calderería - nuevo-2003
TRANSCRIPT

Calderería
UNIDAD I
TRABAJO EN PLANCHAS
1. TRAZADO
Consiste en trasladar las cotas del plano a la pieza de trabajo, en el trazado se marcan sobre la pieza en bruto el contorno, las aberturas, los centros de taladros y las distancias entre centros.
Hay que tener en cuenta:
Precisión al trasladar las cotas.
Buena visibilidad de los trazos.
No dañar la superficie de la pieza.
Instrumentos, herramientas y equipos de trazado
Las herramientas más usadas en las operaciones de trazado y fabricación de plantillas en planchas son: escuadras, reglas, compás de punta y de vara, granete(punzon), rayadores, gramil, mármol, etc.
Manera de usar los instrumentos y herramientas de trazado
a) Trazado de una línea entre dos puntos:
Con una regla Con escuadra sin tope Con una escuadra con tope.
Nota: La exactitud de un trazado depende de la punta del lápiz o rayador.
1

Calderería
b) Trazado de ángulos
Con transportador universal.
c) Trazado de círculos
Con compás de puntas Con compás de vara.
d) Trazado lineal.
Con compás mixto. Con compás de guía.
e) Trazado de curvas
Con compás Con pistolete
2

Calderería
2. CORTE
Es la operación mediante la cual una pieza de forma y dimensiones definidas es separada del resto del material por medio de herramientas y/o máquinas.
Herramientas y máquinas de corte
Se distinguen entre las herramientas de cortes dos tipos:
Con cuña de un filo: toda clase de cinceles, sacabocados, corta tubos, etc. Con cuña de dos filos: alicates de corte, tijera de palanca, cizalla, etc.
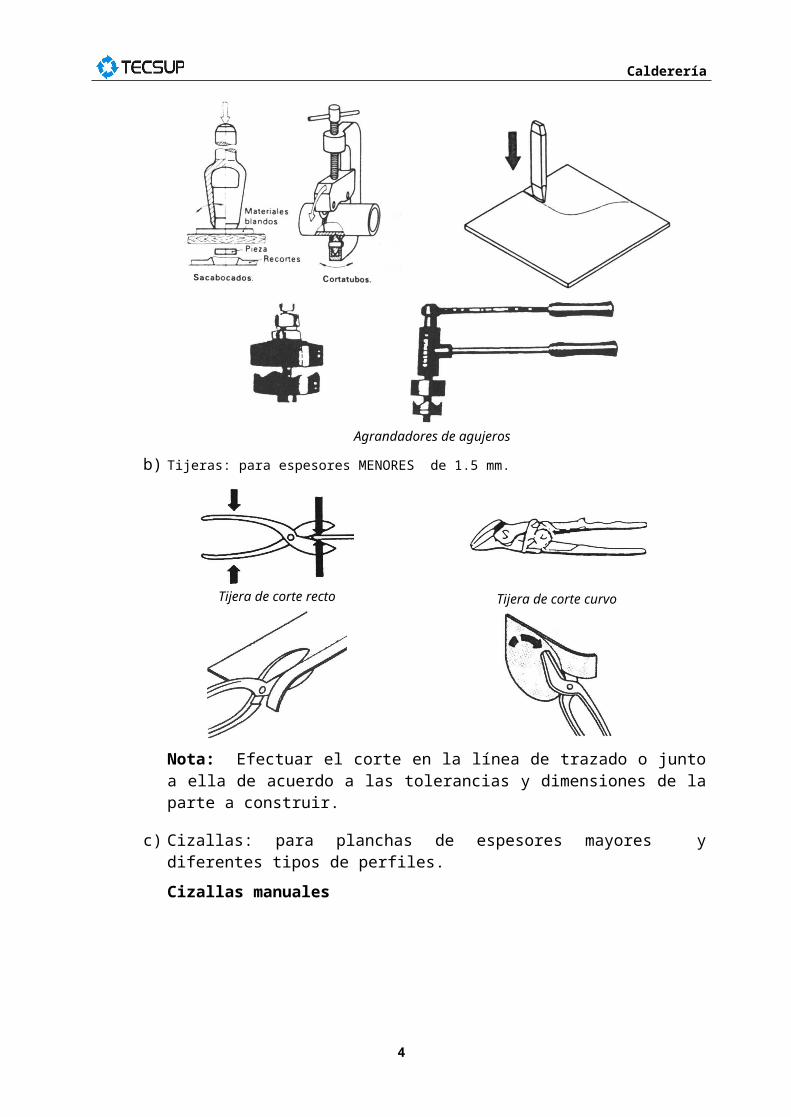
a) Cinceles, sacabocados, cortatubos.
Agrandadores de agujeros
b) Tijeras: para espesores MENORES de 1.5 mm.
Tijera de corte recto Tijera de corte curvo
Nota: Efectuar el corte en la línea de trazado o junto a ella de acuerdo a las tolerancias y dimensiones de la parte a construir.
3
Calderería
c) Cizallas: para planchas de espesores mayores y diferentes tipos de perfiles.
Cizallas manuales
Cizallas eléctricas
Cizalla de cuchillas circulares.
Cizalla de cuchilla recta.
4

