automatica - 414
DESCRIPTION
Automatica - 414TRANSCRIPT
SEGURIDAD ATEX
Nuevas normativas y directivasLa adopción a nivel internacional de las normas IEC 60079-x en sus últimas ediciones está cambiando algunos conceptos de seguridad de equipos e instalaciones para o con presencia de sustancias infl amables. Se ha introducido el concepto “nivel de protección” y se produce un paralelismo entre atmósferas explosivas debidas a gases y a polvos combustibles.
Pág.37
414 / Enero 2010 Mecánica, Oleohidráulica, Electricidad, Electrónica, Informática, Medidas
INFORME
Álvaro Esteve, directorde la División deAutomatización Industrial de Siemens
“Las soluciones puras no existen, todas las industrias son híbridas”
Automática eInstrumentaciónAutomática eInstrumentación
Productividady efi cienciadel diseño ala producción
Ene
ro 2
010,
n.º
414
Aut
omát
ica
e In
stru
men
taci
ón
Industria española durante 2009: se modera el descenso de los indicadores de actividad industrial
Fuentes de alimentaciónIncluye tabla de oferta
Pág. 96
�����������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����������������������������������
���������������������������������
�����������������������������������
���������������������
����������������������
�����������������������������������������������������������������
Barcelona da el disparo de salida a las redes eléctricas del futuro
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es
VIPA: Soluciones Tecnológicas Innovadoras
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es
Visualización mediante Movicon Real Flexible o zenOn
Funcionalidad Gateway Ethernet-MPI
Desde 5,7“ hasta 12,1“ con Windows® CE 5.0 o CE 6.0
Procesador - XSCALE 520MHz o 800MHz
Comunicación: serie, MPI, Profibus-DP, CAN o Ethernet
flexible touch solutionsVIPA Touch Panels
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.esVIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es

CONECTIVIDAD ETHERNET» Servidores Serie a Ethernet (1-4 puertos)» Servidores PoE Serie a Ethernet» Pasarelas Modbus - Ethernet a Serie» Prolongadores (hasta 1,9Km)» Convertidores de Medio: A fi bra óptica» Switches gestionados y no gestionados, GigaBit y PoE
CONECTIVIDAD SERIE» Convertidores TTL/RS232/422/485» Convertidores de bucle de corriente» Convertidores de baudrate
» Convertidores serie a paralelo o fi bra» Aisladores y Repetidores» Combinadores, Conmutadores y Separadores» Repetidores CAN y Convertidores CAN a fi bra
CONECTIVIDAD INALÁMBRICA» Radio módems serie en 868MHz (40,2Km), 2,4GHz (4,8Km) y 900MHz (11,3Km)» Radio módems USB en 2,4GHz» Radio módems Ethernet en 2,4GHz» Puntos de Acceso Ethernet a WiFi» Servidores Serie a WiFi y Ethernet (1-4 puertos)» Pasarelas Celulares a Ethernet y Serie
ADQUISICIÓN DE DATOS» Sistemas RS485 Modbus modulares de E/S» E/S digitales y analógicas por RS-485» E/S digitales y analógicas por USB» E/S digitales y analógicas por Ethernet» E/S digitales y analógicas por WiFi
CONECTIVIDAD USB» Prolongadores por Fibra (10Km), por cable UTP (100m) e inalámbricos (30m)» Convertidores a RS232 (hasta 16 puertos) y RS422/RS485 (hasta 8 puertos)» Pasarelas USB a Ethernet» Hubs con aislamiento óptico» Cables USB
ALIMENTACIÓN Y PROTECCIÓN» Fuentes de alimentación para Carril DIN (hasta 480W)» Transformadores de pared» Fuentes de alimentación redundantes» Sistemas de control de baterías» SAIs - Hasta 2880VA/2700W» Protectores de sobretensión (TVSS, AGSVL)» Fusibles y magnetotérmicos miniaturizados» Protectores de sobretensión en RS232, RS485, RS422, USB, Eth.
ACCESORIOS» Carcasas no metálicas» Bloques de terminal» Carril DIN» Canalización de cable» Patch Cords y adaptadores para fi bra óptica» Cables serie, USB, de fi bra óptica e industriales de Ethernet
http://www.nextfor.com [email protected] For S.A.más de 20 años a su servicio
Tlf. +34 91 504 02 01 Fax. +34 91 504 00 69
Descubra el potencial ilimitado de su planta en www.EmersonProcess.es
The Emerson logo is a trademark and a service mark of Emerson Electric Co. © 2009 Emerson Electric Co. HART® is a registered trademark of the HART Communication Foundation
Ahora tiene los medios para hacer aún más seguras sus prácticas de seguridad. Emerson Smart Wireless le permite añadir puntos de medida y supervisión en áreas peligrosas de modo rentable. Así, el personal queda fuera de peligro mientras los activos críticos continúan monitorizados y protegidos. Y cuando los trabajadores están en movimiento Smart Wireless le ayuda a saber dónde están en cada momento y mantener comunicación continua mediante tecnologías abiertas Wi-Fi industrial. Desde la planta en general hasta las personas, Emerson Smart Wireless vela por lo que es más importante para usted.
Smart Wireless accede a lugares a donde su personal no tendrá que ir.
RIESGO
SEGURIDADSIN CABLESSIN CABLES
114212 ins28_Fearless AeI.indd 1 22/1/09 14:04:31

T IEMPO REAL
36 Mes a mes• Asimelec y el Ministerio de Industria crean una plataforma de tecnologías verdes• La CAM apuesta por el vehículo eléctrico• Vehículos eléctricos, un debate abierto
19 CEA• Libro Blanco del Control Automático
20 Empresas• Lenze: nuevo centro logístico y de producción en Francia• E+H presenta el banco de calibración más preciso del mundo• Acuerdo de Alfa Laval con B&R Automation
21 Eventos• Dos nuevas propuestas en la Hannover Messe de 2010
Automática e Instrumentación Enero 2010 / n.º 414SUMARIO
4
Industria petroquímica
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es
VIPA: Soluciones Tecnológicas Innovadoras
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es
Visualización mediante Movicon Real Flexible o zenOn
Funcionalidad Gateway Ethernet-MPI
Desde 5,7“ hasta 12,1“ con Windows® CE 5.0 o CE 6.0
Procesador - XSCALE 520MHz o 800MHz
Comunicación: serie, MPI, Profibus-DP, CAN o Ethernet
flexible touch solutionsVIPA Touch Panels
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.esVIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es
10 La efi ciencia y la seguridad mantienen las inversiones en la industria de procesos
Bombas inteligentes para ahorrar energía
24 Un segmento de mercado que irá ganado cuota en los próximos años dentro del mercado mundial de bombas.
Vipa ofrece en su gama de Touch Panels las más altas prestaciones tanto en software como en hardware, convirtiéndolos en la solución ideal para todas las áreas de aplicación dentro del campo de la visualización y control.
La carcasa de aluminio fundido y la pro-tección IP65 en la parte frontal proporcionan una alta robustez y funcionamiento fi able en los entornos de trabajo más duros.
La velocidad de procesamiento y la capaci-dad de memoria son otras de las características de estos paneles: procesadores XSCALE de 520/800 MHz, memoria RAM de 64/128 MB y memoria fl ash de 6 Mb/2Gb dependiendo del tipo, aseguran un funcionamiento óptimo de las aplicaciones de visualización más com-plejas. Además la memoria fl ash es ampliable, ya que incorporan ranura para tarjetas SD, MMC o Compact Flash.
En el campo de las comunicaciones existen también amplias opciones: los puertos integra-dos MPI, Profi bus, Ethernet (con switch de dos puertos a partir de 8,4”), CAN, USB, RS232 y RS422/485 así como todos los drivers de comunicación para los PLC más importantes del mercado aseguran la comunicación con cualquier dispositivo.
Todos los paneles incorporan el sistema operativo WindowsCE 5.0 o 6.0, y runtime de visualización Movicon 11 o ZenON 6.22. Al tratarse de una plataforma abierta las aplicaciones de visualización pueden reali-zarse con los softwares de visualización de Movicon 11, ZenON o en cualquier lenguaje de alto nivel .NET.
Los paneles están disponibles desde 5,7” STN LCD monocromo/color TFT a 12,1” color TFT. Además permiten su integración tanto en forma horizontal como vertical.
Más información en: www.vipa.es
LA PORTADA
VIPA Automation, S.L.Avda. Cerdanyola, 9808173 Sant Cugat del Vallès (Barcelona)Tel.: 93 583 15 04Fax: 93 583 17 [email protected]
Enero 2010 / n.º 414 Automática e InstrumentaciónSUMARIO
5
SEGURIDAD ATEX
• Salón SPS/IPC/ Drives 09, un soplo de optimismo• Seminario Tic Innovation & Progress 2010
22 Calendario de ferias y cursos
PERSONAS
28 Álvaro Esteve, Director de la División de Automatización Industrial de Siemens“Las soluciones puras no existen, todas las industrias son híbridas”
SELECCIÓN DEL MES
32 Productos• Nuevos equipos de medición de nivel radar• Nuevas CPU para la plataforma escalable AC500• Software para estimar el ahorro energético
INFORME
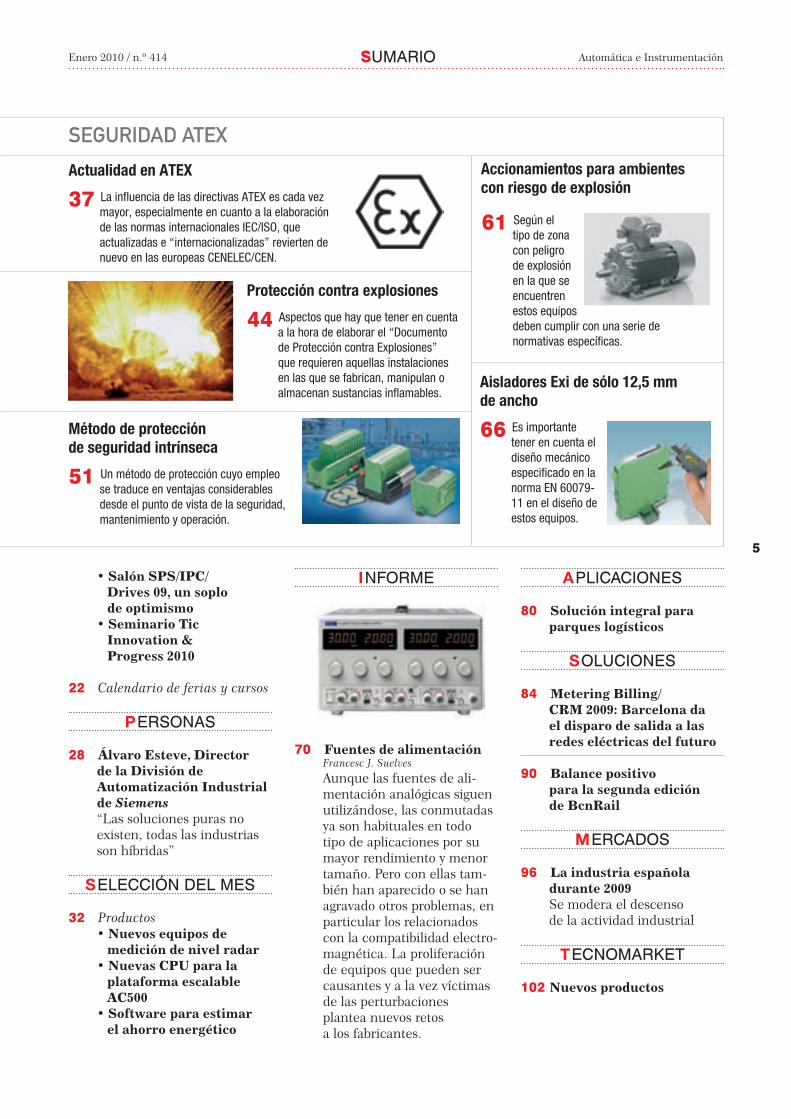
70 Fuentes de alimentaciónFrancesc J. Suelves
Aunque las fuentes de ali-mentación analógicas siguen utilizándose, las conmutadas ya son habituales en todo tipo de aplicaciones por su mayor rendimiento y menor tamaño. Pero con ellas tam-bién han aparecido o se han agravado otros problemas, en particular los relacionados con la compatibilidad electro-magnética. La proliferación de equipos que pueden ser causantes y a la vez víctimas de las perturbaciones plantea nuevos retos a los fabricantes.
APLICACIONES
80 Solución integral para parques logísticos
SOLUCIONES
84 Metering Billing/ CRM 2009: Barcelona da el disparo de salida a las redes eléctricas del futuro
90 Balance positivo para la segunda edición de BcnRail
MERCADOS
96 La industria española durante 2009Se modera el descenso de la actividad industrial
TECNOMARKET
102 Nuevos productos
Accionamientos para ambientes con riesgo de explosión
61 Según el tipo de zona con peligro de explosión en la que se encuentren estos equipos deben cumplir con una serie de normativas específicas.
Actualidad en ATEX
37 La influencia de las directivas ATEX es cada vez mayor, especialmente en cuanto a la elaboración de las normas internacionales IEC/ISO, que actualizadas e “internacionalizadas” revierten de nuevo en las europeas CENELEC/CEN.
Protección contra explosiones
44 Aspectos que hay que tener en cuenta a la hora de elaborar el “Documento de Protección contra Explosiones” que requieren aquellas instalaciones en las que se fabrican, manipulan o almacenan sustancias inflamables.
Método de protecciónde seguridad intrínseca
51 Un método de protección cuyo empleo se traduce en ventajas considerables desde el punto de vista de la seguridad, mantenimiento y operación.
Aisladores Exi de sólo 12,5 mm de ancho
66 Es importante tener en cuenta el diseño mecánico especificado en la norma EN 60079-11 en el diseño de estos equipos.
210x297 .fh11 22/9/09 10:08 P�gina 1
Composici�n
C M Y CM MY CY CMY K
www.matelec.ifema.eswww.matelec.ifema.es
ORGANIZA
26 - 29OCTUBRE
2010
LINEA IFEMA
LLAMADAS INTERNACIONALES (34) 91 722 30 00
EXPOSITORES 902 22 16 16
LLAMADAS DESDE ESPAÑA
INFOIFEMA 902 22 15 15

C M Y CM MY CY CMY K
Answers for industry.
El agua es un recurso escaso y valioso que se debe medir y monitorear con eficacia. Siemens diseña caudalímetros específicos para el sector del tratamiento de aguas. Con un rendimiento duradero, medición exacta, construcción robusta y procesamiento inteligente de la información: nuestros caudalímetros son la mejor opción para el usuario. Con la cartera de sistemas sensóricos de Siemens, usted perderá menos y conservará más en el sector del tratamiento de aguas.
Más información disponible en: www.siemens.es/automatizacion
Estableciendo estándares con Totally Integrated Automation
Un equipo responsable paraun valioso recursoMedición precisa y tratamiento inteligente de la información con caudalímetros SITRANS F
SITRANS F
9
Automática e Instrumentación Enero 2010 / n.º 414EDITORIAL
D edicar un nú-mero de nues-tra revista a la
seguridad ATEX puede resultar dificultoso en el momento de decidir qué contenidos deberían tener cabida en él, pues tal como menciona uno de los colaboradores que participa en esta edición, hablar de ATEX es hablar de muchos procesos industriales, ya que las zonas con riesgo de explosión nos las podemos encontrar en multitud de aplicaciones. Por otro lado, también son muchos los equi-pos, instrumentos y sistemas que para poder trabajar y ser utilizados dentro de zonas clasificadas tienen que cumplir con una serie de normativas desde su fabricación.
Además, es mucho el trabajo que se ha venido haciendo en cuanto a la redacción y aprobación de Directivas eu-ropeas para asegurar, por un lado, cuándo una zona debe calificarse ATEX y, por otro, cuáles son las normativas que deben cumplir todos los equipos que trabajen ella, sean equipos capaces de soportar una explosión interna y evitar que ésta se transmita al ambiente circundante o equipos diseñados y fabricados de manera que no sean susceptibles de iniciar una explosión.
De las conversaciones mantenidas con profesionales ex-pertos en estos temas y de los propios artículos que hemos incluido en este número, se deduce que no estamos ante un tema fácil, sino más bien algo confuso; pero éste es un hecho nada sorprendente cuando se trata de las diferentes normativas y su cumplimiento, sean del tipo que sean. En el caso que nos ocupa, es de destacar que los cambios
que se introducen en las normativas en algunas ocasiones son tan nimios que cuesta detectarlos –pero, sin embargo, no
pueden obviarse– y también es importante el hecho de que el ritmo de cumplimiento de las normativas no es el mismo en todos los sectores. Por ejemplo, las industrias químicas o las petroquímicas se han esmerado en cum-plir las directivas, pues los riesgos de explosión en estas industrias son grandes y de producirse, sus consecuencias pueden ser fatales. No ocurre lo mismo en otro tipo de industrias; en algunas de ellas todavía están preguntándose qué es una zona clasificada ATEX. También existe una notable diferencia en cuanto al cumplimiento de directivas si se trata de instalaciones que tradicionalmente asumían el concepto de atmósferas explosivas pero el ambiente potencialmente explosivo se debe a polvos inflamables, no a gases. Esperamos que los artículos que incluimos en este número constituyan un granito de arena para aclarar algunos conceptos.
En otro orden de cosas, hemos acabado este número con un artículo que revisa la coyuntura económica de la industria española durante 2009. El autor afirma que a pesar de que la actividad industrial en España durante el pasado ejercicio estuvo marcada por la caída continuada de los índices de actividad, este ritmo de decrecimiento se moderó en el segundo semestre, lo que algunos analistas evalúan como un primer paso hacia una tímida recupe-ración. Que Dios les escuche!
Evitar las explosiones, una prioridad
De las fuentes analógicas a las conmutadas
H asta bien entrados los años 60, la inmensa mayoría de las fuentes de alimentación for-
maban parte de los aparatos de radio y televisión, que por aquel entonces aún funcionaban con válvulas de vacío. Al principio utilizaban un transformador seguido de un rectificador y un filtro, y éste último estaba formado por un par de condensadores electrolíticos y una bobina bastante grande. Pero como el conjunto era demasiado vo-luminoso, pesado y caro, pronto los fabricantes decidieron prescindir del transformador y la bobina de filtro. Así nacieron los aparatos llamados uni-versales, porque, al menos en teoría, podían funcionar indistintamente con continua y con alterna. Como estos circuitos no estaban aislados de la red del suministro eléctrico, había que vigilar donde se ponían los dedos. Y como los aparatos electrónicos eran pocos, podían alimentarse con un rectificador de media onda sin pre-ocuparse todavía de la compatibilidad electromagnética.
Los transistores hicieron necesario utilizar pilas o transformador, aunque en una época en que la novedad era hacerlo todo más pequeño, el transfor-mador de alimentación desentonaba bastante. También empezaron a utili-zarse los tiristores y comenzaron a ser habituales las aplicaciones industriales de la electrónica de potencia, hasta en-tonces muy limitadas. En la etapa de salida de líneas de los televisores con tubo de rayos catódicos de entonces ya existía el embrión del convertidor que conocemos como flyback, durante la fase del retroceso, cuando el haz de electrones ha alcanzado el extremo derecho de la pantalla y se interrumpe la corriente por la válvula o el tran-sistor, el impulso que aparece ayuda a conseguir la alta tensión necesaria. No es de extrañar, siendo además un producto de gran consumo, que en los televisores triunfasen pronto las fuentes conmutadas, sustituyendo el transformador convencional por uno de ferrita, muy similar a los de salida de líneas.
Actualmente los equipos electróni-cos están cada vez más presentes en todas partes. Y donde hay un circuito electrónico suele haber una fuente de alimentación que le suministra las tensiones continuas y estabilizadas que necesita. Las fuentes lineales aún se utilizan porque son más sen-cillas, robustas y generan menos ruido eléctrico, pero normalmente también son más grandes y tienen más pérdidas que disipan en forma de calor. A medida que se ha ido ex-tendiendo la tecnología y se dispone de los componentes adecuados, son las conmutadas las que se imponen. Pero como pueden consumir una intensidad bastante distorsionada, perjudicando el funcionamiento de otros equipos conectados a la misma línea, es necesario tener en cuenta algunos detalles que antes carecían de importancia.
Francesc J. SuelvesAutor del Informe Fuentes de Alimentación

