“calibración de instrumentos de longitud utilizando una máquina de
TRANSCRIPT

Lic. LILI JANNET CARRASCO TUESTA
Responsable del Laboratorio de Longitud y Angulo
Servicio Nacional de Metrología
MAYO‐2014
“Calibración de instrumentos de longitud utilizando una
Máquina de Medición por Coordenadas”
1SNM ‐ Lic. Jannet Carrasco 2014‐05

2SNM ‐ Lic. Jannet Carrasco 2014‐05
CONTENIDO
1. GENERALIDADES DE LAS MAQUINAS DE MEDICIONPOR COORDENADAS (MMC)
2. MMC-INDECOPI
3. TRAZABILIDAD
4. CALIBRACION DE INSTRUMENTOS
4. OTRAS PROXIMAS APLICACIONES
3SNM ‐ Lic. Jannet Carrasco 2014‐05
¿QUE ES UNA MAQUINA DE MEDICION POR COORDENADAS?
• Es una maquina que emplea componentes móviles quese trasladan a lo largo de guías con recorridos ortogonales,para medir una pieza por determinación de las coordenadasX, Y y Z de los puntos de la misma.
• Las coordenadas de los puntos se determinan con un palpador(de contacto o sin él) y un sistema de medición del desplazamiento(escala), que se encuentra en cada uno de los ejes.

4SNM ‐ Lic. Jannet Carrasco 2014‐05
Generalidades de las Máquinas de Medición por Coordenadas
• Realizan en modo automático o manual mediciones dimensionales yde desviaciones de la regularidad geométrica de objetos de forma simpleo compleja.
• Pueden operar de manera automática, bajo el control de un programa demedición previamente registrado sobre un ordenador.
• Son idóneas en las mediciones repetitivas en tiempo real en lossistemas flexibles de producción.
• Hoy en día puede decirse que casi no hay piezas mecanizadascuyas magnitudes dimensionales no sean medibles con unaCMM.

5SNM ‐ Lic. Jannet Carrasco 2014‐05
CLASIFICACION DE MMC
1. MANUAL
2. AUTOMATICO
3. CNC
4. JOYSTICK
6SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de Máquinas de Medición por Coordenadas
Dos criterios son decisivos en la máquina de medición por coordenadas.
1.‐ La medición debe ser tan exacta como sea posible.
2.‐ La velocidad debe ser tan alta como sea posible.

7SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de Máquinas de Medición por Coordenadas
Puente móvil

8SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de Máquinas de Medición por Coordenadas
Puente fijo

9SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de Máquinas de Medición por Coordenadas
Puente en forma de L
10SNM ‐ Lic. Jannet Carrasco 2014‐05
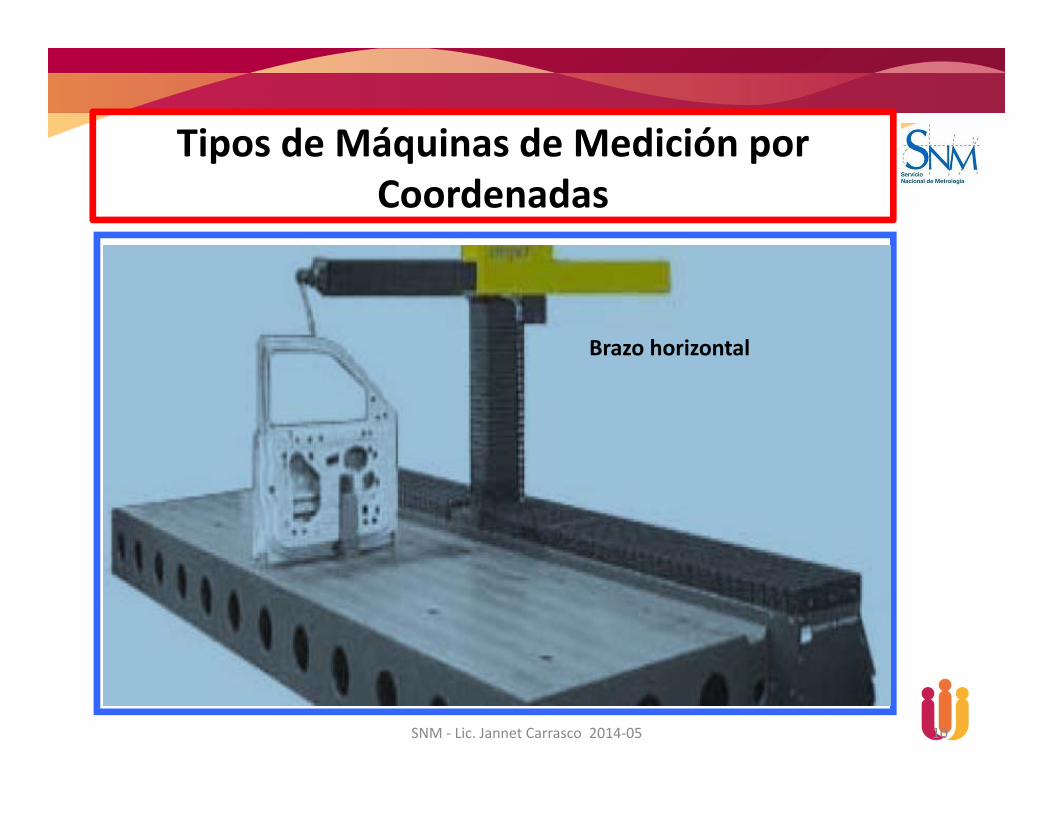
Tipos de Máquinas de Medición por Coordenadas
Brazo horizontal

11SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de Máquinas de Medición por Coordenadas
Doble brazo horizontal

12SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de Máquinas de Medición por Coordenadas
Pórtico

13SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de Máquinas de Medición por Coordenadas
La MMC cubre alcances de medida muy amplios:
• Modelos compactos para medición de piezas muy pequeñas (piezas muy pequeñas de relojería fina).
• Modelos de gran capacidad para medición de grandes volúmenes (fuselaje completo de un aeroplano)

14SNM ‐ Lic. Jannet Carrasco 2014‐05
Partes de una MMC
Una CMM esta constituida por cuatro subsistemas
15SNM ‐ Lic. Jannet Carrasco 2014‐05
Una MMC esta constituida por cuatrosubsistemas
1. Estructura mecánica que sirve de soporte a tres cuerpos rígidos (carros), libres de moverse a lo largo de una terna de ejes cartesianosortogonales (aunque son numerosas las máquinas dotadas de un cuarto ejerotante y numerosas las máquinas no cartesianas); la estructura contiene también los dispositivos necesarios para determinar la posición de cualquierade los carros a lo largo de la dirección de movimiento.
2. Un sistema de palpación tal que sea capaz de registrar puntos de interéssobre el objeto del cual se quieren conocer dimensiones y geometría,asociando a cualquier punto una terna de coordenadas leídas sobredispositivos de la estructura mecánica.
3. Un sistema de mando de la CMM controlado por un ordenador.
4. Un sistema software que efectúa cálculos de tipo geométrico a partir devalores de coordenadas de los puntos individuales del sistema 2.
16SNM ‐ Lic. Jannet Carrasco 2014‐05
La estructura mecánica de una MMC
La estructura mecánica se proyecta tomando en cuentaalguna las siguientes exigencias:
• Elevada velocidad de la ejecución de las mediciones.
Reducción de la masa de las partes móvilesUso de cojinetes de aire comprimido.
• Alta exactitud de la medición.Que impone gran rigidez de la estructura (bajadeformación al variar la distribución de los cargas)Reducción de los juegos sobre los acoplamientosmóviles.

17SNM ‐ Lic. Jannet Carrasco 2014‐05
Estructura mecánica de la MMC ‐ INDECOPI

18SNM ‐ Lic. Jannet Carrasco 2014‐05
Sistema de palpado de la MMC
El sistema de palpado se realiza hoy en día predominantemente mediantepalpadores de contacto, que proveen una señal eléctrica al sistema de controlde la máquina cuando se realiza el contacto entre la esfera de palpación y lapieza de medición
Los palpadores de contacto se diferencian según el tipo de señal queenvían al sistema de control
19SNM ‐ Lic. Jannet Carrasco 2014‐05
Sistema de palpado de la MMC
• Señal de tipo on‐of (interrupción de energía)
Alta velocidad Error en la dirección de contacto con la pieza, a causa de la anisotropía del comportamiento del palpador
• Señal proporcional a la desviación que el palpador sufre del posición de reposo seguida del contacto.
Baja velocidad Alta exactitud Problemas debido al hecho que el palpador viene a ser comouna pequeña CMM

20SNM ‐ Lic. Jannet Carrasco 2014‐05
Sistema de palpado de la MMC
Existe una gran variedad de sistemas de contacto y ópticos que permiten la medición de piezas complejas y con zonas de difícil accesibilidad.
21SNM ‐ Lic. Jannet Carrasco 2014‐05
Sistema de mando de la MMC
El sistema de mando de la CMM tiene un papel predomínate para definirlas prestaciones de ésta, el sistema debe tener la capacidad de realizar losmovimientos con aceleraciones variables, controlar el posicionamientosobre los puntos requeridos, generar contornos complejos, efectuarcorrecciones sobre las coordenadas leídas. Este sistema se considera debajo costo con respecto al sistema mecánico, pero de un alto valor para elfuncionamiento de la máquina.

22SNM ‐ Lic. Jannet Carrasco 2014‐05
Sistema software de una MMC
El sistema software que efectúa los cálculos geométricos ha alcanzadosu autonomía dentro de los componentes de la CMM. Por mucho tiempose consideró al software algo sin error, sin embargo, estudios recientesrefutaron dichas creencias.
El gráfico siguiente describe el estudio de comparación entre variossoftware de procesamiento de elementos geométricos comunesefectuados por CMM.