Calderería
MEJORES QUE CUALQUIER HERRAMIENTA.....
Y NO TIENEN REEMPLAZO
3. DOBLADO
Es la operación mediante la cual se puede dar a la plancha una forma determinada, produciendo en esta una deformación plástica (permanente) aprovechando su capacidad de flexión y ductibilidad del material.
Para el doblado, deberán tenerse en cuenta:
Espesor.
Radio.
Tipo de material.
3.1. Esfuerzo y deformación en el proceso de doblado
El doblado se caracteriza por que:
a. En la parte exterior del doblado en el material se presentan esfuerzos de tracción, por tanto el material es estirado.
b. En la parte interior del doblado en el material se presentan esfuerzos de compresión; por tanto, el material es comprimido o recalcado.
c. En la capa central del material no se producen ni tracción ni compresión. Esta capa se denomina fibra neutra o línea neutra.
d. En la zona de doblado se modifican la longitud de las fibras y forma de la sección.
Para apreciar como se va a deformar la sección transversal en la zona de doblado analicemos el grano. En esta zona los átomos se ven obligados a pasar de su posición natural a otra nueva.
5

Calderería
La tensión de tracción en la capa exterior se aproxima así al límite de elasticidad, haciéndose visible la estricción en la zona de tracción. En la zona de compresión, el material se aplasta ensanchándose hacia los lados.
3.2. Factores a tomar en cuenta en el doblado
3.2.1. Resistencia de la pieza al curvarla
La resistencia que opone a las fuerzas de flexión dependen de:
a. La sección de la pieza (a mayor espesor mayor resistencia).
b. Del material a doblar (materiales más duros, mayor resistencia).
c. Temperatura de trabajo (menor temperatura, mayor resistencia).
La resistencia a la curvatura crece proporcionalmente con el espesor de la pieza. Esta fuerza debe ser lo suficientemente grande para:
a. Vencer el límite elástico del material.
6
Estricción o adelgazamiento
Aplastamiento y ensanchamiento
Estricción

Calderería
b. Que provoque la deformación definitiva (se debe trabajar sobre el límite de fluencia).
Requiere mayor fuerza ya que el espesor es mayor.
3.2.2. Radio de curvatura
Cuando mayor sea el radio de curvatura, menor será el peligro de rotura. El radio de curvatura depende de:
a. La forma de la sección de la plancha.
b. Del espesor de la plancha.
c. Temperatura (mayor temperatura, menor radio de curvatura).
d. El sentido de laminación.
e. Material a doblar (ductibilidad), a menor ductibilidad menor radio de curvatura.
3.2.3. Radio de Doblado Mínimo
Designa el radio mínimo para el doblado sin que el material sea desgarrado. Depende del material de la pieza según:
Material Radios mínimos
Acero Cobre Bronce Zinc Aluminio
1.0 --- 2.0 x s0.8 --- 1.2 x s1.0 --- 1.8 x s 1.0 --- 2.0 x s 0.8 --- 1.0 x s
Aleaciones de Al 0.9 --- 3.0 x s
Nota: ver tabla 1.
3.2.4. Recuperación elástica en el doblado (retroceso)
Al doblar una pieza, no todos los granos de la zona curvada transportan su límite elástico, es por eso que retroceden .Cuando dejan de actuar las fuerzas de flexión, estos granos vuelven a su posición normal y el material se “recupera
7

Calderería
elásticamente”. La recuperación elástica se puede compensar sobredoblado una cantidad tal que, cuando se deja de actuar la presión, la pieza adquiere su forma correcta. La magnitud del retroceso depende de:
a. Material, b. Radio de curvatura, c. Espesor
3.3. Cálculo del desarrollo de chapas dobladas
La operación previa al doblado es el cálculo del desarrollo de la pieza, para lo cual se toma en cuenta la posición de la fibra neutra, que no siempre se localiza en la mitad del espesor de la chapa a doblar, pues, los esfuerzos que actúan hacen que se desplace el material en función del radio de doblado y del espesor.
Desplazamiento de la fibra neutra en función de la relación r/e.
8