Industria petroquímica
La eficiencia y la seguridad mantienen las inversiones en la industria de procesos
L a industria petroquímica en España ha ido reforzando su posición en el mercado
interior como en su proyección in-ternacional a lo largo de estas tres décadas pasadas, en parte benefi-ciada por el proceso de desinver-sión que realizaron algunas firmas internacionales en los años setenta y ochenta, lo que favoreció la for-mación de los dos grupos españoles hegemónicos actualmente en el mercado interior, Repsol y Cepsa, al tiempo que han ido aumentando su presencia internacional.
Por lo demás, la crisis económica mundial, si bien tiene repercusiones globales sobre la cuenta de resul-tados de la industria petroquímica en general, no parece afectar en la misma medida a la evolución de nuevas plantas de procesos, donde se preveía el techo de la demanda en el ejercicio de 2009 para iniciar una tendencia descendente, lo cual incide en el sentido de moderar las previsiones de negocio de las grandes ingenierías especializadas en el sector.
Sin embargo, la proyección de las
actividades de las ingenierías espa-ñolas en Oriente Medio y las inver-siones de los principales agentes del mercado nacional e internacional limitan la tendencia descendente de nuevos contratos ocasionada por la prolongación de la crisis económica internacional, ya que se anuncian, por ejemplo, proyectos de amplia-ción del complejo petroquímico de Sines o las nuevas unidades previs-tas para Cartagena, que duplicarán su capacidad de tratamiento de crudo.
La expansión internacional de Repsol, que cuenta en Tarragona con uno de los mayores complejos petroquímicos de Europa, se inició ya en la década de los años ochenta, hasta consolidar su presencia en Latinoamérica y, recientemente, en la Península Ibérica, con la adquisi-ción del complejo petroquímico de Sines, en Portugal.
A más largo plazo, si finalmente el proyecto se lleva a cabo, la cons-trucción de la Refinería Balboa en Extremadura aparece también
TIEMPO REALPanorama
La evolución de la demanda y las fluctuacio-nes en el precio del crudo afectan negati-vamente al sector petroquímico en España, como en el resto del mundo; sin embargo, los proyectos de desarrollo de nuevas plan-tas en los países emergentes y las inversio-nes en la ampliación de la capacidad de las plantas europeas permiten mantener pers-pectivas de crecimiento para el sector.
Fuen
te: C
epsa
.
10
Automática e Instrumentación Enero 2010 / n.º 414
11
Enero 2010 / n.º 414 Automática e InstrumentaciónTIEMPO REALPanorama
como un proyecto contestado des-de diversos ámbitos, pero que sus defensores argumentan a partir de las necesidades de gasóleo que existen actualmente en España. Según algunas informaciones, el desfase entre la oferta y la demanda de gasóleo obliga a unas importa-ciones que se han evaluado en el 45% del consumo, lo que significa un sobrecoste, ya que los precios de importación son superiores a los de la producción autóctona. Ello ha llevado a que la prensa general de hace unos meses se hiciera eco de una cierta polémica en torno a la necesidad de construir más refine-rías en territorio español, con el fin de hacer frente a las previsiones de déficit en el largo plazo.
Por otra parte, de acuerdo con los valores de producción ofrecidos por la asociación europea del sector petroquímico (APPE), la producción de etileno, propileno y butadieno descendió durante el primer se-mestre de 2009 respecto al mismo periodo del año anterior. En los tres casos, en 2008 ya se registró un des-censo respecto al año 2007. No obs-tante, aunque los valores continúan por debajo de los obtenidos en 2008, en los tres indicadores se aprecia un aumento en la producción durante el segundo trimestre de 2009 res-pecto al trimestre anterior.
La industria petroquímica mun-dial, entendida por tal la de refino de petróleo y primeros productos derivados, se halla nucleada en torno a una veintena de grupos, entre los cuales se encuentra la firma española Repsol, después de
las operaciones de compra reali-zadas en los últimos años y de las fuertes inversiones realizadas en los contratos de exploración de nuevos yacimientos y producción.
Aumento de la capacidad de refinoComo quiera que sea, la capacidad instalada de la firma petroquímica Repsol, que opera cinco refinerías en España y una en Perú, además de contar con participación en otra refinería brasileña, es de 872.000 barriles/día. Precisamente, las in-versiones realizadas para satisfacer el aumento de la demanda es lo que determinó que en el ejercicio de 2008 la capacidad de las cin-co refinerías de Repsol en España aumentara en 30.000 barriles/día, con lo que la capacidad total al final del año alcanzaba los 770.000 barriles/día.
Las refinerías de Repsol proce-
saron 39 millones de toneladas de crudo en 2008, cifra ligeramente inferior a la registrada el año pre-cedente. Por otro lado, el margen de refino en España durante el año pasado fue de 7,5$/barril, lo que significó un 15% más que en 2007, gracias al buen comportamiento de los destilados medios y a los fueló-leos y a pesar de la debilidad de las gasolinas, según reconocen fuentes de Repsol.
Asimismo, desde el primero de enero de 2009 están vigentes las nuevas especificaciones europeas para las gasolinas y gasóleos de auto-moción, por lo que su contenido de azufre se reduce de cincuenta partes por millón a diez, lo que ha supuesto para Repsol realizar las inversiones necesarias para el cumplimiento con las normativas europeas en ma-teria de carburantes para el sector de automoción.
Asimismo, Repsol ha establecido
Inversiones en la industria petroquímica
La eficiencia impulsa la demanda del mercado de sensores
E l aumento del consumo privado en nuevas regiones del planeta, como China, India y América Latina, ha repercutido positivamen-
te sobre los proyectos de la industria química y petroquímica que, a su vez, ha beneficiado al mercado de sensores, con tendencias positivas a pesar de la actual crisis económica. Es así como, de acuerdo con las previsiones de la consultora Frost & Sullivan, el mercado mundial de sensores con aplicaciones en la industria química y petroquímica, que alcanzó un volumen de negocio de 3.690 M$ en 2007, se espera que supere en 2014 el valor de 5,330 M$. Detrás de este incremento están las inversiones previstas para la cadena de valor de la industria del gas y petróleo; además, la automatización de los procesos de producción sigue a un ritmo acelerado en todas las regiones emergentes (Asia, Este de Europa y América Latina). Más concretamente, señala la ci-tada consultora, la oportunidad de negocio para los sensores proviene de la necesidad de mejorar la eficiencia de los procesos en cuanto al consumo de energía, que es un factor clave de competitividad para los fabricantes, además de ayudar a reducir las emisiones y a cumplir con las disposiciones legales en materia medioambiental, cada vez más exigentes. Para los suministradores de soluciones de automatización y de sensores, las oportunidades provienen de su capacidad para ofre-cer soluciones capaces de satisfacer los requerimientos críticos de los clientes en este sector de usuarios finales. Por lo demás, los suminis-tradores continuarán ofreciendo soluciones completas e invirtiendo en programas de servicio al cliente, al tiempo que su conocimiento acumulado en ingeniería será el factor diferencial en un mercado al-tamente competitivo.
La proyección de las actividades de las
ingenierías españolas en Oriente Medio y
las inversiones de los principales agentes
del mercado nacional e internacional limitan la tendencia descendente de nuevos contratos.
12
Automática e Instrumentación Enero 2010 / n.º 414TIEMPO REALPanorama
un plan de inversiones tendente al aumento de la capacidad de refino y del nivel de conversión, además de mejorar las condiciones de seguri-dad y de control medioambiental, así como la eficiencia general de sus instalaciones. Entre los principales hitos de este plan de inversiones se cifran los proyectos de ampliación de la planta de refino de Cartagena, con unas inversiones previstas de unos 3.200 M€, y el de conversión en las instalaciones de Petronor en Bilbao.
Por otro lado, las ventas totales de productos petrolíferos, excluido el gas licuado, se elevaron a 42,86 millones de toneladas en 2008, cifra que representa una reducción del 7,7% respecto al ejercicio anterior, como consecuencia de la caída de la demanda y de las operaciones empresariales de desprendimiento de negocios de marketing en Amé-rica Latina. En este sentido, hay que
destacar la venta de la participación de Repsol en una refinería brasi-leña, además de las ventas de las actividades de comercialización de combustibles líquidos, que realiza a través de la red de estaciones de servicio, en Ecuador y Brasil.
Desde el punto de vista financiero, los ingresos de las operaciones de Repsol en el ejercicio de 2008 fueron de 60.975 M€, siguiendo la curva ascendente iniciada en 2003, mien-tras que las inversiones alcanzaron un valor de 5.083 M€. En otro orden de cosas, Repsol obtuvo en 2008 el premio a la mejor firma energética que otorga Petroleum Economist.
Identidad única de CepsaLa reciente reorganización de la estructura empresarial de Cepsa ha llevado a la creación de una identi-dad única del área de petroquímica, denominada Cepsa Química, que engloba las áreas de negocio de las anteriores firmas Ertisa, Interqui-sa y Pétreas. En consecuencia, la nueva firma resultante fabricará y comercializará más de 3,5 millones de toneladas de productos químicos en todo el mundo.
El resultado operativo ajustado de Cepsa Química en 2008 alcanzó la cifra de 881 M€, lo que significó
Sistemas de gestión de activos
Mejorar la disponibilidad y rentabilidad de las plantas industriales
L a gestión de los activos de planta es una de las preocupaciones primordiales de los gestores de plantas de fabricación y represen-
ta uno de los pilares de la automatización industrial de estos últimos años en que los usuarios finales adquirieron sistemas de gestión de activos para mejorar la fiabilidad y seguridad de las plantas de fabri-cación, especialmente en el sector de la industria petroquímica, cuya evolución, a pesar del bache de la crisis, sigue manteniendo tenden-cias alcistas aunque con cuotas más moderadas que antes. De todos modos, todavía queda un margen de recorrido para una comprensión de las ventajas que ofrecen en toda su dimensión, ya que si bien los usuarios finales reconocen claramente los beneficios que se derivan de los sistemas de gestión de activos en cuanto a la predicción de la diagnosis de los activos críticos de su empresa, no siempre tienen cla-ra la conexión que existe entre dichos sistemas y la rentabilidad cuan-do escasean los recursos y la demanda de sus productos va a la baja. Aquí los suministradores de soluciones de gestión de activos tienen por delante una labor educativa de los usuarios para hacerles com-prender las ventajas que pueden aportar a su negocio en una situación recesiva como la que estamos viviendo. Por otra parte, los sistemas de gestión de activos evolucionan muy rápidamente, mediante la incor-poración de una mayor inteligencia y capacidad de autoaprendizaje, que permiten desplegar tecnologías de diagnóstico para un número cada vez mayor de activos y soluciones de comunicación para el aná-lisis en línea. Todo ello comporta que el crecimiento del mercado de sistemas de gestión de activos creciera a razón del 13% anual en todo el mundo durante el binomio 2007 y 2008.
La capacidad instalada de la firma petroquímica Repsol, que opera cinco refinerías en España y una
en Perú, además de contar con participación en otra refinería brasileña, es de 872.000 barriles/día,
y durante 2008 consiguió una capacidad total de 770.000 barriles/día.
Fuen
te: R
epso
l-Sin
es.
13
Enero 2010 / n.º 414 Automática e InstrumentaciónTIEMPO REALPanorama
un 12% menos que en el ejercicio del año anterior, mientras que las inversiones se elevaron a 1,579 M€, un 150% más que el año anterior, y fueron destinadas, fundamental-mente, a aumentar las reservas en exploración y producción, además de la competitividad del área de refino, afirman fuentes de la citada firma.
La volatilidad del precio del cru-do y de los principales productos derivados fueron algunas de las características del pasado ejercicio. Asimismo, en lo que se refiere a los diferenciales entre las cotiza-ciones de los productos derivados y el crudo de referencia (petróleo Brent) fueron peores que los de la reducción de la demanda en la zona OCDE; todo ello determinó que los diferenciales de las gasolinas, nafta y fuel fuesen negativos, mientras que mejoraron los diferenciales de los gasóleos, gracias a la dinámica de los países asiáticos, con China a la cabeza.
La producción de las refinerías de Cepsa Química en el ejercicio de 2008 alcanzó un volumen de 21,6 millones de toneladas, que es prácticamente la misma que el año anterior. En cualquier caso, recono-cen en Cepsa Química, la extremada volatilidad en los precios durante 2008 y los resultados de refino y dis-tribución han llevado a que el resul-tado operativo ajustado fuera de 407
M€, un 23% menos que en 2007; unos resultados que también se han visto negativamente afectados por la depreciación del dólar y el mal comportamiento de los productos aromáticos. No obstante, el resul-tado operativo ajustado del cuarto trimestre del año 2008 apuntaba en un sentido alcista, lo que suponía
una clara recuperación sobre los resultados de esta área de negocio respecto del primer semestre.
El área de negocio de petroquí-mica de Cepsa Química arrojó unas ventas de productos petroquímicos de 2,8 millones de toneladas en 2008, valor equivalente al del año precedente, con un resultado ope-
Industria de gas y petróleo
Inversiones en automatización en exploración y producción
L a crisis económica tiene un impacto directo sobre la demanda y el precio del petróleo. A pesar de ello, son necesarias fuertes
inversiones para garantizar la suficiente capacidad de producción con el fin de enfrentar la demanda futura, según asegura la consultora ARC. Así, las inversiones en automatización en el área de exploración, producción y transporte de gas y petróleo está previsto que alcancen un valor de 10.400 M$ en el año 2012, contra los 6.900 M$ de las inversiones realizadas en 2007. Entre las tendencias a largo plazo de-finidas por la citada consultora está el reemplazamiento de las reser-vas de las grandes firmas petroquímicas en áreas geográficas remotas, lo que significa grandes inversiones en instalaciones de producción. Las previsiones de aumento de la demanda de productos derivados del petróleo están vinculadas al desarrollo del consumo privado en los países emergentes. De ahí la necesidad de aumentar la capacidad de las plantas de producción, refino y transformación. Además, los nuevos recursos naturales alternativos al petróleo, como las arenas bituminosas o el carbón, requieren inversiones en la construcción de nuevas plantas de transformación intermedia, con la consiguiente de-manda de sistemas de automatización y dispositivos de campo. En la actualidad, Asia representará en 2012 en torno al 25% del volumen mundial de las inversiones, mientras que América Latina, que au-mentará sus inversiones a una cuota del doble de la prevista para el periodo contemplado, todavía representará una pequeña proporción sobre le mercado mundial.
El área de negocio de petroquímica de Cepsa Química arrojó unas ventas de productos petroquímicos de 2,8
millones de toneladas en 2008, valor equivalente al del año precedente,
con un resultado operativo ajustado de 78 M€, que mejora el
obtenido el año anterior en un 28%.

14
Automática e Instrumentación Enero 2010 / n.º 414TIEMPO REALPanorama
rativo ajustado de 78 M€, que mejora el obtenido el año ante-rior en un 28%. Sin embargo, reconoce la citada firma, a pesar del impacto positivo en la reducción de costes derivada de la fusión de las acti-vidades en una sola firma, el resultado operativo ajustado del cuarto trimestre de 2008 fue negativo, debido al descenso de la demanda y a las provisiones realizadas en un marco de co-yuntura adversa.
Las inversiones más importantes de Cepsa Química se concentran en las tres áreas de exploración y producción, gas y electricidad, y refino y distribución. En ésta última destacan las inversiones destina-das a la construcción de nuevas unidades de crudo y de hidrocraqueo en la refinería de La Rábida, además de las destinadas a la refinería de Gibraltar-San Roque, que durante los primeros nueve me-ses de 2009 han supuesto un des-embolso de 697 M€. En el segmento de la distribución, cabe reseñar la adquisición de la red de distribución de Total en Portugal.
La evolución del negocio durante los nueve primeros meses del año 2009, con descensos en el resul-tado operativo ajustado respecto al mismo periodo del año anterior, se debe al acusado descenso de la demanda de productos derivados del petróleo, como consecuencia de la caída registrada en la actividad industrial durante el año 2009 y sus repercusiones igualmente ne-gativas sobre el transporte, lo cual induce un impacto negativo sobre los resultados del área de refino y distribución.
Optimización y flexibilizaciónLa evolución del precio del petróleo,
bastante errática, y que el pasado año alcanzó máximos históricos para descender fuertemente en los meses finales, junto con la relativa escasez, han impulsado iniciativas con implicaciones tecnológicas, en la medida que se busca la optimi-zación de las tecnologías conven-cionales y se proyectan desarrollos tecnológicos de otras tecnologías nuevas con el fin de incorporar a los procesos de destilación otras materias primas con precios más competitivos.
De ahí que las estrategias de I+D+i en el sector petroquímico apunten en el sentido de dotar de mayor versatilidad a los procesos, es decir, hacerlos más flexibles en cuanto a las posibilidades de obten-ción de los productos finales, por ejemplo, en las olefinas, así como facilitar la utilización de materias primas alternativas. Tales desarro-llos tecnológicos hasta ahora han permitido maximizar la producción de determinados productos y llevar a cabo la transformación de unos pro-
ductos en otros. Un caso ilustrativo de los nuevos desarrollos lo aporta la utilización del gas natural como materia prima en procesos de transfor-mación que permiten la obtención de hidro-carburos, a partir de su previa conversión en metanol.
En el segmento del gas se observan mo-vimientos inversores que apuntan hacia la construcción de plantas de fabrica-ción de derivados en las inmediaciones de los yacimientos, ya que el transporte a larga distancia del gas representa un coste elevado, en compara-ción con el coste del petróleo; de ahí que la inversión en plan-tas de destilado cer-ca de los yacimientos aparezca como una
opción rentable.Se observa, asimismo, una ten-
dencia a la búsqueda de recursos naturales alternativos al petróleo en el segmento de la petroquímica básica. Así, por ejemplo, se están llevando a cabo programas de in-vestigación para obtener productos petroquímicos a partir del carbón, mediante su conversión previa en metanol, ya que según los expertos, las reservas de carbón son mayores que las de petróleo y gas.
En cualquier caso, donde se dan los mayores avances tecnológicos es en el campo de la utilización del gas natural o de los compuestos químicos resultantes de él, mientras que la utilización del carbón está menos extendida. También llaman la atención los analistas del sector sobre los avances que se producen en los procesos de interconversión de los hidrocarburos olefínicos y aro-máticos entre sí, que irán ganando cada vez más importancia.
Carlos García
Donde se dan los mayores avances tecnológicos es en el campo de la utilización
del gas natural o de los compuestos químicos resultantes de él, mientras que la utilización
del carbón está menos extendida.
Ready to Rightsize!
L-force Your future is our drive
L-forceInverter Drives 8400La nueva generaciónde convertidores defrecuencia
Sean cuales sean sus requisitos de regulación de motor (desde el control
de velocidad más sencillo al posicionamiento en lazo cerrado), seguridad
de máquina, sistemas de refrigeración, comunicaciones, etc., la familia de
variadores L-Force 8400 dispone siempre de un modelo preparado para su
aplicación. Este es nuestro concepto de Rightsizing!
www.8400.lenze.com
www.lenze.es
L_force_Inverter_Drives_8400_1_1_es.qxd:8063_AZ_9400_1_1_wir.qxd 17.04.2009 13:23 Uhr Seite 1

