buenas prácticas - · pdf fileponen, a través de este manual, ... de las...
TRANSCRIPT
FUNDACIÓN UNIVERSITARIA DEL ÁREA ANDINA
DE ALIMENTOS
MARÍA VICTORIA ROZO
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOSBOGOTÁ 2005
BUENAS PRÁCTICAS
EN LA MANUFACTURA

2
CONTENIDOCONTENIDO
INTRODUCCIÓN ASPECTOS GENERALES DE LA INDUSTRIA DE ALI-MENTOS EN COLOMBIA
1. BUENAS PRÁCTICAS DE MANUFACTURA
2. NORMAS DEL CONTROL DE CALIDAD DE LOS ALIMENTOS
3. CARACTERÍSTICAS DE UNA FÁBRICA DE ALIMENTOS3.1 El entorno3.2 Las edificaciones e instalaciones3.3 Saneamiento básico 3.3.1 Abastecimiento de agua 3.3.2 Residuos líquidos o aguas residuales 3.3.3 Residuos sólidos 3.3.4 Lavado y desinfección de instalaciones y equipos
3.4 Estructuración y contenido genérico de cada uno de los programas que comprenden el “plan de saneami-ento” 3.4.1 Programa de limpieza y desinfección 3.4.2 Programa de control de vectores 3.4.3 Manejo de residuos sólidos y líquidos
4. CARACTERÍSTICAS DE LOS EQUIPOS Y
Pág.
5
6
7
8
10101012121213
13
16161719
22
4
UTENSILIOS5 EL PERSONAL QUE MANIPULA LOS ALIMENTOS5.1 Capacitación del personal5.2 Programa de capacitación
6 LOS ALIMENTOS6.1 Clasificación de los alimentos6.2 Composición de los alimentos6.3 Fuentes de contaminación de los alimentos6.4 Alteraciones de los alimentos6.5 Enfermedades más comunes producidas por alimen-tos contaminados con agentes biológicos 6.5.1 Infecciones-Zoonosis 6.5.2 Intoxicaciones microbianas6.6 Conservación de los alimentos 6.6.1 Métodos físicos de conservación 6.6.2 Métodos químicos de conservación
7. CONTROL DE CALIDAD7.1 Sistema HACCP7.2 Principios de HACCP7.3 Implementación
ANEXOS
242525
2626272729
293133343537
38394049
52
64

El manipulador de alimentos necesita conocer el proceso de preparación y conservación de alimentos y respetar las exigencias culinarias. gastronómicas, sanitarias y nutritivas que permiten que el alimento llegue al consumidor en las
mejores condiciones de calidad e inocuidad.
Por esta razón y tratando de mejorar el nivel de los profesionales de este sector se ex-ponen, a través de este manual, de forma breve y asequible una serie de conceptos básicos. Muchos de ellos son ya conocidos y respetados, pero otros aportan nuevos conocimientos o, en último término, confirman lo que ya se sabía y se estaba haciendo.
La adecuada manipulación de los alimentos incide directamente sobre la inocuidad del producto y la salud de los consumidores, por ello, el personal que trabaja en el área de alimen-tos, en cualquiera de sus modalidades, tiene ante sí la grave responsabilidad de protegerla, por medio de una manipulación cuidadosa.
Para que esto sea una realidad se deben desarrollar:
Conocimientos en la materia objeto de su trabajo: el manejo y la calidad de los alimen-tos.
Actitudes de conducta personal que beneficien su función: higiene personal y organiza-ción del trabajo.
Sentido de responsabilidad hacia los demás por la importancia del servicio que se presta, en especial aquello que tiene que ver con la satisfacción del cliente.
Este manual tiene también, entre sus objetivos, el de estimular «el buen hacer» de estos profesionales, en un tema de tanta trascendencia sanitaria y social como la alimentación.
INTRODUCCIÓNINTRODUCCIÓN
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
6
Dentro del renglón de las manufacturas, la industria de los alimentos ocupa el primer lugar en importancia en Colombia. Según datos del Departamento Nacional de Estadística de Colombia, DANE,1 en el año 2001, de 6.960 indus-
trias manufactureras, 1.543, o sea el 22%, corresponden al sector de alimentos, produciendo 127.557 empleos, para un 24% del total de 528.022. Estos trabajadores tuvieron unos ingresos de 962.924.000, para un 24% aproximado del total ganado y con una productividad del 32% dentro de todo el sector.
Pero la importancia de este sector dentro de la economía de nuestro país no sólo radica en su aporte a la generación de empleo e ingreso, si no a su papel dentro de la cadena pro-ductiva ya que une al sector agrícola con el sector comercial de servicios.
La participación de los alimentos en la canasta familiar es del 34%, de los cuales los ali-mentos procesados forman un 40%, con una alta tendencia al crecimiento de este porcentaje, debido a los procesos de urbanización del país y a la entrada cada vez mayor de la mujer al mercado laboral, lo cual ha llevado a un cambio de hábitos y costumbres de los hogares, en donde ya no hay tiempo para preparar alimentos que necesiten una elaboración muy demo-rada, si no que se prefieren aquellos que en lo posible se hallen listos para el consumo.
Las razones anteriores hacen que el cumplimiento de normas, como el Decreto 3075/96 emitido por el gobierno nacional a través del Ministerio de Salud, y las internacionales a través del CODEX ALIMENTARIUS , (programa conjunto FAO/OMS), involucradas dentro de las buenas prácticas de manufactura –BPM– se hagan necesarias y que, por lo tanto, el conocimiento de éstas por parte del personal que manipula alimentos sea, cada vez más, un requerimiento indispensable para trabajar en el sector de los alimentos.
ASPECTOS GENERALES DE LA INDUSTRIA DE ALIMENTOS EN COLOMBIA.
ASPECTOS GENERALES DE LA INDUSTRIA DE
ALIMENTOS EN COLOMBIA.
1 DEPARTAMENTO NACIONAL DE ESTADÍSTICA. Caracterización de la Industria en Colombia. Fecha de actualización 2003-04-25. <www.dane.gov.co/30 de junio 2004>

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
A finales de la década de 1960, la Food and Drugs Administration (EE. UU.) publicó varias normas en forma de “Good Manufacturing Practices (GMPs)” o “Buenas Prácticas de Fabricación (BPFs), o Buenas Prácticas de Manufactura (BPM)” y,
tomando en cuenta los códigos de prácticas higiénicas preparados por el Comité de Higiene de los Alimentos de la Comisión del Codex Alimentarius FAO/OMS, se llegó a un conjunto de normas para orientar al fabricante de alimentos.
Las buenas prácticas de fabricación o manufactura (BPM) han sido recomendadas por el Codex Alimentarius y, además, tomadas como normativas por el Ministerio de Salud, en su Decreto 3075/97.
¿Qué son?
De acuerdo a lo establecido en el Decreto 3075/97, son los principios básicos y prácticas generales de higiene en la manipulación, preparación, elaboración, envasado, almacenamiento, transporte y distribución de alimentos para consumo humano, con el objeto de garantizar que los productos se fabriquen en condiciones sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción.
Las BPM deben asegurar que los productos se fabriquen en forma uniforme y controlada, de acuerdo a normas de calidad para el uso de dichos productos, y conforme a las condiciones exigidas para los mismos.
¿Qué incluyen las BPM?
1. BUENAS PRÁCTICAS DE MANUFACTURA1. BUENAS PRÁCTICAS DE
MANUFACTURA
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
8
Tomando como referencia el Códex Alimentarius, el país ha elaborado una serie de normas sobre control de alimentos, a través del Ministerio de Salud y del INVIMA, de las cuales las más aplicables a cualquier tipo de industria son:
Decreto 60/2002. Reglamentación de HACCP en la industria de alimentos.
Decreto 3075/97. Reglamentación para la industria de alimentos, Minsalud. En este decreto”2 se reglamentan las Buenas Prácticas de Manufactura –BPM- para la industria de alimentos en nuestro país y se establecen los mecanismos de vigilancia y control para el cumplimiento de dicha norma.
El Capítulo I del Decreto está dedicado a las condiciones sanitarias de las edificaciones e instalaciones, su diseño, localización y accesos; las instalaciones sanitarias, su abastecimiento de agua, la disposición de residuos líquidos y sólidos; las condiciones específicas de las áreas de proceso, sus pisos, paredes, drenajes, techos, ventanas, puertas, escaleras, estructuras, su iluminación y ventilación.
En el Capítulo II se habla de las condiciones que deben reunir los equipos y utensilios que se utilizan en la industria de alimentos, sus condiciones generales y específicas, y sus condiciones de instalación y funcionamiento.
El Capítulo III está dedicado a los requisitos para los manipuladores de alimentos: su estado de salud; su educación y capacitación; las prácticas higiénicas y medidas de protec-ción que se deben adoptar para la elaboración de los alimentos, entre ellas la limpieza y desinfección de las áreas de trabajo, el uso de dotación que proteja de contaminación los alimentos, los buenos hábitos higiénicos como el lavado de manos y, en general, todas aquellas normas que impidan contaminación causada por los manipuladores en las áreas de procesos de alimentos.
El Capítulo IV habla sobre los requisitos higiénicos de fabricación de los alimentos: las condiciones generales; los requisitos para materias primas e insumos, tanto en su obtención
2. NORMAS DEL CONTROL DE CALIDAD DE LOS 2. NORMAS DEL CONTROL DE CALI-DAD DE LOS ALIMENTOS
2 COLOMBIA. MINISTERIO DE SALUD. Decreto 3075/97. Bogotá. Minsalud: 1998.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
que deben cumplir las operaciones de fabricación, haciendo énfasis en los puntos de control de las operaciones; la prevención de la contaminación cruzada y, finalmente, habla sobre los requisitos que deben cumplir las operaciones de envasado.
El Capítulo V habla sobre el aseguramiento y control de la calidad, definiendo a este úl-timo como: “Todas las operaciones de fabricación, procesamiento, envase, almacenamiento y distribución de los alimentos”, las cuales “deben estar sujetas a los controles de calidad apropiados. Los procedimientos de control deben prevenir los defectos evitables y reducir los defectos naturales o inevitables a niveles tales que no representen riesgo para la salud. Estos controles variarán según el tipo de alimento y las necesidades de la empresa y deberán rechazar todo alimento que no sea apto para el consumo humano”3.
También, este capítulo habla sobre los aspectos mínimos que debe considerar el sistema de control y aseguramiento de la calidad como son: especificaciones sobre materias primas y productos terminados; documentación sobre instalaciones, equipos, procesos y planes de muestreo que se tienen establecidos. Se recomienda aplicar un sistema de aseguramiento de la calidad sanitaria o inocuidad mediante el análisis de peligros y puntos críticos de control.
Igualmente se establece la obligatoriedad de tener acceso a un laboratorio de control de alimentos, el cual puede ser propio o externo, y la necesidad de contar con los servicios de un profesional para el área de calidad o producción, específicamente en fábricas que procesen alimentos de mayor riesgo en salud pública, como son los lácteos, los cárnicos y las conservas.
El Capítulo VI establece aspectos de saneamiento, disponiendo que se debe tener un plan de saneamiento, el cual incluirá como mínimo los siguientes programas:
a. Programa de limpieza y desinfección.b. Programa de desechos sólidos.c. Programa de control de plagas.
Finalmente, el Capítulo VII habla de las condiciones que deben cumplir los procedimientos de almacenamiento, distribución y transporte de alimentos.
Existen, además, otras normas específicas en alimentos que reglamentan las condiciones higiénico-sanitarias que se deben tener en cuenta para el procesamiento, comercialización y distribución de productos, tales como:
• Cárnicos.• Lácteos.• Derivados de la pesca.
Además de normas específicas sobre requisitos que deben cumplir diferentes tipos de productos.
3 Ibíd. Art. 22

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
10
3.1 El entorno
Éste puede llegar a constituirse en un factor externo de contaminación para los alimentos que se producirán en planta, por ello su ubicación es clave, en el sentido que debe estar en lugares en los cuales la contaminación no sea viable, ni por vía
área, por la presencia de fuentes de contaminación como industrias generadoras de emisiones contaminantes, o carreteras de alta circulación de vehículos; ni por vía hídrica por la presencia
3. CARACTERÍSTICAS DE UNA FÁBRICA DE ALIMENTOS3. CARACTERÍSTICAS DE UNA FÁ-
BRICA DE ALIMENTOS
Deben estar diseñadas y construidas de tal manera que se protejan las áreas en las cuales se manipulan, procesan y almacenan los alimentos, para que no se constituyan en una
3.2. Las edificaciones e instalaciones

