automatización del sistema de control de proceso...
TRANSCRIPT
Automatización del Sistema de Control de Proceso T5553 con un PLC Allen Bradley
Jenny Torres Zambrano
Claudia Galvis López
Director:
Ing. Luis Antonio Noguera vega
Bogotá
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Programa de Tecnología en Electricidad
2016
Automatización del Sistema de Control de Proceso T5553 con un PLC Allen Bradley
Jenny Torres Zambrano
Claudia Galvis López
Proyecto de grado presentado al Programa de Tecnología en Electricidad de la Universidad
Distrital “Francisco José De Caldas” Facultad Tecnológica, para obtener el título de
Tecnólogo en electricidad
Director:
Ing. Luis Antonio Noguera vega
Bogotá
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Programa de Tecnología en Electricidad
2016


El consejo curricular de la Universidad Distrital
Francisco José De Caldas aprueba el trabajo de Grado titulado:
“Automatización del Sistema de Control de Proceso T5553 con un PLC Allen Bradley”
En cumplimiento de los requisitos para obtener
El título de Tecnólogo en Electricidad
________________________ Ing. Luis Antonio Noguera Vega
DIRECTOR
________________________
Ing. Rafael Fino Sandoval
JURADO
Fecha de presentación: 01 de Febrero de 2016.
AGRADECIMIENTOS
En primer lugar a Dios por brindarnos salud y la fortaleza para culminar nuestra carrera, seguidamente
a nuestras familias ya que son el motor entorno al cual giran la realización de todos estos proyectos,
que en un futuro buscan contribuir en la mejora de la calidad de vida de cada una de nosotras, también
a nuestro Director Luis Antonio Noguera por ayudarnos en la elaboración de este proyecto, por ultimo
a la Universidad Distrital Francisco José de Caldas en especial al laboratorio de electrónica por el
apoyo durante el desarrollo de este proyecto.
Tabla de contenido Introducción ...............................................................................................................................11
Planteamiento del Problema..........................................................................................................12
Objetivos ...................................................................................................................................13
1 MARCO DE REFERENCIA Y MARCO TEÓRICO ......................................................................14
1.1 ANTECEDENTES ........................................................................................................14
1.2 MARCO TEÓRICO .......................................................................................................15
1.2.1 BANCO DE TRABAJO ...............................................................................................15
1.2.2 SENSORES ............................................................................................................16
1.2.3 CONTROL ON OFF ..................................................................................................19
1.2.4 DESCRIPCIÓN DEL PLC Y LA HMI UTILIZADOS...........................................................20
1.2.5 DESCRIPCION BASICA DE UN SISTEMA DE CONTROL DE TEMPERATURA ...................22
1.2.6 DEFINICIÓN DE INTERFAZ GRAFICA .........................................................................22
1.2.7 CRITERIOS PARA EL DISEÑO DE UNA INTERFAZ GRAFICA .........................................23
2 METODOLOGÍA..................................................................................................................26
3 DESARROLLO E IMPLEMENTACIÓN DE LA RUTINA DE OPERACIÓN .......................................28
3.1 LINEALIZACIÓN DE LOS SENSORES.............................................................................32
3.1.1 Ecuación característica de cada sensor.........................................................................32
3.2 CONTROL DE TEMPERATURA .....................................................................................35
3.2.1 Control utilizando el Sistema de Control Programable ......................................................35
3.2.2 Control para el sistema de control de proceso T5553 .......................................................35
4 DESARROLLO E IMPLEMENTACIÓN DE LA INTERFAZ GRAFICA..............................................39
4.1 PARTES DE LA INTERFAZ GRAFICA .............................................................................40
4.1.1 Pantalla de Bienvenida ..............................................................................................40
4.1.2 Pantalla de Simulación...............................................................................................41
4.1.3 Pantalla de Proceso ..................................................................................................42
4.1.4 Pantalla de Autores ...................................................................................................44
5 DESARROLLO DE LAS GUÍAS DE LABORATORIO Y DE USUARIO ............................................45
6 CONCLUSIONES ................................................................................................................46
7 Bibliografía .........................................................................................................................47


LISTA DE FIGURAS
Figura 1 Sistema de control de proceso Térmico (AMATROL, 2010) .....................................................15
Figura 2 Termistor (Malvino, 2000) .................................................................................................16
Figura 3 RTD (National Instruments, 2015).......................................................................................17
Figura 4 Termocupla (Lukian, 1998)................................................................................................18
Figura 5 Salida ON OFF (Santos, 2012) ..........................................................................................19
Figura 6 PLC utilizado ControlLogix (Automation, 2015)......................................................................20
Figura 7 PLC utilizado ControlLogix (Automation, 2015)......................................................................21
Figura 8 Metodología para el desarrollo del proyecto (Fuente autores)...................................................26
Figura 9 Funcionamiento de la rutina principal (Fuente autores) ...........................................................28
Figura 10 Funcionamiento de la rutina de simulación (Fuente autores) ..................................................29
Figura 11 Funcionamiento de la rutina del sistema de control de proceso (Fuente autores) ........................30
Figura 12 Segmento de la rutina principal en LADDER (Fuente autores) ...............................................31
Figura 13 Grafico resultante del termistor (Fuente autores)..................................................................33
Figura 14 Grafico resultante del termocupla (Fuente autores) ..............................................................33
Figura 15 Grafico resultante de la RTD (Fuente autores).....................................................................34
Figura 16 Ecuación de la recta en LADDER (Fuente Autores) ..............................................................34
Figura 17 Maletín de trabajo (Amatrol, 2016) ....................................................................................35
Figura 18 Diagrama de Conexiones (Fuente autores) .........................................................................36
Figura 19 Intercambiador de calor (Fuente autores) ...........................................................................36
Figura 20 EDIBON Data Acdquisition System (Edibon, 2016) ..............................................................37
Figura 21 Diagrama de Conexiones de la tarjeta de adquisición de datos (Fuente autores) ........................37
Figura 22 Respuesta de la RTD (Fuente autores) .............................................................................38
Figura 23 Respuesta de los sensores (Fuente autores)......................................................................38
Figura 24 Diseño del programa (Fuente Autores)..............................................................................39
Figura 25 Red (Fuente autores) ....................................................................................................40
Figura 26 Pantalla de Bienvenida (Fuente autores) ...........................................................................40
Figura 27 Pantalla de simulación (Fuente autores) ............................................................................41
Figura 28 Pantalla de Proceso (Fuente autores) ...............................................................................42
Figura 29 Pictórico (Fuente autores) ..............................................................................................43
Figura 30 Datalogger (Fuente Autores) ...........................................................................................44
Figura 31 Autores (Fuente Autores) ...............................................................................................44
LISTA DE TABLAS
Tabla 1 Bloques Internos (Fuente Autores).......................................................................................31
Tabla 2 Rango de Trabajo de los sensores (Fuente autores) ...............................................................32
Tabla 3 Datos transmisor IPAQ-LPlus (Fuente autores) ......................................................................32
Tabla 4 Datos transmisor IPAQ-22L-ch1 (Fuente autores) ...................................................................33
Tabla 5 Datos transmisor IPAQ-22L-ch2 (Fuente autores) ...................................................................34
Tabla 6 Partes de la Ventana de Bienvenida (Fuente autores) .............................................................41
Tabla 7 Partes de la Ventana de Simulación (Fuente autores)..............................................................42
Tabla 8 Partes de la Ventana de Proceso (Fuente autores) .................................................................43
LISTA DE ANEXOS
ANEXO 1 Código Implementado en el PLC Allen Bradley
ANEXO 2 Manual de Usuario
ANEXO 3 Práctica de Laboratorio Numero 1
ANEXO 4 Práctica de Laboratorio Numero 2
ANEXO 5 Práctica de Laboratorio Numero 3

11
Introducción
Durante el desarrollo de este documento se muestra como se llevó a término el proyecto
“Automatización del Sistema de Control de Proceso T5553 con un PLC Allen Bradley”, este
proyecto se ha elaborado con el fin de crear una herramienta pedagógica útil para docentes y
estudiantes, que les permita manejar de una manera más amigable los equipos y/o maquinas con los
que cuenta la universidad, durante la realización de prácticas de laboratorio en las asignaturas
relacionadas a Neumática, Lógica Cableada, Instrumentación y Control en el plan de estudio de los
proyectos curriculares Tecnología en Electricidad, e Ingeniería Eléctrica, además de áreas afines a
estas profesiones (como Ingeniería en Control, Industrial, Producción, entre otras).
La interfaz gráfica de usuario se desarrolló en el programa Factory Talk View V8 y el código particular
del PLC enteramente en el programa RSLOGIX, debido a que es el software propio de la marca y la
universidad cuenta con estas licencias de funcionamiento, además de que integran los diferentes
elementos básicos de programación de PLC y SCADA, que permiten la simulación de diferentes
procesos de diferentes entornos industriales vistos desde una perspectiva pedagógica.
Durante el desarrollo del proyecto se realizaron guías que muestran el desarrollo de la plataforma y
su conectividad con los diferentes elementos que integran el sistema de control de proceso térmico
“T5553”, también se proponen una serie de laboratorios que permiten entender el manejo de cada
uno los elementos que lo componen, para su realización se tuvo en cuenta un avance progresivos
para que la interfaz realice las veces de plataforma virtual y permita un aprendizaje autónomo.
Para la realización de este proyecto se tuvo en cuenta la tesis “Diseño e Implementación de Interfaz
Gráfica de Usuario entre el Sistema de Control de Proceso T5554 y un PLC Siemens S7-300”
(Gil, 2014), ya que gracias a este documento se tuvo una base acerca del manejo de los sistemas de
control de proceso AMATROL, además de cómo realizar la integración de un PLC. Debido a que este
proyecto muestra la realización de un sistema SCADA utilizando un PLC Siemens S7-300, en el
programa TIA PORTAL.
Y por último como guía para el diseño del controlador y la interfaz gráfica se tomó como referente
“Desarrollo De Sistema Scada Para El Control De Caudal Basado En Linux” (Briceño, 2007),
donde Uno de los campos de esta demanda se consideran los sistemas de supervisión y control
usados en la industria nacional para el control de procesos industriales. Estos sistemas permiten, en
cualquier momento, conocer el estado del proceso, con solo contar con un computador y conexión a
Internet. Para ello, se presenta una aplicación SCADA WEB que permite supervisar y controlar de
forma remota un conjunto de bombas en el laboratorio de mecánica de los fluidos.
12
Planteamiento del Problema
Hoy en día en la industria el mercado demanda profesionales con conocimientos amplios en sistemas
de control, automatización y desarrollo de sistemas SCADA, por eso es necesario mejorar las practicas
mediantes que muestran las rutinas de aprendizaje de dichos temas, con el fin de mostrar a los
estudiantes el avance que proporciona la industria en esta área. Dadas estas circunstancias la
Universidad Distrital “Francisco José de Caldas” (Facultad Tecnológica) en sus laboratorios de
electrónica adquiere en el 2014 una plataforma para el desarrollo de prácticas de laboratorio con un
PLC Allen Bradley y un HMI, los cuales no se han integrado con un sistema de control de proceso
debido (Adquiridos en 2013) ya que no hay practicas existentes que permitan realizar dicha labor.
Actualmente el sistema de control de proceso Térmico T5553 no cuenta con una interfaz que permita
el control automático de la variable de temperatura, teniendo en cuenta esto se realiza un
planteamiento base abordado como problema de investigación, debido a que debe proporcionarse al
sistema de control de proceso T5553 una plataforma que permita el control automático de dicha
variable mediante un entorno amigable con el usuario . Además de la documentación necesaria para
el desarrollo de futuros proyectos, prácticas de laboratorio dirigidas o clases para los estudiantes de
tecnología (eléctrica, electrónica y afines) e ingeniería (eléctrica, control y afines), en las áreas de
automatización, control e instrumentación.
Este proyecto busca brindar una guía para mostrar el funcionamiento de los diferentes elementos
adquiridos por los laboratorios de electrónica, que actualmente se encuentran en desuso o no se
utilizan en su totalidad debido a que no se cuenta con información suficie nte, la cual proporcione de
una manera efectiva los pasos suficientes para la realización de prácticas de laboratorio. Estos
laboratorios se basan en la creación de interfaces graficas de usuario utilizando un PLC y una HMI
Allen Bradley mediante una comunicación Ethernet con los programas propios de la marca.
Se busca crear un impacto en los ambientes académicos que necesiten de entornos de aprendizaje
teórico-práctico, y la Universidad Distrital “Francisco José de Caldas” (Facultad Tecnológica) busca
continuamente el mejoramiento de las metodologías mediante las cuales se realizan las prácticas de
laboratorio, en un espacio que permita el análisis o retroalimentación de soluciones reales a la industria
incluida en programas académicos.
13
Objetivos
Objetivo General
Desarrollar e implementar una interfaz gráfica de usuario para el sistema de control de proceso
Térmico T5553 usando un PLC Allen Bradley.
Objetivos Específicos
Implementar un programa en el PLC que permita realizar la operación del sis tema de control
de proceso T5553.
Desarrollar una Interfaz gráfica de usuario que se pueda mostrar en un HMI para controlar
Temperatura.
Desarrollar tres guías de laboratorio que permitan reconocer e interactuar con el sistema de control de proceso Térmico T5553.
Elaborar una guía de usuario que permitan reconocer e interactuar con la interfaz gráfica
desarrollada y el sistema de control de proceso T5553.
14
1 MARCO DE REFERENCIA Y MARCO TEÓRICO
1.1 ANTECEDENTES
Se realizó una búsqueda exhaustiva dentro del estado el arte para poder escoger los proyectos guía
que sirvieran en la elaboración, dentro de los cuales se expone uno a nivel internacional, dos a nivel
nacional y uno a nivel de la universidad.
A nivel internacional se encuentra una tesis que muestra cómo se pueden integrar variables de un
proceso con un PLC esta se llama “DISEÑO DE UN SISTEMA SCADA DE CONTROL AUTOMÁTICO
DE TEMPERATURA Y HUMEDAD PARA LOS LECHOS DE PRODUCCIÓN DE HUMUS DE
LOMBRIZ EN LA EMPRESA BIOAGROTECSA CÍA. LTDA” (Abril, 2010), el cual se basa en diseñar
un sistema de supervisión, control y adquisición de variables desde los sensores como temperatura y
humedad en cada uno de los lechos de humus de lombriz en la empresa BIOAGROTECSA CÍA.