16
Automática e Instrumentación Enero 2010 / n.º 414TIEMPO REAL
Mes a mes
S i el sector TIC se emplea en todo su potencial, Eu-
ropa podrá cumplir, o incluso superar, los objetivos 2020 de la Unión Europea de reduc-ción de emisiones, penetra-ción de las energías renova-bles y mejora de la eficiencia energética. Ésta es la principal conclusión del congreso Green TIC, celebrado en Madrid a mediados de noviembre. La jornada, organizada por la Asociación Multisectorial de Empresas de Tecnologías de la Información, Comunicaciones y Electrónica, Asimelec, anali-zó la importancia que tiene el sector TIC como motor para el cambio climático.
Durante el encuentro se presentó oficialmente la Pla-taforma Tecnológica española de Green TIC, patrocinada por Asimelec y cofinanciada por el Plan Avanza del Minis-terio de Industria, Turismo y Comercio. El objetivo de esta iniciativa es convertirse en referente nacional en materia de I+D+i medioambiental y social en el campo de las TIC, con la agrupación de estas tecnologías en un sentido amplio e implicando a todos los agentes de la cadena del ciclo de vida de los equipos y soluciones TIC. José Pérez, director general de Asime-lec, explicó que la intención es que la plataforma sea un foro en el que sector público y privado trabajen juntos por el fomento e impulso tecnológico, coordinen actividades de desa-rrollo e innovación, avancen en la prospección tecnológica, en acelerar el desarrollo y el uso de las tecnologías y en identificar las barreras a ese
TIC y medio ambiente
Asimelec y el Ministerio de Industria creanuna plataforma de tecnologías verdesLa primera edición del congreso Green TIC organizado por Asimelec fue el evento elegido para presentar de forma oficial la Plataforma Tecnológica Green TIC, cuya finalidad es liderar la gestión de la I+D+i en materia de la contribución de las TIC a la sostenibilidad y gestión medioambiental.
■ La plataforma arranca con un presupuesto de 200.000 euros, la mitad aportados por el Ministerio de Industria, a través del Plan Avanza.
• El fabricante de PC industriales Kontron ha firmado un acuerdo global plurianual para la distribución de sistemas de explotación de Wind River (VxWorks y Wind River Linux).
• Después de la compra por parte del grupo japonés Nikon, la empresa Metris ha cambiado su razón social, convirtiéndose en Nikon Metrology.
• La ISO acaba de aprobar la documentación técnica del formato de datos 3D JT de Siemens PLM como especificación públicamente disponible. Hay que preguntarse si este es un primer paso hacia su normalización.
• Wonderware ha anunciado el lanzamiento de un nuevo programa de colaboración con constructores de Panel PC con el objetivo de proponer productos pre-configurados para Intouch (el software de creación de interfases hombre-máquina de Wonderware). Advan-tech, B&R, Beckhoff y Kontron ya han dado una respuesta positiva a esta propuesta.
BREVES
desarrollo.En el congreso se destacó
que en el campo medioam-biental, las TIC han sido pioneras en la incorporación de políticas ambientales que abarcan desde el ecodiseño en las fases de producción hasta el cierre adecuado del ciclo de vida de sus produc-
tos. También se señaló que este sector es ya una referen-cia de eficiencia energética, y se ha comprometido a con-tribuir de manera directa a que otros sectores intensivos en el uso de energía, como la construcción, el transporte, o el suministro eléctrico, entre otros, mejoren su con-
tribución a la mejora del medio ambiente. Según se afirmó en distintas ponen-cias, las TIC se encuentran en una posición única: por una parte, estos productos consumen energía y suponen el 2% de las emisiones glo-bales de CO2; pero, por otra, proporcionan tecnologías que reducen el consumo de energía del resto de secto-res de actividad económica, responsables del 98% de emi-siones restantes. Por eso, el sector TIC tiene un papel fundamental para combatir el cambio climático permitien-do a otros sectores optimizar sus consumos energéticos y ayudándolos en el control y la gestión medioambiental y en la rebaja de emisiones de CO2.
Varios de los participantes en la jornada coincidieron al señalar que es necesario hacer un mayor esfuerzo para convencer tanto al tejido em-presarial como a la sociedad en general de los beneficios de las TIC en materia medio-ambiental. Además, se soli-citó una mayor implicación de los gobiernos para ma-terializar que el sector TIC sea el centro de la solución al cambio climático.
Nuria Calle
17
TIEMPO REALEnero 2010 / n.º 414 Automática e Instrumentación
Mes a mes
• Emerson Process Management y la americana Meridium, suministrador de solucio-nes APM (Asset Performance Management acaban de concretar su colaboración, iniciada hace ya unos meses, lanzando el software Asset Portal 4.0, que asegura una integración en tiempo real con el software de mantenimiento predictivo de AMS Suite con el objetivo de proporcionar los diagnósticos de los equipos
• La sociedad Ixia, suministrador de equipos de test de redes, va a dquirir los productos N2X de Agilent Technologies. Esta gama de productos agrupa las interfases de test, chasis, controladores y un software dedicados al análisis de redes
• PTC acaba de poner su Pro Engineer a la hora de la Web 2.0, haciéndo así más simple y fácil para sus utilizadores la comunicación en tiempo real respecto a sus proyectos. El conjunto de herramientas PLM se complementa así con la integración de las tecnologías del social computing.
BREVES
Microsoft anuncia novedades para embedded
P arece que Microsoft está dedicando cada vez más
atención al mundo industrial y ha empezado el año con un buen número de propuestas para este sector.
Primer anuncio: disponibi-lidad inminente de Windows Embedded Standard 2011. Se trata del OS utilizado para la creación de sistemas em-bedded “bajo medidas”, gra-cias al cual los desarrolladores eligen instalar únicamente los
componentes de los que preci-sen (las imágenes son mucho menos voluminosas que en un OS completo). Si bien la versión 2009 estaba basada en el corazón del Windows XP, la nueva versión se apoya en el corazón del Windows 7 (seven).
El segundo anuncio se re-fiere a Windows Embedded CE, del que aparece una nue-va versión bautizada como Windows Embedded CE 6
R3. OS conserva todas sus características de tratamiento en tiempo real e incorpora nuevas funcionalidades tales como Silverlight para Windo-ws Embedded.
Entre otros anuncios cabe citar también el lanzamiento de Windows Embedded Server y de Windows Embedded En-terprise. Ambos se dirigen a constructores de máquinas.
■ AeI
II Jornada de análisis
La CAM apuesta por el vehículo eléctrico
S egún distintos estudios, el sector transportes es el
mayor consumidor de energía final y el mayor generador de emisiones de gases con-taminantes convencionales y otros gases de efecto inver-nadero. Dentro del marco de la campaña “Madrid Ahorra con Energía”, la Comunidad de Madrid (CAM) organizó en 2009 dos encuentros téc-nicos en los que profundizar sobre las nuevas tecnologías en relación con el vehículo eléctrico. La primera de las ediciones tuvo lugar en abril y se desarrolló bajo el tema genérico “Vehículo eléctrico, realidad o ficción”. A finales de diciembre, se celebró una segunda jornada denominada “El Vehículo Eléctrico: un Futuro sobre Ruedas”, en la que se presentó la “Guía del Vehículo Eléctrico”. Este ma-nual, editado por la Dirección General de Industria, Energía y Minas, en colaboración con la Fundación de la Energía de la Comunidad de Madrid, tiene por objetivo, tal y como explicaron sus responsables, contribuir a la eficiencia ener-gética, la sostenibilidad y la “revolución del automóvil” de forma alineada con el de-sarrollo de la industria.
El texto recoge las impre-siones de especialistas y pro-fesionales sobre las mejoras e innovaciones tecnológicas en el sector de la automoción. La publicación profundiza en aspectos como son el diseño, tamaño y especificaciones de vehículos eléctricos y se centra especialmente en las posibilidades energéticas que ofrece la aplicación de las baterías electroquímicas al transporte del futuro.
Ventajas de futuroSegún se resaltó en el encuen-tro, la alimentación a través de energías renovables evita la dependencia en cuanto a las fuentes tradicionales y favorece el aprovechamiento
La Comunidad de Madrid (CAM) ha dedicado recientemente dos jornadas a analizar el futuro del vehículo eléctrico. La segunda edición, celebrada en diciembre, fue también el acto elegido para presentar una guía especializada.
de los recursos naturales. La recarga de las baterías de los vehículos eléctricos se está considerando como una forma de aprovechar la producción de energía eólica durante la noche, cuando baja la demanda de electri-cidad pero el viento sigue generando electricidad. Los especialistas insisten en que el uso de electricidad en estos coches no produce emisiones locales ni de gases de efecto invernadero, un aspecto im-
portante en zonas urbanas. La viceconsejera de Econo-mía, Comercio y Consumo de la CAM, Eva Piera explicó que la apuesta que el gobierno madrileño está realizando en relación a las nuevas tecno-logías y el automóvil eléctrico se traduce en ayudas para promocionar la compra de vehículos propulsados por combustibles alternativos -hidrógeno, gas o pila de combustible- y por propul-sión eléctrica o híbridos. En
2008, la Dirección General de Transportes destinó más de un millón de euros para subvencionar hasta el 15% del precio de compra de estos vehículos. Además, la Comu-nidad participa en el Proyecto Movele, junto con el Minis-terio de Industria, Turismo y Comercio y el Ayuntamiento de Madrid, mediante la dis-posición de puntos de recarga para vehículos eléctricos. Esta iniciativa es un proyecto piloto de introducción de vehículos eléctricos cuyo objetivo es de-mostrar la viabilidad técnica, energética y económica de esta alternativa de movilidad. Por su parte, Joaquín Chacón, director general de Saft Ba-terías y autor de uno de los capítulos de la guía, analizó las aplicaciones de las baterías frente al reto de la movilidad urbana.
Nuria Calle

18
Automática e Instrumentación Enero 2010 / n.º 414TIEMPO REAL
Mes a mes
M ientras Renault acaba ya de señalar cuáles de
sus fábricas producirán los di-ferentes vehículos eléctricos, Citroen anuncia que su C-Zero será comercializado en el 2010 y General Motors anun-cia que va a lanzar un Cadillac eléctrico, un estudio titulado How to avoid an eletric shock presentado el pasado mes de noviembre por la asociación suiza ATE (Transports et Environnement), pone agua al vino del entusiasmo que muestran estas compañías. Una de las conclusiones de dicho estudio es que la ex-plosión tan anunciada de los vehículos eléctricos en nues-tras carreteras no tendrá lugar antes de varios decenios. Es más, según sus estimaciones, en el 2050 sólo representa-rán el 25% de las ventas de vehículos nuevos. Ello entra en clara contradicción no sólo con las previsiones de la mayoría de constructores que presentaron sus primeros
modelos eléctricos en la pa-sada feria de Frankfort, sino también con las autoridades europeas. El presidente de la Comisión Europea, José Ma-nuel Barroso, ha puesto como una de las prioridades de su nuevo mandato el desarrollo de vehículos eléctricos e híbri-dos y, por ejemplo, el gobierno francés habla de un parque de híbridos recargables y eléctri-cos de dos millones en el 2020 y de 4,5 millones en el 2025. ¿Por qué el pesimismo de los autores del citado estudio? Según el mismo, una primera dificultad está en el propio consumo eléctrico. Para ello sus redactores se apoyan en un estudio de la asociación de productores de electricidad de la Unión Europea, Euro-electric, que evalúa que si se reemplazara completamente el parque automovilístico, el consumo eléctrico ascendería un 15% en la UE. Es obvio que los vehículos eléctricos sólo podrían ofrecer reducciones
importantes de emisiones de CO2 si estuvieran alimentados a partir de energías renova-bles; sin embargo, el desarrollo de las energías eólica y solar no alcanzará en fechas próxi-mas una capacidad suficiente ni mucho menos, por lo que los realistas redactores del es-tudio concluyen que, en todo caso, esta energía provendría principalmente de centrales nucleares y de carbón y llegan a afirmar que el balance de las emisiones de CO2 procedentes de dichas centrales equival-dría a las emisiones de los vehículos de gasolina y diesel. Sin tener en cuenta, añade el estudio, que todo ello tendría un impacto sobre las decisio-nes respecto a las inversio-nes en el sector energético.
BateríasOtro de los problemas se-ñalados por el estudio es el coste y las capacidades de las baterías. Según ATE, los coches eléctricos tardarán en
ser competitivos en relación con los automóviles tradicio-nales, valorando un sobrecoste de 3.000 a 5.000 euros por vehículo, esencialmente por el precio de las baterías.
El informe afirma que las baterías litio-ion parecen ser las más prometedoras, y considera que la reducción de su precio se producirá con el tiempo, pero no en las próximas dos décadas, afirmando además que, hoy por hoy, pierden eficacia a medida que se recargan. En realidad, el estudio va más lejos y llega a preguntarse si las baterías son la solución de futuro, apuntando que dicha solución quizás se encuentre a partir de una interconexión de energías renovables com-plementarias.
De todos modos, es cierto que al final del estudio se hace una llamada a la necesidad del desarrollo de vehículos eléctricos, pero avisa que no es buena una publicidad en torno a la inmediatez de los vehículos eléctricos sin que se mantenga una presión so-bre las normas de eficiencia energética y afirma que desde el punto de vista ambiental, su introducción no debe ser considerada como la panacea, tal como algunos afirman.
■ AeI
Vehículos eléctricos, un debate abiertoAnte las posibilidades del vehículo eléctrico no puede decirse que exista una unanimidad de opiniones. Por una parte, existe la postura de los constructores de automóviles y, por otra, la de quienes analizan la situación de una forma más global y desapasionada.

19
TIEMPO REALEnero 2010 / n.º 414 Automática e Instrumentación
E l Comité Español de la Automática (CEA) ha
publicado recientemente el Libro Blanco del Control Au-tomático, en el que se revisa el estado actual de la teoría y práctica del control automá-tico en España, se analiza su relevancia en el contexto de la formación universitaria y de la implantación industrial, y se estudian las posibles acciones que, en el entorno de cambio que supone el Espacio Euro-peo de Educación Superior y el avance tecnológico, se deben llevar a cabo para situar este campo en un nivel equi-parable al de nuestro entorno europeo.
Para acometer este estu-dio, se ha aprovechado la infraestructura que tiene el CEA a través de sus cerca de 400 miembros repartidos por toda la geografía española, fundamentalmente en centros de investigación y universi-dades. El grupo de trabajo ha estado constituido por 13 miembros de la citada asocia-ción, quienes, a través de sus respectivas áreas de trabajo, han recopilado y analizado datos y conceptos relacionados con el control automático, su desarrollo en España y su relación con países de nuestro
Libro Blanco del Control Automático
CEA
S e acaba de poner en mar-cha la tercera edición del
concurso anual de evaluación de prestaciones sobre un pro-blema de control. El problema propuesto en esta ocasión a los concursantes es el diseño de una estrategia de control que permita operar más eficiente-mente una caldera industrial de vapor, sustituyendo una estrategia de control descen-tralizado con tres controlado-res PI. Para ello se facilita un modelo de caldera industrial implementado en Simulink
que reproduce un modelo no lineal. A los concursantes también se les facilitará la estrategia de control con los tres controladores PI, capaz de mantener la presión de vapor, el oxígeno en exceso en los gases de combustión y el nivel de agua en el calderón a unos valores especificados.
Toda la documentación relativa a este concurso está disponible en la web del gru-po hasta enero de 2010. La fase de concurso abarcará los meses de enero a mayo. Los
ganadores se darán a conocer durante las XXXI Jornadas de Automática que tendrán lugar en septiembre de 2010 en Jaén, y estarán invitados a publicar sus resultados en la revista RIAI.
La documentación asocia-da a este concurso se puede descargar en:
www.dia.uned.es/~fmorilla/benchmark09_10/
entorno.La metodología que se ha
seguido tiene una fase de análisis y otra de síntesis. Inicialmente se describen los conceptos básicos para situar el marco de trabajo: qué es el control automático y cuál es su relación con las nuevas tecnologías. Se analiza dónde se encuentra, cuáles son los beneficios y los requisitos para su implementación. Se pre-
senta la realidad del control automático a través de una se-rie de ejemplos significativos y la situación de la industria española desde la perspectiva del control automático. Re-sultado de este análisis son los puntos fuertes y débiles del control automático en España, que se incluyen en un apartado. En la parte de síntesis, se proponen líneas de actuación estratégicas para el
control automático a medio y largo plazo y se estudian también cuestiones tan im-portantes como la formación y la situación de la I+D+i y del sector industrial en el campo del control automático.
Próximamente, el Libro es-tará también disponible en la página web del grupo de Inge-niería de Control de CEA.
■ AeI
Concurso de evaluación de prestaciones del Grupo de Ingeniería de Control de CEA: Benchmark 2010

20
Automática e Instrumentación Enero 2010 / n.º 414TIEMPO REAL
E+H presenta el banco de calibración más preciso del mundo
C onsciente de la necesidad de poder ofrecer una
óptima calidad y eficiencia en sus procesos de produc-ción y, especialmente, en una situación económica como la actual, Endress+Hauser ha invertido en el banco de calibración más preciso del mundo para asegurar que todos los caudalímetros Co-riolis Promass que salen de su fábrica ofrezcan una precisión repetitiva garantizada.
Este banco ha sido desarro-llado en estrecha colaboración con el METAS (Oficina Fe-deral Suiza de Metrología). La incertidumbre de medida de ±0.015% permite una
trazabilidad de la precisión de ±0.05% en el instrumento de proceso, válido para todos los diámetros nominales hasta 10” (DN 250). Esto establece nuevos estándares en la cali-bración de caudalímetros má-sicos Coriolis de alta precisión Promass. Todos los instru-mentos de Endress+Hauser son testados, calibrados y ajus-tados para ofrecer el máximo rendimiento, lo cual resulta especialmente importante en aplicaciones de transfe-rencia de custodia (custody transfer).
www.es.endress.com/coriolis
Empresas
Acuerdo de Alfa Laval con B&R Automation
E l constructor de máqui-nas Alfa Laval acaba de
cerrar un acuerdo con B&R Automation, especialista en automatización basada en PC. Se trata de una colaboración por la que el constructor sueco integrará las tecnologías de la austriaca B&R, especialmente sus productos para el control y su red determinista basada
en Ethernet (Powerlink). Cabe señalar que Alfa Laval
produce una gran gama de máquinas para la industria de proceso. Se trata de un grupo que se encuentra presente en prácticamente todos los sectores de proceso y también en los constructores de M-H e industria del automóvil.
■ AeI
Lenze: nuevo centro logístico y de producción en Francia
L enze, una empresa fa-miliar fundada en 1947
en Hameln (Alemania) por Hans Lenze, se ha conver-tido en un grupo alemán de empresas especializadas en la fabricación de accionamientos y automatización industrial. Cuenta con centros logísticos y de producción en todo el mundo, y hasta la fecha, los centros de producción de mayor capacidad se encon-traban en Aerzen y Extertal (Alemania), Asten (Austria), Shangai (China) y Uxbridge (EEUU).
Para dar respuesta a la creciente demanda del mer-cado europeo de drivers y motoreductores, el grupo Lenze decidió reestructurar sus centros logísticos y de producción en Europa. El
resultado de la reestructura-ción significó la potenciación de los centros de Alemania y Austria, así como la creación de un nuevo gran centro logístico y de producción en Francia.
Este nuevo centro, inau-gurado a principios de 2009 en Ruitz (Francia), es el res-ponsable de proveer a las empresas filiales del grupo en Francia, Reino Unido, España, Holanda, Bélgica y Portugal. Ha supuesto una in-versión de más de 12 millones de euros y dispone de unas instalaciones de 12.000 m2, con una capacidad de pro-ducción de 160.000 drivers y 60.000 motoreductores anua-les. Todos los accionamientos utilizados en este nuevo cen-tro son marca Lenze.
El centro también suministra a EspañaLa integración de Lenze Espa-ña con el nuevo centro logísti-co de Ruitz empezó en mayo de 2009. Desde entonces, el número de envíos directos a los clientes de Lenze España se ha incrementado progre-sivamente, con el objetivo de llegar al 100% a mediados de este año.
La capacidad del nuevo centro logístico de Ruitz, que dispone de un stock muy su-perior al anterior de cada país, va a permitir una importante reducción de los plazos de entrega y una mejora en el servicio ofrecido.
La implementación de estos nuevos procesos globales per-
mitirá a Lenze España centrar su actividad en los aspectos comerciales, técnicos y de servicio. En cuanto al servicio, Lenze dispone de más de 30 trabajadores totalmente orien-tados al servicio al cliente, y los servicios locales como las reparaciones y el soporte téc-nico se verán reforzados con la incorporación de personal adicional y la apertura de un nuevo almacén de recambios en Cataluña. Estas acciones están orientadas a conseguir un tiempo de respuesta de 24h en reparaciones electrónicas, de 1 semana en servomotores y de 2 semanas en reparacio-nes mecánicas.
www.lenze.es