23SNM ‐ Lic. Jannet Carrasco 2014‐05
Software de una MMC ‐ INDECOPI
Calypso
24SNM ‐ Lic. Jannet Carrasco 2014‐05
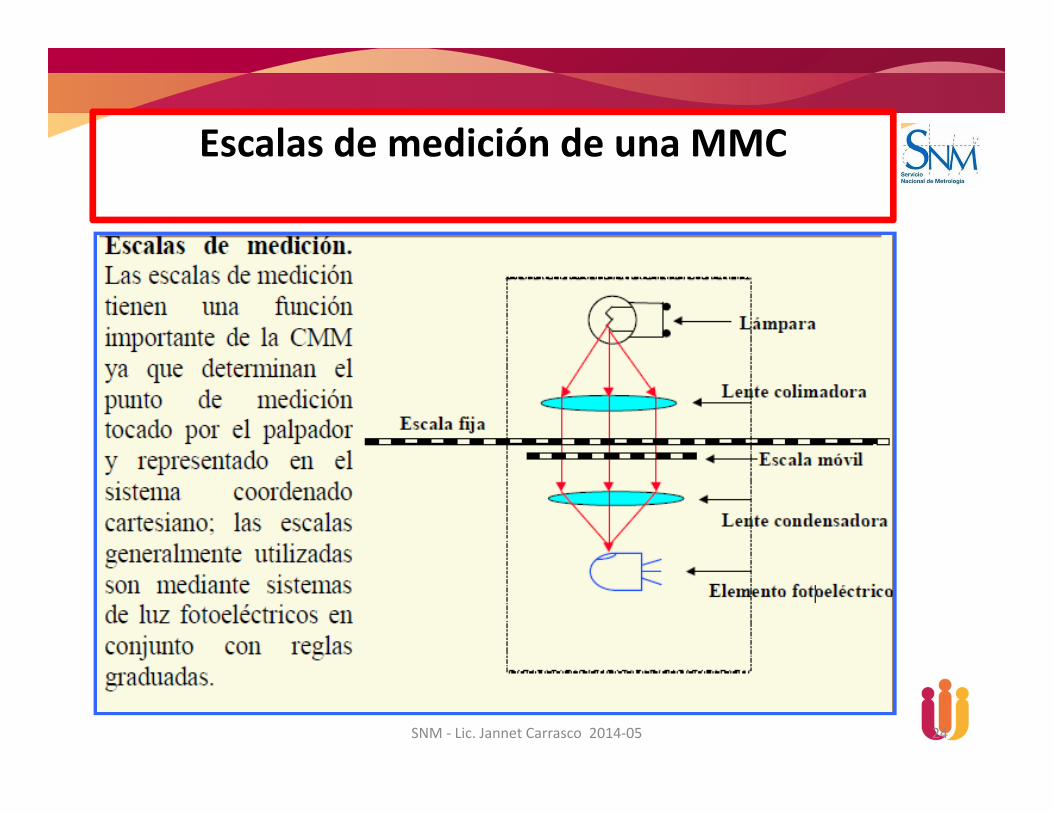
Escalas de medición de una MMC
25SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de materiales empleados en la construcción de una MMC
Amplia gama de materiales son empleados para construir CMM, en el diseño de éstas se consideran los criterios siguientes:
• Coeficiente de expansión térmica• Conductividad térmica• Resistencia al desgaste• Estabilidad dimensional en el tiempo• Rigidez• Masa

26SNM ‐ Lic. Jannet Carrasco 2014‐05
Tipos de materiales empleados en la construcción de una MMC
• Materiales pétreos‐ Estables en el tiempo‐ Resistentes a la corrosión‐ Cuando son golpeados no presentan resaltes
• Acero o fundición‐ Estabilidad dimensional en el tiempo‐ Coeficiente de expansión térmica
• Aleaciones de aluminio‐ Alta conducción de calor‐ Alto coeficiente de expansión térmica‐ Baja rigidez
27SNM ‐ Lic. Jannet Carrasco 2014‐05
Cojinetes de una MMC
Los cojinetes de los componentes móviles de una CMMaseguran el movimiento con un mínimo de fricción yson comúnmente de aire, de película de aceite orodamientos.
Los cojinetes y sus guías deben estar bien limpios y enbuenas condiciones,El aire de alimentación debe ser seco, libre de polvo,grasa y humedad para garantizar un desplazamientolibre, generalmente existe una distancia mínima entrelas superficies de desplazamiento (6 ?m).