LTDA., con el fin de automatizar su producción.
Haciendo una revisión a nivel nacional se encuentran dos documentos donde se tratan temas afines
a la aplicación de metodologías de automatización en el “SISTEMA SCADA PARA UN
BIORREACTOR” (MORA, 2011) que trata de realizar un control supervisorio para los diferentes lazos
de control de un bioreactor. En el cual se encuentran lazos de: Agitación, Oxígeno Disuelto, Espuma,
Temperatura, pH. El cual cuenta con un sistema de agitación que se encarga de proporcionar una
buena mezcla por dos motivos, primero para aumentar la tasa de transferencia de oxígeno y, segundo,
para igualar la temperatura, pH y concentración de nutrientes dentro del cultivo.
También se encuentra que es un tema explorado ampliamente en “SISTEMA DE MONITOREO DE
TEMPERATURAS Y PRESIONES PARA EL AREA DE GENERACIÓN DE FRÍO DE LA PLANTA
PROCESADORA DE COLANTA EN SAN PEDRO DE LOS MILAGROS” (ARCILA, 2008), el cual
implementa una solución para el monitoreo de temperatura y presión de los compresores usados para
la generación de frio, que determinan la temperatura en cavas de maduración y almacenamiento
basándose en el desarrollo de un sistema SCADA con un PLC SLC5/03 de la familia Allen Bradley y
los software RSlogix500 y RSview32.
Por último se encuentra un trabajo desarrollado previamente en la universidad titulado “DISEÑO E
IMPLEMENTACIÓN DE INTERFAZ GRÁFICA DE USUARIO ENTRE EL SISTEMA DE CONTROL
DE PROCESO T5554 Y UN PLC SIEMENS S7-300” (Gil, 2014), donde se muestra cómo realizar la
integración de un PLC con el sistema de control de proceso a través de una interfaz gráfica de usuario.
Debido a que este proyecto muestra la realización de un sistema SCADA utilizando un PLC Siemens
S7-300, en el programa TIA PORTAL.

15
1.2 MARCO TEÓRICO
1.2.1 BANCO DE TRABAJO
El T5553 (Ver figura 1) es una estación de trabajo de acero soldado con componentes de calidad
industrial, que están montados y sondeado en dos circuitos de flujo de agua, un proceso de bucle y
de calefacción, para controlar la temperatura del agua que fluye en el bucle de proce sos. Todos los
componentes eléctricos están conectados al panel de control para permitir a los estudiantes medir
señales y conectar los dispositivos en una amplia variedad de configuraciones de control, incluido el
control PID, control de encendido / apagado y control manual. (AMATROL, 2010)
Figura 1 Sistema de control de proceso Térmico (AMATROL, 2010)
Los sistemas de control de procesos proporcionan un control preciso de líquidos y gases en una
amplia variedad de aplicaciones industriales, incluyendo la elaboración de alimentos, fabricación de
productos químicos, y la biotecnología. El Sistema de Aprendizaje de Control de Procesos Térmicos
T5553 enseña uno de los tipos más comunes de los sistemas de control de procesos, control de la
temperatura. Los estudiantes aprenderán a calibrar, ajustar, instalar, operar, los sistemas de control
de procesos térmicos sintonizados en aplicaciones industriales. (AMATROL, 2010)
La T5553 ofrece una amplia variedad de opciones de controladores y transductores para hacer
mediciones en los procesos de formación. El T5553 también incluye una función de las conexiones
eléctricas y de fluidos para interconectar a la Amatrol con el Flujo de procesos del sistema de
Aprendizaje de Control T5552 de Nivel y para el estudio de control más avanzado. (AMATROL, 2010)
También enfría el fluido utilizando la refrigeración mecánica. Un enfriador proporciona un rango de
temperatura más amplio que el enfriamiento por aire, por lo que los estudiantes pueden de manera
más eficaz conocer los procesos de temperatura controlada. Un enfriador es menos afectado por
16
temperaturas elevadas y puede proporcionar una refrigeración continua del proceso. (AMATROL,
2010)
Ofrece tanto controlador PID y las opciones de control del PLC. La opción de controlador PID se monta
directamente en el panel de control, mientras que el PLC se encuentra externamente en su propia
estación de trabajo. Interfaz de PLC a dispositivos de E / S discretas y analógicas del T5553 a través
de dos conectores de terminales múltiples en el panel de control, haciendo que la interfaz sea rápida
y confiable. Una placa PLC permite a los estudiantes conectar el PLC I / O para el T5553 E / S en una
variedad de configuraciones. (AMATROL, 2010)
1.2.2 SENSORES
Los sensores utilizados dentro el desarrollo del proyecto con los cuales cuenta el sistema de control
de proceso térmico se muestran a continuación:
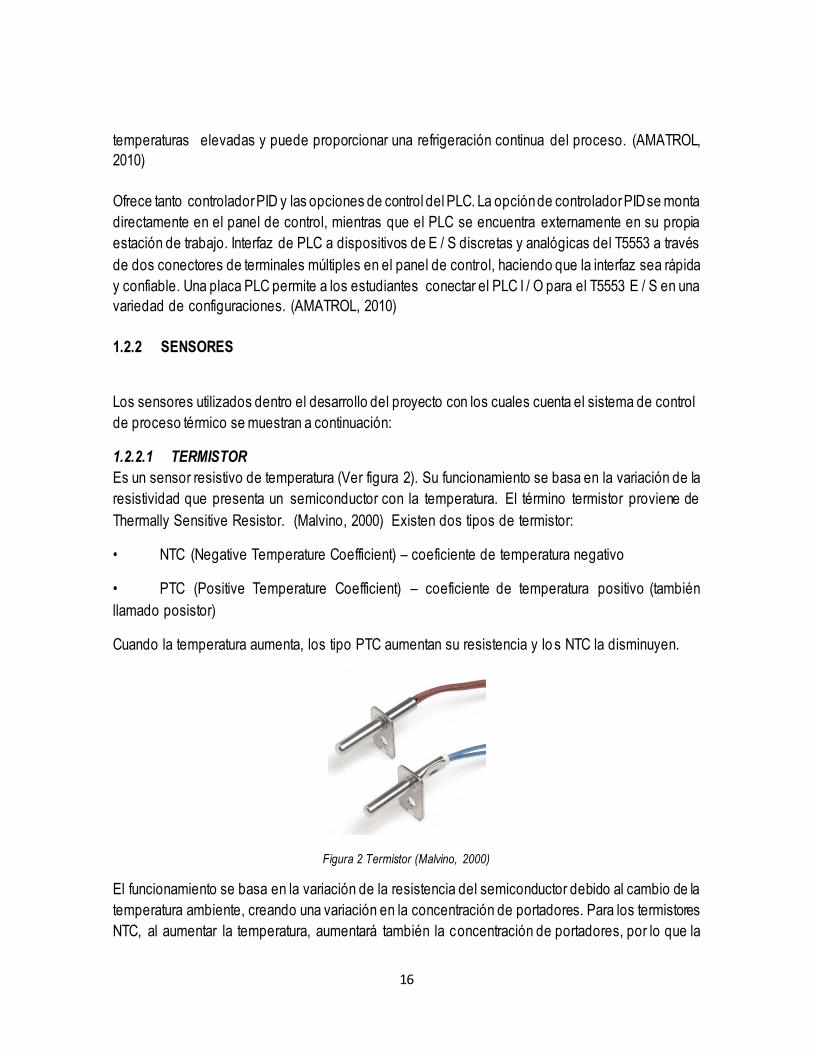
1.2.2.1 TERMISTOR
Es un sensor resistivo de temperatura (Ver figura 2). Su funcionamiento se basa en la variación de la
resistividad que presenta un semiconductor con la temperatura. El término termistor proviene de
Thermally Sensitive Resistor. (Malvino, 2000) Existen dos tipos de termistor:
• NTC (Negative Temperature Coefficient) – coeficiente de temperatura negativo
• PTC (Positive Temperature Coefficient) – coeficiente de temperatura positivo (también
llamado posistor)
Cuando la temperatura aumenta, los tipo PTC aumentan su resistencia y lo s NTC la disminuyen.
Figura 2 Termistor (Malvino, 2000)
El funcionamiento se basa en la variación de la resistencia del semiconductor debido al cambio de la
temperatura ambiente, creando una variación en la concentración de portadores. Para los termistores
NTC, al aumentar la temperatura, aumentará también la concentración de portadores, por lo que la
17
resistencia será menor, de ahí que el coeficiente sea negativo. Para los termistores PTC, en el caso
de un semiconductor con un dopado muy intenso, éste adquirirá propiedades metálicas, tomando un
coeficiente positivo en un margen de temperatura limitado. Usualmente, los termistores se fabrican a
partir de óxidos semiconductores, tales como el óxido férrico, el óxido de níquel, o el óxido de cobalto.
(Malvino, 2000)
Sin embargo, a diferencia de los sensores RTD, la variación de la resistencia con la temperatura no
es lineal. Para un termistor NTC, la característica es hiperbólica. Para pequeños incrementos de
temperatura, se darán grandes incrementos de resistencia. (Malvino, 2000)
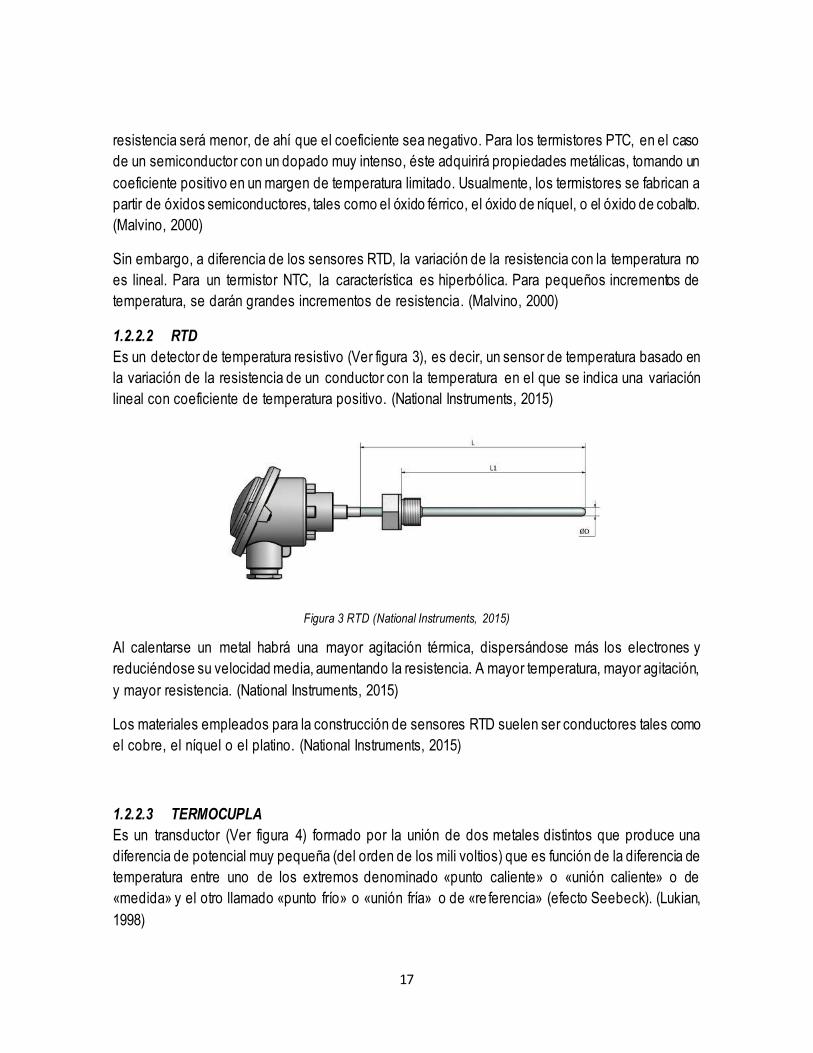
1.2.2.2 RTD
Es un detector de temperatura resistivo (Ver figura 3), es decir, un sensor de temperatura basado en
la variación de la resistencia de un conductor con la temperatura en el que se indica una variación
lineal con coeficiente de temperatura positivo. (National Instruments, 2015)
Figura 3 RTD (National Instruments, 2015)
Al calentarse un metal habrá una mayor agitación térmica, dispersándose más los electrones y
reduciéndose su velocidad media, aumentando la resistencia. A mayor temperatura, mayor agitación,
y mayor resistencia. (National Instruments, 2015)
Los materiales empleados para la construcción de sensores RTD suelen ser conductores tales como
el cobre, el níquel o el platino. (National Instruments, 2015)
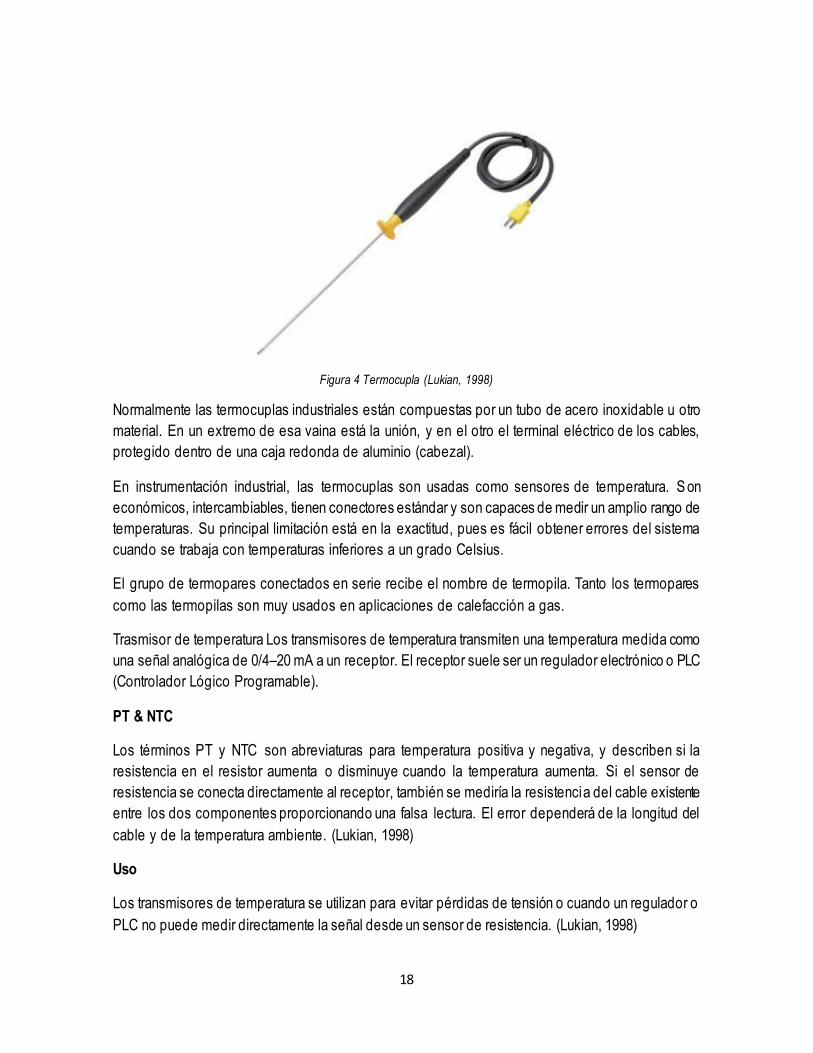
1.2.2.3 TERMOCUPLA
Es un transductor (Ver figura 4) formado por la unión de dos metales distintos que produce una
diferencia de potencial muy pequeña (del orden de los mili voltios) que es función de la diferencia de
temperatura entre uno de los extremos denominado «punto caliente» o «unión caliente» o de
«medida» y el otro llamado «punto frío» o «unión fría» o de «re ferencia» (efecto Seebeck). (Lukian,
1998)
18
Figura 4 Termocupla (Lukian, 1998)
Normalmente las termocuplas industriales están compuestas por un tubo de acero inoxidable u otro
material. En un extremo de esa vaina está la unión, y en el otro el terminal eléctrico de los cables,
protegido dentro de una caja redonda de aluminio (cabezal).