21
TIEMPO REALEnero 2010 / n.º 414 Automática e Instrumentación
L os salones se consideran un buen baremo para
descubrir el clima económico de un sector. Pues bien, el salón SPS/IPC/DRIVES, que tuvo lugar en Nuremberg los pasados 24 al 26 de noviem-bre, ha sido lo que ahora se ha dado en llamar un brote verde a juzgar por las noticias publicadas en diversos medios especializados europeos. Pa-rece que al cerrar el salón, la mayoría de los expositores se mostraban muy satisfechos de los contactos establecidos.
Así, por ejemplo, desde Sick VertriebsMitsubishi Electric se afirmaba que los visitantes en su stand fue más elevada que en el 2008.
Es cierto que el número de expositores fue algo infe-rior al de la edición anterior (1.237 frente a los 1.386 en el 2008); sin embargo, todos los grandes de los sectores de sistemas de automatización, control de movimiento, mo-tores, informática industrial, detectores, sensores, inter-faces de comunicaciones,
etc. estuvieron presentes. El stand con mayor superficie fue, como es habitual, el de Siemens, pero también Roc-kwell Automation, Harting, Phoenix Contact, Pilz, B&R, Wago, Beckhoff, Sew Euro-drive, ABB o Rittal tuvieron stands realmente grandes. El mundo de los sensores estuvo también muy bien represen-tado. Sick, Wenglor, Baumer, Ifm Electronic, Balluff, Pepperl +Fuchs, Leuze Electronic, etc. tenían una importante presencia. Como curiosidad, también Schneider Electric, que no acostumbra a exponer en los salones franceses, estu-vo presente en esta manifesta-ción, que se ha convertido en uno de los más importantes salones europeos del mundo de la automatización.
■ AeI
C omo ocurre todos los años pares, la edición
que se celebrará los próxi-mos días 19 al 23 de abril en Hannover incluirá las ferias Industrial Automation, Ener-gy, Power Plant Technology, Digital Factory, Industrial Su-ply, MicroNanotec y Research & Technology. Las novedades de este año son la creación de MobiliTec, dedicada a las tec-nologías de electromovilidad como tema de vanguardia en el marco de la feria Energy, y CoilTechnica, en la que se expondrán las últimas nove-dades en bobinas, transforma-dores y electromotores y que viene a redondear la oferta en el sector de la subcon-tratación. Italia será en esta ocasión el país asociado.
Los organizadores de la Hannover Messe expusieron en rueda de prensa la sema-na pasada cómo se plantea la edición de este año del acontecimiento ferial más importante de Europa a nivel industrial, así como las nove-dades que se incluirán en esta ocasión. A pesar de que no se han ofrecido datos sobre el nivel de contratación, parece que las cifras van a ser muy parecidas a las obtenidas en la última edición comparable por el número de salones que incluye, es decir, la de 2008.
El lema de este año es:Más eficiente, más innovadora, más persistente.
La nueva feria MobiliTec (pabellón 27) incluirá todas las tecnologías relevantes para la movilidad de cara al futuro: tecnologías motrices híbridas y eléctricas, acumuladores de
Hannover Messe 2010
Dos nuevas propuestas: MobiliTec y CoilTechnica
Eventos
Salón SPS/IPC/DRIVES 09, un soplo de optimismo
y un largo etcétera. Desde luego, se trata de de una pro-puesta oportuna.
Por otro lado, CoilTechni-ca (pabellón 6), nueva feria del sector de fabricación de bobinas, transformadores y electromotores, será integrada en ciclo bienal en Hanno-ver Messe para aprovechar las sinergias con Energy e Industrial Automation y re-flejar importantes aspectos tales como los componentes de bobinado, dispositivos de fabricación o materiales de aislamiento para los sectores de la electricidad, la automa-tización y del automóvil.
Presencia españolaA la presencia de exposito-
res españoles coordinada por Amec-Amelec, Asociación Es-pañola de Fabricantes Expor-tadores de Material Eléctrico y Electrónico, se le ha unido este año la participación y colaboración del Centre Metal.lúrgic de Sabadell, que está organizando la asistencia en un stand compartido de em-presas del sector metalúrgico español, que ven en Hanno-ver Messe la posibilidad de darse a conocer en Europa y aumentar sus exportaciones. En la rueda de prensa de este año, además del Sr. Pech, Director de Hannover Messe, y del Sr. Hüppe (gerente de la asociación Automation de ZVEI), estuvo presente un representante de Circutor, empresa española dedicada al desarrollo de soluciones para la eficiencia energética y la electromovilidad, quien afir-mó rotundamente que detrás del éxito de sus exportaciones se encuentra, de forma clarí-sima, la apuesta que ya desde hace muchos años se hizo por la presencia de Circutor, con stand, en Hannover Messe: la mayoría de nuestros clientes no españoles son contactos realizados en este importante evento ferial, afirmó.
■ AeI
energía móviles y tecnologías de movilidad alternativas y se ha ubicado muy cerca de los sectores de oferta ferial Hidrógeno y Pilas de Combus-tible, así como de las energías renovables en el marco de la feria clave Energy.
Hannover Messe se plantea MobiliTec como un encuentro que promueva de forma direc-ta la discusión y solución entre los actores más importantes del sector de aquellos aspectos de la electromovilidad todavía no resueltos, como son el per-feccionamiento de los coches eléctricos, de la capacidad de las baterías, de las formas de carga de estos coches en las grandes ciudades, de los estándares que se utilizarán,

Automática e Instrumentación Enero 2010 / n.º 414TIEMPO REALEventos
Día Cursos Ciudad Día Ferias Ciudad
2 a 5 Smagua Zaragozamarzo Medio ambiente Feria Zaragoza www.feriazaragoza.com
2 a 5 SICUR Madridmarzo Seguridad IFEMA-Feria de Madrid www.ifema.es
3 al 5 World Sustainable Energy Stadthalle marzo Days 2010 (Austria) Conferencia anual sobre la producción de energía sostenible, eficiencia energéti- ca y fuentes de energías renovables para edificios, transporte e industria. O.Ö. Energiesparverband www.esv.or.at www.wsed.at
8 al 12 International Congress Dresdenmarzo Center (Alemania) Encuentro Europeo de sistemas de diseño electrónico. El evento incluye conferen- cias sobre la investigación en tecnologías para la ingeniería electrónica y de sistmas. International Congress Center Dresden www.dresden-congresscenter.de
22 a 26 Industrie Paris Parísmarzo Tecnologías de producción GL Events www.gl-events.com www.industrie-expo.com
23 a 25 SITI/@sLAN Madridmarzo Tecnologías de la información IFEMA-Feria de Madrid www.ifema.es
19 a 23 Hannover Messe Hannoverabril Feria industrial www.hannovermesse.de
12 a 15 InstalMat Barcelonamayo Materiales para instalaciones Fira Barcelona www.fira.es
19 a 21 Genera Madridmayo Energía y medio ambiente IFEMA-Feria de Madrid www.ifema.es
25 a 28 SIL 2010 Barcelonamayo Logística Consorci de la Zona Franca www.silbcn.com
Autómatas programables On line Introducción a la automatización de procesos industriales A1Formacion.COM www.educaweb.com
Febr./ Energía y Mecatrónica Barcelonamarzo Área Mecatrónica: Motion Control, del 3 al 17 de febrero. Área Energía: Protecciones eléctricas en redes de media tensión. Principios de funcionamiento y aplicación, del 22 de febrero al 10 de marzo. CITCEA www.citcea.upc.edu
16 y 17 Mantenimiento Barcelonafebrero de bombas centrífugas Descripción del principio de funcionamiento de las bombas centrifugas y su influencia en las averías. Causas que pueden reducir la energía comunicada al líquido. IIR www.iirspain.com
25 Workshop: Del MATLAB Barcelonafebrero al PLC Introducción a la generación automática de código. Prototipaje rápido y hardware in the loop. Demostración práctica de con- trol de una planta mediante Automation Studio y Matlab-Simulink (inverse pendu- lum). Introducción a Automation Studio. Práctica sobre la implementación de un controlador PID en un PLC industrial utilizando Matlab-Simulink i Automation Studio. CITCEA-UPC www.citcea.upc.edu
15 y 16 TIC Innovation&Progress Barcelonamarzo Seminario formativo que pretende divulgar entre las empresas industriales el uso de las nuevas tecnologías para informatizar los procesos y operaciones de negocio. FIT95 www.fit95.com
27 a 29 Instrumentación y control Barcelonaabril/ de procesos13 a 15 Medición en la industria de proceso. octubre Controlador PID. Válvulas de control. Tiempo Real, S.A. www.tiemporeal.es
22

TIEMPO REAL
Eventos
Seminario Tic Innovation& Progress 2010
L os días 15 y 16 de mar-zo, en el Hotel Pullman
Skipper de Barcelona,Fit95 celebrará el Seminario Tic In-novation & Progress 2010, que pretende divulgar entre las empresas industriales el uso de las nuevas tecnologías para informatizar sus operaciones. El evento va dirigido a la in-dustria y en concreto quiere solucionar las inquietudes que empresarios y directivos tienen sobre cómo mejorar su productividad informatizando sus procesos. Según Jordi de Haro, director del seminario y socio fundador de FIT95, las empresas normalmente tienen un software de gestión ERP, e igualmente sus líneas de fabri-cación están automatizadas en mayor o menor grado; sin embargo, las operaciones que suceden en fábrica aún no están soportadas informáti-camente. Los sistemas MES-Manufacturing Execution System, que forman parte de estas nuevas tecnologías, son en realidad sistemas de
información para los procesos de negocio igual que existen para otros sectores, pero con la particularidad de que en la industria cada proceso de fabricación es diferente y se requieren conocimientos fun-cionales y técnicos específicos del sector.
Jordi Aumatell, director téc-nico del evento e igualmente socio fundador de FIT95, de-talla que el seminario constará de dos jornadas: las sesiones plenarias del primer día tie-nen como finalidad asimilar los conceptos y establecer los criterios para que las personas responsables de las empresas tengan una base de conoci-miento estructurada y sólida sobre las tecnologías disponi-bles. Los talleres del segundo día tendrán un carácter más práctico.
También participan en la organización del evento las empresas que aparecen en la figura adjunta.
www.fit95.com
Workshop de B&R y CITCEA-UPC: del Matlab al PLC
O rganizado por B&R y el CITCEA-UPC, el próxi-
mo 25 de febrero tendrá lugar en Barcelona el workshop Hardware in the loop: del Matlab a l’autòmat indus-trial, que se centrará en la automatización a partir del modelo simulado.
La implementación del código Matlab en un equi-po industrial programable supone un alto coste para muchas empresas, así que se buscan alternativas para la simulación y programación de los controladores. A parte de aprovechar el código gene-rado por la herramienta real time de Matlab-Simulink, el concepto de prototipaje rápi-
do y generación automática de código permite también minimizar los errores de co-dificación, reducir el tiempo de salida de la máquina al mercado y ahorrar costes en el proyecto.
Consistirá en una introduc-ción a la generación automá-tica de código, al prototipaje rápido y el hardware in the loop; una demostración prác-tica de control de una planta mediante Automation Studio y Matlab-Simulink; y la imple-mentación de un controlador PID en un PLC industrial usando Matlab-Simulink y Automation Studio.

24
Automática e Instrumentación Enero 2010 / n.º 414TIEMPO REAL Mercados
L a combinación de electrónica, mecánica
y computación hace posible el desarrollo de bombas cada vez más eficientes en sus operaciones y en el consumo de energía, según reconoce un informe de la consultora ARC que avanza, asimismo, la previsión de un aumento continuado de la demanda de bombas inteligentes hasta 2013, dentro de un mercado global de bombas marcado por el estancamiento.
Las bombas inteligentes son ideales para el sector de automatización de edi-ficios, señala ARC, donde sus especiales característi-cas las capacita para ajustar automáticamente un amplio espectro de demandas del sistema de aplicaciones para
el control de la temperatura. Aunque el ahorro de ener-gía es el aspecto que fun-damentalmente se atribuye a las bombas inteligentes,
éstas pueden ofrecer muchas más prestaciones, de acuerdo con la citada consultora. La mayor eficiencia operativa de las bombas inteligentes
Previsiones de crecimiento del mercado
Bombas inteligentes para ahorrar energía▶ El mercado mundial de control de movimiento, que obtuvo un fuerte crecimiento en 2007, hasta alcanzar los 9.900 M$, mantuvo el ritmo durante la primera mitad de 2008, aunque en el segundo semestre y comienzo de 2009 experimentó una caída de la demanda en diversos segmen-tos del mercado.
Las disposiciones legales en materia medioambiental y la necesidad de implantar tecnologías que contribuyan a reducir el consumo de energía son el telón de fondo de la evolución del segmento de mercado de las bombas inteligentes, que irán ganando cuota en los próximos años dentro del mercado mundial de bombas.
2009 2008Producción eléctrica bruta (enero/octubre) 165.396 KWh (-13,5%)
Demanda total peninsular de electricidad (“ “) 228.954 KWh (-4,8%)
Consumo de cemento (enero/octubre) 24,38 MT (-35,4%)
Importaciones (septiembre) 19.303,4 M€ 24.732,2 M€
Exportaciones (septiembre) 13.871,1 M€ 19.303,4 M€
IPC (noviembre) 0,3% (variación interanual)
PIB (3º trimestre) -4% (“ “ )
IPRI (Indice precios industriales) (noviembre) 112,4 -1,8%
IPI (Indice producción industrial) 87,9 -18,5% (enero/octubre 2009)
IPI Bienes de consumo 96,1 (octubre 2009)
IPI Bienes de equipo 88,6 (“)
IPI Bienes intermedios 82,0 (“)
Fuentes: Unesa, Banco de España. INE, Oficemen.
Algunos indicadores interesantes
FLASHES
▶ Los convertidores de CC/CA experimentan un cre-cimiento de la demanda en los países asiáticos, donde se espera que para el año 2013 se alcance un volumen de negocio de unos 1.364 M$. La importancia de los conver-tidores CC/CA en el mercado asiático está relacionada con la entrada de fabricantes de marcas reconocidas.
▶ Según una encuesta de IDC, muchas de las grandes empresas pueden orientarse hacia la automatización de los procesos relacionados con las tecnologías de la información (TI) como medio para en-frentar la situación de crisis y mejorar los costes de las operaciones en las TI.
▶ La industria de defensa en el Reino Unido prevé recortes presupuestarios de un 14% hasta 2016, lo que representa en torno a 5.000 millones de libras esterlinas y la eliminación de unos 300.000 puestos de trabajo, según informe la consultora Frost & Sullivan.
■ Fuente: Pressline.
■ Fuente: Omron.

TIEMPO REALMercados
también favorece mejoras en el control de los procesos y la posibilidad de realizar una gestión predictiva de los activos.
A diferencia del sector de automatización de edificios, el sector industrial todavía no ha aceptado de forma generalizada las bombas in-teligentes, pues las mejoras en la eficiencia energética y en el control de procesos no han sido razones suficientes para su incorporación en los procesos de fabricación. La percepción de su compleji-dad, así como el coste inicial de este tipo de bombas, son un contrapeso de los bene-ficios que puede aportar su implantación en la industria. De todos modos, aunque el impacto de la crisis econó-mica ha afectado a las inver-siones de forma negativa, la cultura empresarial en esas
industrias puede ser el gran desafío para el aumento de la demanda de bombas.
Las perturbaciones que se producen en los procesos de fabricación, y que oca-sionan una variabilidad en la dinámica de los mismos, independientemente de su origen, también inciden so-bre la calidad del producto, lo que limita la fiabilidad y la vida de los equipos, además de malgastar energía. La optimización de los proce-sos, agrega ARC, se traduce en beneficios inmediatos cuando las perturbaciones e interrupciones de los proce-sos se producen con relativa frecuencia, lo que ofrece una gran oportunidad para la implantación de las bombas inteligentes.
■ AeI
El ahorro de energía condiciona la demanda
Mercado alcista de controladoresde motores de medio voltaje
E l mercado mundial de controladores de
motores de medio voltaje experimentó un crecimiento extraordinario en 2007 y en la medida que el precio de la energía se mantenga alto, las previsiones apuntan a que continuará creciendo, gracias también a la demanda de reposición, lo que llevará a que en 2012 alcance un valor de unos 4.000 M$, según la consultora IMS Research.
El mercado chino, que se beneficia de una serie de iniciativas para el aho-rro de energía emprendidas por el gobierno, es el que continuará arrojando mayor ritmo de crecimiento en los controladores para motores de medio voltaje, de manera que para el año 2012 se espe-ra que supere en volumen al mercado europeo occidental para convertirse en el mayor mercado del mundo. Tam-
bién se prevé que Europa Oriental, Rusia e India au-menten considerablemente su demanda, mientras que el mercado de los EE.UU. crecerá más lentamente, ya que las restricciones en las inversiones incidirán nega-tivamente sobre la demanda de controladores de motores de medio voltaje.
Los sectores que continua-rán liderando la demanda son los de transformación de metales, gas y petróleo y de generación eléctrica, aun-que hay sectores como el de minería y de marina que pre-sentan nuevas oportunidades para este tipo de tecnología; sectores todos ellos donde la reducción del consumo de energía ocupa un lugar cada vez más importante en la estrategia empresarial.
■ AeI
26
Automática e Instrumentación Enero 2010 / n.º 414TIEMPO REAL
Mes a mes
Estamos en el siglo XXI
▶ Cuando se estudie con perspectiva histórica el pasado siglo XX es muy probable que se cite la década de los 60 como el inicio de una nueva etapa del desarrollo tecnológico que llevó a un cam-bio, más lento de lo deseable, en la organización de las sociedades avanzadas. Y ello se debió a la irrupción de unas posibilidades radicalmente diferentes en la automatización industrial.
Si no recuerdo mal, fue a finales de los 60 cuando leí en francés (no me consta que haya sido traducida en España) una obra de la que no recuerdo el autor pero sí su título, “La civilización en la encrucijada”, en la que se examinaban las consecuencias que la automatización de la producción in-
dustrial deberían tener en la organización del trabajo. Eran otros tiempos y el autor se adentraba en el análisis de las contradicciones del capitalismo, y con un indudable optimismo marxista se preguntaba si todo ello no supondría el advenimiento de una nueva sociedad sin clases.
Después de 50 años sabemos bien que nada ha dado lugar a una nueva sociedad y, sin embargo, los cambios tecnológicos a los que se ha asistido a lo largo de estos 50 años, y se sigue asistiendo, bien los podemos calificar de extraordinarios. No parece pues sensato que la organización del trabajo y de la sociedad en general haya cambiado tan poco. Las redes productivas son hoy mucho más complejas que antes y ello de un modo u otro trastoca el funcionamiento del mercado. Las tecnologías de la información han trastocado también el mundo de las finanzas y es evidente que la industria cultural precisa imaginación para encontrar nuevas fórmulas que, resguardando el derecho de los autores a vivir de sus obras, permita la extensión de la cultura al menor coste posible (me pregunto si los editores de libros serán capaces de encontrar nuevas soluciones, después de la mala experiencia que han vivido los editores de música).
Después de 50 años de cambios tan radicales, ¿no deberían haber cambiado mucho más las organizaciones empresariales?
Es justo señalar que recientemente ha aparecido un nuevo concepto estratégico: la responsabilidad social corporativa (RSC).
El conocido economista y sociólogo argentino Bernardo Kliksberg afirmaba recientemente en una entrevista que la responsabilidad corporativa no es un tema más, sino que es parte fundamental de la solución a los problemas que estamos viviendo y hacía especial énfasis en la política laboral, afirmando que ello significaba dar posibi-lidades de desarrollo a sus empleados, también de aprendizaje y de eliminación de cualquier forma directa o encubierta de discriminación. Pero no se quedaba aquí, sino que apuntaba también hacia la propia dirección de la empresa, un buen gobierno corporativo es fundamental para que una empresa sea socialmente responsable. Algunos estudios, incluidos los de la OCDE, dicen que los fallos en el gobierno corporativo han tenido mucho que ver para que estemos en este momento de crisis, que es la peor de los últimos 80 años. Si hubiera habido un gobierno corporativo de calidad las cosas probablemente habrían sido muy diferentes.
Quizás sea en esta responsabilidad social corporativa, entendida en su globalidad, donde haya que buscar la nueva imagen de la empresa del siglo XXI.
Está demostrado que el rendimiento promedio de los empleados de las empresas con altos niveles de responsabi-lidad social corporativa es cinco veces superior al de una empresa sin RSC, porque su personal se siente formar parte de la empresa, afirmaba Kliksberg. En todo caso, son precisamente las grandes corporaciones internacionales las que empiezan a introducir estas nuevas estrategias empresariales. Nunca como ahora los presidentes de estas corporaciones se habían referido tanto en sus conferencias de prensa a la necesidad de abandonar crite-rios únicamente financieros para pasar a valorar la inteligencia que tenían dentro y que en muchas ocasiones había sido menospreciada, generando así desconfianza entre sus empleados. Una empresa industrial es algo más que comprar, vender y hacer dinero.
Es desde esta perspectiva que cabe preguntarse si son realmente acertadas algunas de las propuestas que actualmente presentan las organizaciones empresariales de nuestro país como acciones imprescindibles para salir de la crisis que estamos viviendo. ¿No estarán mirando el mundo laboral de hoy con ojos del siglo XIX?
Laura TremosaCoordinadora del Consejo de Redacción
Automática e Instrumentación
La columna de Laura
Perfection in Automationwww.br-automation.com
¡El sistema de E/S con valor añadido!���������������������������������������������������www.discover-automation.com� �������������������������������������������������������������������������� �������������������������������������������������������������������������� ���������������������������������������������������������������������������������������������� ������������������������������������������������������ �������������������������������� ��������������������������������������� Funciones de seguridad integrada