28SNM ‐ Lic. Jannet Carrasco 2014‐05
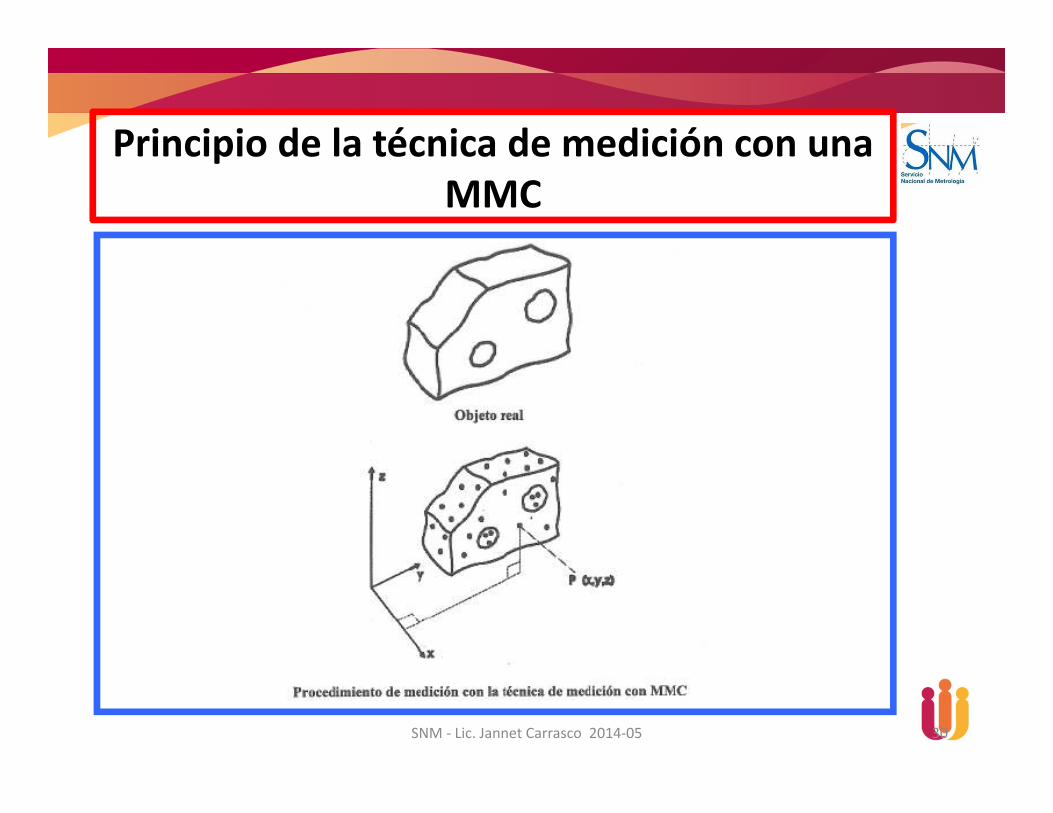
Principio de la técnica de medición con una MMC
La técnica de medición por coordenadas implica:
‐ El registro de una pieza con una técnica de medición punto a punto, asignando a cada uno de éstos una terna de coordenadas en un sistema cartesiano.
‐ La vinculación numérica de las coordenadas asignadas a los puntos con unageometría espacial completa de la pieza (puntos, rectas, planos, circunferencias,cilindros, conos, esferas etc.) en un equipo de procesamiento de datos.

29SNM ‐ Lic. Jannet Carrasco 2014‐05
Principio de la técnica de medición con una MMC
30SNM ‐ Lic. Jannet Carrasco 2014‐05
Principio de la técnica de medición con una MMC

31SNM ‐ Lic. Jannet Carrasco 2014‐05
Principales diferencias entre la técnica convencional y la técnica de medición con
una MMC

32SNM ‐ Lic. Jannet Carrasco 2014‐05
Algunas desventajas en la técnica de medir con una MMC
Sin embargo, también se pueden mencionar algunasdesventajas en la técnica de medir por coordenadas:
‐ Alto costo, tanto por la CMM como por el acondicionamiento del lugar.
‐ Personal calificado.‐ Largo tiempo de entrenamiento.‐ Largo tiempo de preparación y programación(en caso de que sea programable)‐ Mediciones en un solo punto.‐ Hasta ahora no hay una estrategia uniforme de medición.

33SNM ‐ Lic. Jannet Carrasco 2014‐05
MMC ‐ INDECOPI
MODELO : CONTURA G2 7/7/6 RDS DirectMARCA : CARL ZEISS INDUSTRIAL METROLOGY, LLC
Longitudes máximas de medición:
Eje X : 700 mm Eje Y : 700 mm Eje Z : 600 mm
EMP en los tres ejes de medición: 1,8 µm
Control de medición con palpado por barrido, basado en PC y gabinete externo (preparada para adecuación futura para medición óptica VISCAN )
Juegos de palpadores de diámetros de 0,3 mm a 5 mm con extensiones que van desde 4 mm a 100 mm
Sofware Calypso (basado en CAD)

34SNM ‐ Lic. Jannet Carrasco 2014‐05
35SNM ‐ Lic. Jannet Carrasco 2014‐05
36SNM ‐ Lic. Jannet Carrasco 2014‐05
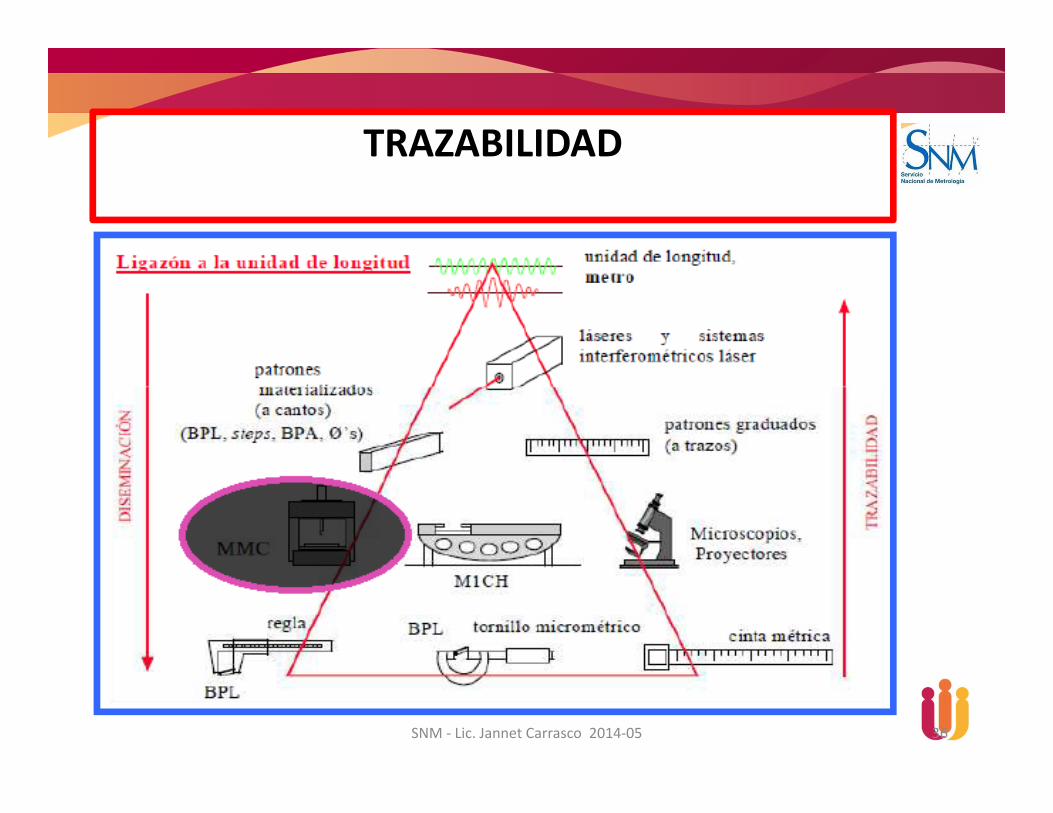
TRAZABILIDAD
37SNM ‐ Lic. Jannet Carrasco 2014‐05
TRAZABILIDAD MMC‐INDECOPI

