buenavista del cobre, unidad omimsa - … · web viewfigura 5 comportamiento del reactivo en la...
TRANSCRIPT

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
“USO DEL DEPRESOR ORFOM D8 EN PLANTA DE MOLIBDENO DE CONCENTRADORA I”
Autor: Ing. José Antonio Vences EsparzaMail: [email protected]
XXXII CONVENCION INTERNACIONAL DE MINERIAAIMMGM, A.C.
GUADALAJARA, JALISCO, MEXICOOCTUBRE 2017

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
INDICE
RESUMEN 2
SUMMARY 2
INTRODUCCION 3
DESARROLLO EXPERIMENTAL 4
RESULTADOS 5
RESULTADOS METALÚRGICOS 5
COSTO BENEFICIO 6
CONCLUSIONES 6
FIGURAS 7
TABLAS 12
AGRADECIMIENTOS 13
Concentradora IDesarrollo Tecnológico y Metalurgia Página 1

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
PLANTA DE MOLIBDENO UN PROCESO ECOLOGICO Y AMBIENTAL
RESUMEN:La cercanía de la ciudad de Cananea con la mina Buenavista del Cobre ha sido una
situación ambiental delicada y como los vientos predominantes son del suroeste, la
utilización de los depresores tradicionales, Hidrosulfuro de sodio, Ferrocianuro de
potasio, Sulfato de cobre, reactivo de Nokes, Cianuro de sodio, etc.Propician un
ambiente corrosivo y una atmosfera tóxica para nuestro personal operativo y la
comunidad en general,provocando continuas demandas ante las autoridades locales,
estatales y federales (verFigura 1Error: Reference source not found). Esta situación
nos motivó a buscar un depresor más amigable con el ambiente, que nos proporcionara
una atmosfera limpia y que fuera efectivo y selectivo en el proceso de separación cobre
– molibdeno.Los resultados metalúrgicos a nivel planta nos confirman queel reactivo,
Orfom D8 es un buen depresor de Cobre y Pirita manteniéndonos una calidad
constante (>50%) de nuestro concentrado final de sulfuro de molibdeno.
SUMMARY
The closeness between Cananea and Buenavista del Cobre Mine has been a delicate
environment situation and as the prevailing winds are from the southeastern, the use of
traditional depressants like: Sodium hydrosulfide, Potassium ferrocyanide, Cooper
sulphate, Nokes reagent, Sodium cyanide, etc, conducive to a corrosive environment
and a toxic atmosphere for our operational staff, also to the community, generating
locals, governmental and nationals lawsuits (see Figure 1).
This situation motived us to find a better depressant for the environment, one who can
keep a clean atmosphere and also effective in cooper-molybdenum separation process.
The metallurgical results confirm that this reactive, Orfom D8 is a good depressant for
Cooper and Pyrite, and keep us with a constant quality (>50%) from our final
molybdenum sulfide concentrate.
Concentradora IDesarrollo Tecnológico y Metalurgia Página 2