Álvaro Esteve, director de la División de Automatización Industrial de Siemens
“Las soluciones puras no existen, todas las industrias son híbridas”
L a división de Automa-tización Industrial provee al mercado
de sistemas de automati-zación, aparamenta de baja tensión, instrumentación, analítica, sensórica, comu-nicaciones y soluciones fo-tovoltaicas, y es una de las cinco divisiones del Sector Industria de Siemens. Las otras son Accionamientos, Infraestructuras, Soluciones Industriales y Movilidad. El Sector Industria aporta prácticamente el 50% del negocio mundial del Grupo, que en 2008 ascendió a más de 77.000 millones de euros. El resto se reparte entre los Sectores de Energía y Salud.
Automática e Instrumentación (AeI). Tradicionalmente, tanto los fabricantes como los profesionales del sector de la automatización industrial tenían muy claros los conceptos de proceso continuo y proceso discreto. Pero, en la ac-tualidad, esta clasificación se está difuminando en un nuevo concep-to de sistema híbrido. ¿Cuál es, en su opinión, la situación actual en relación a esta problemática?
Alvaro Esteve (AE). En mi opi-nión, los nombres de las tecnologías son, en buena parte, fruto del marke-
ting. Lo que aporta la industria son requerimientos y necesidades, y es el propio fabricante el que intenta responder con sus sistemas a esas mismas necesidades. Por ejemplo, en una industria de proceso, una
empresa puede tener unos requerimientos de dispo-nibilidad de los equipos y capacidad de cambios on line en las estrategias de regulación y control. En cambio, en otra más híbrida, como ocurre en el sector de la alimentación, se requiere de sistemas más flexibles con capacidad de integración. En el extremo contrario, en la industria discreta, como la del auto-móvil, son los tiempos de ejecución o la precisión de los accionamientos los re-querimientos más exigen-tes. Los clientes quieren soluciones. Las siglas no
son más que conceptos comerciales con los que los fabricantes intentan diferenciarse del resto.
AeI. ¿Cuál es la apuesta de Sie-mens en el campo de los sistemas híbridos? ¿Qué componentes in-tegran su oferta en el sector de la automatización industrial?
AE. Disponemos de una platafor-ma única de automatización con la marca SIMATIC, que identifica una familia de productos completamente homogénea, de forma que si tomamos como ejemplo un controlador como el S7 400, lo podemos encontrar en aplicaciones tan diversas como
Álvaro Esteve fue promovido hace un año a la dirección general de la División de Automatización Industrial de Siemens en España tras una carrera desarrollada en el seno de esta compañía y muy próxima a los productos tecnológicos y a sus funcionalidades. De su paso por los departamentos de asistencia, asesoría y formación técnica, a este ingeniero técnico le ha quedado una visión del negocio de automatización muy pegada al suelo. Debemos ofrecer la solución de mayor valor para la empresa y que sea la suma de todas sus necesidades, declara.
“Llevamos mucho tiempo desarrollando soluciones que demuestran que las
plantas industriales o los edificios pueden conseguir
entre un 10 y un 20% de ahorro energético.”
Automática e Instrumentación Enero 2010 / n.º 414PERSONAS
28
29
Enero 2010 / n.º 414 Automática e InstrumentaciónPERSONAS
en una refinería, en una industria de alimentación o en una del automóvil. Por eso decimos que las soluciones puras no exis-ten. Cualquier fábrica de proceso o discreta tiene un almacén, una parte de transformación física de elementos, un área logís-tica, otra con maquinaria, etc. Todas las industrias son híbridas. El portfolio de Siemens es completo y multifuncional, y esa es una de las ventajas que aportamos al mercado. Evidentemente, el cliente podrá confiar en algunos o en todos nuestros productos, pero si confía en todos dispondrá de una serie de ventajas, como un mayor nivel de diagnóstico, un completo mante-nimiento, la responsabilidad de un único fabricante, con independencia de quién sea el integrador, la propia Siemens u otras muchas empresas de ingeniería expertas en determinadas aplicaciones y que conocen muy bien nuestros sistemas. Nuestra oferta in-cluye controladores SIMATIC, apara-menta SIRIUS, instrumentación de proceso SITRANS, accionamientos SINAMICS, periferia descentralizada ET200, comunicaciones industriales, el scada WinCC, control distribuido PCS 7, sistemas MES, etc. El portfo-lio es muy amplio y de él destacaría su continua innovación. En el campo de los sistemas embedded, presentamos en la pasada edición de la Feria de Hannover el Simatic WinAC RTX F, que es el único embedded del mercado certificado, SIL 3, para aplicaciones de seguridad, que se ejecutarán simultáneamente a las propias de control.
AeI. ¿Cree que con produc-tos como los de Siemens será posible automatizar la automatización, es decir, llegar a hacer que el desarrollo de un proyecto consista prácticamente en rellenar unas cuantas planti-llas de configuración? O, dicho de otra forma, ¿en qué porcentaje se puede llegar a reducir el tiempo de ingeniería dedicado al desarro-llo de un proyecto frente a otras soluciones más tradicionales?
AE. Una de las preocupaciones de la industria es la reducción de los tiempos de ingeniería y los costes de fabricación, y a este asunto dedica un esfuerzo constante el personal de I+D de Siemens. Prueba de ello es la versión nueva del sistema de control de procesos PCS 7. El punto clave de esta versión es la reducción de los tiempos de ingeniería y los tiempos de puesta en marcha. Esta versión permite simular el efecto que puede producirse en la planta sin necesidad de estar físicamente en ella. De esta forma, se recorta tiempo de puesta en marcha. Con esta versión alcanza-mos un 30% de ahorro con respecto a otros elementos en el mercado. Pensamos que tiene que haber un compromiso entre una reducción de tiempos de ingeniería con la flexibilidad que debemos tener para integrar otros sistemas de terceros fabricantes o que puedan estar ya disponibles en la plantas. Si hicié-ramos sistemas tan automáticos en la generación de código de software, podríamos encontrarnos con que no son lo suficientemente flexibles para adaptarnos al entorno que tenemos. Siemens está trabajando en el diseño digital de la fábrica, antes de que sea necesario colocar un solo tornillo, y tiene el empeño de construir la automatización enlazándola desde el diseño PLM.
AeI. ¿Cuál es su opinión sobre el desarrollo de productos wireless y su penetración en el mercado industrial? ¿Cuáles son los pro-tocolos wireless con más éxito desde su perspectiva?
AE. El mercado se está dando cuenta de que por ahorro de costes de instalación y por operatividad se justifica la inversión en dispositivos
wireless. La robustez de los equipos actuales y su fiabili-dad, basados en estándares industriales, como pueden ser Profinet y WirelessLAN, motivan que hoy en día no haya ninguna duda sobre la aplicabilidad de estos siste-mas. Siemens ha sacado un equipo, el Simatic Mobile Panel 277 (F) IWLAN, que permite seguridad en el
panel móvil, y esto es lo máximo en este campo. Por tanto, si hemos sido capaces de certificar (SIL 3) un equipo válido para aplicaciones de seguridad de personas y del medio ambiente, su introducción en el ámbito industrial es imparable. En España, más del 60% de las insta-laciones de este tipo están hechas con tecnología Siemens y esto es el aval de que nuestra tecnología está suficientemente madura. AeI. ¿Cuáles son los proble- mas más frecuentes que sue- len presentarse en una aplicación wireless? ¿Quizás la seguridad?
AE. La seguridad nunca es un pro-blema, siempre es un requisito. Las aplicaciones que requieren wireless necesitan de un estudio previo más riguroso, pues tecnológicamente son más sofisticadas que las de cable. Esto es una realidad. El estudio previo consiste en un análisis de cobertura, pues incide en este as-pecto el entorno físico de la planta y el número y las características de las máquinas instaladas. Además, es necesario que se dote a la instalación del número de equipos necesarios para cumplir con los requerimientos de ancho de banda y tiempos de respuesta.
AeI. ¿Qué acciones se están lle-vando a cabo para conseguir la tan deseada interoperabilidad de instrumentos?
AE. En mayo de 2007 se reunieron las organizaciones de la FDT y de la EDDL, que son las dos tecnologías más extendidas, para decidir el nuevo estándar FDI, que aportará un modelo multivendedor. Este acuerdo está suscrito por las orga-nizaciones más importantes, como
“En el campo de los sistemas embedded, presentamos en la pasada
edición de la Feria de Hannover el Simatic WinAC RTX F, que es el único
embedded del mercado certificado, SIL 3, para aplicaciones de seguridad, que se ejecutarán simultáneamente a las
propias de control.”
30
Automática e Instrumentación Enero 2010 / n.º 414PERSONAS
Profibus, Fieldbus, Hart, FDT, EDDL y la fundación OPC. Si sumáramos todas las empresas englobadas en estas organizaciones, podríamos estar hablando de más 500. Este número, realmente, sí es garantía de intero-perabilidad de instrumentos para los sistemas existentes en el mercado. La tecnología FDT no dispone ac-tualmente de un mismo estándar de visualización a la hora de tratar cada equipo. Por su parte, la tecnología EDDL aporta una gran facilidad de integración con cualquier sistema de control. El FDI pretende aunar los beneficios de ambas tecnologías y crear una plataforma única para todos los fabricantes. Siemens está en ambas organizaciones, pues en-tiende que tiene que pensar en el usuario.
AeI. En otro orden de cosas, imagi-namos que uno de los sectores que está notando menos la crisis es el de las energías renovables…
AE. Hay que decir que la eco-logía no está en crisis. La energía renovable en España es, sin duda, uno de los principales sectores que está moviendo el crecimiento de la industria de la automatización. Cuando hablamos de este concepto, hay que distinguir entre aplicacio-nes que proporcionan las energías limpias, y los productos y sistemas que permiten ahorrar energía a los clientes y a las empresas. Son dos líneas diferentes. Siemens es líder en energía fotovoltaica. Tenemos en España más de 300 MW instalados, lo que nos otorga aproximadamente un 30% de participación. Suministra-mos todos los elementos: el inversor solar Sinvert, para convertir la luz en energía eléctrica; el centro de
protección y conexión a las líneas de media tensión; el control de las centrales y, si dispone de paneles móviles, el control y accionamiento de los seguidores. Para las plantas termosolares, tenemos también una ventaja: el 60 o el 70% de las turbinas que se están instalando en esas plan-tas son de Siemens. En las plantas
de energía eólica también tenemos una gran cantidad de aplicaciones, desde los generadores eólicos hasta los acopladores o el control.
AeI. ¿Y en cuanto a los sistemas que permiten el ahorro de ener-gía…?
AE. Llevamos mucho tiempo desa-rrollando soluciones que demuestran que las plantas industriales o los edificios pueden conseguir entre un 10 y un 20% de ahorro con nuestras soluciones. Un primer paso es la monitorización y medición de los consumos, por ejemplo utilizando el WinCC Powerrate o el analizador Sentron Pac. A continuación hay que pasar a la acción utilizando dispositivos eficientes, como por ejemplo, los posicionadores de vál-vulas sin consumo de aire como los SIPART PS2, los motores de alta eficiencia, con un consumo de hasta un 40% inferior a los estándar, los convertidores que permiten adaptar el consumo a la demanda como los SINAMICS.
Para los accionamientos, la ven-taja es tan tangible que existe una herramienta, denominada Sinasave, que permite seleccionar la pareja motor convertidor y determinar en cuánto tiempo su inversión quedará amortizada considerando sólo el ahorro energético. Un caso curio-so es el vehículo híbrido, con un rendimiento energético mayor que el convencional con hidrocarburos como combustible. Varias líneas de autobuses y camiones de basura utilizan ya en España esta tecnología de Siemens.
AeI. ¿Qué tanto por ciento de su facturación dedica Siemens a I+D+i?, ¿cuáles son las líneas de trabajo de este departamento actualmente?
AE. Siemens ha invertido en 2009 un total de 3.900 millones de euros en I+D+i, de los que 1.000 millones están enfocados a productos relacio-nados con el medioambiente. Con esta inversión la compañía cuenta con una cartera de más de 56.000 patentes: Siemens invierte para res-ponder a las cuestiones más difíciles a las que se enfrenta la sociedad.
“La tecnología FDT no dispone actualmente de un mismo estándar de visualización a la hora de tratar
cada equipo. Por su parte, la tecnología EDDL aporta una gran facilidad de integración con cualquier sistema
de control. El FDI pretende aunar los beneficios de ambas tecnologías y crear una plataforma única
para todos los fabricantes. Siemens está en ambas organizaciones, pues entiende que tiene que pensar
en el usuario.”
31
Enero 2010 / n.º 414 Automática e InstrumentaciónPERSONAS
AeI. Y cómo se armoniza ese es-fuerzo innovador con la filosofía de negocio de Siemens…
AE. Siemens tiene como prioridad poner al alcance del mercado unos productos tecnológicos que reúnan, como principales características, ser innovadores, proporcionar altas prestaciones y asegurar la máxima disponibilidad pensando en el medio y largo plazo de la empresa. Nuestro objetivo es innovar de la mano de nuestros clientes: nos gusta que éstos nos pongan retos y solventarlos de forma conjunta.
AeI. ¿Cómo definiría el momen-to actual de la automatización industrial?
AE. Podemos decir que la pro-ductividad y el ahorro de costes de producción de la industria son temas que nos preocupan a todos. No sólo hay que ser limpios y amigables para ahorrar en energía, debemos mejorar el nivel de vida de la sociedad incre-mentando la productividad, que no es
sólo fabricar más piezas por segundo, sino optimizar el esfuerzo que cada empresa necesita para producir algo. Siemens está trabajando en este campo con el concepto de Digital Factory, que pretende reducir a la mitad el tiempo necesario desde que surge la idea de producir un nuevo producto hasta que éste sale de la línea de producción. Se trata de una necesidad clara que marca nuestra inversión en innovación. El consu-midor quiere un producto bueno y atractivo, al precio adecuado, y que esté personalizado. Esto significa
que todo el entorno productivo tiene que responder a esa necesidad, y es muy costoso si no se realiza de una determinada manera. El objetivo de Siemens es dar respuesta a ese requerimiento de alta flexibilidad en la demanda del usuario. Y ne-cesariamente debemos recortar los tiempos necesarios para acometer esa producción y su consiguiente traducción a ahorro de costes.
Enrique Armendáriz
“Siemens tiene como prioridad poner al alcance del mercado unos productos tecnológicos que reúnan, como principales características, ser innovadores,
proporcionar altas prestaciones y asegurar la máxima disponibilidad pensando en el medio y largo plazo de la empresa. Para ello, debemos conocer al cliente, sus procesos y el tipo de aplicaciones que se ajusta a sus
necesidades.”

32
Automática e Instrumentación Enero 2010 / n.º 414SELECCIÓN DEL MES
Productos
F uncionando en más de 250.000 aplicacio-
nes, recientemente se ha actualizado el hardware y software de los sensores radar con tecnología de última generación, con lo que se ha conseguido un rendimiento considerable-mente mejor. El concepto plics®plus en el que se basan los nuevos equipos proporciona varias ventajas para el usuario durante todo el ciclo de vida del producto. Los componen-tes más importantes del sistema modular, y que son aplicables a todos los principios de medición, son carcasas universales, conexiones a proceso com-binables libremente y un ajuste estándar.
Para realizar muchas de las nuevas mejoras ha sido necesaria una nueva base de hardware para formar una plataforma estable en el futuro. Los nuevos com-ponentes, como micropro-cesadores y convertidores D/A más rápidos, permiten que los equipos consuman menos, sean más rápidos,
más precisos y más efi-cientes; una sensibilidad y precisión más elevadas resultan en una mayor fiabilidad y seguridad en la medición. También se ha simplificado la configu-ración y el ajuste. Con el módulo de visualización y configuración Plicscom, el funcionamiento es ahora más simple e incluso más cómodo. Además, algunas versiones pueden trabajar a altas temperaturas, están construidos en materia-les especiales y presentan una elevada resistencia química.
Rápida puesta en marchaGracias a una revisión del concepto de conexión y a un potente software, la puesta en marcha puede llevarse a cabo de forma más rápida y fácil. Vega ha desarrollado el software cumpliendo con las direc-trices de SIL IEC 61508, y lo ha optimizado para un uso práctico. Además, también ha revisado la es-tructura de ajuste y los pa-
rámetros de aplicación. Un elemento especial
de este software son los 15 parámetros de aplica-ción extendidos. La idea es que el usuario sólo debe describir la aplicación que ya conoce y el software se ocupa del resto mediante configuraciones especiales inteligentes que trabajan en segundo plano y cubren todas las aplicaciones. Ade-más, el usuario define su proceso mediante un menú de selección: tipo de medio (líquido o sólido), producto (disolvente/gases licuados/aceite/polvos, etc.), aplica-ción (depósito, silo, etc.), forma de la parte inferior y superior del recipiente (plana, angular, cónica, redonda) y la altura del recipiente. De este modo, el software ya sabe qué reflexiones puede esperar: señales de mayor o menor amplitud, cambios rápidos o lentos, etc.
Los nuevos componentes electrónicos aumentan la velocidad y el ratio de me-dición de los sensores ra-dar, mientras que al mismo tiempo disminuyen el con-sumo. Un procesamiento de señal más rápido acorta considerablemente el tiem-po de ciclo, lo que hace que los nuevos equipos sean apropiados también para pequeños recipientes y ciclos de llenado/vaciado rápidos. Pueden incluso manejar la medición de su-perficies dinámicas como oleaje, cintas transporta-doras, etc.
Los microprocesadores actuales, más potentes, permiten incrementar en
5 la frecuencia de registro de la señal de eco, de modo que las señales pueden separarse más fácilmente durante el procesamiento. En consecuencia, se obtie-ne una mayor resolución de los datos en conjunción con la medición de tiempo, y una precisión mucho mayor gracias al mejorado análisis de ecos y a potentes componentes.
Así, la precisión de los sensores radar podría in-crementarse a 2 mm, lo que representa una preci-sión de 0,005% en un ran-go de medición máximo de 35 m. En general, la elec-trónica actual asegura una estabilidad de medición considerablemente mayor con todas las versiones de sensores.
También se ha incre-mentado la sensibilidad cinco veces. Dado que se ha decidido no utilizar un cable de conexión entre el módulo de microondas y el sistema de antena, se evita una amortiguación adicional y se reducen las interferencias.
Además, se ha añadido la función de detección de movimiento de la señal de eco. Un algoritmo de soft-ware inteligente permite a los equipos diferenciar aún mejor las señales útiles de las señales falsas que se derivan de, por ejemplo, suciedad o adherencias.
■ AeI
Más prácticos y más potentes
Nuevos equipos de medición de nivel radar
Vega ha lanzado al mercado la nueva generación de equipos de medición de nivel radar basada en el concepto plics®plus: los sensores radar Vegapuls 60.

