciónDespegado y
lavado
Entradas
Pastilla con cara convexa y
lentícula pulida
Salidas
Lente de contacto limpio y sin restos de cera
Diámetro real
Grosor
7
Figura 4.80 Diagrama de entrada y salida de producción y despegado y lavado
Producción Control de Calidad
Entradas
Lente de contacto limpio y sin restos de cera
Diámetro real
Grosor
Salidas
Lente de contacto dentro de tolerancias
y parámetros
8
Figura 4.81 Diagrama de entrada y salida de producción y control de calidad

126
Producción Empaquetado
Entradas
Lente de contacto dentro de tolerancias
y parámetros
Salidas
Lente de contacto en parejas,
en empaque y etiquetado
9
Figura 4.82 Diagrama de entrada y salida de producción y empaquetado
Este análisis también demostró que el proceso en análisis tiene pocas relaciones con otros
departamentos debido al tamaño de la empresa y a la multifuncionalidad del almacén, a pesar del
número de subprocesos que tiene, el cual se aprecia que tiene presencia en muchas partes del
proceso, no obstante no es punto crítico en el estudio debido a la información estadística
procesada y a la demanda del producto en la actualidad.
Sin embargo es un punto en el que se recomienda tener mucho cuidado en un futuro si se
considera un plan de expansión de la empresa o se incrementa la demanda.
4.7.4.4 Matriz PEPSU
Una vez elaborado el diagrama de entradas y salidas del proceso es más fácil identificar el inicio y
fin del proceso por medio de la matriz PEPSU, donde se mostraran las entidades que proporcionan
las pastillas para la elaboración de los lentes de contacto RGP, los materiales, la información, entre
otras cosas para operar el proceso, el proceso en sí, los bienes resultantes del proceso y por último
las personas que se benefician con su salida.
A continuación se muestra la matriz PEPSU en la figura 4.80.

127
PROVEEDOR ENTRADA PROCESO SALIDA USUARIO
ClienteRequerimiento de lente RGP
y/o solicitud de servicio
Solicitud de pedido y/o servicio vía internet
o telefónica
Pedido vía internet o
telefónicaAlmacén
Almacén
MP y algunos insumos (solo
en caso de que no exista en
inventario)
Requisición de MP e insumos a
proveedoresAbastecimiento de MP Producción
AlmacénPedido vía internet o
telefónica
Procesamiento de información y
generación de orden de producciónOrden de producción. Producción
Almacén Orden de producción y MPImpresión de la orden de producción y
surtido de MP en caja de color
Caja con orfen de
producción y MP
surtida
Corte Cóncavo
Corte CóncavoCaja con orfen de producción
y MP surtida
Revisión de MP completa, cálculo de
parámetros y primer corte de pastilla
Pastilla con corte
cóncavo y notas de
parámetros obtenidos.
Centrado
Centrado
Pastilla con corte cóncavo y
notas de parámetros
obtenidos.
Centrado o bloqueo de pastilla con cera en
"chuck"
Pastilla centrada con
cera en chuckCorte Convexo
Corte ConvexoPastilla centrada con cera en
chuck
Cálculo de corte, corte convexo y
verificación de parámetros
Lente de contacto
semiterminadoLimpieza
LimpiezaLente de contacto
semiterminado
Eliminación de exceso de cera para un
correcto pulido
Lente de contacto sin
exceso de ceraPulido
PulidoLente de contacto sin
exceso de cera
Pulido de orilla externa y "lentícula" con
pulimento (óxido de aluminio) e inspección
Lente de contacto
pulido
Despegado y
lavado
Despegado y
lavadoLente de contacto pulido
Despegado del lente del chuck y limpieza
de cera con nafta y shampoo. Verificación
de grosor y diámetro
Lente de contacto
limpio y sin exceso de
cera
Control de
calidad
Control de
calidad
Lente de contacto limpio y
sin exceso de cera
Verificación de parámetros, poder y orilla.
Pulido manual de orilla para "asegurar".
Espera de pareja (OI,OD)
Lente de contacto
dentro de toleranciasEmpaquetado
EmpaquetadoLente de contacto dentro de
tolerancias
Limpieza de lente con shampoo. Marcado
de lente derecho con tinta e impresión y
pegado de etiquetas en estuche
Lente de contacto
RGP finalAlmacén
Almacén Lente de contacto RGP final
Recepción de lentes, preparación de
maletas para entrega de lentes a clientes
y generación de ordenes de remisión
Pedido procesado Cliente
PROCESO: Elaboración de lentes de contacto
ALCANCE: Cubrir la demanda de los clientes internos dentro de toda la organzación
OBJETIVO: Producir y abastecer oportunamente y con un alto nivel de calidad la demanda de lentes de contacto
Figura 4.83 Matriz PEPSU del proceso de producción de lentes de contacto RGP
Como se mencionó con anterioridad la figura 4.83 muestra todas las relaciones de entradas y
salidas en nuestro proceso crítico en estudio. Desde la recepción y procesamiento de la
información para la generación de la OP58
y surtido del lente RGP59
por parte del almacén hasta la
entrega de producto final al cliente.
58
OP: Orden de producción. 59
RGP: Lente rígido permeable a los gases.

128
4.7.4.5 Mapeo a primer nivel
La figura 4.84 mostrada a continuación expone los procesos administrativos y operativos para la
fabricación de lentes de contacto RGP.60
Almacén
Pro
ce
so
ad
min
istr
ati
vo
Pro
ce
so
op
era
tiv
o
Recibe orden de
producción y/o
solicitud de
servicio por medio
del sistema
Verificación de la
disponibilidad de
MP y requisición
de la misma
Corte
Cóncavo
Revisión de MP y
prueba de
parámetros
correctos
Calibración del
torno en cuanto a
grosor, radio y
diámetro y
arranque de
proceso
Almacén
Procesamiento de
la información
para la generación
de la orden de
producción
Impresión de la
orden de
producción y
surtido de MP en
cajas numeradas
Centrado
Chequeo visual de
las condiciones de
la cera y
verificación de
grosor de la
pastilla
Comienza
operación de
centrado
(bloqueo) con
ayuda de lápiz y
revoluciones de
torno
Auxiliar de
almacénOperador
Auxiliar de
almacénOperador
Corte
Convexo
Pro
ce
so
ad
min
istr
ati
vo
Pro
ce
so
op
era
tiv
o
Revisa
parámetros
obtenidos en
procesos
anteriores y anota
resultado de
operación
Realiza cálculo y
corte en torno
CNC
Despegado y
lavado
Ya despegado
verifica tolerancias
de diámetros,
grosor y radio
Con sumo cuidado
lavan y despegan
el lente del chuck,
evitando romper la
orilla o el lente
completo
Pulido
Inspecciona el
proceso con el fin
de determinar si
se debe
reprocesar
Limpieza
Verificación visual
de proceso de
limpieza
Eliminación de
exceso de cera
para un correcto
pulido
Control de
Calidad
Inspecciona todos
los parámetros
obtenidos
Pule de nuevo la
orilla del lente
para “asegurar”
condiciones de
orilla y espera de
parejas (OD, OI)
Operador Operador
Realiza
preparación de
esponja de pulido
y pulimento y
realiza la
operación
Empaquetado
Da de baja en el
sistema el
producto en el
proceso
productivo
Lava de nuevo el
lente pega
etiquetas en
estuches y
entrega a almacén
Alamcén
Prepara ordenes
de remisión en el
sistema mediante
lector de código
de barras
Imprime ordenes y
prepara maletas
para entrega al
cliente
OperadorAuxiliar de
almacén
A
A
Operador Operador Operador
Figura 4.84 Mapeo a primer nivel
60 RGP: Lente rígido permeable a los gases.

129
4.7.4.6 Mapeo a segundo nivel
Pro
ce
so
de
fa
brica
ció
n d
e L
en
tes d
e C
on
tacto
Tiempo
en min.
Tiempo
muerto.
Tiempo
totalOperaciónAlmacenCliente ProducciónIn
icio
¿C
um
ple
co
n
pa
rám
etr
os?
Si
No
AD
Re
cib
e O
T y
en
vía
En
vía
ord
en
de
pe
did
o
Imp
rim
e o
rde
ne
s
de
pro
du
cció
n
Ve
rifica
dis
po
nib
ilid
ad
de
ca
jas d
e M
P
Su
rte
ma
teria
Prim
a a
Pro
du
cció
n
Ve
rifica
qu
e lo
s
pe
did
os e
sté
n
co
mp
leto
s d
e
alm
acé
n
Dis
trib
uye
lo
s
pe
did
os a
la
prim
era
esta
ció
n
de
tra
ba
jo
Co
mie
nza
el a
rra
nq
ue
de
l p
roce
so
co
n
pru
eb
a d
e p
ará
me
tro
s
co
rre
cto
s
Re
aliz
a la
ca
libra
ció
n
de
l to
rno
en
cu
an
to a
rad
io,
gro
so
r y d
iám
etr
o
pa
ra a
rra
nq
ue
Re
aliz
a c
ort
e
có
nca
vo
Re
aliz
a c
álc
ulo
y
co
rte
en
to
rno
CN
C
Re
aliz
a n
ue
vo
co
rte
có
nca
vo
Ve
rifica
qu
e c
ort
e
este
de
ntr
o d
e
pa
rám
etr
os y
an
ota
va
lor
rea
l
0.2
30
.34
52
.43
0.8
74
2.1
5
0
0.2
32
.15
2.4
31
.6.2
3
00
0.7
34
013.4
1.501.5
4.4
1.2
1
1.5
6
0.5
6
1
.23
.23
.23
1.20
01.7
2.5
0.5
1.5
19
.34
18
.34
1.7
Figura 4.85 Mapeo a segundo nivel

130
Pro
ce
so
de
fa
brica
ció
n d
e L
en
tes d
e C
on
tacto
Tiempo
total
Tiempo
muerto.
Tiempo
en min.Operación Producción
A
¿C
um
ple
co
n
pa
rám
etr
os?
No
Si
¿C
um
ple
co
n
pa
rám
etr
os?
No
Si
C
Ch
eq
ue
o v
isu
al d
e la
s
co
nd
icio
ne
s d
e la
ce
ra y
ve
rifica
ció
n d
e g
roso
r d
e
pa
stilla
Re
aliz
a c
álc
ulo
y c
ort
e
en
to
rno
CN
C
Ce
ntr
a p
astilla
co
n
ayu
da
de
lá
piz
y
revo
lucio
ne
s d
e
torn
o
Re
vis
a p
ará
me
tro
s
ob
ten
ido
s y a
no
ta
resu
lta
do
de
op
era
ció
n
Re
aliz
a c
álc
ulo
y
co
rte
en
to
rno
CN
C
Re
aliz
a lim
pie
za
de
l le
nte
Pre
pa
ra e
sp
on
ja d
e
pu
lido
y r
ea
liza
pu
limie
nto
Ve
rifica
to
lera
ncia
s
de
diá
me
tro
s,
gro
so
r y r
ad
io
De
sp
eg
an
el le
nte
de
l ch
uck,
Re
gre
sa
la
pa
stilla
de
pe
nd
ien
do
do
nd
e
se
en
cu
en
tra
un
de
fecto
B
En
tre
ga
a
su
pe
rvis
or
de
le
nte
co
n d
efe
cto
Re
cib
e le
nte
da
ña
do
y v
erifica
el
de
fecto
Pu
le d
e n
ue
vo
la
orilla
de
l le
nte
pa
ra “
ase
gu
rar”
co
nd
icio
ne
s d
e o
rilla
1.2
0
2.6
00
.5
0
2.4
31
.55
1.3
2.4
31
21
.45
1.4
5
0.5
0.5
01
1
00
1.2
2.3
2
2.4
0
2.1
5
2.1
5
2.402.4
2 200 0.5
0.5
1.21 2.2
Figura 4.85 Mapeo a segundo nivel

131
4
.
Pro
ce
so
de
fa
brica
ció
n d
e L
en
tes d
e C
on
tacto
Tiempo
total
Tiempo
muerto.
Tiempo
en min.AlmacénProducción/Control
de CalidadOperación Producción
En
vía
le
nte
s a
co
ntr
ol d
e c
alid
ad
C
C¿
Le
nte
mu
y
da
ña
do?
No
SI
D
Fin
Alm
ace
na
el le
nte
da
ña
do
a
de
sp
erd
icio
Ve
rifica
si e
l d
añ
o o
de
fecto
su
frid
o e
n
el le
nte
tie
ne
arr
eg
lo
Lle
va
el le
nte
da
ña
do
do
nd
e
pu
ed
e r
ep
ara
rse
Re
cib
e le
nte
s
term
ina
do
s y
em
pa
ca
do
s
Insp
eccio
na
to
do
s
los p
ará
me
tro
s
ob
ten
ido
s
La
va
de
nu
evo
el
len
te p
eg
a e
tiq
ue
tas
en
estu
ch
es y
en
tre
ga
a a
lma
cé
n
Da
Se
gu
imie
nto
de
pe
did
os, e
sta
tus d
e
pe
did
os y
en
tre
ga
s a
clie
nte
en
el sis
tem
a
Imp
rim
e o
rde
ne
s y
pre
pa
ra m
ale
tas
pa
ra e
ntr
eg
a a
l
clie
nte
Pre
pa
ra o
rde
ne
s d
e
rem
isió
n e
n e
l sis
tem
a
me
dia
nte
le
cto
r d
e
có
dig
o d
e b
arr
as
1.5
2.2
2.1
5
0
0.9
0
2.4
50
.5
0.5
1.2
0
4.4
5
2.1
5
2
2.2
1.9
1.2
1.50
10
1.5
1
1.5
0.52 2.5
1.6
0.6
0
Figura 4.85 Mapeo a segundo nivel

132
4.7.4.7 Mapeo a tercer nivel
1A
uxi
liar
de
alm
acé
n
Re
cib
e d
e p
ed
ido
s v
ía
inte
rne
t o
te
lefó
nic
a1.0
0
2A
uxi
liar
de
alm
acé
n
Genera
r o
rden d
e
pro
du
cció
n0.7
0
3A
uxi
liar
de
alm
acé
n
Co
loca
r M
P y
ord
en
de
pro
du
cció
n e
n c
aja
nu
me
rad
a
0.3
0
4A
uxi
liar
de
alm
acé
n
En
tre
ga
de
pe
did
o a
pro
du
cció
n0.0
8
5O
pe
rad
ore
sR
ecib
e o
rde
n d
e
pro
du
cció
n y
MP
0.1
0
6O
pe
rad
ore
s
Ve
rifica
qu
e la
ca
ja
co
nte
ng
a la
s p
astilla
s y
la o
rde
n
0.1
0E
La
activid
ad
es in
ne
ce
sa
ria
de
bid
o a
qu
e
el a
se
gu
ram
ien
to d
e la
MP
en
las c
aja
s
se
ha
ce
de
sd
e a
lma
cé
n
7O
pe
rad
ore
sT
rasla
do
al á
rea
de
cá
lcu
lo0.0
8
8O
pe
rad
ore
sC
alib
ració
n d
iaria
de
torn
o C
NC
8.0
0
9O
pe
rad
ore
sV
erifica
ció
n d
e le
nte
de
pru
eba
0.2
0
10O
pe
rad
ore
s
EN
CA
SO
DE
no
cu
mp
lir c
on
los
pa
rám
etr
os
esta
ble
cid
os re
gre
sa
r
a a
ctivid
ad
8
8.2
0
11O
pe
rad
ore
s
Cá
lcu
lo e
n P
C d
e
pa
rám
etr
os d
e c
ort
e
có
nca
vo
0.7
5M
r
rr
rr
r
r
Co
ntr
ol i
nte
rno
EV
Ag
reg
an
Va
lor
Ne
ce
sa
rio
r r r
Op
era
ció
n
Tra
sla
do
D
em
ora
Insp
ecció
n
De
cis
ión
M-M
ejo
ra
O-O
ptim
iza
r
T-T
ran
sfe
rir
E-E
limin
ar
Ob
se
rva
cio
ne
sR
esp
on
sa
ble
No
.
No
mb
re d
el
pro
ceso
: F
ab
ricació
n d
e lente
s d
e c
onta
cto
ríg
idos
Ob
jeti
vo
: E
lab
ora
ció
n d
e lente
s d
e c
onta
cto
que c
um
pla
n c
on a
ltos e
stá
ndare
s d
e c
alidad
Resp
on
sab
le:
Gere
nte
de p
roducció
n
Arc
hiv
o
Re
pro
ce
so
Tie
mp
o
ap
rox.
(min
)A
ctivid
ad
es
Sim
bo
lo d
el
flijo
r
R
CI CI CI CI
R
Figura 4.86 Mapeo a tercer nivel