En instrumentación industrial, las termocuplas son usadas como sensores de temperatura. S on
económicos, intercambiables, tienen conectores estándar y son capaces de medir un amplio rango de
temperaturas. Su principal limitación está en la exactitud, pues es fácil obtener errores del sistema
cuando se trabaja con temperaturas inferiores a un grado Celsius.
El grupo de termopares conectados en serie recibe el nombre de termopila. Tanto los termopares
como las termopilas son muy usados en aplicaciones de calefacción a gas.
Trasmisor de temperatura Los transmisores de temperatura transmiten una temperatura medida como
una señal analógica de 0/4–20 mA a un receptor. El receptor suele ser un regulador electrónico o PLC
(Controlador Lógico Programable).
PT & NTC
Los términos PT y NTC son abreviaturas para temperatura positiva y negativa, y describen si la
resistencia en el resistor aumenta o disminuye cuando la temperatura aumenta. Si el sensor de
resistencia se conecta directamente al receptor, también se mediría la resistencia del cable existente
entre los dos componentes proporcionando una falsa lectura. El error dependerá de la longitud del
cable y de la temperatura ambiente. (Lukian, 1998)
Uso
Los transmisores de temperatura se utilizan para evitar pérdidas de tensión o cuando un regulador o
PLC no puede medir directamente la señal desde un sensor de resistencia. (Lukian, 1998)
19
1.2.3 CONTROL ON OFF
La salida del controlador ON-OFF, o de dos posiciones, solo puede cambiar entre dos valores al igual
que dos estados de un interruptor. El controlador no tiene la capacidad para producir un valor exacto
en la variable controlada para un valor de referencia dado pues el controlador produce una continua
desviación del valor de referencia. La acción del controlador de dos posiciones tiene un simple
mecanismo de construcción, por esa razón este tipo de controladores es de los de más amplio uso, y
comúnmente utilizados en sistemas de regulación de temperatura. Los controladores mecánicos de
dos posiciones normalmente posee algo de histéresis, por el contrario los controladores electrónicos
usualmente funcionan sin histéresis. La histéresis está definida como la diferencia entre los niveles de
temperatura alrededor del valor de consigna cuando el controlador cambia de estado (conmuta de ON
a OFF y viceversa). El usar un controlador de acción de dos posiciones da como resultado una
oscilación de la variable controlada x. Para determinar la regulación del controlador, son importantes
los parámetros amplitud (Xm) y período de tiempo de la oscilación (T). La oscilación depende de
muchos factores, el período de tiempo está en función del tiempo muerto del sistema (TU) y la posible
histéresis del controlador. La histéresis también está directamente influenciada por la amplitud de la
oscilación la cual es adicionalmente dependiente de los valores del factor de histéresis y la magnitud
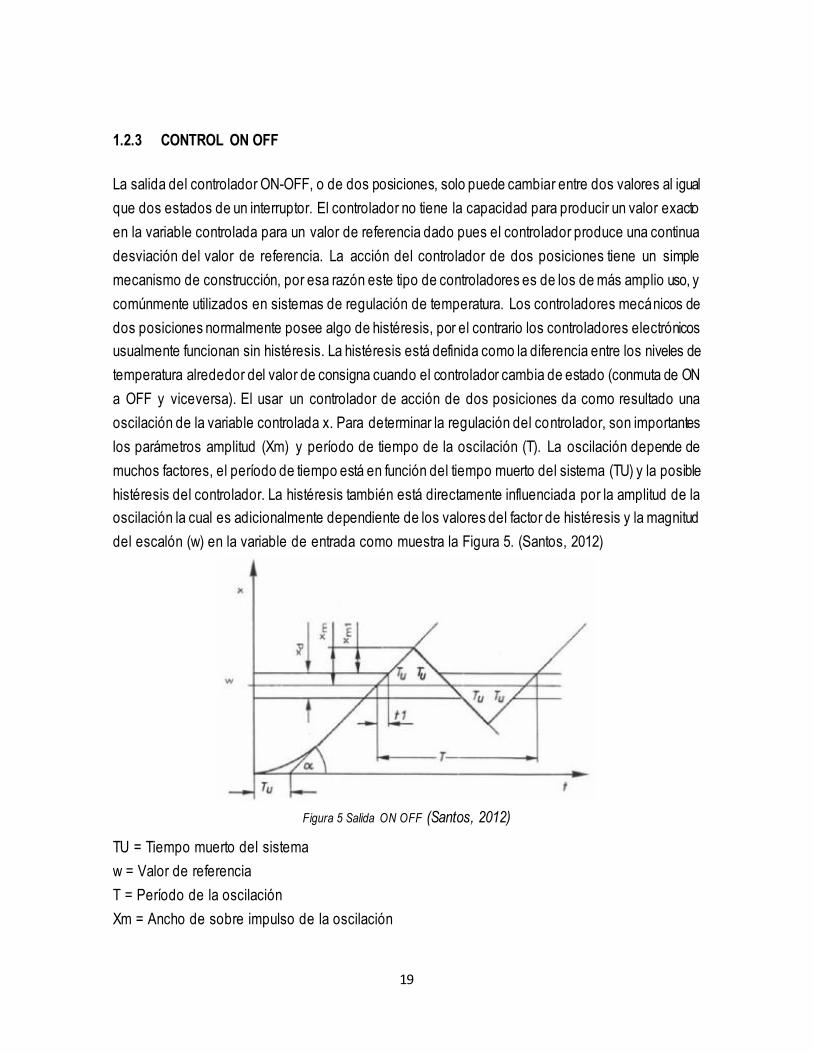
del escalón (w) en la variable de entrada como muestra la Figura 5. (Santos, 2012)
Figura 5 Salida ON OFF (Santos, 2012)
TU = Tiempo muerto del sistema
w = Valor de referencia
T = Período de la oscilación
Xm = Ancho de sobre impulso de la oscilación
20
1.2.4 DESCRIPCIÓN DEL PLC Y LA HMI UTILIZADOS
1.2.4.1 PLC ALLEN BRADLEY
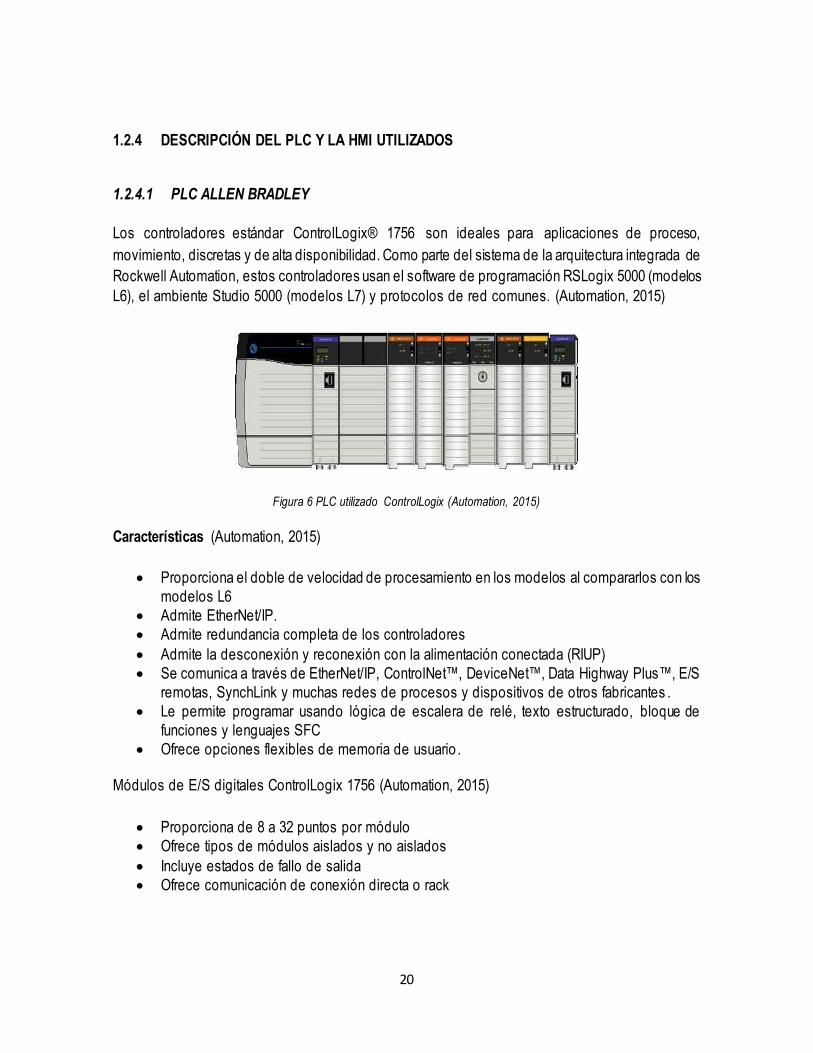
Los controladores estándar ControlLogix® 1756 son ideales para aplicaciones de proceso,
movimiento, discretas y de alta disponibilidad. Como parte del sistema de la arquitectura integrada de
Rockwell Automation, estos controladores usan el software de programación RSLogix 5000 (modelos
L6), el ambiente Studio 5000 (modelos L7) y protocolos de red comunes. (Automation, 2015)
Figura 6 PLC utilizado ControlLogix (Automation, 2015)
Características (Automation, 2015)
Proporciona el doble de velocidad de procesamiento en los modelos al compararlos con los
modelos L6
Admite EtherNet/IP.
Admite redundancia completa de los controladores
Admite la desconexión y reconexión con la alimentación conectada (RIUP)
Se comunica a través de EtherNet/IP, ControlNet™, DeviceNet™, Data Highway Plus™, E/S
remotas, SynchLink y muchas redes de procesos y dispositivos de otros fabricantes .
Le permite programar usando lógica de escalera de relé, texto estructurado, bloque de
funciones y lenguajes SFC
Ofrece opciones flexibles de memoria de usuario .
Módulos de E/S digitales ControlLogix 1756 (Automation, 2015)
Proporciona de 8 a 32 puntos por módulo
Ofrece tipos de módulos aislados y no aislados
Incluye estados de fallo de salida
Ofrece comunicación de conexión directa o rack

21
Módulos de E/S analógicas ControlLogix 1756 (Automation, 2015)
Incluye módulos de entrada, salida (24 bits)
Proporciona módulos de termopar y RTD
Incluye alarmas de datos incorporadas
Ofrece escalado a unidades de medición
Proporciona muestreo de canales en tiempo real
Ofrece configuración por canal de voltaje, corriente o generación d e corriente de transmisor de 2 cables
Ofrece configuración por canal para RTD o termopar
Módulos de E/S especiales ControlLogix 1756 (Automation, 2015)
Incluye módulos de medición de flujo configurables
Proporciona módulos de contador de alta velocidad
Ofrece módulos de final de carrera programables
Proporciona una interconexión flexible entre el cableado de la planta y los módulos de E/S
Incluye terminaciones de abrazadera de tornillo o abrazadera de resorte
1.2.4.2 PANELVIEW PLUS (HMI)
Son monitores industriales de pantalla plana a color para utilizarse en ambientes menos exigentes.
Tienen una presentación en pantalla (OSD) que permite la rotación de la imagen, cambios en la paleta
de colores y el restablecimiento automático con botón pulsador. (Automation, 2015)
Rango de resoluciones de 1024 x 768 a 1280 x 1024
Opción de pantalla táctil antideslumbrante resistiva
Disponible en modelos de 15 pulg. (38.1 cm), 17 pulg. (43.18 cm) y 19 pulg. (48.26 cm)
Factores de formato de montaje en panel, rack, banco o mesa.
