bibllwr$flammtr las - 148.206.53.84148.206.53.84/tesiuami/uam20611.pdf · se utilizan en el control...
TRANSCRIPT

r L-
1 ESTUDiD SOBRE LA LECHE %?ERA
EN POLVO tNSTANTAXEA
lnvestiggr bibllwr$flammtr las ptwpidni.rlar
+ la &cbc entere en polvo Instandnea y los factores que las afectan durante su proceso y
a Imcenam ien to
. .
r
I_ .. I N D I C E .
*-
I .. F"
I
L.
P-
C .
c
I L_
L
r" L.
r i-
r
ObJet ivo.
Actividades desarrolladas.
Indice.
Introducci6n.. . a . . . * . . o o . . . * . . . . . e . . . 1
Panorama de la Industria Láctea en M&ico . e . a e . . . . 3 Concepto de leche en polvo instantánea. . . . . . o o . . . . 7 Propiedades de la leche en polvo instantánea. . . . . e . . . 11
kterias primas y especificaciones de la leche en polvo en
estudio. * . . . o * . e * e a - . . e * . o o . . . . 13
Factores que afectan las propiedades de la leche en polvo
durante su proceso y almacenamiento: I La estructura de l a partícula de leche entera en polvo
relacionada con la cristalizaci6n de la lactosa. . . . . 19
I I El efecto del tamaño de partlcula. . . . a e . , . 23 111 El efecto de la densidad aparente ¿e la leche en polvo. . 29 I V Efecto de la temperatura de pasteurlzacl6n en la calidad , de la leche aglcmerada con y sin lecitlna ~ . e , o . o e . 36 V Efecto del contenido de agua durante la aglaneraci6n. a . 37 Proceso de producci6n de la leche en polvo instantánea:
a) Secado por atomizaci6n en 2 etapas e a o ~ - e o 40
b) Aglomeraci6n. e o o o . o o . . . o . o 49 c) Lecitinado. . . . . . . * . . . o . o ~ a o 50
El empaque adecuado y l a conservación e . o 59
Discusiones, o - . D . e o e * . ~ 68 Conclusiones. o . . . . o . o o o o o e 69
R e s u m e n . Q - o o ~ O . . ~ . . ~ O D . . ~ O . ~ . ~ . . D . 72
Apzndice. * . o a * o o o o o * . e . 73
Bibliograffa. o o - . o . - e . . . . . e a o 79
s
Actividades desarrolladas.
Para el presente trabajo se llevó a cabo una recopilación de información
bibliogr5fica vigente hoy día con respecto a la elaboración de la leche
entera en polvo; las materias primas utilizadas, las especificaciones de
las materias primas y el producto terminado con respecto a las normas n&
cionales de calidad; el proceso de secado y los procesos especiales de instantaneizado; las propiedades del polvo y los factores que las afectan,
el papel del empaque en la conservación de dichas propiedades durante la
vida de anaquel.
Paralelo a este trabajo bibliográfico, se llevo a cabo, sin fundamento
estadístico importante, el aprendizaje de algunas pruebas analíticas que
se utilizan en el control de calidad de la leche entera en polvo instan-
tánea en el Laboratorio Central de Leche lndustrializada CONASUPO, S.A.
de C.V. que se detallan en el informe.
I N T R O D U C C I O N
La deshidratación de la leche se ha debido a su rápida descomposición
al estado líquido y puesto w e es un alimento de lo más completo (de vital
importancia en la infancia) se han buscado diversas vías para conservarla.
Se ticiic rcfcrencia dc que los t'írtaros cn el Siglo I l l deshidrataban
la leche usando fuego y energía solar. También Marco Polo en el siglo XIII
lo menciona. La primera patente fué ohtenida por Bordan en 1908. Desde esa
época se descubrió su fácil transporte para consumo en reqiones no produc-
toras y su producción se incrementó notablemente. ( 2 )
Cabe mencionar que a través del tiempo se ha intentado que la integri-
dad de la leche como alimento se conserve a través del proceso de secado
y de que se obtenga un producto de alta caridad, el cual conserve sus pro-
piedades a lo largo de un período deterninado de alnacenamiento.
Dentro de los procesos de optirnización de la leche entera en polvo se
ha incursionado en los procesos de instantaneizado, los cuales hacen posi-
ble la reconstitución con agua.
El rasgo más característico de un producto instantáneo comparado con
un producto ordinario, es la facilidad con que se humecta el polvo aespués
dehaher sido arrojado a la superficie del agua. Así pues, no es asombroso que el primer método introducido para distinguir a los productos instantá-
neos fué basado en la determinación del tiempo de humectabilidad. Posterior-
mente se comprendió que la humectabilidad es sólo un paso inicial del comrli
cado proceso de reconstitución.
E l instantaneizado efectivo de la leche depende del control de diver-
sos parámetros durante su manufactura (materias primas, procesos de nroduc-
ción, equipo, aditivos enpleados,'forma de almacenamiento, etc.)
A través de la manufactura comercial de la leche instantánea en diver-
sos países se han experimentado gran cantidad de procesos que pueden dar co-
mo resultado más alta calidad. Los nrincipios que riqen dichos procesos no
han variado mucho, pero la experiencia ohtenida ha influido en las cualida-
. . . , . . .... "_X.. . " ^ l . - . ~ - . __.. .
m 2
I" r
r
r'
I- .. .
r I .
t ...
des requeridas en el producto, conduciendo a ciertas modificaciones en los
parámetros de elaboración. Existen en las fuentes de información gran canti
dad de procesos descritos, s i n embargo muy pocos han sido utilizados en gran
esca 1 a.
-
.. .

PANORAMA DE LA INDUSTRIA LACTEA EN MEXICO
Hoy en día, gran cantidad de compaiíias particulares, nacionales y trans nacionales participan dentro del mercado nacional en lo que a productos lác-
teos se refiere. Las aportaciones más importantes a la satisfacción de los re-
querimientos de la leche en polvo como alimento completo en México lo tienen
la empresa paraestatal LICONSA y la Cía mexicana NESTLE.
La participación del Sector Privado en la Industria Láctea en México se ha enfocado básicamente en 2 ramas: La Industria que procesa el líquido como
tal, que es el sector de las llamadas pastexrizadoras, que se encuentran prac-
ticamente diseminadas en toda la República; y la Industria transformadora que
produce leche en polvo, leches condensadas y derivados como crema, mantequilla,
quesos, etc.
Una relación de las Compañías e Industrias privadas operando en México,
es la siguiente:
Alpura
Carnation de México
Compañía Nectlé
Chambourcy Diversas Queserias
La Danesa
L D Mexicanos Lala
Lamesa
Leches Tijuana
Mexali
Nutrical Productos Nochebuena
Prolcsa
Sueros y Leches Syli, S . A.
puerétaro, pro.
Querétaro, Qro.
Región de los Altos de Jalisco,
Veracruz, Chiapas y San Luis Potosí.
Tlaxcala, Tlax.
Chiapas, Veracruz, Michoacán, Edo.
de México.
Lagos de Moreno, Jal. Lagos de Moreno, Jal.
Gomez Palacio. Dgo.
Celaya, Gto.
Tijuana, B. C.
Torreón, Coah.
Lagos de Moreno, Jal. Tulancingo, Hgo.
México, D. F. Xochimilco, Edo. de México
San José de Gracia, Mich.
4
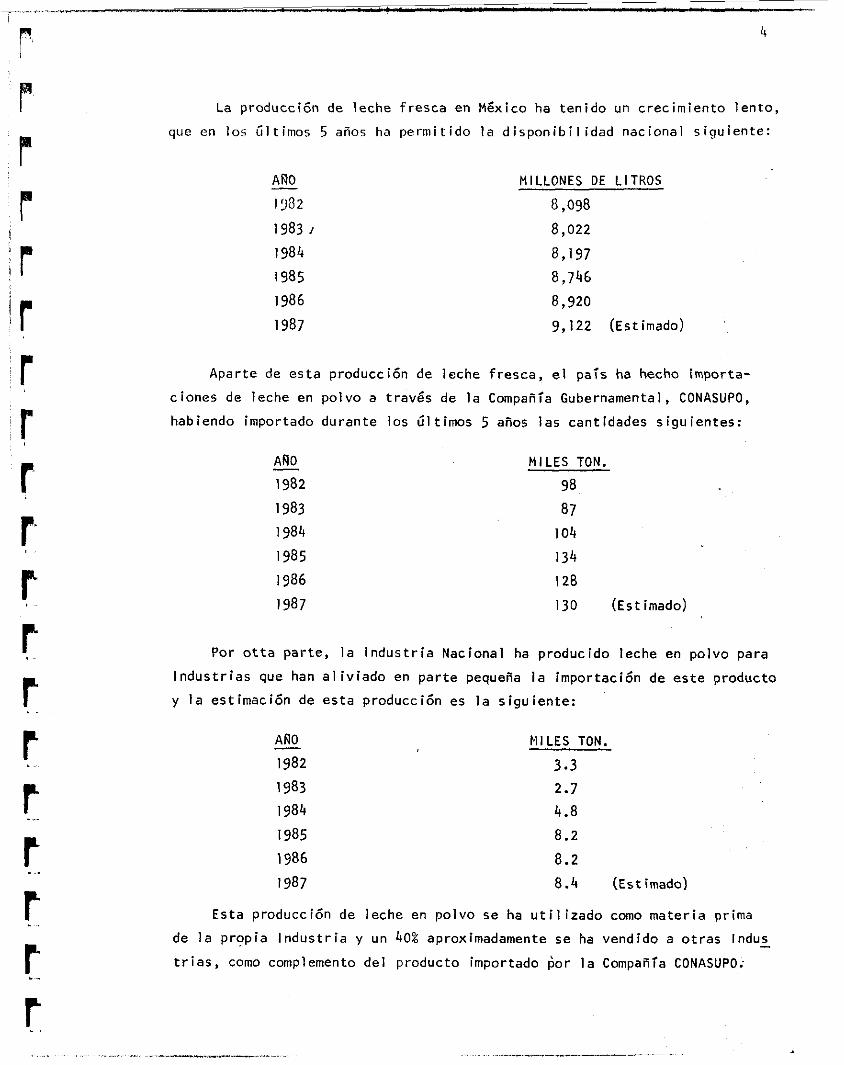
La producción de leche fresca en México ha tenido un crecimiento lento, que en 105 Últimos 5 años ha permitido la disponibilidad nacional siguiente:
ARO - 1982
I983 J
1984
I985
1986
1987
MILLONES DE LITROS
8,098
8,022
8,197
8,746
8,920
9,122 (Estimado)
Aparte de esta producción de leche fresca, el país ha hecho importa-
ciones de leche en polvo a través de la Compañía Gubernamental, CONASUPO,
habiendo importado durante los Últimos 5 años las cantidades siguientes:
ARO - 1982
1983
1984
1985
1986
I987
MILES TON.
98
87 104
I34
128
130 (Estimado)
Por otta parte, la industria Nacional ha producido leche en polvo para
Industrias que han aliviado en parte pequeña la importación de este producto
y la estimación de esta producción es la siguiente:
- ARO MILES TON.
1982 3.3
1983 2.7
1984 4.8
1985 8.2
1986 8.2
1987 8.4 (Estimado)
Esta producción de leche en polvo se ha utilizado como materia prima
de la propia industria y un 40% aproximadamente se
trias, como complemento del producto importado cor
ha vendido a otras lndus - la Compañía CONASUPO;
._.,..I-. _-
La producción en el país de leche fresca se divide en 2 grandes zonas: ~n zona de los altiplanos y l a zona de costas y en cualquiera de cstas zonas se pueden encontrar 3 tipos de explotación: Explotaciones Técnicas, Semi Téc
nica y de Temporal. -
La participación del Sector Privado en la Industria Láctea ha aportado la tecnología necesaria para el desarrollo de quesos finos (similares a los
franceses, suizos e italianos), y el desarrollo de tipos de queso de tipo
Manchego y los Nacionales, Chihuahua y Oaxaca (Asadero) de gran consumo y
muy aceptados en el gusto consumidor
Por otra parte, para l a preservación de la leche se usan tecnologías
adecuadas para la fabricación de la leche en polvo instantánea, leche concec
trada con azúcar, leche concentrada esterilizada, cajetas, dulces de leche,
crema esterilizada, yoghurts, y piroductos lácteos esterilizados para el desa rrollo infantil, fórmulas infantiles diseñadas y producidas de acuerdo con las necesidades Medico-pediatricas. Toda esta tecnología barca un gran capl- tulo y su extensión y desarrolla excedería los límites de este trabajo.
Sus procesos básicos de operación son: evaporación, secado, fermenta- ción, cadena frco, llenado y embalaje.
Su desarrollo a aportado una serie de avances y deta1.l.e~ tecnológicos muy importantes para el desarrollo no sólo de la Industria ,Láctea, sino de la
Industria Alimenticia en general y de la Industria Manufacturera cuyos alcan- ces han permitido que La industria abarque no sólo grandes áreas de México, sino un elevado número de personas directa e indirectamente de la IndustLia que pudieran llegar a más de medio millón de gentes.
La tecnología de la Industria no sólo se basa en la transforaación mis- ma sino que la asistencia técnica también se lleva a Proveedores del campo y
un equipo de Técnicos, Ingenieros agrónomos y Médicos Veterjnarios proporcionan
asistencia que cubre: Cultivo de pasturas y forrajes, manejo y construcci6n de
silos, programas de mejoramiento genético, programs sanitarios preventivos e incluso establecimiento de infraestructura, siembras, etc.
Los industriales de la leche se encuentran asociados en la Cámara de Alimentos Elaborados con Leche Fresca, esta chara trabaja en contacto per- manente, tanto con las autoridades de ia SARH comq de SECOFI, dentro de COmites
6
que encauzan l a po l í t i ca lechera nacional positivamente y en donde intervie-
ne también La Compañía Nacional del Gobierno, CONASUPO. Para un desarrol lo a
decuado de l a Industria, un contínuo fomento de su actividad de producción y
una tendencia posit iva de desarrollo, es necesario que se continúen las s i -
guientes acciones: Precios, tanto de materias primas como de productos t e m i
nados que permitan tanto cubrir l a inf lación, como hacer rentables las ope-
ciones de productores e Industriales. Relación adecuada de l precio de leche
con e l precio de l a carne para que los ganaderos sigan considerando l a explg
tación lechera interesante, l a continuidad de los programas o f ic ia les de fo-
mento lechero, competencia l ea l con productos de gobierno LICONSA, freno a 5
dulteración de productos lácteos, f i j ac ión de normas de iormas de calidad en
las compras de leche fresca.
-
Siendo l a Xndustria Láctea una Industria que trabaja en gran parte pro
ductos de precio controlado, ésta requiere en su tecnología l a búsqueda con-
tinua de productividad para ofrecer a l consumidor productos de calidad di-
menticia y a costo adecuado y generando confianza en e l consumidor para e l
desarrollo global de l mercado.
Esta es l a batal la continua de una Industria que con, ya cerca de GO
arios trabajando en México, no dudamos seguirá trabajando este proceso contg
nuo de desarrollo. ( q )
. "
r B r r r r r P r r r r r r .-
t
7
CONCEPTO DE LA LECHE EN POLVO INSTANTANEA
De acuerdo con el Reglamento de la Ley General de Salud en materia de Control Sanitario de Actividades y Establecimientos, Productos y Servicios, tenemos los siguientes conceptos:
TITULO CUARTO
CAPITULO I
Artículo 240.- Se entiende por lcclie para consumo humano la secreción
natural de las glándulas mamarias de las vacas sanas y bien alimentadas.
Cuando la leche proceda de otra cspccic animal, se designará con el nombre
de está. Se excluve todo producto obtenido 15 días antes del parto y 5 dias Posteriores al mismo o cuando tenga calostro.
Artículo 241.- I1 Leche entera: Es la leche que cumple con l os requi-
sitos senalados en el artículo 249 de este Capítulo, con un contenido de
grasa de 30 g/l como mínimo.
CAPITULO IX
Artículo 334.- Se entiende por leche deshidratada, el producto resul-
tante de la eliminación del agua de la leche entera, semidescremada o des- cremada, que haya sido sometida previamente a proceso de pasteurización.
Artículo 335.- Las leches deshidratadas, de acuerdo con el contenido de grasa propia de la leche utilizada, se clasifican en:
I.- Leche entera deshidratada;
11.-Leche semidescremada deshidratada, y 111. Leche descremada deshidratada.
Artículo 336.- Las leches deshidratadas, conforme a su uso se clasi-
...
fican en leche:
I. Para rehidratación y consumo humano directo, y 11. Para uso en la industria alimentaria
Artículo 337.- La leche deshidratada que se rehidrate para consumo hu-
mano directo y para uso industrial, deberá estar envasada en recipientes de
material impermeable, o contenida en cuñetcs, tambores rígidos, netálicos o
de cartón comprimido, así como los que autorice expresamente l a Secretarla, A
w
r r r
r
, . ..
., ..
. ".
que protejan al producto de humedad y contaminaciónes, Y garanticen SU cons% vación.
Para definir la calidad "instantánea" de.la leche debemos diferenciar en
tre la solubilidad en el sentido tradicional y la solubilidad instant' anea.
En el primer caso el proceso de disolución se realiza con la ayuda de un de-
terminado esfuerzo mecánico, mientras que en el polvo instantáneo la disolu-
ción se ejecuta sin ayuda mecánica, es decir, que un polvo instantáneo se di- ferencia de un polvb fabricado normalmente por su habilidad de solución.
La adición del vocablo "Instantáneo" siemnre caracteriza substancias en polvo, las cuales, por tratamientos especiales llamados de instantaneizado han sido modificadas en tal forma que se tornan fácilmente solubles o disper-
sibles en líquidos fríos o calientes, con más eficiencia que el producto ini- cial, esto con el fin de optimizar por ejemplo el proceso de reconstitución
en agua de la leche en polvo. Además puede ser importante para muchas aplica-
ciones, ya que en estado seco, tal como el de los polvos instantáneos el tra- tamiento los hace no higroscópicos y fluyen espontáneamente.
Así pues, la leche en polvo instantánea es el producto de la deshidrata- ción de la leche y su sometimiento a los procesos de inctantaneizado.
Los fenómenos que constituyen la reconstitución de la leche determinan
por si mismos las características de la leche en polvo instantánea.
Fenómeno
Humectación Penetración
Dispersión Hundimiento
Disolución
Estabilización
Característica
Humectabilidad Penetrabilidad
Dispersabilidad Iiundibilidad Solubilidad
Estabilidad
Para entender mejor el concepto podernos analizar las di,ferencias especl ficas entre el comportamiento del polvo lácteo ordinario y el polvo instan% -

r
r- 1 .
P ._
. ..
6" I .
neo al contacto con el agua.
I . - Comportamiento de un polvo lácteo ordinario al contacto con el
agua.
1.- El caso de una partlcula aislada:
S i observamos al microscopio el comportamiento de una par- tícula aislada de leche en polvo atomizada al entrar en con-
tacto con el agua, la partícula mojada se hincha, se rompe,
pierde el aire central que contiene y se sumerge en el agua.
Es por esto que podemos decir que las partículas elementales
de polvo lácteo ordinario son por si mismas instantáneas cuan - do se les considera en forma individual.
2.- El caso de varias particulas. Cuando ponemos en contacto una pequeña cantidad de leche en
polvo (decigramos) con una gran superficie
mos que una gran parte de las particulas entran en contacto
con el agua aisladamente y se comportan como particulas in-
dividuales, esto es, se sumergen inmediatamente.
Cuando ponemos en contacto una cantidad de polvo importante
(gramos) con una pequeña superficie de agua (en un vaso), es-
ta superficie reducida no permite que el polvo se extienda;
entonces observamos que toda la masa del polvo permanece" en
la superficie y flota sin sumergirse espontáneamente.
La agitación de la solución no permite una inmersión homogé - nea por lo que se forman grumos que se dispersan m a l y se disuelven con dificultad.
¿Qué es lo que pasa?
S i analizanos e ¡ fenómeno encontrmos que:
de agua, encontra -
a) Las partículas de polvo no están aisladas por l o que no
pueden comportarse como partículas individuales; están apre
tadas unas contra otras y no pueden romperse en fragmentos
como las partículas aisladas.
b) Las primeras particulas que entran en contacto con el agua
se mojan y se pesan entre ellas evitando que se dispersen y
se aislen.
Este fenómeno provoca la formación de capas de particulas c)
r
P 1"
r
r r I _
r , ..
r . .. t
superpuestas que cubren la totalidad de la superficie del
agua en la que reposa la masa de polvo, la cual al tener
una densidad menor a la del agua tienden a flotar.
ASÍ luego se forma una capa continua gel i f icada, después
otra menos espesa de leche semi-líquida muy concentrada
que soporta a toda la masa de polvo y le impide nue se
humec te.
La capa gelificada es impermeable lo que impide que el a-
gua penetre por capilaridad a la masa de polvo.
Finalmente, la masa de polvo permanece en equilibrio y
flota indefinidamente en la superficie del agua.
d)
e)
f)
1 1 . - Comportamiento de un polvo instantáneo al contacto del agua:
Contrariamente a lo explicado anteriormente, los polvos instan-
taneos se sumergen rápidamente en cuestión de segundos cuando
se ponen en contacto con agua sin necesidad de agi=tar y a pe
sar de que la superficie de contacto sea reducida.
Ciertamente existen diferentes calidades entre los polvos Iác- teos instantáneos. SegUn su proceso de fabricación van a ser
más o menos humectables, más o menos sumergibles y más o menos
dispersables.
Por lo general, un buen polvo instantáneo es aquel constituido por aglomerados de partículas no muy finas que se sumergen sin
agitación y sin dificultad. La agitación se utiliza después de
la inmersión del polvo para facilitar la dispersión y la diso- lución homogénea de la masa de polvo.
..
I- . .. t . t ..
r r r r
r r r
r r I..
r t . _
t .-
r
F
t t t
t
/ -
.. t LI
L _
PROPIEDADES DE LA LECHE EN POLVO INSTANTANEA
En un producto instantáneo ideal se espera que el proceso de reconsti- tución tenga lugar en segundos y sin ayuda mecánica. Las propiedades del pol vo que son de omportancia en este aspecto, al existir en un adecuado balance
hacen que el polvo sea instantáneo y son los soguientes:
-
1.- Humectabilidad: Significa la habilidad de un polvo para ser mojado.
Es la capacidad del polvo de absorber agua sobre su superficie.Esta es la propiedad que inicia el proceso de reconstitución y la que decide si la mis-
ma será rápida y completa o por el contrario, lenta e incompleta. Técnicame5 te es el remplazo de la fase gaseosa por la líquida.
2.- Penetrabilidad: Es la facultad de las partículas de polvo de atra- vesar la capa superficial del agua con mayor o menor facilidad. Esta propie-
dad depende de la estructura, porosidad y humectabilidad del polvo.
3. - Hundibilidad: Es la capacidad del polvo de hundirse en el agua una vez que fue humedecido y que atravesó la interface aire/agua. Esta propiedad depende de la diferencia entre la densidad del polvo y la del líquido en el
que es reconstituido. La densidad de la partícula es muy importante y es de-
terminada en gran medida por el volumen de aire incluido en ella. Por lo taE
to seran desvcntajosoa los procesos que produzcan polvos de esta naturaleza.
4.- Dispersahilidad: Es la capacidad del polvo de distribuirse a través de toda la masa de agua en forma de partículas aisladas. La habilidad de las partículas mayores de dispersarse en un tamaño menor que 15 mic. La formación de grumos es generalmentw consecuencia de una mala dispersabilidad. Por me- dio de la aglomeración de partículas se mejora esta propiedad.
5.- Soiubilidad:-Se puede definir como la velocidad de disolución o en otros términos como la constante que indica la cantidad de polvo disuelta en
una solucion saturada. En general a mayores tamperaturas de proceso, peor s o
lubilidad.
Otro criterio importante para el producto terminado es la
6.- Estabilidad: de las propiedades instantángas anteriormente citadas por un determinado periodo de tiempo en el cual sea posible elaborar la le-
12
che reconstituida, igual en apariencia que la leche fresca.
El djvidir el proceso de reconstitución en los fenómenos anteriores es
Útil para la comprensión del proceso, por ejemplo para ser capaz de encontrar
las razones de la carencia de la-propiedad instantánea en la leche en polvo.
Por otro lado e s necesario que podemos notar que no hay una limitación defini
da entre cada paso, es decir que no procedan una tras otra sino simultáneaven
te,o por lo menos 2 a la vez, y las propiedades individuales se afectan unas
a otras. Así que es difícil deteminar las propiedades individuales indepen-
dientemente de las otras.
c r r r
c

r r r r r. r r r P r r r
r
Fu
bajo:
MATERIAS PRIMAS Y ESPECIFICACIONES.DE LA
LECHE EN POLVO INSTANTANEA EN ESTUDIO
ron considerados 2 tipos de leche en polvo instar anea en este tr
A) Leche entera en polvo fabricada a partir de una mezcla de sólidos
de leche descremada en polvo y leche descremada fluida, en proporciones
variables, adicionadas con grasa vegetal (hidropal y coco) y vitamina A y
03 la llamaremos: L.E.P.I. (A)
E) Leche entera en polvo fabricada a partir de una mezcla de sólidos
de leche fresca y leche descremada en polvo en proporciones variables es-
tandarizada con grasa láctea (but'rica) Sea este tipo llamado: L.E.P.I. (D) en nuestro estudio.
En ambos casos es pasteurizada, homogeneizada y deshidratada por el
proceso de atomización, aglomerada y lecitinada.
Un litro de leche entera se prepara reconstituyendo 120 g de leche
entera en polvo en 92- ml. de agua hervida.
Materias primas de la leche en polvo instantánea L.E.P.I. (A) y
L.E.P. I. (E) :
Leche fresca. Líquida de composición compleja, color blanco opaco caracte
rístico, sabor dulce y reacción iónica.
-
En concordancia con el Código Sanitario, la leche fesca debe cumplir
con las especificaciones de la Tabla I del apéndice normativo (p.p. ) .
Leche decremada fluida. Descremada, clarificada y enfriada; colorcarac-
terístico, olor y sabor fresco, agradable, no ácido. Debe cumplir con las
especificaciones de la Tabla 3 del apéndice.
Leche descremada en polvo. C1ase:consumo humano, grado: extra, proceso:
secado por aspersión.
Debe cumplir con las siguientes especificaciones: sabor y olor ca-
racterístico, exento de sabores y olores extraños (ácido, sebo, rancio,
r , ..
r I .

r r
r r r
viejo, caramelizado). Aspecto: polvo amorfo fino, libre de terrones duros,
sin partículas quemadas visibles (ver tabla 2 del apéndice).
6rasa butírica de mantequilla (butter oil).
Por remoción casi total de humedad y sólidos no grasos. Se obtiene
de productos que pueden variar en su etapa de conservación, debe estar
libre de otras grasas, impurezas y colorantes; debe cumplir con las si-
guientes especificaciones. Color: amarillo claro uniforme; sabor y 010~:
puro ligeramente dulce, excento de sabores extraños como ácido, rancio,
sebo, pescado, jabón babor degustar a 4OoC); aspecto: líquido o sólido
o una mezcla de las dos fases sin grumos y sin cristales gruesos. Libre
de impurezas visibles, espuma en la superficie y de burbujas de aire en
la masa. Fundido en un líquido oleoso uniforme.
r" r- r
Componente
COMPOSlClON TlPlCA DE LA GRASA BUTIRICA
Oe acuerdo con la composición característica de grasa y aceites in - dividuales reportada en Bailev's Industrial Oil and Fat Products 1979.
c: 4 C: 6 C: 8 c: I O c : 11 c: 12 C :14 C: 14:l c: 15
I6 16: 1 I8 18: i 18.2 18: 3
Rango bibliográfico
2 . 8 - 4 1 . 4 - 3 0 .5 - 1.7 . 1.7 - 3 . 2
2 . 2 - 4 . 5 5.4 -14.6 0 . 6 - 1.6
26 - 41 7 . 8 - 5.7 G . 1 -11 .2
18.7 -33.4
-
-
0 . 9 - 3 . 7 -
Teórico por cromato- grafía de gases %
3 1 1.73 2 1 1.30 3 2.99 - 0.36 4 3 . 6
12 11.46 2 1.4 - 1.216
29 92.27 4 2.87 11 11.79
25.45 2 25 2 . 3 2 - -
Va 1 ores t íp i cos %
0.70 0 . 2 4 0.24 0 .32 0.15 0.39 0.64 0 . 4 0.26 4.50 0.44 1.23 1.94 0.51 -
La bibliografía meciona que existen cambios estacionales en la compo-
E l cambio se asocia con las diferencias en la alimetación de los
sición de los ácidos grasos de la grasa butírica.
/,..