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
4 Ibid. Art. 9.
fuente interna de contaminación de los alimentos. Es por ello que se deben tener en cuenta las siguientes normas:
• Separación física por lo menos entre las áreas de procesamiento de alimentos y las áreas de servicios (baños, vestier, sitios de disposición de basuras), y oficinas.
• Tamaño adecuado de las diferentes áreas de la planta, para facilitar la operación y mantenimiento de los equipos y la circulación de las materias primas, los productos terminados y el personal.
•Secuencia del proceso y diseño de planta que impida la contaminación cruzada de los alimentos.
•Superficies (techos y pisos), construidos en material higiénico-sanitario: lavable, n o p o r o s o , n o a b s o r b e n t e , a t ó x i c o y r e s i s t e n t e a l t r a b a-
jo para el cual se va a utilizar y, preferiblemente de colores claros.
•Superficies de trabajo (mesones y mesas que entran en contacto con los alimentos), lisas, sin ángulos de difícil acceso y que se mantengan libres de desconches, grietas y ranuras en donde se pueda acumular grasa, polvo y suciedad que propicien la
proliferación de gérmenes y vectores.
•Las puertas deben tener superficie lisa, no absorbente, deben ser resistentes y de suficiente amplitud; en donde se precise, tendrán dispositivos de cierre automático y ajuste hermético. Las aberturas entre las puertas exteriores y los pisos no deben ser mayores de 1 cm. No deben existir puertas de acceso directo desde el exterior a las áreas de elaboración, cuando sea necesario debe utilizarse una puerta de doble servicio. Todas las puertas de las áreas de elaboración deben mantener las condiciones atmosféricas deseadas.4
•Las escaleras, elevadores y estructuras complementarias (como rampas y plataformas), deben estar ubicadas y construidas de manera tal que no causen contaminación o dificultad en el flujo continuo del proceso y la limpieza de la planta. Las estructuras elevadas y los accesorios deben aislarse en donde se requiera y estar diseñados con acabados que prevengan la acumulación de suciedad y minimicen el desarrollo de hongos y mohos.
• Ventilación, bien sea natural o artificial, debe ser la necesaria para garantizar el intercambio de aire requerido para cada tipo de proceso, evitando que el ambi-
ente interno se constituya en un factor que potencialice la acción de microorganismos

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
12
La calidad del saneamiento básico va a determinar el control de fuentes potenciales de contaminación de alimentos como son las aguas residuales y los residuos sólidos, amén de la
Es importante que se conozcan las características de estos residuos, con el fin de comprobar si es necesario tratarlos, por lo cual se debe conocer: volumen, carga contaminante (DBO, DQO, pH, ST), iden-tificación de su origen, contando por lo tanto con cajas de inspección que deben estar convenientemente protegidas contra roedores-plaga. Por otra parte, dentro de la planta esta agua residual debe ser canalizada adecuadamente, para lo cual se debe contar con las rejillas suficientes y con el desnivel del piso que las evacue hacia ellas (por lo menos con una pendiente del 2%).
3.3. Saneamiento básico
3.3.1. Abastecimiento de agua
Debe ser de calidad potable y cumplir los requisitos establecidos para el agua de consumo humano. Pero no sólo se necesita que haya agua potable en una planta de alimentos, sino que se tenga en la cantidad suficiente para el desarrollo de los procesos, tanto de producción como de higienización de la planta. Contándose, además, con tanque de almacenamiento de agua con capacidad para 24 horas de procesamiento, para el caso de que falte el suministro normal por alguna circunstancia.
Este almacenamiento debe hacerse en tanques que garanticen la calidad del agua almacenada, por lo cual deben ser lavados y
3.3.2. Residuos líquidos o aguas residuales

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
Indudablemente la industria de alimentos es una de las grandes generadoras de residuos sólidos. Afortunadamente para el medio ambiente de tipo orgánico, por lo cual su manejo, tanto al interior como al exterior de la fábrica, debe ser muy cuidadoso, dado que éstos se constituyen en el hábitat de vectores indeseables, como cucarachas y moscas, y en el sitio de comida ideal para roedores. Es por ello que se debe conocer muy bien sus volúmenes de producción, tener adecuados recipientes de material sanitario con su correspondiente tapa para su disposición sanitaria, y sitios para su almacenamiento temporal con las características sanitarias necesarias para evitar la proliferación de los vectores.
Políticas de reciclaje: por otra parte, en la planta deben existir políticas de reciclaje y clasificación de todos los residuos sólidos producidos en la planta y en sus áreas conexas,
3.3.3. Residuos sólidos
3.3.4. Lavado y desinfección de instalaciones y equipos
Eliminar suciedad visible: es una etapa importante que consiste en una limpieza preliminar, en que se eliminan la partículas más grandes, bien sea en el piso, con un barrido, o en las piezas de los equipos, por inmersión en agua fría o caliente. La suciedad más persistente puede eliminarse con cepillos o raspado manual. No se deben emplear abrasivos
Lavado con detergentes-limpieza : es la eliminación de los microorganismos y sustancias químicas presentes en la superficie, mediante el fregado, lavado con agua caliente y utilización
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
14
DESINFECCIÓN : es el proceso de destrucción de los microorganismos. Al desinfectante hay que dejarlo actuar por varios minutos para que su acción sea adecuada antes de pasar a la siguiente etapa. Las principales características deseables son:
• Destruir rápidamente los microorganismos. • Estables en presencia de materia orgánica. • No corrosivos ni tóxicos. • Inodoros. • Fácilmente solubles en agua y arrastrables por el enjuague. • Económicos y biodegradables.
CRITERIOS PARA LA SELECCIÓN DE UN LIMPIADOR
• La superficie que se debe limpiar y la naturaleza del mugre.• El procedimiento adecuado, previo y posterior al lavado.• El restregado apropiado para eliminar toda la suciedad.• Temperatura correcta del proceso.• Equipo adecuado.
FACTORES QUE CONTRIBUYEN A UNA MEJOR LIMP-IEZA Y DESINFECCIÓN
1. Concentración: para cada compuesto hay una concentración mínima para hacer una buena limpieza y/o desinfección, y una máxima que no se debe exceder por
razones de seguridad, por lo cual se deben leer las instrucciones de la etiqueta.
2. Tiempo: permaneciendo constantes los otros factores, la efectividad de la limp-ieza y la desinfección, puede aumentar usando más tiempo de contacto entre las su
perficies y el limpiador o desinfectante.
3. Temperatura: aumentar la temperatura tiene los siguientes efectos: • Disminuir enlace entre mugre y superficie, sin embargo ésta no debe pasar de 850C, puesto que aquí empieza la desnaturaliza-ción de las proteínas y se hace más difícil removerlas. • Disminuye la viscosidad y la turbulencia. • Aumenta la velocidad de las reacciones químicas. • La temperatura mínima de limpieza y desinfección debe ser de 50C.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
Clasificación de los desinfectantes
• Compuestos que liberan cloro: el más conocido el hipoclorito de sodio, de muy amplio espectro, pero muy corrosivo de superficies. • Compuestos de amonio cuaternario: son bactericidas muy activos de bacterias grampositivas y tiene efecto residual para estas. Son más caros que los anteriores, pero no son corrosivos y se pueden almacenar mucho tiempo sin que pierdan estabilidad;por ejemplo el Sanit 10. • Compuestos iodóforos: son mezclas solubles de yodo con un surfactante, tienen amplio espectro, son costosos, no son corrosivos, ni irritantes pero tienen un ligero olor y color.
Enjuague: eliminación de detergentes y desinfectantes, por medio de agua limpia y pota-ble. Etapa necesaria para eliminar olores y sabores, y la posibilidad de corrosión de equipos y superficies.
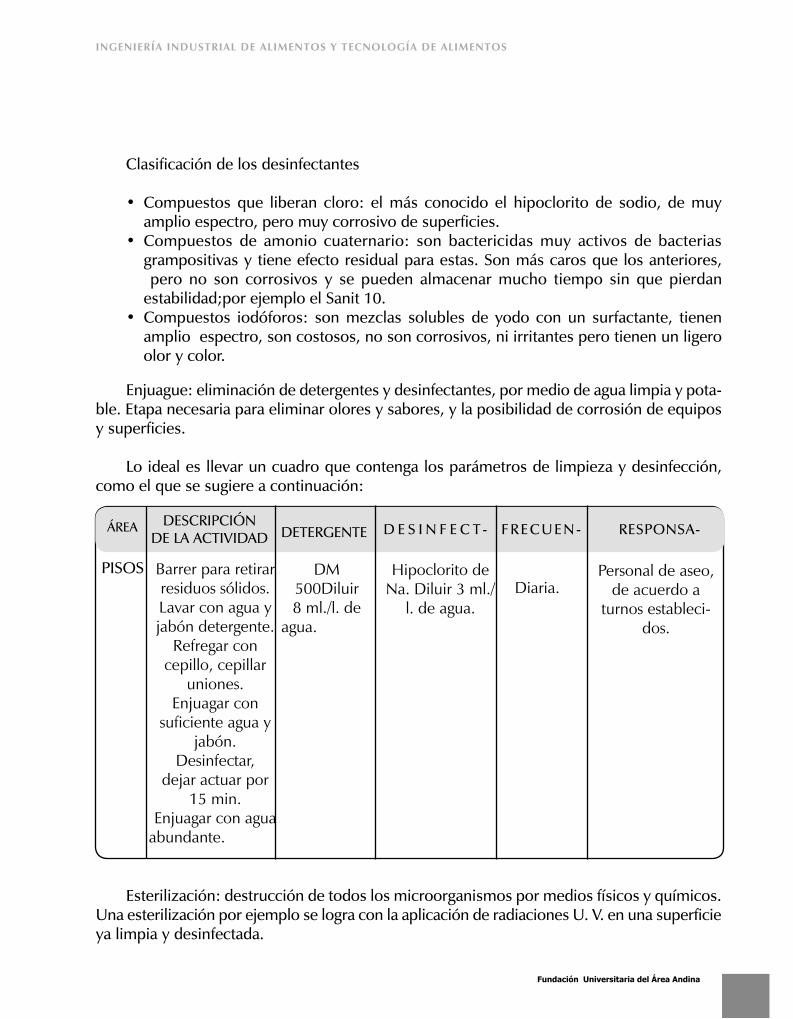
Lo ideal es llevar un cuadro que contenga los parámetros de limpieza y desinfección, como el que se sugiere a continuación:
PISOS
Esterilización: destrucción de todos los microorganismos por medios físicos y químicos. Una esterilización por ejemplo se logra con la aplicación de radiaciones U. V. en una superficie ya limpia y desinfectada.
ÁREA DESCRIPCIÓN DE LA ACTIVIDAD DETERGENTE D E S I N F E C T- FRECUEN- RESPONSA-
Barrer para retirarresiduos sólidos.Lavar con agua y jabón detergente.
Refregar con cepillo, cepillar
uniones.Enjuagar con
suficiente agua yjabón.
Desinfectar, dejar actuar por
15 min.Enjuagar con agua
abundante.
Personal de aseo, de acuerdo a
turnos estableci-dos.
DM 500Diluir 8 ml./l. de
agua.
Hipoclorito de Na. Diluir 3 ml./
l. de agua. Diaria.