133
11O
pe
rad
ore
s
Cá
lcu
lo e
n P
C d
e
pa
rám
etr
os d
e c
ort
e
có
nca
vo
0.7
5M
12O
pe
rad
ore
s
Ve
rifica
ció
n d
e
pa
rám
etr
os e
n
pro
gra
ma
0.0
8
13O
pe
rad
ore
sT
rasla
do
a to
rno
CN
C
pa
ra c
ort
e0.0
8
14O
pe
rad
ore
sC
olo
ca
pa
stilla
en
bo
qu
illa
pa
ra c
ort
e0.0
8
15O
pe
rad
ore
sC
ort
e c
ón
ca
vo
de
pa
stilla
2.2
5
16O
pe
rad
ore
sV
erifica
ció
n d
e ra
dio
en
ra
dio
sco
pio
0.2
0M
17O
pe
rad
ore
sT
rasla
do
a to
rno
pa
ra
ce
ntr
ad
o (b
loq
ue
o)
0.0
8
18O
pe
rad
ore
s
To
ma
de
me
did
as d
e
gro
so
r y
no
tas e
n
ord
en
de
pro
du
cció
n
0.3
3M
19O
pe
rad
ore
sC
ale
nta
mie
nto
de
ce
ra
pa
ra p
eg
ad
o e
n c
hu
ck
1.2
5M
Te
ne
r co
ntr
ol d
e la
te
mpe
ratu
ra d
e la
ce
ra
pa
ra u
n m
ejo
r pe
ga
do
de
l le
nte
20O
pe
rad
ore
sP
eg
ad
o m
an
ua
l de
ch
uck y
len
te c
on
ce
ra0.1
5
21O
pe
rad
ore
s
Ce
ntr
ad
o d
e le
nte
co
n
ve
locid
ad
de
to
rno
y
láp
iz
1.0
0M
Au
tom
atiza
r e
l ce
ntr
ad
o d
el l
en
te y
de
jarlo
de
ha
ce
r a
rte
sa
na
l y d
ep
en
die
nte
de
ha
bili
da
de
s d
e o
pe
rario
s
22O
pe
rad
ore
sE
sp
era
r a
qu
e e
nfr
ie la
ce
ra0.2
5
23O
pe
rad
ore
sV
erifica
ció
n v
isu
al d
e
ce
ntr
ad
o c
orr
ecto
0.2
0r
Co
ntr
ol i
nte
rno
EV
Ag
reg
an
Va
lor
Ne
ce
sa
rio
Op
era
ció
n
Tra
sla
do
D
em
ora
Insp
ecció
n
De
cis
ión
M-M
ejo
ra
O-O
ptim
iza
r
T-T
ran
sfe
rir
E-E
limin
ar
Ob
se
rva
cio
ne
sR
esp
on
sa
ble
No
.
No
mb
re d
el
pro
ceso
: F
ab
ricació
n d
e lente
s d
e c
onta
cto
ríg
idos
Ob
jeti
vo
: E
lab
ora
ció
n d
e lente
s d
e c
onta
cto
que c
um
pla
n c
on a
ltos e
stá
ndare
s d
e c
alidad
Resp
on
sab
le:
Gere
nte
de p
roducció
n
Arc
hiv
o
Re
pro
ce
so
Tie
mp
o
ap
rox.
(min
)A
ctivid
ad
es
Sim
bo
lo d
el
flijo
rr rr rr
r
r
r
r
r
R
CI CI CICI CI CI
Figura 4.86 Mapeo a tercer nivel

134
24O
pera
do
res
EN
CA
SO
DE
que e
l
centr
ado
no
sea
co
rrecto
repetir
activid
ades 19 a
23
2.8
5M
Al a
uto
matiza
r el p
roceso
se e
spera
un
mejo
r centr
ado
25O
pera
do
res
Tra
sla
do
al á
rea d
e
cálc
ulo
0.0
8
26O
pera
do
res
Cálc
ulo
en P
C d
e
pará
metr
os d
e c
ort
e
co
nvexo
0.7
5
27O
pera
do
res
Verificació
n d
e
pará
metr
os e
n
pro
gra
ma
0.0
8
28O
pera
do
res
Tra
sla
do
a to
rno
CN
C
para
co
rte c
onvexo
0.0
8
29O
pera
do
res
Cam
bio
de b
oquill
a
para
co
rte c
onvexo
3.0
0
30O
pera
do
res
Co
loca p
astilla
en
bo
quill
a p
ara
co
rte
0.0
8
31O
pera
do
res
Calib
ració
n d
e to
rno
CN
C p
ara
co
rte
co
nvexo
13.0
0
32O
pera
do
res
Verificació
n d
e le
nte
de
pru
eba
0.2
0
33O
pera
do
res
EN
CA
SO
DE
no
cum
plir
co
n lo
s
pará
metr
os
esta
ble
cid
os regre
sar
a a
ctivid
ad 3
1
13.2
0M
Esta
ndariza
ció
n y
pro
cedim
iento
s d
e
calib
ració
n d
e m
aquin
aria
34O
pera
do
res
Co
rte c
onvexo
de
pastilla
2.2
5
35O
pera
do
res
Verificació
n d
e radio
y
calid
ad ó
ptica e
n
radio
sco
pio
0.2
0M
r
r
rr
r
r
r
r
r
r
r
Co
ntr
ol i
nte
rno
EV
Agre
gan
Valo
r N
ecesario
Opera
ció
n
Tra
sla
do
D
em
ora
Inspecció
n
Decis
ión
M-M
ejo
ra
O-O
ptim
izar
T-T
ransfe
rir
E-E
limin
ar
Observ
acio
nes
Respo
nsable
No
.
No
mb
re d
el
pro
ceso
: F
ab
ricació
n d
e lente
s d
e c
onta
cto
ríg
idos
Ob
jeti
vo
: E
lab
ora
ció
n d
e lente
s d
e c
onta
cto
que c
um
pla
n c
on a
ltos e
stá
ndare
s d
e c
alidad
Resp
on
sab
le:
Gere
nte
de p
roducció
n
Arc
hiv
o
Repro
ceso
Tie
mpo
apro
x.(m
in)
Activid
ades
Sim
bo
lo d
el
flijo
rr
R
CI CI CICIRR
Figura 4.86 Mapeo a tercer nivel

135
36O
pe
rado
res
EN
CA
SO
DE
que
no
cu
mpla
co
n
pará
me
tro
s rea
liza
r
activid
ad 3
7 a
40
2.5
3E
Co
n c
apa
cita
ció
n a
l pe
rso
nal y
la
ela
bo
ració
n d
e p
roced
imie
nto
s d
e
calib
ració
n s
e e
spera
elim
inar este
repro
ce
so
37O
pe
rado
res
Cálc
ulo
de p
ará
me
tro
s
para
re
ctificad
o
man
ual
1.0
0
38O
pe
rado
res
Tra
sla
do
a to
rno
man
ual
0.0
8
39O
pe
rado
res
Rectificad
o e
n to
rno
man
ual
1.2
5
40O
pe
rado
res
Ve
rificació
n d
e
pará
me
tro
s0.2
0
41O
pe
rado
res
Tra
sla
do
al á
rea d
e
limp
ieza
y p
ulid
o0.0
8
42O
pe
rado
res
Lim
pie
za d
e le
nte
co
n
kle
nn
ex
1.2
5
43O
pe
rado
res
Ve
rificació
n v
isua
l de
limp
ieza
0.2
0
44O
pe
rado
res
Co
rte
de e
sp
on
ja p
ara
pulid
o0.0
8M
45O
pe
rado
res
Ag
rega
r pulim
ento
0.0
8
46O
pe
rado
res
Pu
lido
de o
rilla
ext
ern
a
de le
nte
0.5
0
47O
pe
rado
res
Ve
rificació
n d
e p
ulid
o
co
rrecto
co
n lu
pa
0.2
0
rr
rr
rr
rr
rr
rr
r
rr
r
r
Co
ntr
ol i
nte
rno
EV
Agre
ga
n
Valo
r N
ecesario
Op
era
ció
n
Tra
sla
do
D
em
ora
Inspe
cció
n
De
cis
ión
M-M
ejo
ra
O-O
ptim
izar
T-T
ransfe
rir
E-E
limin
ar
Ob
serv
acio
nes
Respo
nsa
ble
No
.
No
mb
re d
el
pro
ceso
: F
ab
ricació
n d
e lente
s d
e c
onta
cto
ríg
idos
Ob
jeti
vo
: E
lab
ora
ció
n d
e lente
s d
e c
onta
cto
que c
um
pla
n c
on a
ltos e
stá
ndare
s d
e c
alidad
Resp
on
sab
le:
Gere
nte
de p
roducció
n
Arc
hiv
o
Rep
roceso
Tie
mp
o
ap
rox.
(min
)A
ctivid
ad
es
Sim
bo
lo d
el
flijo
R
CIR R R R R
Figura 4.86 Mapeo a tercer nivel

136
48O
pe
rad
ore
s
EN
CA
SO
DE
no
esta
r
bie
n p
ulid
o re
gre
sa
r a
l
no
. 44
#¡R
EF!
MD
ise
ño
de
exp
erim
en
tos p
ara
en
co
ntr
ar
la ra
zón
de
l re
pro
ce
so
y m
ejo
rar
49O
pe
rad
ore
sP
rep
ara
ció
n d
e le
nte
pa
ra p
ulid
o d
e le
ntí
cu
la0.1
0
50O
pe
rad
ore
sP
ulid
o d
e le
ntí
cu
la0.5
0
51O
pe
rad
ore
s
Ve
rifica
ció
n d
e ra
dio
y
ca
lida
d ó
ptica
en
rad
iosco
pio
0.2
0
52O
pe
rad
ore
s
EN
CA
SO
DE
no
cu
mp
lir c
on
el r
ad
io y
ca
lida
d ó
ptica
re
gre
sa
r
al n
o. 4
9
0.8
0M
Dis
eñ
o d
e e
xpe
rim
en
tos p
ara
en
co
ntr
ar
la ra
zón
de
l re
pro
ce
so
y m
ejo
rar
53O
pe
rad
ore
sT
rasla
do
al á
rea
de
lava
do
y d
esp
eg
ad
o0.0
8
54O
pe
rad
ore
sD
esp
eg
ad
o c
on
los
de
do
s0.1
6M
Ca
na
liza
r a
los m
as h
áb
iles y
dis
cip
lina
do
s o
pe
rario
s p
ara
evita
r
dis
tra
ccio
ne
s y
jue
go
s a
la h
ora
de
de
sp
eg
ar e
l le
nte
55O
pe
rad
ore
sA
plic
ació
n d
e n
aft
a
pa
ra re
mo
ve
r ce
ra0.0
8
56O
pe
rad
ore
sE
sp
era
r a
qu
e s
eq
ue
1.5
0
57O
pe
rad
ore
sL
imp
ieza
co
n
sh
am
po
o0.3
3
58O
pe
rad
ore
sS
eca
do
de
len
te0.0
8
59O
pe
rad
ore
sV
erifica
ció
n d
e g
roso
r
y d
iám
etr
o0.2
0
r
r
r
r
r r
rr
r
rrrr
Co
ntr
ol i
nte
rno
EV
Ag
reg
an
Va
lor
Ne
ce
sa
rio
Op
era
ció
n
Tra
sla
do
D
em
ora
Insp
ecció
n
De
cis
ión
M-M
ejo
ra
O-O
ptim
iza
r
T-T
ran
sfe
rir
E-E
limin
ar
Ob
se
rva
cio
ne
sR
esp
on
sa
ble
No
.
No
mb
re d
el
pro
ceso
: F
ab
ricació
n d
e lente
s d
e c
onta
cto
ríg
idos
Ob
jeti
vo
: E
lab
ora
ció
n d
e lente
s d
e c
onta
cto
que c
um
pla
n c
on a
ltos e
stá
ndare
s d
e c
alidad
Resp
on
sab
le:
Gere
nte
de p
roducció
n
Arc
hiv
o
Re
pro
ce
so
Tie
mp
o
ap
rox.
(min
)A
ctivid
ad
es
Sim
bo
lo d
el
flijo
R
CI
RR
CI
Figura 4.86 Mapeo a tercer nivel

137
60O
pe
rad
ore
s
EN
CA
SO
DE
qu
e e
l
gro
so
r y
dia
me
tro
se
a
su
pe
rio
r a
la to
lera
ncia
rea
liza
r a
ctivid
ad
es 6
2
a 6
4 y
re
gre
sa
r a
l No
.
37
22.6
1M
Esta
nd
ariza
ció
n y
cap
acitació
n
61O
pe
rad
ore
s
EN
CA
SO
DE
qu
e e
l
dia
me
tro
y g
roso
r se
a
me
no
r a
la to
lera
ncia
se
co
nsid
era
de
sp
erd
icio
y re
gre
sa
a
activid
ad
2
20.2
0M
Esta
nd
ariza
ció
n y
cap
acitació
n
62O
pe
rad
ore
sC
ale
nta
mie
nto
de
ce
ra
ce
ra1.
25
63O
pe
rad
ore
sP
eg
ad
o m
an
ua
l de
ch
uck y
len
te c
on
ce
ra0.
16
64O
pe
rad
ore
sC
en
tra
do
ma
nu
al c
on
de
do
s1.
00
65O
pe
rad
ore
sT
rasla
do
a c
on
tro
l de
ca
lida
d0.
08
66O
pe
rad
ore
sIn
sp
ecció
n e
n
co
mp
ara
do
r 0.
20
67O
pe
rad
ore
s
EN
CA
SO
DE
pre
se
nta
r a
lgú
n
de
fecto
o p
rese
nta
r
orilla
se
co
nsid
era
de
sp
erd
icio
y re
gre
sa
a
activid
ad
2
20,4
8
68O
pe
rad
ore
sIn
sp
ecció
n c
on
luz
bla
nca
po
sib
les ra
llas
0.20
rr
rrr
rr
rrr
r
r
r
rr
Co
ntr
ol i
nte
rno
EV
Ag
reg
an
Va
lor
Ne
ce
sa
rio
Op
era
ció
n
Tra
sla
do
D
em
ora
Insp
ecció
n
Decis
ión
M-M
ejo
ra
O-O
ptim
izar
T-T
ransfe
rir
E-E
limin
ar
Obse
rvacio
ne
sR
esp
on
sa
ble
No
.
No
mb
re d
el p
roce
so:
Fab
rica
ción d
e le
nte
s de c
onta
cto r
ígid
os
Ob
jeti
vo:
Ela
bora
ción d
e le
nte
s de c
onta
cto q
ue c
um
pla
n c
on a
ltos
est
ándare
s de c
alid
ad
Res
po
nsa
ble
: G
ere
nte
de p
roducc
ión
Arc
hiv
o
Rep
roce
so
Tie
mp
o
ap
rox.
(min
)A
ctivid
ad
es
Sim
bo
lo d
el
flijo
R
CI CI
RRR R RR
Figura 4.86 Mapeo a tercer nivel