38SNM ‐ Lic. Jannet Carrasco 2014‐05
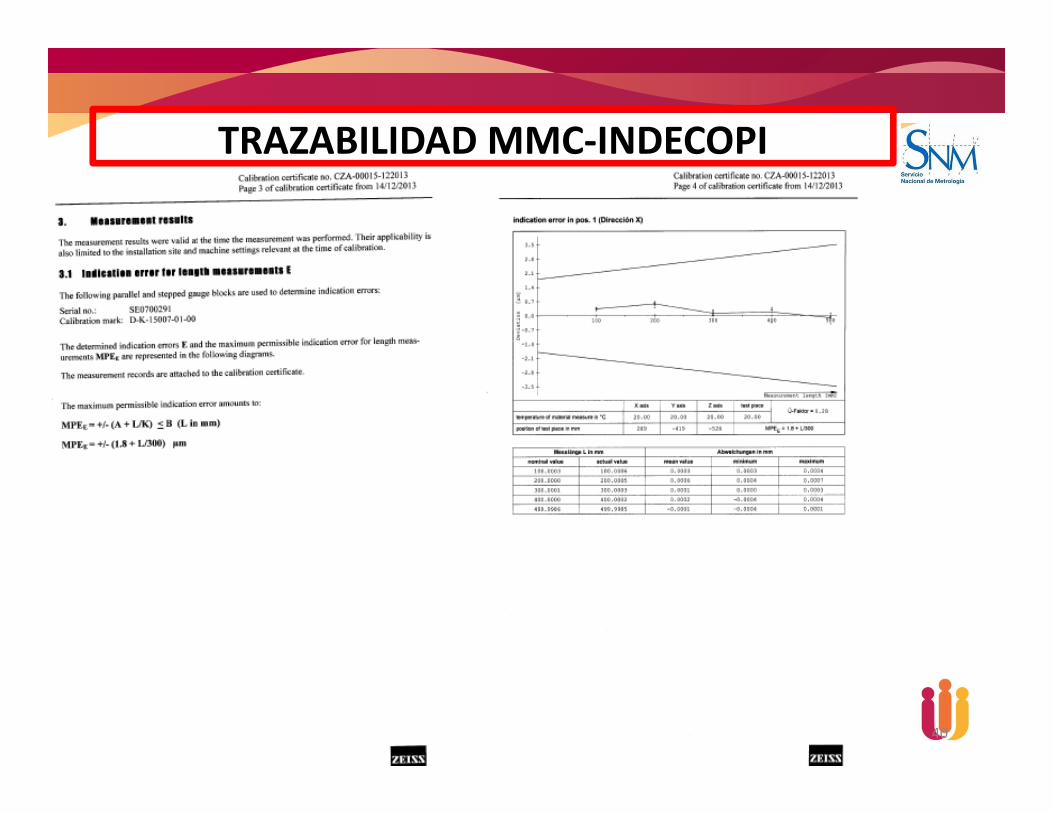
TRAZABILIDAD MMC‐INDECOPI