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
16
3 . 4 E S T R U C T U R AC I Ó N Y C O N T E N I D O G E N É R I-CO DE CADA UNO DE LOS PROGRAMAS QUE COM-PRENDEN EL “PLAN DE SANEAMIENTO”
3.4.1 Programa de limpieza y desinfección
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
c) Variables del programa: • Naturaleza de la mugre que hay que limpiar.• La composición y las propiedades de los limpiadores, detergentes y desinfectantes
que se van a utilizar.• Instalaciones e infraestructura de la empresa.• Materiales y diseño de los equipos así como de sus capacidades.• Superficie de contacto en los equipos con los alimentos .• Costos.
3.4.2. Programa de control de vectores
El desarrollo, cumplimiento y ejecución de este programa debe ser eminentemente preventivo, y depende, en primera instancia de unas adecuadas condiciones de saneamiento básico: buen manejo de residuos sólidos y líquidos, adecuada limpieza de instalaciones y equipos; pero cuando estas medidas no son suficientes, se deben
a) Componentes del programa:
• Tipo de proceso.• Importancia del programa.• Objetivos del programa.• Marco teórico.• Alcance del programa.• Definiciones.• Procedimientos operativo estandari- zados en planta. • Anexos.• Formatos y registros.• Fichas técnicas.• Tablas de concentración de desinfec- tantes.• Aprobación del programa.
b) Tipos de controles:
Este tipo de control depende en primera instancia de unas adecuadas condiciones de saneamiento básico: buen manejo de resid-uos sólidos y líquidos, adecuada limpieza de instalaciones y equipos, pero cuando estas medidas no son suficientes se deben tener también controles físicos y químicos.
Físicos: pisos que no permitan la pen-etración de roedores, rejillas en los desagües, anjeo en las ventanas y ductos de ventila-ción, trampas, ultra-sonido, adherentes, uso de energía lumínica.
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
18
Biológicos: utilización de depredadores naturales, siempre y cuando estos a su vez no se conviertan en plagas. Se deben conocer muy bien las cadenas de alimentación y su relación
Químicos: utilización de plaguicidas o sustancias químicas aprobados, adecuados para el control del tipo de plagas específicas, estos deben ser manejados con todas las precauciones necesarias. Para ello se deben tener en cuenta los siguientes aspectos:
• Diagnóstico del tipo de plagas existentes en la planta o en sus alrededores: determi- nación de áreas más problemáticas: áreas de manejo de residuos sólidos; áreas ver-
des, por ejemplo.• Determinación del tipo de control que se va a aplicar: físico, químico, biológico,
medidas de saneamiento básico.• En el caso del control químico, determinación de tipos de plaguicidas: fichas toxico- lógicas y áreas en donde se van a utilizar con el programa de dicha aplicación.• Aplicación y control del programa: con monitoreo constante y registros de este
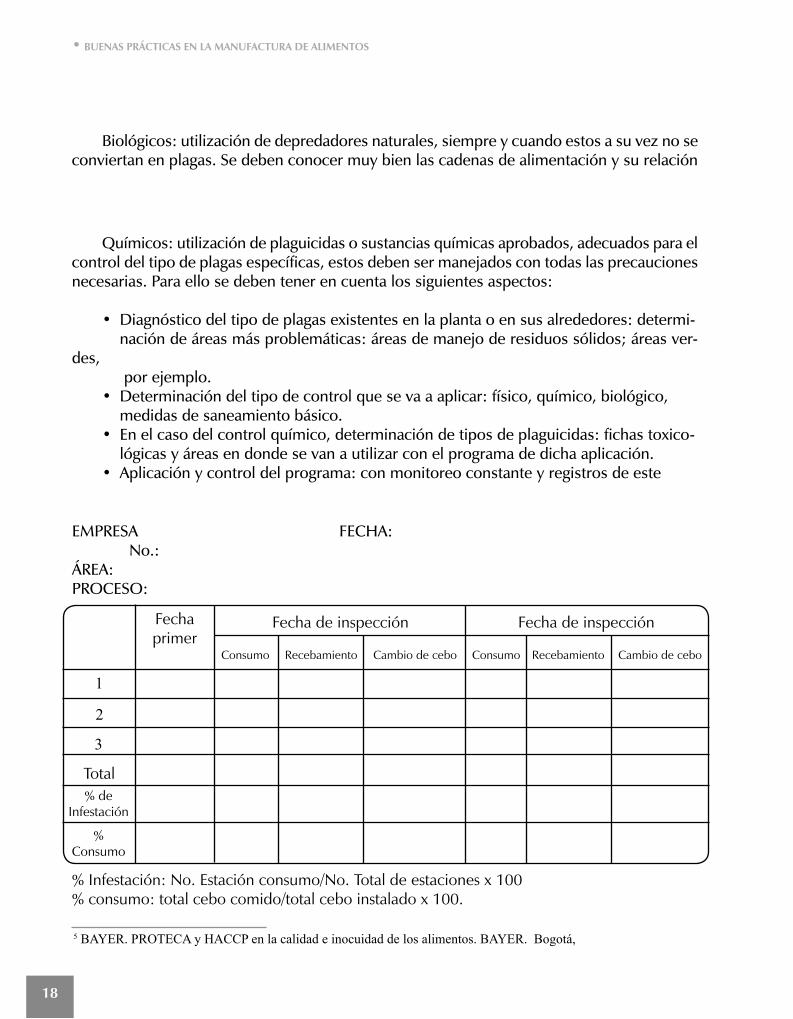
EMPRESA FECHA: No.:
ÁREA:PROCESO:
% Infestación: No. Estación consumo/No. Total de estaciones x 100% consumo: total cebo comido/total cebo instalado x 100.
5 BAYER. PROTECA y HACCP en la calidad e inocuidad de los alimentos. BAYER. Bogotá,
Fecha primer
Fecha de inspección
Consumo Recebamiento
Fecha de inspección
Cambio de cebo Consumo Recebamiento Cambio de cebo
1
2
3
Total% de
Infestación
%Consumo

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
c) Identificación y biología de las plagas: Generalmente se clasifican en artrópodos y roedores.
• Roedores plaga: las ratas y ratones pertenecen a la familia de los múridos, tienen un desarrollado sentido del olfato y se caracterizan porque deben estar royendo continuamente para que no les crezcan los dientes. Son de paladar delicado por lo que perciben cualquier alimento extraño y por su olfato el olor de la manipulación de los rodenticidas por los seres hu-manos. Por eso la precaución de colocar con guantes los rodenticidas. La señal de su presencia son caminos con huellas de su paso y presencia de excrementos. Su organización es de orden jerárquico y tienen un elevado índice de reproducción. Lo ideal es buscar las madrigueras y combatirlas en ellas. Los rodenticidas autorizados en el país son de tipo anticoagulante, los cuales han demostrado su mejor efectividad, aunque la muerte no sea inmediata, porque no es detectable por la inteligencia del roedor y por otra parte, su toxicidad es manejable con buenas medidas de seguridad en su aplicación.
• Artrópodos: como la mosca doméstica, cuyo hábitat más im-portante son los residuos sólidos o basuras; las cucarachas, de las cuales las más conocidas son la cucaracha alemana, la oriental y la americana. Éstas requieren de calor, humedad y disponibilidad, así sea mínima. Requieren de comida, cuando se evidencia su presencia en horas del día es indicativo de altas ingestaciones. Los químicos utilizados para el control de insectos difieren entre sí, si se utilizan para moscas o cucarachas, dado que en estas últimas el plaguicida debe entrar por vía estomacal, ya que la protección del cuerpo no facilita la entrada de insecticidas aéreos, por lo cual se utilizan los de contacto sobre superficie.
3.4.3 Manejo de residuos sólidos y líquidos
Debe existir un programa para el manejo de los residuos sólidos que tenga como objeto su adecuada manipulación y almacenami-ento, tanto como de los residuos orgánicos, así como establecer políticas de reciclaje. De acuerdo a lo establecido por la norma, los residuos sólidos deben ser removidos frecuentemente de las áreas de producción y disponerse de manera que se elimine la gen-
eración de malos olores, el refugio y alimento de animales y plagas y que no contribuya de otra forma al deterioro ambiental. Así mismo, los residuos líquidos provenientes de los procesos industriales deben ser caracteriza-dos y tratados, si es necesario, por parte de la planta.
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
20
a) Programa de manejo de residuos sólidos. Este debe constar de los siguientes numerales:
• Importancia del programa.• Objetivos del programa.• Marco teórico.• Alcance del programa.• Definiciones.• Procedimientos operativos estandarizados en planta.Disposición inicial de los residuos sólidos: incluyendo tanto recipientes como sitios
de almacenamiento de acuerdo a las características de los residuos y a su tiempo de depósito.
• Volúmenes generados por tipo de residuo sólido.Políticas de reciclaje: tanto del papel que sale de las áreas de oficinas como de los
envases, empaques y embalajes que ya no se utilicen.• Capacitación en políticas de reciclaje.• Control y verificación del programa.• Anexos.
Políticas de reciclaje: es importante tener unas políticas claras, sobre todo en lo que se refiere al reciclaje de los envases y empaques, por cuanto este tipo de productos producen un impacto significativo sobre el agua el aire o el suelo. Entendiéndose como impacto signi-ficativo cuando el efecto o es de alta incidencia sobre la salud de las personas, los animales o las plantas o es de tipo irreversible en la recuperación natural del medio afectado. Así, por ejemplo, se tienen datos tales como que de los 2.000 millones de toneladas de desechos generados anualmente por la Unión Europea, 50 millones de toneladas (2,5%) corresponden a envases dentro de los residuos sólidos urbanos. Estos suponen un 30% del peso total y un 50% del volumen del suelo, ocupando grandes espacios en los rellenos sanitarios que se usan para la disposición final de la basura6.
6 www.sica.gov.ec/agronegocios/ sistema%20valor/envase_empaque.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
A nivel de las empresas, con la utilización de la evaluación del ciclo de vida que normaliza la NTC-ISO 14001, norma de administración ambiental de la serie ISO 14.000 sobre gestión ambiental, se puede hacer el diagnóstico del efecto que sobre el medio ambiente, en su pro-ducción, utilización y disposición final, pueden tener los empaques, envases y embalajes, y determinar así las medidas adecuadas para minimizarlo, estableciendo actividades de reciclaje, recolección y reutilización como una política de control ambiental en las empresas.
b) Programa de manejo de residuos líquidos. Éste debe constar de los siguientes nume-rales:
• Importancia del programa.• Objetivos del programa.• Marco teórico.• Alcance del programa.• Definiciones.• Caracterización del agua residual.• Muestreos periódicos de los indicadores de contaminación de aguas residuales, de
acuerdo al tipo de proceso que se realice en la fábrica o establecimiento.• Métodos de control de aguas residuales.• Control y verificación del programa.• Anexos.• Formatos y registros.
Control de aguas residuales
Este tipo de control debe empezar desde la separación de las aguas residuales de la fá-brica o establecimiento y de las aguas residuales domésticas. Sobre todo cuando se manejan grandes volúmenes de aguas en los procesos y estos son de alta contaminación del medio

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
22
Son la infraestructura en la cual o con la cual, se llevan a cabo los procesos técnicos necesarios para una adecuada manipulación de los alimentos. Es por ello que deben estar diseñados y construidos de tal forma que imposibiliten o minimicen los
peligros potenciales y significativos de contaminación de los alimentos; por tanto deben ser construidos en materiales resistentes al lavado y la desinfección, con superficies lisas, atóxicas y no absorbentes.
Todas las superficies de contacto con el alimento deben estar diseñadas, de manera tal que no exista interacción entre éstas o de éstas con el alimento; libres de defectos, grietas, intersticios u otras irregularidades que puedan atrapar partículas de alimentos o microor-ganismos que afecten la calidad sanitaria del producto. Podrán emplearse otras superficies cuando exista una justificación tecnológica específica.
Las superficies de contacto directo con el alimento no deben recubrirse con pinturas u otro tipo de material desprendible que represente un riesgo para la inocuidad del alimento.
Deben ser fácilmente accesibles o desmontables para la limpieza e inspección, y los ángulos internos de las superficies de contacto con el alimento deben poseer una curvatura continua y suave, de manera que puedan limpiarse con facilidad.
Deben estar ubicados en tal forma que los procesos sean continuos, que impidan los cruces o cuellos de botella que puedan conducir a contaminaciones cruzadas de los alimentos.
4. CARACTERÍSTICAS DE LOS EQUIPOS Y UTENSILIOS4. CARACTERÍSTICAS DE LOS EQUI-
POS Y UTENSILIOS

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
Las mesas y mesones empleados en el manejo de alimentos deben tener superficies lisas, con bordes sin aristas, y estar construidas con materiales resistentes, impermeables y lavables.
Las superficies exteriores de los equipos deben estar diseñadas y construidas de manera que faciliten su limpieza y eviten la acumulación de suciedades, microorganismos, plagas u otros agentes contaminantes del alimento.
Finalmente las tuberías empleadas para la conducción de alimentos deben ser de materiales resistentes, inertes, no porosas, impermeables y fácilmente desmontables para su limpieza. Las tuberías fijas se limpiarán y desinfectarán mediante la recirculación de las sustancias previstas para este fin7.
7 COLOMBIA. MINISTERIO DE SALUD. Decreto 3075/97. Bogotá. Minsalud: 1998.
¿Por qué no son aceptables las tablas de madera como superficie para cortar alimentos?
Por la facilidad con que el cuchillo hiere la madera provocándole ranuras donde se acumulan jugos, restos, etcétera, de difícil retirada y muy ricos en gérmenes. La madera absorbe el olor de los alimentos que en ella se cortan, pican o trocean y, en cualquier caso, los nuevos

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
24
5. EL PERSONAL QUE MANIPULA LOS ALIMENTOS5. EL PERSONAL QUE MANIPU-
LA LOS ALIMENTOS
El manipulador de los alimentos se constituye en la principal fuente de contaminación de éstos, bien sea por sus malos hábitos, por ignorancia y por la falta de conciencia en la importancia de que lo que está haciendo puede afectar la inocuidad de los
• Tener una adecuada capacitación en el manejo de alimentos, la cual debe ser con-tinua, permanente y apropiada a las labores que desempeña.
• Poseer un uniforme completo: gorro, tapabocas, overoles o batas, botas y petos en donde sea necesario, de colores claros y en el suficiente número, para que permanezcan limpios.
• Especial cuidado en el lavado, no sólo de manos, sino de todo el cuerpo; porque, inevitablemente, la suciedad de manos,uñas, pelos, ropa, etcétera, en algún momento de la actividad, entra encontacto con el alimento que se prepara o sirve. Por ello, también es importante tener las uñas cortas, sin esmalte y sin joyas.
• Contar con una buena salud. No se puede permitir que trabajen el sector de ali-mentos personas con enfermedades que los contaminen como, por ejemplo, infecciones en la garganta con estafilococos. Por lo cual es importante que la empresa cuente con un buen seguimiento de las incapacidades que se presenten para detectar posibles focos de contaminación.
• Tener buenos hábitos como no hablar ni fumar en los sitios que se manipulan los
alimentos, y usar siempre el tapabocas. La saliva que se produce cuando se habla puede caer sobre los alimentos que se manipulan y contaminarlos.
• Evitar la contaminación cruzada.
¿Por qué es necesario lavar las manos siempre que se haga uso
de los servicios higiénicos?
Porque las heces, orina y secreciones genitales son una fuente importantísima de gérmenes. Al hacer uso del sanitario es muy difícil que las manos no se contaminen, por lo que es necesario lavarlas y desinfectarlas cuidadosamente.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
5.1 CAPACITACIÓN DEL PERSONAL
El personal que manipula alimentos debe tener una capacitación continuada en alimentos que, como mínimo, comprenda los siguientes contenidos:
• Alimentos: generalidades y métodos de conservación.• Procesos propios de la planta.• Saneamiento básico.• Limpieza y desinfección de equipos.• Control de vectores.• Legislación sanitaria existente.• Ecología de la contaminación micro- biana de los alimentos.• Control de calidad.• Enfermedades transmitidas por alimentos, Etas.• Sistemas de calidad HACCP.
5.2 PROGRAMA DE CAPAC-ITACIÓN