Clasificación de 45 °C (113 °F)
Figura 7 PLC utilizado ControlLogix (Automation, 2015)
22
1.2.5 DESCRIPCION BASICA DE UN SISTEMA DE CONTROL DE TEMPERATURA
Una aplicación particular de un sistema de control de temperatura es mejorar el confort del usuario y
al mismo tiempo permitir un ahorro energético dentro de instalaciones (edificios, casas o centros
comerciales) o en mantener la temperatura ideal en máquinas, estos controles son importantes ya que
ayudan a compensar la variación de las cargas externas que suelen darse por radiación solar en
lugares con diferentes orientaciones, por sombras de edificios o, también las variaciones por cargas
internas las cuales incluyen personas, iluminación y computadoras, entre otros. (MaquinariaPRO,
2016)
Hay sistemas muy novedosos que hacen la inversión inicial mucho más costosa que comprar una
simple consola de aire acondicionado y/o sistema de refrigeración la ventaja de estos sistemas es que
pueden regularse o programarse a medida, es decir, se puede hacer que el control de temperatura se
prenda o apague a ciertas horas del día o también que el sistema se autorregule dependiendo de la
necesidad del usuario. (MaquinariaPRO, 2016)
Una ventaja de estos sistemas en algunos casos es el ahorro energético, debido a que con el sistema
de control de temperatura por zonas, se puede elegir la temperatura deseada por el usuario en cada
sitio, dentro de ciertos límites, y no dejar que el sistema alcance aquellas zonas desocupadas
ahorrando así una gran suma de dinero. (MaquinariaPRO, 2016)
Los componentes básicos de un sistema de control de temperatura son: la unidad de control, sensor
de mando, sensor esclavo, rejilla de impulsión y una compuerta de sobrepresión. La primera está
conectada al climatizador para transmitirle órdenes de “encendido/marcha”. El sensor de mando
puede ser inalámbrico o tener una conexión por cable, sus funciones características son: controlar la
temperatura, dar órdenes al climatizador a través de la unidad de control, programar horarios y fijar
límites de temperatura. (MaquinariaPRO, 2016)
El sensor esclavo también puede ser inalámbrico o tener una conexión mediante un cable y se encarga
de abrir o cerrar las compuertas de las rejillas de la zona en donde está ubicado, mostrar en su display
los valores de temperatura que el ambiente posee; una vez establecida la puesta en marcha, controla
la temperatura del lugar en función a la que fue asignada y programa horarios específicos.
(MaquinariaPRO, 2016)
1.2.6 DEFINICIÓN DE INTERFAZ GRAFICA
La interfaz de usuario es el medio con que el usuario puede comunicarse con una máquina, equipo,
computadora o dispositivo, y comprende todos los puntos de contacto entre el usuario y el equipo.
23
Normalmente suelen ser fáciles de entender y fáciles de accionar, aunq ue en el ámbito de la
informática es preferible referirse a que suelen ser "amigables e intuitivos" porque es complejo y
subjetivo decir "fácil". (P.R.V)
Las interfaces básicas de usuario son aquellas que incluyen elementos como menús, ventanas,
contenido gráfico, cursor, los beeps y algunos otros sonidos que la computadora hace, y en general,
todos aquellos canales por los cuales se permite la comunicación entre el ser humano y la
computadora. (P.R.V)
La mejor interacción humano-máquina a través de una adecuada interfaz (de usuario), que le brinde
tanto comodidad, como eficiencia. (P.R.V)
1.2.7 CRITERIOS PARA EL DISEÑO DE UNA INTERFAZ GRAFICA
Algunas reglas deben tenerse en cuenta a la hora del diseño de interfaces (P.R.V):
Dar control al usuario.
Reducir la carga de memoria del usuario.
Consistencia.
Regla 1: Dar control al usuario.
El diseñador debe dar al usuario la posibilidad de hacer su trabajo, en lugar de suponer qué es lo que
éste desea hacer. La interfaz debe ser suficientemente flexible para adaptarse a las exigencias de los
distintos usuarios del programa. (P.R.V)
Principios:
Usar adecuadamente los modos de trabajo.
Permitir a los usuarios utilizar el teclado o el mouse.
Permitir al usuario interrumpir su tarea y continuarla más tarde.
Utilizar mensajes y textos descriptivos.
Permitir deshacer las acciones, e informar de su resultado.
Permitir una cómoda navegación dentro del producto y una fácil salida del mismo.
Permitir distintos niveles de uso del producto para usuarios con distintos niveles de
experiencia.
Hacer transparente la interfaz al usuario, que debe tener la impresión de manipular
directamente los objetos con los que está trabajando.
Permitir al usuario personalizar la interfaz (presentación, comportamiento e interacción).
Permitir al usuario manipular directamente los objetos de la interfaz. En suma, el usuario debe
sentir que tiene el control del sistema.
Regla 2: Reducir la carga de memoria del usuario.
24
La interfaz debe evitar que el usuario tenga que almacenar y recordar información. (P.R.V)
Principios:
Aliviar la carga de la memoria de corto alcance (permitir deshacer, copiar y pegar; mantener
los últimos datos introducidos).
Basarse en el reconocimiento antes que en el recuerdo.
Proporcionar indicaciones visuales de dónde está el usuario, qué está hacie ndo y qué puede
hacer a continuación.
Proporcionar funciones deshacer, rehacer y acciones por defecto.
Proporcionar atajos de teclado (iniciales en menús, teclas rápidas).
Asociar acciones a los objetos (menú contextual).
Utilizar metáforas del mundo real
Presentar al usuario sólo la información que necesita (menús simples/avanzados, wizards,
asistentes).
Hacer clara la presentación visual (colocación/agrupación de objetos, evitar la presentación
de excesiva información).
Regla 3: Consistencia. (P.R.V)
Permite al usuario utilizar conocimiento adquirido en otros programas. Ejemplo: mostrar siempre el
mismo mensaje ante un mismo tipo de situación, aunque se produzca en distintos lugares.
Principios:
Consistencia en la realización de las tareas: proporcionar al usuario indicaciones sobre el
proceso que está siguiendo.
Consistencia dentro del propio producto y de un producto a otro. La consistencia se aplica a
la presentación (lo que es igual debe aparecer igual: color del texto estátic o), el
comportamiento (un objeto se comporta igual en todas partes) y la interacción (los atajos y
operaciones con el mouse se mantienen).
Consistencia en los resultados de las interacciones: misma respuesta ante la misma acción.
Los elementos estándar del interfaz deben comportarse siempre de la misma forma (las barras
de menús despliegan menús al seleccionarse).
Consistencia de la apariencia estética (iconos, fuentes, colores, distribución de pantallas).
Fomentar la libre exploración de la interfaz, sin miedo a consecuencias negativas.
El HMI funcionará en pantallas de consola en computadoras. Se persigue como objetivo en esta guía
proporcione las pautas del diseño de las pantallas para que las trampas visuales más comunes puedan

25
evitarse y el cliente se muestre amigable y legible al usuario, además de adecuado a los objetivos del
sistema. (P.R.V)
Algunas pautas para el diseño son:
No se deben colocar demasiados objetos en la pantalla, y los que existen deben estar bien
distribuidos.
Cada elemento visual influye en el usuario no sólo por sí mismo, sino también por su
combinación con el resto de elementos presentes en la pantalla.
Demasiada simetría puede hacer las pantallas difíciles de leer.
Si se ponen objetos sin alinear, hacerlo drásticamente.
Asimetría = activo, simetría = sereno.
Elementos de tamaño y color similares se perciben como pertenecientes a un grupo.
Asumir errores en la entrada del usuario.
Diseñar para el usuario, no para demostrar los propios conocimientos tecnológicos.
Unos gráficos espectaculares no salvarán a una mala interfaz.
No se deben colocar demasiados objetos en la pantalla, y los que existen deben estar bien
distribuidos.
Cada elemento visual influye en el usuario no sólo por sí mismo, sino también por su
combinación con el resto de elementos presentes en la pantalla. (P.R.V)
A continuación se resumen las pautas para el diseño de una pantalla de HMI para el Sistema de
gestión de alarmas:
Fondos: usar los tonos apagados - gris claro es bueno.
Sombra: es un método recomendado para fraccionamiento de una pantalla.
Los gráficos de fondo deben usar tonos suaves, deben ser evitados los colores de alarma. Utilizar el
negro para resaltar objetos. (P.R.V)
Texto: utilizar un tipo de letra estándar, que esté disponible en todos los PC.
El estado del sistema de alarma debe ser visible en todas las pantallas, se recomienda mostrarlo en
la parte superior de la pantalla. (P.R.V)
Los colores de alarma seguirán la convención: rojo =alarma, amarillo = alerta, verde = estado OK, azul
= acción obligatoria. (P.R.V)
Para alarmas: se recomienda el uso adicional de indicaciones que no dependan del color; por ejemplo,
la posición, texto, señal sonora, etc. (P.R.V)
No se acepta el destello constante de las alarmas y debe ser evitada la conmutación automática de
pantallas en caso de alarma. (P.R.V)
26
2 METODOLOGÍA
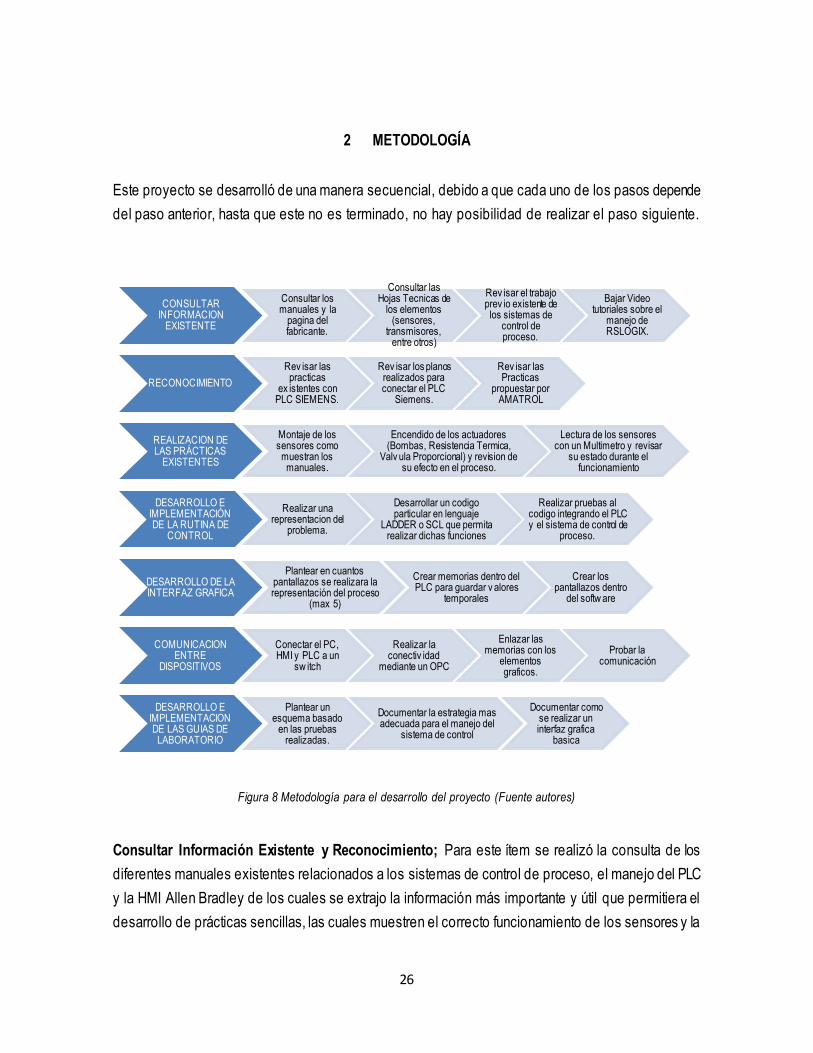
Este proyecto se desarrolló de una manera secuencial, debido a que cada uno de los pasos depende
del paso anterior, hasta que este no es terminado, no hay posibilidad de realizar el paso siguiente.
Figura 8 Metodología para el desarrollo del proyecto (Fuente autores)
Consultar Información Existente y Reconocimiento; Para este ítem se realizó la consulta de los
diferentes manuales existentes relacionados a los sistemas de control de proceso, el manejo del PLC
y la HMI Allen Bradley de los cuales se extrajo la información más importante y útil que permitiera el
desarrollo de prácticas sencillas, las cuales muestren el correcto funcionamiento de los sensores y la
CONSULTAR INFORMACION
EXISTENTE
Consultar los manuales y la
pagina del fabricante.
Consultar las Hojas Tecnicas de
los elementos (sensores,
transmisores, entre otros)
Rev isar el trabajo prev io existente de los sistemas de
control de proceso.
Bajar Video tutoriales sobre el
manejo de RSLOGIX.
RECONOCIMIENTO
Rev isar las practicas
ex istentes con PLC SIEMENS.
Rev isar los planos realizados para conectar el PLC
Siemens.
Rev isar las Practicas
propuestar por AMATROL
REALIZACION DE LAS PRÁCTICAS
EXISTENTES
Montaje de los sensores como
muestran los manuales.
Encendido de los actuadores (Bombas, Resistencia Termica,
Valv ula Proporcional) y revision de su efecto en el proceso.
Lectura de los sensores con un Multimetro y revisar
su estado durante el funcionamiento
DESARROLLO E IMPLEMENTACIÓN DE LA RUTINA DE
CONTROL
Realizar una representacion del
problema.
Desarrollar un codigo particular en lenguaje
LADDER o SCL que permita realizar dichas funciones
Realizar pruebas al codigo integrando el PLC y el sistema de control de
proceso.
DESARROLLO DE LA INTERFAZ GRAFICA
Plantear en cuantos pantallazos se realizara la representación del proceso
(max 5)
Crear memorias dentro del PLC para guardar v alores
temporales
Crear los pantallazos dentro
del softw are
COMUNICACION ENTRE
DISPOSITIVOS
Conectar el PC, HMI y PLC a un
sw itch
Realizar la conectiv idad
mediante un OPC
Enlazar las memorias con los
elementos graficos.
Probar la comunicación
DESARROLLO E IMPLEMENTACION DE LAS GUIAS DE LABORATORIO
Plantear un esquema basado
en las pruebas realizadas.
Documentar la estrategia mas adecuada para el manejo del
sistema de control
Documentar como se realizar un interfaz grafica
basica
27
respuesta de cada actuador en general, además del reconocimiento del PLC y la elaboración de un
programa sencillo.