15
F. t
animales y a cambio de actividad de los mismos.
Se consideran Índices de posible contaminación o mezcla con otros
aceites de lo5 &idos.grasos siguientes :
Oleico vegetal (maÍz, algodón, girasol, etc.)
Caproic0 cabra.
Láur ico coco.
Linoléinico soya.
La composición típica de la grasa butírica se encuentra en el apéc
La grasa butírica posee un punto de fusión bajo, peso molecular ba-
jo debido a los triglicéridos, resiste más la rancidez por su bajo nivel
dice en la tabla 4.
de insaturación su sabor debe ser neutro.
Grasa de coco.
Es un producto obtenido de la copra o del fruto de la palmera llama- da cocotero y otras palmeras de la misma familia.
Se obtiene de la grasa de coco crudo cuando ésta es metida a los pro
ceses de neutralizaciÓn, lavado, blanqueado, deodorizado y filtrado. Para
dar la calidad requerida al producto refinado debe cumplir con las siguien
tes características organolépticas. Color : blanco amarillento sÓlido, ama-
rillo claro fundido; inodoro 8.79 Real/g; Insípido, neutro exento de sabo-
res y olores extraños y rancios; Aspecto: grasa sólida a 2OoC puede presen
tar una mezcla de fases líquida y sólida o cualquiera de las dos bien de- finida; no debe presentar cristales, impurezas visibles, espuma en la su-
perficie o burbujas de aire en la masa.
-
-
-
La composición típica de la grasa de coco se en-cuentra en la tabla
5 del apéndice.
. ." ...

16 P
r r-
VALOR BlBLlOGRAFlCO POR CROMATOGRAFIA DE GASES.
Componente.
Acido graso C-6
8
I O
12
14
16
18
18: 1
18:2
18:3
Rango. CromatografÍa de gases.
O0 - 0.8 5 - 9 6 - 10
44 - 52
13 - 19 8 - 11
1 - 3
5 - 8
0.9 - 3.7 0.0 - 0.4
6
6
44 18
11
6
7 2
Hidropal.
Grasa de coco hidrogenada y blanqueada, tratada con ácido cítrico
para eliminar metales, deodorizada a 250OC P=2-4 mmltg, fresca, pura ex-
centa de materiales extraños, adicionada de estabilizadores de acuerdo
con la legislación del País.
Apariencia: ligeramente amarilla; Olor y sabor: neutro, fresco, no
ácido, no a coco, no rancio, no a jabón.
Probar se agregan I O g de las grasas en 300 ml 1 H20 caliente.
Dens idad 0.915
Punto de fusión 34-36OC
lndice de Saporifimción 255 - 260 Ind ice de yodo 5
Acidez (oleico) 0.05
lndice de PerÓxidos 0.1
0.79 R cal/g. aproximadamente.
Las normas de calidad para el hidropal se encuentran en la tabla 6 del apéndice.
t
r 17
r
...
*-
I
t ._-.
r .- t 8.-
....
Lec¡ t ina de Soya.
Calidad: para consumo humano, Grado: al imenticio.
Es una mezcla compleja de fosfátidos insolubles en acetona como son:
fosfatidil colina, fosfatidil etanolamina y fosfatidil inositol,
combinada con cantidades variables de otras sustancias como triglicéri-
dos, ácidos grasos y carbohidratos.
Un subproducto de la refinación del aceite de soya es la lecitina.
Los sedimentos de la extracción del aceite de soya se tratan con hexano
y los fosfátidos obtenidos de esta manera pueden purificarse con acetona,
de donde posteriormente se extrae la lecitina.
La consistencia de la lecitina puede variar de plástica a fluida,
dependiendo de los ácidos grasos libres y contenido de aceite y de la presencia y ausencia de otros diluyentes. El color varía de un amarillo
claro a café dependiendo de la fuente, de la varied ad del grano de soya
y si en el proceso llevó un tratamiento de blanqueado o no. Es inodora
o con un aroma ligero similar al de la nuez y un sabor suave. La lecitina es parcialmente soluble en agua, con la cual más bien
se hidrata para formar emulsiones, soluble en grasas y aceites como man- teca de-cacao y aceites vegetales. El contenido de triglicéridosy ácidos grasos se puede eliminar y obtener un producto con 90% o más de fosfáti
dos, los cuales son parcialmente solubles en alcohol y prácticamente in-
soluble en acetona. Las normas de calidad se encuentran en la tabla 7 del apéndice normativo.
-
Vitamina A + D? . Oleosa, calidad: grado alimenticio.
La vitamina A se encuentra esterificada con ácido palmítico, formando
el palmitato de vitamina A, con lo cual se tiene mejor estabilidad de la
misma. La vitamina D3 se encuentra en su forma de calicalciferol, ambas
se disuelven an aceite de rnaiz refinabo que les sirve de vehículo y están
protegidos por alfa tecoferol (vitamina E ) contra la oxidación.
Se presenta en envases herméticamente cerrados bajo atmósfera de ni-
trógeno, una vez abierto el recipiente, debe almacenarse en lugar frío de
preferencia en refrigeración y al abrigo de la luz, de esta forma Jura has - ta 9 meses.
F r r r r r r t x ~.
t ".I
t ..._
t
18
En refrigeración tiende a cristalizar la vitamina A, formando peque
ñas esferas que van al fondo del recipiente, basta con calentar la mezcla
vitamínica en baño maría a no más de 6OoC (tener cuidado con la oxidación del aceite).
Recién abierto el envase, el producto presenta las sigientes carac-
Ferísticas organolépticas:
Olor: Característico a vitamina, exento de olores<:rancios o
extraños . Color: Amarillo claro o amarillo rojizo.
Aspecto: Aceite viscoso que puede cristalizar durante el almacena - miento, libre de impurezas o residuos visibles.
Esta materia prima cumple funciones netamente nutritivas en el pro-
ducto terminado. En el caso de la L.E.P.I. (B) es adicionada para igualar su contenido con el de leche entera, ya que al carecer de grasa butírica
no cuenta con los aportes correspondientes a la misma. Las especificaciones
de calidad se encuentran en la tabla 8 del apéndice normativo.
t

U
R
F
er. I
r r
..
F r r r r . .
r _ .
FACTORES QUE AFECTAN LAS PROPIEDADES DE LA LECHE EN POLVO DURANTE SU PROCESO Y ALVACENAMIENTO.
z La estructura de la partícula de leche entera en polvo relacionada
con la cristalización de lactosa.
La estructura de la leche en polvo ha sido estudiada por muchos investi
gadores desde los inicios de su producción industrial. La lactosa y su
cristalización son importantes en la instantaneización de polvo lácteo,
en virtud de que la lactosa forma un medio continuo en el cual se dis-
persan las proteínas, los glóbulos de grasa y las burbujas de aire.
Sabemos que la lactosa existe en dos formas diferentes: lactosa aifa-
monohidratada y lactosa-betaanhidra (siempre anhidra aún cuando está en
solución con agua).
En la leche iíquida, estas dos formas existen en enuilibrio. Cuando ca-
lentamos la leche más de 34OC toda la lactosa alfo hidratada se convier-
te en beta-anhidra.
La lactosa de los polvos lácteos no se encuentra en estado cristalino
sino en estado amorfo o vidrioso. La sola presencia de una"soluciÓn
sol ida" muy concentrada de un glúcido hidrosoluble e hiproscópico (lacto
sa-beta anhidra en estado amorfo), juega un rol favorable en la humecta-
bil idad.
La prueba de esta afirmación es la siguiente:
S i secamos una materia proteica excenta de glúcidos y la ponemos en con-
tacto con agua, observamos que el polvo obtenido se mantiene en la super
ficie del agua. No se hurnectan ni se sumergen a pesar de una agitación
violenta. S i despues de secarlas las ponemos en una solución con glúcido
soluble (sacarosa o lactosa) y sometemos esta solución al secado, obten-
dremos un polvo soluble . Consecuentemente, podemos concluir aue la presencia de lactosa en polvos
lácteos, es una condición necesaria para la aparición de la característi-
ca de instantaneidad, pero no'es una condición Única y suficiente.
-
-
, . -., "._._ I"_ . , .

La estructura de la partícula de leche es decisiva en la solubilidad,
y es afectada a su Jez por la forma en que se lleve a cabo la crictali - zación de la lactosa.
En la leche en polvo (de secador rotatorio), generalmente la lactosa se
presenta en estado amorfo
Cuando la leche en polvo se situa en lugares con una atmósfera humeda,
la lactosa amorfa aumenta su humedad y cristaliza en forma de u - lactosa. h idratada.
King (1965) en su revisión acerca de la estructura física del polvo Iác - teo, estableció que la cristalización causa finos intersticios y frac-
turas lado a lado de las partículas de polvo. La cristalización de la
lactosa ha sido confirmada por la técnica de difracción de rayos X y es-
pectros-copfa infra-roja (Goulden E White Bushill
zación también acompaña cambios en algunas propiedades físicas, tales CO-
mo absorción de aqua (Taneya, Bushill et al) y porosidad (Berlin 1968) y solubilidad (King 1965) en el polvo de la leche.
(Nickerson 1974).
et al). La cristali-
Bajo condiciones de almacenamento Stalmarch y Labusa (1980) observaron
cristalización de la lactosa, deterioros químicos como el obscurecimien-
to y la pérdida de la lisina (Huss 1974).
Algunos in vestigadores como Miyawaqui (1938) Duma (19661, Taneya (1963) Pixton y Warburton (19781, Roetman (1979) y Saito (1980);han observado
partículas de leche entera en polvo en el microscopio, usando diversos
métodos cada vez más eficientes y sof isticador. Se usó en primera ins-
tancia la fijación con tetróxido deosmio, luego la luz polarizada y des-
pués medios de aumento como el aceite de parafina el cual penetró en las
vacuolas en partículas de leche enbra en polvo, pero no pudo hacerlo en
la leche descremada en polvo, después de la cristalizsciÓn de la lactosa
debido a la absorción de humedad.
Taneya aplicó una técnica especial al microscopio de barrido electrónico
y pudo observar cristales de lactosa en la superficie de las partículas
de leche en polvo. Roetman et al, confirmaron los hallazgos obtenidos
por dibfraccción de
la substancia que apareció después de la remoción de humedad sobre la
superficie de l a partícula fue lactosa cristalizada; fueron necesarias
otras técnicas esperimentales. Roetman mpr¿ la estructura superficial
rayos X y otros métodos físicos. Para asegurar que

21
de una solución de lactosa secada por atomización con la del polvo lácteo;
sus estudios y la mayoría de los concernientes a cristales de Iactosa en
leche en polvo mostraron que se trata de la a -1actosa hidratada en la mayoría de los casos. Sin embargo Knoop y Samahammer (1962) encontraron
cristales de
mezcla de cristales oc - y 8 - lactosa en al’gunas leches en polvo se-
cadas en secador rotatorio. Recientemente \,/ursch et al (1984) reportaron
cristalización de B-lactosa en leche entera en polvo almacenada a altas
temperaturas (55 y 63Oc)
El procedimiento de cenizas usando plasma a bajas temperaturas ha sido usa-
do para tejidos porque deja residuos orgánicos en formas que muestran la
estructura inicial del tejido. Saito (1980) aplicó este procedimiento a
las partículas de leche en polvo para conocer la distribución de los compo-
nentes inorgánicos en las partículas. Usó microscopio de barrido electro- nico y dicfracción de rayos X y observó la cristalización de la lactosa
durante el almacenamiento. La cristalización de d - -1actosa hidratada se
presentó de acuerdo con la humedad extraída. En la leche entera en polvo
observó la presencia de numerosas gotitas de grasa libre en la superficie
de l a s partículas almacenadas bajo condiciones favorables de cristaliza-
ción.
Kalab (1980, 1981) describió que las partículas de leche entera en polvo
tenían una marca parecida a un crater
un borde ligero (Fig. J. A), el interior del crater lo describió como po- roso (Fig.1 B 1 . La sección transversal parecía ser porosa debido a la
presencia de diminutas Yacuolas y glóbulos de grasa (Fig. 1 C ) .
Zenichi Sacto, con el procedimiento de cenizas ha demostrado que el inte-
rior de las partículas era de porosidad uniforme (Fig. 1 E ) . El borde del crater estuvo compacto aun después del calcinado (Fig. 1 D ).
El almacenamiento de la leche en polvo en una atmósfera humeda causó el de-
sarrollo de una substancia adhesiva ( F i g s . 2 AyR) que posela forma redonda
y sin aristas filosas.
Saito almacenó la leche de O a 37OC y H;R=75% a distintos periodos de tiempo Las estructuras mostradas en la figura No. 3 mes de almacenamiento.
p-iactosa en algnas muestras secadas por atomización y una
y un glóbulo d:) minuto rodeado por
las obtuvo después de un

FIG. 3
FIG. I
FIG. 4
FIG. 2 FIG. 5
r
, .-
Ui,iccinicntc l a p -I;ictosa csiuvo cn estado de cristal en la superficie
de la leche entera en polvo almacenada a 37OC por 5 meses a una humedad
relativa menor de 20% (Fig. 4 ) . En polvos frcscos de leche se forma-
ron cristales prismáticos o en forma de diamantes de lactosa en fluido
Heinz (uno de los medios de montaje usados con el microscopio Óptico),
mientras que en polvos almacenados no se formaron, p.ues el fluido diluye
la leche pero no la lactosa (Fig. 5 ) y puesto que no se observó lo mis-
mo en microscopio de barrido y rayos X, se cree w e el fluido Heinz causó
la cristalización.
Ha sido reconocido que la instantaneización en dos etapas, es decir, un
sistema de rehumectación-resecado, el cual fué el primer invento para pro-
ducir leche descremada instantánea en polvo, causó que la lactosa se cris-
talizara durante el proceso. Sin embargo, los recientes avances en manufac-
tura, tales como un proceso de instantaneizado adecuado han hecho posible
la producción de leche descremada en polvo.
Aveces la ausencia de humedad en el sitio de almacenamiento del polvo puede
prcvcnir l a farmación de cristalcs dc
de fl -1actosa. Wursch et al (1984) demostraron que la lactosa cristalizó completamente en’ l a forma p una lata de metal sellada por 60 días y a 60OC pero no cristalizó en otras
sometidas a 37OC y 45 OC.En el estudio realizado por Caito los cristales de
a -1actosa-hidratdo, pero no las
en una leche entera en polvo almacenada en
-1actosa se desarrollaron durante el almacenamiento a 37OC por 5
meses. La mutarotación en lactosa amorfa, es decir la conversión de 4
lactosa a /J -lactosa, procedió rápidamente en leches en polvo a tempera- turas mucho mayores que 37% (Roetman y Van Schaik, 1975; Olano y Martinez
Castro, 1983). Sin embarqo la mutarotación parece ocurrir a 37OC si se per- mite un tiempo suficiente como de varios meses, es posible aun hasta 25OC y
continúa dependiendo del contenido de humedad y la temperatura hasta un e-
quilibrio en la relación fi/pc cerca de 1.25.\.lursch también mencionó que los
productos de Amador¡, los cuales están asociados con el obscurecimirnto por la reao5Ón de Maillard y son básicamenteaminas, pueden promover la crista-
lización de l a ) -1actosa.
Los cam bios en la superficie estructural debido a la cristalización de la
lactosa son diferentes para leche entera y leche descremada en polvo.
1” ,
r 23
P
P r
o*
Es altamente probable que la cristalización de la lactosa, facilite el
movimiento de grasa libre a las partículas debido a la humedad conpren-
dida por otros constituyentes, porque la cristal izaciÓn puede haber de-
bilitado la estructura de la fase de lactosa amorfa en las partículas.
Sin embargo, la relación entre la cristalización de la lactosa y la apa-
rición de grasa libre no está completamente comprendida.
La cristalización de la
tera en polvo a 37OC, cuando la-humedad es suficientemente baja para in-
hibir la crista1izaciÓn de aC -1actosa hidratada. La difración de ra-
yos X confirmó que la
leche entera en polvo a 37OC por 5 meses
I!.- E l efecto del tamaño de partícula.
Para los polvos intantáneos se requieren partículas mayores w e las produ-
cidas por un secado spray normal. Las partículas peaueñas, incrementan el
contenido de polvo fino, la formación de pequeños terrones y se ve afecta-
do su libre desplazamiento, l a s partículas no pueden penetrar la superfi-,
cie del agua y mientras flotan se humectan formando agregados aue se di-
suelven lentamente. En contraste, las partículas grandes se hunden más rá- pidamente pero tardan mucho tiempo en disolverse. E l incremento en el ta-
maño de partícula fu6 obtenido con proced imientos de rehumectación-reseca
do.
fi -1actosa procede muy lentamente en leche en-
p-lactosa.sola estaba en estado cristalino en
Es posible aumentar el tamaño de las partículas al incrementar la concen- tración de la alimentaciÓn, reduciendo la velocidad del disco rotatorio o la presión de atomización de las'boquillas; utilizando cores con hendidu-
ras más grandes., Es posible incrementar el tamaño de la particula en un secador de una"etapa pero,para secado de ellas, se necesita incrementar la temperatura del aire de salida presentándose como consecuencia problemas
con el índice de solubilidad. Cuando fueron aplicados estos procedimientos
a leche entera en polvo se produjeron, incrementos en la grasa libre y el
desarrollo de sabores indeseables que limitan la aceptabilidad del produc-
to. Mas recientemente, las técnicas han sido introducidas usando uno o mas
lechos fluidizados en la bas,e de una cámara convencional de secado spray
para incrementar la aglomeración. Cuando se usa la leche entera en polvo
la recirculación con temperaturas normales de entrada de aire puede resul-
I .
'---/-.Id- I-- ---
r 24
r
. .".
I-
._"
. ..
tar en problemas de soluhilidad. Sin embargo, si se tomam las precaucio-
nes necesarias este método puede ser Útil para producir nolvo instantáneo.
En un sistema de secado en dos etapas, es posible la producción de par-
tículas de un tamaño más grande sin verse dañadas las otras propiedades.
La distribución del tamaño de partículas reouerido para productos instan-
táneos puede también ser obtenida por la producción de partículas prima-
rias relativamente grandes, usando una tobera con presión constante en un
secador alto equipado con un sistema secundario de secado. Para obtener
una buena dispersabil idad de leche entera en polvo instantánea, parece
Óptimo un rango de tamaño enre
El tamaño de las gotas de leche entera concentrada asperjada formada por
atomización, afecta fuertemente las características de las partículas del
secado de leche entera en polvo. E l tamaño de las gotas depende de la vis cosidad del concentrado. La viscosidad del concentrado puede cambiarse va
riando el tratamiento de precalentado de la leche (desnaturalización de
las proteínas del suero), el contenido de materia seca y la presión de h g
mogeneización. AI realizarse la homogeneización, los glóbulos de qrasa son
divididos en glóbulos más pequeños con nuevas superficies que son ocupa-
das por la proteína presente en el concentrado. Como una consecuencia de
la homogeneización, la fracción de volumen aparente de los cmplejos li- poproteínicos se incrementa.
Snoeren, Damman et al ( I 9 8 4 del Netherlands Institute For Dairy Research)
(22 ) ; encontraron que el tamaño de las partículas está en función de la
viscosidad básica del concentrado (es decir, la viscosidad obtenida por
extrapolación a una tasa infinita de esfuerzo cortante). Se ha presupues - to que la viscosidad básica es relevante puesto que en la centrífuga exfs
te una alta tasa de esfuerzo cortante. El incremento de la viscosidad
básica del concentrado resultó en un incremento en el contenido de Iiume-
dad del polvo, un decremento en el contenido de grasa libre y un aumento
e n la solubilidad del polvo. Esto puede ser explicado en virtud de que
las partículas más grandes pasan más tiempo en el ranqo crítico de hume-
dad durante el cual puede ocurrir un daño térmico a la proteína.
Las propiedades físicas de la leche en polvo, tales como el contenido de
humedad, la densidad en masa y la solubilidad adquiridas durante el procesa
100 y 300 micrones.
- -
-
25
t .-
t -
r r
t r
se ven seriamente afectadas por el almacenamiento, transporte y recons-
titución del polvo. Las características de secado, y por tanto, las pro-
piedades de cada partícula dependen, bajo condiciones estables de secado,
dcl tamaño de la partícula que ahandona l a rueda del atomizador. La vis-
cosidad del concentrado afecta el tamaño de las gotitas formadas en el
atomizador. La viscosidad
ciÓn de la leche entera y el tratamiento térmico.
La viscosidad de una suspensión, 7 , depende de dos mente, la fracción volumen
dad del medio. Existe una relación empírica pero muy Útil dada por
Ei lers.
a su vez es qobernada por la hom ogeneiza-
parametros Única-
de las partículas dispersas y la viscosi-
qe$ =viscosidad del suero (es decir, la solución láctea que contiene las sales, lactosa, albúmina y globulina)
jd max=ia máxima fracción volumen.
Para la leche entera concentrada Q, max fue tomada cano 0.79
La fracción volumen del concentrado es afectada por la cantidad de Case
ina, las proteínas desnaturalizadas de suero, las proteínas nativas del
suero y el contenido de grasa.
El tratamiento térmico de la leche, así como el período espesamiento
(age - thickening) tienen efecto sobre la viscosidad del concentrado, puesto que la voluminosidad de las proteínas desnaturalizadas del suero
es mucho mayor que la de las proteínas nativas del suero y la voliimino-
sidad es incrementada por la pérdida de las miscelas de caseína(Fig.6) SPla
leche entera es homogeneizada, la proporción proteína qrasa sc mantendrá
constante. Sin embargo los glóbulos de grasa, finamente dispersos, son cubiertos por la proteína así, la proteína (miscelas de caseína) forma
-
P I
r
r
P r
F
F
?
F
1 .
. .
4 .
P
r
?
L
L
L
r
..
I -
.-
I .-
.... a
FI
A -
B
0 .- -'b A
I I
-b
Representación esquemo'tico del proceso en el periodo de enOrosamiento para leche entera no hornogeneizado (A) y concentrado hornogeneizado
f 6).
FIG. 7 La influencia de la homogeneuacioh en la frocción volumen. El volum la grasa y la proteína permanecen iguaks.Sin embargo, el volumen Oparente se incrementa. F=graso ; C = caseína. '
de