138
69O
pe
rad
ore
s
EN
CA
SO
DE
pre
se
nta
r ra
llas d
e
torn
o s
e re
aliz
a
activid
ad
es 7
0 a
72
y
reg
resa
a n
o.
37
23.0
9
70O
pe
rad
ore
sC
ale
nta
mie
nto
de
ce
ra1.2
5
71O
pe
rad
ore
sP
eg
ad
o m
an
ua
l de
ch
uck y
len
te c
on
ce
ra0.1
6
72O
pe
rad
ore
sC
en
tra
do
ma
nu
al c
on
de
do
s1.0
0
73O
pe
rad
ore
s
Ve
rifica
ció
n d
e
dia
me
tro
de
ntr
o d
e
tole
ran
cia
s
0.2
0E
Ya
se
re
aliz
o la
activid
ad
en
de
sp
eg
ad
o y
lava
do
74O
pe
rad
ore
s
Ve
rifica
ció
n d
e
gra
du
ació
n y
ca
lida
d
óp
tica
0.2
0M
La
ca
lida
d ó
ptica
ya
se
re
vis
a e
n p
ulid
o
po
r lo
ta
nto
ha
y q
ue
elim
ina
rla
y la
gra
du
ació
n c
on
ca
pa
cita
ció
n p
ara
la
má
qu
ina
qu
e tie
ne
n fu
era
de
uso
75O
pe
rad
ore
s
EN
CA
SO
DE
te
ne
r
gra
du
ació
n m
ayo
r a
la
esp
ecific
ad
a re
aliz
ar
activid
ad
77
y re
gre
sa
r
a n
o. 7
4
0.4
0
76O
pe
rad
ore
s
EN
CA
SO
DE
te
ne
r
gra
du
ació
n m
en
or
a la
esp
ecific
ad
a s
e
co
nsid
era
de
str
ucció
n
y re
gre
sa
a n
o. 2
21.4
7
77O
pe
rad
ore
s
Pu
lido
co
n e
l de
do
co
ntr
a e
sp
on
ja p
ara
ba
jar g
rad
ua
ció
n
0.2
0M
El o
pe
rario
no
sa
be
co
n e
xactitu
d c
ua
nto
tie
mp
o d
eb
e d
e p
ulir
pa
ra b
aja
r la
gra
du
ació
n, s
e re
aliz
a c
on
en
sa
yo y
err
or
78O
pe
rad
ore
sP
ulid
o m
an
ua
l pa
ra
"ase
gu
rar"
0.2
5E
Si s
e re
aliz
a u
n c
orr
ecto
pu
lido
no
te
nd
ría
qu
e re
aliz
ars
e e
ste
pu
lido
79O
pe
rad
ore
sIn
sp
ecció
n d
e o
rilla
en
co
mp
ara
do
r0.2
0
rr
rr
r
rr
rr
r r
rr
rr r
rr
r
Co
ntr
ol i
nte
rno
EV
Ag
reg
an
Va
lor
Ne
ce
sa
rio
Op
era
ció
n
Tra
sla
do
D
em
ora
Insp
ecció
n
De
cis
ión
M-M
ejo
ra
O-O
ptim
iza
r
T-T
ran
sfe
rir
E-E
limin
ar
Ob
se
rva
cio
ne
sR
esp
on
sa
ble
No
.
No
mb
re d
el
pro
ceso
: F
ab
ricació
n d
e lente
s d
e c
onta
cto
ríg
idos
Ob
jeti
vo
: E
lab
ora
ció
n d
e lente
s d
e c
onta
cto
que c
um
pla
n c
on a
ltos e
stá
ndare
s d
e c
alidad
Resp
on
sab
le:
Gere
nte
de p
roducció
n
Arc
hiv
o
Re
pro
ce
so
Tie
mp
o
ap
rox.
(min
)A
ctivid
ad
es
Sim
bo
lo d
el
flijo
R
RRR
CI CIRR R R
Figura 4.86 Mapeo a tercer nivel

139
80O
pera
do
res
EN
CA
SO
DE
no
mo
str
ar o
rilla
co
nfo
rme a
especific
acio
nes
regre
sa a
no
. 78
0.4
5
81O
pera
do
res
Marc
ado
de le
nte
dere
cho
co
n tin
ta0.0
8
82O
pera
do
res
Tra
sla
do
al á
rea d
e
em
paqueta
do
0.0
8
83O
pera
do
res
Espera
de p
are
ja (O
D,
OI)
5.0
0O
No
se s
abe c
on c
ert
eza
el t
iem
po
de
espera
de lo
s le
nte
s. C
on la
esta
ndariza
ció
n y
seguim
iento
del
pro
ceso
po
r part
e d
el s
uperv
iso
r se
puede a
co
rtar la
espera
84O
pera
do
res
Lim
pie
za d
e le
nte
co
n
sham
po
o0.5
0
85O
pera
do
res
Inspecció
n c
on lu
z
bla
nca
0.2
0E
Ya s
e realiz
o e
n c
ontr
ol d
e c
alid
ad
86O
pera
do
res
Co
locar pare
ja e
n
estu
che d
e p
lástico
0.0
8
87O
pera
do
res
Tra
sla
do
a P
C0.0
8
88O
pera
do
res
Impre
sió
n y
pegado
de
etiqueta
s0.6
6
89O
pera
do
res
Co
locar en b
ols
a d
e
plá
stico
junto
co
n
ord
en d
e p
roducció
n
0.0
8
90O
pera
do
res
Tra
sla
do
de le
nte
term
inado
al a
lmacén
0.0
8
rr
r
r
r
r
rr
r
r
Co
ntr
ol i
nte
rno
EV
Agre
gan
Valo
r N
ecesario
Opera
ció
n
Tra
sla
do
D
em
ora
Inspecció
n
Decis
ión
M-M
ejo
ra
O-O
ptim
izar
T-T
ransfe
rir
E-E
limin
ar
Observ
acio
nes
Respo
nsable
No
.
No
mb
re d
el
pro
ceso
: F
ab
ricació
n d
e lente
s d
e c
onta
cto
ríg
idos
Ob
jeti
vo
: E
lab
ora
ció
n d
e lente
s d
e c
onta
cto
que c
um
pla
n c
on a
ltos e
stá
ndare
s d
e c
alidad
Resp
on
sab
le:
Gere
nte
de p
roducció
n
Arc
hiv
o
Repro
ceso
Tie
mpo
apro
x.(m
in)
Activid
ades
Sim
bo
lo d
el
flijo
R
R
CI
Figura 4.86 Mapeo a tercer nivel

140
90O
pera
do
res
Tra
sla
do
de le
nte
term
inado
al a
lmacén
0.0
8
91A
uxi
liar de
alm
acén
Recib
ir p
edid
o y
caja
s
vacia
s0.0
5
92A
uxi
liar de
alm
acén
Dar de b
aja
del s
iste
ma
e im
pre
sió
n d
e
rem
isió
n
0.1
0
93A
uxi
liar de
alm
acén
Co
locar pedid
o e
n
male
tas p
ara
entr
ega a
l
clie
nte
0.2
5
94A
uxi
liar de
alm
acén
Alm
acenaje
de
pro
ducto
hasta
entr
ega a
clie
nte
1.0
0
95A
uxi
liar de
alm
acén
Entr
ega d
e m
ale
tas a
clie
nte
1.0
0
95
2.4
836
12
418
124
27.6
5%12
.63%
4.21
%18
.95%
1.05
%25
.26%
R
17
00
00
0
16.1
20
00
00
650.0
0%
00
00
0
10.5
3%70
.53%
Po
rce
nta
je
Acti
vid
ad
es
co
n v
alo
r ag
reg
ad
o
Tie
mp
os
acu
mu
lad
o e
n m
inu
tos
Razo
n d
e v
alo
r ag
reg
ad
o
TO
TA
L
17
16.1
2
12.2
1%
95
10
67
r
r
r r
Co
ntr
ol i
nte
rno
EV
Agre
gan
Valo
r N
ecesario
Opera
ció
n
Tra
sla
do
D
em
ora
Inspecció
n
Decis
ión
M-M
ejo
ra
O-O
ptim
izar
T-T
ransfe
rir
E-E
limin
ar
Observ
acio
nes
Respo
nsable
No
.
No
mb
re d
el
pro
ceso
: F
ab
ricació
n d
e lente
s d
e c
onta
cto
ríg
idos
Ob
jeti
vo
: E
lab
ora
ció
n d
e lente
s d
e c
onta
cto
que c
um
pla
n c
on a
ltos e
stá
ndare
s d
e c
alidad
Resp
on
sab
le:
Gere
nte
de p
roducció
n
Arc
hiv
o
Repro
ceso
Tie
mpo
apro
x.(m
in)
Activid
ades
Sim
bo
lo d
el
flijo
R R
CI
Figura 4.86 Mapeo a tercer nivel

141
Concluido el mapeo y ya con los valores necesarios para el cálculo del área de oportunidad se
tiene lo siguiente:
52.35%AO
27.65%80%AO
RVA80%AO
58.31minTc
Con lo anterior se concluye que se tiene un 52.35% de área de oportunidad, tomando en cuenta
los resultados arrojados del mapeo.
Para entender el mapeo a tercer nivel se muestra a continuación la simbología empleada en el
mismo y descrita en la figura 4.87
Actividad Simbología Descripción
Operación Actividades que forman parte del proceso
TrasladoCualquier acción que desplaza información u objetos, incluyendo
personas.
Inspección Supervisiones, revisiones, autorizaciones e inspecciones de
calidad y cantidad
Demora Cualquier tipo de espera de las personas o de información,
retrasos no programados.
Archivo Almacenaje temporal o permanente.
Reproceso Cualquier paso innecesario y repetido de la operación o que se
realiza por otra área proveedora.
Control Interno
Existe un control y se lleva a cabo
Control Interno
Existe un control pero no se ejecuta
Control InternoNo existen controles pero son necesarios
SIMBOLOGÍA
MAPEO A TERCER NIVEL
R
CI
CI
CI
Figura 4.87 Simbología utilizada en el Mapeo 3

142
4.8 Análisis de riesgos
El análisis de riesgos comprende una revisión cuantitativa de los riesgos, que pueden encontrarse
durante el proceso, que van desde incidentes frecuentes de bajas consecuencias hasta incidentes
graves y poco comunes.
Por lo anteriormente mencionado se considera conveniente hacer un análisis de los posibles
riesgos que nos arrojó el análisis del proceso que se mostró anteriormente y de esta manera
prevenirlos para que su impacto sea débil.
Una vez identificadas las causas de riesgo en el proceso, se pueden hacer recomendaciones y
proceder a la toma de decisiones, en cuanto a medidas correctivas y preventivas sobre bases
objetivas y consistentes, tomando en cuenta que el impacto de los riesgos es menor entre más
conocimientos se tengan de los riesgos. (Véase tabla 4.88)
Proceso Causas Riesgos
Compras No hay un proceso definido Fugas de dinero
Ventas No hay un proceso definidoMercado reducido en la distribución de lentes de
contacto.
Almacén Actividades multifuncionalesRealizar una cosa a la vez, ya que conlleva a la
saturación de trabajo
Falta de capacitación
Procedimientos mal ejecutados
Indisciplina
ProducciónFalta de estandariazación en los
procesosVariabilidad en los tiempos de proceso
Producción Falta de manuales de calidadConfiar siempre en el supervisor para resolver
dudas
Cambio de herramental Acumulamiento de Trabajo Personal Ocioso al esperar trabajo
Calibración Falta de MantenimientoDesperdicio de lente de contacto y posibles
descomposturas en las máquinas
Producción Habilidad de trabajadores Execesiva dependencia del expertis
Producción Maquinaria para propósito no creado Accidentes, lente roto
Reclutamiento y capacitación Lentes defectuosos
Figura 4.88 Evaluación de riesgos en los procesos
4.8.1Criterios
Una vez analizadas las actividades, el riesgo y las causas que los originan, es necesario evaluar la
magnitud y el impacto que estos tienen, así como la probabilidad de que ocurran; la primera es
medida ayudándonos de una escala de 0 a 10, mientras que la segunda es medida con una
escala del 0 al 40%. Tomando en cuenta que existen riesgos que tienen más impacto que otros.

143
Con base a estos criterios se procede a clasificar los riesgos en 3 niveles como se describe en
seguida.
Nivel 1 o moderado: son riesgos que al presentarse en el proceso, puede seguirse operando.
Nivel 2 o medio: son riesgos que al presentarse en el proceso, afectan en mayor grado al mismo,
por lo que es importante tener cuidado en que su nivel de ocurrencia disminuya.
Nivel 3 o alto: son riesgos que al presentarse en el proceso lo afectan significativamente, son
causantes de paros en la producción y tienen consecuencias importantes sobre el proceso.
En seguida se presenta una tabla que pretende ilustrar y representar los riesgos a los que se
puede enfrentar la empresa productora de lentes de contacto RGP, así como también mostrará el
nivel de impacto a los que se podría enfrentar la empresa en estudio en caso de no controlarlos.
Riesgos Tipo de Riesgo ProbabilidadPonderacion para el
nievel de impacto
Nivel de
ImpactoSímbolo
Fugas de dinero Administrativo 20 4 Bajo
Mercado reducido en la distribución de
lentes de cóncavoAdministrativo 10 2 Bajo
Realizar una cosa a la vez ya que conlleva
a la saturación de trabajoAdministrativo 40 8 Alto
Variabilidad en los tiempos de proceso Operativo 40 10 Alto
Confiar siempre en el supervisor para
resolver dudasOperativo 25 7 Moderado
Personal Ocioso al esperar trabajo Operativo 30 8 Alto
Desperdicio de lente de contacto Operativo 35 8 Alto
Excesiva dependencia de trabajador Operativo 40 7 Alto
Accidentes, lente roto Operativo 20 5 Moderado
AltoLentes defectuosos Operativo 40 9
Figura 4.89 Análisis de riesgo de la empresa en estudio

144
Ya con la ayuda de la ponderación efectuada anteriormente, (véase tabla 4.89), se puede construir
un plano que muestre de manera sencilla y fácil la ubicación de los riesgos analizados, esta figura
se muestra a continuación.
10% 20% 30% 40%
Probabilidad de ocurrencia
Niv
el d
e Im
pa
cto
1
10
9
8
7
6
5
4
3
2
Moderado
Bajo
Alto
Figura 4.90 Magnitud de riesgo y probabilidad de que se materialice
La figura muestra la ubicación que tienen cada uno de los riesgos detectados y descritos en la
tabla 4.90, como se puede apreciar seis de los diez riesgos ya se materializaron, (variabilidad en
los tiempos de procesos, personal ocioso al esperar trabajo, lentes defectuosos, desperdicio de
lentes de contacto, realizar una cosa a la vez ya que conlleva a la saturación del trabajo y excesiva
dependencia del trabajador) por lo que se les debe controlar urgentemente. Los cuatro riesgos
restantes por el momento no representan un foco rojo, por el bajo porcentaje de ocurrencia que
representan sin embargo no por eso dejan de ser importantes, por lo tanto también se les debe
controlar pero no con la misma urgencia que los anteriores.