33
SELECCIÓN DEL MESEnero 2010 / n.º 414 Automática e Instrumentación
Productos
MantenimientoPara la realización de diag-nósticos, servicio y mante-nimiento, toda la informa-ción del asset management cumple con los requisitos de NAMUR NE 107. Un área de memoria reserva-da exclusivamente para diagnóstico guarda hasta 100.000 valores de medi-ción, eventos y curvas de ecos con fecha y hora. To-dos los equipos plics®plus tienen un reloj en tiempo real que permite el alma-cenamiento de datos con hora y la introducción
de la hora durante el ajuste final de los sen-sores. La alimentación mediante bate-ría y condensador (Goldcap) garantiza que los datos, muy valiosos para el diagnóstico, no se pierdan nunca.
Un concepto de conexión inteligen-te, bornes
con conexión extraíble y un ajuste sin nece-sidad de herra-
mientas son otras de las ventajas del concepto de equipo de Vega.
Otras funciones adicionales útiles son: fácil extracción de la electrónica, documentación de servicio mejora-da, histórico de
hardware y software y cursos so-
bre mantenimiento basa-dos en e-learning.
Los optimizados DTM (Device Type Manager) aseguran una integración del equipo sin problemas gracias a la tecnología FDT (Field Device Tool). El di-seño de los drivers corres-ponde a la actual Guía de estilo FDT/DTM. Todas las DD (Device Description) y EDD (Electronic Device Description) necesarias también están disponi-bles para la integración del equipo. www.vega.com
AC500-eCo
Nuevas CPU para la plataforma escalable AC500
D ispone de un inter-faz serie, configura-
ble como maestro/esclavo Modbus o maestro CS31, que permite un intercam-bio fácil de datos con otros dispositivos. Es también posible añadir de forma opcional otro interfaz serie, una tarjeta SD de memo-
ria, etc. La estructura del PLC, los interfaces están-dares y los lenguajes de programación normalizados permiten la configuración, programación, puesta en marcha y mantenimiento rápido y fácil.
La CPU dispone de ca-nales de E/S digitales y
analógicas integradas y es posible añadir hasta sie-te módulos de E/S S500 y S500-eCo en local. El cableado y el montaje son muy fáciles y seguros. La conexión de los módulos se realiza mediante un co-nector resistente que se en-cuentra en el lateral de las
bases de terminales. Para aplicaciones pequeñas, se adapta especialmente a industrias de tipo textil y alimentario, en edificios, almacenes, transportes automatizados y también en aplicaciones solares y de medio ambiente. La configuración del sistema se realiza mediante la he-rramienta de programación Control Builder PS501. Se trata de una herramienta para la programación de todas las CPU de la plata-forma AC500 y AC500-eCo, normalizada IEC 61131-3 para la programación en cinco lenguajes.
www.abb.es/plc
Con la nueva AC500-eCo, ABB ofrece una entrada de gama muy económica de la plataforma AC500 para aplicaciones automatizadas sencillas. De la misma manera que la plataforma AC500, la AC500-eCo puede utilizarse también de forma flexible gracias al concepto de plataforma escalable y modular.
Características más destacables• PLC completo sin limitación.• Ideal para aplicaciones sencillas y económicas.• Canales de entradas/salidas digitales y analógicas integradas en la CPU.• Entradas digitales configurables para interrupción, contaje rápido y salidas digitales PWM.• Alto rendimiento: 128 kByte de memoria de programa.• Datos remanentes sin batería.• Combinación posible de los módulos de E/S S500 y S500-eCo.• E/S remotas económicas mediante Modbus y CS31.• Cableado muy fácil mediante bloques de terminales desenchufables de tornillo o resorte con conexión frontal o lateral.• Descarga del programa de usuario mediante una tarjeta SD estándar y opcional sin herramientas de programación.• Un único software de programación para todas las CPU AC500 y AC500-eCo.• Hasta dos puertos serie para la programación y comunicación.

34
Automática e Instrumentación Enero 2010 / n.º 414SELECCIÓN DEL MES
Productos
L os motores eléctricos representan dos ter-
ceras partes del consumo de energía eléctrica en la industria de la UE. Las aplicaciones que se de-sarrollan son, en mayor medida, de bombas, ven-tiladores y compresores, siendo también éstas las que permiten obtener un mayor ahorro energético utilizando convertidores de frecuencia para controlar la velocidad del motor: más del 50% de ahorro de ener-gía en algunos casos.
Los convertidores de fre-cuencia de Omron adap-tan la velocidad del motor para asegurar el correcto funcionamiento de la apli-cación y optimizar costes energéticos. Además, in-corporan función de aho-rro energético automático que establece la tensión óptima de salida al motor basándose en las condicio-nes de la carga/consumo mínimo para mantener el funcionamiento de la aplicación, consiguiendo el rendimiento equivalente con menos consumo.
Además, existen en este momento programas de in-versión que posibilitan que las empresas puedan satis-facer los planteamientos anteriormente descritos. Las ayudas de estos progra-mas, junto con el ahorro en la factura eléctrica que se obtiene utilizando conver-tidores de frecuencia, per-miten que la amortización de las mejoras realizadas se produzca en un corto pe-riodo de tiempo (en torno a dos años o incluso menos), y prolongando también la vida útil de los motores utilizados.
Instalar un convertidor de frecuencia como mé-todo de ahorro energético supone:
• Reducción de consumo (activa y reactiva) eficien-cia energética.
• Mejor control operati-vo, optimizando la rentabi-lidad y la productividad de los procesos productivos.
• Minimizar las pérdidas en las instalaciones.
• Ahorro en manteni-miento (el motor trabaja con menos estrés y en las
condiciones óptimas de funcionamiento).
• Disminución del ruido acústico de los motores.
• Se garantiza la conti-nuidad de la instalación.
• Se consiguen los mis-mos o mayores objetivos de calidad y respuesta.
€SAVER: software para estimación de ahorro energético€Saver es una potente herramienta de Omron que permite estimar el ahorro energético que se puede obtener en una instalación al sustituir un método de control del motor conven-cional por un convertidor de frecuencia y en cuánto tiempo se produciría el retorno de la inversión.
Está concebido para ser fácil de usar, intuitivo y fiable en sus estimacio-nes, además de permitir seleccionar el convertidor de frecuencia Omron más adecuado para cada apli-
cación. Dispone de una interfaz gráfica muy atrac-tiva que permite al usuario familiarizarse rápidamente con la aplicación.
Permite al usuario la po-sibilidad de realizar una estimación básica, necesi-tando para ello unos datos mínimos de la aplicación, o bien una estimación más detallada, para lo que se requiere una descripción más precisa del sistema. Ofrece infinitas posibi-lidades para definir los rangos de trabajo, tarifas eléctricas en diferentes tramos horarios e incluso diferentes estaciones du-rante el año. Todas estas características permiten realizar unas estimaciones muy precisas.
€Saver realiza la estima-ción de ahorro energético en aplicaciones de bombas, ventiladores y compresores, comparando los resultados entre la instalación actual existente según el método de control y la instalación con convertidor de fre-cuencia. Para ello, es ne-cesario definir el ciclo de trabajo de la aplicación; cuanto más precisa sea esta definición, mayor exactitud tendrá la estimación.
Como resultado del estudio, €Saver genera útiles reportes y gráficos que muestran la energía ahorrada, la diferencia de costes en la factura eléctri-ca y el tiempo de retorno de la inversión. Además, los resultados pueden almace-narse en diferentes forma-tos (.doc, .pdf, etc.).
€Saver está disponible gratuitamente en el Área de Descarga de Software de la web corporativa de Omron.
www.omron.es
Convertidores de frecuencia
Software para estimar el ahorro energéticoSe trata de una potente herramienta de Omron que permite estimar el ahorro energético que se puede obtener en una instalación al sustituir un método de control del motor convencional por un convertidor de frecuencia y en cuánto tiempo se produciría el retorno de la inversión.

| BK1
1-17
ES |
12 mm
Nuevo: Los terminales de bus “High-Density” de Beckhoff – los primeros terminales de 16 canales en formato de terminales de serie de 12 mm.
� Doble densidad de componentes de 8 a 16 puntos de conexión � Reducción del espacio necesario en un 50 % � Reducción del coste por canal � Reducción de los costes de montaje y del armario de control � Cableado por inserción directa mediante montaje sin herramientas� Gran selección de terminales de bus HD digitales� Disponible para los sistemas I/O Beckhoff con el tipo de protección IP 20: Terminales de bus de Beckhoff y terminales EtherCAT
Terminales de bus: I/Os para todos los siste-mas de bus de campo y Ethernet habituales
Terminales EtherCAT: Ethernet de alta velocidad hasta cada terminal I/O
New Automation TechnologyBECKHOFF
www.beckhoff.es/HD-BusTerminal
Terminales de E/S en 12 mm. Los terminales
de bus “High-Density” están disponibles en diferentes
versiones:
� 16 entradas digitales
� 16 salidas digitales
� 8 entradas digitales + 8 salidas digitales
� 8 entradas digitales (2 hilos)
� 8 salidas digitales (2 hilos)
De 8 a 16 E/S en 12 milímetros.La nueva serie de terminales de bus HD de Beckhoff.
Beckhoff Automation S.A., Edifi cio Testa Sant Cugat, Avda. Alcalde Barnils, 64-68, 08174 Sant Cugat (Barcelona), SpainTeléfono + 34 93 / 5 84 49 97, Fax + 34 93 / 5 84 40 84, [email protected]
16
www.genera.ifema.es
LINEA IFEMA / IFEMA CALL CENTRE
LLAMADAS INTERNACIONALES (34) 91 722 30 00INTERNATIONAL CALLS
EXPOSITORES / EXHIBITORS 902 22 16 16
LLAMADAS DESDE ESPAÑA / CALLS FROM SPAININFOIFEMA 902 22 15 15
FERIA INTERNACIONAL DEENERGIA Y MEDIO AMBIENTEENERGY AND ENVIRONMENTINTERNATIONAL TRADE FAIR
ORGANIZA / ORGANISED BY:
Mayo / May19-21Madrid
España / Spain
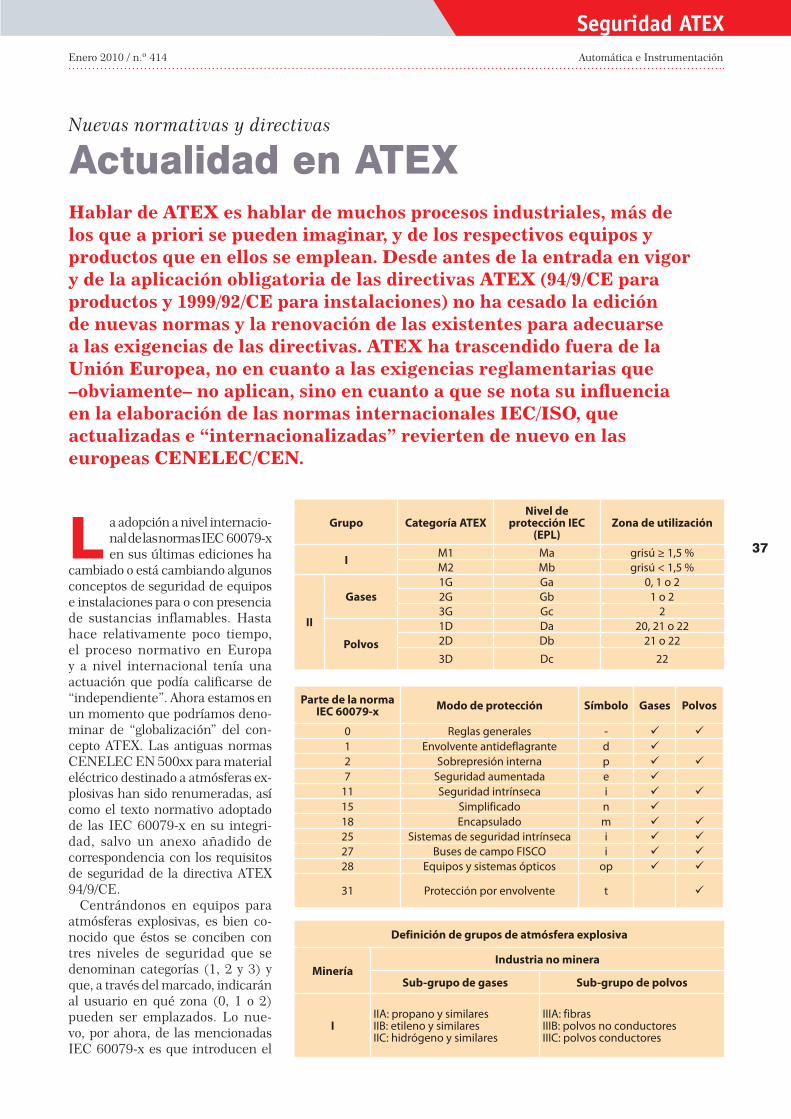
37
Enero 2010 / n.º 414 Automática e Instrumentación
Seguridad ATEX
Nuevas normativas y directivas
Actualidad en ATEXHablar de ATEX es hablar de muchos procesos industriales, más de los que a priori se pueden imaginar, y de los respectivos equipos y productos que en ellos se emplean. Desde antes de la entrada en vigor y de la aplicación obligatoria de las directivas ATEX (94/9/CE para productos y 1999/92/CE para instalaciones) no ha cesado la edición de nuevas normas y la renovación de las existentes para adecuarse a las exigencias de las directivas. ATEX ha trascendido fuera de la Unión Europea, no en cuanto a las exigencias reglamentarias que –obviamente– no aplican, sino en cuanto a que se nota su influencia en la elaboración de las normas internacionales IEC/ISO, que actualizadas e “internacionalizadas” revierten de nuevo en las europeas CENELEC/CEN.
L a adopción a nivel internacio-nal de las normas IEC 60079-x en sus últimas ediciones ha
cambiado o está cambiando algunos conceptos de seguridad de equipos e instalaciones para o con presencia de sustancias inflamables. Hasta hace relativamente poco tiempo, el proceso normativo en Europa y a nivel internacional tenía una actuación que podía calificarse de “independiente”. Ahora estamos en un momento que podríamos deno-minar de “globalización” del con-cepto ATEX. Las antiguas normas CENELEC EN 500xx para material eléctrico destinado a atmósferas ex-plosivas han sido renumeradas, así como el texto normativo adoptado de las IEC 60079-x en su integri-dad, salvo un anexo añadido de correspondencia con los requisitos de seguridad de la directiva ATEX 94/9/CE.
Centrándonos en equipos para atmósferas explosivas, es bien co-nocido que éstos se conciben con tres niveles de seguridad que se denominan categorías (1, 2 y 3) y que, a través del marcado, indicarán al usuario en qué zona (0, 1 o 2) pueden ser emplazados. Lo nue-vo, por ahora, de las mencionadas IEC 60079-x es que introducen el
Grupo Categoría ATEXNivel de
protección IEC (EPL)
Zona de utilización
IM1 Ma grisú ≥ 1,5 % M2 Mb grisú < 1,5 %
II
Gases1G Ga 0, 1 o 22G Gb 1 o 23G Gc 2
Polvos
1D Da 20, 21 o 222D Db 21 o 22
3D Dc 22
Parte de la norma IEC 60079-x Modo de protección Símbolo Gases Polvos
0 Reglas generales - 1 Envolvente antideflagrante d 2 Sobrepresión interna p 7 Seguridad aumentada e
11 Seguridad intrínseca i 15 Simplificado n 18 Encapsulado m 25 Sistemas de seguridad intrínseca i 27 Buses de campo FISCO i 28 Equipos y sistemas ópticos op
31 Protección por envolvente t
Definición de grupos de atmósfera explosiva
MineríaIndustria no minera
Sub-grupo de gases Sub-grupo de polvos
IIIA: propano y similaresIIB: etileno y similaresIIC: hidrógeno y similares
IIIA: fibrasIIIB: polvos no conductoresIIIC: polvos conductores
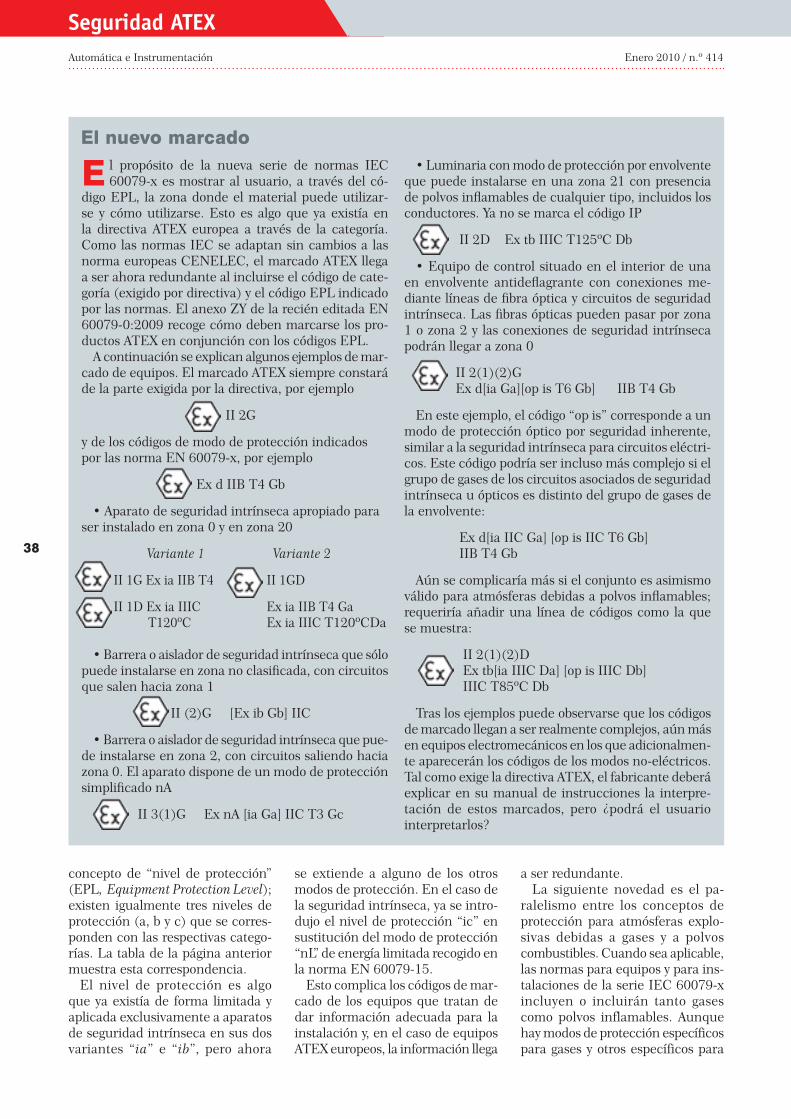
Automática e Instrumentación Enero 2010 / n.º 414
38
Seguridad ATEX
E l propósito de la nueva serie de normas IEC 60079-x es mostrar al usuario, a través del có-
digo EPL, la zona donde el material puede utilizar-se y cómo utilizarse. Esto es algo que ya existía en la directiva ATEX europea a través de la categoría. Como las normas IEC se adaptan sin cambios a las norma europeas CENELEC, el marcado ATEX llega a ser ahora redundante al incluirse el código de cate-goría (exigido por directiva) y el código EPL indicado por las normas. El anexo ZY de la recién editada EN 60079-0:2009 recoge cómo deben marcarse los pro-ductos ATEX en conjunción con los códigos EPL.
A continuación se explican algunos ejemplos de mar-cado de equipos. El marcado ATEX siempre constará de la parte exigida por la directiva, por ejemplo
II 2G
y de los códigos de modo de protección indicados por las norma EN 60079-x, por ejemplo
Ex d IIB T4 Gb
• Aparato de seguridad intrínseca apropiado para ser instalado en zona 0 y en zona 20
Variante 1 Variante 2
II 1G Ex ia IIB T4 II 1GD
II 1D Ex ia IIIC Ex ia IIB T4 Ga T120ºC Ex ia IIIC T120ºCDa
• Barrera o aislador de seguridad intrínseca que sólo puede instalarse en zona no clasificada, con circuitos que salen hacia zona 1
II (2)G [Ex ib Gb] IIC
• Barrera o aislador de seguridad intrínseca que pue-de instalarse en zona 2, con circuitos saliendo hacia zona 0. El aparato dispone de un modo de protección simplificado nA
II 3(1)G Ex nA [ia Ga] IIC T3 Gc
• Luminaria con modo de protección por envolvente que puede instalarse en una zona 21 con presencia de polvos inflamables de cualquier tipo, incluidos los conductores. Ya no se marca el código IP
II 2D Ex tb IIIC T125ºC Db
• Equipo de control situado en el interior de una en envolvente antideflagrante con conexiones me-diante líneas de fibra óptica y circuitos de seguridad intrínseca. Las fibras ópticas pueden pasar por zona 1 o zona 2 y las conexiones de seguridad intrínseca podrán llegar a zona 0
II 2(1)(2)G Ex d[ia Ga][op is T6 Gb] IIB T4 Gb
En este ejemplo, el código “op is” corresponde a un modo de protección óptico por seguridad inherente, similar a la seguridad intrínseca para circuitos eléctri-cos. Este código podría ser incluso más complejo si el grupo de gases de los circuitos asociados de seguridad intrínseca u ópticos es distinto del grupo de gases de la envolvente:
Ex d[ia IIC Ga] [op is IIC T6 Gb] IIB T4 Gb
Aún se complicaría más si el conjunto es asimismo válido para atmósferas debidas a polvos inflamables; requeriría añadir una línea de códigos como la que se muestra:
II 2(1)(2)D Ex tb[ia IIIC Da] [op is IIIC Db] IIIC T85ºC Db
Tras los ejemplos puede observarse que los códigos de marcado llegan a ser realmente complejos, aún más en equipos electromecánicos en los que adicionalmen-te aparecerán los códigos de los modos no-eléctricos. Tal como exige la directiva ATEX, el fabricante deberá explicar en su manual de instrucciones la interpre-tación de estos marcados, pero ¿podrá el usuario interpretarlos?
concepto de “nivel de protección” (EPL, Equipment Protection Level); existen igualmente tres niveles de protección (a, b y c) que se corres-ponden con las respectivas catego-rías. La tabla de la página anterior muestra esta correspondencia.
El nivel de protección es algo que ya existía de forma limitada y aplicada exclusivamente a aparatos de seguridad intrínseca en sus dos variantes “ia” e “ib”, pero ahora
se extiende a alguno de los otros modos de protección. En el caso de la seguridad intrínseca, ya se intro-dujo el nivel de protección “ic” en sustitución del modo de protección “nL” de energía limitada recogido en la norma EN 60079-15.
Esto complica los códigos de mar-cado de los equipos que tratan de dar información adecuada para la instalación y, en el caso de equipos ATEX europeos, la información llega
a ser redundante.La siguiente novedad es el pa-
ralelismo entre los conceptos de protección para atmósferas explo-sivas debidas a gases y a polvos combustibles. Cuando sea aplicable, las normas para equipos y para ins-talaciones de la serie IEC 60079-x incluyen o incluirán tanto gases como polvos inflamables. Aunque hay modos de protección específicos para gases y otros específicos para
El nuevo marcado
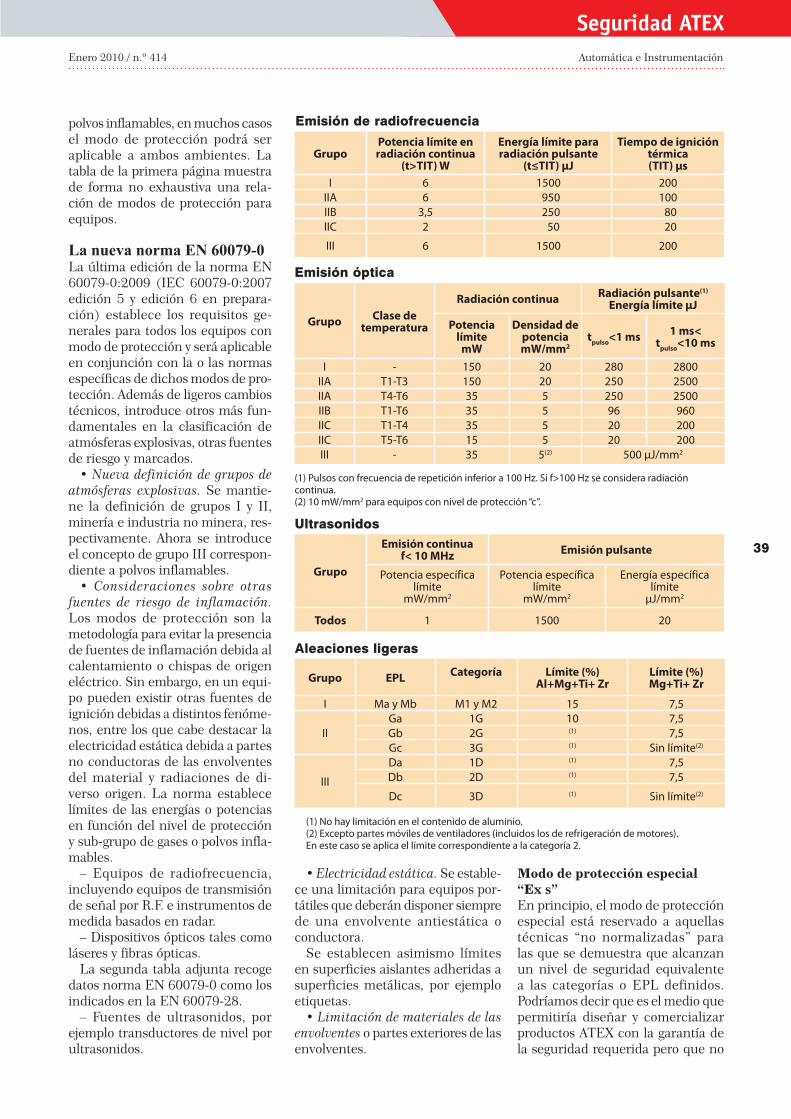
Enero 2010 / n.º 414 Automática e Instrumentación
39
Seguridad ATEX
polvos inflamables, en muchos casos el modo de protección podrá ser aplicable a ambos ambientes. La tabla de la primera página muestra de forma no exhaustiva una rela-ción de modos de protección para equipos.
La nueva norma EN 60079-0La última edición de la norma EN 60079-0:2009 (IEC 60079-0:2007 edición 5 y edición 6 en prepara-ción) establece los requisitos ge-nerales para todos los equipos con modo de protección y será aplicable en conjunción con la o las normas específicas de dichos modos de pro-tección. Además de ligeros cambios técnicos, introduce otros más fun-damentales en la clasificación de atmósferas explosivas, otras fuentes de riesgo y marcados.
• Nueva definición de grupos de atmósferas explosivas. Se mantie-ne la definición de grupos I y II, minería e industria no minera, res-pectivamente. Ahora se introduce el concepto de grupo III correspon-diente a polvos inflamables.
• Consideraciones sobre otras fuentes de riesgo de inflamación. Los modos de protección son la metodología para evitar la presencia de fuentes de inflamación debida al calentamiento o chispas de origen eléctrico. Sin embargo, en un equi-po pueden existir otras fuentes de ignición debidas a distintos fenóme-nos, entre los que cabe destacar la electricidad estática debida a partes no conductoras de las envolventes del material y radiaciones de di-verso origen. La norma establece límites de las energías o potencias en función del nivel de protección y sub-grupo de gases o polvos infla-mables.
– Equipos de radiofrecuencia, incluyendo equipos de transmisión de señal por R.F. e instrumentos de medida basados en radar.
– Dispositivos ópticos tales como láseres y fibras ópticas.
La segunda tabla adjunta recoge datos norma EN 60079-0 como los indicados en la EN 60079-28.
– Fuentes de ultrasonidos, por ejemplo transductores de nivel por ultrasonidos.
GrupoPotencia límite en radiación continua
(t>TIT) W
Energía límite para radiación pulsante
(t≤TIT) µJ
Tiempo de ignición térmica(TIT) µs
I 6 1500 200IIA 6 950 100IIB 3,5 250 80IIC 2 50 20
III 6 1500 200
Grupo Clase de temperatura
Radiación continua Radiación pulsante(1)
Energía límite µJ
Potencia límite
mW
Densidad de potenciamW/mm2
tpulso<1 ms 1 ms< tpulso<10 ms
I - 150 20 280 2800IIA T1-T3 150 20 250 2500IIA T4-T6 35 5 250 2500IIB T1-T6 35 5 96 960IIC T1-T4 35 5 20 200IIC T5-T6 15 5 20 200III - 35 5(2) 500 µJ/mm2
(1) Pulsos con frecuencia de repetición inferior a 100 Hz. Si f>100 Hz se considera radiación continua.(2) 10 mW/mm2 para equipos con nivel de protección “c”.
Grupo
Emisión continuaf< 10 MHz Emisión pulsante
Potencia específica límite
mW/mm2
Potencia específica límite
mW/mm2
Energía específica límite
µJ/mm2
Todos 1 1500 20
Emisión de radiofrecuencia
Emisión óptica
Grupo EPL Categoría Límite (%)Al+Mg+Ti+ Zr
Límite (%)Mg+Ti+ Zr
I Ma y Mb M1 y M2 15 7,5
IIGa 1G 10 7,5Gb 2G (1) 7,5Gc 3G (1) Sin límite(2)
III
Da 1D (1) 7,5Db 2D (1) 7,5
Dc 3D (1) Sin límite(2)
(1) No hay limitación en el contenido de aluminio.(2) Excepto partes móviles de ventiladores (incluidos los de refrigeración de motores). En este caso se aplica el límite correspondiente a la categoría 2.
Aleaciones ligeras
Ultrasonidos
• Electricidad estática. Se estable-ce una limitación para equipos por-tátiles que deberán disponer siempre de una envolvente antiestática o conductora.
Se establecen asimismo límites en superficies aislantes adheridas a superficies metálicas, por ejemplo etiquetas.
• Limitación de materiales de las envolventes o partes exteriores de las envolventes.
Modo de protección especial “Ex s”En principio, el modo de protección especial está reservado a aquellas técnicas “no normalizadas” para las que se demuestra que alcanzan un nivel de seguridad equivalente a las categorías o EPL definidos. Podríamos decir que es el medio que permitiría diseñar y comercializar productos ATEX con la garantía de la seguridad requerida pero que no