1 i 26
n I
F
n .̂ ..
L
c
r ...
una capa no densa la cual aumenta el volumen aparente. (Fig. 7 Una presión de homogeneización más a l t a produce glóbulos de grasa más pe-
queños y en consecuencia una mayor superficie de contacto y con esto un
uncremento en el volumen aparente ( 4 c s y f l ) .
Como resultado del incremento de la fracción volumen por el aumento de
volumen aparente, la viscosidad del concentrado se elevará.
)
Durante el almacenamiento de la leche entera concentrada, la viscosidad
del concentrado se incrementa con el tiempo. Este fenómeno es llamado
período de espesamiento. La tasa de espesamiento puede ser calculada por
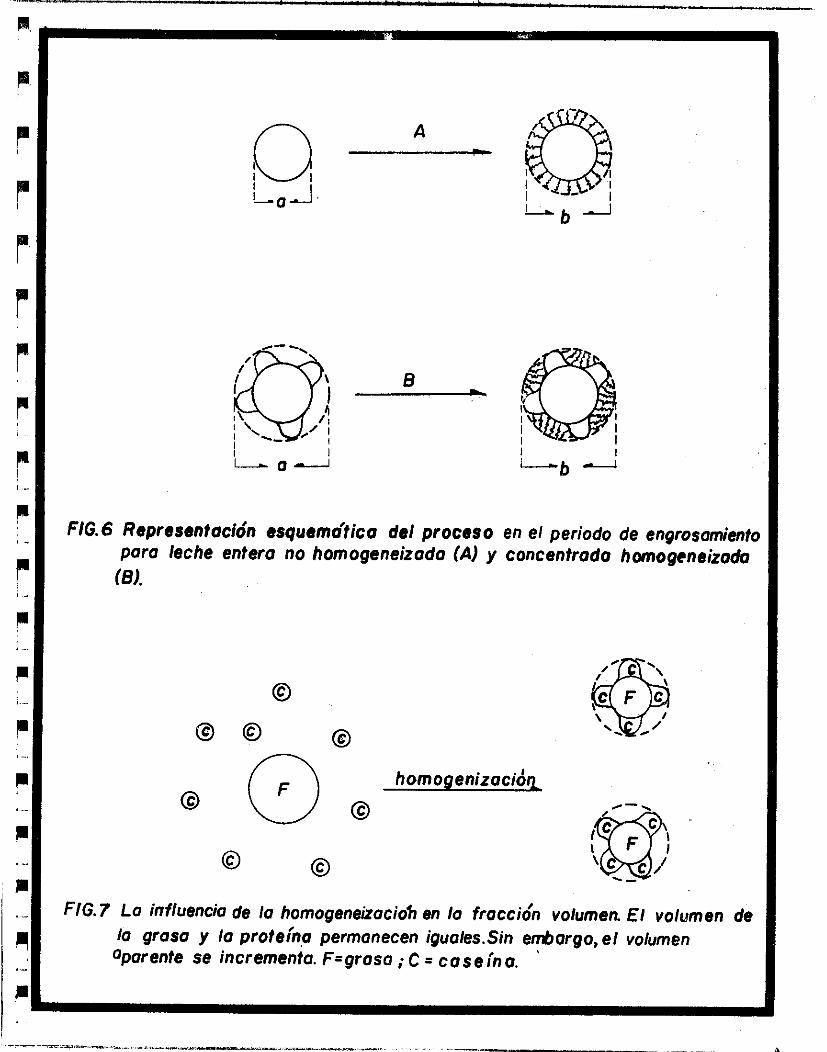
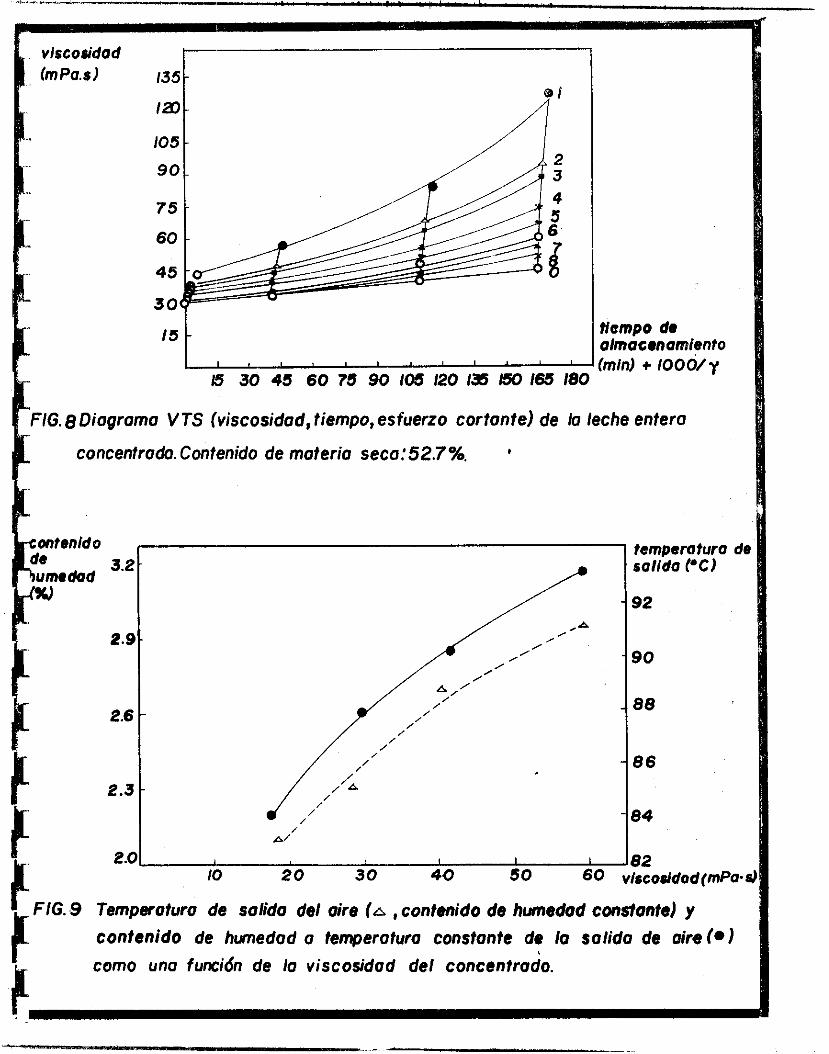
un diagrama VTC (viscosidad, tiempo, esfuerzo cortante) (Fig. 8 1.
La pendiente de la curva 0 ,es decir la viscosidad básica ( * -+ = contra el tiempo de almacenamiento, e5 la tasa de cambio del periodo de
espesamiento. La ecuación ( I ) ofrece la oportunidad de convertir
a &$ en el cambio de voluminosidad [ ( A$/pl )/min, Tabla A.1
)
II t t I
vlscoiidad ímPa.s)
105
90
75
60
45
30
FIG.
)/lampo de almacenamiento (mln) + 1OOO/y
15 30 45 60 75 90 105 120 IS EO 165 180
8 Diogromo V T S (viscosidod, tiempo, esfuerzo cortonte) de lo leche entero
concentrodo. Contenido de moferio seco:52.7%. 0
3.2
2.6
2.6
2.3
2.f
temperatura dc salldo ('C)
92 - ,
- 90
- 88
- 86
- 84
I I I 82
/ A/
IO 20 30 40 50 60 vlscoddod(mP0-r
I FIG. 9 Temperoturo de solido del oire (A ,contenido de humedad constante) y contenido de humedod o temperoturo constonte de lo solido de UirebI
como uno fumidn de lo viscosidod del concentrodo. Ir
r
r
r . .
r , .
r ,
r I .
r , ,.
r . _
r I -
r I ..
r ,,
r I .-
r ..
r ",-
r ..,
7
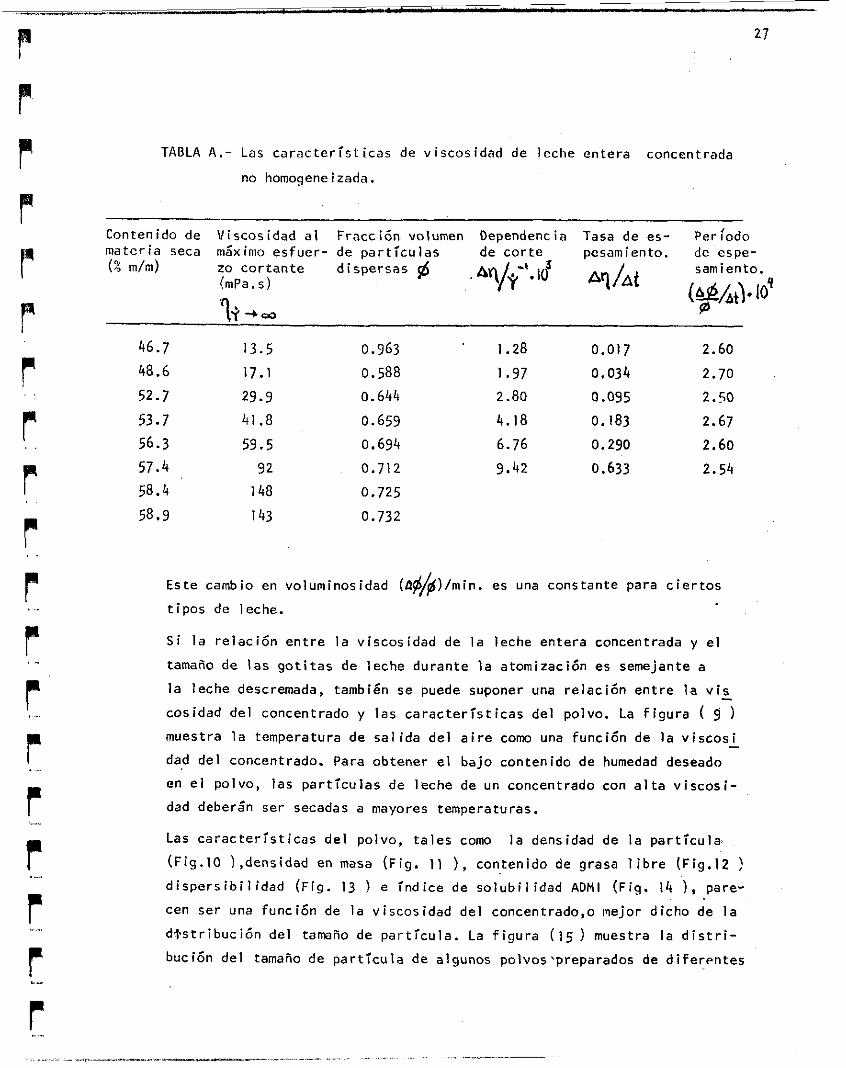
TABLA A.- Las características de viscosidad de leche entera concentrada
no homogene izada.
Contenido de Viscosidad al Fraccion volumen Dependencia Tasa de es- PerÍodo matcria seca msximo esfuer- de partículas de corte pesamiento. de espe- (8 m/m) zo cortante dispersas 6 Sam i en to.
(mpa. s)
1.;. - C M
46.7 13.5 48.6 17.1
52.7 29.9 53.7 41.8
56.3 59.5 57.4 92 58.4 148
58.9 143
0.963 , 1 . 2 8 0.017 2.60
0.588 1.97 0.034 2.70
0.644 2.80 O .O95 2.50
0.659 4.18 o. 183 2.67
O. 694 6.76 0.290 2.60
0.712 9.42 0.633 2.54
0.725
0.732
Este cambio en voluminosidad (b$h)/min. es una constante para ciertos
tipos de leche.
S i la relación entre la viscosidad de la leche entera concentrada y el
tamaño de las gotitas de leche durante la atomización es semejante a
la leche descremada, también se puede suponer una relación entre la vis
cosidad del concentrado y las características del polvo. La figura ( 9 muestra la temperatura de salida del aire como una función de la viscosi
dad del concentrado. Para obtener el bajo contenido de humedad deseado
en el polvo, las partículas de leche de un concentrado con alta viscosi-
dad deberán ser secadas a mayores temperaturas.
Las características d e l polvo, tales como la densidad de la partícula"
(Fig.10 ),densidad en masa (Fig. 11 ) , contenido de grasa libre (Fig.12 ! dispersibilidad (Fig. 13 1 e índice de solubilidad ADMl (Fig. 14 ) , pare-
cen ser una función de la viscosidad del concentrado,o mejor dicho de la
dTstribuciÓn del tamaño de partícula. La figura (15) muestra la distri- bución del tamaño de partícula de algunos polvos'preparados de diferentes
-
-

ensidad l.m e ortfculo i h l ) -__.
1.15 - e
! 5, 50 60 O 10 20 30 40
1.10 -
1.05 -
1.00 i rcorldad Pa. d
FIC.10 üensidod de lo partícula de lo feche entera en polvo como uno fUrtCick,
de la viscosidad del concentrado. h a un contenido de humedad
constante en el p01vo;e o temperoturo de salido constunte.
lmsidod Nn mosa Wmll
0.m -
0.70 -
0.66 -
0.60 -
0.55 -
0.501 , I
ímPo.r) O 10 20 30 4 0 50 60
FIG.11 Densidad en masa de lo leche entero en pdvo como uno funcioh de
la viscosidad del concentrado. 1s Sin gdpeor el cilindro; 28 despuds de
golpearlo 1250 veces. (A y ver figurolo).
iscosldad

6 :ontenid0 le graso libre y.) 5
4
3
e
i
O
n \
rcosidad 20 30 40 50 60 (m Pa. s i
FIG.12 Contenido de graso libre en leche entero en polvo como uno función de
lo viscosidad del concentrado(& y e ,ver f i g u r o 0 I
dlspersabilldod (%)
80 -
6o t -I
40 I I I I
O 10 20 30 40 50 60 ricosidud ,Po. si
FIG.13 Dispersobilfdod de lo leche entero en polvo como .uno función de lo
viscosidad del concentrado ( A y , ver figuro 10 I .

insolubilidrd (ADMI 1 (mil
viscosidad (rnPa.s)
FIG.44 lndice de insolubilidod AOMl de leche entero en polvo como
uno función de lo viscosidod del concentrodo (A y ,ver figuro IO).

28
jl 9 i I "'
I ''
I1
, .._
P r
concentraciones con diversas viscosidades.
La viscosidad básica (y--) para concentrados de leche entera homoge-
neizada están enlistados en la fabla B. La /JI app fué calculada con una
gráfica de Eilers. En la Tabla B se da la relación$ a p p / d
dad de la homoqeneización se incrementa con l a presión. La Tabla B también
- muestra la tasa deFpesamiento y (A$/# )/min, calculados con el dia - grama VTC.
La efectivi - -
TABLA B.- Características de viscosidad de leche entera homogeneizada.
Contenido de Presión de Viscosidad al Efecto de Dependen- Tasa de Periodc materia seca homogeneiza- máximo esfuer- homogeneiza cia de cor espesa- de esne % m/m) ción (lipa) zo cortante. ción te miento. samien+
$ aPP/$d Av/V-L ,o' A@? (g$/i+-). 1
- -
?t-- pr ( d a . s)
54.9 O 45.9 1 4.57 0.17 2.36 54.9 5 50.0 I .o1 5.90 0.19 2.34
55.0 7.5 106 1 .O6 8.22 0.37 1.94 55.3 I O 149 1 .O7 17.10 0.50 1.79 54.0 12.5 186 1 .O9 17.50 0.51 1 . I 9
TABLA C.- Propiedades de la leche entera en polvo de concentrado homoqeneizado.
- Presión de Grado de Contenido lnsolubili Densidad Densidad en Contenido homogeneiza homogeneiza - de humedad dad (ADHIT de partícu masa. de grasa ción (t1Pa)- ción (%) ( % I (mi 1 la. 9 /ml ) - 0% "-50A 1 ibre (%)
(91d @/rn\)
~ ~~ ~
O 51 2.48 3.70 1.17 0.637 0.735 1.55
5 59 2.72 3.70 1.16 0.627 0.725 0.89
7.5 75 3.52 3.90 1.17 0.636 0.716 0.52
I O 81 3.57 4.20 1.17 0.639 0.718 0.55 12.5 88 3.62 4.75 1.17 0.635 0.709 0.38

número de frecuencia 16 (0%)
14
12
I O
8
6
4
2
O
dldmtro de /os particular íp m)
10 19 28 37 46 55 64
FIG.15 Distribucidn del tamaño de part;culo de algunas muestras de
leche entera en polvo de concentrados con diferentes viscosidades.
Andlisis microscdpico. Viscosidad del concentrado: e = 18 mPa.s ;
0 =28 rnP0.s; % =31 mP0.s; A = 59 mP0.s.
le humedad W
3.4
3.G
2.6
2.i
f
i 20 60 100 140 reo iscoeldo
nPad
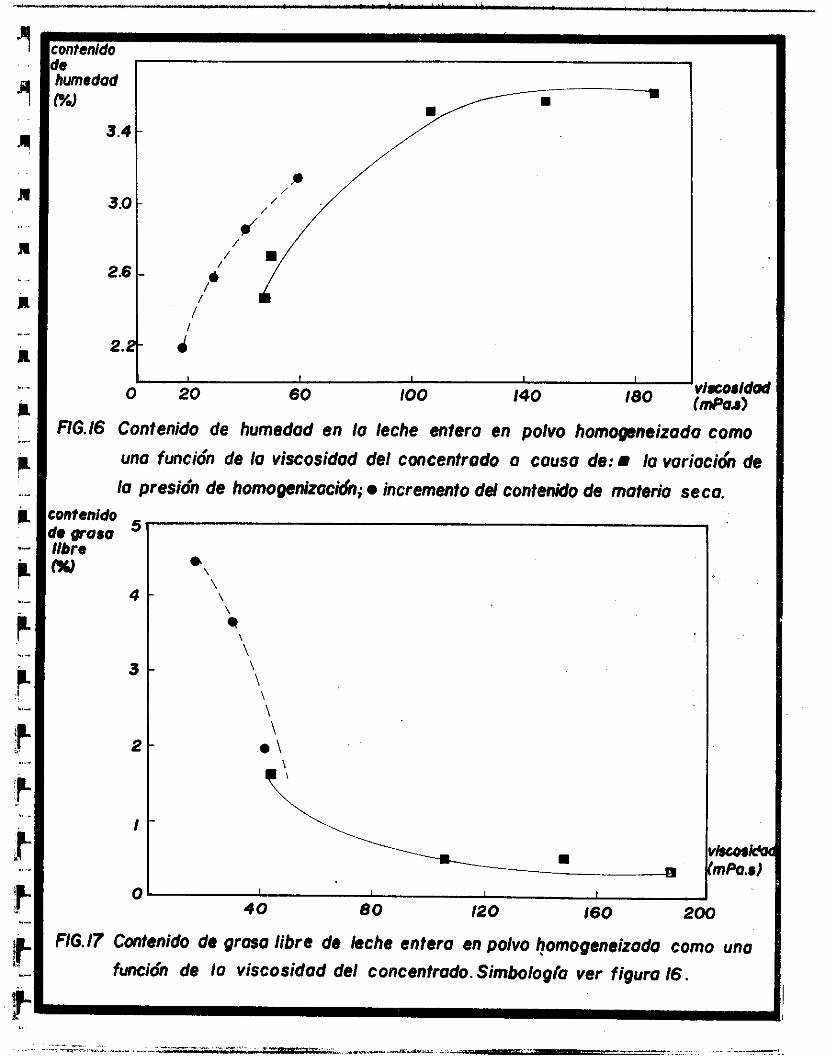
FIG.16 Contenido de humedad en la leche entera en polvo homogGneizoda como uno función de lo viscosidad del concentrodo o causa de: 1) lo voriocich de lo presión de homogenizacidj; incremento del contenido de materia seco.
Dntenido e graso Ibre u I
4 -
3 -
2 -
r -
\ e
\ \ \ *
I" " I \
\ \ \ \ \ \
o \
01 I I I I J
40 80 12 o 160 200
FIG.17 Contenido de graso libre de leche entero en polvo homogeneizodo como uno funcidn de lo viscosidad del concentrado. Sirnbologfo ver figura 16.

I 29
7 I I ’1 I I
...
r
Las características de los polvos obtenidos de concentrados de leche ente-
ra homogeneizada están enlistados en la Tabla C . El contenido de humedad de
los polvos se incrementa con la presión de homogeneización, las partículas
de leche que abandonan la rueda de’l atomizador son mayores a alta viscosi- dad, inducidas por ebincremento de la presión de homogeneización. El mismo
efecto de incremento en el contenido de humedad es observado también en el
conteniidd.’ de materia seca (Fig. 16’. El contenido de grasa libre es una
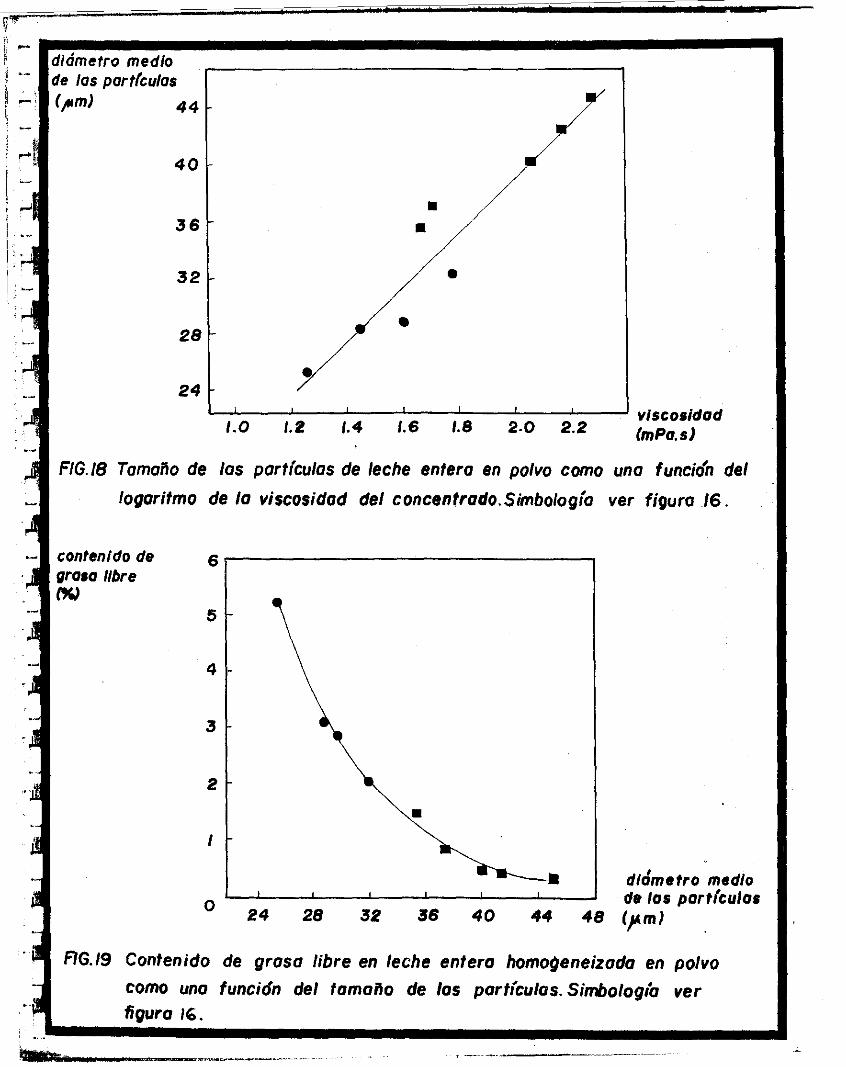
función de la viscosidad (Fig.17), decrece con la viscosidad. La superficie
de contacto total, así como el contenido de grasa libre, es más alta debido
a las pequeñas partículas resultantes con baja viscosidad (Figuras [8-’.y 19).
El índice de insolubilidad ADML se incrementa cor1 1s presión de homogeneiza
cion a causa del incremento de la viscosidad (Fiq.14).
La buena atomización del concentrado dependerá de la viscosidad del concen-
trado a la máxima tasa de esfuerzo cortante. Sin embargo, durante el trans-
porte del concentrado, a tasas de corte más bajas (tubos, bombas, tanques
de amortiguadores), la viscosidad será más alta.
En ,general puede decirse que las características finales de la leche entera en polvo son funciones de la viscosidad al máximo esfuerzo cortante.
La hornogeneización de la leche entera concentrada incrementar5 la viscosidad
Ya que la fracción Ye voiunen aparente de las particu!as dispersas ha llegado
a ser major. El periodo de espesamiento de estos concentrados es más rápido
que el de los concentrados de leche entera no hornogeneizada, cuando es expre-
sado comn un incremento de la viscosidad a travgs del tiempo.
Las características del polvo cambian cuando se w a n diferentes presiones de
hornogeneización, probablemente debido al incremento en la viscosidad del con
centrado más que al hecho de que los glóbulos de grasa láctea se encuentren
cubiertos con caseína.
-
111.- El efecto de la densidad aparente de la leche en polvo.
La densidad apsrente de la leche en polvo es lina propiedad importante desde
un punto de vista económico, comercial y funcional. Desde un punto de’vista
ecooómico, el costo de su transportación está en funciór! al iolumen que ocupa
cornorcialmente de un ImPXtC de mayor cal idad -1 ccnsumidor y funcionaymen-
/.O 1.2 1.4 1.6 1.8 2.0 2.2 viscosidad ím Pa. s)
I
I
FIG.18 Tamaño de los portículos de leche entero en polvo como uno funcidn del
logaritmo de lo viscosidad del concentrado.Simbolog~'o ver figuro 16.
como una funcidn del tamaño de las port;culas.Simbologío ver
---
I I I I I 1 de /os porttculao didmetro medio
32 36 40 44 48 (pm) o 24 28