145
4.9 Resultado del diagnóstico
Herramienta utilizada en el
diagnósticoCausa o problemática
Análisis Estadístico Desperdicio de merma
Falta de capacitación
Acumulamiento de trabajo
Falta de manuales de calidad
Instrucciones de trabajo
Falta de Mantenimiento
Máquina no creada para ese fin.
Falta de Estandarízación
Acumulamiento de trabajo
No se cuenta con manuales de calidad
No existe hojas de procedimiento
Máquina no creada para ese fin.
Sin indicadores de procedimiento
Dejar de depender de la inspección en masa para lograr la
calidad.
Derribar las barreras entre las áreas de staff.
Mejorar constantemente el sistema de producción y servicio
Estimular la educación y la auto mejora de todo el personal.
Acumulamiento de trabajo
Tiempo de procesamiento
Falta de Organización y limpieza
Variabilidad del Proceso
Capacidad del proceso
Inspecciones excesivas
Dependencia de la habilidad del Operario
Multifunciones
Falta de Organización y limpieza
No hay rotación de personal
No existe Mantenimiento preventivo
Reproceso
Acumulamiento de trabajo
Realizar una cosa a la vez ya que conlleva a la saturación
de trabajo
Lentes defectuosos
Variabilidad en los tiempos de proceso
Personal Ocioso al esperar trabajo
Desperdicio de lente de contacto
Excesiva dependencia de trabajador
Custionarios Principios Deming
Diagramas de Causa y Efecto
Matriz causa y efecto
Análisis de Riesgos
Mapeo de 3er Nivel
Mapeo de 2ndo Nivel
Mapeo de 1er Nivel
Cadena de Valor
Análisis Estadistico Comprobación
de Hipótesis (6 sigma)
Figura 4.91 Resultado del diagnóstico

146
De acuerdo al análisis que se realizo en Empresa se utilizaron diferentes herramientas para
determinar la problemática crítica en la empresa. En principio se visualizo una problemática real en
cuanto el desperdicio generalizado del proceso en la fabricación de los lentes de contacto.
Conforme se avanzaba en el proyecto se encontraron diferentes problemáticas importantes que se
muestran en la figura anterior. Por ello se necesito realizar un resumen y englobar los rubros que
se relacionaban uno con otro dependiendo de la herramienta o herramientas que se utilizaron.
4.9.1 Resumen de problemática detectada
A continuación se establecieron los puntos críticos que se presentaron en todo el diagnóstico.
Resumen de Problemática detectada
Falta de Estandarización en los procesos
Excesivo desperdicio de merma
Falta de Critérios para el control de Calidad
Falta de Matenimiento preventivo
Falta de Capacitación a todo el personal
Falta de organización y limpieza
Figura 4.92 Resumen de problemática
En el primer punto: falta de estandarización en los proceso, se estableció como un punto crítico
porque durante el análisis se encontró situación críticas como la gente desocupada. Desperdicio de
materia prima, improvisación de máquinas para realizar el trabajo para el cual fue fabricado., esto
en ocasiones provoque que el trabajo se acumule (cuellos de botella) esto provoca que el personal
de producción se mantenga ociosa y concentrándose en situaciones ajenas al proceso. También la
falta de estandarización se debe a no contar con procesos bien definidos ó estandarizados, y que
haya un soporte que controle situaciones “extrañas “ o fuera de estándar. Todo esto provoca que
haya una excesiva dependencia de la mano de obra.
Con todo lo anterior se establece que al no contar controles de producción provoque diferentes
criterios de calidad para resolver problemas en producción.
También se encontró la relación con el mantenimiento preventivo, capacitación al personal,
organización y limpieza con la estandarización de la empresa, por que al haber un control
específico en consecuencia un punto con otro tiene una estrecha relación al mejorar uno mejorara
otro de manera automática.

147
CAPÍTULO V CICLO DE DEMING
5.1 Conclusión de diagnóstico
En el capítulo anterior se realizó el diagnóstico de la problemática que enfrenta la empresa en
estudio. El resultado arrojó que producción es el área que tiene los principales problemas respecto
a la transformación de los lentes de contacto por diversas causas como se mencionaron en la
figura 4.92. Por esta razón en este capítulo se mencionan diversas propuestas basadas en el ciclo
de mejora continua de Deming, con la finalidad de disminuir el desperdicio así como la
problemática que rodea el proceso de producción de los lentes de contacto.
En el capítulo II de este trabajo, se desarrolló en qué consiste el Ciclo Deming, así también se
describieron las etapas en las que consiste tal herramienta y todo lo referente a este tema.
Como se mencionó en los capítulos anteriores el desperdicio engloba no sólo el material sobrante
o las demoras ocasionadas por un retraso, sino también, las personas o máquinas que no estén
ocupadas a la capacidad necesaria para realizar su función.
PPLAN
DDO
AACT
CCHECK
Planifique para cambiar y mejorar el proceso
Mapa de Clientes/Suplidores.Diagramas de Flujo.Análisis de Pareto
Estratificación
Árbol de Falla/SoluciónMatríz Evaluación
Diagramas Causa-Efecto
Actue para obtener los mayoresbenefecios del cambio
Mapa de ProcesosEstandarización de Procesos.
Entrenamiento formal para el proceso estándar
Haga cambios en pequeña escala
Herramienta de liderazgo Diseño de experimento
Resolución de Conflictos Entrenamiento en el trabajo
Verefique para ver si los cambios están funcionando
Hojas de chequeo.Análisis Gráficos.
Lista de Verificación
Indicadores de Performance
Figura 5.1 Ciclo Deming
A continuación se muestra un resumen de la problemática encontrada dentro de la organización,
así como las diferentes propuestas para cada una, con la intención de lograr una mejora en la
organización y en el proceso de producción de los lentes de contacto

148
5.2 Propuestas de mejora basadas en el ciclo de mejora continua de Deming
Problema Detectado Propuesta de MejoraPrincipio de
Deming
Homogenizar las actividades principales de
cada estación de trabajo.
Desarrollar un modelo de automatización en el
proceso de centrado, en el cual se depende al
100% de la habilidad del operador.
Mejorar tiempos y métodos de trabajo
valiéndonos de la automatización
Aplicación de técnicas de Lean Manufacturing
Asignar un área de producto no conforme
donde un personal calif icado evalúe si cumple
con las características f inales del producto.
Falta de criterios para el control de calidad
Establecer indicadores y un tablero de control
que establezca los parámetros principales y
prioritarios durante el proceso de elaboración
de lentes de contacto.
Principio 1
Principio 2
Principio 3
Principio 5
Principio 6
Principio 8
Principio 11
Principio 13
Principio 14
1) Intruducir la administración del
mantenimiento con la ayuda de:
*Softw are
*Programa de mantenimiento anual para
máquinas y equipos
*Bitácoras de arranque de máquinas, etc.
2) Implementar algunas técnicas del TPM
Falta de organización y limpiezaAplicación de la metodología de 5's (Lean
Manufacturing)
Principio 1
Principio 2
Principio 3
Principio 5
Principio 6
Principio 8
Principio 14
Falta de mantenimiento preventivo
Principio 1
Principio 2
Principio 3
Principio 5
Principio 6
Principio 8
Principio 14
Falta de capacitación a todo el personal
Falta de estandarización en los procesos
Excesivo desperdicio de merma
Principio 1
Principio 2
Principio 3
Principio 5
Principio 6
Principio 9
Principio 14
Principio 1
Principio 2
Principio 3
Principio 5
Principio 6
Principio 14
Planear y programar cursos de capacitación y
concientización para la mejora del proceso
Principio 1
Principio 2
Principio 3
Principio 5
Principio 6
Principio 8
Principio 9
Principio 13
Principio 14
Figura 5.2 Propuesta de mejora basada en el ciclo de mejora continua de Deming

149
La tabla mostrada en al figura anterior tiene por objeto mostrar de manera resumida una serie de
propuestas por cada problema detectado con el análisis de procesos en la producción de los lentes
RGP y las técnicas desarrolladas en el diagnóstico, así como los principios de Deming que se
relacionan directamente con éstas.
5.3 VSM – Pasos para realizar la propuesta de reducción de desperdicio.
Figura 5.3 Propuesta de mejora basada en el análisis de VSM
Como primer paso para encontrar la manera y la forma adecuada para comenzar con la propuesta
para la eliminación de desperdicio, se decidió tomar como base el diagrama de Cadena de Valor el
cual muestra de forma general los puntos críticos que se detectaron en el diagnóstico.
A continuación se muestra la simbología y la su vez las diferentes iniciativas que se proponen para
mejorar los puntos críticos detectados.
5´SMantto
Poka
YokeSMED
Automati
zaciónEstablecimiento de
IndocadoresEliminación
de Merma
Diseño
Dispositivo
para ambos
lentes
Figura 5.4 Simbología de propuestas de mejora
Clientes
Auxiliar de
almacén
2
Corte
Convexo
1
Limpieza
1
Pulido
2
Control de
Calidad
2
Corte
Cóncavo
1
Centrado
1 operador
Orilla y lentícula
Torno adaptado
Pulidora
Tc= 2'40'’
1 operador
Preparación para
pulido
Tc= 1'55'’
2 operadores
Mismo torno
Cuellos de botella
Repite cálculo
Tc= 3' 35'’
1 operador
Destreza y
Habilidad
Método Artesanal
Cera y lápiz
Tc= 1'45'’
2 operadores
Capacitación
Torno CNC
Recibe por
separado OD y OI
Tc= 3'56'’
1 o + operadores
Habilidad manual
Perdida de tiempo
Tc= 3'10'’
Demanda RGP : 36103
lentes hdrofílicos año: 7,083
Total: 43, 186 piezas
Producidas por al año
PedidosSolicitudes de servicio
Ordenes de compra
MP
Radio
Grosor Radio
1 o +
Despegado y
Lavado
Visual
Radio
Diámetro
Grosor
Visual
1 o +
Empaquetado
Demoras = min,
hrs, días.
Reproceso
Tc= 2'28'’
1´09"
3'65'’
2 operadores
Demasiadas Insp.
Criterio del
operador
Artesanal
Reprocesos
Tc= 5'40'’
Proovedor
Cambio
herramienta
Espera de
pareja min,
hrs, días
2 horarios
9:00 am
3:00 pm
Perdida de tiempo
Lente quemado
Lente quemado
Acumulación
de producto
4`34"
5'40'’
5`34"
3'10'’
1´23
2'40'’
1`2"
1'55'’
0`63"
3'35'’
18'28'’
1'45'’
240`
2'28'’
Rayas
Forma
Orilla
Graduación
Radio
Se acumula
el personal
a perder
tiempo
Lente
Roto
Reproceso
Lentes +
Poder alto
18%
OD
OI
XSe vuelve a
pulir orilla
Supervisor Supervisor
Gerente
Producción
Proceso
Lente
Perdido
Demora por
Acumulación
de trabajo
No hay
indicadores de
procedimientos
Orilla
rota
Desperdicio
Total de lentes
producidos por año
de RGP año: 36103
Semanal:
Lu: 217 Ma: 162:
Mie:131
Ju:104 Vi: 80
44'28'’
diarioReducción de
Tiempo Ciclo
Reducción de
Tiempo Ciclo
X
XX
X

150
En la figura anterior representa las diferentes propuestas que se estarían realizando como las
principales mejoras que se recomienda hacer a la Empresa. De esta manera se atacarían los
puntos específicos y cruciales detectados con el análisis estadístico y de procesos.
5.4 Plan de implantación de la propuesta
Para poder desarrollar la propuesta es necesario definir un plan de implantación de las mejoras
que de seguimiento a las ideas generadas para la mejora de la organización. Para ver con atención
el plan generado por el equipo de trabajo véase anexo A1.
5.5 Capacitación
Uno de los principales puntos desfavorables que arrojó el diagnóstico fue que no existe
capacitación alguna dentro de la organización. Este punto salió a relucir con el análisis de la
información estadística basada en los 14 puntos de Deming para la mejora continua (véase figura
4.34).
Por lo que en este apartado se pretende programar algunas actividades vitales y prioritarias para
poder llevar a cabo cada una de las propuestas desarrolladas en los seis puntos clave que arrojó el
diagnóstico, de otra forma resultaría inútil poder implantar los cambios propuestos ya que crearía
confusiones entre los trabajadores y no se lograría el fin buscado por el presente trabajo.
Antes que nada, es necesario entablar una plática con la alta dirección con el objetivo de plantear
las ventajas que busca la capacitación dentro de la organización, ellos tendrán que definir y evaluar
que tan dispuestos están de llevarla a cabo, ya que esto implica una inversión de un periodo de
tiempo, pero que sin embargo contribuirá a la mejora continua de la empresa.
Dentro de los puntos importantes que pretende la capacitación se tiene lo siguiente:
Incrementar la productividad61.
Promover la eficiencia del trabajador.
Proporcionar al trabajador una preparación, que le permita desarrollar puestos de mayor
responsabilidad.
Promover un ambiente de mayor seguridad en el empleo.
Contribuir a reducir los retrabajos.
Facilitar la supervisión del personal.
Promover ascensos sobre la base del mérito personal.
Contribuir a la reducción de los accidentes de trabajo.
61 Indicativo del uso y aprovechamiento que se obtiene de cada factor de producción.

151
Los cursos de capacitación que se proponen se realizarán con el objetivo de mostrarle a los
trabajadores como realizar las nuevas actividades que tendrán a su cargo, de saber llenar los
formatos y registros propuestos en las distintas áreas como son mantenimiento y producción, y de
hacer uso de los nuevos dispositivos automatizados con los que contarán para mejorar y facilitar
sus métodos de trabajo. No hay que olvidar que el propósito es garantizar la mejora del sistema de
producción de la empresa, la reducción del desperdicio, así como lograr una mejora continua en la
organización.
Estos cursos serán otorgados por personas especializadas en distintos temas y tendrán una
duración de dos horas por día, durante un periodo que se estima no mayor a 4 meses.
Es de nuestro conocimiento, gracias al análisis de procesos, que los días lunes y martes, la
empresa cuenta con una excesiva carga de trabajo, por lo que esos días no se programarán
cursos, solo los días miércoles y viernes estarán destinados para capacitar a los operarios y los
que integran el almacén, teniéndose personal de área en cada proceso productivo con la finalidad
de no interrumpir las actividades de cada proceso. Así como el día jueves estará destinado a los
supervisores y gerentes, invirtiendo también dos horas por día para la capacitación.
A todo el personal, los conocimientos impartidos por parte del programa serán en actividades
como:
Implementación de propuestas de mejora.
Liderazgo.
Como manejar la alerta de productos defectuosos.
Uso correcto del dispositivo automático en el área de centrado.
Actividades del programa de capacitación
Manejo de MP y producto terminado en almacén.
Transportación de productos en el proceso de producción.
Elaboración y llenado de registros de control durante el proceso.
Mantenimiento Preventivo.
Elaborar y llenar instrucciones de trabajo por cada proceso.
Llenado de formato de procedimientos de seguridad.
Figura 5.5 Actividades del programa de capacitación
Por otra parte el programa también abarca conocimientos en otras técnicas destinados a los jefes
de área y gerencia general como son:

152
1) ¿En qué consiste un plan estratégico?
2) Técnicas de Lean Manufacturing.
3) Técnicas de TPM.
4) Contenido de un manual de calidad.
En la siguiente tabla se explicará como estarán programados los cursos que se llevarán a cabo
dentro de la empresa con la finalidad de seguir un orden para no crear confusiones entre el
personal que labora en ella.
Orden del
eventoDescripción
Tiempo
esperado en
semanas
Personal a quien
va dirigido
1 Conferencia sobre la importancia de la calidad 1 Todo el personal
2Conferencia sobre la importancia de la
planeación estratégica1
Alta dirección y
jefes de área
3 Liderazgo 0.5Alta dirección y
jefes de área
4 Objetivos y ventajas de aplicar 5´s 0.5 Todo el personal
5 Seleccionar 0.5 Todo el personal
6 Organizar 0.5 Todo el personal
7 Limpiar 0.5 Todo el personal
8 Disciplina 0.5 Todo el personal
9 Estandarizar 0.5 Todo el personal
10 Objetivos y ventajas de estandarizar procesos 1 Todo el personal
11Manejo de MP y materiales durante el proceso y
nueva orden de producción0.5 Todo el personal
12 Taller de elaboración y llenado de indicadores 1.5 Todo el personal
13 Taller de técnicas de lean manufacturing 1.5Alta dirección y
jefes de área
14 Manejo de nuevos dispositivos de automáticos 1.5 Todo el personal
15 Taller de la mantenimiento autónomo 1.5 Todo el personal
16Taller de elaboración y llenado de registros,
formatos y fichas1.5 Todo el personal
17 Taller de prevención de accidentes 1 Todo el personal
Etapa IV: Concientización de la importancia del mantenimiento en la organización
Etapa V: Entrega de reconocimientos
Etapa I: Planeación y concientización del personal
Etapa II: Comencemos con 5's
Etapa III: Comenzando a estandarizar
Figura 5.6 Programa de capacitación

153
5.6 Implementación de las 5’s
La razón de de implantar la filosofía del trabajo que radica en seleccionar, clasificar, ordenar,
limpiar, estandarizar y sobretodo mantener la disciplina de forma inmediata en los lentes de
contacto RGP.
Se han establecido tres formas para conseguirlo:
Evaluación actual de la empresa.
Aplicación de las 5s.
Evaluación actual después de la aplicación 5s.
Los resultados se verán reflejados en una mayor productividad, mayor seguridad, mejor clima
laboral, mejor calidad y por consiguiente, la competitividad de organización.
5.6.1 Evaluación actual de la empresa
Para la evaluación se tomará en cuenta un cuestionario de auditoría 5’s, donde se desarrollarán 5
preguntas ponderadas en una escala del 0 a 4, donde 0 representa muy malo, 1 representa malo,
2 representa regular, 3 representa bueno y 4 representa muy bueno.
1. ¿Elaboras una selección de lo que realmente te sirve con lo que no te sirve?
2. ¿De lo que ocupas tienes separado lo mas importante de lo menos importante?
3. ¿Todas las cosas tienen su lugar definido?
4. ¿Existen lugares definidos para depositar los residuos de tu trabajo?
5. ¿Esto lo realizas todos los días durante tu jornada laboral?
Resultados de la inspección 5s
Pilar Calificación %
Clasificación
Orden
Limpieza
Estandarización
Disciplina
Total
Figura 5.7 Tabla de inspección 5’s

154
5.6.2 Aplicación de las 5’s
5.6.2.1 Clasificación
Para el primer punto de las 5’s, la aplicación de la tarjeta roja, buscamos etiquetar cualquier
elemento innecesario que impida el flujo del proceso. Se diseñó un formato sencillo para su fácil
aplicación, el cual se colocará en artículos con leyendas como; transferir si se trata de elementos u
objetos que puedan servir en otra área; eliminar si son artículos que no pertenecen al área.
El primer paso consiste en separar lo necesario de lo innecesario para colocar las tarjetas “rojas”,
finalmente recopilar una base de datos de todos los elementos encontrados para posteriormente
determinar cual será su función, esto se haría en una reunión con el gerente de planta.
Tarjeta roja
Fecha: Número:
Área:
Nombre del elemento:
Cantidad.
Disposición.
Transferir. Eliminar.
Comentarios:
Figura 5.8 Tarjeta roja
5.6.2.2 Orden
Como es común en cualquier empresa, mantener lineamientos no es fácil y la empresa productora
de lentes de contacto ha caído en una situación de desorden.

155
Para retomar el orden se pretende elaborar una lista de todos los departamentos de la empresa, la
cual consiste en organizar todos los elementos por medio de la tarjeta roja62 anteriormente
mencionada, clasificando lo necesario de lo innecesario de modo que podamos visualizar con
rapidez.
El procedimiento consiste en lo siguiente:
1. Colocar letreros, identificando de una manera más ordenada los lugares de cada etapa del
proceso.
2. Por otra parte, la estrategia de pintura en pasillo, delimitará las áreas de trabajo con la
ubicación de la maquinaria, esto dará como consecuencia saber las rutas de acceso y
lugares permitidos para que las personas puedan transitar de manera fácil sin tener ningún
riesgo.
La aplicación tiene como propósito, mejorar la identificación y el control visual de los trabajadores
para un mejor orden dentro de la empresa.
5.6.2.3 Limpieza
La limpieza dentro de la empresa productora de lentes de contacto debe de significar una
inspección, por lo tanto para dar inicio con la implementación de este pilar se debe acordar que
para realizar una limpieza programada se dispondrá de un día normal de trabajo y durante la
jornada laboral preestablecida.
Una vez limpio el lugar de trabajo, lo más importante es mantener la limpieza, estableciendo un
mapa para el responsable del aseo de cada área, como medio para asegurar esta actividad.
En el plano se indicarán letreros para poder asegurar los lugares de limpieza asignados a cada
persona, mismas que tendrán la responsabilidad de darle seguimiento y continuidad al programa
de limpieza.
Estos letreros estarán marcados con puntos azules en el mapa, con el nombre del responsable y al
área de limpieza a su cargo.
A continuación se muestra un ejemplo de cómo quedarían distribuidos los letreros en el área donde
se lleva a cabo el proceso de producción de los lentes rígidos permeables a los gases. (Véase
figura 5.9)
62 Tarjeta Roja.- Se utiliza para mostrar o destacar el problema identificado.

156
ALMACÉN
CORTE
CÁLCULO DE
CORTE
LIMPIEZA
PULIDO
CENTRADO
DESPEGADO Y
LAVADO
CONTROL DE
CALIDAD
EMPAQUETADO
PRODUCCIÓNResponsable
de limpieza
Responsable
de limpieza
Responsable
de limpieza
Responsable
de limpieza
Responsable
de limpieza
Figura 5.9 Plano para la implantación de la limpieza

157
5.6.2.4 Estandarización
Para preservar los logros que se pretenden alcanzar dentro de la empresa se deben establecer
procesos controlados tanto de clasificación como de orden y limpieza, y con esto poder establecer
estándares de autocontrol permanente.
Como la estandarización está muy ligada con los hábitos de las personas hemos creado dos pasos
para poder aplicar este punto de la 5’s.
1. Asignar responsabilidades: Los trabajadores deben conocer exactamente cuáles son sus
responsabilidades sobre lo que tiene que realizar cuándo, dónde y cómo hacerlo.
Deben darse instrucciones sobre cómo se deben aplicar la nueva filosofía.
La aplicación se dará por los mismos operadores. Estos prepararán sus propios
estándares de trabajo, y en consecuencia su aplicación irá progresivamente en aumento,
ya que el operador introducirá con el correr del tiempo más mejoras en su área.
El personal tendrá ayuda visual por medio de:
Instructivos de limpieza.
Pizarrones en donde se observen los 5 puntos de las 5’s y cuanto han logrado avanzar.
2. Integrar acciones de las 5s a los trabajos de rutina: Los estándares de limpieza como de
mantenimiento facilitarán el camino que deben seguir las pastillas durante su trasformación
en lentes de contacto.
Tener toda la información necesaria en cada etapa del proceso, facilitará al operador de
cada proceso realizar su trabajo de manera correcta donde los resultados se reflejarán en
un producto de calidad.
5.6.2.5 Disciplina
Para este último punto la aplicación será por medio de un programa de capacitación, en donde los
mismos trabajadores expondrán los conocimientos adquiridos durante el curso a sus compañeros.
Este último punto es difícil de medir, pues no es cuantitativo, y no se puede estandarizar ni
ordenar, únicamente es de compromiso, de un cambio de cultura y en donde sólo se podrá

158
demostrar en la conducta de las personas. Por otra parte, se pueden crear condiciones que
estimulen la práctica de la disciplina y esto puede ser:
1. Conversar constantemente con los trabajadores, generará un compromiso.
2. Hablar del compromiso que la empresa tiene con ellos, es generar confianza en las
personas.
3. Entregar incentivos.
4. Dar a conocer y hacer que se cumpla el reglamento interno de trabajo
Los beneficios de la aplicación son los siguientes:
La aplicación de la filosofía de las 5’s preparará los lugares de trabajo.
El mejoramiento visual, dará una localización rápida de cualquier herramienta y materia
prima, durante el proceso de los lentes de contacto
Mayor cumplimiento en la entrega del par de lentes de contacto en el almacén.
Mejoramiento en los equipos de trabajo.
Ambiente de trabajo agradable.
Reducción del tiempo de proceso
Reducción en accidentes de trabajo
5.6.3 Evaluación de las 5’s
Después de haber aplicado la metodología 5’s dentro de la empresa es necesario someter a la
misma a una última evaluación en donde se comprobará la efectividad y la meta con la
consecución de los objetivos que marca la filosofía de las 5’s dentro del proceso de elaboración de
lentes de contacto RGP63.
Durante todo este proceso de implementación de la herramienta 5’s es importante como en todo
proceso obtener un “feed back” para poder evaluar si realmente nos está dando resultado ésta
herramienta, nos arrojará observaciones, mejoras y hasta la aplicación de un método nuevo o en
que paso hay que aplicar un poco mas de rigor o simplemente conservar todo con disciplina.
63 RGP: lentes rígidos permeables a los gases

159
5.7 Tiempo de espera de materiales en proceso
El análisis de procesos y en especifico el VSM64 demuestra que durante el proceso es excesivo el
tiempo de espera de algunos procesos para continuar su flujo natural, siendo el punto que más
llama la atención el tiempo de espera de la pareja de lentes, ya sea para ojo derecho o izquierdo,
al momento de ser dado de alta en el área de control de calidad para empacarlos, etiquetarlos y
darlos de baja en el sistema como productos en proceso.
La espera en esta parte del proceso va desde minutos hasta horas, e incluso en ocasiones el
pedido esta parado de un día a otro ya que la pareja del lente no ha pasado por todas las
operaciones del proceso. (Véase figura 4.53)
Lo anterior debido a que para enviar la MP al proceso productivo se usan cajas numeradas para
contenerla en su interior, sin embargo la pastilla para el OD (ojo derecho) y OI (ojo izquierdo) se
mandan en cajas separadas provocando que durante alguna operación del proceso y por una
carencia de compromiso y atención a la etiqueta de la caja por parte de los operarios, distracciones
o reprocesos, provocando que se vaya atrasando paulatinamente uno de los lentes que completan
el pedido.
Es por lo anterior que se propone modificar el diseño de las cajas y de la orden de producción que
se le da a los operadores para que tanto en la orden de producción como en la caja venga el
material necesario (2 pastillas) para completar el pedido, ya que en cuanto a la orden de
producción se refiere, a pesar de ser el mismo pedido, se imprime por separado la del OD y OI.
La orden de producción que se maneja actualmente en producción muestra los siguientes
parámetros:
1. Fecha y hora de recepción de pedido.
2. Cliente.
3. Código de control interno con terminación 01 OD, 00 OI.
4. Código de barras.
5. Diseño y material.
6. Parámetros de corte.
7. OD u OI.
8. Cantidad requerida.
9. Marca de tinta.
10. Persona que ingreso el pedido.
64 VSM.- Mapa de Cadena de Valor

160
Tipo: MF40
CB: 7.3
Diámetro: 9
Poder: (+)1.25
Grosor: 1.15
RA: 9.5
Ojo: D
No.: 1
Marcado: N
lunes 11/01/2010 09:36:00 a.m.
Óptica _____________
123002010 01
Ingresada por: AOR
Figura 5.10 Orden de producción actual
Analizando la figura anterior se puede apreciar también que no existe espacio alguno para anotar
los parámetros reales que va arrojando cada proceso en la fabricación de los lentes de contacto
RGP65.
Por tal motivo se presenta a continuación la orden de producción propuesta.
1
2
3
4
5
6
7
8
9
10
65 RGP: lentes rígidos permeables a los gases

161
lunes 11/01/2010
OD Real OI Real
Tipo: MF40 MF40
CB: 7.30 7.35 8.00 8.05
Diámetro: 9.00 9.00 10.30 10.28
Poder: (+)1.25 (+)1.12 (-)3.00 (-)3.15
Grosor: 1.15 1.13 2.00 2.00
RA: 9.50 9.50 12.00 12.00
No.: 1.00
Marcado: N
P. Conforme
Reprocesado
AOR DGH
09:36:00 a.m.
Óptica _________________________________
123002010
Aprobado por:Ingresada por:
Figura 5.11 Orden de producción propuesta
Lo que se destaca de la orden de producción propuesta es que integra el pedido completo en una
sola orden (No. 1) evitando la manipulación de dos órdenes por pedido y dos cajas por pedido, el
siguiente cambio es el espacio marcado para que el operador anote los parámetros que realmente
arrojó el proceso de manufactura del lente, haciendo más tangible el resultado del nuestro producto
y que se puede ocupar como un registro para la aplicación de alguna herramienta estadística de
control de calidad y/o datos históricos.
El No. 3 muestra el espacio para plasmar si el producto cumple o no cumple con los parámetros
de calidad de la norma y de la empresa y por último el visto bueno del experto encargado de la
inspección y control de calidad del lente RGP.
1
2
3
4

162
Por último y para concluir con la propuesta, esta nueva orden de producción se colocará en una
caja para que siga el flujo del proceso como se hacia con anterioridad, con la variante de que la
caja está especialmente diseñada para contener el pedido completo. (Véase figura 5.9)
Figura 5.12 Vista superior de caja contenedora de lentes

163
Figura 5.13 Isométrico de caja contenedora de lentes
La caja cuenta con 3 compartimentos para el traslado del material, los dos inferiores contendrán la
pastilla para la elaboración del lente en un orificio hecho a la medida del estándar de la MP,
considerando tolerancia o variabilidad en el producto, esto se puede gracias a que no importan las
especificaciones finales del pedido o el material, el diámetro de la MP es siempre el mismo. Estos
orificios tienen un chaflán que permitirá tomar la pastilla con mayor facilidad. La adaptación a la
caja evitara maltratos del producto durante el proceso, merma del material debido a distracciones y
sobretodo pretende disminuir el desperdicio de orilla rota que se encontró en el análisis estadístico
de los datos.
Estos compartimentos identifican de qué lente se trata y sobre todo tiene un extruido hacia la parte
superior con la medida interna del chuck para que al momento de finalizar el centrado se coloque
el lente con el chuck en este cilindro extruido y así evitar de nuevo dañar el material.
El compartimento de mayor superficie contendrá la orden de producción propuesta a la empresa, la
cual se puede tomar de una manera sencilla y facilita su manejo.