39SNM ‐ Lic. Jannet Carrasco 2014‐05
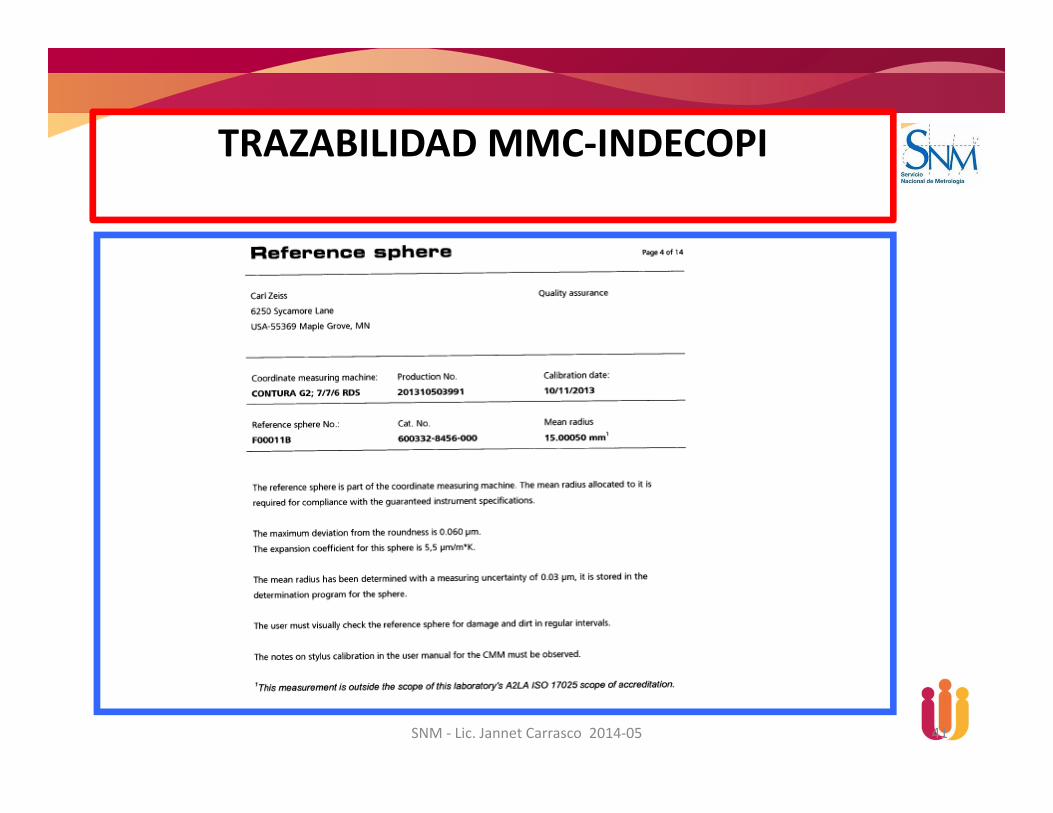
TRAZABILIDAD MMC‐INDECOPI
40SNM ‐ Lic. Jannet Carrasco 2014‐05
TRAZABILIDAD MMC‐INDECOPI
41SNM ‐ Lic. Jannet Carrasco 2014‐05
TRAZABILIDAD MMC‐INDECOPI
42SNM ‐ Lic. Jannet Carrasco 2014‐05
CALIBRACION DE INSTRUMENTOS(Patrones de diámetro interno y externo)

43SNM ‐ Lic. Jannet Carrasco 2014‐05
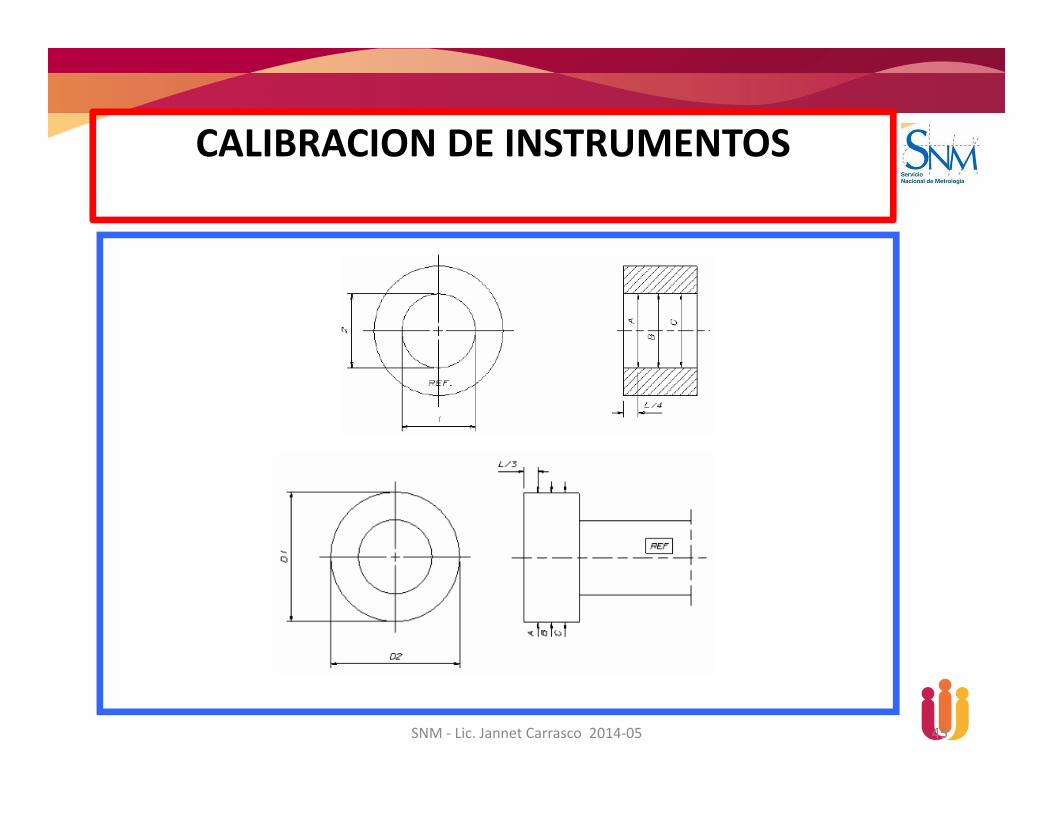
CALIBRACION DE INSTRUMENTOS
Modo de palpado:
1. Selección de palpador a utilizar.
2. Calibración del palpador seleccionado.
3. Palpador intercambiable.