Realización de las practicas existentes; Se realizaron dos practicas: la primera consiste en la
conexión de los sensores (RTD, Termistor y Termocupla) y el accionamiento de los diferentes
actuadores (Bombas, Válvula Proporcional, Calentador, Enfriador), en esta práctica se realizaron
mediciones de corriente a la salida de cada transmisor de temperatura y se midió la temperatura con
el termómetro correspondiente a cada sensor, al finalizar la actividad se llenó una tabla de resultados
(Ver numeral 3.1).
La segunda práctica consiste en programar una rutina de activación de una salida digital del PLC con
un pulsador normalmente abierto y la variación de la salida del conversor análogo digital asignando el
valor actual presente en alguna de sus entradas.
Desarrollo e implementación de la rutina de operación; Para desarrollar la rutina de operación se
tuvo en cuenta cómo funcionan los diferentes actuadores del sistema de control de proceso térmico y
como debe activarse cada uno a partir de las practicas realizadas, como sensor de realimentación se
utilizó la PT 100 debido a que según los datos capturados y la hoja técnica es el sensor que tiene el
margen de error más bajo.
La rutina de control se desarrolló enteramente en el programa RSlogix en lenguaje LADDER debido a
que es un lenguaje muy versátil, fácil de manejar y ampliamente conocido. Se realizó una rutina
principal para permitir el control sobre el sistema de control de proceso o un demo que simula un
control de temperatura y cada una de las subrutinas implementadas se relacionan con los ítems
mencionados anteriormente.
Desarrollo de la interfaz gráfica; Para desarrollar la interfaz gráfica se tuvieron en cuenta los
parámetros mostrados en el numeral 1.2.7, además de una restricción la cual es que la licencia
adquirida por la universidad solo permite 5 pantallazos por programa, así que el programa desarrollado
se realizó en 5 pantallas diferentes, pero antes de eso se desarrolló un programa el cual encendiera
una salida al pulsar un botón desde la HMI.
Comunicación entre dispositivos; Para comunicar el PLC con la HMI se realizó una asignación de
variables de memoria dentro del PLC, las cuales se encargan de almacenar temporalmente el estado
de un sensor o de un actuador y se modifican al interactuar con el proceso y el programa predefinido
en la HMI, para enlazar las variables del HMI con las variables del PLC se utilizó el OPC propio de
Allen Bradley a través de Ethernet.
Desarrollo de las guías de laboratorio; Se documentaron las diferentes prácticas que se llevaron a
cabo para la implementación del proyecto, indicando la correcta conectividad de los sensores y de los
actuadores con el PLC y se muestran de una manera progresiva para que el usuario entienda paso a
paso como se implementan interfaces graficas con ayuda del sistema de control.
28
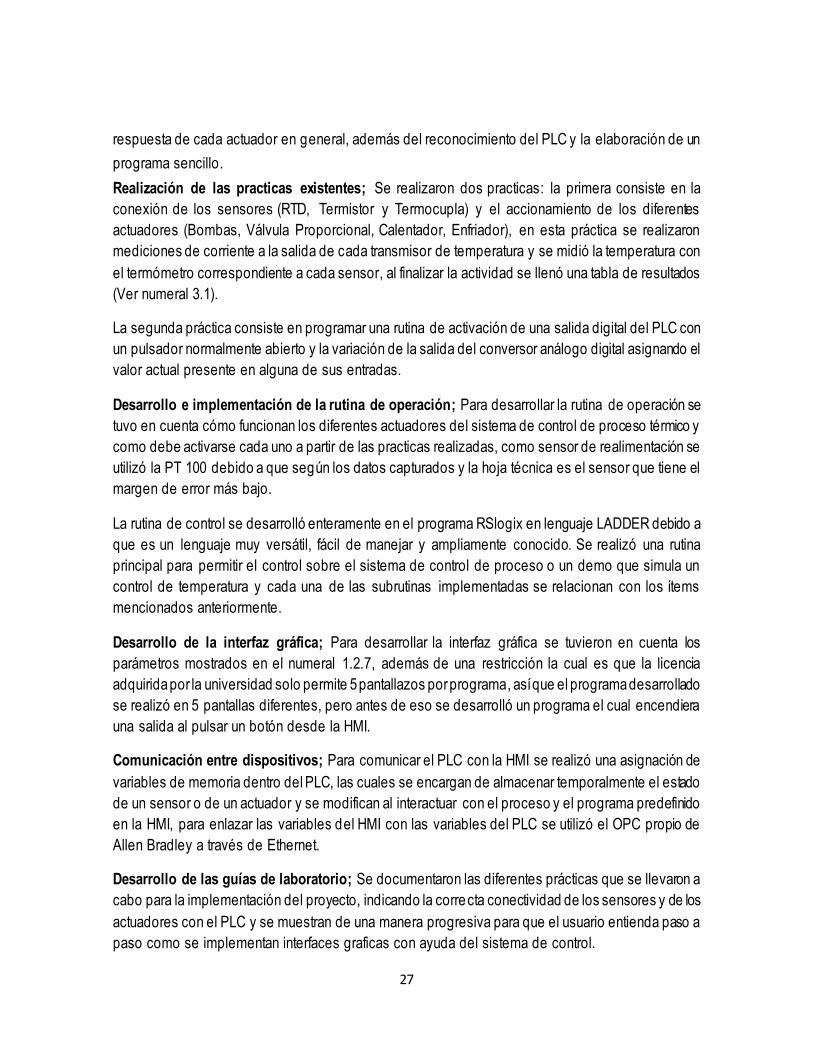
3 DESARROLLO E IMPLEMENTACIÓN DE LA RUTINA DE OPERACIÓN
Para el desarrollo del programa encargado de realizar las operaciones de control automático del PLC se tuvo
en cuenta la ecuación resultante de la escalización de los sensores, el comportamiento de las entradas y salidas
discretas y el efecto de la conmutación de los actuadores como el enfriador y calentador. El programa se realizó
enteramente en el programa RSlogix utilizando como lenguaje de programación el lenguaje LADDER.
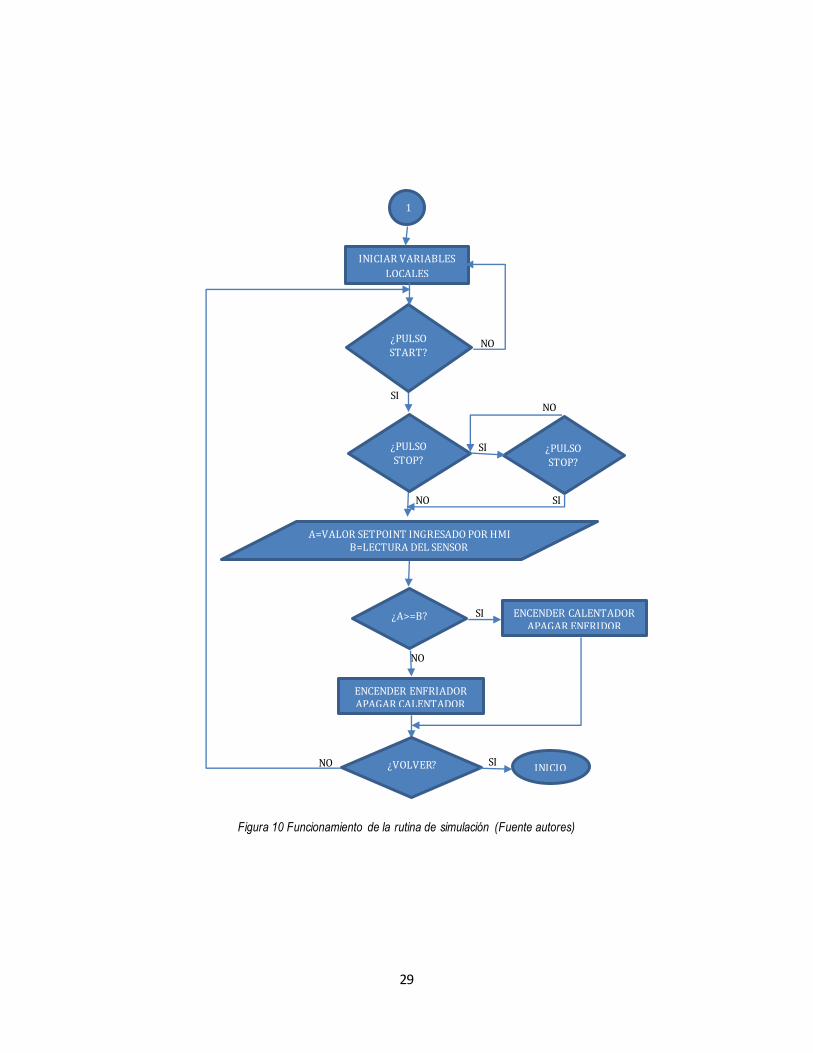
Se desarrollaron varias funciones las cuales se muestran en las tablas 1 y 2, y el funcionamiento del
programa en las figuras 9, 10,11:
Figura 9 Funcionamiento de la rutina principal (Fuente autores)
INICIO
INICIAR VARIABLES
GLOBALES
¿SELECCIONÓ
ALGUNA
OPCION?
¿ES
SISTEMA DE
CONTROL?
ABRIR RUTINA
DEL SISTEMA
DE CONTROL DE
PROCESO
ABRIR
RUTINA DE LA
SIMULACION
2
1
SI
NO
SI
NO
29
Figura 10 Funcionamiento de la rutina de simulación (Fuente autores)
SI
SI
NO
NO
SI
NO SI INICIO
ENCENDER CALENTADOR APAGAR ENFRIDOR
¿PULSO
STOP? ¿PULSO
STOP?
NO
A=VALOR SETPOINT INGRESADO POR HMI B=LECTURA DEL SENSOR
¿A>=B?
ENCENDER ENFRIADOR APAGAR CALENTADOR
¿VOLVER?
1
INICIAR VARIABLES
LOCALES
¿PULSO
START? NO
SI
30
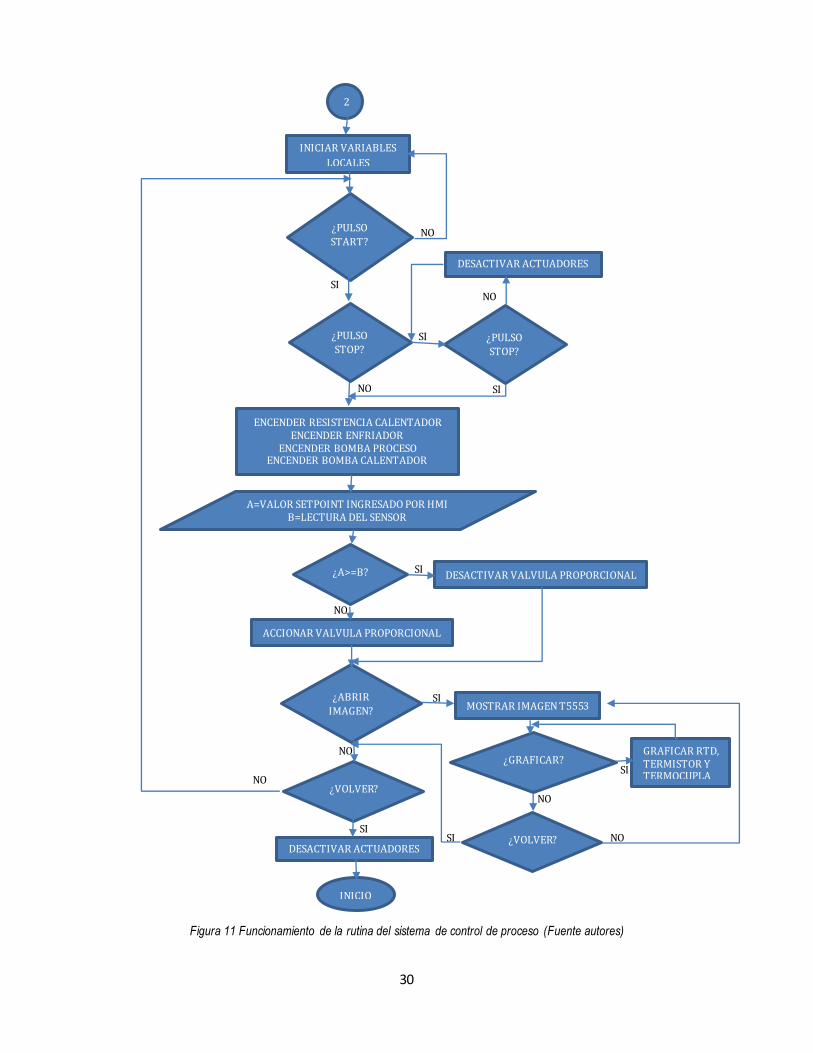
Figura 11 Funcionamiento de la rutina del sistema de control de proceso (Fuente autores)
¿ABRIR
IMAGEN?
ACCIONAR VALVULA PROPORCIONAL
INICIO
2
INICIAR VARIABLES
LOCALES
¿PULSO
START?
¿PULSO
STOP? ¿PULSO
STOP?
A=VALOR SETPOINT INGRESADO POR HMI B=LECTURA DEL SENSOR
¿A>=B?
ENCENDER RESISTENCIA CALENTADOR ENCENDER ENFRIADOR
ENCENDER BOMBA PROCESO ENCENDER BOMBA CALENTADOR
DESACTIVAR VALVULA PROPORCIONAL
DESACTIVAR ACTUADORES
¿VOLVER?