164
Cabe señalar que las cajas serán del color que maneja la empresa para cada día de la semana,
con la diferencia de que al frente se colocara una etiqueta con un número de control que designe la
empresa y/o urgencia o prioridad del pedido.
5.8 Estandarización
Una vez realizado el análisis se encontró que la habilidad y la experiencia son factores importantes
a considerar dentro del proceso, ya que dentro del mismo muchas de las actividades son
meramente artesanales provocando en ocasiones desperdicio de MP, reprocesos, acumulación de
trabajo y pérdida de tiempo por parte de los operadores. Además de que éste conflicto en el
proceso provoca también que el proceso no siga un lineamiento de acción y el personal realice el
trabajo de manera distinta unos de otros.
Es por éstas y otras razones que es de vital importancia lograr la estandarización de los procesos
dentro de la elaboración de los lentes de contacto RGP66. Una de las propuestas para combatir los
problemas derivados de la estandarización consiste en el análisis de los métodos de trabajo
artesanales y sustituirlos por un método estandarizado.
5.8.1 Encontrar un método de trabajo adecuado
El primer paso para la estandarización de los procesos es encontrar la posibilidad de eliminar los
desperdicios de la Empresa. Una vez realizado este paso se procede a la detección de los
elementos de trabajo obtenidos en el método de observación que se realizó en el diagnóstico.
Estos son: Reducción del tiempo ciclo, reducir el tiempo muerto por las actividades que no agregan
valor a nuestro proceso.
Como el diagrama de Cadena de Valor nos ahorró de forma rápida y clara la utilización de las
hojas de trabajo estándar (véase anexo A2), la cual nos ayudará para desarrollar el “debe ser” y
que con ayuda nuevamente con el VSM podemos indicar el estado futuro de la Empresa una vez
implantadas las propuesta o iniciativas recomendadas en el presente trabajo.
Como tercer paso es verificar que las operaciones realizadas por los trabajadores sean las más
adecuadas para realizar las actividades.
Los tiempos entre cada operación y operación no deben tener mucha diferencia respecto al tiempo
ciclo del proceso de fabricación sobre todo cuando el proceso es lineal y no cuenta con procesos
alternos que se integren en él. En la siguiente gráfica especificamos el tiempo promedio por cada
estación de trabajo.
66 RGP: lentes rígidos permeables a los gases

165
0123456789
1011121314151617181920
Series1
Figura 5.14 Tiempo promedio por cada estación de trabajo
Con las mejoras y eliminación de desperdicio se puede nivelar y realizar un balanceo en las
operaciones del proceso.
Como se muestra en la figura hay operaciones y tiempos de espera más cortos o largos que otros
por lo que utilizando la técnica de balanceo de línea se procederá a ajustar este parámetro.
Pero primeramente se debe realizar un estudio más detallado y para el cual se requerirá otra
técnica de tiempos y movimientos y esta se deberá utilizar siempre que se requiera ajustar o
cambiar una operación. (Véase anexo A367)
Una vez realizado el estudio de tiempos y movimientos aunado con las mejoras propuestas en el
VSM se procede a estandarizar el proceso de fabricación de lentes de contacto.
3.60 min. Tiempo
nivelado
67 Anexo 3. Hoja de trabajos combinados

166
Figura 5.15 VSM mejorado
Clie
nte
s
Au
xilia
r d
e
alm
acé
n
1
Co
rte
Co
nve
xo
1
Pu
lido
2
Co
ntr
ol d
e
Ca
lida
d
1
Co
rte
Có
nca
vo
1
Ce
ntr
ad
o
1 o
pe
rad
or
Orilla
y le
ntícu
la
To
rno
ad
ap
tad
o
Pu
lido
ra
Tc=
2'4
0'’
1 o
pe
rad
or
De
stre
za y
Ha
bili
da
d
Mé
tod
o A
rte
san
al
Ce
ra y
láp
iz
Tc=
1'4
5'’
2 o
pe
rad
ore
s
Ca
pa
cita
ció
n
To
rno
CN
C
Re
cib
e p
or
sep
ara
do
OD
y O
I
Tc=
3'5
6'’
1 o
+ o
pe
rad
ore
s
Ha
bili
da
d m
an
ua
l
Pe
rdid
a d
e tie
mp
o
Tc=
3'1
0'’
De
ma
nd
a R
GP
: 3
61
03
len
tes
hd
rofí
lic
os
añ
o:
7,0
83
To
tal:
43
, 1
86
pie
zas
Pro
du
cid
as
po
r a
l a
ño
Pedid
os
Solic
itudes
de s
erv
icio
Ord
enes
de c
om
pra
MP
Ra
dio
1 o
+
De
spe
ga
do
y
La
vad
o
Vis
ua
l
Ra
dio
1 o
+
Em
pa
qu
eta
do
De
mo
ras
= m
in,
hrs
, d
ías.
Re
pro
ceso
Tc=
2'2
8'’
1´
4'’
2 o
pe
rad
ore
s
De
ma
sia
da
s In
sp.
Crite
rio
de
l
op
era
do
r
Art
esa
na
l
Re
pro
ceso
s
Tc=
5'4
0'’
Pro
ove
do
r
Ca
mb
io
he
rra
mie
nta
en
10
min
.
2 h
ora
rio
s
9:0
0 a
m
3:0
0 p
m
Le
nte
qu
em
ad
o
2´1
0"
5`
5`
3'1
0'’
0.7
0"
1'2
0'’
1`2
"
0.7
9"
0`6
3"
3´3
5"
4´1
4"
0'4
5'’
24
0`
2'2
8'’
Su
pe
rvis
or
1
Lim
pie
za
1 o
pe
rad
ore
s
Mis
mo
to
rno
Cu
ello
s d
e b
ote
lla
Re
pite
cá
lcu
lo
Tc=
3' 3
5'’
1 o
pe
rad
or
Pre
pa
raci
ón
pa
ra
pu
lido
Tc=
1'5
5'’

167
En la figura se puede observar lo que se puede obtener o esperar con las propuestas realizadas
para eliminar los diferentes desperdicios que se presentaron en el diagnóstico con ayuda de estas
iniciativas el balanceo de los tiempos que darían de la siguiente forma:
0
1
2
3
4
5
6
Corte Cóncavo Centrado y cambio de
herramental
Corte Convexo y limpieza
Pulido, Despegado y
Lavado
Control de Calidad
Empacado
Figura 5.16 Tiempo esperado de mejoras
Comparando ambas gráficas se puede observar que el tiempo se incrementa en la gráfica de la
propuesta, esto no quiere decir que nuestro proceso ciclo aumentará al contrario se reducirá dado
que las demoras y tiempos de espera se consideraron en la gráfica anterior para ser evidente el
área de oportunidad en la que se encuentra la Empresa.
También parece incrementar porque hay operaciones combinadas dentro de otra, por lo que si se
hubiese conservado las mismas operaciones en el tiempo promedio por ciclo hubiese sido de 2.32
minutos pero la carga de trabajo seguiría en desequilibrio, con el balanceo se nivelan las cargas de
trabajo y se mejora la eficiencia de producción para cada operación.
5.8.2 Implantación para la estandarización de procesos
El siguiente paso para que se lleve a cabo y sobretodo se mantenga la estandarización propuesta
es mantener dentro los parámetros que se obtuvieron anteriormente.
En primer término se debe de contar con una instrucción de trabajo para verificar que realmente se
lleve acabo las actividades que se están realizando. Estas instrucciones son también un apoyo
visual para el trabajador cuando se le presente un problema. También ayuda a prevenir errores
comunes por los operarios, ayuda a mantener documentado el proceso que se está realizando y
sobre todo para que el mismo trabajador se cerciore que la capacitación que recibió fue como lo
dice la hoja de instrucción de trabajo.
4.9 min. Tiempo
nivelado

168
A continuación se propone una hoja de manufactura que deberá estar instalada en cada estación
de trabajo de la línea de producción de los lentes de contacto.
Rea lizó: Area : Corte Nombre de estación Hoja 1 de 3
Fecha: Pzs. Hr:
DESCRIPCIÓN
Sec. DESCRIPCIÓN
Operación: T omar Pastilla de ventanilla Figura 1
Ca lidad: Verificar la apariencia de los tres componentes.
Seguridad: N/A
Operación:
Ca lidad:
Seguridad:
TABLA 1Operación:
Ca lidad:
Seguridad: N/A
Operación: C
Calidad:
Seguridad: N/A
Producción Aseguramiento de la calidad Almacén Seguridad
HOJA DE MANUFACTURA
XXX-XCorte Cóncavo Equipo y herramientas
Emisión Revisión
Corte Cóncavo
Puntos de calidad
Asegurar el envío únicamente de material conforme a la siguiente estación,
Registrar cada hora en el pizarrón el material no conforme
Material no conforme identificado y separarlo del material conforme.
Seguridad
Prohibido usar cadenas, pulseras y aretes largos.
Utilizar el siguiente equipo de seguridad:
4
1
2
3
COMPONENTES Ver tabla 1 SECUENCIA 1 / FIGURA 1 SECUENCIA 2 / FIGURA 2
SECUENCIA 3 / FIGURA 3 SECUENCIA 4 / FIGURA 4
Figura 5.17 Hoja de manufactura del proceso de fabricación de lentes de contacto RGP
Otra de los controles que ayudará a mantener un trabajo estándar es el control de progreso de la
producción.
Este reporte que se muestra a continuación se utilizará para que el supervisor o encargado de la
línea mantenga en control y tenga una forma de tomar acciones correctivas ante los problemas que
nunca antes se habían presentado, es por ello que es importante tener una documento necesario
para que la próxima vez que se presente se tenga una referencia histórica que ayude a resolver la
problemática presentada en el proceso.

169
Figura 5.16 Reporte de control de acción

170
5.9 Indicadores de proceso
Como parte de la estandarización y la última fase del ciclo Deming (Controlar), se establecieron
diferentes indicadores de control, que ayudarán a mantener y mejorar el proceso ya establecido en
la Empresa.
Estos indicadores se establecieron para que cada área ó estación de trabajo lleven a cabo el
objetivo de la Empresa. A su vez estos indicadores ayudarán a que la supervisión sea dinámica y
eficiente al momento de presentarse una anomalía o no conformidad del producto u operación
realizada.
Estos indicadores fueron realizados de acuerdo a los datos generados y obtenidos en el
diagnóstico de la Empresa y con la ayuda de la estandarización se homologó que las métricas
tengan el mismo parámetro para verificar las actividades primordiales de cada proceso en la
fabricación de los lentes de contacto.
En el anexo A4 se observa los principales métricas que son:
- Efectividad: se establece para medir todas las áreas de producción esto la relación que
ente lo que se hace por el tiempo que se tiene para realizar la actividad o proceso.
- Calidad: se establece para conocer la calidad de los procesos a lo largo de día así como de
la semana y el mes.
- Embarques: se establece para conocer cuantos lentes fueron enviados a los clientes.
Cuantos permanecen en almacén y cuantos más están por fabricar.
- Costo (Productividad): sobre el tema financiero es importante conocer y difundir sobre lo
que implica el costo de fabricación de los lentes. Se estableció con base a los insumos y
ingresados en todo el proceso.
Con esto el proceso se verificará y a su vez se controlará dependiendo de la problemática o fallas
que puedan presentarse dentro de Producción.
5.10 Mantenimiento preventivo
Como se ha mencionado a lo largo del trabajo, ya es de nuestro conocimiento que la empresa no
cuenta con un departamento o área destinada a la administración del mantenimiento, por lo tanto,
está de sobra decir que no existe una planeación del mantenimiento preventivo, sólo es aplicable el
mantenimiento correctivo dentro de ésta. El mantenimiento industrial es una actividad
indispensable en toda compañía, ya que las máquinas son el elemento necesario para convertir la
materia prima en producto terminado. Mantener el equipo en buen estado asegura la continuidad

171
de la producción, y un buen mantenimiento influye directamente en el volumen y la calidad de un
producto. Además un ambiente de trabajo en el que hay muchas fallas del equipo, propicia a
realizar actividades bajo presión, lo cual repercute en la calidad del trabajo, en la salud del
trabajador y se traduce en mayores exposiciones al riesgo de daños en los equipos y a las
personas.
Es común que el área de mantenimiento sólo se vea como aquella que se ocupa de actividades
operativas (reparación y servicio) dentro de una empresa, sin embargo el área de mantenimiento
va mucho más allá de eso, también se encarga de actividades administrativas (planeación y
predicción) así como actividades de control (inventario de refacciones y herramientas, evaluación y
órdenes de trabajo), para los cuales debe acumular y analizar diferentes datos.
En el capítulo anterior el diagnóstico arrojó que la falta de mantenimiento preventivo68 era una de
las causas que arrojaba desperdicio, así como un grave problema en el correcto funcionamiento
del área de producción, por lo que este apartado pretende proponer algunos cambios respecto a
este punto fundamental con la ayuda de unas técnicas y formatos que les será de mucha ayuda al
personal que labora en dicha empresa.
La propuesta está dividida en 2 bloques como se menciona a continuación, los cuales serán
desarrollados más adelante.
1) Introducir la administración del mantenimiento que tiene como fin la planeación, la programación
y el control del mantenimiento, con la ayuda de:
Ficha técnica de máquina/equipos
Ficha histórica de máquina/equipos
Bitácoras de arranque de máquinas.
Bitácoras de mantenimiento a máquinas y equipos.
Programa de mantenimiento anual para máquinas y equipos.
Software
2) Implementar algunas técnicas del TPM como son:
Mantenimiento autónomo.
Prácticas de seguridad en el mantenimiento para evitar accidentes de trabajo.
68 Es una actividad programada de inspecciones, tanto de funcionamiento como de seguridad, ajustes, reparaciones, análisis,
limpieza, lubricación, calibración, que deben llevarse a cabo en forma periódica en base a un plan establecido.

172
5.10.1 Introducción a la administración del mantenimiento
Primero que nada es importante concientizar a la alta dirección de la importancia que juega el área
de mantenimiento en una empresa. Plantearles todas las ventajas y beneficios que se obtendrían
si se llevara a cabo la gestión del mantenimiento mediante un verdadero equipo de trabajo, no sólo
la participación de uno o dos técnicos que únicamente se encarguen de reparar las máquinas
cuando estas presentan alguna falla o avería.
El nuevo departamento deberá componerse por mecánicos especializados en el mantenimiento de
máquinas y equipos como los que cuenta la empresa, así como de un líder que cubra el perfil
adecuado y que tenga conocimientos en la administración del mantenimiento.
Las funciones que tendrá el departamento de mantenimiento deberán ser delineadas con toda
precisión y consignadas por escrito, a fin de que puedan alcanzar sus objetivos. Algunas de las
funciones básicas que realizará este departamento son:
Planear y programar en forma conveniente la labor de mantenimiento.
Instalar, redistribuir o retirar maquinaria y equipo, con miras a facilitar la producción.
Revisar las especificaciones estipuladas para la compra de nueva maquinaria, equipos y
procesos, con objeto de asegurar su mantenibilidad69.
Analizar de ser necesario bajo estudio tribológico70 la selección de lubricantes para la
máquina y equipo vital o importante.
Sabemos que al proponer un área dentro de la empresa destinada al mantenimiento, conlleva a
incrementar gastos dentro de ella, y que para la alta dirección puede significar no un beneficio para
la empresa sino una fuerte inversión, ya que habría que contratar más personal, habría que
capacitarlo, se tendría que asignarle un lugar dentro de la empresa para que el personal pueda
laborar. Pero por esta razón como se mencionó en los párrafos anteriores la labor será de
concientizar y persuadir a la alta dirección, que esta decisión a largo plazo les brindará muchos
beneficios, y que la realidad es que genera más gastos, costos y riesgos el no contar con una
gestión de mantenimiento, que el tener personal con el perfil adecuado y capacitado que se
encargue y responsabilice de esta actividad.
Si la alta gerencia aprueba esta propuesta, recursos humanos deberá seleccionar al personal
idóneo para el mantenimiento, de acuerdo al perfil requerido, así mismo, establecerá los cursos de
capacitación y adiestramiento que permitirá el óptimo funcionamiento del departamento de
mantenimiento.
69 Rapidez con la cual las fallas o el funcionamiento defectuoso en los equipos son diagnosticados o corregidos.
70 Usado por primera vez en un informe elaborado por la Comisión del Ministerio de Educación y Ciencia de la Gran Bretaña el 9
de marzo de 1966.