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
26
6. LOS ALIMENTOS6. LOS ALIMENTOS¿Qué es un alimento?
Es cualquier sustancia natural o artifi-cial, elaborada o no, que ingerida aporta
6.1 Clasificación de los alimentos
IMPORTANCIA
• Aportan al organismo los mate-riales y energías necesarias para el de-sarrollo de sus procesos biológicos.
• Permiten el crecimiento y el man-tenimiento de la salud y vitalidad nec-
Reguladores: hortalizas, verduras y fru-tas.
Energéticos: cereales y sus derivados (como productos de panadería), tubérculos, azúcares, aceites y grasas.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
6.2 Composición de los alimentos
Azúcares: la principal fuente de energía.
Grasas: triglicéridos, colesterol, aportados principalmente por la yema del huevo, el hígado, los riñones, la manteca, la mantequilla, los embutidos y los productos de repostería.
Proteínas: aportadas por los huevos, la leche, las carnes, los pescados y los cereales, princi-palmente.
Agua: es uno de los componentes importantes sobre todo de frutas, hortalizas y verduras.
Vitaminas; entre otras:
Vitamina A: aportada por alimentos como el hígado, la mantequilla, el huevo, las legum-bres y cereales.
Vitamina D: aportada por pescados y cereales.
Vitamina E: aportada por huevos y cereales.
Vitamina K: aportada por espinacas, acelgas, coliflor.
6.3 Fuentes de contaminación de los alimentos
a) Fuentes internas: instalaciones, tráfico interno, utensilios, equipo nuevo, contaminación cruzada.
b) Fuentes potenciales: ambiente y personas.c) Fuentes externas: aire, agua, clima, obras en construcción, tráfico vehicular, y materias
primas.
Las fuentes externas a la fábrica dependen de la ubicación de la misma.
Las fuentes internas son aquellas que emanan del interior de la fábrica misma y que deben estar sujetas a estrictos programas de control. Aquí tenemos, entre otras, las mismas insta-laciones y equipos, los cuales si no se manejan de una forma adecuada pueden aumentar la presencia de microorganismos (agentes biológicos), ya presentes en los alimentos o aportar
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
28
Estas fuentes, tanto externas como internas, son las que producen la contaminación de los alimentos por la producción de agentes de contaminación de los alimentos, los cuales pueden ser clasificados en químicos, físicos y biológicos.
Agentes biológicos como: microorganismos patógenos (bacterias, virus y hongos), parási-tos (amebas, tenias, insectos, roedores-plagas).
Los animales que padecen enfermedades que se trasmiten al hombre, tales como sal-monellas en las aves y bovinos; tenias en los cerdos; brucelosis en las vacas; leptospirosis
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
6.4 Alteraciones de los alimentos
Un alimento a lo largo de los procesos de manipulación puede alterarse por diferentes causas, de origen:
Físico: desecación de carne, pérdida de vitaminas por acción de la luz en zumos y leche, solidificación del aceite y la miel por el frío, etcétera.
Químico: formación de gases y acidificación por reacciones en latas de conserva, enran-ciamiento de grasas (mantequilla), etc.
Biológico: • Por sus propios fermentos: ablandamiento de carnes, pescados,frutas y verduras, como
proceso natural tras su obtención. • Por organismos microscópicos: bacterias, hongos, etcétera (leche que se corta, pro-
ductos azucarados como mermeladas que “se llenan de hongos”, etcétera). • Por insectos y roedores: gorgojos en las legumbres, larvas (gusanos) en quesos y
jamones, ratas y ratones.
• En la mayoría de los casos, estas causas no actúan separadamente sino combinadas.
• Las alteraciones perjudiciales pueden ser de tal naturaleza, que motiven el rechazo del alimento por haberle modificado las características del producto, hasta llegar a hacerlo rechaz-able y, por consiguiente, que su consumo no se realice ocasionando pérdidas económicas.
6.5 Enfermedades más comunes producidas por alimentos con-taminados con agentes biológicos
Éstas se derivan de la contaminación de los productos por seres microscópicos (gérmenes), capaces de desarrollarse en ellos, multiplicándose muy rápidamente. En la in-mensa mayoría de los casos no se cambia el aspecto ni otras características del alimento, por lo que la alteración no puede reconocerse a simple vista. Los gérmenes son pequeñísimos, tanto que en una gota puede haber millones de ellos. Algunos de estos producen venenos llamados toxinas.
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
30
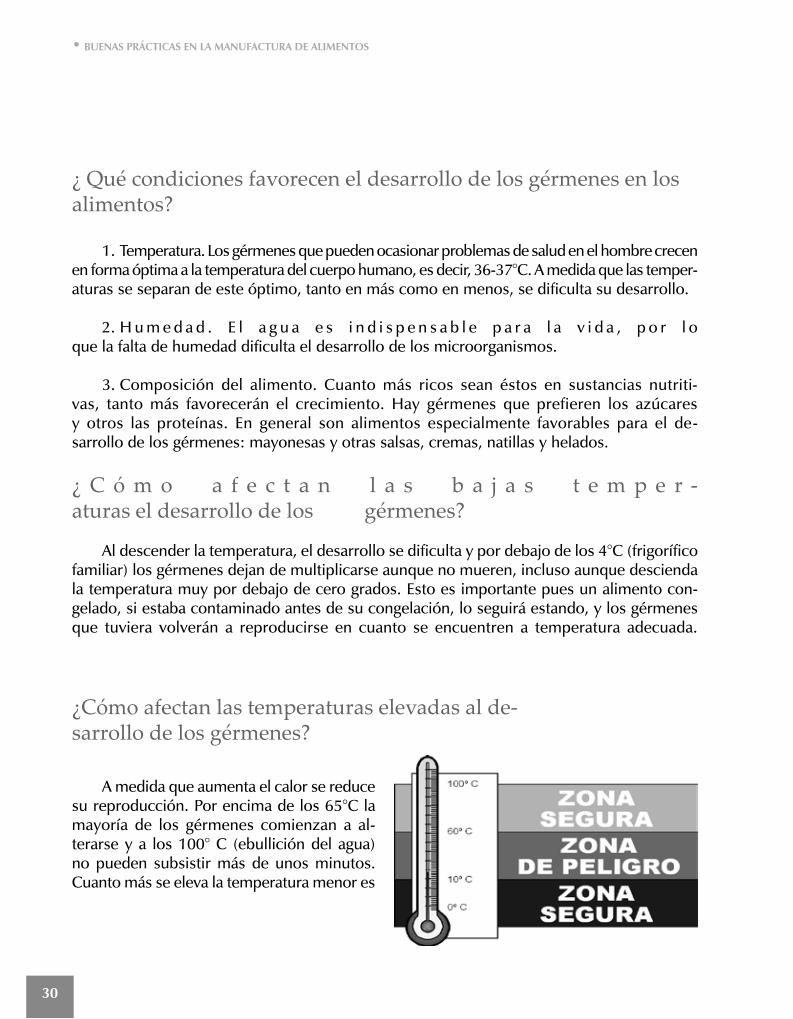
A medida que aumenta el calor se reduce su reproducción. Por encima de los 65°C la mayoría de los gérmenes comienzan a al-terarse y a los 100° C (ebullición del agua) no pueden subsistir más de unos minutos. Cuanto más se eleva la temperatura menor es
¿ Qué condiciones favorecen el desarrollo de los gérmenes en los alimentos?
1. Temperatura. Los gérmenes que pueden ocasionar problemas de salud en el hombre crecen en forma óptima a la temperatura del cuerpo humano, es decir, 36-37°C. A medida que las temper-aturas se separan de este óptimo, tanto en más como en menos, se dificulta su desarrollo.
2. H u m e d a d . E l a g u a e s i n d i s p e n s a b l e p a r a l a v i d a , p o r l o que la falta de humedad dificulta el desarrollo de los microorganismos.
3. Composición del alimento. Cuanto más ricos sean éstos en sustancias nutriti-vas, tanto más favorecerán el crecimiento. Hay gérmenes que prefieren los azúcares y otros las proteínas. En general son alimentos especialmente favorables para el de-sarrollo de los gérmenes: mayonesas y otras salsas, cremas, natillas y helados.
¿ C ó m o a f e c t a n l a s b a j a s t e m p e r -aturas el desarrollo de los gérmenes?
Al descender la temperatura, el desarrollo se dificulta y por debajo de los 4°C (frigorífico familiar) los gérmenes dejan de multiplicarse aunque no mueren, incluso aunque descienda la temperatura muy por debajo de cero grados. Esto es importante pues un alimento con-gelado, si estaba contaminado antes de su congelación, lo seguirá estando, y los gérmenes que tuviera volverán a reproducirse en cuanto se encuentren a temperatura adecuada.
¿Cómo afectan las temperaturas elevadas al de-sarrollo de los gérmenes?

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
¿Cómo influye el tiempo en la multiplicación de los gérmenes?
Es un factor que actúa en combinación con los anteriores. En circunstancias óptimas de humedad y temperatura, y en un alimento adecuado, el número de microorganismos puede aumentar tan rápi-damente que aquel resulte peligroso en muy poco tiempo. Calcu-lando que un germen tarda media hora en dividirse, en doce horas un solo germen puede dar lugar a quince millones de gérmenes. Si después de esta multiplicación se guarda el alimento en sitio fresco, el crecimiento se detiene, pero puede reanudarse si se recalienta simplemente, antes de servirlo. De ahí el riesgo que supone calentar varias veces un mismo plato. Tan importante como evitar la con-taminación de los alimentos es no mantenerlos innecesariamente a
6.5.1 Infecciones-zoonosis
Muchas enfermedades infecciosas se pueden transmitir entre el hombre y los animales vertebrados y reciben por esto el nombre de zoonosis (OMS 1951, del griego zoon =ser vivo, y nosos = enfermedad). En la génesis de estas enfermedades pueden in-tervenir como vehículo los alimentos. Por lo general estas infecciones se manifiestan como enfermedades entéricas presentado, por tan-to, la sintomatología típica de éstas: vómito, diarrea y convulsiones abdominales.
Entre las infecciones más comunes se encuentran las siguientes:
Salmonella: el agente causante es un bacilo gramnegativo, casi siempre móvil. Hay más de 2.000 serotipos diferentes. Su hábitat natural es el intestino de los vertebrados y del hombre, la específica para el hombre es la Salmonella typhi.

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
32
Su incubación es generalmente de 12 a 36 horas y sus síntomas iniciales son dolor de cabeza, malestar, eventuales vómitos, dolores de vientre, comenzado en la porción superior del abdomen, y diarrea.
La gravedad de la enfermedad depende del número de gérmenes ingeridos. Es frecuente que la salmonelosis se cure aparentemente, pero los organismos no son eliminados completamente, y es por ello que el personal que manipula alimentos debe saber si posee latente esta enfermedad.
Escheria coli enteropatógena (EEC): el E. Coli es la más común de las infecciones alimentarias. Su habitat natural es el intestino, tanto del hombre como de la mayoría de las especies animales. El contagio generalmente se realiza por vía hombre-alimento-hombre a través de verduras crudas; pero también a través de otros alimentos preparados como salsas, empanadas, productos de la pesca.
Vibrio cholerae: agente causal del cólera. Es un bacilo gramnega-tivo. La enfermedad usualmente se transmite de persona a persona, pero dadas las condiciones de los países del tercer mundo en donde las condiciones de saneamiento básico no son las adecuadas, se da por el uso de aguas negras bien sea para el riego de los alimentos, o por los pescados obtenidos de ríos altamente contaminados. La en-fermedad se caracteriza por una diarrea casi líquida, la cual si no se atiende a tiempo puede llevar a una descompensación química por deshidratación y a la muerte.
Es una típica infección alimentaria producida por los organismos vivos presentes en los alimentos, bien sea por contaminación prima-ria, por ejemplo: los huevos de aves que tengan la enfermedad, o por contaminación secundaria, cruzada, al recontaminarse un producto como la carne de pollo que ya haya sido procesada. Ésta es una causa muy importante a nivel mundial de las infecciones alimentarias.