Calderería
Figura. Cálculo del desarrollo del elemento doblado.
Ejemplo 1: Determinar la longitud necesaria de la pieza para ser doblada según la figura anterior.
El cálculo de la longitud desarrollada se realiza según la expresión:
L = long. Tramos rectos + long. Arcos (1)
Según la figura anterior podemos expresar la longitud L como:
L = 2 (A – e – r ) + (B – 2e – 2r) + R
Donde R = longitud total de todos los arcos.
Procedimientos de cálculo
1. Encontrar la relación r/e (radio del doblado / espesor)2. Obtener K.3. Calcular R = r + K4. Determinar la longitud de todos los arcos de la pieza doblada.5. Calcular L según la fórmula (1).
Ejercicio: Hallar la longitud real de despliegue.
Nota: El doblado debe ser perpendicular al sentido de laminación.
9

Calderería
10

Calderería
Herramientas y máquinas para el doblado
a) Tornillo de banco.
b) Con dispositivos manuales.
c) Máquinas plegadoras: Para el doblado de grandes longitudes; utilizado en la fabricación de armaduras metálicas de diversas formas y todo tipo de muebles metálicos.
11

Calderería
d) Prensas plegadoras: son máquinas de grandes dimensiones muy usadas para el plegado en serie de planchas.
3.4. Rolado
El rolado (curvado) es una operación mediante la cual se da a la plancha una forma cilíndrica o cónica, sea total o parcial.
El rolado puede hacerse a mano o a maquina, antes de realizar los rolados manuales o mecánicos se debe tener el cálculo del desarrollo en plano de una plancha que se desea curvar (rolar).
Rolado a máquina:
Se puede realizar manualmente o a motor. Las máquinas a motor permiten rolar (curvar) espesores de hasta 20 mm, largos hasta 6000 mm y anchos hasta 2000 mm.
12

Calderería
Rolado de un cilindro
1. Iniciación de un extremo. 2. Volteo de la chapa.
3. Curvado. 4. Acabado.
3.5. Reforzado de planchas
Las diversas construcciones en planchas delgadas, precisan muchas veces de refuerzos en los bordes o en las partes planas para poder obtener una mayor estabilidad y también para evitar que corten y para embellecerlas.
Estos refuerzos pueden ser de formas diversas, dependiendo de la forma del producto.
Se pueden realizar de dos maneras:
a) Manualmente.
Rematándolas con un borde.
Añadiendo un perfil a las planchas planas o curvas. Muchos de estos normalmente se unen por soldadura (por puntos, arco eléctrico, etc.).
13

Calderería
Mediante el rebordeado. El alambre redondo va totalmente recubierto por la plancha.
b) Mecánicamente.
Maquina bordonadora: los rebordes rectos, circulares, cilíndricos o cónicos pueden terminarse apretándolos entre una moleta plana y otra acanalada roldana.
Acanalado: se aplica en planchas delgadas para dar mayor resistencia, mediante la bordonadora. Ej. Embaces cilíndricos, calaminas, etc.
14

Calderería
3.6 Engatillado
Se utiliza el engatillado para unir chapas delgadas cuyos bordes pueden doblarse bien y que sean poco apropiadas para soldar. El engatillado se realiza en varias operaciones sucesivas. En primer lugar, se doblan los bordes de las piezas, se encajan, uno en otro y luego se aplastan conjuntamente. Para que las chapas no se desenganchen, el pliegue suele recalentarse.
4. GRANETEADO
¿Cuál es la finalidad de graneteado?
Consiste en marcar en el material mediante golpe con la punta de la herramienta, punto para centros de agujeros o para revelar líneas de trabajo.
4.1 La herramienta para granetear
15

Calderería
4.2. Indicaciones para el trabajo correcto en el graneteado
1. Colocar el granete ligeramente inclinado para una mejor coincidencia de la punta y el trazo.
2. Posición vertical y golpe con martillo.
16

Calderería
5. EL LIMADO
Limar es extraer de un material pequeñas virutas por medio de las picaduras en forma de pequeños cinceles ordenados en sentido transversal y longitudinal en la superficie de la herramienta de corte llamado lima.
5.1. Formas de limas
17

Calderería
5.2. Formas de coger la lima
Forma de coger una lima grande
Forma de coger una lima pequeña
Forma de coger una lima de tamaño mediano
5.3. Técnica de trabajo
Ejercer la presión de corte sobre la pieza con ambas manos.
Lima redonda – superficies exteriores.
Limado en cruz (huellas cruzadas) Limado transversal Limado longitudinal
18