DESACTIVAR ACTUADORES
MOSTRAR IMAGEN T5553
¿GRAFICAR? GRAFICAR RTD, TERMISTOR Y TERMOCUPLA
¿VOLVER? SI SI
SI
NO
NO
SI
NO
SI NO
SI
NO
SI
SI
NO
NO
NO
31
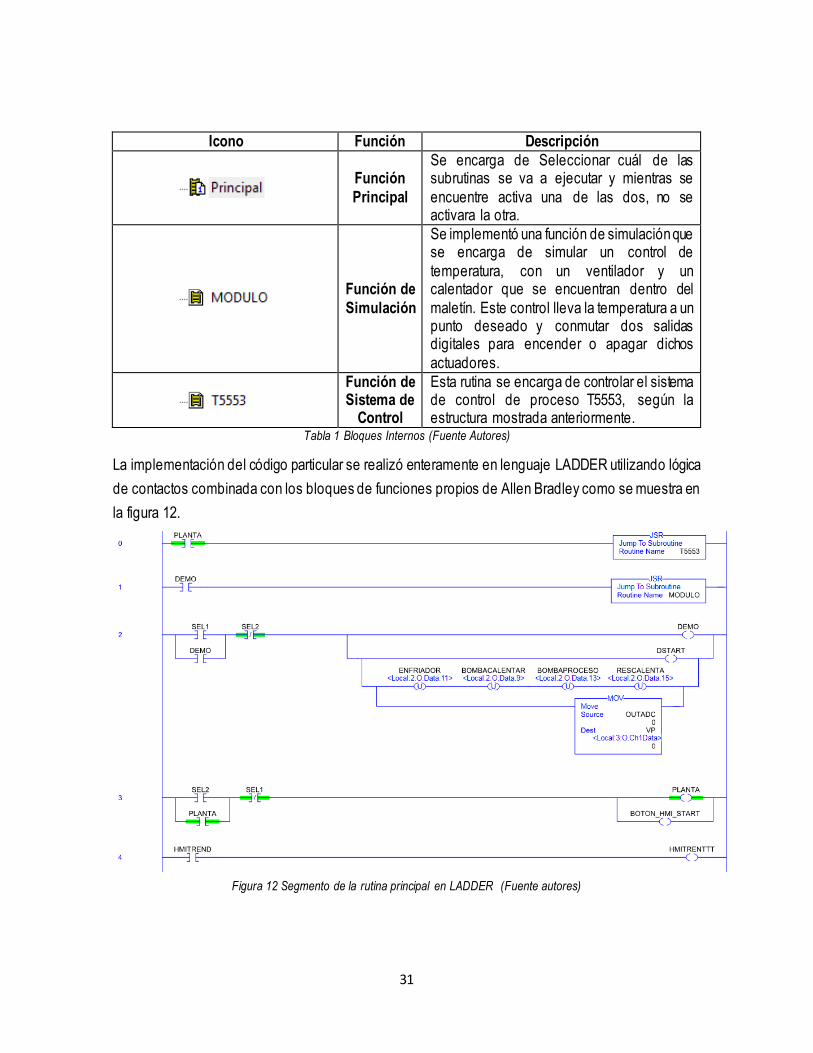
Icono Función Descripción
Función
Principal
Se encarga de Seleccionar cuál de las subrutinas se va a ejecutar y mientras se
encuentre activa una de las dos, no se activara la otra.
Función de
Simulación
Se implementó una función de simulación que se encarga de simular un control de
temperatura, con un ventilador y un calentador que se encuentran dentro del
maletín. Este control lleva la temperatura a un punto deseado y conmutar dos salidas digitales para encender o apagar dichos
actuadores.
Función de Sistema de
Control
Esta rutina se encarga de controlar el sistema de control de proceso T5553, según la estructura mostrada anteriormente.
Tabla 1 Bloques Internos (Fuente Autores)
La implementación del código particular se realizó enteramente en lenguaje LADDER utilizando lógica
de contactos combinada con los bloques de funciones propios de Allen Bradley como se muestra en
la figura 12.
Figura 12 Segmento de la rutina principal en LADDER (Fuente autores)
32
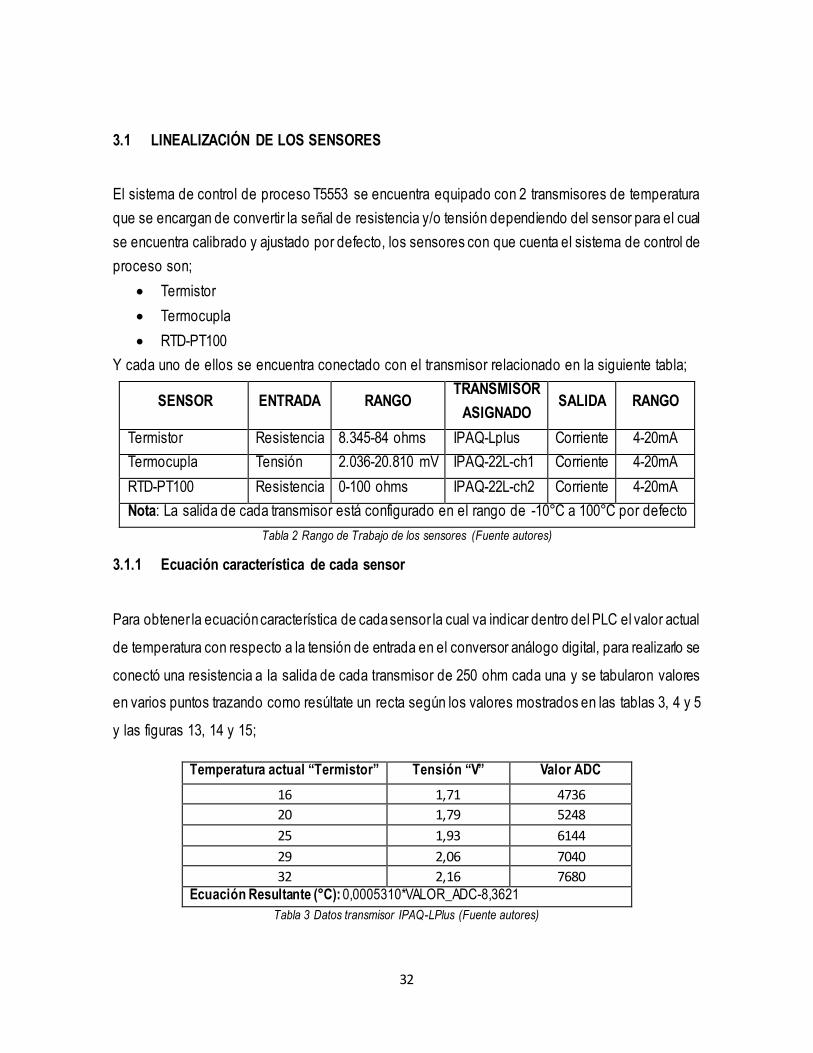
3.1 LINEALIZACIÓN DE LOS SENSORES
El sistema de control de proceso T5553 se encuentra equipado con 2 transmisores de temperatura
que se encargan de convertir la señal de resistencia y/o tensión dependiendo del sensor para el cual
se encuentra calibrado y ajustado por defecto, los sensores con que cuenta el sistema de control de
proceso son;
Termistor
Termocupla
RTD-PT100
Y cada uno de ellos se encuentra conectado con el transmisor relacionado en la siguiente tabla;
SENSOR ENTRADA RANGO TRANSMISOR
ASIGNADO SALIDA RANGO
Termistor Resistencia 8.345-84 ohms IPAQ-Lplus Corriente 4-20mA
Termocupla Tensión 2.036-20.810 mV IPAQ-22L-ch1 Corriente 4-20mA
RTD-PT100 Resistencia 0-100 ohms IPAQ-22L-ch2 Corriente 4-20mA
Nota: La salida de cada transmisor está configurado en el rango de -10°C a 100°C por defecto
Tabla 2 Rango de Trabajo de los sensores (Fuente autores)
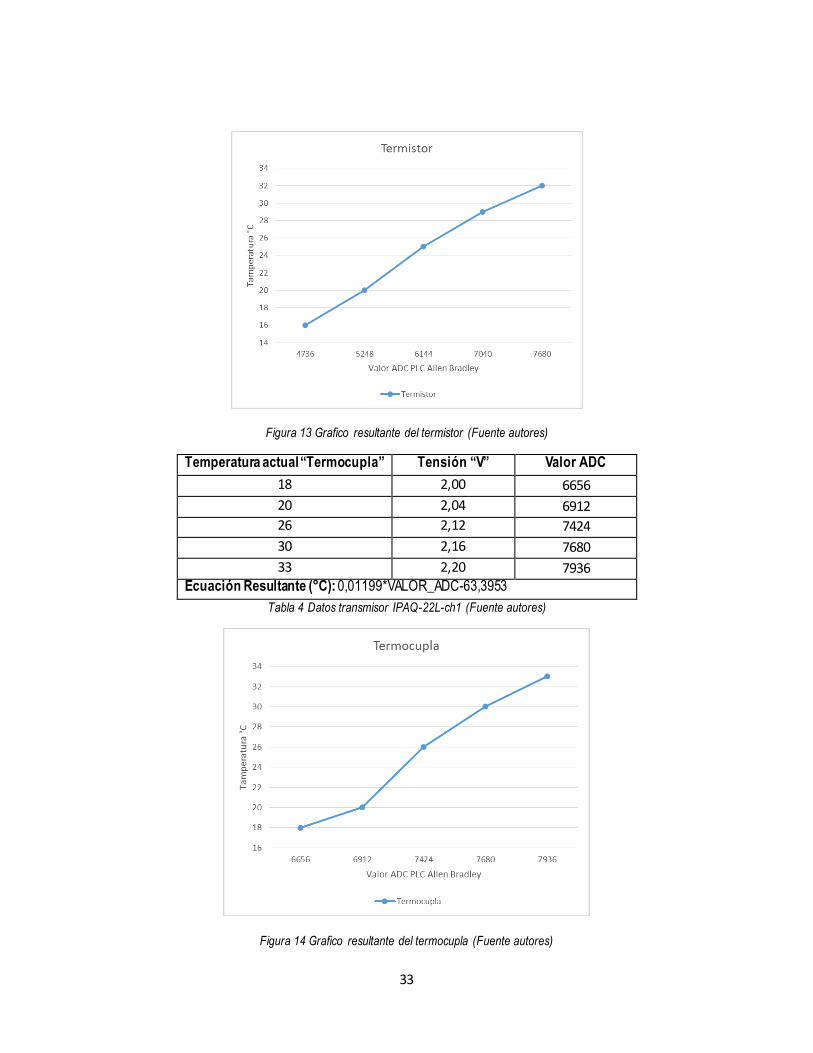
3.1.1 Ecuación característica de cada sensor
Para obtener la ecuación característica de cada sensor la cual va indicar dentro del PLC el valor actual
de temperatura con respecto a la tensión de entrada en el conversor análogo digital, para realizarlo se
conectó una resistencia a la salida de cada transmisor de 250 ohm cada una y se tabularon valores
en varios puntos trazando como resúltate un recta según los valores mostrados en las tablas 3, 4 y 5
y las figuras 13, 14 y 15;
Temperatura actual “Termistor” Tensión “V” Valor ADC
16 1,71 4736
20 1,79 5248
25 1,93 6144
29 2,06 7040
32 2,16 7680 Ecuación Resultante (°C): 0,0005310*VALOR_ADC-8,3621
Tabla 3 Datos transmisor IPAQ-LPlus (Fuente autores)
33
Figura 13 Grafico resultante del termistor (Fuente autores)
Temperatura actual “Termocupla” Tensión “V” Valor ADC
18 2,00 6656
20 2,04 6912
26 2,12 7424
30 2,16 7680
33 2,20 7936 Ecuación Resultante (°C): 0,01199*VALOR_ADC-63,3953
Tabla 4 Datos transmisor IPAQ-22L-ch1 (Fuente autores)
Figura 14 Grafico resultante del termocupla (Fuente autores)
34
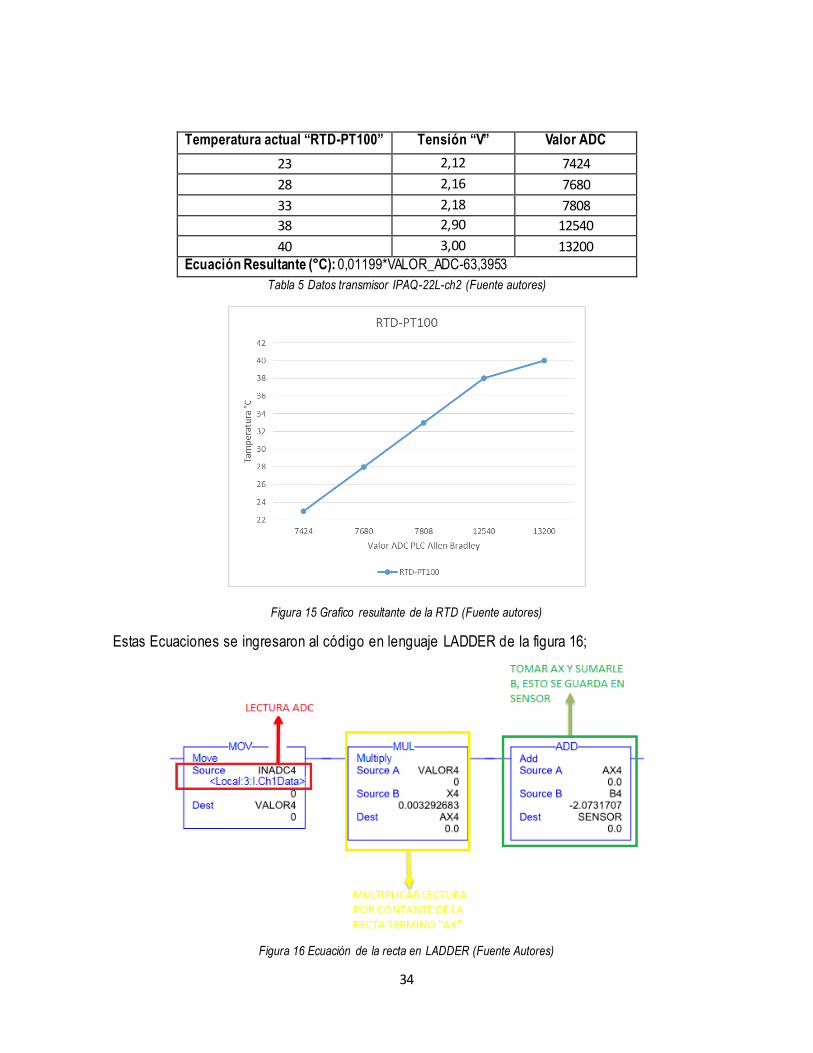
Temperatura actual “RTD-PT100” Tensión “V” Valor ADC
23 2,12 7424
28 2,16 7680
33 2,18 7808
38 2,90 12540
40 3,00 13200 Ecuación Resultante (°C): 0,01199*VALOR_ADC-63,3953
Tabla 5 Datos transmisor IPAQ-22L-ch2 (Fuente autores)
Figura 15 Grafico resultante de la RTD (Fuente autores)
Estas Ecuaciones se ingresaron al código en lenguaje LADDER de la figura 16;
Figura 16 Ecuación de la recta en LADDER (Fuente Autores)
35
3.2 CONTROL DE TEMPERATURA
Dentro del programa del PLC se realizaron dos rutinas una se encarga de controlar el sistema de
control de proceso T5553 y la otra se encarga de manipular los elementos propios del maletín de
trabajo, en ambos casos el objetivo general es controlar la variable de temperatura.