173
Por otra parte es muy importante que se empiece a redactar documentos y controles, para
empezar a tener históricos de datos. Una de las propuestas es la elaboración de fichas técnicas,
este es un documento que nos da una descripción de las características técnicas que tiene cada
máquina y las inspecciones requeridas para su buen funcionamiento. Un ejemplo de este formato
se muestra en el anexo A5. A continuación se indicará como es el correcto llenado de este
documento.
Los datos son tomados de la ficha individual, los datos fijos como identificación son
mecanografiados o se escriben con tinta, mientras que los datos móviles son escritos a lápiz. Los
datos de la ficha técnica deben corresponder con los datos de la ficha individual y se debe de
indicar si la máquina está:
Fuera de servicio
En reserva
En tránsito
En reparación
En servicio
Otro documento importante y de mucha utilidad es la ficha histórica, un ejemplo se muestra en el
anexo A6 esta tiene por objeto:
a) Comprobar si el mantenimiento es adecuado.
b) Verificar si cada una de las máquinas es del tipo adecuado para el servicio que ejecuta.
c) Dentro del tipo, si es de las características necesarias.
d) Verificar si la máquina está en condiciones óptimas.
Para llenar correctamente esta ficha se registrarán:
1.- Con tinta roja las averías
2.- Con tinta azul las formas de larga frecuencia
3.- Con tinta negra las actividades correctivas
Se analizarán cada seis meses como máximo, comprobando los 4 puntos mencionados (a, b, c y
d); si hay muchas anotaciones con tinta roja, indica que:
La máquina necesita sustitución.
El mantenimiento no es adecuado.

174
Está trabajando en malas condiciones.
Sin embargo, si existen demasiadas anotaciones en azul o negro, entonces:
No se están efectuando las famas correctamente.
Las gamas no son correctas y, por lo tanto, hay que diseñar nuevas famas
Otro formato indispensable para registrar el mantenimiento realizado a las máquinas y/o equipos
es el que se muestra en el anexo A7.
La propuesta es implementar una bitácora de arranque de máquinas, este formato tiene por objeto
registrar el tiempo de paro de las máquinas y equipos utilizados en la empresa, así como poder
registrar el tiempo de servicio que requiere cada máquina en caso de descompostura, así como un
apartado de observaciones. El formato es muy sencillo de llenar y brinda la ventaja de tener
información histórica que será útil en un futuro en el momento que se forme el departamento de
mantenimiento.
Otro formato propuesto es la elaboración de una bitácora de mantenimiento de máquinas y
equipos, en el cual se pueda registrar la falla que pueda presentar cualquier máquina, así como las
acciones correctivas que se le realizarán, el tipo de mantenimiento a la que estará sujeta
(correctivo o preventivo) y las refacciones o materiales empleados para su mantenimiento, esto
ayudará también a tener un histórico y un precedente de las máquinas que presentan mayor
registro de fallas y de las refacciones con mayor frecuencia empleadas, para poder así tener un
stock de refacciones disponibles, ya que es preciso disponer de un control estricto sobre los
repuestos para los equipos críticos y los de prevención de riesgo, el no contar con estos repuestos
en el momento oportuno puede dar lugar a soluciones temporales o al uso de sustitutos que no
cumplen con las especificaciones. Ambas situaciones propician el aumento del riesgo. Este formato
se puede ver en el anexo A8.
Por otra parte se propone implementar un programa anual de mantenimiento, en el cual se podrá
proyectar o como su nombre lo dice programar el mantenimiento al que serán sujetos los equipos
durante cierto periodo (año), así como también tendrá un apartado de observaciones para anotar
cualquier información que resulte importante por cada máquina. El formato que será utilizado se
muestra en el anexo A9.
Todos estos formatos se plantean de forma inicial para poder tener un registro, así como un control
de la actividad referente al mantenimiento, todos y cada uno de ellos requieren de una capacitación
previa por parte de la empresa a sus trabajadores para que puedan ser llenados correctamente y
cumplan el objetivo para lo cual resulta necesario ser implementados, para poder llevar a cabo

175
estas propuestas inicialmente se tendrá que programar un par de días para llevar a cabo la
capacitación de los empleados así como concientizar a toda la organización de lo fundamental que
resulta administrar el mantenimiento.
Por último para concluir esta primera parte de la propuesta referente a la administración del
mantenimiento y para lograr una eficiente gestión de éste, es fundamental estar a la vanguardia
con la tecnología existente en el mercado, ya que ayuda a las organizaciones a facilitar la
administración del mantenimiento. Los sistemas de información computarizados, desarrollados y
utilizados adecuadamente pueden mejorar la productividad aumentando el volumen del trabajo
realizado y la velocidad con la cual se ejecutan las operaciones.
En la actualidad, existen más de 200 sistemas computarizados para la administración del
mantenimiento disponibles en el mercado. Como se mencionó en los párrafos anteriores hay que
estar a la vanguardia con la tecnología y aprovecharla al máximo, para lo cual proponemos la
adquisición de algún paquete que facilite la administración del mantenimiento, por lo que a
continuación se enlistan algunos software71 que se pueden encontrar en internet, y de los cuales se
puede apreciar la función, el enfoque y los beneficios de cada uno como se muestra en la tabla
siguiente.
71 Palabra proveniente del inglés (literalmente: partes blandas o suaves), que en español no posee una traducción adecuada al
contexto, por lo cual se la utiliza asiduamente sin traducir y así fue admitida por la Real Academia Española (RAE).

176
Nombre Función Enfoque Beneficios
IMMPOWER
Sistema para el
mantenimiento de
procesos.
Herramienta
computacional integral
especializada en el control
de mantenimiento,
inventario de refacciones,
recursos humanos y
administración de equipos
diseñada para empresas
donde la administración
del mantenimiento es
misión crítica.
Implementar con éxito un
sistema computarizado de
mantenimiento
denominado IMMPOWER
que permita incrementar y
eficientar los trabajos de
mantenimiento que
actualmente se ejecutan
en las áreas de
mantenimiento.
Implantarse de
acuerdo a los
requerimientos de
cada compañía o a
su infraestructura.
No requiere la
instalación de todos
los módulos para
trabajar.
PROTEUS EXPERT
Sistema para el manejo
físico de los materiales.
Sistema computarizado
para administración de
mantenimiento.
Proporciona todos los
recursos necesarios para
eficientemente organizar y
controlar su departamento
de mantenimiento. Expert
diseña programas de
mantenimiento preventivo.
Tecnología
cliente/servidor.
Fácil de usar.
Conectividad
intra/internet y e-
mail.
Excelentes recursos
de seguridad.
PROMAT
Programa de
Mantenimiento Total
Permite realizar y controlar
toda la gestión de
mantenimiento desde una
unidad centralizada o
desde una red o un
sistema.
Sistema integral que utiliza
conceptos tradicionales e
incorpora herramientas
tecnologías de avanzada,
ofreciendo a la empresa la
posibilidad de ser más
competitiva
Sistema
Administrativo:
órdenes de trabajo,
hojas de datos de
equipo, récord de
reparaciones.
Programación
preventiva de toda la
planta.
Figura 5.17 Software especializado en mantenimiento
Sabemos que esta propuesta también puede significar para la alta dirección un gasto que por el
momento resulta difícil realizar, pero puede verse también como una inversión que a largo plazo
puede traerles demasiados beneficios a la organización. Y quizá en un futuro puedan considerar,
evaluar y aceptarla, pero esto ya es una decisión que tomará la alta dirección en el momento que
ellos lo consideren pertinente.

177
5.10.2 Implementación de algunas técnicas del TPM
Por otra parte y siguiendo con el planteamiento de la propuesta se desarrollará el segundo punto
de la misma, que hace referencia a implementación de algunas técnicas del TPM, como se marcó
al inicio, comenzaremos con el mantenimiento autónomo.
El Mantenimiento Totalmente Productivo (TPM) es un método de hacer manutención que involucra
a todos los trabajadores directamente interesados y a la jefatura de la empresa, en un esfuerzo
conjunto para obtener la maximización de la efectividad del equipo por medio del establecimiento
de un sistema de manutención programada que cubre el total de su vida útil.
El TPM busca el mejoramiento de las operaciones de la fábrica mejorando la actitud y la destreza
de todo el personal, y mejorando el funcionamiento del equipo por medio de la capacitación del
personal que está directamente relacionado con él.
La primera etapa de la introducción del TPM es el cambio de la actitud del operador de tal manera
que éste realice algunas tareas de manutención en el equipo que maneja. Por esto es necesario
entrenarlo en conocimientos y destrezas de manutención. Se trata que el operador se preocupe del
equipo que él mismo utiliza para su trabajo diario.
Dado que la manutención autónoma es una de las características distintivas del TPM es necesario
prestarle la mayor atención a la forma de implantarla, por lo que se enlistan los siguientes pasos:
1.- Aseo inicial:
Limpie la máquina de polvo y suciedad, a fin de dejar todas sus partes perfectamente visibles.
Implemente un programa de lubricación, ajuste sus componentes y descubra y repare todos sus
defectos de funcionamiento.
2.- Medidas para descubrir las causas de la suciedad, el polvo y las fallas:
Evite las causas de la suciedad, el polvo y el funcionamiento irregular, mejore los lugares que son
difíciles de limpiar y de lubricar y reduzca el tiempo que se necesita para limpiar y lubricar.
3.- Preparación de procedimientos estándar de aseo y lubricación:
Prepare procedimientos de comportamiento estándar con el objeto que las actividades de aseo,
lubricación y ajustes menores de los componentes se puedan realizar en tiempos cortos. (Este
procedimiento debe servir como estructura de referencia del tiempo necesario diaria o
periódicamente).

178
4.- Inspecciones generales:
Entrene al personal en técnicas de inspección por medio de manuales de inspección y en el
descubrimiento y reacondicionamiento de los defectos menores del equipo descubiertos en las
inspecciones.
5.- Inspecciones autónomas:
Prepare hojas de inspección autónoma y póngalas en práctica.
6.- Orden y armonía en la distribución:
Estandarice procedimientos administrativos para el trabajo y para todas aquellas actividades como:
a) Estándares para el aseo, inspección y lubricación.
b) Estándares para la distribución física en el lugar de trabajo.
c) Estandarización de registros.
7.- Administración autónoma de toda la actividad:
Desarrolle políticas y metas a nivel de toda la empresa y haga una rutina de las actividades de
mejoramiento. Registre sistemáticamente72 el tiempo entre fallas y haga análisis que conduzcan al
mejoramiento del equipo.
Según este método el mismo equipo que el operador maneja se usa para hacer entrenamiento en
el trabajo. El operador va adquiriendo gradualmente los conocimientos y destrezas de manutención
a través de los siete pasos de entrenamiento e implantación. Estas etapas también incorporan
actividades relacionadas con las 5s; en cada una el trabajador es ayudado por su jefe o por algún
técnico del departamento.
Respecto al segundo punto, “prácticas de seguridad en el mantenimiento para evitar accidentes de
trabajo”, que forma parte de esta segunda propuesta, se pueden realizar también diferentes
prácticas de mantenimiento enfocadas en la higiene y seguridad industrial.
La responsabilidad del mantenimiento en la higiene y seguridad radica en el desempeño de su
trabajo y en una administración de sus actividades.
Para ello se deben seguir las normas generales en la materia dentro de la empresa y
complementarlas con otras prácticas específicas como se propone a continuación.
72 Método de ordenación, organización o clasificación de elementos

179
a) La implementación de un formato llamado trabajo estándar, este es muy útil para
aquellas actividades que tienden a ser muy repetitivas.
b) Otro documento propuesto es el llamado procedimiento de seguridad, en este se detallan
las medidas de precaución, a seguir y las actividades que deben llevarse a cabo en un
trabajo que implica riegos para personas o bienes.
Ejemplos típicos son:
Trabajos en altura
Procedimiento de bloqueos de equipos (tarjeta, candado y prueba).
Con frecuencia estos procedimientos van acompañados de las llamadas listas de verificación.
c) Y por último también se propone tener un documento llamado permisos de seguridad, son
complementarios de algunos de los procedimientos de mayor riesgo73.
Por lo general, están avalados por las firmas de por lo menos un responsable del
departamento de mantenimiento, otro de operación del área donde el trabajo será
efectuado y del responsable de seguridad de la planta o instalación.
Estas personas harán una inspección de la zona de trabajo para asegurarse de que se dan
las condiciones adecuadas para la intervención.
Es habitual que dichos permisos se reflejen en una tarjeta, la cual puede colocarse en un
lugar visible dentro del área donde se está realizando el trabajo.
Hemos concluido el apartado de la propuesta respecto a la inexistencia de mantenimiento
preventivo, se espera que esta serie de propuestas le sean de utilidad a la organización y de esta
forma se pueda empezar a administrar el mantenimiento con el objeto de tener una mejora
continua y una considerable reducción de merma.
73 Riesgo.- es la incertidumbre de que ocurra un acontecimiento que pueda afectar el cumplimiento de las metas y objetivos
institucionales. Se mide en función de su impacto y probabilidad de ocurrencia.

180
5.11 Automatización del proceso de centrado
El análisis de la información estadística proporcionada por la empresa arrojó que uno de los
principales problemas durante el proceso de fabricación es la orilla quemada, la cual se aprecia en
el producto y que afecta de manera muy importante las características que el cliente considera
críticas a la calidad.
El mapeo de procesos y el VSM encontró que el problema de orilla quemada radica en el proceso
de centrado, lo anterior debido a las diferentes habilidades de los operarios para centrar el lente en
el chuck.
Este proceso lo podemos resolver mediante la automatización del mismo. Se presenta una
propuesta donde el proceso se llevaría a cabo de manera semi automática previendo que se
elimine el problema del centrado además de una reducción en el tiempo de operación.
Tomando en cuenta que el proceso se hace de la siguiente forma:
Se calienta la cera y se sumerge el chuck en la cera caliente tomando lo necesario para pegar
posteriormente la pastilla en el.
Figura 5.3 Chuck donde se coloca la pastilla

181
Figura 5.4 Pastilla (MP) de acrilato de fluorosilicona
Una vez que el chuck tiene la cera se pega la pastilla manualmente. (Véase figura 5.5)
Figura 5.5 Pastilla pegada a chuck

182
Ya que está pegada la pastilla al chuck, se procede a colocarla en el shock del torno
Figura 5.6 Listo para iniciar el proceso y eliminar el exceso de cera
Se enciende el torno y con la punta de grafito de un lápiz se empieza a quitar el exceso de cera a
los costados de la pastilla y con el mismo lápiz centran la pastilla en el chuck.
Figura 5.7 Remoción exceso de cera de la pastilla y centrado de pastilla con lápiz

183
Como podemos observar el proceso es completamente manual y precisamente el contacto del
grafito con la pastilla y una técnica inadecuada que utiliza el operador provoca que la orilla se
queme.
Por lo que se propone que el operador no tenga que centrar la pastilla al chuck secundario
mediante el lápiz ya que se necesita de bastante experiencia para poder lograrlo. Sino optimizar
esa actividad mediante un mecanismo de sujeción de la pastilla, además de la implementación de
un pistón neumático que pueda aproximar la pastilla al chuck que ya contenga la cera y así generar
el centrado automático.
El mecanismo propuesto que se presenta en la siguiente figura 5.9 Tiene como principal objetivo
sujetar a la pastilla mediante succión por aire.
Figura 5.8 Dispositivo auxiliar del mecanismo propuesto de centrado
Figura 5.9 Mecanismo de sujeción y centrado de la pastilla
Succión de aire
Pastilla