Calderería
5.4. Consideraciones previas al limado
1. Sujetar la pieza de trabajo en forma horizontal de 5 a 10 mm. de altura con relación a las mordazas.
2. Cerciorarse de la altura adecuada para el limado, la aproximación se mide con la distancia del codo.
3. Posicionarse adecuadamente con relación al material a limar.
19
de 5 a 8 cm

Calderería
5.5. Proceso de limado
En el limado plano, regular y paralelo, la presión de corte correcto se compone de la fuerza ejercida por ambas manos.
Esta presión uniforme y plana se consigue:
- Presionando fuerte con la mano izquierda en la posición inicial.
- Presionando con ambas manos y con la misma presión central. (aprovechas
la longitud de la lima)
- Presionando fuerte con la mano derecha en la posición final.
Recomendaciones para el trabajo adecuado
Elegir el tamaño adecuado de la lima y el grano respectivo, según el trabajo a realizar.
Limar preferentemente en forma cruzada para el desbastado. Retirar las partículas adherida a la lima mediante el limpialimas.
20

Calderería
IMPORTANTE:
MANTENER EL ORDEN Y LA LIMPIEZA EN EL LUGAR DE TRABAJO.
6. ASERRADO
Aserrar es arrancar pequeñas virutas mediante un gran número de filos en forma de cincel (dientes) dispuestos uno tras otro en el canto de una hoja de sierra y de los cuales siempre hay varios que actúan a la vez. El aserrado sirve sobre todo para dividir materiales, además para ranurar y entallar.
6.1. Partes del arco de sierra manual
21

Calderería
6.2. Perfil de la hoja de sierra
Los ángulos del diente de la hoja de sierra manual
Los dientes de una sierra tienen la forma de cuña:
= ángulo libre. = ángulo filo. = ángulo de ataque.
6.3. Selección de la hoja de sierraNORMAS DIN 6495
Número de dientes en 25 mm de longitud
Dentado Basta – grueso
14 a 16Materiales blandos
DentadoMediano 18 a 22
Aceros normales de construcción.Fundición gris.Acero dulce.Metales no ferrosos de dureza media.Tubos y perfiles.
Dentado fino 32
Materiales duros, muy duros, tubos y perfiles.
22

Calderería
6.4. Indicaciones para el trabajo correcto
1. Sujetar correctamente el material, lo más cerca posible de la mordaza de sujeción.
2. Conducir la hoja en forma recta, presionando sólo en la carrera hacia delante (inclinar ligeramente al iniciar el corte). También puede hacerse una incisión con la lima.
3. Efectuar el corte y el retroceso, con una frecuencia aproximada de 60 cortes dobles por minuto (para aceros).
Manera de coger el arco de sierra.
23

Calderería
7. SOLDADURA POR CAPILARIDAD
Se basa en el fenómeno de la adherencia espontanea de un liquido por un espacio estrecho.
Hendidura de soldadura estrecha entre 0.05 hasta 0.25 mm. Efecto de capilaridad muy bueno.
Hendidura de soldadura ancha superior a 0.25 mm. Sin efecto de capilaridad.
Hay que distinguir dos procesos de soldadura por capilaridad
Soldadura blanda Soldadura fuerte
24

Calderería
7.1. Soldadura blanda (estañado)
La soldadura blanda consiste en unir las piezas por medio de una aleación metálica fácilmente fusible (de bajo punto de fusión <450 ºC) tal como el estaño, el plomo, las aleaciones de estaño – plomo. Esta soldadura ofrece una resistencia generalmente inferior a la de los metales a los cuales se aplica y no puede emplearse en uniones que deban someterse a mas de 450ºC. Esta indicada especialmente para uniones de hojalata, chapas galvanizadas, piezas de latón y bronce, algunas veces en piezas de acero y en conexiones de electricidad y electrónica. Para efectuar este tipo de soldadura se necesita de un soldador de cobre que puede ser calentado con una lámpara de soldar o eléctricamente. El metal de aportación se emplea en barra o alambre. Además es necesario emplear un fundente. Para hacer una buena soldadura se limpian con cuidado las partes que han de unirse.
Aplicación de estaño en la punta del soldador.
Materiales de aporte
Estaño Plomo Grados de fusión Aplicación
60% 40% 185 ºC Electrónico
50% 50% 216 ºC Eléctrico
40% 60% 326 ºC Calderería
Equipo y accesorios empleados en soldadura blanda
25