44SNM ‐ Lic. Jannet Carrasco 2014‐05
CALIBRACION DE INSTRUMENTOS
45SNM ‐ Lic. Jannet Carrasco 2014‐05
CALIBRACION DE INSTRUMENTOS
.

46SNM ‐ Lic. Jannet Carrasco 2014‐05
CALIBRACION DE INSTRUMENTOS
.
47
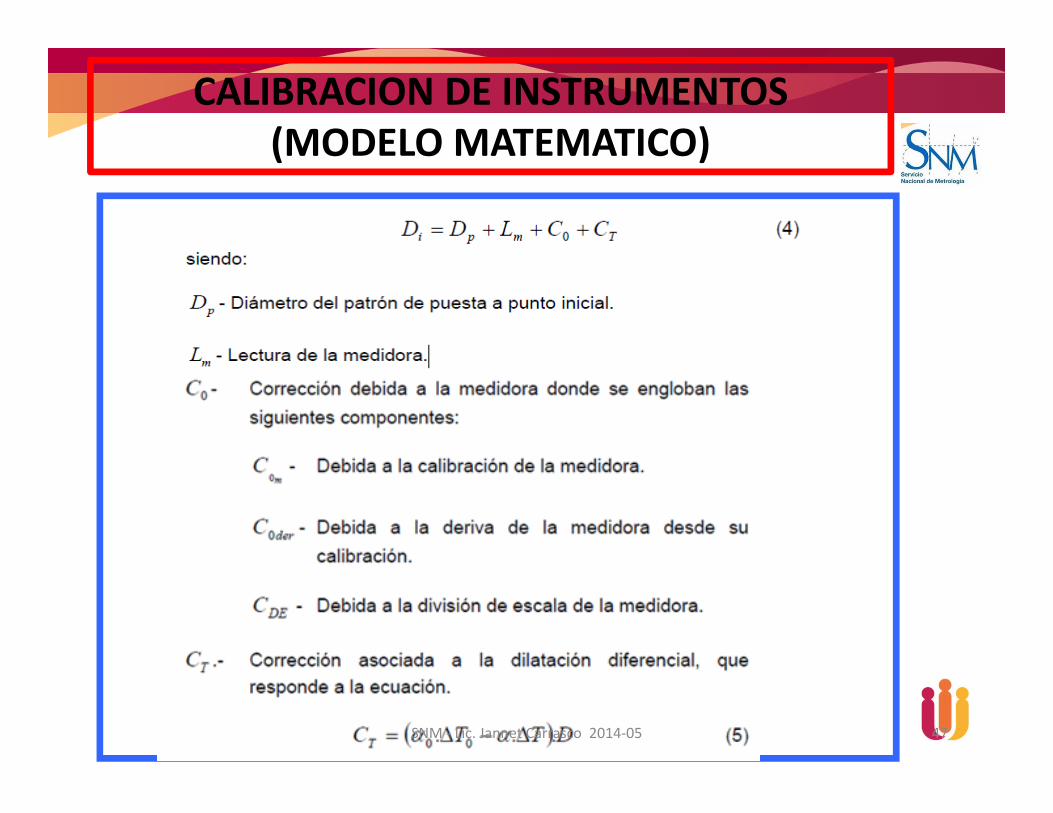
CALIBRACION DE INSTRUMENTOS(MODELO MATEMATICO)
.
SNM ‐ Lic. Jannet Carrasco 2014‐05
48
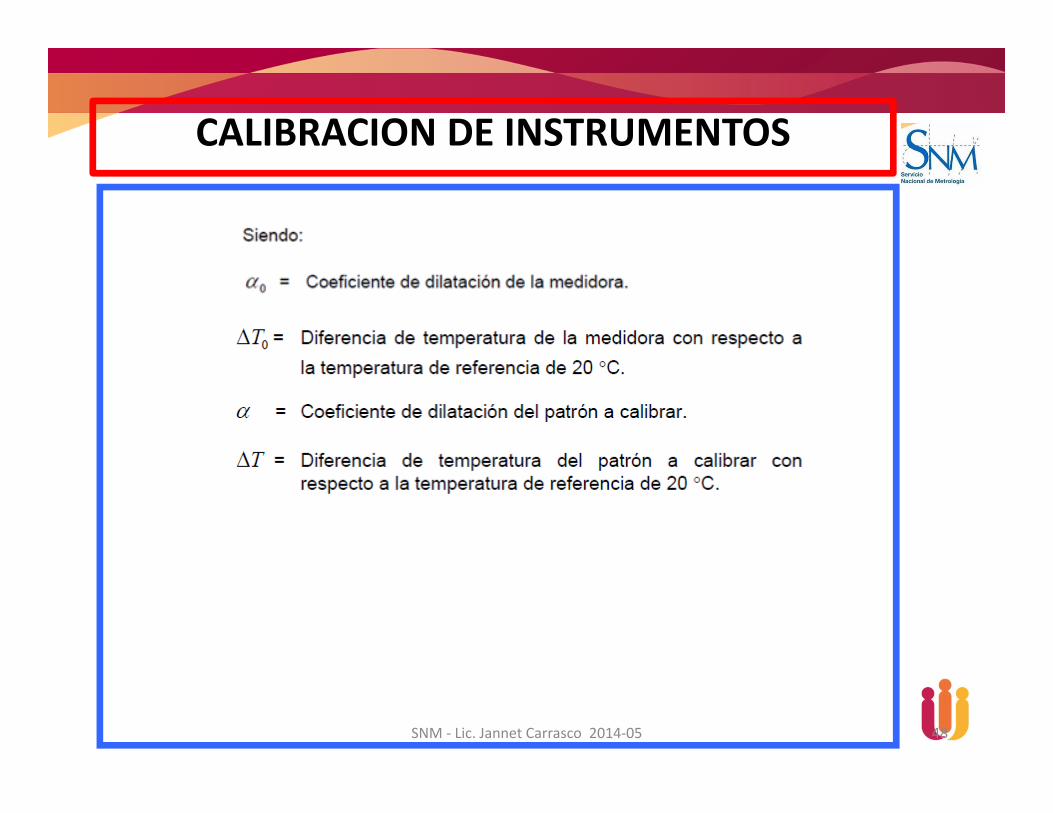
CALIBRACION DE INSTRUMENTOS
.
SNM ‐ Lic. Jannet Carrasco 2014‐05