Automática e Instrumentación Enero 2010 / n.º 414
40
Seguridad ATEX
se atiene a las reglas establecidas. El código del modo de protección especial ya se utilizó con productos encapsulados antes de normalizarse este modo de protección (Ex m).
Está en fase de preparación la
primera edición de la norma IEC 60079-33, cuyo alcance amplía ade-más la definición de la directiva ATEX, cubriendo algunos aspectos para los que no se sabía qué hacer. El modo de protección especial
puede estar basado en una técnica novedosa o en modos de protección o combinaciones de modos de pro-tección con diseños especiales para aplicaciones especiales.
Esta “ampliación” del alcance
Automática e Instrumentación (AeI). ¿Cuáles son los servicios principales del Laboratorio Oficial Madariaga (LOM)?
Ángel Vega (AV). En sus orí-genes en el año 1979, el LOM centraba su campo de actividad conforme a lo especificado en el Real Decreto 334/1992 de 3 de abril, siendo asimismo reconocido, por designación del MINER, como el Laboratorio Oficial al que se refieren las ITC del Reglamento General de Seguridad Minera.
La entrada de España en la Unión Europea en el año 1986 y la firme voluntad política de hacer real la “armonización técnica” entre los estados miembros, supusieron el despegue del mundo de los ensayos, las certificaciones y las inspecciones y, por tanto, el comienzo de un nuevo orden.
Tras su adecuación a lo dispuesto en la Ley 21/1992, de 16 de julio, de “Industria”, en materia de seguridad y calidad industriales, la posición del Laboratorio Oficial José Maria de Madariaga se puede resumir como: Or-ganismo Notificado “0163”, dentro del marco de Nuevo enfoque para las siguientes Directivas:
- 94/9/CE, Aparatos y sistemas de protección para uso en atmósferas potencialmente explosivas.
- 98/37/CE, Máquinas.- 93/15/CEE, Explosivos para uso civil.- 2007/23/CE Puesta en mercado de artículos piro-
técnicos.Adicionalmente, es Laboratorio Autorizado para el
Reglamento CE 2003/2003 sobre Fertilizantes.Sobre la base de situaciones reglamentarias anteriores
al Real Decreto 2200/1995, el LOM es Laboratorio Ofi-cial Acreditado en los siguientes ámbitos: Reglamento General de Normas Básicas de Seguridad Minera; y Cajas fuertes y armarios armeros.
En algunas ocasiones, y en algunos campos regla-mentarios, es aún posible la emisión de Certificados con validez nacional, no sometidos a procedimientos regulados por Directivas de la Unión Europea, siendo
la única vía abierta por el Real De-creto 2200/1995 la de Organismo de Control Autorizado, habiendo sido reconocido en los campos regla-mentarios: Instalaciones eléctricas (baja tensión); Instalaciones Mine-ras; Equipos de detección y medida de la concentración de Monóxido de Carbono.
Además, por su reconocida solven-cia técnica, actúa como Entidad de Inspección en el ámbito voluntario, emitiendo Informes de Inspección acreditados en los siguientes campos:
R.D. 1215/1997, por el que se establecen las disposi-ciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo; y R.D. 681/2003, sobre la protección de la salud y la seguridad de los trabajadores expuestos a los riesgos derivados de atmósferas explosivas en el lugar de trabajo. AeI. ¿Cómo se ha desarrollado y se está desarro-llando el proceso de implantación ATEX 100 en España desde 2003? ¿Cuáles son los principales problemas con los que se han encontrado?
AV. En cuanto a la implantación, puede calificarse de buena, regular y pobre, según el tipo de empresa. Buena en fabricantes de equipos eléctricos destinados a atmósferas explosivas de gas y en sectores que tradicio-nalmente ya estaban sujetos a las anteriores directivas 76/117/CEE y 82/130/CEE o el R.B.T., tales como la industria del petróleo y derivados y minería.
Regular en equipos eléctricos destinados a atmós-feras explosivas debidas a polvos combustibles para los que no existía una directiva europea precedente y las reglamentaciones nacionales no establecían unos criterios claros o diferentes a los conceptos de modos de protección actuales.
Pobre y lenta en equipos no-eléctricos para los que no existían exigencias reglamentarias anteriores a la direc-tiva ATEX100. Este lento desarrollo también es debido a la tardía edición de normas que definen los modos de protección para estos equipos. Siguen faltando los
Entrevista con Ángel Vega, responsable del área ATEX de Laboratorio Oficial J.M. de Madariaga
“La implantación de la normativa ATEX está siendo muy desigual”
Enero 2010 / n.º 414 Automática e Instrumentación
41
Seguridad ATEX
puede resumirse en:• Equipos para trabajar fuera de
las condiciones normales de presión y/o temperatura. La directiva ATEX y la norma EN 60079-0 establecen unos rangos de aplicabilidad de
los modos de protección fuera de los cuales no se garantiza con las técnicas normalizadas la seguridad del producto:
– Temperatura ambiente: de -20 a +60 ºC.
– Presión atmosférica normal ±20%: 80 kPa a 120 kPa.
• Equipos para trabajar en con-centraciones de oxígeno distintas de la concentración normal atmosféri-ca. De la misma forma que antes, los
conceptos claros de qué son y cómo se implementan estos modos de protección.
Y en cuanto a los problemas: Los fabricantes de equipos eléctricos destinados a atmósferas de gas no han tenido mayor problema en los aspectos técnicos, ya que las normas y los conceptos (modos de protec-ción) no cambiaron. Los fabricantes de equipos para atmósferas de polvo se han debido enfrentar a la defi-nición de los propios modos de protección pero se han adaptado aceptablemente. Por último, los fabricantes de equipos no-eléctricos se han enfrentado a algo nuevo, algo que antes no aplicaba para el equipo que vendían sin mayores problemas; después de casi 7 años de implantación obligatoria de la directiva (casi 16 años desde su publicación) permanecen muchas dudas de cómo son o cómo se aplican los modos de protección no-eléctricos.
AeI. ¿Y en el caso de ATEX 118/137?AV. Es muy parecido al caso anterior, sólo que ésta
hace referencia a instalaciones, no a equipos. Sin embargo, esta directiva no tenía precedentes, como sí los tenía la anterior. En cuanto a su implantación, en este caso también podría establecerse una clasificación en buena, regular y pobre. Buena en industrias que tradicionalmente asumían el concepto de atmósferas explosivas debido a la presencia de gases. Como en el caso anterior, la industria del petróleo y derivados, in-dustria química, minería y poco más pueden incluirse en este grupo. Pero la aplicación de esta normativa se ha limitado a las instalaciones eléctricas con el precedente de la ITC 026 (ahora ITC 029) de R.B.T.; sin embargo, cuesta habituarse a la evaluación de la seguridad de los equipos no-eléctricos instalados.
Por otro lado, la implantación puede calificarse de regular en instalaciones que tradicionalmente asumían el concepto de atmósferas explosivas pero el ambiente potencialmente explosivo se debe a polvos inflamables. En estos casos ha costado y cuesta más establecer la clasificación de zonas y asumir que los equipos deben ser los específicos para polvo y, directamente, no valen los protegidos paras gases. Además de los sectores ante-riores podríamos incluir a la industria farmacéutica y, en ciertos casos, a la gran industria agroalimentaria.
Y para finalizar, la implantación de la normativa puede calificarse de pobre en aquellos sectores indus-triales en los que la aparición de la directiva supuso algo totalmente nuevo y donde antes no se consideraba que existiera una atmósfera potencialmente explosiva.
Se trata de lugares en los que suele oírse la pregunta: ¿Qué es eso de ATEX?. La lista de estos sectores es muy amplia.
AeI. De los distintos modos de protección (Ex i, Ex, d, Ex e, etc), ¿cuál es la popularidad de cada uno y su utilización actual?
AV. En equipos, en general, el modo de protección más popular es la envolvente antideflagrante (Ex d), y en equipos de señal, la seguridad intrínseca (Ex i). Sin embargo, para cada fabricante y producto la populari-dad es la que él aplica por razones técnicas.
El problema es que a veces se utiliza antideflagrante (flameproof, en inglés) como sinónimo de equipo con modo de protección en general (explosionproof, en inglés) y esto conduce a que algunos usuarios pidan el suministro de equipo antideflagrante para situaciones donde no es aplicable, como son las instalaciones con polvo inflamable.
Los productos destinados a ambientes debidos a polvos inflamables suelen ser diseñados con el modo de protección por envolvente (Ex t).
Una clasificación ordenada de aplicación, empezando por el más utilizado, sería:
Ex d, Ex i, Ex t, Ex e, Ex nA, Ex m, Ex p, Ex nRY el resto de modos son marginales, prácticamente
no utilizados.Pero no hay que olvidar los modos de protección
para equipos no-eléctricos (aquéllos que se mueven). Para éstos, el modo de protección más aplicado es el de seguridad constructiva “c”, seguido del de inmersión en líquido “k”, siendo el resto poco utilizado, en parte porque se desconoce.
AeI. ¿Cuánto tiempo se tarda en obtener un cer-tificado por término medio?, ¿puede poner algu-nos ejemplos?
AV. Es difícil concretar incluso con ejemplos. En una situación ideal, sin ensayos de largo plazo –envejeci-miento de materiales–, y con un buen conocimiento de los modos de protección por parte del fabricante podríamos decir que se puede tardar entre 1 y 2 meses. Pero esta situación ideal puede no darse por diversos motivos, como son la sobrecarga de ensayos en el laboratorio, el fallo en los ensayos, la falta de docu-mentación adecuada a las exigencias de la directiva y normas, los ensayos de envejecimiento, etc. Aunque hay extremos de plazos por arriba y por abajo, en promedio podría establecerse entre 2 y 4 meses.
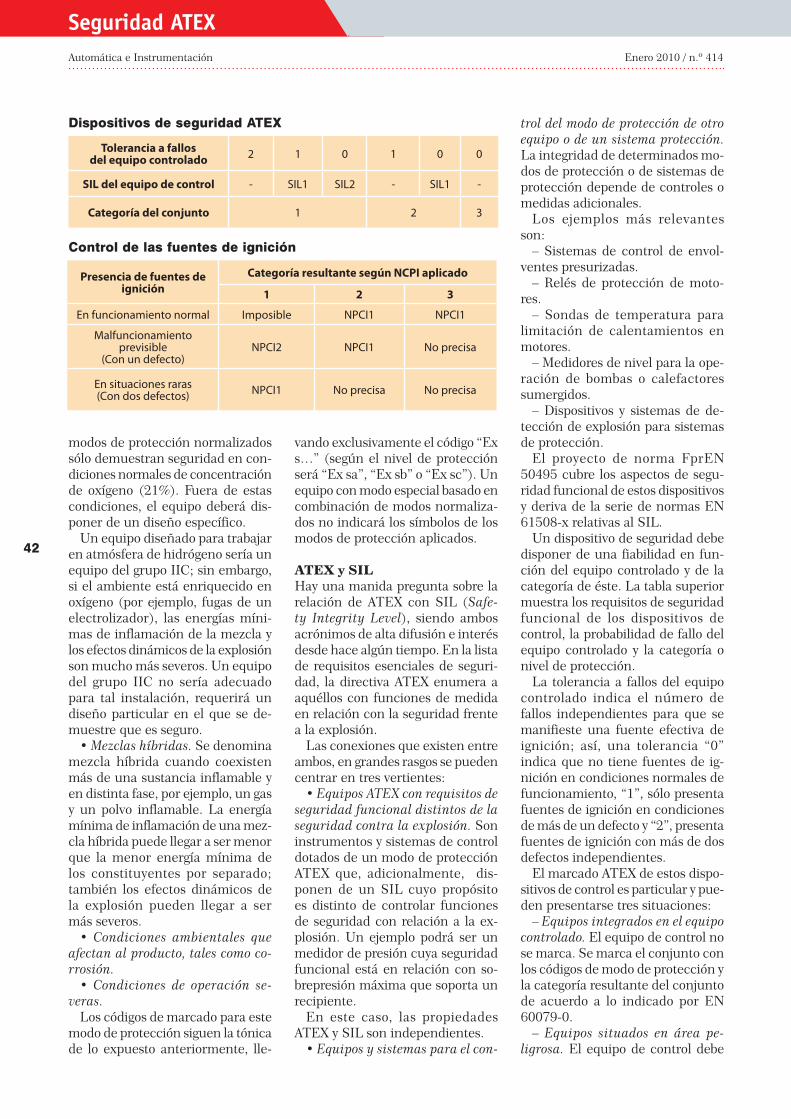
Automática e Instrumentación Enero 2010 / n.º 414
42
Seguridad ATEX
modos de protección normalizados sólo demuestran seguridad en con-diciones normales de concentración de oxígeno (21%). Fuera de estas condiciones, el equipo deberá dis-poner de un diseño específico.
Un equipo diseñado para trabajar en atmósfera de hidrógeno sería un equipo del grupo IIC; sin embargo, si el ambiente está enriquecido en oxígeno (por ejemplo, fugas de un electrolizador), las energías míni-mas de inflamación de la mezcla y los efectos dinámicos de la explosión son mucho más severos. Un equipo del grupo IIC no sería adecuado para tal instalación, requerirá un diseño particular en el que se de-muestre que es seguro.
• Mezclas híbridas. Se denomina mezcla híbrida cuando coexisten más de una sustancia inflamable y en distinta fase, por ejemplo, un gas y un polvo inflamable. La energía mínima de inflamación de una mez-cla híbrida puede llegar a ser menor que la menor energía mínima de los constituyentes por separado; también los efectos dinámicos de la explosión pueden llegar a ser más severos.
• Condiciones ambientales que afectan al producto, tales como co-rrosión.
• Condiciones de operación se-veras.
Los códigos de marcado para este modo de protección siguen la tónica de lo expuesto anteriormente, lle-
vando exclusivamente el código “Ex s…” (según el nivel de protección será “Ex sa”, “Ex sb” o “Ex sc”). Un equipo con modo especial basado en combinación de modos normaliza-dos no indicará los símbolos de los modos de protección aplicados.
ATEX y SILHay una manida pregunta sobre la relación de ATEX con SIL (Safe-ty Integrity Level), siendo ambos acrónimos de alta difusión e interés desde hace algún tiempo. En la lista de requisitos esenciales de seguri-dad, la directiva ATEX enumera a aquéllos con funciones de medida en relación con la seguridad frente a la explosión.
Las conexiones que existen entre ambos, en grandes rasgos se pueden centrar en tres vertientes:
• Equipos ATEX con requisitos de seguridad funcional distintos de la seguridad contra la explosión. Son instrumentos y sistemas de control dotados de un modo de protección ATEX que, adicionalmente, dis-ponen de un SIL cuyo propósito es distinto de controlar funciones de seguridad con relación a la ex-plosión. Un ejemplo podrá ser un medidor de presión cuya seguridad funcional está en relación con so-brepresión máxima que soporta un recipiente.
En este caso, las propiedades ATEX y SIL son independientes.
• Equipos y sistemas para el con-
trol del modo de protección de otro equipo o de un sistema protección. La integridad de determinados mo-dos de protección o de sistemas de protección depende de controles o medidas adicionales.
Los ejemplos más relevantes son:
– Sistemas de control de envol-ventes presurizadas.
– Relés de protección de moto-res.
– Sondas de temperatura para limitación de calentamientos en motores.
– Medidores de nivel para la ope-ración de bombas o calefactores sumergidos.
– Dispositivos y sistemas de de-tección de explosión para sistemas de protección.
El proyecto de norma FprEN 50495 cubre los aspectos de segu-ridad funcional de estos dispositivos y deriva de la serie de normas EN 61508-x relativas al SIL.
Un dispositivo de seguridad debe disponer de una fiabilidad en fun-ción del equipo controlado y de la categoría de éste. La tabla superior muestra los requisitos de seguridad funcional de los dispositivos de control, la probabilidad de fallo del equipo controlado y la categoría o nivel de protección.
La tolerancia a fallos del equipo controlado indica el número de fallos independientes para que se manifieste una fuente efectiva de ignición; así, una tolerancia “0” indica que no tiene fuentes de ig-nición en condiciones normales de funcionamiento, “1”, sólo presenta fuentes de ignición en condiciones de más de un defecto y “2”, presenta fuentes de ignición con más de dos defectos independientes.
El marcado ATEX de estos dispo-sitivos de control es particular y pue-den presentarse tres situaciones:
– Equipos integrados en el equipo controlado. El equipo de control no se marca. Se marca el conjunto con los códigos de modo de protección y la categoría resultante del conjunto de acuerdo a lo indicado por EN 60079-0.
– Equipos situados en área pe-ligrosa. El equipo de control debe
Tolerancia a fallos del equipo controlado 2 1 0 1 0 0
SIL del equipo de control - SIL1 SIL2 - SIL1 -
Categoría del conjunto 1 2 3
Presencia de fuentes de ignición
Categoría resultante según NCPI aplicado
1 2 3
En funcionamiento normal Imposible NPCI1 NPCI1
Malfuncionamiento previsible
(Con un defecto)NPCI2 NPCI1 No precisa
En situaciones raras(Con dos defectos) NPCI1 No precisa No precisa
Dispositivos de seguridad ATEX
Control de las fuentes de ignición
Enero 2010 / n.º 414 Automática e Instrumentación
43
Seguridad ATEX
disponer de su propio modo de pro-tección. Son ejemplos de ello un sis-tema de control antideflagrante para una envolvente presurizada “px”Ex d[px] IIC T6 o un dispositivo de seguridad intrínseca de limitación térmica de un motor de seguridad aumentada Ex ia[e] IIC T4
– Equipos situados en zona se-gura. Se marcan como aparatos asociados y no han de disponer de un modo de protección propia. Son ejemplos un relé de protección contra sobrecargas de un motor de seguridad aumentada [Ex e]; un relé de control de una envolvente presurizada “py” [Ex py]
• Control de la fuentes de ignición y de sistemas de inertización.El concepto “control de las fuentes de ignición” corresponde a un modo de protección (“b”) de los llamados no-eléctricos y recogido en la norma EN 13463-6 (de la serie EN 13463-x y futuras normas internacionales ISO/IEC 80079-x).
El principio del modo de protec-
ción se basa en la utilización de dispositivos de medida y control y actuadores que se antepongan a la aparición de fuentes de ignición.
El modo de protección “b” es-tablece una característica básica para los sensores/actuadores y con-troles que denomina NPCI (nivel de prevención contra la ignición) establecido en dos niveles con una correspondencia directa con SIL: NPCI1=SIL1, NPCI2=SIL2.
En el caso de sistemas de control
para procesos inertizados mediante la disminución de la concentración de oxígeno para la eliminación de la atmósfera explosiva deberían seguirse criterios equivalentes la selección de sensores, actuadores y controles mencionados en la tabla anterior.
Eduardo Conde LázaroDepartamento de Sistemas Energéticos. UPM
Alberto Ramos MillánDepartamento de Sistemas Energéticos. UPM
Pablo Reina PeralDepartamento de Sistemas Energéticos. UPM
Ángel Vega RemesalDepartamento de Sistemas Energéticos. UPMColaborador del Laboratorio Oficial J.M. de Madariaga (LOM)
Automática e Instrumentación Digital es un serviciode información totalmente gratuito y disponible dosveces por semana, en el cual la revista Automáticae Instrumentación recoge las noticias de actualidadque se suceden durante el tiempo transcurrido entrelas ediciones impresas de cada título. La informaciónabarca desde los aspectos técnicos hasta los pura-mente empresariales y de mercado
Para la suscripción a Automática e Instrumentación Digi-tal basta con acceder a nuestra web:
www.tecnipublicaciones.com
A continuación activar el cajetín Boletín de Noticias, selec-cionar el título Automática e Instrumentación Digital e intro-ducir la dirección de correo electrónico del usuario.
Automática eInstrumentación DigitalNuevo servicio de noticias deAutomática e Instrumentación