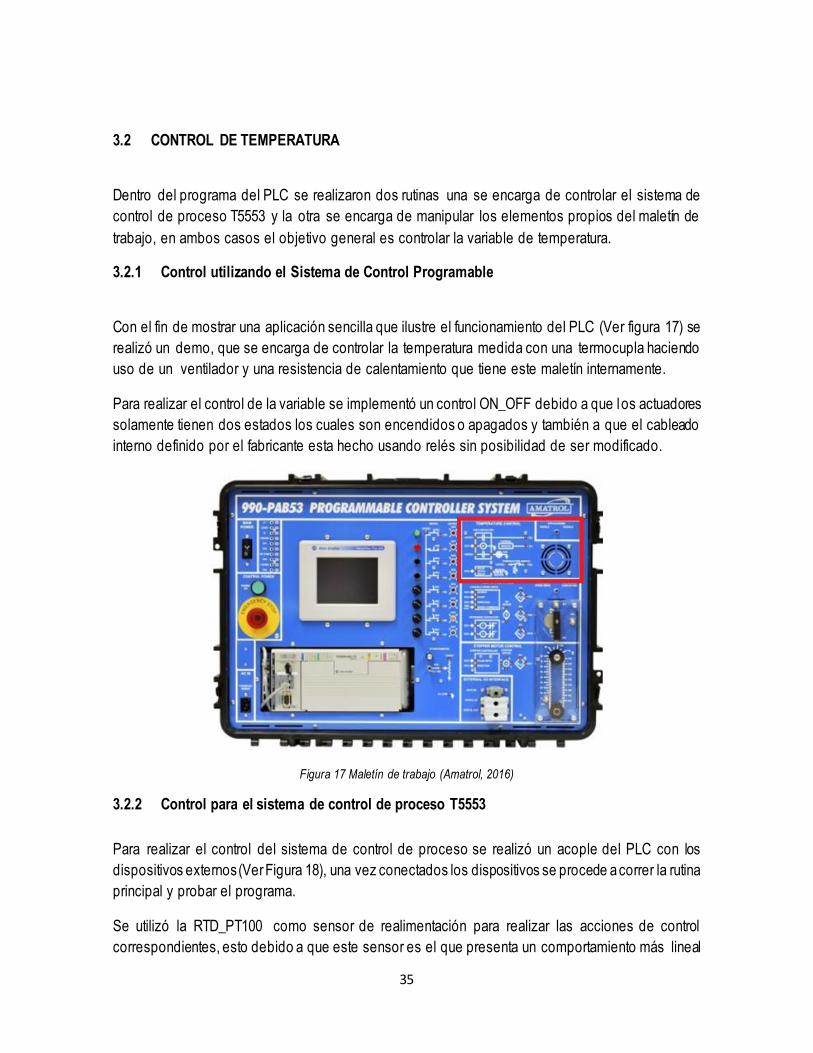
3.2.1 Control utilizando el Sistema de Control Programable
Con el fin de mostrar una aplicación sencilla que ilustre el funcionamiento del PLC (Ver figura 17) se
realizó un demo, que se encarga de controlar la temperatura medida con una termocupla haciendo
uso de un ventilador y una resistencia de calentamiento que tiene este maletín internamente.
Para realizar el control de la variable se implementó un control ON_OFF debido a que los actuadores
solamente tienen dos estados los cuales son encendidos o apagados y también a que el cableado
interno definido por el fabricante esta hecho usando relés sin posibilidad de ser modificado.
Figura 17 Maletín de trabajo (Amatrol, 2016)
3.2.2 Control para el sistema de control de proceso T5553
Para realizar el control del sistema de control de proceso se realizó un acople del PLC con los
dispositivos externos (Ver Figura 18), una vez conectados los dispositivos se procede a correr la rutina
principal y probar el programa.
Se utilizó la RTD_PT100 como sensor de realimentación para realizar las acciones de control
correspondientes, esto debido a que este sensor es el que presenta un comportamiento más lineal
36
(Ver numeral 3.1.1) comparado con los otros dos. Se implementó un control ON_OFF debido a su
sencillez para la implementación en lenguaje LADDER y también porque se observó que el error de
estado estacionario promedio es menor al 5%, lo cual es aceptable en operación para este tipo de
procesos (Road, 2012).
Aunque que se probó con un controlador tipo PID del propio fabricante , pero se encuentra que la
licencia está limitada para ciertos bloques de funciones y el programa no deja utilizar este tipo de
controladores.
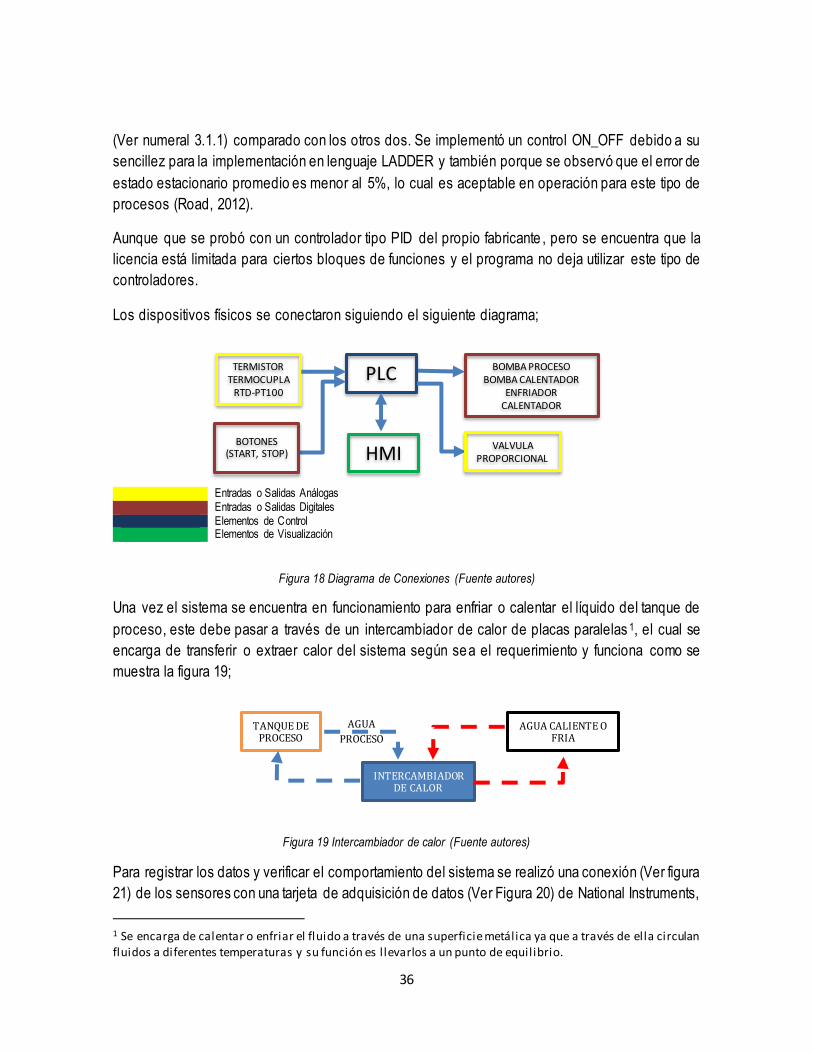
Los dispositivos físicos se conectaron siguiendo el siguiente diagrama;
Entradas o Salidas Análogas Entradas o Salidas Digitales Elementos de Control Elementos de Visualización
Figura 18 Diagrama de Conexiones (Fuente autores)
Una vez el sistema se encuentra en funcionamiento para enfriar o calentar el líquido del tanque de
proceso, este debe pasar a través de un intercambiador de calor de placas paralelas 1, el cual se
encarga de transferir o extraer calor del sistema según sea el requerimiento y funciona como se
muestra la figura 19;
Figura 19 Intercambiador de calor (Fuente autores)
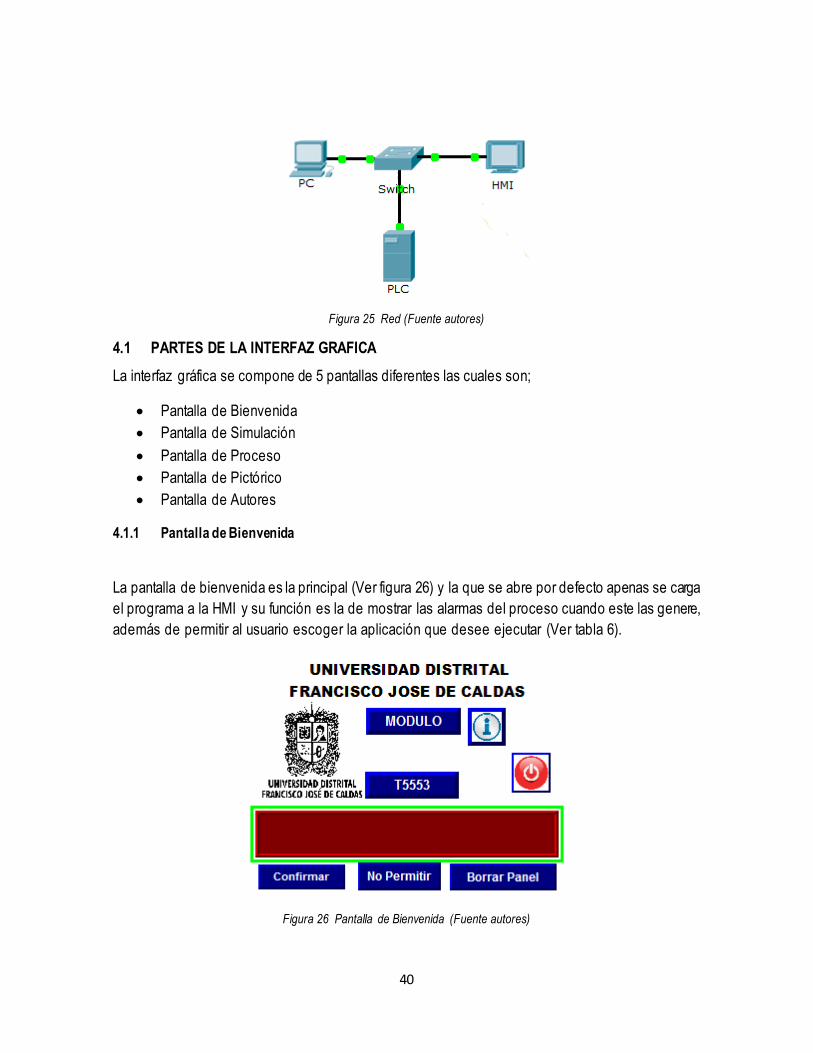
Para registrar los datos y verificar el comportamiento del sistema se realizó una conexión (Ver figura
21) de los sensores con una tarjeta de adquisición de datos (Ver Figura 20) de National Instruments,
1 Se encarga de calentar o enfriar el fluido a través de una superficie metálica ya que a través de ella circulan fluidos a diferentes temperaturas y su función es l levarlos a un punto de equilibrio.
TERMISTOR TERMOCUPLA
RTD-PT100
PLC BOMBA PROCESO BOMBA CALENTADOR
ENFRIADOR CALENTADOR
BOTONES (START, STOP) HMI
VALVULA PROPORCIONAL
AGUA CALIENTE O FRIA
INTERCAMBIADOR DE CALOR
TANQUE DE PROCESO
AGUA
PROCESO
37
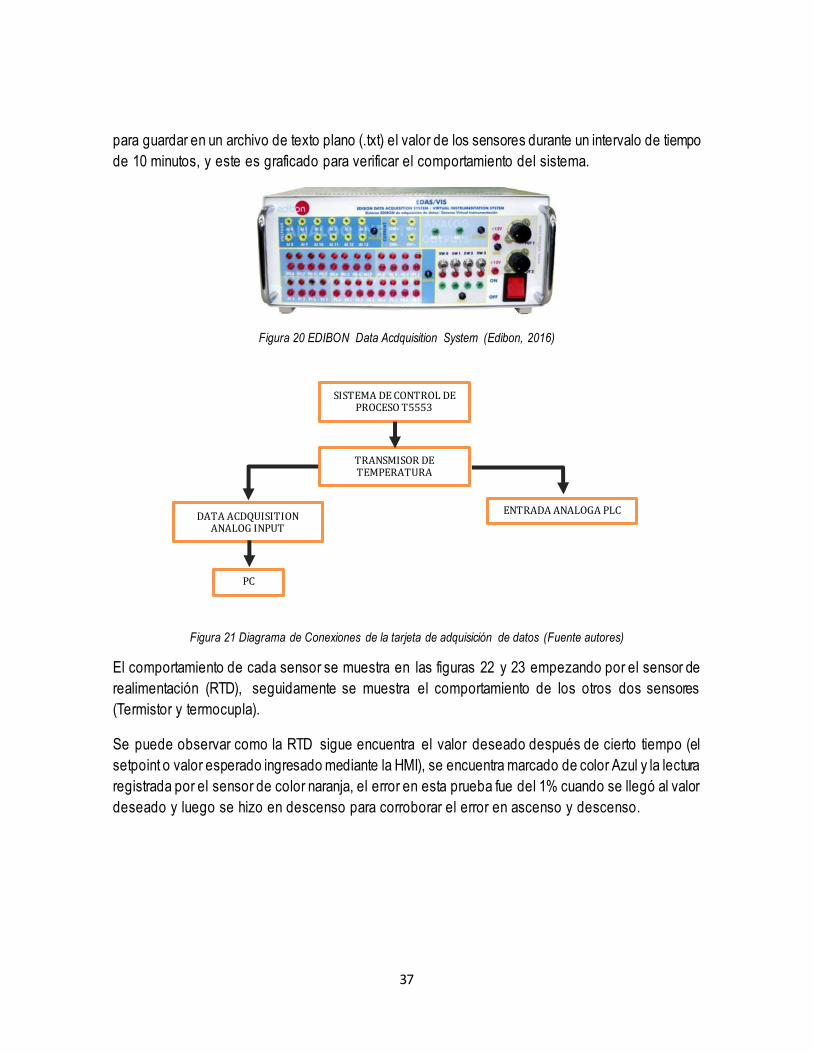
para guardar en un archivo de texto plano (.txt) el valor de los sensores durante un intervalo de tiempo
de 10 minutos, y este es graficado para verificar el comportamiento del sistema.