184
Una vez sujeta la pastilla, un pistón neumático posicionará al mecanismo de sujeción con la pastilla
al chuck secundario con cera caliente que ya se encuentra puesto en el chuck del torno.
Figura 5.10. Pistón que posicionará a la pastilla al chuck secundario
Una vez que se haya centrado la pastilla se procederá a encender el torno y mediante el giro del
chuck primario se comenzará la remoción del exceso de cera.
Figura 5.11 Mecanismo de sujeción centrando la pastilla en funcionamiento
Es muy importante mencionar que para que el sistema funcione correctamente es necesario que el
chuck del torno y el mecanismo de sujeción sean colineales. (Véase anexo A10)

185
La siguiente tabla muestra a manera de resumen las propuestas antes desarrolladas, cada
propuesta conlleva a su vez ventajas y/o beneficios que al implantarse logrará la reducción de
desperdicio general en toda la Organización.
Propuesta Ventajas y Beneficios
Homogenización de todas las actividades de producción. Estandarización de los métodos de trabajo.
La estandarización de las actividades de producción ayudará nivelar las cargas de trabajo en las cuales se evitará que haya tiempos muertos.
Personal más eficaz y eficiente.
No se dependerá por la habilidad y experiencia del trabajador.
El trabajador conocerá exactamente las actividades que debe realizar.
Automatización en el Proceso de Centrado
Reducción del tiempo de operación.
Método semi-automático.
No se dependerá de la habilidad del trabajador ni de su experiencia.
Uso sencillo del dispositivo.
Reducción de merma.
Mayor control en la calidad del producto.
Indicadores de Calidad en Producción
Aseguramiento de calidad en el producto.
Mayor control del Proceso.
Agiliza la supervisión del proceso.
Se documenta información del proceso.
Ayuda alcanzar los objetivos del área.
Plan de Mantenimiento Preventivo
Reduce el Mantenimiento correctivo
Brinda mayor seguridad en el área.
Maximiza la vida útil de máquinas y equipos.
Reduce costos de Mantenimiento.
Asegura disponibilidad de máquinas y equipo.
Plan de Capacitación
Conocimiento técnico de las actividades diarias realizar
Brinda mayor confianza al trabajo realizado
Estimula al trabajador a la superación personal.
Evita la confusión de actividades.
Sensibiliza al trabajador a adoptar nuevas filosofías.
Implantación de las 5´s
Ayuda a concientizar al trabajador a mantener orden y limpieza en el trabajo.
Genera una imagen de confianza al trabajador, proveedor y cliente
Genera una ambiente de trabajo más eficiente y confortable.
Figura 5.12 Ventajas y desventajas de las propuestas de mejora

186
CONCLUSIONES
Con base a los resultados obtenidos se pudo comprobar qué producción es el área que presentaba
mayor problemática en las actividades que desempeña, por lo que también representaba un amplio
campo de oportunidad de mejora para poder optimizar y corregir los métodos de trabajo, teniendo
un impacto en la reducción de los desperdicios de los lentes de contacto que era el objetivo
planteado en el trabajo.
Las propuestas presentadas en esta tesina tiene como finalidad no sólo reducir los desperdicios en
la producción de lentes de contacto, sino lograr una mejora dentro de toda la organización
mediante la capacitación del personal y la concientización de la importancia de los temas que
forman parte de nuestra propuesta.
Sin embargo para que esto sea posible es necesario poner en práctica lo antes propuesto, ya que
los cambios sólo se logran a través de la acción asumiendo un compromiso de cambio por parte de
todos aquellos que forman parte de la organización.
Esperamos que las propuestas antes desarrolladas les sean de utilidad a la empresa, y logren el
impacto esperado para todas aquellas personas que las llevarán a cabo en la gestión y realización
de sus actividades.
Podemos decir que las personas que formamos parte de este equipo hemos concluido con nuestra
misión y que logramos el objetivo planteado al inicio de este trabajo, que es la de ayudar a la
disminución de la problemática que enfrenta una empresa, y coadyuvar su desarrollo mediante el
ciclo Deming.

187
BIBLIOGRAFÍA
Baonza Clara, “Robótica y Automatización”, Revista Ingeniería e Investigación, Vol. 26,
2006. Bogotá Colombia.
Baca Urbina Gabriel. “Evaluación de Proyectos”, 5ª Edición, Edit. Mc Graw Hill, México,
2007.
Canela Campos Miguel Ángel. “Gestión de Calidad”, 5ª Edición, Edit. Universidad
Politécnica de Cataluña, España, 2007.
Guajardo Garza Edmundo. “Administración de la Calidad Total”, 5ª Edición, Edit. Pax,
México, 2005.
Izar Landeta Juan Manuel. “Las siete herramientas básicas de la calidad”. 2ª Edición, Edit.
Universidad Potosina, México, 2004.
Sapag Puelma José Manuel. “Evaluación de Proyectos”, 3ª Edición, Edit. Pearson, México,
2007.
Silva M. Edith R. “Organización y Sistemas Administrativos”, 2ª Edición, Edit. Taller
Abierto, México, 2004.
Velasco Sánchez Juan. “Gestión de la Calidad: Mejora Continua y Sistemas de Gestión”, 1ª
Edición, España, 2005.
Villaseñor Alberto. “Manual de Lean Manufacturing”. 3ª Edición, Edit. Limusa, México,
2007.
W. Edwards Deming. Calidad, “Productividad y Competitividad: La salida a la crisis”, 5ª
Edición, Edit. Díaz de Santos, España, 2006.
REFERENCIAS DE INTERNET
7 Herramientas Básicas de la Calidad, www.scribd.com/doc/19124057/7-Herramientas-de-
La-Calidad, Agosto 2009.
Análisis de riesgo, www.unizar.es/guiar/1/Accident/An_riesgo/An_riesgo.htm, , Septiembre
2009
Automatización, www.redalyc.uaemex.mx/redalyc/pdf/643/64326315.pdf, Septiembre 2009
Estadística, www.inegi.org.mx, Septiembre 2009.
Información proporcionada por la Gerencia de Visual Tex,
www.visualtex.com.mx/vsia/login.aspx, Agosto 2009.
Misión de la empresa, www.visualtex.com.mx, Septiembre 2009.
Ópticas Lux, www.lux.com.mx, Septiembre 2009.

188
Robótica y Automatización, www.cypsela.es/especiales/pdf209/robotica_automat.pdf,
Septiembre 2009.
Tipos de Automatización, www.sifunpro.tripod.com/automatizacion.htm, Septiembre 2009.

189
GLOSARIO
Administración de riesgos.- es la técnica de planear, organizar, dirigir y controlar las actividades
relacionadas con la identificación, análisis y evaluación de los riesgos puros a que está sujeta una
empresa, con el fin de eliminarlos, reducirlos, retenerlos o transferirlos, a los costos más bajos
posibles, para minimizar los efectos económicos adversos.
Análisis de procesos.- tipo de exploración en el cual se estudia uno o varios procesos o una
secuencia de actividades.
Calidad.- es el cumplimiento de las necesidades, requerimientos y expectativas del cliente desde
el punto de vista de éste.
CTQ.- característica de producto/servicio que satisface un requerimiento clave del cliente.
Desperdicio.- el efecto de utilizar un recurso que se pierde o son dañadas sus condiciones
técnicas y físicas y no puede volver a ser utilizado.
Diagrama causa-efecto.- herramienta visual utilizada por un equipo para organizar lógicamente
las causas potenciales de un problema o efecto específico provenientes de una sesión de lluvia de
ideas.
Diagrama de mapeo.- es una técnica para examinar el proceso y determinar en dónde y porqué
ocurren fallas importantes.
Entradas.- son los materiales, información y otros insumos necesarios para operar los procesos,
en donde invariablemente las entradas deben ser medibles con la finalidad de establecer si
satisfacen los requerimientos del proceso.
Histograma.- Es un diagrama de barras o rectángulos, en la escala horizontal se grafica la variable
bajo estudio, cada barra representa una clase, el ancho de los rectángulos es igual a la amplitud de
las clases, y la altura de los rectángulos es igual a la frecuencia de cada clase.
Indicador.- es un signo o medición de un fenómeno.
Mapeo de nivel 1.- muestra cómo se llevan los subprocesos indicando las actividades
administrativas y operativas, así como el nombre del área donde se llevan a cabo éstos.
Mapeo de nivel 2.- se emplea para describir las actividades de cada área que interactúan en el
proceso.
Mapeo de nivel 3.- consiste en diagramar el flujo de las actividades en forma detallada e
involucradas en el mismo.

190
Matriz causa y efecto.- técnica matemática basada en la experiencia, usada en un proceso para
priorizar las variables de entrada.
Matriz PEPSU.- descripción simplificada de un proceso cualquiera, cubriendo los aspectos
relevantes relacionados con los proveedores, entradas, procesos, salidas y usuarios del mismo.
Método PERT.- se utiliza cuando hay incertidumbre en la duración de la actividad con base en una
distribución normal.
Misión.- es el propósito o razón de ser de la empresa.
Planeación estratégica.- es el proceso de formular, e implementar decisiones acerca de la
dirección futura de la organización.
Proceso.- cualquier actividad o grupo de actividades que emplee un insumo, le agregue valor a
éste y suministre un valor a un cliente externo o interno.
Proveedores.- entidades o personas que proporcionan las entradas como materiales, información
y otros insumos.
Riesgo.- es la incertidumbre de que ocurra un acontecimiento que pueda afectar el cumplimiento
de las metas y objetivos institucionales. Se mide en función de su impacto y probabilidad de
ocurrencia.
Salidas.- son los bienes o servicios resultantes de un proceso, por tanto deben ser medibles, a fin
de identificar si satisfacen las necesidades de los usuarios.
Sistema.- es un conjunto de elementos con un fin común, que se interrelacionan entre sí,
formando un todo dinámico.
Usuarios.- son las personas o entidades que se benefician con las salidas.
Valor agregado.- dentro de un proceso es aquel que permite seguir el flujo y la linealidad de los
procesos para que se cumpla en tiempo y forma y llegar al objetivo que se quiere.
Visión.- expresa la aspiración fundamental de una organización y apela al corazón y la razón de
sus integrantes. Es en pocas palabras aquello en lo que la organización desea convertirse.
Voz del cliente.- se usa para describir las necesidades del cliente y la percepción de nuestros
productos y servicios.
VSM.- es un modelo que clasifica y organiza los procesos del negocio con el propósito de
organizar y enfocar los programas de mejoramiento.

191
ANEXOS
A1 Plan de implantación de la propuesta

192
A2 Hoja de trabajo estándar
Tiempo Total Número de
Operador
Checar
Calidad
Medida de
Seguridad
Proceso en
Curso
Tiempo de
Ejecución
Requiere
Salida
HOJA DE TRABAJO STANDARD
Persona que preparo la
hoja
FECHA: Pag. de
Área ó Nombre del ProcesoAdministrador ó Lider de
Equipo

193
A3 Hoja de trabajos combinados
Man
ual
Au
tom
áti
co
De
mo
ra
Paso
N°
No
mb
re d
e la O
pe
ració
n/
De
scri
pció
n d
el P
roce
so
Tie
mp
o
Áre
a/D
ep
art
am
en
toN
om
bre
de
l P
roce
so
:
Marc
ha
To
tal
Marc
ha
Man
ual
Au
tom
áti
co
FE
CH
A:
Pag. de
HO
JA
DE
TR
AB
AJ
OS
CO
MB
INA
DO
SP
res
up
ue
sto
po
r h
oja
Nú
me
ro d
e P
art
e/N
úm
ero
N°
Op
era
do
r:
Fec
ha
de
Ela
bo
rac
ión
:
Cada tie
mpo C
IP h
a
cam
bia
do la
s o
pera
cio
nes,
cre
ar
nueva h
oja
De
mo
ra
En
sa
mb
le m
ien
tra
s e
sta
en
ma
rch
a
Inte
rru
pto
r d
e a
cti
vac
ión
al c
am
ina
r
pc
s
se
c
Tie
mp
o d
e O
pe
rac
ión
Ta
kt
Tim
e:

194
A4 Indicadores

195
A5 Ficha técnica
FICHA TÉCNICA
Unidad: Unidad
componente:
No. Fábrica: Modelo:
Especificaciones:______________________________________________________________-
____________________________________________________________________________-
_______________________________________________________________________________
_______________________________________________________________________________
_______________________________________________________________________________
_______________________________________________________________________________
_______________________________________________________________
Unidades componentes Marca Tipo No.Catálogo No. Fábrica Especificaciones
Máquina en: Inspecciones en breve frecuencia Inspecciones en larga frecuencia
TRASLADO
FUERA DE SERVICIO
EN TRÁNSITO
EN REPARACIÓN
PEDIDO
ELABORÓ REVISÓ

196
A6 Ficha histórica
Ficha No. O.T. Componente Descripción
de trabajo
P. T.T. E.E No. paro Cto mtr Cto Total
T.T Tipo de trabajo: MC-MP-MM-RE-AD
ELABORÓ REVISÓ
Notación: P. Prioridad 1-2 E.E Especialidad ejecutora: PL-EL-ME-PI-CE-LA-
FICHA HISTÓRICA
Nombre de la unidad: Código:
RE-TA-CA-CO

197
A7 Bitácora de arranque de máquinas
Fecha
Hr de
arranque de
máquina
Hr de paro
de máquina
Hrs de
trabajoHrs de paro
Tiempo de servicio
en caso de
descompostura
Realizó Observaciones
Máquina o equipo: Mes:
Marca:
Encargado:
Bitácora de arranque de equipo
Código:

198
A8 Bitácora de mantenimiento de máquinas
Fecha
Falla
Acció
n c
orr
ectiv
aM
ate
riale
s y
/o
refa
ccio
nes e
mple
adas
Pers
ona q
uie
n r
ealiz
ó
mantto
Tip
o d
e m
antto
corr
ectiv
o/p
reventiv
oO
bserv
acio
nes
Bitácora
de m
ante
nim
iento
de m
áquin
as y
equip
os
Máquin
a o
equip
o: C
ódig
o:
Apro
bó:

199
A9 Programa anual de mantenimiento
Áre
a:Có
digo
ene
feb
mar
abr
may
jun
jul
ago
sep
oct
nov
dic
obse
rvac
ione
s
Tipo
de
serv
icio
real
izad
o:
Nom
bre
de e
quip
o:
com
pres
or 1
50 b
ar
com
pres
or 1
00 b
ar
Torn
o C
ityC
row
n pa
ra b
loqu
eo
Torn
o C
ityC
row
n pa
ra re
ctifi
cado
(cón
cavo
)
Turb
inas
Torn
o C
ityC
row
n pa
ra c
orte
(cón
cavo
)
Torn
o C
ityC
row
n pa
ra c
orte
(con
vexo
)
Torn
o C
ityC
row
n pa
ra a
mbo
s co
rtes
Torn
o O
ptof
orm
40
Torn
o pa
ra p
ulid
o
Torn
o C
ityC
row
n pa
ra re
ctifi
cado
(con
vexo
)
Pul
idor
as in
stal
adas
en
la m
esa
Pul
idor
as in
divid
uale
s
Pro
gram
a an
ual d
e lo
s se
rvic
ios
real
izad
os a
las
máq
uina
s y/
o eq
uipo
s
Apr
obó:
Firm
a:
Real
izó:
Firm
a:
Prog
ram
ado
Real
izad
o

200
A10 Plano acotado de mecanismo de automatización