Calderería
26

Calderería
UNIDAD II
DESARROLLOS
1. REPRESENTACIÓN DE VISTAS
Para dibujar un cuerpo en diferentes vistas hay dos posibilidades muy parecidas:
ISO – A: se usa normalmente en los Estados Unidos.
ISO – E: se usa en Europa
27

Calderería
Sistema de Proyección Europeo
28

Calderería
Sistema de Proyección Americano
29

Calderería
2. VERDADERA MAGNITUD
2.1. Plano auxiliar
Para obtener una vista en verdadera magnitud es necesario que el plano de proyección sea paralelo a la recta, si es necesario se tendrá que recurrir a un plano auxiliar.
En la figura se muestra una vista auxiliar en la vista frontal paralela a la proyección AFBF, así la vista A1B1 será la verdadera magnitud.
2.2. Giros
Para observar una recta en su verdadera magnitud en el plano F por medio de giros, procederemos a hacer girar a la recta AB alrededor de un punto A en el plano H, hasta convertirla en recta paralela a la línea de división de los planos H – F y así apreciaremos su verdadera magnitud en el plano F.
30

Calderería
3. DESARROLLOS
Entendemos por desarrollo de superficies, el desdoblamiento de las caras de una superficie poliédrica o el desenrollamiento de una superficie de revolución (Ejm. Cono, cilindro), lo que posteriormente permite obtener la forma original del cuerpo cuya superficie se ha desdoblado o desarrollado.
La figura a nos muestra como se desdobla las caras de una superficie de revolución.
La experiencia ha demostrado, que el desarrollo de las superficies al que nos referimos es posible ejecutarlo, según al esquema de tres métodos fundamentales; en el ámbito de estos tres métodos fundamentales plantearemos ejemplos modelos de aplicación de cómo se desarrollan diversas superficies.
a) Método de las rectas paralelas.
b) Método de las rectas radiales
c) Método de la triangulación
3.1. Método de las rectas paralelas
Para el desarrollo de una superficie poliédrica en general, se debe tener en consideración las aristas laterales, el plano de la base y la cubierta superior; determinándose por los métodos más sencillos y directos las verdaderas magnitudes de dichas partes fundamentales.
La línea de despliegue es la traza de un plano imaginario que corta las caras de un prisma o un cilindro, perpendicular al eje del sólido (en el caso del prisma o el cilindro recto, considerándolos como si fueran truncados, por dicho plano podemos tomar el plano base); es una línea que ayuda a sincronizar el despliegue del desarrollo.
31

Calderería
3.1.1. Modelo de desarrollo de un cilindro recto
32

Calderería
33

Calderería
34

Calderería
3.1.2. Modelo de desarrollo de un cilindro truncado
35

Calderería
36

Calderería
37

Calderería
3.2. Método de las rectas radiales
Existen superficies cuyas aristas divergen o se irradian desde un punto llamado vértice hasta interceptarse con sus respectivas bases; existiendo procedimientos que casi en general podemos aplicarlos a este tipo de superficies (pirámides y conos), para posteriormente hacer el desarrollo respectivo, de ahí el nombre de: método de las rectas radiales.
El procedimiento que da unidad para desplegar el desarrollo de estas superficies es la aplicación del método de giros para determinar la V.M. de las rectas radiales contenidas en estas superficies. Por dichas retas como queda entendido nos referimos a las aristas y generatrices.
En la figura dadas las proyecciones H y F de la recta AB, mediante el procedimiento de giro, obtenemos su V.M. proyectado en el plano H.
38

Calderería
3.2.1. Modelo de desarrollo de una pirámide recta
39

Calderería
40

Calderería
3.2.2. Desarrollo de tolva de bocas rectangulares y paralelas.
41

Calderería
42

Calderería
3.2.3. Desarrollo de tolva de boca rectangular, cuadrada y paralelas entre sí.
43

Calderería
44

Calderería
3.2.4. Modelo de desarrollo de un cono recto
Método 1
Para desplegar el desarrollo de un cono recto, disponemos de un sector circular cuya altura debe tener un ángulo se determina por la siguiente fórmula:
º =
donde:
R = radio
L = V.M. de la generatriz del cono.
Método 2
Muchas veces será necesario disponer una serie de generatrices enumerando las intersecciones con el plano de la base para luego llevar distancias “d” al sector circular hasta lograr el desarrollo requerido.
Este método por ser mas exacto requiere de un mayor número de divisiones en el plano de la base del cono.
45