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
INTRODUCCION
La inminente evolución y el desarrollo de nuevos reactivos para los procesos
metalúrgicos nos lleva a estar en un constante trabajo metalúrgico buscando nuevos
productos que sean selectivos y amigables con el medio ambiente, no olvidando por
supuesto que tengan un costo competitivo y por qué no decirlo, que sean más
económicos que los utilizados tradicionalmente.
Nuestra planta de separación Cu-Mo inicio sus operaciones con un cuadro de reactivos
utilizando Nash como depresor principal y ácido sulfúrico como modificar de pH. Sin
embargo con la presencia de calcosita en el yacimiento la concentración de
calcopirita[1] disminuyo por debajo del 90% viéndonos en la necesidad de utilizar un
esquema dual de depresores, Ferrocianuro de Potasio en flotación primaria y Nash en
circuito de limpias. Además estábamos utilizando nitrógeno en flotación primaria para
reducir la oxidación del Nash y que su efecto depresor fuera más efectivo. Aun así
nuestros consumos eran muy altos tal como se presenta en la Tabla1.
Nuestros operadores utilizaban, mascarilla facial y sensores de ácido sulfhídrico ya que
constantemente nuestro ambiente se veía contaminado con este gas tóxico que se
genera al trabajar a pH menor a 7[2] y que fugaba hasta los límites del pueblo
provocando inconformidad con la población.
Posteriormente se realizó una prueba con el reactivo TKI 300, un poli sulfuró de calcio
que nos ayudó a visualizar el circuito máspráctico y con menos etapas de limpieza. Aun
cuando no obtuvimos los resultados deseados esta nueva familia de reactivos nos
ilustro a que podíamos utilizar otro depresor diferente a los tradicionales.
Posteriormente utilizamos el sulfato de Cobre como depresor en flotación primaria en
conjunto con el Ferrocianuro de potasio (PAS),obteniendo buenos resultados
metalúrgicos, sin embargo el ambiente corrosivo en la planta se manifestó con la
utilización de este reactivo como depresor.
El reactivo Orfom D8en conjunto con el colector de molibdeno, Orfom MCX 275 y el
Metabisulfito de sodio, SMBS forman parte del nuevo esquema de reactivos utilizados
en la planta de separación Cu-Mo.La composición química del depresor Orfom D8no
genera gases perjudiciales a la salud de nuestros operadores y por consiguiente
Concentradora IDesarrollo Tecnológico y Metalurgia Página 3
BUENAVISTA DEL COBRE, UNIDAD OMIMSA
mantenemos un ambiente limpio y libre de gases lo cual es benéfico porque
prácticamente no tenemos ninguna queja del pueblo de Cananea. Además las
dosificaciones tiende a ser menores que los esquemas tradicionales[3]para el proceso
de separación Cu-Mo.
Como podemos observar en la Tabla 2 se ha logrado una disminución del 20.28% en el
consumo de reactivos para la separación Cu-Mo.
DESARROLLO EXPERIMENTAL
Las pruebas metalúrgicas fueron realizadas con pulpa de planta tomada en la descarga
del espesador de Cu-Mo la cual contenía las características fisicoquímicas y
reológicas[4] que procesa la planta de separación Cu-Mo. Las pruebas de flotación
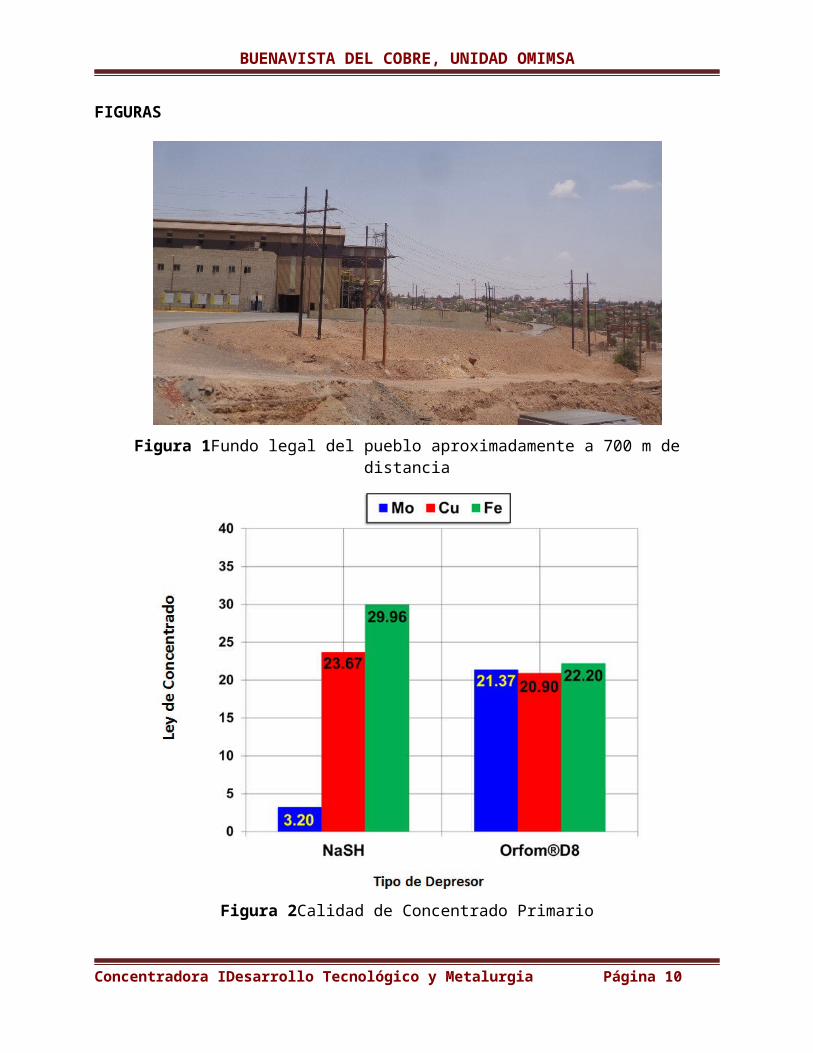
primaria, las cuales pueden verse en la Figura 2, inmediatamente nos dieron la pauta
para poder continuar con la investigación ya que el efecto depresor del reactivo impacto
en la calidad del concentrado primario obtenido, mejoro en más de 18 puntos
porcentuales la ley de Mo, disminuyó en 3 puntos porcentuales el Cu y 7 puntos el Fe.
La tendencia en la mayoría de las pruebas fue la misma, en algunas el efecto depresor
y la selectividad era más notoria.
La recuperación primaria también se vio beneficiada (ver Figura 3) en más de 1.5% aun
cuando el reactivo iniciaba lento en los primeros minutos y posteriormente su cinética
era mucho mejor manteniendo recuperaciones más altas que el reactivo estándar. Este
comportamiento nos ayudó a decidir que este reactivo requería un poco más de
acondicionamiento en el proceso, por tal motivo sugerimos dosificarlo en el atricionador
y/o homogenizadores. El OrfomD8 se adiciona actualmente en el atricionador.
Los resultados metalúrgicos fueron una base fundamental para esta nueva
implementación del reactivo ya que a igual recuperación de molibdeno la calidad del
concentrado era superior. Esta condición nos ayudó a visualizar una zona amplia para
optimizardosificación de reactivo en planta, calidad de concentrado primarioy mejorar la
recuperación primaria de la planta (Figura 4).
RESULTADOS
Concentradora IDesarrollo Tecnológico y Metalurgia Página 4