r r r
r
r
F I
r
r r r r .-.
F 1, .
r i..
t
te influye eo las propicdades instantánea- de un prodnctc.
Una b;ja densidzd aparentc influye eo l a rglcmeracióa y trmbién es parte importaote de las propiedzdez del polvo qrie ioflryen en las carcctor?sti- cas de insta-taneidad del mis??o.
La dcnsidad aparente es e! peso de una unida? de i o l m e n de polvo y ze ex presa en g/IOC m l , g/!. E l valor recíproco de la donsidad aparente es el vo!umen aparente.
-
- Factores que influyen sobre !a dcnsidad ap~reote:
La denzidUd aparente de !a lechc en polvo es un. propiedad muy compleja siendo el resultado de muchas otras propiedades qlie a su voz, inf!uyen sobre otras. Los principales facto res que determinrn Ir densidad aparente sen:
I . La densidad de partículas, dada por:
-
(a) densidad del Eattrial en el polvo (h) e? contenido de! aire ocluido dentro de l a partícu!a
2. E l contenido de aire intorsticial, por ejem.: el Eire en- tre partículas
- Densidad de los mrteria!es en el po!vo:
Está dada por Iu composición de el pclvo. ccntmido y densidades de cada componente.
Cuando se lleva a cabo !a investigación -e la composición de cn pclvo dado, l a densidad de los materi3les del polvo o la densi- .'ad de los sólidos puede ser calculado coma sigue:
Esta depende del
1 no SÓI idos en e! po!vo =
$14 / Da + %B / Db + %C ! Dc f etc. + YW
E l %A, %B, %C en esta fÓrmla, son equivalentes al porcentaje de !os componentes con donsidad Da, Db. Dc el %W ; es cl po'r-
31 I
8 ....
c
P I .-
....
r ....
r ...
r &..
r .
r I. .
r r
ciento de humedad.
La densidad de l o s materiales del polvo no pueden ser cambia dos sin modificar la composición y a s í para un producto dado
es constante.
-Contenido del aire ocluido:
Son muy diversos los factores que influyen en la incidencia del aire ocluido en la partícula.
. Incorporación del aire en la alimentación.
Durante la evaporación, el concentrado es efectivamente
deareado sin embargo, las mismas bombas de extracción del evaporador pueden incorporar algo de aire si no se operan adecuadamente. La partícula del concentrado en el evapo - rador descarga dentro del tanque de balance que alimenta
al secador, debiéndose preveer cualquier fuga en línea de
alta presión, evitando una excesiva incorporación de aire
en la alimentación.
..Atomización de boquillas.
Las capacidades de las boquillas de presión usadas en la industria del secado por aspersión varían de 100 a varios
miles de kilogramos de alimentación por boquilla. Estos pueden también incorporar algo de aire al producto duran - te las primeras etapas de atomización, tanto en el lado
interior como en el exterior de cono de espreado. La
incorporación del aire que se lleva a cabo en pequeñas bo quillas de varios miles de kilogramos de alimentación por boquilla, es despreciable.
1 32
Disco rotatnrio.
El disco del atomizador rotatorio funcinna como una bomba
centrifuga exterior, no solo alimenta del ce-trc hacia 1;
periferia, dando tam-bién un aumento considerible e i el a'-e
As; hay una apertur? en la interfase aire-líquido, ament:--
dose el riesgo de tener air- ocluido. Esto ociirrp s i la d ' i
mentación es de baja roncentraci6n y por lo tanto de alta ra pacidad espumante.
q n .._.
P .-. r
r
L..
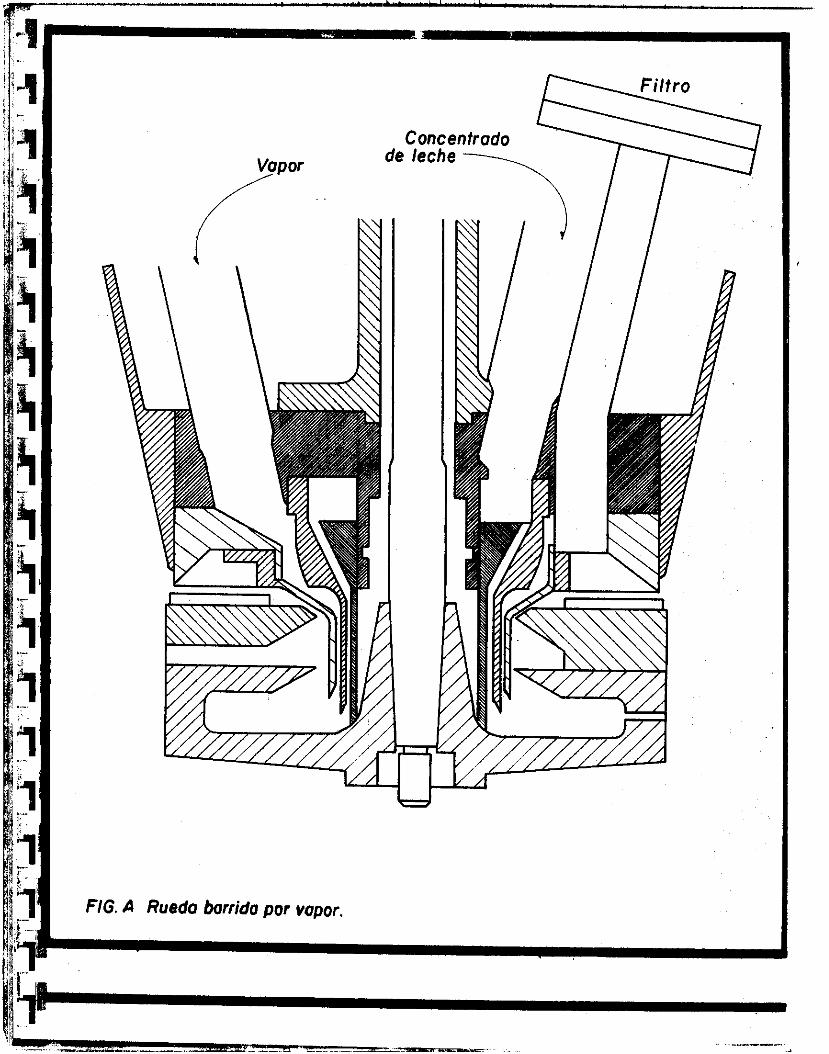
. Atornizacidn en discn con barrido de vapor. Para evitar las desventajas del disco rotatnrin al Gormar ?A puma, la interfase aire-líquido es reemplazada por ctra va-
por-liquido; estos discos han sido probados en set-Sores : - - dustrialeg.
Los aumentos de aire por la formación de espuma meden se- re
ducidos por discos especiales. En la rueda de ran=! ciirvc '1-
as? llamda rueda de alta- densidad glnbal) véase la F I ~
el aire es parcialmevte separado del conceptrrdo rJevur.en:o,
debido a la fiierza centrífuga, mientras que en la r7teda cc-
barrido de vapor, Fig. p\ , el problema es parciallente c-lu-
cionado reerplnzando la interfase IÍquidn/aire por :na in:orfa
-
- s e I íqu ido-vapor , i' Se creía que las tobera5 incotporaban poro o nin-ú? aire 3 ' con
centrado durante l a atcmización. Sin embarqo se hii jescub'erto
que exicte una cierta incorporaci6n de aire dcrante la pr:-era
etapa de atmizac~ón. dentro y fuera.de1 cnno, dehijo a I = fric
ciñn dP aire. previo a la formación de las Sotas ?a incz-po-
raci6n aiimenra con la caparidad de la tobera U g h ) .
-
-
- Prooiedades de la alimentación : La cartitad de aire que cs incorporada al producto nc depente Únicamente de la intensidad de movimienta sntes o <rur=ntp 1- ope- .,..
Concentrado de leche
ILa
FIG. A Rueda barrida por vapor.
I
33 1 1 O0 Sólidos en el oolvo =
%A / Da + 88 / Pb + 4C / Dc + etc. + %W 1 I
R
1
R .. .
U
" ..
y , ...
U
....
I I _ _ I ....
U .~- U
U
U I ,.
U .. ...
I
El %A, %B, 4 C en esta fórmula, son equivalentes al porcentaje
de los componentes con densidad Da, Pc el XW, es el porciento
de humedad.
La densidad de los materiales del polvo no pueden ser cambia-
dos sin modificar la composición y a s í para un producto dado,
es constante.
- Contenido del aire ocluido: Son muy diversos los factores que influyen en la incidencia del
aire ocluido en la partícula.
. Incorporación del aire en la alimentación. Durante la evaporación, el concentrado es efectivamente de-
aereado sin embargo, las mismas bombas de extracción del eva
porador pueden incorporar algo de aire si no se operan adecua
damente. La partícula del concentrado en el evaporador des-
carga dentro del tanque de balance que alimenta el secador,
debiéndose preveer cualquier fiiga en línea de alta presión,
evitando una excesiva incorporación de aire en la alimenta-
ción.
- -
; Atomización de boquillas.
Las capacidades de las boquillas.de presión usadas en la in-
dustria del secado por aspersión varían de 100 a varios milas
de kilogramos de al imentación por boquilla. Estos pueden
también incorporar algo de aire al producto durante las pri
meras etapas de atomización, tanto en el lado interior como
en el exterior delcono de espreado. La inc.orporociÓn del
aire que se lleva a cabo en pequeñas boquillas de varios mi-
les de kilogramos de alimentación por boquilla, es desprecia
ble.
-
-
34 1 1 1 1 4
I
n
n
raci6n de atomizaciÓn,sino.-tanbie'n.a las propiedades de Fa a l i -
mentación, por ejem.: la habilidad de l a alimentación de formar espumas estables. Esta propiedad es conocida con el nombre de
habilidad de batido ( "Whippabil ity I ' 1; esto influye principa'
mente en el contenido y estada de las proteínas y por la presen - cia posible de compuestos antiespumantes. Así, el contenido de grasa en la leche concentrada en l a cual l a función de l a gra
sa es inhibir la espumación hacietido considerablemente menor el problema que en una leche descremada nue contiene
porción proteica.
-
una mayar pro
. . La desnaturalización de 10 proteína sérica posee una alta pro- piedad espumante la cual puede ser reducida por un pretrata- miento térmico proporcional a1 grado de desnatural ización.
. Los concentrados de bajo contenido de sólidos totales tienen una más alta capacidad espumante que un concentrado de leche
con alto contenido de sólidos y cada uno de estos efectos se acentúa al elevarse l a temperatura, ver fig.( 20 ) .
- Condiciones de secado: . E l agua que se encuentra en el interior de la partícula se des-
plazará hacia l a superficie estando controlado su movimiento por mecanismos de capilaridad y difusión. nimos son mucho más lentos que el de transferencia de calor de particula comenzará a calentarse . E l calentamiento de l a par-
tícula podrá causar l a expansión del aire contenido en éstas.
especialmente en
to semi-plástico en gran parte de la misma.
El efecto anterior se presenta durante el secado en una etapa ( Camara de secado ) en cuyo proceso se tiene que alcanzar la humedad final del prodilcto lo que dará como resul tad0 DartÍcu- las con alto contenido de aire ocluido con un calentamiento
excesivo de l a s mismas en su estado semi-plástico, produciendo la formación de partículas esféricas que por la expansión del aire intersticial llegan a reventarse.
Como dichos meca-
la etapa de secado en l a que se tiene un efec -

40 %
n
, - *4
r
,
FIG.21 Reducción en peso, volumen y didmetro de uno gotita durante cmdiciones de secado Óptimos.
Porcentaje de reüuccio'n
\,'e-- \%
L I I I I I I
IO 20 30 40 50 60
Tempamrum CC)
40 -
30 -
20 - 4 96 HA0
o ! I I I I I
45 50 60 ?O 80 90 100
Porcentok, de sdWdos de las gorlros

I .q I I
35
Es c l a r o e l e f e c t o q u i t i e n e e l secado en dos pasos sobre l a s
propiedades deseab!es del producto, debido básicamente a l a ha - jada gradual de l a temperatura de p a r t í c u l a s . Además f a c i l i t a
e l secado teniéndose UP conten ido de sÓli,dQs a l t o , s i n a f e c t a r
1;i so!ub i l idad , d i cho e f e c t o es f a v o r a b l e para l a reducción de
a i r e c c l u i d o y p roporc ions po lvos con a l t a densidad aparente,
Durante l a e1imi.naciÓn de agua de l a s gotas de leche, t i e n e l u -
gar iina cons ide rab le reducc ión en e l peso , vo!umen y d iámet ro
de p a r t í c u l a . Bajo condiciones ideales de secado e l peso d i s -
m i n u i r e a l rededor d e l SO%, e! volumen descendprñ’ a un 404, y e l
d iámet ro a un 75% aproximadamente de l a go ta cresda por e l a t o - mizador. Vease Fis. (21 )
La d i s t r i b u c i ó n del tamañc de !as p a r t í c u l a s y !a densidad.
Los po lvos que cons is ten de p a r t í c u l a s de ig i ia l tamaño poseen l a
misma densidad aparente, !a p r o p i a d i s t r i b u c i ó n de l a s p a r t í c i l a s
asegura que e! espacio e n t r e l a s p a r t í c u l a s grandes es ncu9ado p o r
l a s pa r t í cu !as pequeñas y as7 sucesivamente. F1 t ima60 más peque-
60 d i p a r t í c u l a s en leches er! p o l v o comerciales es tá 1 imi tado por
e l e fec to de separación.
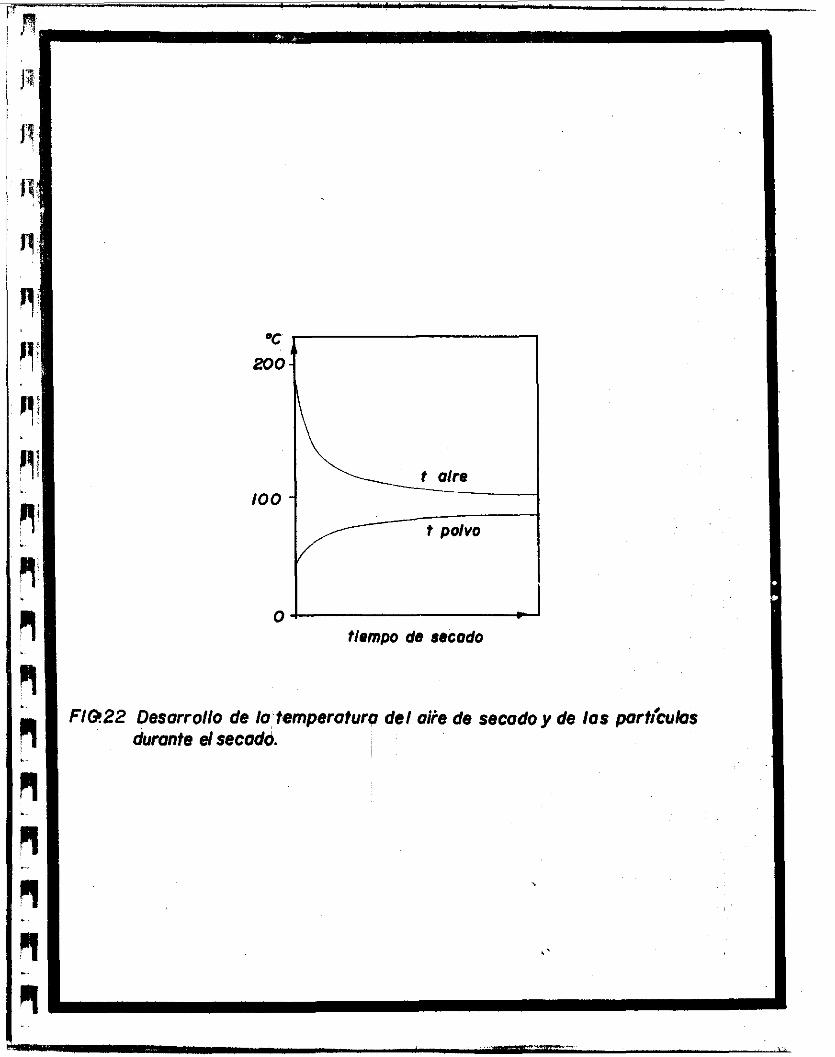
200 OC 1
O tiempo de secado
FIG22 Desarrollo de la temperaturq del aiie de secado y de las partículas durante el secodd.

36
I
R
e ~
P
r r . ,. r b....
r ...
r I_
r L__
r L.
6..
1V.-Efecto de la temperatura de pasteurización en la calidad de la leche
aglomerada con y sin lecitina.
Wenanty Rotkiewics del Departamento de Biotecnología e Ingeniería en Ali-
mentos de la Universidad de Agricultura y Tecnología
Hausen, G Kjaergaard Jensen del Instituto de Investigación para la Industria
Lechera del Gobierno Danés en Hillerdd Denmark (1979) et. al. realizaron
investigaciones divezrsificando la temperatura de pasteurización de la le-
che y estudiaron sus efectos sobre el polvo aglomerado con o sin lecitina.
E l tratamiento térmico aplicado a la leche fué 65OC, 80% y 95OC durante
un periodo de 30 segundos.
E l secado se llevó a cabo con una temperatura de entrada de aire de l80OC
y una temperatura de salida de 75%.
Los resultados obtenidos mostraron que las muestras de leche evaluad3s fue
ron diferentes organolépticamente y fisicoquimicamente lo mostraron las
siguientes tablas.
de Olsztyn; P.Sloth
-
Características de la leche entera en polvo con y sin lecitina, obtenida
de leche pasteurizada a varias temperaturas.
Tiempo de pas Humecta- Dispersi Disolubi Contenido de teurización. bit idad bil idad, 1 idad. grasa 1 ibre
OC S % % de grasa toti
69 185 87.3 0.20 3.0
Tipo de leche - -
Leche entera 80 195 85.3 0.20 5.7
aglomerada 95 225 84.3 0.38 8.1
promed io 202 85.6 0.23 5.6
65 Leche entera aglo- 80
95 merada y lecitinada
10 92.9 0.12 5.4 8 95.0 0.10 ' 8.2
27 90.4 0.30 10.9
promed io 15 92.8 0.17 8.2
Se encontró cierta influencia de la pasteurización en el índice de solubili-
dad . La cantidad de ácidos grasos fué mayor en la leche pasteurizada a 65OC, esto probablemente debido a la insuficiente inactivación de enzimas lipoli-
t icas.
- ,. . .. .. .. , .. ... . __s

I
i 'q 37
1 m
I
ri
r r ...
r ...
r r ..
r ._ r L-
r .- r b-.
t *_
t
El contenido de gras2 libre en 12 leche se incromezta directame?te proporcio
nal a Ir terperatura de pastourizaciEn, y posiblementc aumenta más 31 intrr-
drcir cafltidados extrr durante el prcceso de lecitinaciin. Los niveles de
grasa libre afectan la humectabilidad y dispersibilidad de la lechr en pol-
vo, de tal manrra que Óptimameate $1 ccntcnido de qrrisa !ibre sea Ir m5s br
jr posib!e, además cooduce a cambios oxldativcs dGrante el alrnacenrmicnto.
Los autores reprrtan que las mojores valores de humoctrbilidad y dispersi- 5ilidad y aún humectubi?idrd drrante cl a!macenarniontc se obtcviaroz de le
the 7as:eurizada a 80°C durante 3C segundos.
El contenrdo de grupss - SH sz ha investigado relacioaándo!o con Ir deza-
turaiización tgrmica de Irs proteí-as del suero. Se crlculC un coeficiente de corre!aciÓn entre !a crntidad de protevinas no desnaturalizadrs del
suer9 y 13 de Grupos - SH libres y resultó r = 0.95.
crecen durante el alrnacenaaiento, en tin 25% en leche nu lecitinada. *; en
'16% en leche lecitinada.
También la leche vari6 en sus propiedades reductoras debido a que los fos frl!pidos introducidos con cl aceite butrrico dccrementa la reductividad. Los camhior. en el contenido de hidroximetil furfural Iievaron un comporta
zieoto y aumentó durrntr el almacenamiento de acGerdo con la caztidad de
HMF sin varirr e-trc las muestras lecitinadas y las no !ecitir:adas.
Se estudió la oxidatividad midlendo el contenido de compuestos que r e x - cionan con el &. 7 fisbarbitúricos TSA y se observó que los cambios scn
más 1 igeros en leche de baja reductividad
mente más altos para la Iechi sir: lecitina.
La zcidez grasa aumenta durante el elmacenamiento. Los cambios hidrolíti
cos de !a grasa son más pronunciados en la leche sin lecitina.
Pe acuerdo con la evaluación organcléptica, la calidad más pcbre después de un periodo dc almacenamiento se obtuvo de la leche pastcurizada a 65OC
y Ir mejor de la pasteuritad; a 80% durante 30 regGndos.
-
-
-
Los grUpos - SH de-
-
-
y lor, valorcs TEA son 1 Igera-
-
V.- Efectc del cpntenido de agua durante la aglomeración.
El Institcto de InvestigaciÓn para la Industria LSctia dcl Gobierno Ben& en HiIler4d Denmark realizó en !98C un estrdic acerca del efecti que ejer -
1 38
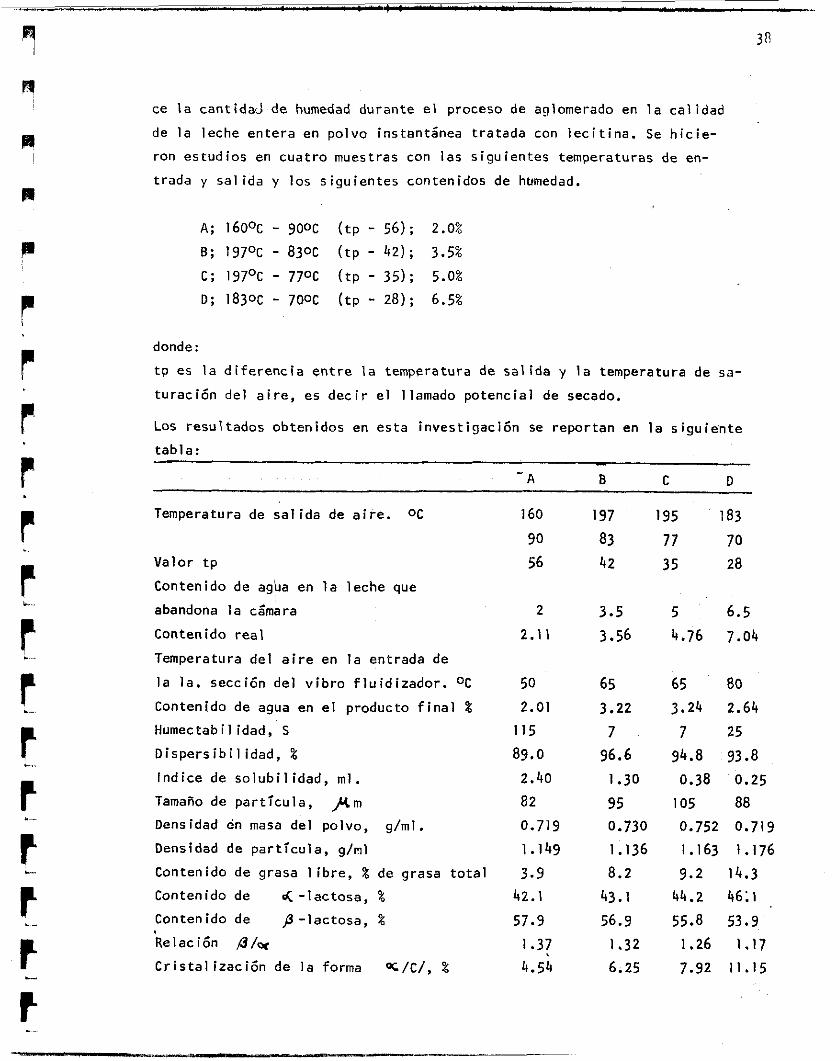
R ce la cantidaJ de humedad durante el proceso de aglomerado en la calidad
de la leche entera en polvo instantánea tratada con lecitina. Se hicie-
I ron estudios en cuatro muestras con las siguientes temperaturas de en- A
w trada y salida y los siguientes contenidos de humedad.
b
P
A; 160Oc - 90OC (tp - 56); 2.0%
B; l97OC - 83OC (tp - 42); 3.5%
C; 197OC - 770C (tp - 35); 5.0%
0; 183OC - 70OC (tp - 28); 6.5%
donde:
tp es la diferencia entre la temperatura de salida y la temperatura de sa-
turación del aire, es decir el llamado potencial de secado.
Los resultados obtenidos en esta investigación se reportan en la siguiente
tabla:
- A B C D
Temperatura de salida de aire. OC
Valor tp
Contenido de agba en la leche que
abandona la cámara
Contenido real
Temperatura del aire en la entrada de
la la. sección del vibro fluidizador. OC
Contenido de agua en el producto final 8 Humectabil idad, S Dispersibil idad, %
lndice de solubilidad, ml.
Tamaño de partícula, f i m
Densidad en masa del polvo, g/ml .
Densidad de partícula, g/ml
Contenido de grasa libre, % de grasa total Contenido de 4 -lactosa, % Contenido de Ji -lactosa, %
Relación p / ~ Cristalización de la forma S/C/, %
160
90
56
2
2.11
50
2.01
115
89.0
2.40
82
0.719
1.149
3.9
42.1
57.9
1.37
4.44
197 195 183
83 42
3.5
3.56
65 3.22
7
96.6 I .30
95
0.730
1 .I36
8.2
43.1
56.9
1.32
6.25
77 70 35 28
5 6.5
4.76 7.04
65 80 3.24 2.64
7 25
94.8 93.8
0.38 0.25
105 88
0.752 0.719
1.163 1.176
9.2 14.3
44.2 46:l
55.8 53.9
1.26 1.17
7.92 11.15
Los mejores valores de humectabilidad y dispersibilidad fueron obtenidos entre 3.5 % y 5.0 % de humedad y los peores fueron obtenidos para la mues tra A. Los resultados para l a muestra D muestran que al exceder cierto límite en el contenido de agua en el polvo que abandona la cámara de se- cado se afectan negativamente las propiedades de la leche instantánea. Esto se acompaña por un incremento en el grado de cristalización de la
y - lactosa y un substancial crecimiento en el contenido de grasa l i
-
- bre.
La leche lecitinada tuvo ligeramente más altos valores de densidad en
masa. La peor solubilidad la mostró la leche tiPo A. E l contenido de
grupos
extremos del agua.
Se observó tam bién que existe una alta correlación entre las propieda- des reductoras de la leche en polvo y su contenido de hidroxirnetilfurfural La leche lecitinada mostró propiedades reductoras más bajas y contenido
reducido de hidroximetilfurfural y grupos -SH.
-SH fue mayor a un contenido de agua del 4.76% y menor a
. -.
.. ,-
". I I1 I .
'I I !
I1 1 ...
I 1 , 1 .
I
1 .-
I...
1 *..
1 ., ..
1 ....
1 I ,.
ci
PROCESO DE PRODUCCION.
Secado por atomización en dos etapas.
Se ha descubierto que el secado por atomización en dos etapas es el pro
ceso físico más adecuado para la producción de leche en polvo instantánea
ya que por el diseño de equipos y condiciones operativas, se lleva al
polvo a un determinado estado de termoplasticidad (función de humedad
y temperatura) que facilita la formación de aglomerados de partículas.
El principio de todos los secadores por atomización es transformar el
concentrado en muchas y diminutas gotas que son expuestas a una rápida
corriente de aire caliente. Debido a\ gran tamaño de la superficie de
las gotas, el agua es evaporada casi instantáneamente transformando las
gotas en partículas de polvo.
-
Una instalación convencional de secado por atomización consta de los si. guientes componentes principales:
-
40
I . Cámara de secado
2. Sistema de aire caliente y distribución del aire
3. Sistema de alimentación
4. Atomizador
5.
6.
7. Instrumentación y automatización
Sistema de separación de polvo
Transportadora neumática y sistema de enfriamiento
El concentrado es bombeado desde el tanque de alimentación del producto
al dispositivo atomizador en el dispersor de aire sobre la cámara de se- cado. E l aire de secado es extraido de la atmósfera por un ventilador pa
sando un filtro y luego a través del calentador de aire al dispersor de
aire. Las gotas atomizadas encuentran el aire caliente y la evaporación tiene lugar simultáneamente enfriando el aire. A continuación del seca-
do en la cámara la mayor parte del producto secado cae en la base de la
cámara y entra en una transportadora neumática a un sistema de enfria-
-
'
c