Figura 20 EDIBON Data Acdquisition System (Edibon, 2016)
Figura 21 Diagrama de Conexiones de la tarjeta de adquisición de datos (Fuente autores)
El comportamiento de cada sensor se muestra en las figuras 22 y 23 empezando por el sensor de
realimentación (RTD), seguidamente se muestra el comportamiento de los otros dos sensores
(Termistor y termocupla).
Se puede observar como la RTD sigue encuentra el valor deseado después de cierto tiempo (el
setpoint o valor esperado ingresado mediante la HMI), se encuentra marcado de color Azul y la lectura
registrada por el sensor de color naranja, el error en esta prueba fue del 1% cuando se llegó al valor
deseado y luego se hizo en descenso para corroborar el error en ascenso y descenso.
SISTEMA DE CONTROL DE PROCESO T5553
DATA ACDQUISITION ANALOG INPUT
ENTRADA ANALOGA PLC
TRANSMISOR DE TEMPERATURA
PC

38
Figura 22 Respuesta de la RTD (Fuente autores)
Comparando la respuesta de la RTD con la de los otros dos sensores se encuentra que este responde
más rápido debido a que está más cercano a la salida del intercambiador de calor, los otros dos
sensores tienen más oscilaciones y un tiempo de respuesta más lento como se muestra en la siguiente
figura;
Figura 23 Respuesta de los sensores (Fuente autores)
Como se puede observar aunque todos los sensores sigan el valor registrado en la HMI la RTD es el
sensor que tiene un tiempo de respuesta menor y sin muchas oscilaciones.

39
4 DESARROLLO E IMPLEMENTACIÓN DE LA INTERFAZ GRAFICA
Se diseñó una interfaz gráfica usando los criterios mostrados en el numeral 1.2.7, esta interfaz se
desarrolló en el programa FactoryTalk View se realizó un total de 5 pantallas para representar todo el
proceso debido a que es el máximo permitido por la licencia adquirida por la universidad.
Para la implementación del programa en la HMI se siguieron las etapas que se describen a
continuación;
Figura 24 Diseño del programa (Fuente Autores)
El montaje final de los elementos para llevar a cabo la programación del PLC y la pantalla HMI se
muestra en la figura 25;
DESARROLLAR LA INTERFAZ GRAFICA
• Se realizaron todos los dibujos e iconos de la aplicacion utilizando el programa FACTORY TALK VIEW STUDIO.
• Se terminaron y enlazaron todas los pantallazos traves de botones, para esto se utilizaron las opciones propias del programa.
ESTABLECIMIENTO DE RUTAS
• Se creo una v ariable de enlace utilizando el programa RSlinx, a trav es de la cual se comunicara el PLC con la aplicacion.
• Se creo un enlace de Factory Talk View al Rslinx utilizando un OPC server el cual se encarga de traducir lo que guarda el RSlinx y ponerlo en la tabla de v ariables de la HMI.
• Una v ez creados todos los elementos de la interfaz se procede a asignar las variables de la tabla en la cual ya estan reflejados los nombres de las variables guardadas en el PLC.
SIMULACION
• Se conectan el PLC y el PC en red verificando que no haya conflicto entre los dispositivos, debido a que por defecto se establece para el PLC la dirección de red 192.168.0.10, así que se asigno una dirección de red al PC fija con el número 192.168.0.1.
• Una v ez conectados los dispositivos se gira la llave del PLC y se pone en modo RUN, previamente programado.• Se abre la aplicación RSVIEW STUDIO y se selecciona la carpeta donde esta guardada la aplicación.
• Se v erifica que se actualice la interfaz simulada con respecto a las variables del PLC.
PROGRAMACION Y PRUEBAS
• Una v ez la simulación funciona se procede a conectar la pantalla, para ello hay que conectar un switch en el cual se conectaran la pantalla, el PLC y el PC.
• por defecto la pantalla tiene la direccion 192.168.0.12 asi que se pueden dejar las direcciones anteriores en los respectiv os dispositivos.
• se abre la aplicacion TRANSFER UTILITY y se envia el programa creado previamente simulado.
• Se reinicia la pantalla y automaticamente ella establece los enlaces.
• Se desconecta el PC.
40
Figura 25 Red (Fuente autores)
4.1 PARTES DE LA INTERFAZ GRAFICA
La interfaz gráfica se compone de 5 pantallas diferentes las cuales son;
Pantalla de Bienvenida
Pantalla de Simulación
Pantalla de Proceso
Pantalla de Pictórico
Pantalla de Autores
4.1.1 Pantalla de Bienvenida
La pantalla de bienvenida es la principal (Ver figura 26) y la que se abre por defecto apenas se carga
el programa a la HMI y su función es la de mostrar las alarmas del proceso cuando este las genere,
además de permitir al usuario escoger la aplicación que desee ejecutar (Ver tabla 6).
Figura 26 Pantalla de Bienvenida (Fuente autores)

41
PARTES DE LA VENTANA
Permite Seleccionar la opcion de controlar los elementos
dispuestos en el maletin, destinados para realizar un control de temperatura.
Permite realizar un la operación sobre el sistema de control de proceso T5553 y muestra la pantalla correspondiente a
este proceso.
Permite Cerrar la aplicación
Muestra la Información de los autores
Panel de muestra de alarmas, se encarga de mostrar los avisos de advertencia del proceso.
Permite Indicar que el usuario ya leyo la alamar y borrar solo esa linea.
Permite indicar que la alarma ya fue resuelta o se hara caso omiso.
Permite borrar el texto acumulado en el panel.
Tabla 6 Partes de la Ventana de Bienvenida (Fuente autores)
4.1.2 Pantalla de Simulación
Esta pantalla (Ver figura 27) se encarga de mostrar y controlar los cambios de temperatura utilizando
los elementos dentro del maletín, la manera de operarlo es bastante sencilla debido a que hay que
ingresar un valor de consigna o setpoint y este modificara la salida (encender una resistencia de
calentamiento o un ventilador y apagarlos según sea el caso) hasta que el sensor muestre el valor
deseado (Ver tabla 7).
Figura 27 Pantalla de simulación (Fuente autores)

42
PARTES DE LA VENTANA
Boton de retorno, muestra nuevamente la pantalla de bienvenida
Boton de start, inicia el proceso.
Boton de stop, para el proceso hasta que sea pulsado nuevamente.
Muestra el valor actual del sensor
Permite almacenar el Valor de temperatura esperado
Cuando enciende el Ventilador enciende el led de color azul
y la resistencia el color verde.
Indica el valor de temperatura actual
Indica el Valor actual de temperatura
Tabla 7 Partes de la Ventana de Simulación (Fuente autores)
4.1.3 Pantalla de Proceso
Igual que la pantalla de simulación esta se encarga (Ver figura 28) de controlar el proceso, pero la
diferencia es que esta enlaza la pantalla con el sistema de control de proceso T5553, y permite conocer
el valor de la RTD, Termocupla y Termistor (Ver tabla 8).
Figura 28 Pantalla de Proceso (Fuente autores)

43
PARTES DE LA VENTANA
Boton de retorno, muestra nuevamente la pantalla de bienvenida
Boton de start, inicia el proceso.
Boton de stop, para el proceso hasta que sea pulsado nuevamente.
Muestra el valor actual de los sensores
Muestra el estado actual de los actuadores de proceso
Permite almacenar el Valor de temperatura esperado
Permite abrir un esquematico del sistema de control de
proceso, donde se ubican los diferentes elementos y determinar su estado.
Tabla 8 Partes de la Ventana de Proceso (Fuente autores)
Cuando se selecciona el botón plano (Ver figura 29) aparece la ventana que se muestra a continuación
la cual se llamó ventana pictórico, ella solo tiene dos botones uno para retornar a la pantalla de proceso
y otro que permite graficar el comportamiento del proceso (Ver figura 30).
Figura 29 Pictórico (Fuente autores)
44
Figura 30 Datalogger (Fuente Autores)
4.1.4 Pantalla de Autores
Es una pequeña referencia (Ver figura 31) que se hace a los desarrolladores del proyecto y la finalidad
del mismo.
Figura 31 Autores (Fuente Autores)

45
5 DESARROLLO DE LAS GUÍAS DE LABORATORIO Y DE USUARIO
Se diseñaron tres guías de laboratorio (Ver anexo 3, 4 y 5) que muestran cómo se puede manejar el
PLC y la HMI, además de una guía de usuario (Ver anexo 2) que muestra cómo se puede utilizar el
sistema de control de proceso T5553, las guías de laboratorio se componen de las siguientes partes;
Nombre
Finalidad u objetivo de la practica
Configuración inicial
Problema
Solución Propuesta al Problema.
La finalidad muestra el propósito de la práctica y la competencia que se pretende desarrollar.
Configuración inicial muestra los pasos para la puesta a punto del sistema o las verificaciones que
haya que hacer del sistema antes de manipularlo.
Problema muestra el reto propuesto al estudiante.
Y por último se encuentra la solución propuesta al reto planteado con anterioridad.
Las prácticas propuestas son las siguientes;
Reconocimiento de entradas y salidas; La finalidad de esta práctica es realizar un programa que
permita conocer como es el direccionamiento de los puertos y el funcionamiento de los mismos.
Reconocimiento de la interfaz gráfica; La finalidad de esta práctica es mostrar cómo se deben conectar
el PLC y la HMI para que funcionen en conjunto.
Y la última práctica consiste en conectar el PLC con el sistema de control de proceso y la idea es
interactuar aprendiendo el manejo de algunos de los actuadores.
46
6 CONCLUSIONES
Las guías de laboratorio permiten que los usuarios del sistema de control de proceso T5553 tengan
una base que les permitirá identificar los elementos de instrumentación y control de una manera más
fácil sin necesidad de recurrir al manual o la hoja técnica, además de mejorar la metodología en la
formación teórico- práctica en sistemas de control con un PLC de los usuarios de dicho sistema.
La interfaz gráfica permite desarrollar las prácticas de laboratorio de una manera más amigable, debido
a que los mímicos permiten conocer el sistema de contro l de proceso T5553 de una manera didáctica
y ubicarlos físicamente dentro de la distribución de los elementos de control.
El PLC permitió aumentar la cantidad de prácticas que se pueden realizar en el sistema de control de
proceso ya que las existentes en los manuales son muy básicas y se limitan solamente a encender
los dispositivos y en algunos casos realizar medidas con un multímetro, con este proyecto se muestra
una nueva forma de trabajar con los sistemas de control de proceso incorporando un dispositivo
programable.

47
7 Bibliografía
Abril, M. X. (2010). DISEÑO DE UN SISTEMA SCADA DE CONTROL AUTOMÁTICO DE TEMPERATURA
Y HUMEDAD PARA LOS LECHOS DE PRODUCCIÓN DE HUMUS DE LOMBRIZ EN LA EMPRESA
BIOAGROTECSA CÍA. Ambato: UNIVERSIDAD TÉCNICA DE AMBATO .
AMATROL. (2010). Introduction to Proccess Control Termic Process Control. Bogota: AMATROL.
Amatrol. (05 de 01 de 2016). Obtenido de www.amatrol.com
ARCILA, O. L. (2008). SISTEMA DE MONITOREO DE TEMPERATURAS Y PRESIONES PARA EL AREA DE
GENERACIÓN DE FRÍO DE LA PLANTA PROCESADORA DE COLANTA EN SAN PEDRO DE LOS
MILAGROS. Medellin: Universidad Nacional de Colombia.
Automation, R. (2015 de Noviembre de 2015). Rockwell Automation. Obtenido de Rockwell
Automation: http://ab.rockwellautomation.com/es/Programmable-Controllers/Large-
Control-Systems
Briceño, G. S. (2007). Desarrollo De Sistema Scada Para El Control De Caudal Basado En Linux.
Mexico: UNIEXPO.
Edibon. (05 de 01 de 2016). Edibon. Obtenido de
http://www.edibon.com/products/catalogues/en/EDAS-VIS.pdf
Gil, H. A. (2014). Diseño e Implementación de Interfaz Gráfica de Usuario entre el Sistema de
Control de Proceso T5554 y un PLC Siemens S7-300. Bogota: Universidad Distrital Francisco
Jose de Caldas.
Lukian, A. y. (1998). Physics of thermoelectricity. Institute of Thermoelectricity.
Malvino, A. P. (2000). Principios de Electrónica. Mc Graw Hill. ISBN 84-481-2568-1.
MaquinariaPRO. (04 de Enero de 2016). MaquinariaPRO. Obtenido de MaquinariaPRO:
http://www.maquinariapro.com/sistemas/sistema-de-control-de-temperatura.html
MORA, J. A. (2011). SISTEMA SCADA PARA UN BIORREACTOR. Bogota: Universidad Javeriana.
National Instruments. (2015). Elegir un sistema de medidas o transmisor. Disponible en:
http://www.ni.com/white-paper/3643/es/.
P.R.V. (s.f.). Diseño de Interfaces Hombre - Máquina (HMI). 2086.
Road, S. (2012). Torno-Manual del Operador. Oxnard: Haas Automation.
Santos, P. (2012). Sistemas de regulación y Control.