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
RESULTADOS METALÚRGICOS
En la Figura 5 se colocan los resultados metalúrgicos antes y durante la aplicación de
Orfom D8, la prueba inicio el 18 de marzo del 2017 y después de 2 días de ajuste para
ir desplazando poco a poco el remanente del cuadro de reactivos estándar, los
resultados impactaron inmediatamente ya que se mejoró la calidad del concentrado
final de MoS no bajando de 52% y con tendencia a mantener una calidad superior a
53%, resultados que como se podrá observar no se tenían con el esquema anterior de
reactivos. La recuperación igualmente se vio favorecida en más de 1 punto porcentual.
Así mismo, en la Figura 6, se coloca la ley de colas finales en el proceso bajaron
drásticamente y de una manera consistente producto por el cual nuestra recuperación
ha mejorado.
Como mencionamos en un principio y en base al efecto depresor de este nuevo
esquema de reactivos, nuestro circuito se simplifico grandemente ya que de 8 limpias
de criterio de diseño en estos momentos utilizamos 2 esquemas de 4 limpias: primer
esquema, 1ra limpia, 5ta limpia, 7ma limpia y 8va limpia; segundo esquema, 1ra limpia, 6ta
limpia, 7ma limpia y 8 limpia. Resumiendo utilizamos el 50% de nuestras limpias lo cual
nos da oportunidad de mantener disponibles el resto de las limpias para cualquier
modificación y/o requerimiento adicional del proceso (Figura 7).
Nuestra flotación primaria cambio drásticamente en apariencia física, ya que con las
cabezas bajas que manejamos en la alimentación a la planta que varían en un rango de
0.250 a 0.55% en promedio, se veía siempre cobriza y con pirita. Con el esquema
nuevo de reactivos la flotación nos muestra el efecto depresor del Orfom D8 y la
espuma siempre cargada de molibdeno.
El tener un concentrado primario más limpio,repercute en la calidad de las limpias,
como muestra la Tabla 3, la calidad de los concentrados de la 1ra, 5ta y 7ma limpia.
La producción de concentrado final de MoS se vio también favorecida como se nota en
la Figura 8, en un rango de 25 al 30% ya que aumento en aproximadamente 2
toneladas, esto nos ayuda porque con las cabezas tan bajas que alimentamos a la
planta mantenemos producciones dentro de los niveles requeridos de producción.
Concentradora IDesarrollo Tecnológico y Metalurgia Página 5

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
COSTO BENEFICIO
El análisis económico durante la implementación que presenta la Tabla 4revela un claro
beneficio ya que aun cuando el reactivo es más caro, por las dosificaciones más bajas
utilizadas en la planta tenemos un ahorro de cerca del 30% de los costos. Por tal motivo
ha sido un buen cambio la utilización de este depresor y del nuevo esquema de
reactivos en la planta de molibdeno.
Durante la implementación tenemos el menor costo por contenido de molibdeno
producido, menos de 2 USD/lb de molibdeno contenido lo cual es benéfico para la
empresa y la productividad de la planta de molibdeno.
CONCLUSIONES
El nuevo esquema de reactivos, ayudóen primer lugar, a eliminar las emisiones de
gases de ácido sulfhídrico en la planta y en la comunidad. Incrementarla producción de
molibdeno en la planta, aun con cabezas bajas. Mantener la calidad del concentrado
producido por arriba del 50% de Mo. Disminuir nuestros costos. Y la implementación del
depresor en la planta de molibdeno de Concentradora II. SER LA PRIMER MINA EN EL
MUNDO EN UTILIZAR ORFOM D8 COMO DEPRESOR EN PLANTAS DE
SEPARACION Cu-Mo
Concentradora IDesarrollo Tecnológico y Metalurgia Página 6