49SNM ‐ Lic. Jannet Carrasco 2014‐05
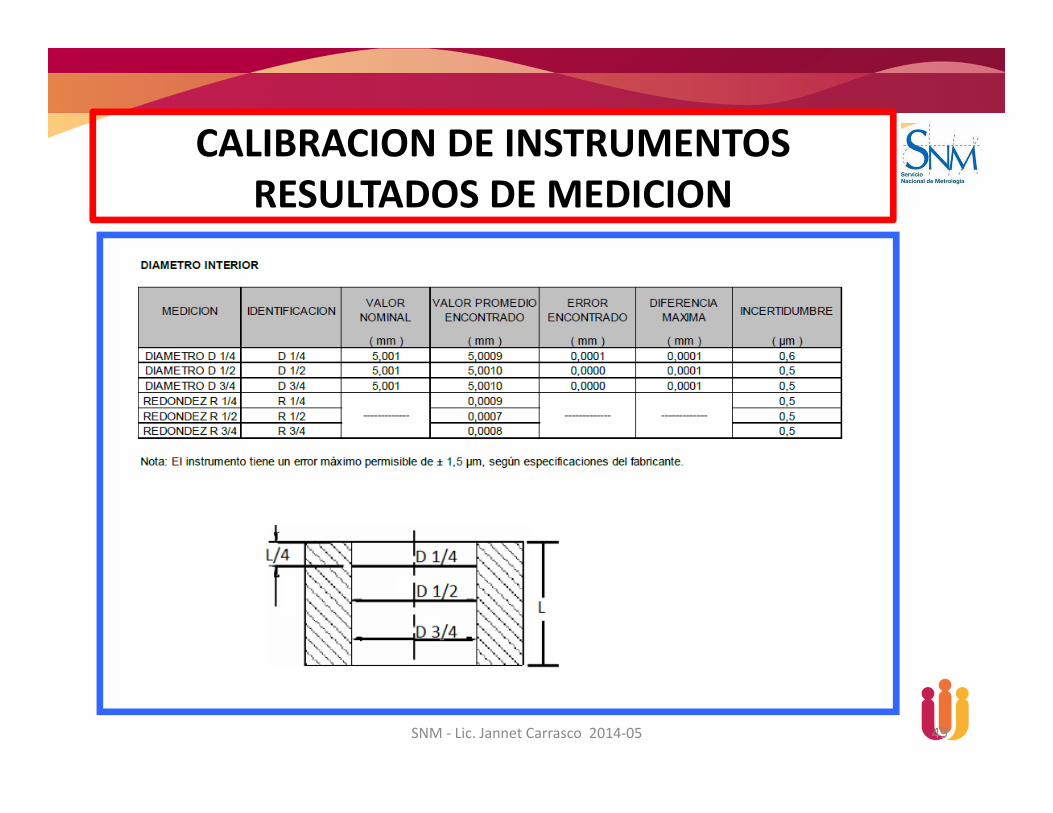
CALIBRACION DE INSTRUMENTOSRESULTADOS DE MEDICION
.

50SNM ‐ Lic. Jannet Carrasco 2014‐05
OTRAS PROXIMAS APLICACIONES

51SNM ‐ Lic. Jannet Carrasco 2014‐05
OTRAS PROXIMAS APLICACIONES

52SNM ‐ Lic. Jannet Carrasco 2014‐05
OTRAS PROXIMAS APLICACIONES

53SNM ‐ Lic. Jannet Carrasco 2014‐05
OTRAS PROXIMAS APLICACIONES

54SNM ‐ Lic. Jannet Carrasco 2014‐05
MUCHAS GRACIAS