Calderería
46

Calderería
47

Calderería
3.2.5. Virola tronco – cónica de eje perpendicular a las bases
48

Calderería
49

Calderería
3.3. Método de la triangulación
Existen ciertos sólidos que por su conformación no son desarrollables con los métodos propuestos anteriormente, entonces se hace conveniente aplicar otro método, por ejemplo, el de la triangulación.
La triangulación consiste en que luego de dividir la superficie original en un cierto número de triángulos, procedemos a trasladar al plano los triángulos así formados, paulatinamente hasta lograr el completo desarrollo de la superficie dada.
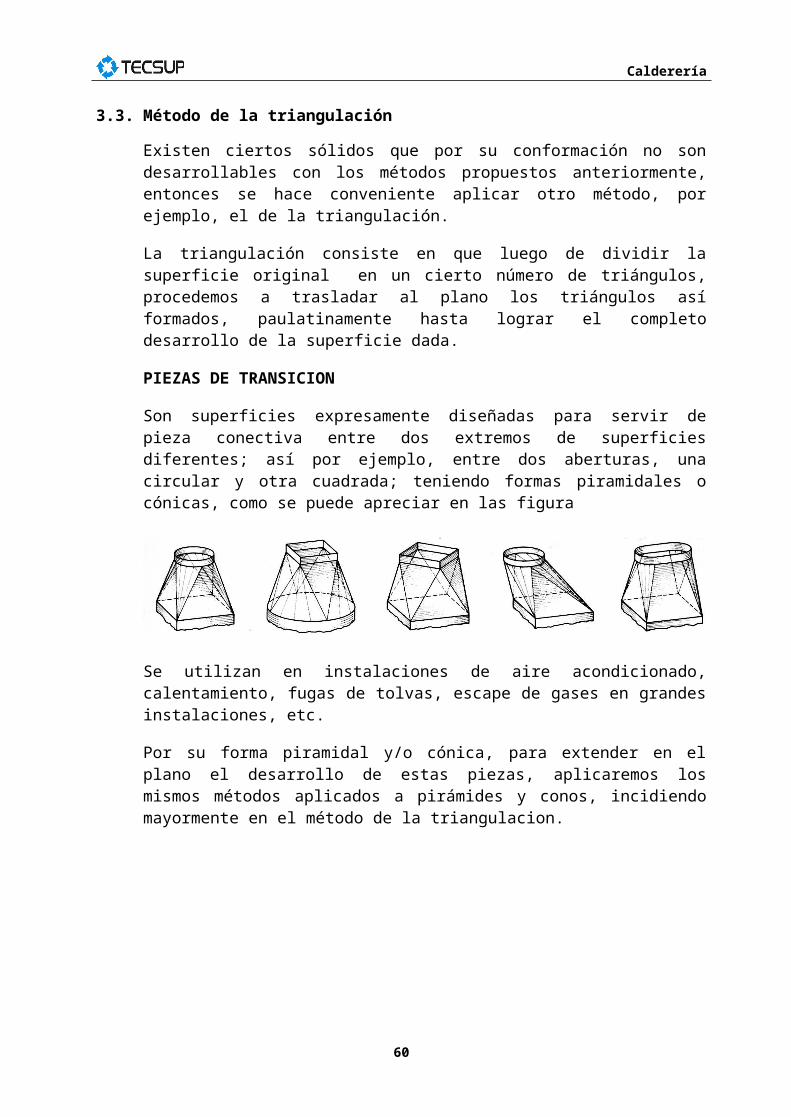
PIEZAS DE TRANSICION
Son superficies expresamente diseñadas para servir de pieza conectiva entre dos extremos de superficies diferentes; así por ejemplo, entre dos aberturas, una circular y otra cuadrada; teniendo formas piramidales o cónicas, como se puede apreciar en las figura
Se utilizan en instalaciones de aire acondicionado, calentamiento, fugas de tolvas, escape de gases en grandes instalaciones, etc.
Por su forma piramidal y/o cónica, para extender en el plano el desarrollo de estas piezas, aplicaremos los mismos métodos aplicados a pirámides y conos, incidiendo mayormente en el método de la triangulacion.
50

Calderería
3.3.1. Tolva de bases no paralelas, la mayor cuadrada y la menor circular.
51

Calderería
52

Calderería
3.3.2. Tolva de bases paralelas, la mayor cuadrada y la menor circular.
53

Calderería
54

Calderería
55

Calderería
3.3.3. Tolva de bases paralelas, base mayor circular y base menor cuadrada
56