.....
U I '
U .- I
r r L..
r .. - P I-
r r r
miento.
Los finos, es decir las partículas con un diámetro pequeño, quedan arras trados en el aire, y es necesario por tanto pasar el aire a través de ci-
clones para separarlos. Los finos dejan el ciclón en la base mediante un
dispositivo de cerradura y entran al sistema neumático. El aire de sali-
da pasa a l a atmósfera por el ventilador de aspiración. Las dos fraccio-
nes de polvo son recogidas en el sistema neumático de transporte y enfria
miento y luego son pasados a través de un ciclón para separación y'ense-
cado.
-
-
La instrumentación comprende la indicación de la temperatura del aire de
entrada y salida, así como el control automático de la temperatura de en
trada mediante la alteración de la presión del vapor o la cantidad de
fuel, y el control automático de la temperatura de salida mediante la al
teración de la cantidad de concentrado bombeado al dispositivo atomiza-
dor .
-
-
La velocidad inicial de las gotas del atomizador es alrededor de 150
m/seg. La mayor parte del secado tiene lugar mientras las gotas son de-
saceleradas debido a la fricción entre ellas y el aire. Aquellas gotas
con un diámetro de 100 micrones tienen un rrecorrido de desaceleración
de menos de un metro y las de I O micrones, de unos pocos centímetros.
La -reducción principal de la temperatura del aire de secado tiene lugar
durante este periodo. Por tanto, una enorme transferencia de masa y ca-
lor tiene lugar en las partículas en muy corto período de tiempo.
calidad del producto puede ser seriamente dañada s i se descuidan los fac-
tores que promueven la degradación.
La cantidad de aire en las gotas es, uno de los factores decisivos pa- ra determinar la reducción del tamaño durante el secado. Otro factor
aún más importante es el de las condiciones de secado, o sea la tempera
tura del aire circundante.
Como se emncionó mucho calor debe ser transferido del aire de secado a.
las gotas y mucho vapor de aire realizará el camino contrario. Existe
por lo tanto un gradiente de temperatura y concentración en la partlcula,
La
-
-
__ I_--
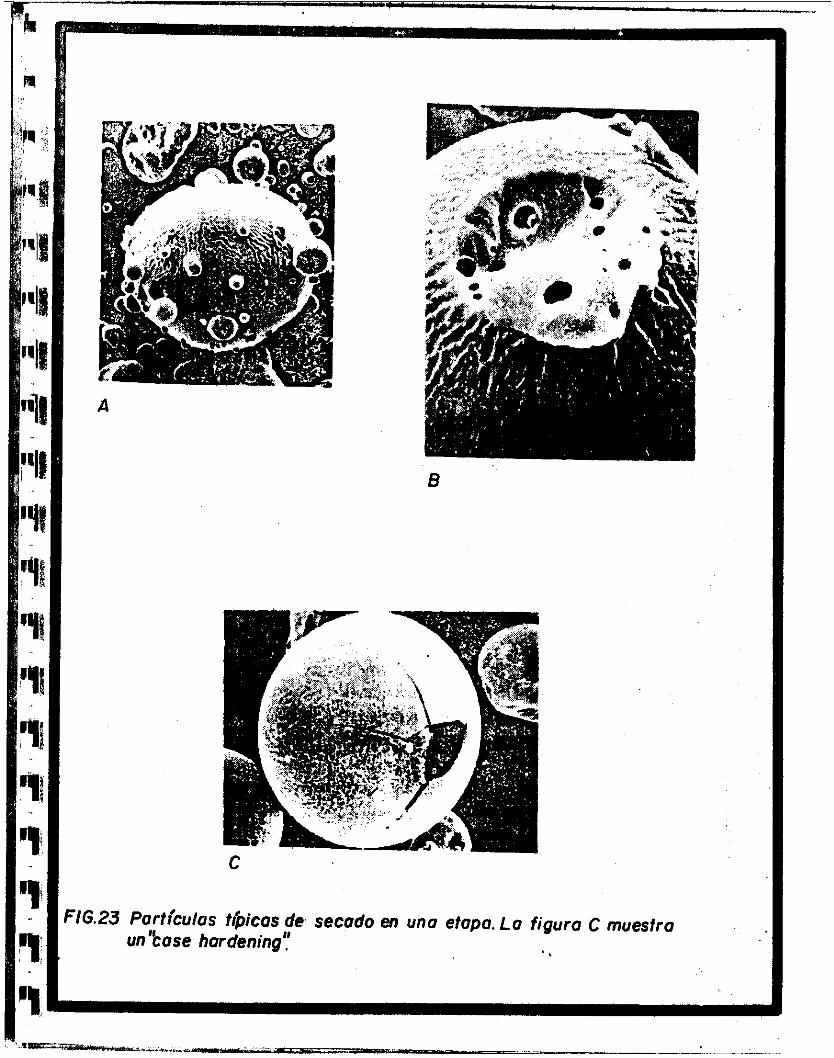
A
W.23 Portículo t&os de secado en uno etopo. Lo figuro C muestro
. I un “case hardening:

42 P r P r r r r r r . .
r r L..
r *.-
r * .
r r * .<
r " _
L._
r
y el proceso total se vuelve muy complejo.
Las gotas de agua pura (actividad del agua 100%) se evaporan al ser ex- puestas a una más alta temperatura, manteniendo la temperatura de bulbo
húmedo hasta que se evaporen completamente, mientras los productos conte niendo sÓ1 idos completamente secados, son calentados a la temperatura del
aire circundante al fin del proceso lo cual, en un secador spray signifi
ca la temperatura de aire de salida. Véase Fig. 22
El gradiente de concentración también forma diferentes temperaturas en-'
tre diferentes zonas de la superficie. La intensidad del gradiente global
es mayor, cuanto mayor sea el diámetro de la partícula debido a la menor relación superficie/masa.
Por lo tanto las pequeñas partículas secan más uniformemente.
Durante el secado, el contenido de sólidos aumenta debido a la eliminaciÓn de agua y lo mismo ocurre con la viscosidad y la tensión superficial. Es to significa que el coeficiente de difusión o sea la relación de difusión
agua-vapor/tiempo y superficie, se vuelve menor y tiene lugar un robreca-
lentamiento debido a la menor velocidad de evaporación. En casos extremos el llamado "case hardening'l, que es la formación de una cáscara dura so-
bre la superficie, a través de la cual el vapor/agua restante o el aire
adjunto se difunden, provocará que esa difusión se realice muy Icntamen-
te . El'kase hardening'' ocurre normalmente con un contenido r,esidual de humedad de 10-30% en la partícula, en cuya etapa las proteínas, especialmen
te la caseína, son muy sensibles al calor y muy fácilmente desnaturaliza-
bles, dando como resultado un plvo con malas propiedades de humectabilidad
y solubilidad. Este problema evita la reducción adicional del tamaño de
partículas. Más aun, la lactosa amorfa se endurecerá y será casi impene- netrable para el vapor de agua, y la temperatura de la pertícula aumenta- rá a medida que la velocidad de evaporación, osea el coeficiente de difu- sión, se aproxime a cero.
Cuando el secado se lleva a cabo en una sola etapa, se lleva al producto a
eficiente para que el polvo sea instantáneo. Podría haber más vapor de a-
gua y burbujas en la partícula,el sobrecaientam,ienEo provoca expansión
de vapor y aire. La presión de vapor aumenta y la partícula se convierte
-
-
-
su humedad final dentro de l a cámara, pero este proceso no suele ser
I --
__I_ -7 ”
A 43
U
P
ci
P
P
en una pelota completamente redonda con la superficie 1 isa Fig.23ALa
partícula tendrá una gran cantidad de vacuolas en su interior Fig.238
Si la temperatura del aire circundante es muy alta, la partícula puede
explot<ar o bien no sobrevivir a l tratamiento mecánico en el sistema de
transporte y los ciclones, y abandonará el secador con el aire de salida.
Ver Fiq.23c
Si la temperatura circundante, osea, la temperatura de sal ida es mantenida
baja durante el secado, la temperatura de la partícula será igualmente
baja.
La temperatura de salida es determinada por muchos factores entre los cuales
los más importantes son:
c
I . r r 2.
F
r . ..
r ....
r r ._ ..<.
r ....
r
3.
4.
1. Contenido de humedad en el polvo final.
2. Temperatura y humedad del aire de secado.
3. Contenido de sólidos en el concentrado.
4. Atomización.
A menor contenido de humedad residual, más baja humedad relativa en
el aire de salida, eso significa mayor temperatura de salida y con
ello mayor temperatura de la partícula.
Como el contenido de humedad está en relación directa con la humedad rela
tiva del aire de salida, un aumento de temperatura en el aire de entra-
da necesitará un pequeño aumento del aire de salida, debido al alto con
tenido de humedad en el aire, resultante del aumento de evaporación.
También el contenido de humedad en el aire de secado es importante,
y si este contenido es alto se debe aumentar la temperatura de sali-
da para compensar la humedad adicional.
Un aumento en el contenido de sólidos requerirá un aumento en la tempe
ratura de salida, debido a que la evaporación se vuelve más lenta (me- nor coeficiente promedio de difusión) y es necesaria una mayor dife-
rencia de temperatura (fuerza motriz), entre la partícula y el aire
circundante.
Cualquier esfuerzo con el fin de mejorar la atomización creando una
nuve más fina dará como resultado una temperatura de salida más baja,
porque la relación superficie específica/masa de las partículas se
vuelve mayor. La evaporación será, por io tanto más fácil y se”re-
querirá una fuerza motriz menor.
-
-
-
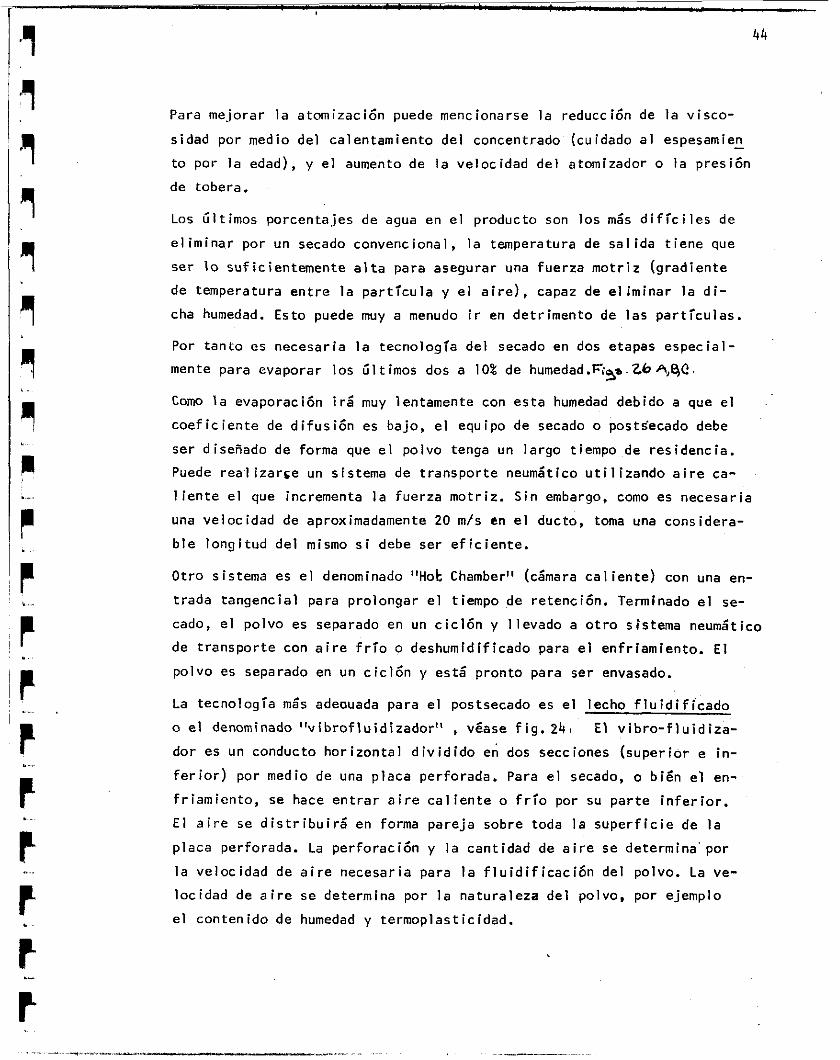
44
Para mejorar la atomización puede mencionarse la reducción de la visco-
sidad por medio del calentamiento del concentrado (cuidado al espesamien - to por la edad), y el aumento de la velocidad del atomizador o la presión
de tobera.
Los Últimos porcentajes de agua en el producto son los más difíciles de
eliminar por un secado convencional, la temperatura de salida tiene que
ser Io suficientemente alta para asegurar una fuerza motriz (gradiente
de temperatura entre la partícula y el aire), capaz de eliminar la di-
cha humedad. Esto puede muy a menudo ir en detrimento de las partículas.
Por tanto es necesaria la tecnologia del secado en dos etapas especial-
mente para evaporar los Últimos dos a 10% de humedad.Figa Z64,QC.
Como la evaporación irá muy lentamente con esta humedad debido a que el
coeficiente de difusión es bajo, el equipo de secado o postsecado debe
ser diseñado de forma que el polvo tenga un largo tiempo de residencia.
Puede real izarse un sistema de transporte neumático utilizando aire ca-
liente el que incrementa la fuerza motriz. Sin embargo, como es necesaria
una velocidad de aproximadamente 20 m/s en el ducto, toma una considera-
ble longitud del mismo si debe ser eficiente.
Otro sistema es el denominado "Hot Chamber" (cámara caliente) con una en-
trada tangencia1 para prolongar el tiempo de retención. Terminado el se-
cado, el polvo es separado en un ciclón y llevado a otro sistema neumático
de transporte con aire frío o deshumidlficado para el enfriamiento. El
polvo es separado en un ciclón y está pronto para ser envasado.
La tecnología más adeouada para el postsecado es el lecho fluidificado
o el denominado "vibrofluidizador" , véase fig.24 El vibro-fluidiza-
dor es un conducto horizontal dividido en dos secciones (superior e in-
ferior) por medio de una placa perforada. Para el secado, o bién el en-
friamiento, se hace entrar aire caliente o f r í o por su parte inferior. El aire se distribuirá en forma pareja sobre toda la superficie de la placa perforada. La perforación y la cantidad de aire se determina'por la velocidad de aire necesaria para la fluidificaciÓn del polvo. La ve- locidad de aire se determina por la naturaleza del polvo, por ejemplo el contenido de humedad y termoplasticidad.
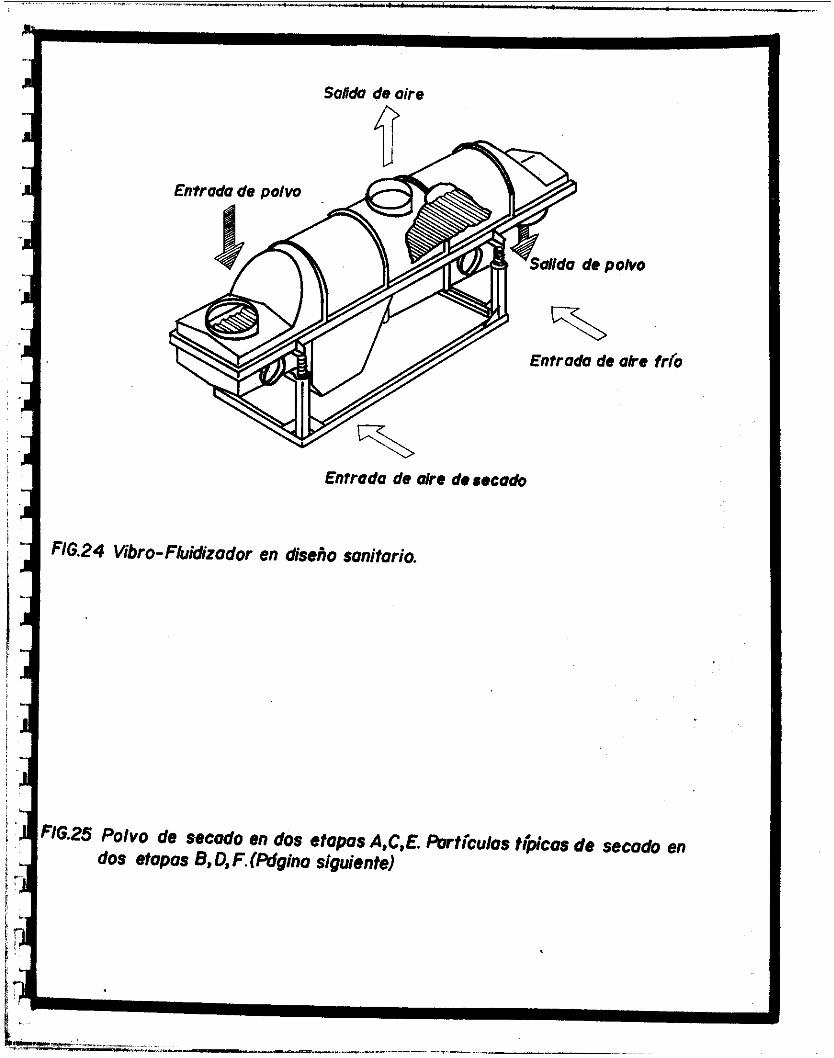
Sañ& de aire
vSdida de polvo
Entrada de alre 7
Entrada de olrc de socodo ' J
I FlG.24 Vibro- Fluidizador en diseno sanitario.
frío
secodo en dos etapas A,C,E. Pwt;culas tbicas de secada en ~
- - - - - - dos etopos B, O, F. (/%gin0 siguiente)

4 4 1 1 1 1 1 1 I I 1 1 1 1 1
I
k.
& _
.._
.̂
..
c
i
.Y

. , " . ..., __.,._.. ---
I
45
Todo el fluidizador está vibrando, asegurando que el polvo al ser secado
pasará sobre la placa perforada y se encontrará con el aire caliente en
un proceso continuo, teniendo lugar entonces el secado. La temperatura es determinada de acuerdo con la capacidad de evaporación que se desea lo- grar. El tamaño de los orificios de la placa perforada es elegido a fin
de que la velocidad de aire sea suficientemente alta para fhidificar el
polvo sobre la placa. La velocidad del aire no deber5 ser tan alta que el
polvo que el polvo quede suspendido en el aire.Por eso el aire es conducido
a través de un ciclón, donde las partículas son separadas.
En una sección subsiguiente se aplica a l vibrofluidizador aire ambiente,
frío y/o deshumidificado, con 10 que el producto es enfriado suave pero eficientemente.La temperatura de secada, cantidad y velocidad del aire
(o velocidad de fluidificación) sólo pueden establecerse con un buen cono cimiento del producto y del proceso o mediante numerosos ensayos pilotos
bajo condiciones controladas en el laboratorio.
Esto significa que se puede operar el secador en un modo diferente de a-
quel anteriormente descrito, donde el polvo salió de la cámara corn el con-
tenido final de humedad. Ver Fig. 25.
Se puede reducir la temperatura de salida del aire de secado de l a primera e
tapa dando lugar esto a un aumento en el contenido de humedad. Ver Fig.tS
Se puede reducir la temperatura de salida del aire de secado de la primera
etapa, dando lugar esto a un aumento en el contenido de humedad del pro-
ducto y a una baja de la temperatura de la partícula,
Hay sin embargo, un límite un límite sobre cuan lejos, es operativamente po-
sible llegar con el contenido de humedad aumentado; pues el polvo puede volvers
pegajoso a pesar de la baja temperatura, agrumándose y formándose depósitos en l a cámara.
Normalmente puede lograrse una reducción en la temperatura de salida de 10-15
OC. Esto da como resultado un secado más suave, especialmente en la etapa cri
tics de secado (30 a 10% de humedad);
no es interrumpida por ningún l'case hardening", y a s í se obtienen condicio
nes cercanas a las del ejemplo óptimo de secado. La temperatura menor de
las gotas se obtiene en parte debido a la baja temperatura circundante,
pero también al alto contenido de humedad en las partículas, cuya tempera
tura es cercana a la de bulbo húmedo. Esto tiene naturalmente una influen
-
-
- l a contracción continúa, ver Fig. 14,
-
- -

I I I
I -1
i .
1 1 I !I
cia positiva en l a s propiedades de solubilidad del oolvo final.
La reducción en la temperatura de salida implica un correspondiente ma-
yor rendimiento en la cámara de secado debido a la mayor diferencia en
temperatura. Muy a menudo se aumentan la temperatura de secado y el con - tcriido de sÓl idos cn cl concentrado a1 imentado aumentando así aún n6s l a
eficiencia del secador. Sin embargo esto significa a l mismo tiempo un au
mento necesario de la temperatura de salida, pero el mayor contenido de
humedad y la menor temperatura de l a partícula protegen l a s partículas
así que se evitan el sobrecalentamiento y el "case hardening".
La temperatura de secado puede alcanzar 25OOC o aún 275OC al secar leche descreinada, en cuyo caso la eficiencia de secado alcanza 0.75.
Cuando l a fracción de la cámara llega a la base de la cátpara tiene un ma
yor contenido de humedad y una menor temperatura que l o que se obtiene con el secado convencional anteriormente descrito descrito. Desde la base de l a cámara, el polvo debería caer directamente a la sección de secado del vibro-fluidizador y ser fluidificado inmediatamente. Cual- quier retención o transporte provocará que las partículas templadas, humedas y termoplásticas se peguen unas contra otras y se formen gru-
mos que luego son difísiles de disolver. Esto tiene una influencia ne gativa directa sobre la eficiencia del secado en e l vibro-fluidizador
y parte del polvo abandonará el equipo con un contenido de humedad de - masiado alto, en detrimento de la calidad de conservación del polvo.
Solamente l a fracción de la cámara entra en el fluidizador por grave- dad. La fracción del ciclón principal y la del ciclón del vibro-flui-
d izador.
Como las fracciones de los ciclones consisten en partículas de un diá- metro medio menor que las partículas de la fracción de cámara, manten- drán un menor contenido de humedadiy por lo tanto, no requerirán el mismo proceso de postsecado. Muy a menudo las partículas están lo su- ficientemente secas, pero, a pesar de ello son conducidas hasta el Ú L
timo tercio de l a sección de secado del vibro-fluidizador, para asegx rar que sean secadas hasta quedar con el contenido de humedad requeri
do. Ver Fiq.25.
-
-
I ..
1 1 1 1 1 1 .
1 ...
1 .. .
1 7 ..
*,...
1 1 L.”
1 ....
1
Para recoger y conducir la fracción del ciclón, puede aplicarse un sis-
tema de transporte neumático común. Sin embargo, el sistema de transpor
te neumático también enfría el polvo, y esto no es necesario, ya que el
polvo se enfriará con mayor eficiencia en la sección de enfriamiento del
vibro-fluidizador. Por consiguiente, se eligen frecuentemente transporta
dores vibratorios de alta frecuencia, ya que son más baratos { trabajan
sin aire, por lo que la separación en ciclones no es necesaria. Esto si9 nifica una reducción en el sistema de recolección del polvo. Por otro la do habrá una reducción adicional en el sistema de recolección en el se-
cado en dos etapas siendo menor la fracción del ciclón principal debido
al alto contenido de humedad. La densidad de partículas aumentará tam-
bién debido al secado suave
c icl ones.
Al recoger las fracciones de los ciclones, no siempre el punto de reco-
lección puede quedar exactamente arriba del fluidizador, de forma que el
polvo pueda ser al ¡mentado directamente por gravedad en el
dor. Por lo tanto es instalado un sistema de transporte a presión para
manejar el polvo. Este sistema es muy flexible en relación a donde el
polvo es transportado, ya que la línea es un ducto lácteo normal de 3 o 4 pulgadas. El sistema consiste en un soplador de aire de bajo volumen/
alta presión, una válvula de polvo de diseño especial, el tipo “blow-through“
que permite el paso de aire recogiendo el polvo, y una línea de transpor
te. La c-antidad de‘aire es pequeña en relación al polvo a ser.conduci-
do (sólo 115). El efecto de enfriamiento es por lo tanto nulo, también
debido a que el aire es calentado por la presión aumentada.
Durante la producción una pequeña parte del polvo quedará suspendido en
el aire otra vez en el vibro-fluidizador y abandonará este con el aire y
será recogido en el ciclón y enviado de retorno al vibro-fluidizador. Du
rante la detención de la planta, llevará algún tiempo, por lo tanto, dete ner esta recirculación si no se toman medidas especiales.
El problema es, por ejemplo, manejado por una válvula de desvío en el tu-
bo de transporte hacia otro tubo llevando el polvo hacia el mismo final
del sistema del vibro-fluidizador que es entonces vaciado en pocos minu-
tos.
-
-
-
y así se mejora la eficiencia total de los
vibro-fluidiza-
-
- -