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
Estafilococcica: El agente causal de la toxina que produce esta intoxi-cación es el staphilococcus aureus. Lo más común es que se presente por contaminación humana, por manipuladores portadores del gérmen, al toser o manipular los alimentos con las manos contaminadas, (las secreciones nasales y la saliva son la fuente más común). El germen forma concentraciones de toxinas peligrosas para el hombre cuando se multiplica y su formación es posible a temperaturas entre 6.7 – 4.5 G. C. La enterotoxina es muy resistente a las altas temperaturas, incluso la pasterización y las temperaturas de cocción. El plazo medio de incu-bación es de dos a cuatro horas y se destaca por vómitos y diarreas, que pueden llevar a deshidratación.
6.5.2 Intoxicaciones microbianas
En las intoxicaciones por causas microbianas la sustancia nociva es una toxina formada por los microorganismos comúnmente en el alimento contaminado con el microorganismo. Las más conocidas son:
Botulismo: se designa con este nombre a la intoxicación producida por el germen anaerobio esporógeno Clostridiun botulinum presente en el suelo de la tierra y en aguas próximas a la costa. La toxina se produce generalmente en condiciones de anaerobiosis. El germen es termolábil y poco resistente a pH ácidos, por ello los alimentos más sensibles son las carnes, pescados y vegetales, y todo tipo de conserva. La intoxicación se caracteriza por un síndrome neuro-paralítico que cursa frecuentemente con trastornos gastrointestinales y elevada letalidad.
Conservar se utiliza muchas veces como sinónimo de prolon-gación del plazo de utilización. En el caso de los alimentos, este
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
34
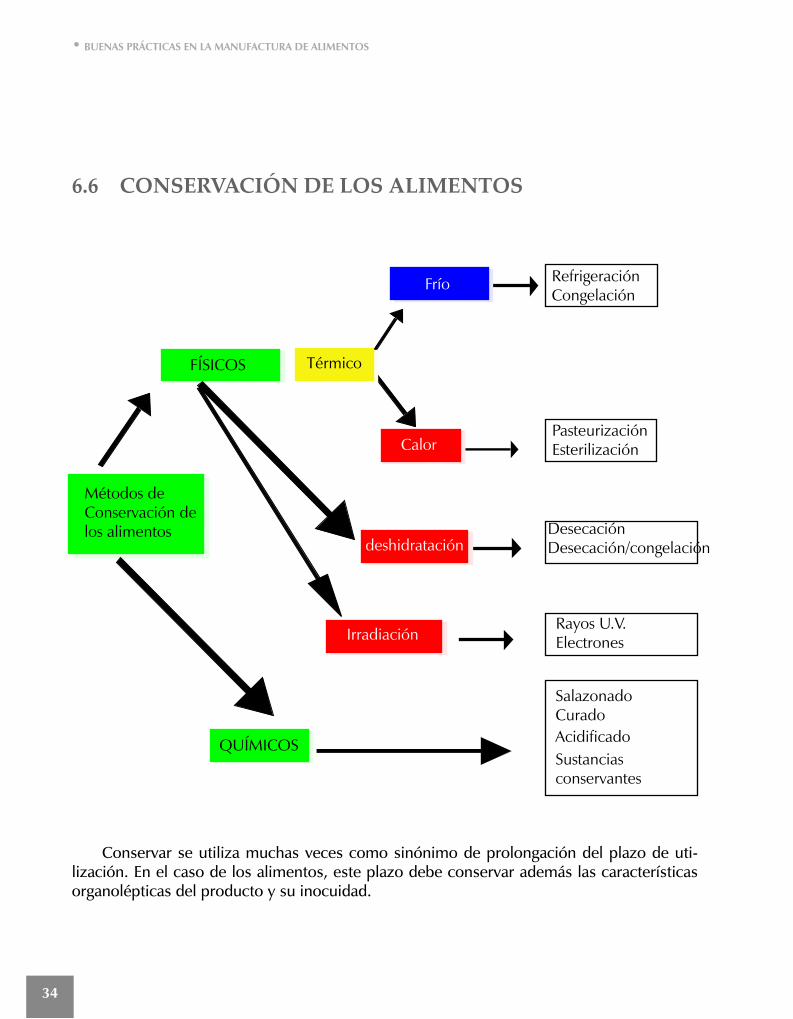
6.6 CONSERVACIÓN DE LOS ALIMENTOS
Sustanciasconservantes
Métodos deConservación de los alimentos
FÍSICOS
Frío
Irradiación
deshidratación
Calor
QUÍMICOS
RefrigeraciónCongelación
PasteurizaciónEsterilización
DesecaciónDesecación/congelación
Rayos U.V.Electrones
SalazonadoCuradoAcidificado
Térmico
Conservar se utiliza muchas veces como sinónimo de prolongación del plazo de uti-lización. En el caso de los alimentos, este plazo debe conservar además las características organolépticas del producto y su inocuidad.

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
6.6.1 Métodos físicos de conservación
a) Métodos térmicos: la temperatura es uno de los factores con gran influencia en el crecimiento de los microorganismos. Con temperaturas bajas se interrumpe su mul-tiplicación y con temperaturas superiores la mayoría de ellos mueren.
Refrigeración y congelación: el frío no mata los microorganismos, sino que inhibe su crecimiento, disminuyendo éste a medida que disminuye la temperatura, para acabar suspendiéndose del todo por debajo de lo que se conoce como “temperatura mínima de crecimiento”. Se debe distinguir entre refrig-eración y congelación ya que ambos métodos
La utilización más sencilla del frío es el contacto directo con el hielo, como se usa en nuestro país para mantener en los puntos de venta el pescado fresco, y es una técnica muy antigua usada desde el imperio romano. El hielo producido industrialmente se machaca y se deposita directamente en las bodegas de los barcos pesqueros.
Lo más utilizado en la industria de alimentos, para conservación por períodos de tiempo determinados, es el almacenamiento refrig-erado o congelado, considerándose este último cuando se manejan temperaturas por debajo de cero grados. Sin embargo, se debe con-siderar que durante el almacenamiento no debe romperse la cadena
• Si el producto que se va a refrigerar o a congelar se halla caliente debe ser llevado a la temperatura deseada lo más rápidamente posible, bien sea empleando corrientes de aire frío o hielo.
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
36
• La temperatura necesaria para la refrigeración o congelación de un alimento, según su tipo, debe ser la del interior del alimento.
• Cuando se almacenan en depósitos, se debe cuidar que se haga dejando los espacios suficientes entre producto y producto, de tal forma que pueda circular el frío entre ellos.
• Generalmente, cuando se habla de almacenamiento congelado las temperaturas ideales son menores de l8 grados centígrados, ya que son éstas las que garantizan por largo tiempo la atenuación de
los procesos microbiológicos y la limitación de la actividad enzimática en el alimento.
• Lo deseable es que los productos que se refrigeran o congelan sean guardados en recipientes de materiales inocuos, bien tapados
y que permitan al interior un buen flujo de frío.
Cocción, pasteurización y esterilización: el calor ha sido utilizado desde la prehistoria tanto para conservar los alimentos, como para darles mejores características organolépticas, pero es solo a partir del siglo diecinueve que la industria está utilizando este método para

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
En la esterilización, el calentamiento se da a temperaturas mayores de 100 grados centígrados, por lo cual se logra, práctica-mente, inactivar microbios y enzimas.
b) Deshidratación: es un método conocido desde la iniciación de la agricultura y ha sido muy usado en cereales; aunque también, en productos animales como el pescado, se ha utilizado a través de los tiempos. Se fundamenta en reducir la actividad hídrica para, al disminuir o eliminar el sustrato acuoso, disminuir también la actividad microbiana. Estos métodos por si solos no matan los microorganis-mos, a menos que el proceso de deshidratación vaya acompañado de otras operaciones; pero los microorganismos se llevan a una fase latente de la cual sólo salen cuando se reintegra el contenido de agua. A nivel industrial hay métodos de deshidratación a presión atmosférica y al vacío; y hay combinaciones de desecación-congelación, que lo-gran además no afectar características organolépticas y nutricionales del producto.
c) Irradiación: utilizando sobretodo radiaciones U. V. Es muy utilizado más que para los alimentos para inactivar microorganismos en los empaques, dado que, para que sea un método efectivo en ali-mentos, se necesita que se haga en capas muy delgadas que permitan la penetración de las radiaciones a todas las partes.
6.6.2 Métodos químicos de conservación
a) Sal común: su efecto conservante se conoce desde la antigüedad, y se debe a que disminuye la actividad hídrica en los alimentos y, por consiguiente, al igual que en la deshidratación, se deja latente la actividad microbiana. A nivel industrial, uno de los

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
38
b) Ahumado: el ahumado de los alimentos les confiere sabor y refuerza su color, a la vez que mejora su capacidad de conservación. La producción de humo, de la forma más sencilla, se logra haciendo arder sin llama y de forma lenta, madera troceada. En el ahumado industrial de productos cárnicos se emplean equipos generadores de humos, que permiten controlar la combustión. Hay ahumado en frío, con temperaturas que están entre los 22oC. y los 28o C; ahumado templado, con temperaturas entre 40 a 600 C, y ahumado en caliente, con temperaturas de, por lo general, entre 60 y 650C. Realizado adecu-adamente tiene una buena acción conservante.
El capítulo quinto del Decreto 3075/97, como ya se dijo, habla sobre el asegurami-ento y control de la calidad, definiendo a este último como: “Todas las operaciones de fabricación, procesamiento, envase, alma-
c) Adición de sustancias conservantes: es muy utilizado en la in-dustria de los alimentos el adicionar sustancias que prolonguen la vida útil del producto y por ello, sobre todo, en conservas y encurtidos; se utilizan sustancias como el vinagre, ácidos sórbico y benzóico, y el propianato de calcio, en productos de panadería. Sin embargo, su utilización debe ser muy cuidadosa y en las cantidades autorizadas, declarando su utilización en las etiquetas.
7. CONTROL DE CALIDAD7. CONTROL DE CALIDAD
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
Por lo cual se debe tener en la planta cualquier sistema de cali-dad que garantice la inocuidad de los alimentos, el cual debe estar documentado. La norma aconseja el sistema de análisis de peligros y puntos críticos de control, como uno de ellos, y es el que a contin-uación se introduce:
7.1 Sistema HACCP
Reseña histórica: inicialmente desarrollado para el control de alimentos de los astronautas de los Estados Unidos, por la Compañía Pillsbury, para la NASA, conjuntamente con la NASA y los laboratorios del ejército, basándose en un diagnóstico de lo que puede ir mal en cada etapa del proceso, antes de entrar a diseñar mecanismos de control.
Su aplicación ha tenido un gran desarrollo en países como Australia, Nueva Zelandia, Tailandia, Dinamarca y en el continente americano en Canadá, Estados Unidos, Colombia, Brasil, Chile, Argentina, Ecuador y Venezuela. Su avance, sobre todo desde la década de los noventa, ha sido más notorio y países como los Estados Unidos y organizaciones como la Unión Europea así como Colombia han expedido reglamentaciones para su implementación en la industria de alimentos.
Por tanto, el sistema HACCP busca los peligros que pueden afectar la seguridad de los alimentos, para establecer mecanismos de control que garanticen la inocuidad de ellos para el consumidor, sobre todo modificando los procedimientos de inspección puntual a un con-
8 Ibíd. Art. 22.
Los procedimientos de control deben prevenir los defectos evitables y reducir los defectos naturales o inevitables a niveles tales que no representen riesgo para la salud. Estos controles variarán según el tipo de alimento y las necesidades de la empresa y deberán rechazar todo alimento que no sea apto para el consumo humano”8.
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
40
Etapa previa a la implementación: antes de proceder a la implementación de un sistema de análisis (sistema de análisis de peligros y puntos de control crítico) lo primero que se debe
1) Diagnóstico del cumplimientos de las BPM (con base en lo establecido en el citado Decreto 3075/97).
2) Elaboración del perfil sanitario.
4) Elaboración de flujos de procesos (ver modelos en anexos).
3) Elaboración del plan de BPM, si este no existe. Cumplidas las BPM en un 95%, se entra a la elaboración del HACCP; análisis de peligros y control de puntos críticos.
5) Elaboración de mapa de riesgos (opcional).
7. 2 Principios del HACCP
1) Elaboración del análisis de peligros y medidas preventivas, identificando riesgos potenciales en el proceso.
2) Identificación de puntos críticos de control: PCC .
5) Aplicación de acciones correctivas cuando se pre-sentandesviaciones a los L. C.
3) Establecimiento de los límites de control: L. C.
4) Establecimiento de actividades de monitoreo para puntos críticos.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
PRINCIPIO 1: elaboración del análisis de peligros y de medidas preventivas en el proceso (ver anexo con matriz de análisis).
El Codex alimentario define seis clases de riesgos en función de:
• El consumidor.• Los ingredientes de la formulación.• La naturaleza de las operaciones involucradas en el proceso de almacenamiento, transporte, producción, distribución y consumo.
PRINCIPIO 2: identificación de puntos críticos de control.
UN PCC ES UN PUNTO ESPECÍFICO O ETAPA DEL PROCESO EN QUE PUEDE SER APLICADO UN CONTROL QUE PREVENGA, ELIMINE O REDUZCA, A NIVELES ACEPTABLES, UN PELIGRO
Por cada riesgo significativo identificado, debe haber uno o más PCC en que el riesgo pueda ser controlado.
Ejemplos de algunos PCC más comunes en procesos de alimentos:
7) Verificación para asegurar que el HACCP funciona correctamente.
• Enfriamiento rápido.• Cocción.• Mantenimiento en caliente.• Pasteurización.• Cloración del agua o del hielo.• Adición de acidulantes.• Adición de sal.• Sellado de envases.• Recalentamiento.
3) Establecimiento de los límites de control: L. C.
6) Establecimiento de sistemas efectivos de registros que documenten el HACCP.