Calderería
57

Calderería
58

Calderería
3.4. Desarrollos de codos
Son piezas de unión entre dos conexiones, cuyos ejes se hallan en un mismo plano formando un ángulo determinado entre si, pudiéndose ser de dos o mas tramos y ser además cilíndricos ( si su sección recta es un cilindro) o prismáticos ( si su sección es un polígono).
3.4.1 Modelo de desarrollo de un codo cilíndrico
Es aquel cuyos tramos son cilíndricos.
Ejemplo: trazar y desarrollar un codo cilíndrico a 90º, con diámetro de entrada y salida “d1” y radio de la línea axial del codo “R”.
Diseño:
a) Entre dos rectas a 90º, trazamos un arco MN de radio R, y otros dos con radios R1 y R2, de modo que R2 – R1 = d1 (diámetro de entrada y salida del codo). (Figura a).
b) Dividimos el arco en 2(N – 1) partes (N= número de tramos que debe tener el codo); en este caso N = 4 y el arco queda dividido en 6 partes.
c) Trazamos tangentes a cada parte de los arcos, lo que nos darán uniendo dos puntos opuestos de intersección las juntas del codo (figura b).
d) Construimos un semicírculo (figura c), que viene a ser la proyección adyacente de un círculo completo, y lo dividimos en partes iguales, trazando por los puntos de división rectas a modo de generatrices, que coadyuvarán en el desarrollo del codo:
Desarrollo:
a) Se realiza de manera similar a un cilindro recto truncado, teniendo en consideración los datos obtenidos del diseño del codo, tal como se muestra en la figura d –e.
59
Calderería
60

Calderería
61

Calderería
3.4.2 Desarrollo de un codo de 2 piezas.
62

Calderería
63

Calderería
3.4.3 Unión de secciones cilíndrica, que une dos cilindros, de secciones circulares y ejes paralelos
64

Calderería
65

Calderería
3.5. Desarrollo de pantalones
3.5.1 Unión formada por tres tubos de diámetros iguales, cuyos ejes están colocados a 120º
66

Calderería
67

Calderería
3.5.2. Tubo pantalón formado por tres tubos cilíndricos de diámetros iguales
68

Calderería
69

Calderería
70

Calderería
3.5.3 Pantalón de bocas circulares y paralelas entre sí, estando sus ejes en un mismo plano
71

Calderería
72

Calderería
73

Calderería
3.6. Desarrollo de una T recta (tubería)
74

Calderería
75

Calderería
76

Calderería
77

Calderería
78

Calderería
3.7. Desarrollo de una T a 45º (tubería)
79

Calderería
z
80

Calderería
81

Calderería
82

Calderería
83

Calderería
ANEXOS
TRAZADOS FUNDAMENTALES
(a) Trazar a una recta, pasando por un punto determinado, una perpendicular.— Desde el punto o de una recta, marcar ios puntos b, a, ambos a la misma distancia del punto o. Desde a, tomar un radio, sensiblemente mayor a la distancia b - a, y menor a la distancia b-a, el punto c en este caso. Desde a, con radio c-a, marcar un arco superior y otro inferior. Desde 6, con el mismo radio c-a, trazar otro arco superior y otro inferior. Unir los puntos d-e, con una recta y se obtendrá la perpendicular deseada.
(b) A una recta horizontal, trazar una perpendicular.
Primer procedimiento. Desde el extremo o, de la perpendicular. con un radio cualquiera d-o, trazar un arco de circunferencia. Con el mismo radio, desde d. marcar el punto e, y desde e, marcar el punto f. Desde los puntos e, f, con el mismo radio, trazar dos arcos formando el punto g. Unir con una recta los puntos g-o, y obtendremos la perpendicular.
Segundo procedimiento.—. Desde el extremo o de la perpendicular. con un radio cualquiera o-a, trazar desde a. un arco. Con el mismo radio marcar cl punto 5. Unir con una recta los puntos a-b. y prolongarla. Desde 5, también con el mismo radio. marcar cl punto c. Unir c-o con una recta x’ habremos obtenido la perpendicular.
(c) Trazar un arco de 60º. Sobre una recta y con un radio cualquiera o-a, trazar una arco. Con el mismo radio, haciendo centro en a. marcar el punto b. Hacer pasar una recta por b-o, y el ángulo formado será de 60º’ Para formar dos ángulos de 30º trazar la bisectriz a dicho ángulo.
(d) Desde un punto determinado, trazar una perpendicular a una recta.— Desde e. trazar un arco que corte a la recta a-b en los puntos c, d. De estos puntos trazando arcos marcar los puntos e, f Uniendo estos puntos con una recta tendremos la perpendicular o-e.
(e) Dividir una circunferencia en 12 partes iguales. Trazar as perpendiculares g-a, d-j. pasando ambas por el centro de la circunferencia. Desde a, con el mismo radio de la circunferencia , marcar los puntos k, e. Desde d, los puntos f,b. Desde d, los puntos f-b. desde g, los puntos e, i. Desde j, los puntos h, l.
(f) Trazado de una espiral.— Sobre una recta e-f marcar los puntos a-b, de distancia igual a la mitad del paso. Desde a, trazar la semicircunferencia b-c. Desde b, trazar la semicircunferencia c-d. Desde a, trazar d-e. Desde b, trazar e-f, etc.
1