4
1 ..
I
7 1. I I
48
E l polvo finalmente es tamizado y envasado. Como puede contener algún aglomerado, se recomienda uti1 izar un sistema de transporte a presión hacia el silo, a fin de obtener la ma"xima densidad.
La ventaja del secado en dos etapas puede ser sisntetizada como sigue:
I ) Más alta capacidad del aire de secado. 2) Mejor calidad del producto, como ser :
- buena solubilidad
- alta densidad - bajo contenido de grasa libre -
3) Menor emisión de polvo 4) Mayor economía
bajo contenido de aire ocluido

8 AglomeraqiÓn. '
La aglomeración de partículas elementales es una condición necesaria para
la instantaneidad.
Para el proceso de secado en dos etapas fueron introducidos vibrofluidi-
zadores para el postsecado del polvo. Sin embargo el sistema es tan flex
ible que puede utilizarse tambiii para la producción de polvos aglomera-
dos. Como se ha mencionado, una primera aglomeración tiene lugar en la
nube del atomizador debido a que las partículas chocan a diferentes velo
cidades. Hasta ahora el fin había sido la producción de polvos sin aglo-
meración para obtener un polvo de máxima densidad. Inclusive. un sistema
de transporte a presión fué sugerido para llevar el polvo final a un si-
lo, duratite el cual el polvo sería expuesto a un tratamiento mecánico su
ficiente para r6mper cualquier tipo de aglomeración que pudiera llevarse
a cabo. En proceso de aglomeración el fin es el opuesto.
El proceso de aglomeración va acompañado de una reducción de la densidad
en masa por el incremento del volumen del aire intersticial. Una buena
aglomeración proporciona una densidad en masa de 0.45-0.55 g/ml y debe
ser entendida como la ausencia de finos (partículas no aglomeradas) así
corm de partículas sobreaglomeradas compactas, de gran tamaño. Es nece-
sario entender que tanto la aglomeración pobre como la sobreaglomeración
son perjudiciales para las propiedades de instantaneidad del polvo, afec
tándose especialmente su dispersibilidad.
La instantaneidad conferida por la aglomeración del polvo, puede ser expli
cada de la forma siguiente:
Los polvos instantáneos están constituidos por particulas más o menos vo-
luminosas, irregulares y porosas. Tienen dos clases de tubos capilares:
interiores y entre los aglomerados que tienen diámetros mayores a los ca- pilares de las partículas no aglomeradas. Esto permite que en lod polvos
instantáneos el agua suba por capilaridad de forma instantánea mientras
que en los no aglomerados el agua no puede subir debido al pequeño diá- metro de los capilares.
AI permitir que el agua suba a través del aglomerado, el polvo adquiere
-
-
-
-
-
.. .
I I I I I I I I I h I I I I I I I I
~ - - b. . .. . . . .
FIG.26-8 Secador por aspersión.
FIG.26-C Equipo de secado en dos etapas y aglomeración.
FIG.27 -B pbivo aglomerado.
- .1-- - -- ..-“.-I- .- ..
"CI .
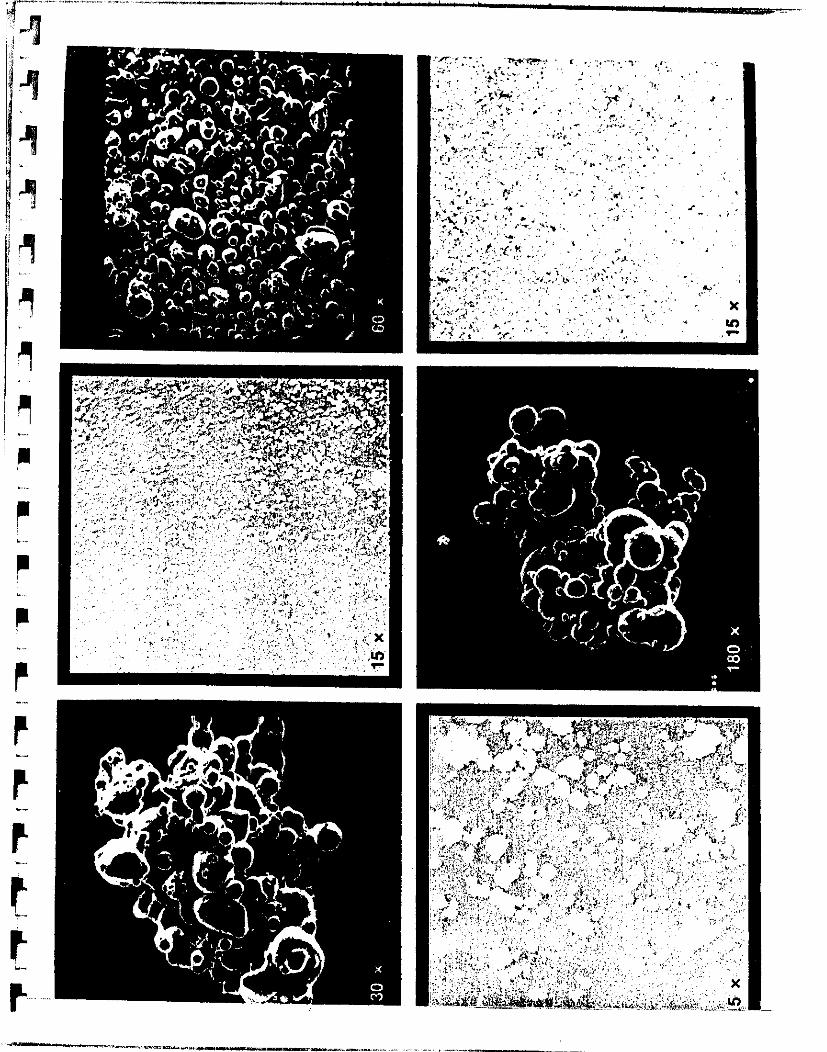

r
una densidad mayor que la del agua provocando la inmersión inmediata del polvo, lo que le proporciona las características de instantaneidad.
Los glúcidos solubles tienen un papel importante en la humectabilidad, ya
que las partículas elementales se ven favorecidas para proyectarse iguali
tariamente a la superficie del agua, humectarse instantáneamente y disper
sarse en fragmentos más grandes y más densos que el agua. Con esto se per
mite que el agua pase instantáneamente por capilaridad a partículas ele-
mentales que no están en contacto directo con el agua.
La estructura capilar de los polvos instantáneos les proporciona una po-
rosidad que no poseen los polvos no aglomerados y que les permite ser
"atacados" por el agua y por lo tanto ser sumergidos inmediatamente.
Los gránulos más gruesos, en principio, son los que se sumergen más rá- pido. Los polvos más finos se sumergen más .lento. Entre la inmersión del
polvo y su disolución se encuentra el estado de disolución, que consiste
en la desagregación de los aglomerados ya sumergidos en partículas elemen
tales.
- - -
-
Un buen polvo instantáneo es, ante todo, un polvo que se proyecta a la su-
perficie del agua, se humecta y se sumerge muy rápidamente sin agitación;
la agitación posterior facilita la dispersión y la disolución completa del polvo.
Aglomeración por el proceso de rehumectación.
Para su estudio puede dividirse en cinco pasos
. Humedecimiento: El polvo suele ser agitado para que las partículas se alcancen unas a otras.
Como consecuencia de la presencia de fuerzas físicas de un rango corto
(fuerzas de Vander Waals) hay un 1 igero efecto de aglutinación, estas fuer
zas forman agregados inestables de partículas, para que éstas por termo-
plasticidad, se vuelvan pegajosas. El humedecimiento puede hacerse atomi-
zando agua, con aire húmedo o con corriente de vapor. El agua puede llevar
aditivos, azúcar, hidrocoloides, colorantes, saborizantes u otros constitu
yentes de la forínu1aciÓn. Si se utiliza corriente de vapor, se requieren
temperaturas suficientemente elevadas (iOO-i30°C) para asegurar que la can
tidad de agua proporcione una humidificación eficaz. Sin embargo conviene
-
-
-

51
i? I
17 !I I
/I !I , I .
1 1 ._
I & _
I
* _
F
que la temperatura del polvo a humectar sea la más baja posible a f i n de
favorecer la condensación del vapor de agua y evitar en el polvo daños
térmicos.
Recientemente, en la industria láctea, se ha propuesto un procedimiento mejorado de aglomeración, que incluye en la etapa de humedecimiento, una
corriente de un gas cuya temperatura es inferior a la del vapor de agua,
es decir, del orden de 10 a 4OoC. El fluido gaseoso evita un calentamien
to excesivo del producto pulverizado y tratado y favorece la condensación de.1 vapor de agua sobre las partículas de polvo. La corriente de gas es
paralela al polvo y el vapor y se encuentran entre ambos, al pasar por una
zona de calentamiento turbulento se mejora el contacto entre las partí-
culas del polvo. El fluido gaseoso puede ser elegido en función de las
características del producto a tratar y de las temperaturas uti1 izadas.
Se emplea de preferencia un gas o mezcla de gases que no provoque alte-
raciones en el producto pulverizado, t ales como: N2, COZ, o aire.
L
Aglomerac iÓn:
En esta etapa de produce la aglomeración propiamente dicha debido a la pe
gajosidad del polvo y a la turbulencia que existe en l a zona de aglomera-
ción. Existen dos tipos de aglomeración que se utilizan según la naturale
za del polvo y las características finales deseadas: aglomeración por go-
tas y aglomeración superficial.
Secado :
A continuación se ajustan los valores específicos de humedad del producto
mediante el secado. AI terminar la aglomeración el polvo tiene una humedad del 10 al 15% y el secado se efectúa en un vibrofluidizador con entradas
de aire caliente y f rio. La turbulencia del lecho debe ser tal que no
rompa los aglomerados formados, pero a su vez también debe impedir, con aire a alta velocidad y en la zona donde se recibe el polvo húmedo, la
-
-
formación de cascotes.
Enfriamiento:
Esto se lleva a cabo en
dado para no romper los los lechos fluidizados,
lecho fluidizado, donde también se debe tener cui-
aglomerados. Cabe destacar que el aire que forma
tanto de secado como de enfriamiento, arrastra per -
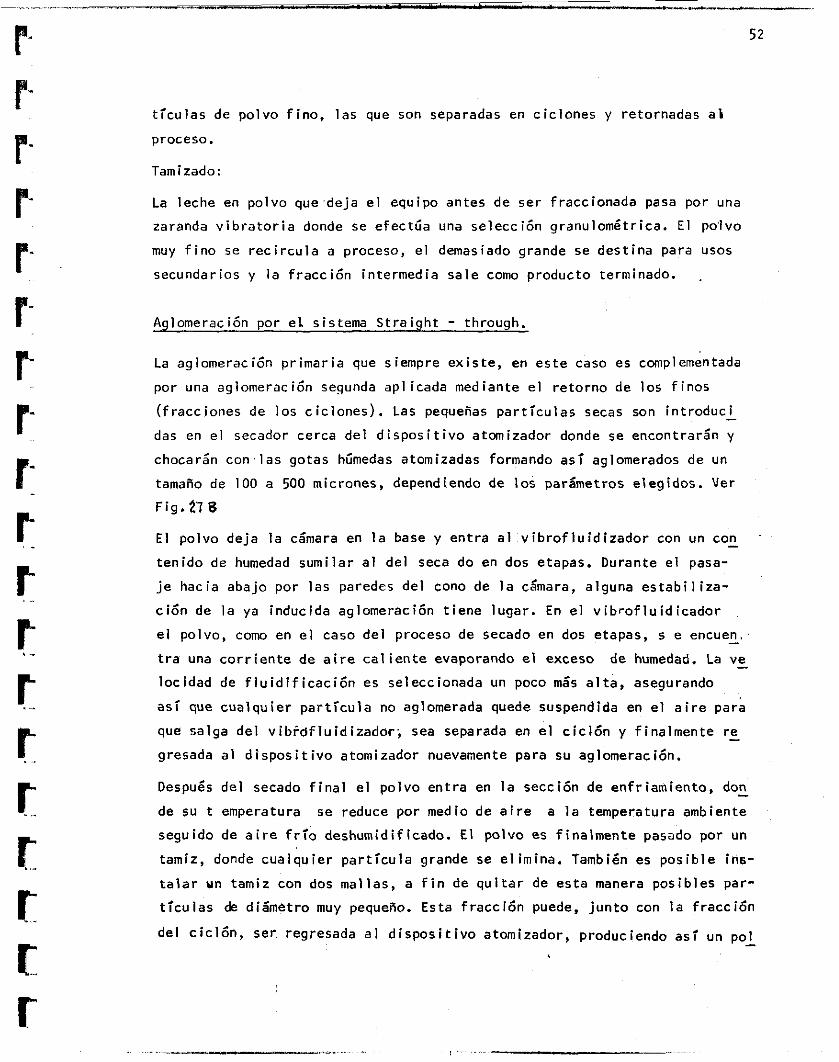
52
r-
r- r-
tículas de polvo fino, las que son separadas en ciclones y retornadas al proceso.
Tamizado:
La leche en polvo que-deja el equipo antes de ser fraccionada pasa por una
zaranda vibratoria donde se efectúa una selección granulométrica. El po'lvo
muy fino se recircula a proceso, el demasiado grande se destina para usos
secundarios y la fracción intermedia sale c o w producto terminado. .
Aglomeración por e l sistema Straight - through.
La aglomeración primaria que siempre existe, en este caso es complementada
por una aglomeración segunda aplicada mediante el retorno de los finos
(fracciones de los ciclones). Las pequeñas partículas secas son introduci - das en el secador cerca del dispositivo atomizador donde se encontrarán y
chocarán con las gotas húmedas atomizadas formando así aglomerados de un
tamaño de 100 a 500 micrones, dependiendo de los paremetros elegidos. Ver
Fig.27B
El polvo deja la cámara en la base y entra al vibrofluidizador con un con - tenido de humedad sumilar al del seca do en dos etapas. Durante el pasa-
je hacia abajo por las paredes del cono de la cámara, alguna estabiliza-
ción de la ya inducida aglomeración tiene lugar. En el vibrofluidicador
el polvo, c o w en el caso del proceso de secado en dos etapas, s e encuen.
tra una corriente de aire caliente evaporando el exceso de humedad. La ve
locidad de fluidificación es seleccionada un poco más alta, asegurando
a s í que cualquier partícula no aglomerada quede suspendida en el aire para
que salga del vibidfluidizadar; sea separada en el ciclón y finalmente re - gresada al dispositivo atomizador nuevamente para su aglomeración.
Después del secado final el polvo entra en la sección de enfriamiento, don - de su t emperatura se reduce por medio de aire a la temperatura ambiente
seguido de aire frío deshumidificado. El polvo es finalmente pasado por un
tamiz, donde cualquier partícula grande se elimina. También es posible ins-
talar un tamiz con dos mallas, a fin de quitar de esta manera posibles par-
tículas & diámetro muy pequeño. Esta fracción puede, junto con la fracción
del ciclón, ser regresada al dispositivo atomizador, produciendo así un pol
.
- -
-

J 1'1 I 1 1 1 I -* 1 1 I L_
1 ."
1 . .
1 1 1
53
vo de distribución bien definida de tamaño de los aglomerados. El retiro
de los finos en el atomizador es sin embargo, considerado suficiente desde el punto de vista del producto, y las plantas son los tamices arriba men-
cionados son raras y la utilización de los mismos solamente se realiza cuan - do se tiene
La Fig.26 muestra una disposición de planta para la aglomeración con el
sistema Straight through.
La aglomeración Straigh through es mejorada si se toman en cuenta las si-
guientes medidas:
1.- Es adecuado un alto contenido de sólidos en el concentrado alimentado.
2.- Regresar la mayor cantidad posible de finos al atomizador.
3.- introducir los finos lo más cerca posible del atomizador.
4.- Que el polvo contenga el más alto contenido posible de humedad al
que lograr una determinada especificación en un producto.
abandonar la cámara.
Que las partículas primarias sean lo más grandes posible. 5.-
AI dejar el tamiz el polvo no deberá ser expuesto a un transporte mecánico
ni mediante aire ni mediante tornillos mecánicos de movimiento rápido.
Lo Óptimo es instalar a la planta en una altitud que permita llenar sacos
o "tote-bins" por gravedad.
As7 e-, corno la aglomeración puede llevarse a cabo por los métodos mmcio-
nados de rehumectación y straight-through. El segundo es considerado en ge - neral superior que el primero. Este proceso t rabaja con una temperatura
considerablemente más baja de salida del aire de secado y una concentra-
ción más alta en la alimentación que l a usada en el proceso de rehumecta - cion. Esto tiene una influencia favorable en muchas propiedades deseadas,
tales como índice de solubilidad, densidad de partícula (que implica un
fácil hundimiento de las partículas en el agua, ausencia de espumas o na-
tas, facilidad de empaque), contenido de grasa libre, y tasa de hidratación.
Además, el polvo aglomerado por el sistema Straight-through resulta con una
estabilidad mecánica bastante superior a la que proporciona la rehumecta-
ciÓn y produce un menor índice de partículas compactas sobre aglomeradas
que ésta.
'I I 1 I I I I I I 1 1 .,-
1 1 ,._
1 ..
1 _.
7 1
. Z Lecitinacicn. - La superficie de las particulrs de leche entera en pelve siempre esti' CU-
bicrts por grasa. A ésta se llama grasa libre, la cual, en contraposición
a I ? grasa gloi'ulir, PS fácilmonte extractable cuando se lava el pnlvc con
solvente5 orljnicos.
El c m t m i d o de grasa !ibre de la leche entera en polvo de buena calidid
pcede alcan;.ar porcentajes de alrededor de! 1% (expresado en por ciento
de polvn). Sin Pmbargo s e ha encontrado que incluso valores de 0.1% de COP-
tenide de crasa libre es suficiente para hacer el polvo repelente al agua,
por su naturaleza hidrofóbica.
Es posible superar esta repelencia al agua y mejorar la humectabilidad de la leche en polvo con un aditivo.
Puesto que la humectabilidad del polvo es un fenómeno de superficie, el ad i -
tivo debe cubrir la superficie del polvo después del secado, y no resulta sip nificativa la mejora cuando se mezcla con la leche antes del secado. Lo que
requerimos para la instantaneidad es una súperficie de partÍcu!a con un mate-
rial ba!anceado que controle la visorosa turgencia de las superficies hidro-
fÍl icas así como una moderada humidificación de las superficies hidrofóbicas. Para este propósito se ha usado la lecitina, en ocasiones disuelta en aceite
butírico. Entre los agentes surfactantes viables, la lecitina es el más acep - table como aditivo en virtud de que es un componente natural de la leche. Es
una mezcla de compuestos fosfatidos que contiene un radical ácido fosfórico
hidrofÍl ico en una molécula de grasa, y es similar al material de la membra
na que estabiliza el glóbulo de grasa en la 1e.che. En virtud del relativamen
te alto costo de la lecitina, es importante tratar de minimizar el nivel usa
do. La lecitina es bastante efectiva, mejora dramáticamente las propiedades
de humectabilidad, cuando se aplica en niveles de solamente 0.2%, puede re-
sultar en un polvo con una dispsrsabilidad de 85 - 908, equivalente a la le - the descremada instantánea, en cambio lo leche entera en polvo normal posee una disperqabilidad de menos del 20%. Un nivel de 1%
do la lecitina se adiciona en presencia de agua, pero son posi6les niveles
más bajos s i se usa un solvente no acuoso, como la graso láctea ... anhidra,
que es el mZs estable de los excipientes.
- - -
o más es requerido cuan -
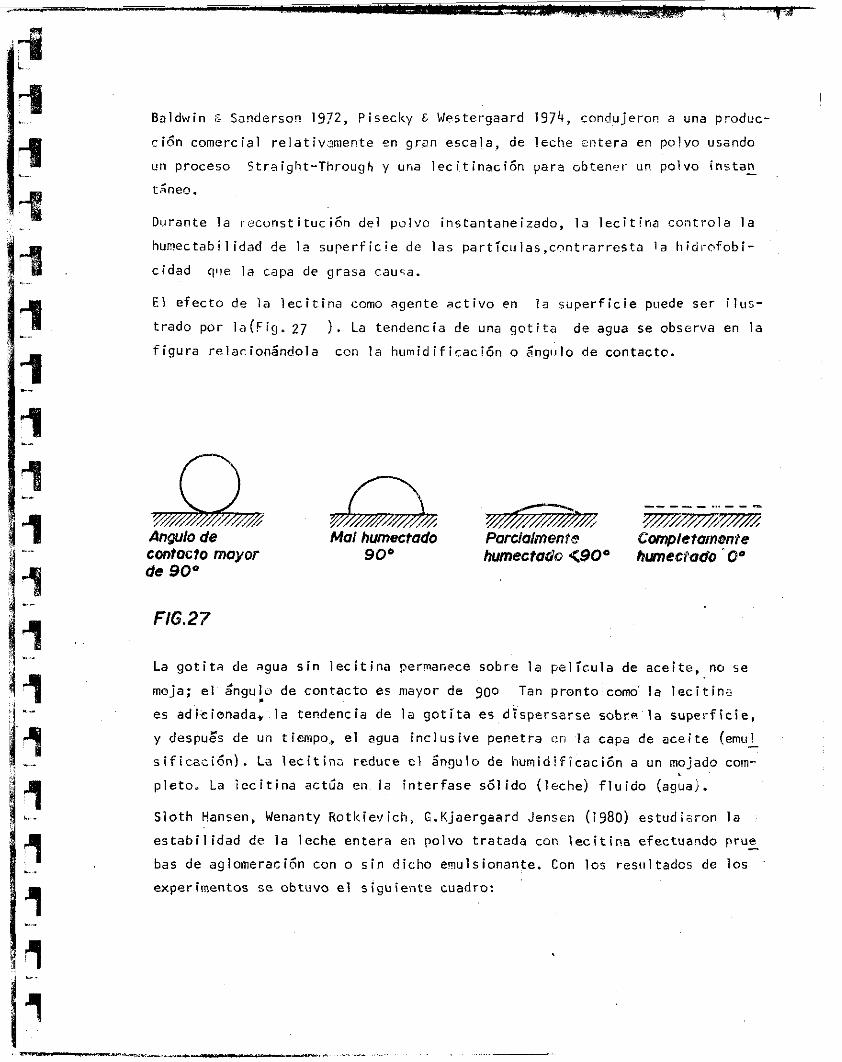
.<_ .
1 . .
Baldwin is Sanderson 1972, Pisecky t Westergaard 1974, condujeron a u n a produc-
ri6n comercial relativamente on g r a n escala , de !eche entera en polvo usando
un proce:jo Straight-Through y una IecitinaciÓn para obten ir^ u11 polvo instan - t h e n .
D'irante l a ireconstitucion del polvo instantaneizado, la lec i t ina conti-ola l a
humectabil idad de l a superficie de las partíciiias,cnntrarresta l a hidrofobi-
cidid ql!e la capa de grasa cauca.
E l efecto de la l ec i t ina como agente octivo en l a superficie puede ser ¡Ius-
trado por l a ( F i g . 27 ) . La tendencia de una got i ta de agua se observa en la
figura relacionándola con l a humidificación o Sngulo de contacto.
o ----_.. .-- - 7?2%Ezmm
Anpulo de Mal humectado Pardalmente Completain@nnire contacto mayor 900 humectadt? <90a bnecfaUo'Oa de 90"
FIG.27
La got i ta de agua s i n l ec i t ina permanece sobre la pelicula de a c e i t e , no se
moja; el a n g u l a de contacto es mayor de 900 Tan pronto como' l a l ec i t ina
es adi:tionada+ la tendencia de l a got i ta es dispersarse sobre la superf ic ie ,
y después de un tiempo,, el agua inclusive penetra en Io capa de ace i te (emu1
s i f i c a c i ó n ) . La lec i t ina reduce e l a n y l o de humidificación a UI! mojado coin-.
pleto. La iecf t ina actúa en l a interfase sólido (leche) fluido (agua).
S l o t h Hansen, Wenanty Rotkievich, E-Kjaergaard Jensen (1980) estudiaron la
estabilidad de. la leche entera en polvo tratada con lec i t ina efectuando prue.
bas de aglomeracik con o sin dicho emulsionante. Con los resultados de los
experimentos se obtuvo e! siguieinte cuadro:
-
-

. '
55
Las características de la leche entera fresca en polvo aglcmerada, ccn y sin
la agresación de lecitiw.
I imites de análisis Leche entera Leche entera en pcilvo aglo merada y trata da con lecitiña.
en polvo aglomerada.
Hiimec tab i 1 idad
Dispersabil idad, %
lndiradnr de solubi-
1 idad, m l
Sabor de la leche
regenerada, en puntos
Valor del test TEA, E
Acidez de la grasa, ml In KOH, por 100 g de grasa
Contenido de grasa 1 ibre,
% en relación a su canti-
dad total
26
93.4
0,17
11,8
0,020
0.77
5.95
7200
87.6
0,21
11,5
0,021
0,71
2.49
Con base en los resultados obtenidos se comprobó que la humectabilidad y la diqpersabilidad son mucho mejores en la leche fresca en polvo tratada
con lecitina, ' . El disolver lecitina en aceite es adecuado si se quiere obtener un liquido
bastante delgado, el cual es fácilmente espreable sobre la superficie de
polvos aglomerados. E l aceite butírico ha sido seleccionado para este pro-
pósito, podría usarse grasa veaetal siempre y cuando se haya anunciado en
las especificaciones del producto, pues de no ser así Fie consideraría una falsificación ilegal.