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
42
PRINCIPIO 3: establecer los límites de control (límites críticos de control). Un límite crítico representa los márgenes o rangos utilizados para asegurar que la operación produce alimentos seguros. Cada PCC debe tener uno o más límites críticos para cada peligro significativo. Cuando el proceso se desvía del limite critico se debe tomar una acción correctiva para asegurar la inocuidad de los alimentos.
No es muy práctico fijar un limite microbiológico como límite crítico para un PCC en proceso. Los límites microbiológicos son difíciles de monitorear y las pruebas para determinar desviaciones en los límites críticos pueden tomar varios días, lo que está en contra de la filosofía del análisis de peligros y puntos críticos de control. Los límites microbiológicos son más bien utilizados como una validación
TIPOS DE LÍMITES CRÍTICOS: • Químicos: pH, Aw, sal, cloro, residuos.• Físicos: tiempo, temperatura, humedad, ausencia
de metales o cuerpos extraños. • Organolépticos: color, olor, sabor, textura.• Biológicos: su determinación por lo general no es viable hacerla de forma inmediata, por lo cual no son recomendados para fijar como límites críticos.
PRINCIPIO 4: establecimiento de procedimientos de monitoreo para puntos críticos.
Propósito:
• Garantizar la vigilancia de los PCC en el proceso.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
¿Qué se monitorea?
• Características del producto y del proceso. Por ejemplo: temperatura de almacenami-ento o del producto; medida del pH de un ingrediente acidificante cuando sea crítico para el proceso o el producto; velocidad de la línea de producción; tiempo de cocción, temperatura de cocción; número de insectos capturados, señales de presencia de plagas, peso.
• Verificación de las medidas preventivas en los PCC. Por ejemplo: exigencia de certifi-cados sanitarios.
¿Cómo se monitorea?
Cómo son monitoreados los L. C. y las medidas preventivas? Se debe diseñar el moni-toreo de tal forma que se puedan obtener resultados rápidos. No hay tiempo para pruebas analíticas extensas y demoradas, dado que las fallas en los límites críticos deben llevar a una acción correctiva inmediata. Los métodos preferidos son los químicos y físicos de pruebas rápidas con equipos tales como: termómetros e higrómetros, debidamente calibrados, relojes, medidores de pH, trampas y cebos, entre otros.
¿Cuándo se monitorea?
Continuo, discontinuo (frecuencia). Cuando sea posible, el monitoreo debe ser continuo. Deben observarse los registros continuamente, dado que un equipo de monitoreo no controla por si solo un L.C. Cuando no sea posible hacer monitoreo continuo, la frecuencia del moni-toreo debe estar determinada por el conocimiento histórico del producto y del proceso.
• Detectar rápidamente una pérdida de control en un punto crítico (desviaciones), de manera simple, mediante un rápido resultado.• Identificar tendencias en los límites críticos.• Proporcionar la información con oportunidad para su uso proactivo en la toma de decisiones.• Servir de base para la auditoría y control del sistema.• Seguir procesos de operación.

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
44
Dónde se monitorea?
DEPENDIENDO DE EN DÓNDE ESTÁ IDENTIFICADO EL PCC.
¿Quién monitorea?
El monitoreo ideal: • Que sea continuo.• Que mida el 100% de los eventos.• Que entregue un resultado rápido.• Que sea fácil de ejecutar.• Que en lo posible sea automatizado.• Que sea estadísticamente válido.
PRINCIPIO 5: aplicación de acciones correctivas cuando hay desviación de los límites críticos de control.
Una acción correctiva es el procedimiento a seguir cuando ocurre una desviación o un fallo en el cumplimiento de un límite crítico. Estas acciones deben quedar previamente esta-blecidas para cada PCC y deben ser documentadas.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
1) Ajustar el proceso para mantener y prevenir desviaciones en un P.C.C. Determinar acciones a realizar después de la desviación de un P.C.C. (acciones preventivas).
2) Determinar acciones a realizar después de la desviación de un P.C.C. (no conformidad, entonces, correcciones y acciones correctivas).
3) Determinar la causa de las desviaciones.
4) Determinar el procedimiento a seguir con el producto no conforme.
Entre las opciones para las acciones correctivas encontramos:
• Aislar y retener el producto para evaluar su inocuidad.• Desviar el producto o los ingredientes afectados a otra línea en donde la desviación
no se considere crítica.• Reprocesar.• Rechazar la materia prima.• Destruir el producto.• Poner en cuarentena en un área especial.
La acción correctiva debe estar documentada. La toma de una acción correctiva involucra cuatro actividades:
• Ajustar el proceso para regresarlo a control. • Evaluar el peligro o el daño de los productos que se han
desviado de los límites de control y tomar disposiciones sobre ellos: reproceso, destrucción, utilización para otros procesos, cuarentena.
• Tomar las precauciones necesarias para evitar que el proceso se vuelva a salir de control.
• Registrar e informar a quien corresponda.
Objetivos:

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
46
Para una mejor compresión ver en los anexos la matriz sobre fijación de límites críticos para algunos tipos de productos.
PRINCIPIO 6: establecimiento de sistemas efectivos de registro, que documenten el plan HACCP.
Los registros precisos y exactos son parte esencial de un pro-grama HACCP. Estos evidencian que se han cumplido los límites críticos o que, en su defecto, se han tomado las acciones correctivas adecuadas cuando se han presentado desviaciones de éstos.
BENEFICIOS:
• Evidenciar el control de los PCC.• Permitir el seguimiento retrospectivo y prospectivo del proceso
y del alimento.• Constituir prueba en caso de demandas.• Facilitar la verificación del plan HACCP.
DOCUMENTOS:
1) De soporte del HACCP: • Diagnóstico situacional. • Plan. • Listado del equipo. • Resumen de todas las etapas del plan o planes complementarios.
Ejemplo de B. P. M: • Introducción. • Generalidades de la empresa. • Proceso, diagrama PHVA.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
• Instalaciones. • Concepto sanitario de autoridad competente. • Materias primas e ingredientes (fichas técnicas). • Certificación de proveedores. • Productos. Fichas técnicas. • Registro de los productos, cuando sea necesario. • Equipos. • Prácticas higiénicas. • Saneamiento básico. • Control de plagas y roedores. • Capacitación. • Control de calidad. • Análisis de costos de calidad.
2) Registros de monitoreo de los procesos: • Título. • Nombre de la empresa. • Fecha y hora. • Identificación del producto. • Observaciones y medidas tomadas. • Límites críticos. • Métodos y equipos utilizados. • Firma del responsable. • Firma del supervisor. • Fecha de revisión.
3) Control de materiales y empaques:
• Registro de empaques y etiquetas. • Registro que indique que los empaques se adecúan con las especifica-
ciones sobre hermeticidad y sellado. • Control del estado sanitario: presencia o no de insectos-vectores y
roedores plaga.
4) Control de almacenamiento y distribución:
• Registros de temperatura. • Registros que indiquen que no se almacenan productos fuera de fechas
de vencimiento. • Registros de inspecciones de instalaciones, equipos y vehículos.
5) Registro de acciones correctivas.

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
48
6) Registros de verificación:
• Modificación del plan HACCP. • Registros de auditorías. • Verificación de calibración de equipos. • Resultados de laboratorio. • Resultados de evaluaciones.
PRINCIPIO 7: verificación para asegurar que el HACCP funciona correctamente. Procedimientos:
• Revisión del plan HACCP.• Revisión de la conformidad con los P.C.C. establecidos.• Confirmación de que los procedimientos de tratamientos de
las desviaciones (acciones correctivas), están de acuerdo con lo establecido.
• Verificación de registros.• Inspección visual de las operaciones del proceso.• Registros de verificación.
Herramientas:
• Auditorías internas.• Calibración de equipos de medición y verificación de éstos
registros.• Análisis de laboratorio.
Validación:
Comprobación de la eficacia del sistema con evidencias objetivas, a través de soportes. A través de auditorías de segunda parte. La validación es un componente especial de la veri-ficación y requiere constatación de que el plan HACCP, si está formulado efectivamente y es suficiente para controlar los peligros que afectan la inocuidad del producto. Su propósito es proveer evidencias objetivas de que todos los elementos esenciales del plan tienen bases científicas y representan un enfoque válido para controlar los peligros. Esta validación se puede hacer a través de la opinión de expertos o de pruebas de observación en planta, utilizando como herramienta las auditorias internas, las cuales deben ser documentadas y planificadas

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
con la suficiente frecuencia que tenga en cuenta la variabilidad de los procesos y de los productos. Se aconseja como mínimo una se-mestral.
7.3 Implementación
1. Decisión gerencial: sin ésta, es imposible implementarlo, ya que el desarrollo del plan implica asignación de recursos humanos y financieros, que dependen de esta instancia.
2. Organigrama e identificación de la empresa: ubicando claramente la Dirección o Departamento de Aseguramiento de Calidad.
3. Definición de políticas y objetivos de calidad: teniendo en cuenta para estos tanto la naturaleza de la empresa como la legislación existente, los consumidores y clientes. Los objetivos deben ser medibles.

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
50
4. Conformación del equipo HACCP: el equipo debe tener las habilidades y compe-tencias requeridas para el desarrollo del plan. El éxito de la implemen-
tación va a depender de este recurso, por lo cual no se deben ahorrar gastos para su selección y capacitación. Debe tener un líder o director del proyecto que dará la línea para la implementación. Este director, bien sea interno o exter-
no debe tener una amplia experiencia en el desarrollo del HACCP. El número de integrantes del equipo depende del tamaño de la empresa, del número de empleados y del número de procesos en los cuales se va a implementar el plan.
5. Capacitación del equipo: es indispensable que todo el equipo sea capa- citado tanto en normas de calidad y sistemas de calidad, como en la plan HACCP, propiamente dicho. Este equipo debe, ya capacitado, asumir el liderazgo en la implementación y divulgación del plan a todos los involucrados en los procesos objetos de éste.
6. D e s c r i p c i ó n d e l p r o d u c t o : c o n l a f i c h a t é c n i-ca de éste, la cual debe contener como mínimo:
• Composición: ingredientes, micro y macro nutrientes.
• Características fisicoquímicas. • Características organolépticas del producto. • Características microbiológicas. • Identificación y procedencia del producto o materia prima.
• Normas sobre el producto. • Principales peligros biológicos. • Presentación comercial. • Instrucciones de manejo y forma de consumo. • Características de los envases, empaques y etiquetas. • Vida útil del producto. • Condiciones de almacenamiento y conservación. • Consumidores potenciales. • Sistemas de distribución.
7. Cronograma de actividades: ubicando en el tiempo cada una de las etapas de desarrollo del plan, incluyendo además la parte de la di-fusión del plan, su verificación, sus ajustes y su certificación oficial.
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
8. Diagrama de flujo del proceso o procesos que se van a incluir en el plan: es fundamental para el desarrollo del plan, ya que en éste se determinan los PCC y
los LC, así como las medidas preventivas y las acciones correctivas a tomar.
9. Revisión del manual de buenas prácticas de manufactura: que ya debe estar elaborado y funcionando.
10. Fase de implementación propiamente dicha: se recomienda empezar con un p r o c e s o p i l o t o p a r a l a i m p l e m e n t a c i ó n , c o n e l o b-
jeto de poder analizar errores y reajustar el plan.
11. Reajuste del plan: si se hace necesario por fallas observadas en el proceso de implementación.
12. Auditoría del plan.
13. Certificación del plan por autoridad competente: la entidad autorizada es el Invima.