Calderería
2

Calderería
3

Calderería
4

Calderería
CAJITA DE METAL
5

Calderería
6

Calderería
7

Calderería
8

Calderería
9

INDICE
CALDERERÍA
UNIDAD ITRABAJO EN PLANCHAS
1. TRAZADO...........................................................................................................12. CORTE...............................................................................................................33. DOBLADO..........................................................................................................53.1. Esfuerzo y deformación en el proceso de doblado.............................................53.2. Factores a tomar en cuenta en el doblado..........................................................63.2.1. Resistencia de la pieza al curvarla......................................................................63.2.2. Radio de curvatura..............................................................................................73.2.3. Radio de Doblado Mínimo...................................................................................73.2.4. Recuperación elástica en el doblado (retroceso)................................................83.3. Cálculo del desarrollo de chapas dobladas........................................................83.4. Rolado...............................................................................................................123.5. Reforzado de planchas.....................................................................................133.6 Engatillado...........................................................................................................154. GRANETEADO...................................................................................................154.1 La herramienta para granetear.........................................................................154.2. Indicaciones para el trabajo correcto en el graneteado....................................165. EL LIMADO......................................................................................................175.1. Formas de limas................................................................................................175.2. Formas de coger la lima....................................................................................185.3. Técnica de trabajo.............................................................................................185.4. Consideraciones previas al limado...................................................................195.5. Proceso de limado............................................................................................206. ASERRADO......................................................................................................216.1. Partes del arco de sierra manual......................................................................216.2. Perfil de la hoja de sierra..................................................................................226.3. Selección de la hoja de sierra...........................................................................226.4. Indicaciones para el trabajo correcto................................................................237. SOLDADURA POR CAPILARIDAD ................................................................247.1. Soldadura blanda (estañado)............................................................................25
UNIDAD IIDESARROLLOS
1. REPRESENTACIÓN DE VISTAS.....................................................................262. VERDADERA MAGNITUD...............................................................................292.1. Plano auxiliar.....................................................................................................292.2. Giros.................................................................................................................29
1

3. DESARROLLOS...............................................................................................303.1. Método de las rectas paralelas.........................................................................303.1.1. Modelo de desarrollo de un cilindro recto.........................................................313.1.2. Modelo de desarrollo de un cilindro truncado...................................................343.2. Método de las rectas radiales...........................................................................373.2.1. Modelo de desarrollo de una pirámide recta.....................................................383.2.2. Desarrollo de tolva de bocas rectangulares y paralelas....................................403.2.3. Desarrollo de tolva de boca rectangular, cuadrada y paralelas entre sí...........423.2.4. Modelo de desarrollo de un cono recto.............................................................443.2.5. Virola tronco – cónica de eje perpendicular a las bases..................................473.3. Método de la triangulación................................................................................493.3.1. Tolva de bases no paralelas, la mayor cuadrada y la menor circular...............503.3.2. Tolva de bases paralelas, la mayor cuadrada y la menor circular....................523.3.3. Tolva de bases paralelas, base mayor circular y base menor cuadrada..........553.4. Desarrollos de codos........................................................................................583.4.1 Modelo de desarrollo de un codo cilíndrico.......................................................583.5. Desarrollo de pantalones..................................................................................653.5.1 Unión formada por tres tubos de diámetros iguales, cuyos ejes están
colocados a 120º...............................................................................................653.5.2. Tubo pantalón formado por tres tubos cilíndricos de diámetros iguales...........673.5.3 Pantalón de bocas circulares y paralelas entre sí, estando sus ejes en un
mismo plano......................................................................................................703.6. Desarrollo de una T recta (tubería)...................................................................733.7. Desarrollo de una T a 45º (tubería)...................................................................78
ANEXOSTRAZADOS FUNDAMENTALES
.......................................................................................................................................1
2