I,_*..." ~ ....,., ~ .... ~ I . ,.. ..._... ~ , . .
56
I : I
1 " 1 ' 1
I1 ! -
La !ecitina disuelta en aceite butírico en un ?O a 50% es asperjada scbre el polvo base. Es posible lograr las propiedades deseadas en el producto
final por medio de un control adecuado de las cantidades de lecitina y acei - te ( al mismo tiempo, tomando en cuenta el contenido de grasa libre y la es-
tructura de la partícula aislada y el aglomerado en el polvo bose).
Las cantidades d i leritina y de la grasa lihre tobrll (es decir la grasa libre
original + rl aceite butíriro + la lecitina); en el polvo final pueden ser
variables desde 0.1 hasta 0.3% y de 1 a 78 respectivamente. Sin embargo las
variaciones rn estos irangos tan pequeños, son capaces de provocar grandes
diferencias con resyecto a las propiedades deseadas.
Se tiene cierta seguridad en ciianto a que grandes cantidades de grasa libre
en conjunto cnn niveles altos de leritina mejoran la humectabi!idad, pero
por otra parte se ve afectada la facilidzd de flujo y puede afectarse l a dispersabilidid. El papel de l a eqtriictilra del polvo y el grado de aglome-
raciin pnr supuesto que son decisivos, pues un polvo aglomerado deficiente
mente requiere de una cantidad mayor de asente surfactante que un polvo bien
ag Iomerado.
E l equipo de lecitinación consiste en dos recipientes , una bomba dosifica- dora, una trampa de polvo con un nozzle de dos fluidos y un panel de control.
E l primer recipiente sirve para la preparación del emulsificante, es decir,
Para la disolución de la lecitina pu!verizada en el aceite butírico. El agen te humectante es bombeadn por medio de una bomba dosificadora en el nnzzle
para dos fluidos, también provista de aire comprimido el cual se encuentra
dentro de la trampa de polvo localizado entre los dos vibrofluidizadores. La
mezcla es espreada sobre el polvo puede ser mientras se encuentra en fluido
estático, lecho fluidizado o en una línea neumática de transporte de densi-
dad media. En el Gltimn sistema el polvo es recogido por una linea de des-
carga y transportado a la cámara de espreado. La cámara está diseñada para
prevenir la incidencia del spray en las paredes para que el polvo contriby ya a la densidad del aire, es decir, la raz6n de polvo que con respecto a la tasa de flujo de aire
metido durante un periodo corto a una temperatura de 40OC - 6OOC. La baja
viscosidad de la mezcla lecitina/grasa láctea a esta temperatura permite al
-
-
es bastante alta. El polvo tratado es entonces so -

, , ~. -.,.--..-. I ,-..,.,. *....I ..A- /*_ ., .,., ~-." ... . .~.. .. f. . . .,I_. +_^____*_
1
.. . 1
57
msterial ser espreado y producir una robeytiira adecuada.
El pine! de instrumentación cuantÍfi,ca, contro!a y mide los flujos, tezpera-
turas y presiones del agente hwmectante y del aire riel atomizador. E?tá in-
terconectadn con el panel de control del vibrofluidizadnr para fin de parar
automáticamente e! flcjo de pclvo s i por z1gsna razón l a lecitina no llega.
Esto asegura que ningún polvo pueda escapar sin antes obtener la apropiada cobertura de Iecitina. El segundo fluidi7ador provisto también con aire ca
Iiente tiene a cargo un gentil pero efectivn me7clado del polvo para lograr
un espreadc uniforme del agente humectinte sobre !a superficie de las partí - culas.
El polvo que abandona la unidad de lecitinado a s enfriado y preferiblemente
empacado al vaiio para mantener su sabor. !a máquina de !lenado es localizad?:
preferiblemente junto a la unidad de lecitinado con ina tolva para un ccrtn almacenamiento intermedio y asi evitar transporte innecesario.
-
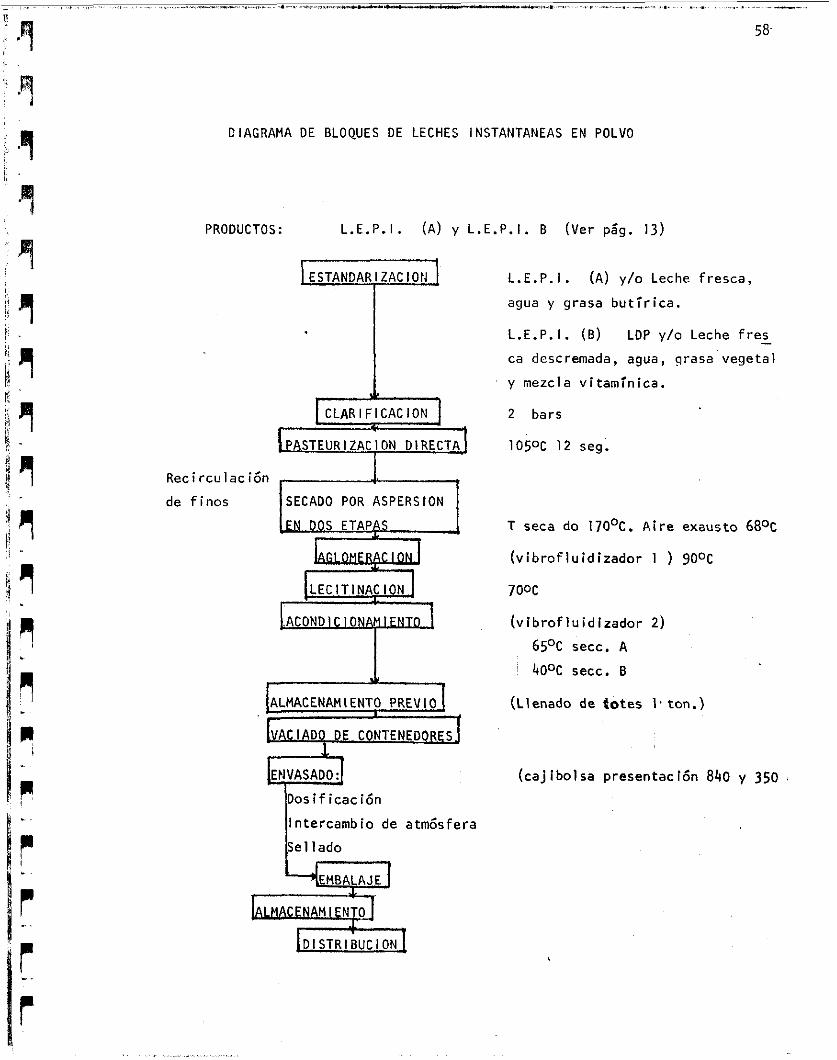
1 1
rn i
I I
.. P . r .. .
r _.
r
CIAGRAMA DE BLOQUES DE LECHES INSTANTANEAS EN POLVO
PRODUCTOS: L.E.P.I. (A) y L.E.P. I. B (Ver pág. i3)
ESTANDARIZACION T Recirculación
de finos SECADO POR ASPERSION
~LECITINACION J. I 1
Intercambio de atmósfera
L.E.P.
agua Y
L.E.P.
. (A) y/o Leche fresca,
grasa butírica.
. (B) LDP y/o Leche fres - ca descremada, agua, grasa vegetal
y mezcla vitamínica.
2 bars
105OC 12 seg.
T seca do 17OOC. Aire exausto 68%
(vibrofiuidizador 1 ) 90OC
700C
(vibrof lu id izador 2) 65OC secc. A
4D°C secc. B
(Llenado de totes 1. ton.)
(cajibolsa presentación 840 y 350 ,
r= EL EMPAQUE ADECUADO Y LA CONSERVACION
P
P P
r
r r
r t
r r
I '
ir
E l papel que juega el envoltorio en la protección del producto y su cali-
dad es especialmente importante en el caso de productos elaborados a par-
tir de 1,) Ieclic.
Los requisitos para l os materiales de envasado para los productos deshi-
dratados en polvo son los siguientes:
A) El material debe tener alta resistencia al pasaje de la humedad.
B ) Debe ser resistente a condiciones extremas de humedad y temperatura.
Los productos en cuestión tienen una facilidad a tomar humedad del ambien
te, por lo que toda la preocupación debe estar orientada a que ésto no ocu
rra.
Cuando coexistan las dos formas de la lactosa, es decir, la monohidratada y
la B anhidra, el tiempo de almacenamiento, la humedad y la permeabilidad del
envase juegan un papel decisivo en el deterioro de la calidad del producto.
Los polvos tienden a aterronarse, producto de la conversión de lactosa B anhi
dra en monohidratada. Se ve así afectada la solubilidad del polvo por varia
cienes químicas que deterioran la calidad y aceptación del producto.
La permeabilidad de un material al vapor de agua, se podría describir como
el paso del vapor de agua en gramos transmitidos por m2 por día en condicio
nes determinadas de humedad y temperatura.
Es posible determinar el material adecuado a nuestras necesidades sellando
con él
Esto colocado en un ambiente de fijadas condiciones de temperatura y humedad
durante un tiempo determinado. El incremento de peso del material contenido
en la cápsula nos dá la relación para el laminado en prueba.
Generalmente estos ensayos se realizan durante 24 horas y a 2 5 ° C ~ 75% de hu- medad relativa Ó a 38°C~ 90% de humedad relativa.
Actualmente y al haberse generalizado un uso de los materiales flexibles en
el envasamiento, los fabricantes de los mismos aportan los datos convenientes
a cada material y a nosotros sólo nos resta la elección del más adecuado.
- -
- -
-
la boca de una capsula aue contenga un material altamente higróspico.
60'
r r r r r r r ."
r ..
r . .
r r I I
r
r _ .
r _.
I I
F I U
C:- Deberá tener resistencia al pasaje de gases.
Fundamentalmente las leches que en gran medida pueden ser afec-
tadas por el oxígeno som las semidescremadas y las enteras con contenidos
importantes de grasa. La presencia de O'
conservando una leche en polvo del tipo de las mencionadas, produce cam-
bios que afectan principalmente el sabor.
en los envases donde estamos
La transformación química nue se produce, consiste en la adición de
O2 a los dobles enlaces de los jlicéridos no s aturados con aparición de peróxidos. Se trata en definitiva de una oxidación,
sabor a sebo.
con producción se
Hay distintos grados en la intensidad de los sabores indeseables y
podríamos decir que en el Último, aparece el sabor "rancio!'.
Podríamos decir que en todos los casos el O2 del aire es el princi- pal agente de oxidación de los Iípidos presentes en la leche y siempre
la grasa en una primera etapa resiste la incorporación de gas, pero a me
dida que se forman compuestos de intensidad oxidante creciente, se debi-
lita la resistencia de la grasa y aparecen los sabores extraños.
-
Se debe,por lo tanto, eliminar de los embases la mayor cantidad po-
sible de 02 (a valores de 2%) para evitar una consecuencia desagradable
de algo que está mejorando en otro aspecto la calidad.Es posible con
práctica determin ar el nivel de deterioro de un polvo, pues la oxidacih
de la grasa da lugar a la producción de compuestos volátiles que se pue-
den descubrir mediante el sabor y olor.
La velocidad de oxidación se ve favorecida cuando hay una temperatura
de almacenam+e~to.Se dice que cada 10°C de aumento, se duplica la velo-
cidad de oxidación.
También que el deterioro por oxidación es 4 veces más rápido a 38OC que a 16%.
D.-Debe proteger al producto de la luz y el calor.
Normalmente la luz es un problema pava el mantenimiento de la calidad de un polvo de leche. La luz blanquea la superficie de los polvos y además
acelera la oxidación de la grasa por actuar como catalizador de las reac-
c iones.
Este es uno de los factores que casi no se consideran importantes en la
actualidad, pues los envases de que se dispone, hacen de l a luz un factor
r
P r P F I
F , .
m
r
n
d,? nula incidencia en el deterioro de la calidad de 10s Polvos*
En cuanto a la barrera a la luz que representa cada material, para una
buena conservación, podemos decir que generalmente los laminados flexi-
bles no son los más adecuados, salvo en la conjunción entre éstos y la-
minas de aluminio de 10 a 15 mic. que es utilizado en los envases her&
ticos.
Pero como el envasado de máquinas de alta producción reauiere de estu-
ches de cartulina, en casi todos los casos, ya éste cumple las exigen-
c i a s de barrera a la luz.
Uno de io5 factores que afectan la calidad final de un polvo de leche,
es la temperatura. Esta, en un grado elevado, llega a afectar el sabor
y la solubilidad del polvo. Los efectos de la temperatura de almacena-
miento de un polvo, están dados por la acción de las reacciones de
Maillard entre la proteína y la lactosa de la leche, dan lunar a una se
rie de defectos que se manifiestan en el sabor, en el color y en la di-
ficultad de solubil idad.
Estas reacciones se producen entre el grupo aldehido de la lactosa y el
amino de la proteína formando un producto insoluble de color marrón pardo,
El valor nutritivo de la leche también se ve afectado, pues el Grupo amino que más interviene es la lisina, la que desaparece en un 402.
E.- Debe tener resistencia mecánica adecuada para soportar el manipuleo,
c ranspor te y a lniacenani ten to.
Los productos que contienen grasa de leche, tienden a captar los olores
del ambiente en el que se encuentran. Como es lógico uno de los primeros
olores a ser captados es el de los envases en que se encuentran, así es posible que se capte el olor del polietileno, del cartón'o cartulina y
finalmente el del ambiente externo al envase, inclusive hasta el de las
tintas de impresión.
Es fácilmente apreciable este efecto en leches almacenadas en recipientes estancos, donde se coloca también el marerial dador de aromas. Rápidamen-
te se aprecia la transferencia al reconstituir el polvo el que presenta
el olor y sabor del material si es que éste tiene un grado importante.
-
-
j e
r r r
r r r r r
r U
L
U
" .
U
62
Así se l o g r a se lecc iona r m a t e r i a l e s adecuados para contener po lvos de le che, especialmente enteros.
F.- Debe ser l i v i a n o .
G.- No debe i m p a r t i r o l o r o sabor a l producto.
H.- Debe ser adecuado para f a c i l i t a r su formaci6n en l a s máouinas envasado - ras.
I.- No debe i n c i d i r en a l t o po rcen ta je en los cos tos .
J.- Debe ser a n t i e s t á t i c o . A veces se hace necesar io t r a t a r a l a s pel . ícu las
como p o l i e t i l e n o con sus tanc ias que anu lan e l e f e c t o de l a c o r r i e n t e . e l é c -
t r i c a , pa r a e v i t a r que l a s p a r t í c u l a s de p o l v o se adh ieran a l f i l m , d i f i -
cu l tando la t r ansmis ión de l ca lor pa ra que se suelden l a s paredes del, enva - se.
Además de d a r mal aspecto. Es que a l quedar p a r t í c u l a s en l a s zonas de
soldado y quemarse és tas , se va d i f i c u l t a n d o e l pegado quedando zonas a-
b i e r t a s que permi ten e l escape de produc to y e l ingreso de humedad y h a 5
t a de insectos.
Debemos d i v i d i r a los envases en dos grupos.
- Envases hermét icos.
- Envases ho hermét icos.
Envases herméticos.
Dent ro de és tos podemos c i t a r a los r í g i d o s y a los f l e x i b l e s .
Entre los r í g i d o s tenemos a los envases de h o j a l a t a y e l los f l e x i b l e s a
los f ab r i cados con laminados de v a r i a s capas que permi ten tene r una e x c e
l e n t e b a r r e r a a los gases y humedad.
En lo que respec ta a leche en po lvo , e l uso de un envase hermét ico permi - t e conservar mejor e l p roduc to por más tiempo. A l a vez que es impedido
e l paso a t ravés de l a s paredes de f a c t o r e s que a f e c t a n l a ca l i dad , es
p o s i b l e r e t e n e r e l gas i n e r t e que se inyecta, para reemplazar e l a i r e que
con t iene e l p o l v o en e l envase.
Envases no Herméticos.
Dent ro de e s t e grupo se pueden c i t a r los s igu ien tes :

t 63
c" r" r r r r t <.
r r r r
. .
1 1
Dentro de este grupo se pueden citar los siguientes:
a ) Envases de polietileno de distintos micronajes.
b) Envases de laminado de polietileno celofán.
c) Envases de laminado de polietileno papel,
Todos estos materiales pueden utilizarce formando bolsas para contener la
leche en polvo y se pueden comercializar como tales, aunque se tiende a
cubrirlas por un estuche de cartulina que le brinda resistencia mecánica
y además protege al producto del efecto negativo de la luz.
Como estos materiales no son buena barrera a los gases y humedad, es que
se les considera no herméticos, perrnitiendo'una conservaciÓn inferior en
tiempo a los citados en el grupo anterior.
Como es lógico al crecer en espesor, el polietileno o al adicionarle ca-
pas de celofán, se mejora el comportamiento como barrera, pero nunca se
logra el resultado de los herméticos.
El caso de las conjunciones polietiieno - papel este Último es agregado para sostener la lámina de polietileno, por ejemplo, es necesario en
líneas de envasado de alta producción donde el envase se debe mantener
parado para el llenado y donde se cerraría la boca s't se usara el polie-
tileno solo.
Se puede decir en este caso- que el papel no colabora como barrera.
En estos envases es normal que la leche en polvo en condiciones normales
de almacenamiento, no llegue a los 12 meses en buen estado de conserva-
ción.
Estos envases tienen un menor costo qrra los mencionados como herméticos
y su uso depende: del tipo de leche que se va a envasar, del tiempo que
se necesite conservar el producto en buenas condiciones, o de la presen-
tación que se quiera dar sacrificando costos en función de un envase que
jerarquise el producto.
E l producto en estudio tiene un envase especial que cumple con las carat
teristicas teóricas requeridas (mencionadas anteriormente) para la con-
servación de las propiedades de la leche en polvo instantánea y balancea
los aspectos citados con respecto al tipo de material necesario.
-

F- r r r r r r r r
r I"
A
Al
1 1 1 1 1
iL , ._* ... . .. .... ..,_ ., ..,,-.,... . . -. . ~ . . , ._-_. . . , , .. , ..,.. . . > ~,... ,.*, ". ,.-.- .,^ .,.,,-
64
Se trata de una bolsa que está formada por diversas capas protectoras:
de aluminio, celofán y pol iet i leno; la cual es empacada dentro de c a j i
tas individuales de cartulina que l e confieren protección a la bolsa
contra raspaduras, golpes, e tc . Además l a c a j a es aprovechada por ser
fácilmente imprimible para presentar comercialmente el producto.
E l embalaje, el es t iba je o pa l le ta je y las condiciones del almacén tam - b i e n son de gran importancia en l a conservación adecuada del producto
y su manipulación y traslado hasta sus zonas de consumo. Ya que e l pro - ducto~pcrinancce u n periodo de tiempo en anaquel es necesario controlar
la higiene del lugar y dentro de c i e r t o s márgenes l a temperatura y la
humedad re la t ¡va. Y

t
b
.
r
- Añadir 100 m l . de agua destilada a 40°C en un vaso de precipita-
-dos de 400 ml.
r
.
r
Colocar 13 grs. de polvo alrededor del pistilo. Levantar el pisti - lo junto con la partida del cronómetro y parar el cronómetro cuan -
.do el P O ~ V O se hava humectado totalmente.
r
r r _ .
r r r
ANAL IS IS F I SI COPU I M I COS.
AI producto terminado y durante la vida de anaquel de este es necesario
aplicarle un control de cal idad riguroso basado en análisis fisicoquími - cos y microbiológicos que arrojan información acerca de la leche tanto
en cuanto a su integridad como alimento como en lo que respecta a la con servación de sus propiedades de instantaneidad. A la leche en estudio se
le apl ican los siguientes aná.lis.is f isicoquÍmicos :
PH,' Índice de solubil idad, partículas quemadas, proteínas, grasas, ceni- zas, humedad tiempo de humectabilidad, separación de fases, análisis or-
ganoléptico y prueba de integridad del empaque. Entre ellos los más direc - ta y prácticamente relacionados con la calidad instantánea de la leche son los siguientes:
acidez titulable,
Determinación de humectabil idad.
Humectabilidad significa la habilidad de un polvo para ser mojado. Se expre - sa como el tiempo en segundos que una cierta cantidad de polvo necesita pa
ra penetrar en una superficie de agua en calma.
Colocar un embudo que descanse en el borde del vaso sobreponiend
un pistilo de mortero en la abertura inferior del embudo.
I
.... .... .. " . I .... ~
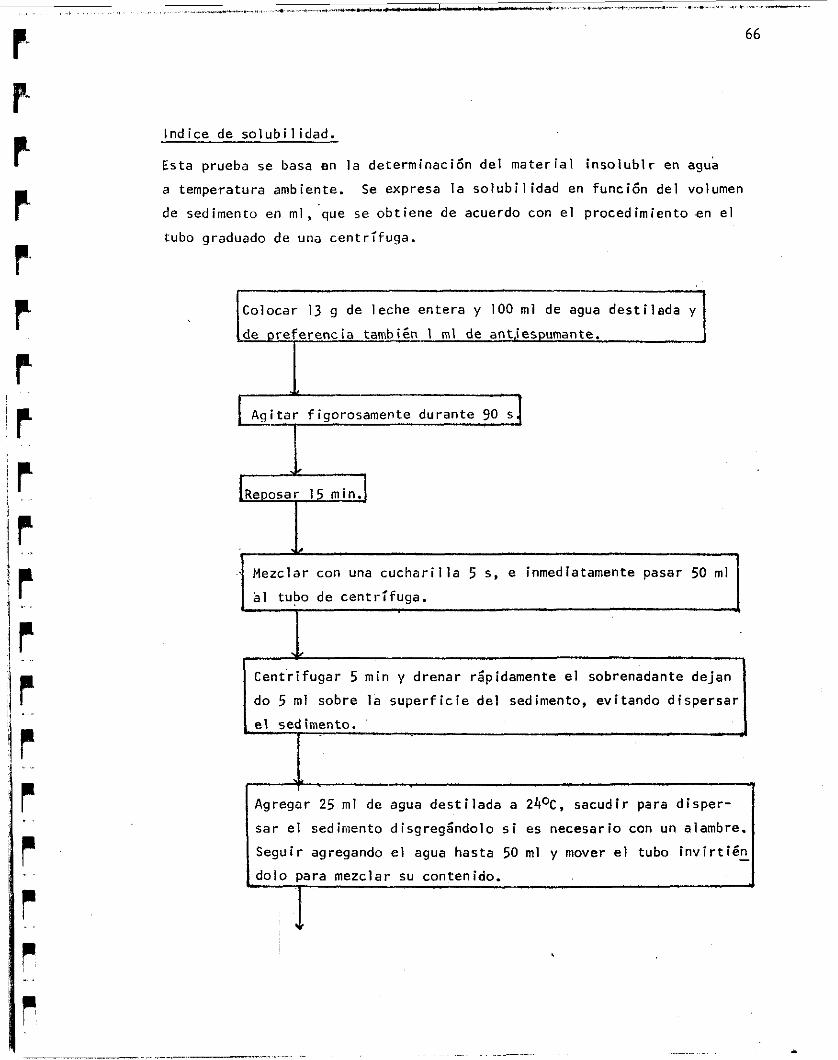
r"
r
1
r
Y
r
Centrifugar 5 min y drenar rápidamente el sobrenadante dejan
do 4 ml sobre la superficie del sedimento, evitando dispersar el sedimento.
ir ?
lndice de solubilidad.
Esta prueba se basa an la determinación del material insolublr en agua
a temperatura ambiente. Se expresa la solubilidad en función del volumen
de sedimento en m l , que se obtiene de acuerdo con el procedimiento .en el
tubo graduado de una centrífuga.
Y *
]dolo para mezclar su contenido.
I 1

67 r
Se toman 100 ml de agua dstilada y se colocan en un recipien te de vidrio.
- :
I
I
Se agregan 13 g de muestra y se mezclan perfectamente con ayu
da mecgnica. -
I
Se observa visualmente si hay separación de l a s fases que cons - itituyen la leche.
, ".
1
I1
Centrifugar durante 5 min. Sostener el tubo verticalmente, leer
el volumen del sedimento en ml.
Determinación de la separación de fases.
Este procedimiento mide la estabilidad de la solución - suspención que se forma al reconstituir l a leche en polvo instantánea para su consumo.
ISe permite a ;a solución reDosar 60 min. I