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
52
FLUJOGRAMA PARA LA PRODUCCIÓN DE UN EMBUTIDOCHORIZO
ANEXOSANEXOS
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
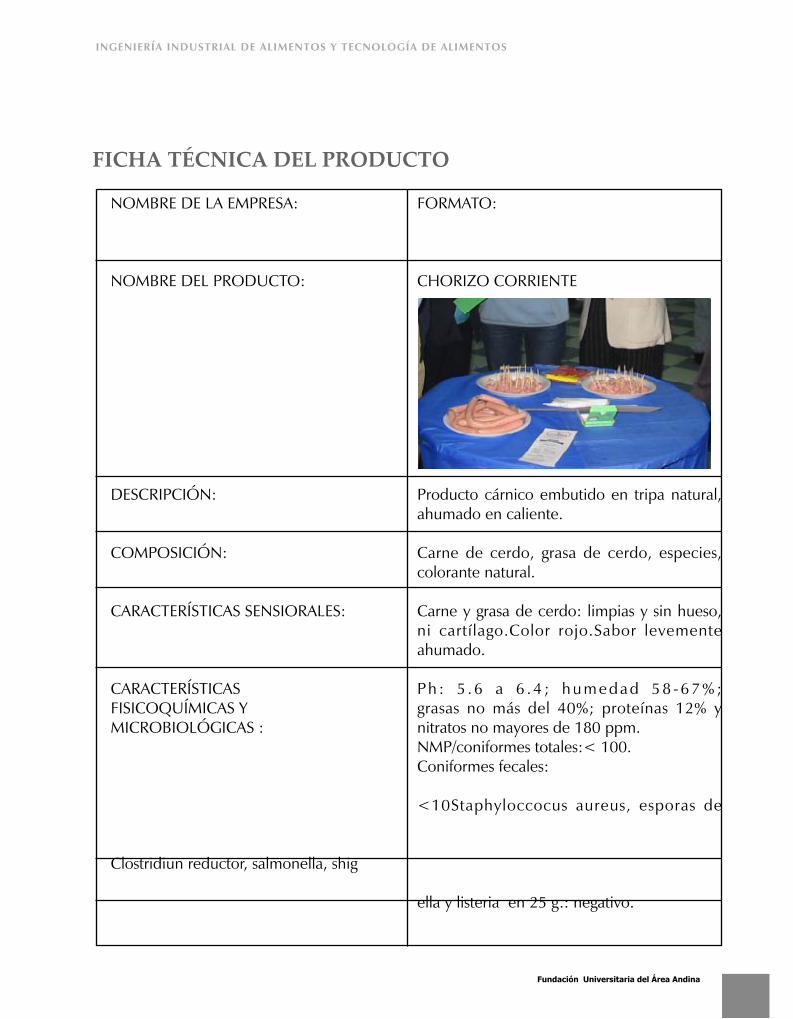
FICHA TÉCNICA DEL PRODUCTO
NOMBRE DE LA EMPRESA: FORMATO:
NOMBRE DEL PRODUCTO: CHORIZO CORRIENTE
DESCRIPCIÓN: Producto cárnico embutido en tripa natural, ahumado en caliente.
COMPOSICIÓN: Carne de cerdo, grasa de cerdo, especies, colorante natural.
CARACTERÍSTICAS SENSIORALES: Carne y grasa de cerdo: limpias y sin hueso, ni cartílago.Color rojo.Sabor levemente ahumado.
CARACTERÍSTICAS Ph : 5 .6 a 6 .4 ; humedad 58 -67%; FISICOQUÍMICAS Y grasas no más del 40%; proteínas 12% yMICROBIOLÓGICAS : nitratos no mayores de 180 ppm. NMP/coniformes totales:< 100. Coniformes fecales: <10Staphyloccocus aureus, esporas de Clostridiun reductor, salmonella, shig ella y listeria en 25 g.: negativo.

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
54
Empaque etiquetado y presentaciones. Empaque al vacío en presentaciones de 250 a 500 gms.
Condiciones de almacenamiento
MATRIZ No. 1 PARA ANÁLISIS DE PELIGROSProceso: Producción de chorizo corriente.
Control de temperatura de la carne y tiempo de
molido.Limpieza del
equipo.
ETAPA DELPROCESO
Identificaciónde n peligrospotenciales
Fuente deriesgos
Significancia* Medidaspreventivas
P.C.C
Recepciónde carnes.
Biológicos. Procedencia dela carne.
Recontaminación.
SI
SI
SI
SI SI
SI
SI
NO
NO
NO
NO
NONO
NO
Selección deproveedores.
Disminuirrecontaminación.
Físicos.
Químicos.
Presencia dehuesos y otrosfragmentos.
Ficha técnica.
Selección yLimpieza.
Biológicos.Temperatura del
ambiente y tiempode
recontaminación.
Control detiempo y
temperatura.Químicos yfísicos.
PesajeBiológicos,químicos y
físicos.
Molida. Biológicos, Temperatura.Recontaminacióncon equipo sucio.
químicos yfísicos.

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
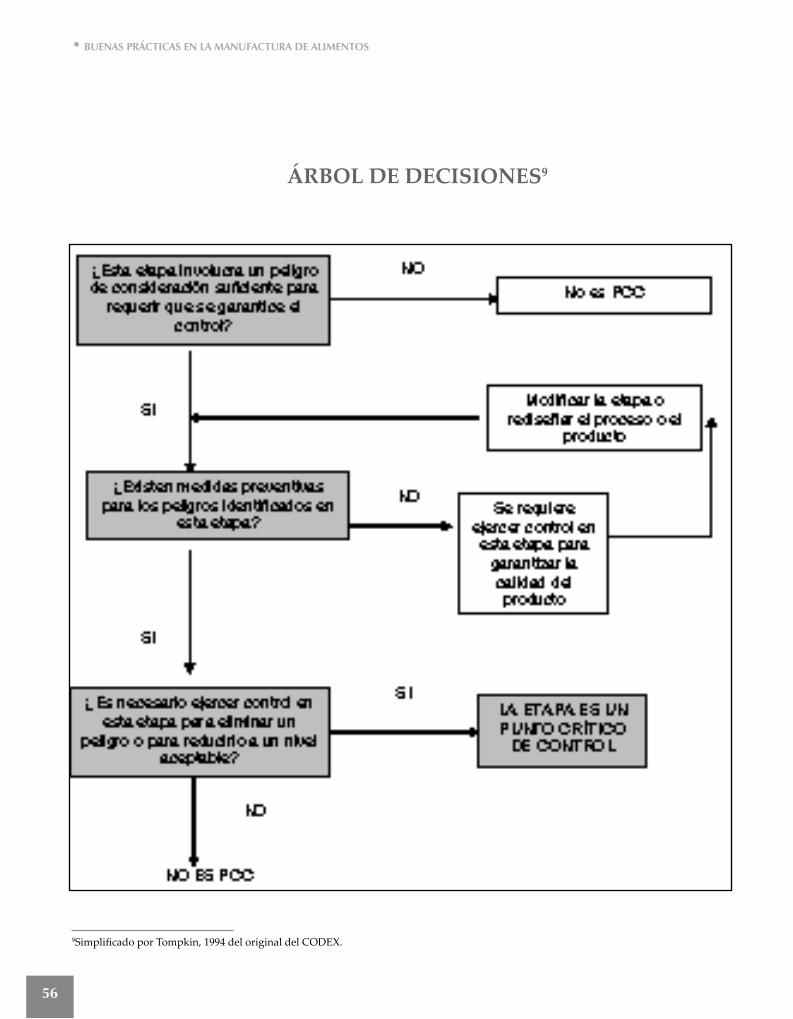
DETERMINADA POR EL ÁRBOL DE DECISIONES QUE SE DESCRIBE A CONTINUACIÓN.
SI
SI
NO
NO
NO
NO
NO
NO
NO
NO
NO
NO
NO
NONO
NO
NO
NOExceso denitratos.
NO
NO
NO
Control detiempo y
temperatura.
SI
SI
SI Protección de los productos.
Mezclado.
Reposo.
Embutido/ torsión.
Oreo.
Empaque/ pesaje.
Despacho.
Cocción/ ahumado.
Biológicos,químicos y
físicos.
Biológicos,químicos y
físicos.
Biológicos,químicos y
físicos.
Biológicos,químicos y
físicos.
Biológicos,
físicos yquímicos.
Físicos,químicos ybiológicos.
Físicos,químicos ybiológicos.
Control dedosificación de
aditivos.
Temperaturay tiempo.
NO
Recontaminaciónpor plagas
o ambiente.
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
56
ÁRBOL DE DECISIONES9
9Simplificado por Tompkin, 1994 del original del CODEX.

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
MATRIZ No. - 2 - CONTROL DE P. C. C.
P.C.C. Peligro. Límite crítico. Monitoreo. Acciones Registro. Control. correctivas.
¿Qué? ¿Cómo? ¿Cuándo? ¿Quién?
Biológico.
Físico.
Existencia de certificado sanitario.
Temperatura de recepción:
0-7oC.
Libre de huesos, fragmentos, etc.
Canastillacon
carne.
VisualTermó-metro.
A la recepción.
Operario. Rechazo.
Retirar fragmentos.
Revisión de:Registro.
Certificados.
Selección/ limpieza.
Biológico. Temp: 0-70C. Mesas. Termóme- En proceso. Operario. tro.
Biológico.
Mezclado. Químico. Ver norma. Mezclador. Balanza. En proceso. Operario. Reproceso.
Biológico.Molida. Temp. 0-70CTiempo:
Molino. En proceso. Operario.Termóme-tro.
Cronóme-tros.
Revisión. Registro.Revisión.Termóme-
tros.
Revisión. Registro.Revisión.Termóme-
tros.
Revisión de registros.
Calibración de balanza.
Cocción/ahumado.
Tiempo: 2 hras.Temp: /00
al centro de la masa POR 15
Min.
Horno. Termóme-tro
Reloj.
En proceso. Operario.
Revisión de registros.
Control de termómetro y cronómetro.Reproceso
Elaboración de chorizo
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
58
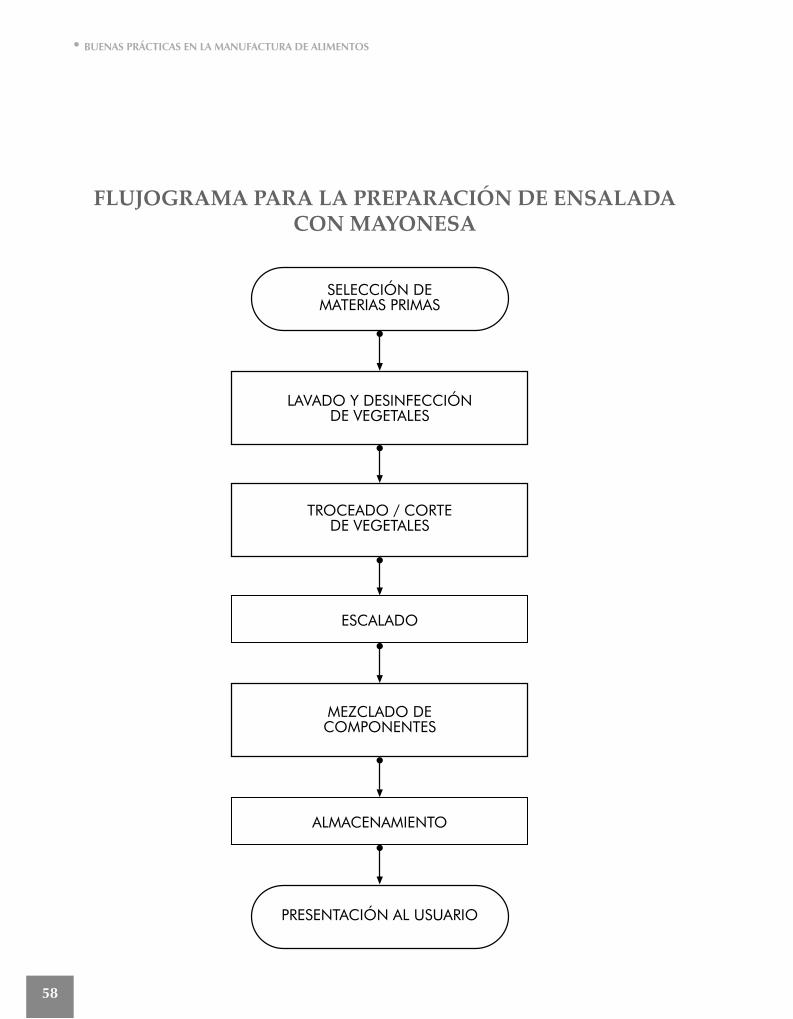
FLUJOGRAMA PARA LA PREPARACIÓN DE ENSALADA CON MAYONESA
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
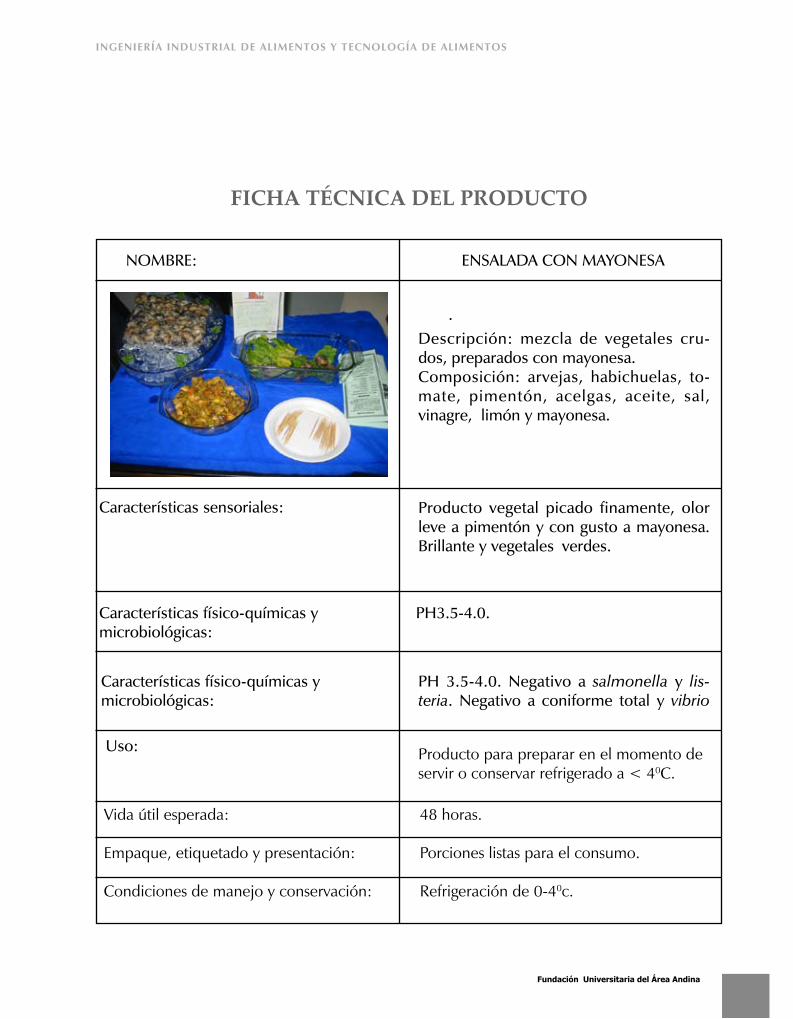
FICHA TÉCNICA DEL PRODUCTO
NOMBRE: ENSALADA CON MAYONESA
.
Características sensoriales:
Características físico-químicas y PH3.5-4.0.microbiológicas:
PH 3.5-4.0. Negativo a salmonella y lis-teria. Negativo a coniforme total y vibrio
Uso: Producto para preparar en el momento de servir o conservar refrigerado a < 40C.
Vida útil esperada: 48 horas.
Empaque, etiquetado y presentación: Porciones listas para el consumo.
Condiciones de manejo y conservación: Refrigeración de 0-40c.
Producto vegetal picado finamente, olor leve a pimentón y con gusto a mayonesa. Brillante y vegetales verdes.
Descripción: mezcla de vegetales cru-dos, preparados con mayonesa. Composición: arvejas, habichuelas, to-mate, pimentón, acelgas, aceite, sal, vinagre, limón y mayonesa.
Características físico-químicas ymicrobiológicas:

• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
60
MATRIZ No. 1 - ANÁLISIS DE PELIGROS
Proceso: Preparación de ensalada con mayonesa, lista para el consumo.
Etapa del proceso PeligroPotencial
Significan-Fuente del riesgo
Medidas pre-ventivas
Es P.C.C.
Selección de materias pri-
mas.
Biológico,
químico y
físico.
Aguas negras, suelo.
Residuos de plaguicidas.
NO
SI Selección de proveedores.
Lavada y desin-fección.
SI
Troceado/Corte.
Biológico,
físico y químico.
Manipu-lación.
Utensilios
SI
NO
Disminuir ma-nipulación.
Capacitación.Lavado de utensilios.
SI
Lavado/Desinfección.
Biológico.
Químico.
Manipulación.Ambiente.
Residuos de desinfectante
SI
SI
B.P.M.Concentración adecuada del desinfectante.
Biológico:
Físico y químico.
Escaldado. Ambiente. Temperatura y tiempo adecua-
do.
SI
SI
NO
NO

INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
SIMezcla. Biológico:
Químico y físico.
Equipossucios.
Lavado y des-infección de
equipo.
Almacenamiento. Biológico,
físico y químico.
Temp. del medio
ambiente.
SI Control de temperatura y
tiempo.
SI Capacitación al manipulador.
NO
NO
Presentaciónal usuario.
Biológico Inadecuada manipulación.
SI
MATRIZ No. 2 - CONTROL DE P.C.C.
Proceso: preparación de ensalada con mayonesa, lista para el con-sumo
Proceso. Dosficador. Proceso. Operario. Enjuague doble.
Proceso. Operario. Reproceso.
Operario. Rechazo.
P.C.C. Peligro Límite crítico. Monitoreo
¿Qué? ¿Cómo? ¿Cuándo? ¿Quién?
Selección de
materias primas.
Biológico.
Físico.
Características de acuerdo a
ficha.
Canas- Visual. RecepciónOperario. Rechazo. tillas.
Control de registro y
selección de
LavadoDesinfec-
ción. Químico.
Concentraciónde acuerdo al
manual.
Tiempo: Mínimo5 Min.
Proceso. Termó-metro y cronó-metro.
Tiempo: < 48 horas.
Temp, 0-40C.
Cuarto frío.
Termó-metro.
Control de registro.
Control de registro.
NO
NO
Biológico.
Control de registro.
Accionescorrectivas
Registro Control
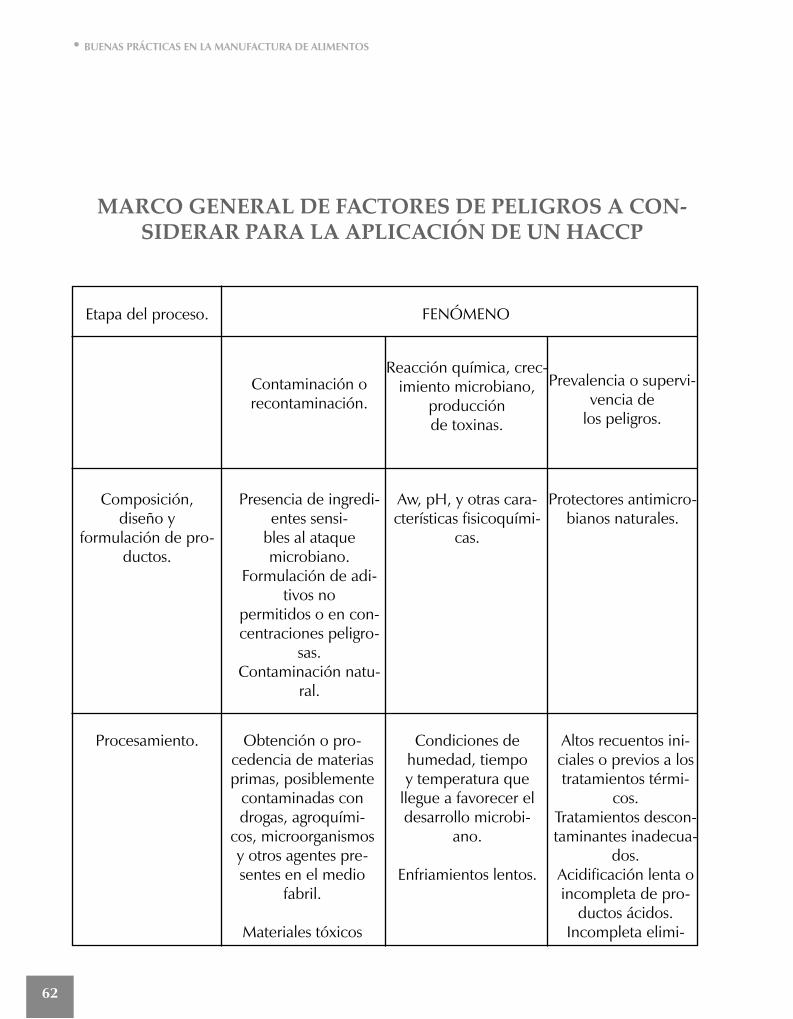
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
62
MARCO GENERAL DE FACTORES DE PELIGROS A CON-SIDERAR PARA LA APLICACIÓN DE UN HACCP
Etapa del proceso. FENÓMENO
Contaminación o recontaminación.
Reacción química, crec-imiento microbiano,
producciónde toxinas.
Prevalencia o supervi-vencia de
los peligros.
Composición,diseño y
formulación de pro-ductos.
Presencia de ingredi-entes sensi-
bles al ataque microbiano.
Formulación de adi-tivos no
permitidos o en con-centraciones peligro-
sas.Contaminación natu-
ral.
Aw, pH, y otras cara-cterísticas fisicoquími-
cas.
Protectores antimicro-bianos naturales.
Procesamiento. Obtención o pro-cedencia de materias primas, posiblemente
contaminadas con drogas, agroquími-
cos, microorganismos y otros agentes pre-sentes en el medio
fabril.
Materiales tóxicos
Condiciones de humedad, tiempo y temperatura que
llegue a favorecer el desarrollo microbi-
ano.
Enfriamientos lentos.
Altos recuentos ini-ciales o previos a los tratamientos térmi-
cos.Tratamientos descon-taminantes inadecua-
dos.Acidificación lenta o incompleta de pro-
ductos ácidos.Incompleta elimi-
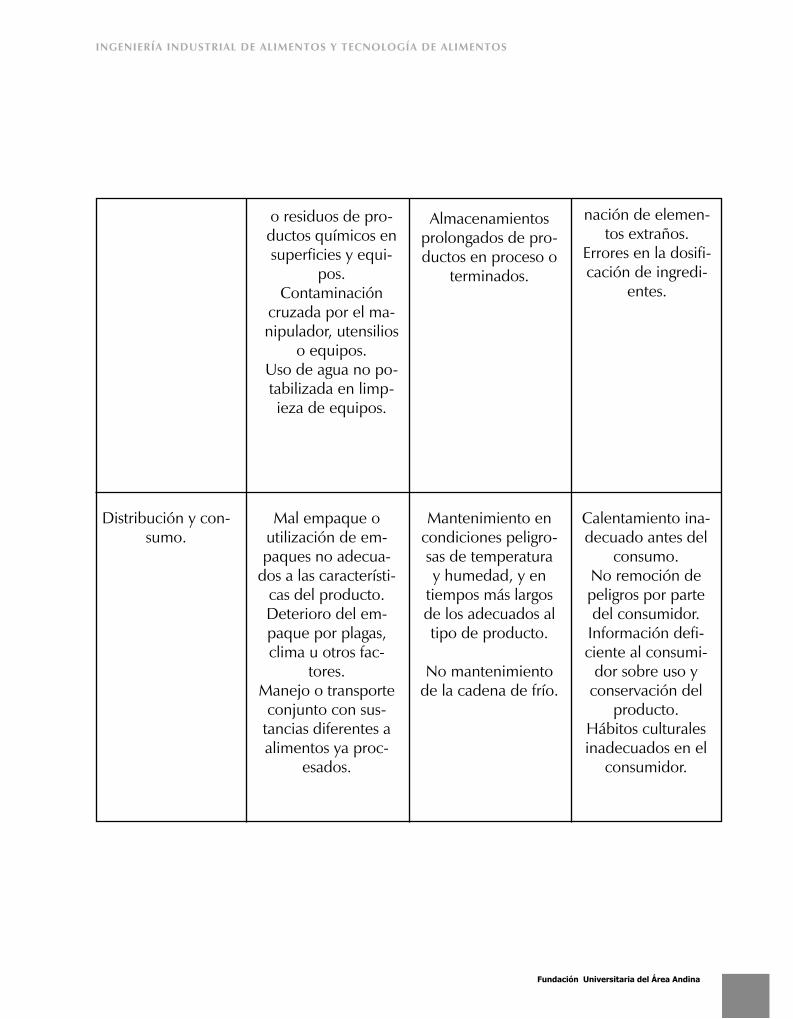
INGENIERÍA INDUSTRIAL DE ALIMENTOS Y TECNOLOGÍA DE ALIMENTOS
Fundación Universitaria del Área Andina
Distribución y con-sumo.
Mal empaque o utilización de em-paques no adecua-
dos a las característi-cas del producto.Deterioro del em-paque por plagas, clima u otros fac-
tores.Manejo o transporte conjunto con sus-
tancias diferentes a alimentos ya proc-
esados.
Mantenimiento en condiciones peligro-sas de temperatura y humedad, y en
tiempos más largos de los adecuados al tipo de producto.
No mantenimiento de la cadena de frío.
Calentamiento ina-decuado antes del
consumo.No remoción de peligros por parte del consumidor.Información defi-ciente al consumi-
dor sobre uso y conservación del
producto.Hábitos culturales inadecuados en el
consumidor.
o residuos de pro-ductos químicos en superficies y equi-
pos.Contaminación
cruzada por el ma-nipulador, utensilios
o equipos.Uso de agua no po-tabilizada en limp-ieza de equipos.
Almacenamientos prolongados de pro-ductos en proceso o
terminados.
nación de elemen-tos extraños.
Errores en la dosifi-cación de ingredi-
entes.
• BUENAS PRÁCTICAS EN LA MANUFACTURA DE ALIMENTOS
64
BAYER. PROTEC y HACCP en la calidad e inocuidad de los alimentos. Bogotá, Bayer: 2002.
COLOMBIA. MINISTERIO DE SALUD. Decreto 3075/97. Bogotá, Ministerio de Salud: 1998.
DEPARTAMENTO NACIONAL DE ESTADÍSTICA. Caracterización de la Industria en Co-lombia. Fecha de actualización 2003-04-25. <www.dane.gov.co/30 de junio 2004>
SINELL, Hans Jürgen. Introducción a la higiene de los alimentos. España Editorial Acribia: 1981.
MINISTERIO DE SALUD. Sistema de análisis de riesgos y puntos críticos de control. HACCP en la industria de alimentos. Bogotá, Ministerio de Salud: 1997.
ROMERO, Jairo. Puntos críticos. El sistema de análisis de peligros de puntos críticos. Aplicación paso a paso para el aseguramiento de la calidad. Bogotá, Corporación Colombia
BIBLIOGRAFÍABIBLIOGRAFÍA