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
FIGURAS
Figura 1Fundo legal del pueblo aproximadamente a 700 m de distancia
Figura 2Calidad de Concentrado Primario
Concentradora IDesarrollo Tecnológico y Metalurgia Página 7

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
Figura 3Cinética del reactivo Orfom D8
Figura 4Relación de recuperación vs Calidad de concentrado
Concentradora IDesarrollo Tecnológico y Metalurgia Página 8

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
Figura 5 Comportamiento del reactivo en la planta de separación Cu-Mo
Figura 6Leyes de molibdeno en cola final
Concentradora IDesarrollo Tecnológico y Metalurgia Página 9
BUENAVISTA DEL COBRE, UNIDAD OMIMSA
Figura 7 Circuito modificado (actual) de limpias.
Concentradora IDesarrollo Tecnológico y Metalurgia Página 10

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
Figura 8Apariencia física de la molibdenita en la flotación primaria
Figura 9 Aumento de un 25 a 30% en la producción de molibdeno.
Concentradora IDesarrollo Tecnológico y Metalurgia Página 11

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
TABLAS
Tabla 1. Consumo de depresores desde inicio de operacionesReactivo 2013 2014 2015 2016 2017NaSH 0.0748 0.2281 0.2341 0.1259 0.1261PAS 0.0142 0.0100 0.0184 0.007CuSO4 0.0042 0.0151
Tabla 2. Consumo actual de depresores2017
ORF D8 0.0299MCX 257 0.0021SMBS 0.0028Total 0.0348
Tabla 3. Calidad del concentrado de limpiadoras
Cu Fe Mo Cu Fe Mo Cu Fe Mo18.44 23.21 16.61 11.22 9 32.35 6.04 5.72 42.96
Cu Fe Mo Cu Fe Mo Cu Fe Mo17.54 11.84 21.16 10.03 6.92 36.94 4.68 3.82 47.49NaSH-PASS-CuSO4
Concentrado 2da Limpia Concentrado 5ta Limpia Concentrado 7a Limpia
Esquema Anterior NaSH-PASS-CuSO4
Concentrado 2da Limpia Concentrado 5ta Limpia Concentrado 7a Limpia
Esquema Anterior
Concentradora IDesarrollo Tecnológico y Metalurgia Página 12

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
Tabla 4. Comparativo de costos.
AGRADECIMIENTOS:
1. Buenavista del Cobre unidad OMIMSA.
2. Ing. Gregorio Muro, gerente técnico concentradora I
Mail: [email protected]
3. Ing. Benigno ,senior metallurgical engineer Phillips – Chevron
Mail: [email protected]
4. Ing. Diego Jacobo Martinez, jefe general de planta molibdeno en BVC
Mail: [email protected]
5. Ing. Merari Martinez Antonio, supervisor metalurgista concentradora I.
Mail: [email protected]
6. Ing. David del Cid Urias, jefe de ingeniería de proceso concentradora I.
Mail: [email protected]
7. Ing. Andrea Miranda Martínez, supervisor metalurgista concentradora I.
Mail: [email protected]
Concentradora IDesarrollo Tecnológico y Metalurgia Página 13

BUENAVISTA DEL COBRE, UNIDAD OMIMSA
REFERENCIAS
[1]A. Lopez Valdivieso, J.L. Reyes Bahena, Flotación de calcopirita, pirita y molibdenita en minerales de cobre tipo pórfidos. Universidad Autónoma de San Luis Potosí. p. 6-11.
[2]A. Lopez Valdivieso, J.L. Reyes Bahena, A. López Valdivieso,* I. Madrid Ortega, J. L. Reyes Bahena, A. A. Sánchez López, S. Song. Memoria del XVI Congreso Internacional de Metalurgia Extractiva. p. 226-234.
[3]http://www.danafloat.com/es/mining_ores/copper_molyb. Consultada en Junio de
2017.
[4]M. Valente Possa, J.R. Baptista de Lima, Comportamento reológico de polpas de minério.CETEM Centro de Tecnología Minera.Editoração eletrônica. p.4.
Concentradora IDesarrollo Tecnológico y Metalurgia Página 14