R
n
n
I
11 I
j . ,
i
jl
DISCUSIONES.
Se mencionó en los trabajos realizados por Nickerson en 1974 (pp19) flue
la materia láctea puramente proteica -se mantenía en la superficie del
agua al ser puesta en contacto con ésta a pesar de una agitación violenta.
No obstante, al ponerla en una solución con glúcido higroscópico e hidro
soluble y secarla, se obtenía un polvo soluble, sin importar si el glÚci - do se encontraba en cstado amorfo o cristalino. De cualquier forma, cn
la solubilidad del polvo es decisiva la estructura de la partícula, y e s
ta propiedad s i es fuertemente afectada por la forma en que se lleve a c-
bo la cristalización de la lactosa, dependiendo del tipo de proceso en el
que se produzca el polvo. Particularmente la cristalización de la -lay
tosa hidratada causa efectos negativos en la solubilidad. Es evidente que
existe una conversión de la a -1actosa a la p ,cuya absorción de hu-
medad y cristalización se llevan a cabo aún más fácilmente, además, según
Saito (pág.21) la forma 0 existe naturalmente en cierta proporción en la leche. Cabe mencionar que también la reacción de Maillard promueve la cris - talización de l a p lactosa.
Se encontró cierta influencia de la pasteurización de la leche a secar, en
el índice de solubilidad, esto debido probablemente a las diferentes pro-
prociones de grasa libre finales, a temperaturas variables, de acuerdo con
la inactivación de enzimas lipolíticas presentes en la leche, en adición
a esto las temperaturas de pasteurización producen grados d e desnaturali - zación proteica que puedehincidir en una mala solubilidad.
Se reportó que los diferentes contenidos de agua durante la aglomeración
tienen efecto sobre las propiedades de la leche instantánea en relación
con las temperaturas de entrada y salida del aire de secado, esto sucede
en virtud de que va acom pañado de distintos grados de cristalización de
la a lactosa y el contenido de grasa libre.
El secado por atomización en una etapa produce partículas de polvo de di5 - metro pequeño y una enorme transferencia de masa y calor tiene lugar en
un periodo muy breve de tiempo. Los Últimos porcentajes de agua son mas
difíciles de eliminar y las temperaturas drásticas que serían adecuadas
para ello, a menudo van en detrimento de las partículas. E l secado en dos
etapas en cambio, permite la extracción de la humedad en forma más suave.
r r r
II I
U
IU
CONCLUSIONES.
No obstante los po1Yos obtenidos de un secado en dos etapas tienen una densi - dad en masa alta que haría flotar a las partículas sobre el agua (aunque
existe una pequeña aglomeración por el retorno de los finos al atomizador).
Así pues se hace necesaria la aglomeración de partículas elementales, la
cual va acompañada por una reducción de la densidad en masa por un incre - mento en el volumen de aire intersticial, formándose partículas volumino - sas, irregulares y porosas que permitan que el agua penetre fácilmente.
En el proceso de aglomeración la concenttación debe ser alta para favore-
cer el choque de las partículas, y la temperatura del aire de salida debe
ser lo más bajo posible para evitar el deterioro térmico de la partícula. En estos aspectos el sistema Straight-through presenta ventajas sobre el
sistema de aglomeración por rehumectación y en consecuencia favorece más
el índice de solubilidad, la ausencia de espumas, la densidad aparente,
la tasa de hidratación, el contenido de grasa libre, la facilidad de empa - que, la estabilidad mecánica y la baja proporción de partículas sobre a-
glomeradas.
La grasa butírica presente en la leche significa un problema para fines
del proceso, la calidad del producto y la conservación. La lecitina ha si
do utilizada como surfactante evitando así la repelencia con el agua.
Los cambios hidrolíticos de la grasa se vue3ven menos pronunciados en la
leche con lecitina.
Las propiedades de instantaneidad en la leche entera en polvo son bastante lábiles y pueden ser perecederas a lo largo de su manejo y almacenamiento si no se tienen los adecuados cuidados.
-
De acuerdo con el objetivo propuesto se presenta una breve recopilación
acerca de los factores que afectan la instantaneidad de la leche entera en
polvo durante su prpceso de producción y su almacenamiento.
Es evidente que en la obtención de un producto de alta calidad, se requiere
del control de una serie de parámetros que tienen vigor desde la selección
de materias primas ídóneas, el proceso de producción y el manejo del pro-
_.-_
~
r r F R
1
A
1 1 1 I I
1 1 7
1 1 1
1
--e---- e -.-".* _-._.,.__ ""_. .. '... .._-... , . , , . .,
ducto terminado hasta su consumo.
Obviamente en primer lugar se requiere de materias primas de calidad para
la obtención de un buen producto lácteo instantáneo, refiriéndose con esto
al cumplimiento de las normas establecidas acerca de las especificaciones
fisicoquimicas y microbiológicas que deben reunir según lo estipulado por la S.C. y la Secofi en nuestro país (pág. 13).
Ahora bien, la lactosa de los polvos lácteos se encuentra generalmente en estado amorfo, y, aunque su sola presencia es condición necesaria para la instantaneidad, la cristalización inadecuada debido a la absorción de hu-
medad produce un deterioro en la partícula, variaciones químicas que afec-
tan la solubilidad y la aceptación del producto. Esto puede evitarse preser
vando el prpducto de la humedad relativa alta. La formap suele humectarse
más fácilmente que l a a pero esto también puede subsanarse evitando tempe-
raturas altas en anaquel ( > 37OC) o largos periodos de almacenamiento ( 7 12 meses). En cuanto al proceso, el evitar temperaturas que produzcan la reacción de Maillard reducirá la probabilidad de la formación de cris-
tales de p lactosa y el aterronamiento. Los niveles de grasa libre afectan la humectabilidad y la dispersibilidad y conducen a cambios oxidativos durante el almacenamiento. Se llegó a elu
cidar (pp36) que la leche pasteurizada a 80°C durante 30 segundos es la
&lna para la elaboracÍ¿h de leche instantánea, pues a esta temperatura
han sido suficientemente inactivadas las enzimas lipolíticas y aún no han
sido desnaturalizadas gravemente las proteínas y por si fuera poco se ha reportado (en el trabajo de Wenaty y Retwics pp36), que la mejor evaluación
organol-éptica se obtuvo con estas condiciones.
La humedad del polvo durante la aglomeración afecta las propiedades'de la leche siendo entre 3.5% y 5% de humedad los valores Óptimos para la buena humectabil idad y dispersibil idad de l a leche.
El secado por atomización en dos etapas con vibrofluidizador es el más
adecuado para el proceso ya que proporciona un secado sutil de las partí culas, lo cual es traducido en una buena termoplasticidad de las mismas y buenas propiedades instantáneas. Para ello también es imprescindible
una densidad en masa muy baja ( 2 0.45 - 0.55 g/m ) esto se logra con un
proceso adecuado de aglomeración (se considera el sistema Straight trowgh
-
-
-

r
1 1 . .~
. 1 ..
I I I.
1 ._ ..
. , "I
.., 1 -
I * .
1 b. ,.
I
. -~ 31
como el más eficiente en la actual idad). Este proceso es reforzado con l a
adiciÓii de lecitina (agente surfactante necesario por el contenido 1 ipí- dico de la leche). Característioas tales como l a densidad de la partícula,
la densidad en masa, el contenido de grasa libre, la dispersibilidad y el
índice de solubilidad se explican en función de la viscosidad del concen- trado a pulverizar y en función de la distribución del tamaño de partícula, el cual es favoerecido por este tipo de proceso.
E l complemento requerido para la conservaciÓn de las propiedades deseadas
en l a leche, de acuerdo con su labilidad, es un empaque resistente a la .
humedad, la temperatura, los gases, la luz, el manejo mecánico, la está- tica; que no imperta sabor,que sea liviano y que no incida en alto porcen taje sobre los costos de producción.
-
S.S: Secretaría de Salud.
SECOFI: Secretaria de Comercio y Fomento Industrial.

r r r r r r r r C
R E S U M E N
En primera instancia se habla de la importancia que reviste la leche en tera en polvo como alimento en nuestro país. Para introducir el tema se
reunen las propiedades que se le confieren el carácter de instantánea y
que la definen como tal. Después se presenta un pequeño acervo acerca
de algunos trabajos realizados hasta hoy día, por científicos de diversas nacionalidades, quienes han dedicado parte de sus investigaciones a la le - the en polvo y han sentado los fundamentos de los fenómenos fisicoquími- cos que envuelven el deterioro o la preservación de l a s cualidades de
instantaneidad de la leche. Dichos reportes que han servido tanto para optimizar el proceso de producción como l a conservación del producto, re fieren factores decisivos en la instantaneidad, tales como las materias
primas, la cristalización de la lactosa, la densidad aparente, la distri - bución del tamaño de partícula, las temperaturas de pasteurización, la hu - medad final en el producto y el proceso Óptimo de producción: secado por atomización en dos etapas (con vibrofluidizador), complementado por la - a glomeración y la lecitinación del polvo. Finaliza agregando detalles de la función del empaque en la conservación de las propiedades deseadas y
menciona algunos de los análisis Fisicoquímicos más comunes que se utili - zan en el control de la calidad de la leche entera en polvo instantánea.
-
77
F r
r r F
U
A P E N D I C E .
.
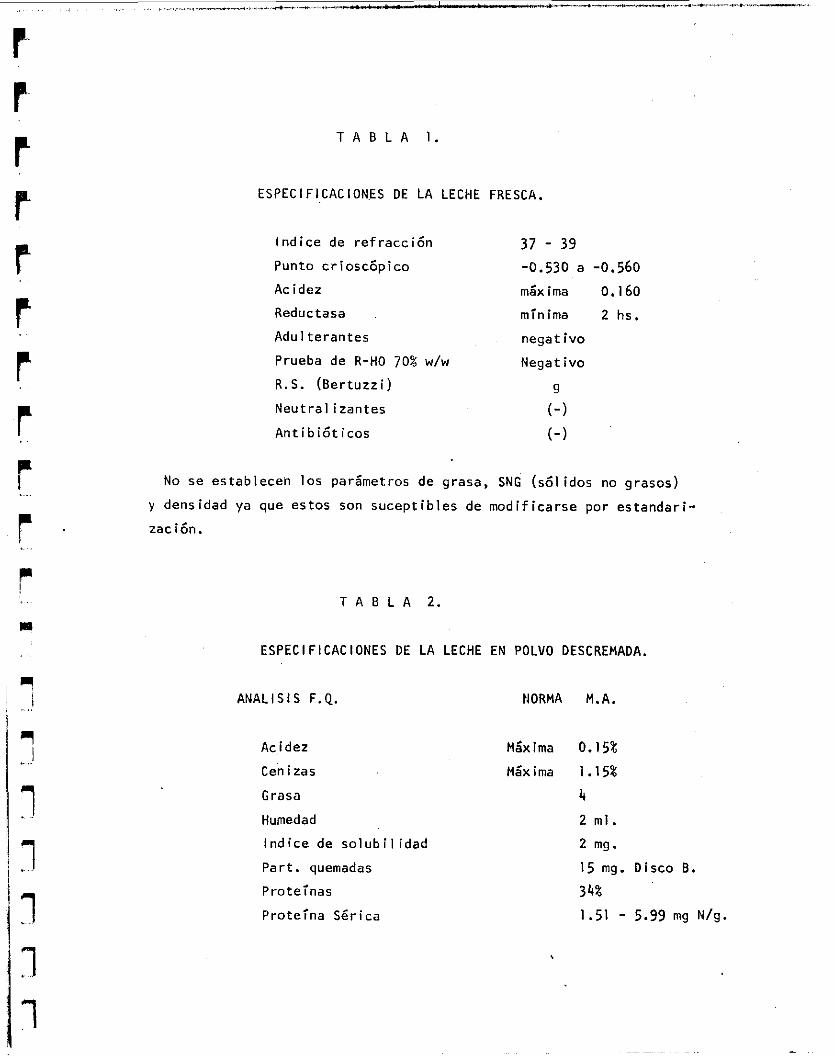
t P r r
r r r ? !
U
T A B L A I .
ESPECIFICACIONES DE LA LECHE FRESCA.
lndice de refracción 37 - 39 Punto crioscópico -0.530 a -0.560
Acidez máxima 0.160
Reductasa mínima 2 hs.
Adul terantes nega t ivo
Prueba de R-HO 70% w/w Negativo
R.S. (Bertuzzi) 9
Neutralizantes (-1 Antibióticos ( - )
No se establecen los parárnetros de grasa, SNG (sólidos no grasos)
y densidad ya que estos son suceptibles de modificarse por estandari-
zación.
ESPECI I
ANALISIS F.Q.
T A B L A 2.
RCIONES DE LA 1
Acidez
Cen izas
Grasa
Humedad
lndice de solubil idad
Part. quemadas
Proteínas
Proteína Sérica
iE EN POLVO DESCREMADA.
HORMA M.A.
Máxima 0.155
Máxima 1.15%
4 2 m l .
2 mg.
15 mg. Disco B.
34% 1.51 - 5.99 mg N/g.

P r r r r IR I
ANALISIS F.Q. NORMA M.A.
Cuentamesofilicos Máxima 50 000 cal/g. Califormes Máx ¡ma I O
Hongos y levaduras I O
Entero patógeno5 Ausente/SO
Estafilococo coagulasa (+) Ausente/g
Escherichia col i Au sen te/g
Termoaneleasa Neg .
m T A B L A 3.
R ESPECIFICACIONES DE LA LECHE DESCREMADA FLUIDA.
ANALISIS F.Q. NORMA.
w I Grasa Máxima 0.12 %
S.N.G. Mínima 8.50 % Ac i dez 0.14 %
P 1 .O37 Cuenta mesofil ¡cos Máxima 3 DO0
Coliformes 10 col/ml.
I i l
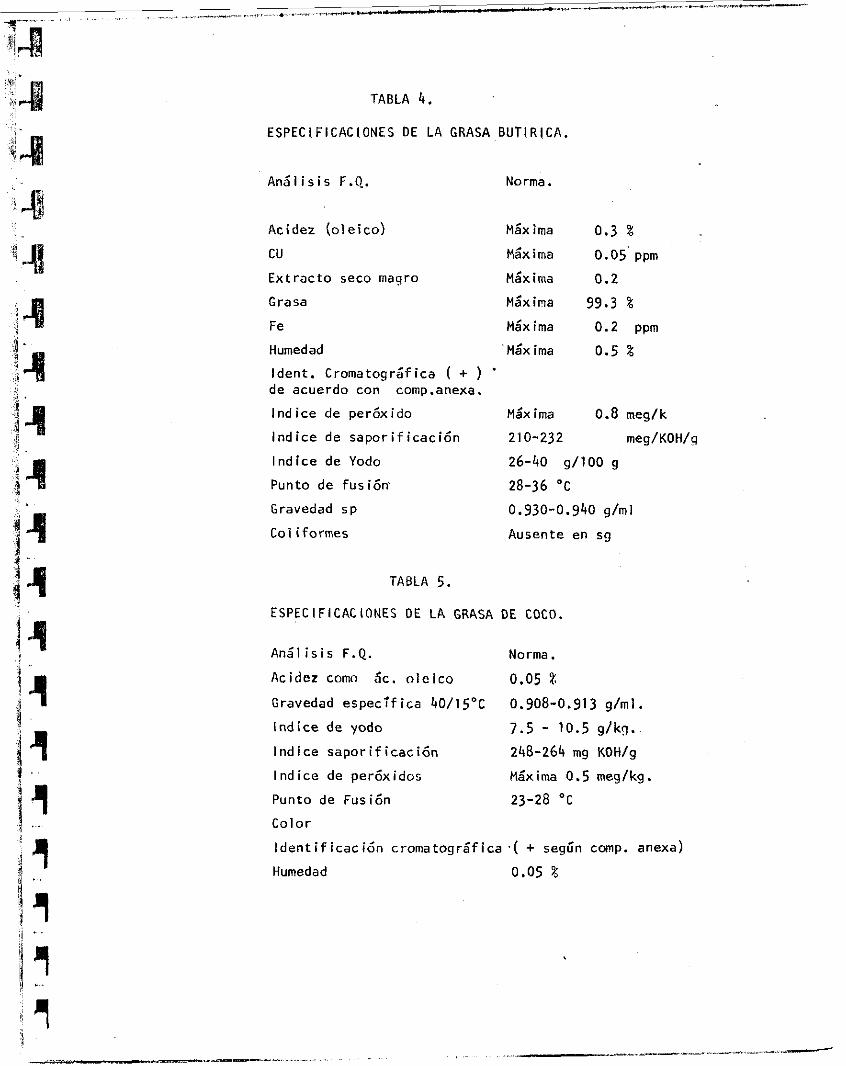
" .
TABLA 4.
ESPECIFICACIONES DE LA GRASA BUTIRICA.
Análisis F.O.
Acidez (oleico)
cu Extracto seco magro
Grasa
Fe
Humedad
Ident. Cromatográfica ( + ) de acuerdo con comp.anexa.
lndice de perÓxido
lndice de saporificación
lndice de Yodo
Punto de fusión-
Gravedad sp
Coliformes
Norma.
Max ¡ma
Máx irna
Max irna
Máx ¡ma
Max ¡ma
Max ¡ma
Max ¡ma
210-232
0.3 % 0.05' ppm 0.2
99.3 % 0.2 ppm
0.5 %
0.8 meg/k
meg/KOH/g
26-40 g/100 g
28-36 "C
O. 930-0.940 g/ml
Ausente en sg
TABLA 5.
ESPECIFICACIONES OE LA GRASA DE COCO.
Análisis F.Q. Norma.
Acidez comn dc. oleic0 0.05 % Gravedad especifica 40/15"C 0.908-0.913 g/mi.
lndice de yodo 7.5 - 10.5 g/kg. lndice saporificación 248-264 mg KOH/g lndice de peróxidos
Punto de Fusión 23-28 OC
Color
ldentif icación cromatográfica .( + según comp. anexa) Humedad 0.05 %
Máxima 0.5 meg/kg.
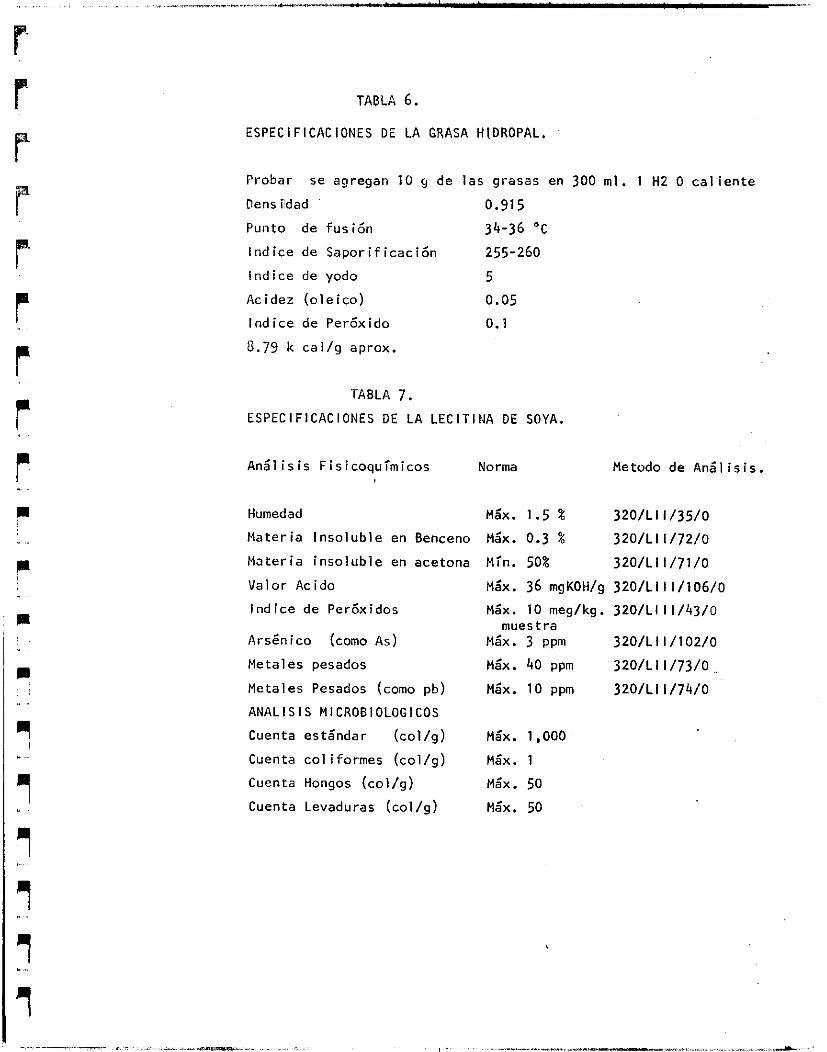
r
r r r r n
I
I
/ L n
1 ., .,
I
TABLA 6.
ESPECIFICACIONES DE LA GRASA HIDROPAL.
Probar se agregan 10 9 de las grasas en 300 ml. 1 H2 O caliente
Dens ¡dad 0.915
Punto de fusión 34-36 "C
lndice de Saporificación 255-260
lndice de yodo 5
Acidez (oleico) 0.05
Ind ice de PerÓxido o. 1 8.79 k cal/g aprox.
TABLA 7. ESPECIFICACIONES DE LA LECITINA DE SOYA.
Metodo de Análisis. An51 isis Fisicoquímicos Norma
Humedad
Materia Insoluble en Benceno
Materia insoluble en acetona
Valor Acido
lndice de PerÓxidos
Arsénico (como As)
Metales pesados
Metales Pesados (como pb)
ANALISIS MlCROBlOLOGlCOS
Cuenta es tanda r (col /g ) Cuenta coi iformes (coi/g)
Cuenta Hongos (col/g)
Cuenta Levaduras (coi/g)
Máx. 1.5 % 320/L I I /35/0
Max. 0.3 % 32D/L11/72/0
Min. 50% 320/L I
Ma'x. 36 mgKOH/g 320/LI Máx. 10 meg/kg. 320/LI
Max. 3 ppm 320/L I muestra
/71/0
i/106/0
I /43/0
/102/0
Ma'x. 40 ppm 320/L11/73/0
Máx. 10 ppm 320/Li i/74/0
Máx. 1,000
Max. 1
Ma'x. 50
Max. 50

1
TABLA 8.
ESPECIFICACIONES DE LAS VITAMINAS A + O3
En concordancia con especificaciones de Productos Roche, S.A. de C.V.
Fisioquímicos
lndice de PerÓxidos
lndice de Acidez
Contenido Vitamina A Contenido Vitamina O
Absorcion UV en Isopropanol
- Máxima
Norma Método de análisis
Máx. 10 meg/kg. 320/Ll1/112/0
Max. 2.0 meg/g 320/L11/113/0
Min. 106 Ul/g - Min. 105 Ul/g -
325-327 nm
- Relativa a 300 nm Ma’x. 0.593
- a 350 nm Max. 0.537
a 370 nm Max. 0.142
Identificación de Vitamina A. (+)
Identificación de Vitamina O. (+)
320/L I I /40/0
320/L11/111/0

.
B !BL I OGbAF I A.
.Baldwin A.J. Instant whole m i l k powder. New Zeland Journal of Dairy Science & Technology Vol 7 No.1 (1972).
. Enciclopedia Metódica Larousse.
. Faure G. Reflexiones sobre la fabricación de polvo instantáneo lecitinado a partir de lechc fresca.
Ambassade de France au Mexique (1986)
- Gore A.V. Factores que afectan la granulación en el lecho fluidizadd
Pharmacy Technology Vol 9 No. 9 Sept. (1984)
. Jean Pierre Fisicoquímica de polvos instantáneos. La Technique Laitiere (1974).
. Kleemann Thomas, Willy Rothmayr, La Tour-de-Peilz. Procédé d' aggloméra tion d"un produit pulvérulent et dispositif pour sa mise en
Société des Produits Nestlé, S.A. Vevery Confedérétion Suisse.
. Luna Catro MelitÓn et al Técnicas para el análisis microbiolÓgico y fi-
sicoquímico de la leche en polvo S.S.A. Vol Ill (1983).
wuvre.
. Manual de Control de Calidad Liconsa. , Memoalas del cur50 La Biotecnología de los productos lácteos organizada
por el Programa Universitario de Alimentos de la U.N.A.M. (1987).
"Niro Atomizar" Control de la producción de leche en polvo Food Tech. in New Zeland Vol ;O No.10 (1985).
"Niro Atomizer" Tecnología de l a leche en polvo y conservación, envasamiento
y almacenamiento de la leche en polvo Argentina (1987)
Normas oficiales mexicanas Nom F 26 (1986) Lácteos, leche en polvo y
Nom F 183 (1986) indice de solubilidad de l a leche en polvo,becofi.
Pisecky B.J. lnstont Whola milk powder The Australian Journal of Dairy Technology Vol 35 (3) Sept. (1980)
Pisecky Jan Gotas de leche, su creación y secado Niro Atomizer Dinamarca 1976.
~;l i
1 ' : I. '
:
. Densidad aparente de la leche en polvo Idem Copenhagen
. Rawson y R.R. Mahoney Effect of processing and storage on the'protein
&y of spray dried milk powder Lebensnittel Wissensehaff Technologie
v0l.16 No.6 (1983)
- Reglamento de la Ley General de Salud en Materia de Control San4,tario de
Actividaes y Establecimientos, Productos y Servicios: Diario Oficial de la
Federación, I8 de Enero de 1988.
1: I . ' 1
1' 1
r I
a
i i ,Jg,
' I
II ' I
I 1
-7 I 1 1 1 1 B
3
I)- .I,
. Saito Zenichi, et al Particle structure in spray dried whole milk E in instant skim milk powder as related to lactosa crystallization. Food
Microstructure. Vo1.4 (1985)Facultity of Agriculture, Hokkaido University
Sapporo Hokaido Japan.
. Camhammer E. Judging the properties of instant milk powders Physicalisches lnstitut der Bundesforschugsanstat fur Milchwirtschatt in
Al eman ia . . Sloth & K. Jensen Studies of instant type whole milk powder, Acta Alimentaria
PolónOca tomo XXXl I I
* Sanderson W.B. Instant milk powders: manufacture and keeping quality New
Zeland Journal Oairy Sci.Technol. (1978)
Snoereh Damman Effect of the droplet size on the properties of spray-dried
whole milk The Netherlands institute for Dairy Research (1984)
Kiel, Secth E
Stanifgrth J.N. Tendencia a la agregación en polvos sometidos a vibración-
Journal Pharm.Pharmaco1. Vol. 37(lD), (1985).
Tasma A. E Kontson A. Preparation of foam spray dried Whole milk rvpe product with good sinkability, dispersibility and solubility Journal of kiry Science
Vol. 57 ( I O ) .
Vider J.D. The Production of instant skim milk powder, part I : Physical E Chemical properties Revue del 'Agriculture Vo139(4), (1986)
. Wenanty Rotkiewicz et al. The effect of certain techrglogical factors the qual ity 5 keeping qual ity whole milk powder. Acta AI imentaria PolÓnica
Vol .5(XXlX) No.4 (1979)
on