Automática e Instrumentación Enero 2010 / n.º 414
44
Seguridad ATEX
Protección contra explosiones
E n enero del año 2000, el Diario Oficial de las Comu-nidades Europeas publicó
la Directiva 1999/92/CE relativa a las disposiciones mínimas para la mejora de la protección de la salud y la seguridad de los trabajadores expuestos a los riesgos derivados de atmósferas explosivas en el lugar de trabajo. El artículo 137 del Tratado constitutivo de la Comunidad Euro-pea establece que el Consejo puede adoptar, mediante directivas, las dis-posiciones mínimas para promover la mejora del entorno de trabajo. Por esta razón esta directiva es conocida como Directiva 137.
La directiva establece las obliga-ciones del empresario para impedir la formación de atmósferas explosi-vas. Si por las características de la actividad no se pudiera imposibilitar la aparición de atmósferas explosi-
vas, el empresario deberá adoptar medidas para evitar su ignición. Si en algunas situaciones no se pudiera impedir una explosión, el empresario deberá recurrir a so-luciones para atenuar los efectos perjudiciales. Todo ello orientado a garantizar la salud y seguridad de los trabajadores.
Como fecha límite de aplicación se fijó el 30 de junio de 2003. Las instalaciones en lugares donde pu-dieran formarse atmósferas explosi-vas, fueran nuevas o ampliaciones, que se pusieran en servicio a partir de ese día, deberían cumplir total-mente la directiva. Los lugares de trabajo que ya estaban en funciona-miento antes del citado día, debían cumplir parte de los requisitos, a más tardar, tres años después (30 de junio de 2006).
Con fecha 18 de junio de 2003 se
publicó el Real Decreto 681/2003 que transpone la Directiva al de-recho español. Desde la edición de este Real Decreto todos los requisi-tos de la Directiva son exigibles en España. Este documento comple-menta la Ley 31/1995 de Preven-ción de Riesgos Laborales.
¿En qué lugares se debe aplicar la Directiva ATEX 137?Se aplica a los lugares de traba-jo donde se fabriquen, procesen, manipulen, traten, utilicen o alma-cenen sustancias inflamables. Se entiende por sustancias inflamables aquéllas que son capaces de formar una atmósfera explosiva que, si coincide con una fuente de igni-ción, originará un incendio o una explosión. Estas sustancias pueden encontrarse en estado líquido, vapor o gaseoso o pueden ser o desprender un polvo inflamable.
Básicamente comprende todas las sustancias que se clasifican como inflamables en la Directiva 67/548/CEE relativa a las disposiciones sobre sustancias peligrosas. Puede haber otras sustancias que, aun-que no aparezcan en la Directiva, se sepa por experiencia que son inflamables.
Si se tuvieran dudas respecto a la peligrosidad de las sustancias presentes en un emplazamiento, siempre existe la opción de con-sultar o solicitar unos ensayos a un Organismo Notificado como en España es el Laboratorio Oficial J. M. Madariaga.
Una vez confirmado que las sus-tancias que se manejan en un em-plazamiento son peligrosas, el paso siguiente es determinar si se pueden formar o no atmósferas explosivas. Las directivas, reglamentos y nor-mas esencialmente se refieren a los lugares donde se puedan formar atmósferas explosivas. Podría ser que en una instalación existieran sustancias peligrosas pero que, por sus características particulares, no pudieran formarse atmósferas ex-plosivas. Para llegar a esta conclu-
Los empresarios deben saber cuáles son sus obligaciones en aquellas instalaciones en las que se fabrican, manipulan o almacenan sustancias inflamables. Toda instalación debe tener un “Documento de Protección contra Explosiones”, para cuya elaboración hay que tener claros algunos aspectos.
■ Tanques aditivos de una planta del CLH.
Enero 2010 / n.º 414 Automática e Instrumentación
45
Seguridad ATEX
sión habrá que hacer una evaluación, luego ya se está aplicando el Real Decreto 681/2003 o la Directiva.
Para afirmar que en una instalación en la que se ma-nejen sustancias inflamables no hay posibilidad de forma-ción de atmósferas explosivas hay que hacer una evaluación o análisis, es decir, aplicar el Real Decreto. Si en un lugar de trabajo hay sustancias in-flamables, hay que hacer un Documento de Protección contra Explosiones. Este do-cumento determinará si hay o no probabilidad de formación de atmósferas explosivas gaseosas, de mezclas explosivas de polvo, fibras o partículas en el aire, de nieblas o de capas de polvo inflamable. Si al realizar la evaluación o clasificación se concluye que no hay emplaza-mientos peligrosos, no se aplicarán el resto de requisitos.
Por ejemplo, si manipulamos un líquido inflamable a una tempera-tura inferior a su punto de destello no es probable la formación de una atmósfera explosiva. Tal afirma-ción sólo se podrá justificar si se ha realizado la oportuna evalua-ción, es decir, si se ha realizado un Documento de Protección contra Explosiones. Se garantizará que el líquido nunca supere en el proceso la temperatura correspondiente a su punto de destello ni que en caso de un escape o fuga tampoco entre en contacto con alguna superficie que se pueda encontrar a una tempera-tura superior.
Otro ejemplo sería el caso de acu-mulaciones de un sólido combus-tible en un recinto cerrado donde no es probable la formación de una mezcla explosiva de polvo en el aire. Como en el caso anterior, habrá que justificarlo en un Documento de Protección contra Explosiones, don-de también se evaluará la probabili-dad de formación de capas de polvo combustible sobre los aparatos.
Supongamos que en una sala de calderas, cuyo combustible sea el gas natural, se recurre a la instala-ción de un sistema de detección de gases inflamables. Con este diseño
se establece el local como si no tu-viera emplazamientos peligrosos y se podría ejecutar una instalación eléctrica de uso general. Con este subterfugio, si se detecta la presen-cia de una pequeña fuga de gas de concentración inferior a la míni-ma correspondiente a la atmósfera explosiva, se desconectarán todas las posibles fuentes de ignición, eliminando el riesgo de coinciden-cia y, por tanto, de explosión. Esta solución deberá estar justificada en un Documento de Protección contra Explosiones, donde también se comprobará que los detectores son adecuados para la improbable atmósfera explosiva. Ejemplos de emplazamientos peligrososHay muchas instalaciones como refinerías, industrias químicas, su-ministro de gas, etc. donde está muy reconocida la probabilidad de presencia de atmósferas explosivas. Hay otras, sobre todo pequeñas empresas, donde se desconoce este riesgo. Esta ignorancia es la que origina una situación realmente peligrosa.
Según la guía de buenas prác-ticas de aplicación de la Directiva 1999/92/CE y la Instrucción Técni-ca 29 de prescripciones particulares para las instalaciones eléctricas de los locales con riesgo de incendio o explosión del Reglamento Elec-trotécnico para Baja Tensión, las instalaciones donde puede haber emplazamientos peligrosos son:
• Lugares donde se trasvasen líquidos inflamables.
• Garajes. • Talleres de reparación de
vehículos.• Interior de cabinas de
pintura y su entorno si se utilizan disolventes inflama-bles.
• Secaderos de material tratado con disolventes in-flamables.
• Locales de extracción de grasas y aceites con disolven-tes inflamables.
• Zonas de lavanderías y tintorerías que empleen lí-quidos inflamables.
• Salas de gasógenos.• Vertederos donde puedan acu-
mularse gases inflamables en túne-les, sótanos, etc.
• Plantas de tratamiento de resi-duos urbanos, gases de digestión.
• Explotaciones agrícolas que tengan instalaciones generadoras de biogás.
• Lugares donde se produzcan, manipulen, almacenen o consuman gases inflamables.
• Industria farmacéutica, por el empleo de alcoholes y disolventes.
• Salas de bombas y compresores de líquidos y gases inflamables.
• Refrigeradores y/o congeladores que almacenen recipientes con sus-tancias inflamables.
• Zonas de trabajo, manipulación y almacenamiento de la industria alimenticia que manejen granos, azúcar y derivados.
• Zonas de industrias químicas y farmacéuticas en las que se produz-ca polvo inflamable.
• Parques de almacenamiento y transporte de carbón.
• Plantas de coquización.• Plantas de producción y alma-
cenamiento de azufre.• Industria de trabajo de la made-
ra, como carpinterías.• Elaboración de metales donde
se genere polvo metálico de Al, Mg, etc.
• Zonas de tratamiento de textiles como algodón. Plantas de desmota-doras de algodón.
• Plantas de procesado de lino. Plantas de fabricación y procesado de fibras.
• Talleres de confección, etc.
Fuen
te: P
yrob
an.
Automática e Instrumentación Enero 2010 / n.º 414
46
Seguridad ATEX
Como todos estos lugares o re-cintos se citan en la reglamenta-ción vigente, están sometidos a los decretos y normas relacionados con las atmósferas explosivas. Esta exigencia es incuestionable, salvo que haya otro documento oficial posterior que la excluya. Por ejem-plo, para los garajes se ha realizado un informe que justifica que con el caudal de ventilación reglamentado para eliminar los gases tóxicos, se diluyen los posibles escapes de va-pores inflamables del automóvil, la extensión de la atmósfera explosiva es despreciable y no hay emplaza-mientos peligrosos.
En todas estas instalaciones hay que confeccionar un Documento de Protección contra Explosiones. Esta exigencia no debe alarmar a sus empresarios o responsables. Así como un documento de una gran industria química es posible que conste de varios tomos, el co-rrespondiente, por ejemplo, a un simple desprendimiento de polvo inflamable en un taller de madera o un almacenamiento de alcohol en una industria farmacéutica, no debe extenderse más de unas hojas.
Es responsabilidad del empresario haber elaborado el Documento de Protección contra Explosiones y su aplicación desde las fechas estable-cidas. A efecto de la Directiva se entiende por empresario cualquier persona física o jurídica que sea titular de la relación laboral con el trabajador y tenga responsabilidad de la empresa.
Conociendo estas obligaciones va-mos a ver cómo se podrían realizar algunas partes del documento, las que consideramos más dificultosas y con mayor penalización económica si no se hacen de forma precisa.
Evaluación de los riesgos de explosiónNos parece crucial que uno de los primeros ejercicios del Documento sea hacer una evaluación global de los riesgos de explosión. Para desa-rrollar esta actividad podemos apli-car la guía oficial de la Directiva.
Como indica la guía, este pro-ceso de evaluación debe referirse a cada caso concreto y no puede
generalizarse.La evaluación de cada instalación
debe realizarse considerando que se encuentra en condiciones de fun-cionamiento normal. Es la situación en la que los equipos funcionan dentro de los parámetros de dise-ño. Se consideran funcionamiento normal los pequeños escapes por deterioro del material, por ejemplo de los cierres de las bombas, que van a ser solucionados sin detener el funcionamiento de la planta. También se consideran los escapes que puedan originarse durante la actividad, por ejemplo la descarga de cereales de un camión en una tolva. Comprende las condiciones de arranque y parada de una insta-lación, los errores de manipulación previsibles y los trabajos de manteni-miento con la planta en servicio.
No son funcionamiento normal las situaciones catastróficas ni los fallos que precisen una parada de la planta o del proceso de trabajo. Estas situaciones no normales se-rán objeto de otros estudios como al análisis de errores, de riesgos de fallos y operación, etc.
Para hacer esta evaluación nos podemos basar en la tabla de la figura 2.1 de la guía de la directiva, haciendo una aplicación práctica:
• Si no hay presencia de sustan-cias inflamables. No se aplica la Directiva.
• Si hay presencia de sustancias inflamables pero no se forma una atmósfera explosiva bien porque
no haya escapes, bien porque no haya dispersión de la mezcla en el aire o bien porque la cantidad sea insuficiente. Hay que hacer un documento justificativo, pero no se aplica el resto de requisitos.
• Si hay presencia de sustancias inflamables y existe la probabilidad de que se forme una atmósfera ex-plosiva hay que intentar prevenirla. Se puede lograr por dilución con una potente ventilación, por inerti-zación si son locales cerrados, por eliminación de acumulaciones de polvo, por utilización de detectores de presencia de gas, etc. Hay que hacer un documento justificativo, pero no se aplica el resto de requi-sitos.
• Si hay presencia de sustancias inflamables y no es posible cumplir lo indicado en el punto anterior, ha-brá que admitir la posible aparición de una atmósfera explosiva. Hay que hacer la clasificación de áreas peligrosas.
• Concluida la clasificación de áreas peligrosas, deben adoptarse medidas protectoras en los equipos y proceso para evitar que sean fuente de ignición que puedan coincidir con una atmósfera explosiva. La protección de cada fuente de igni-ción será adecuada a la peligrosidad del lugar donde está ubicada. Hay que aplicar la directiva.
• Si adoptando las medidas del punto anterior no se previene de manera fiable la ignición de la posi-ble atmósfera explosiva, se recurrirá a medidas protectoras adicionales. Pueden ser constructivas resistentes a la presión, de descarga o supresión de la explosión o que impidan su propagación. Hay que aplicar la directiva y adoptar medidas protec-toras adicionales
Con este análisis sabremos si en la planta o recinto es suficiente con una instalación apta para atmósfe-ras explosivas (ATEX) o además hay que recurrir a medidas protectoras adicionales.
Clasificación de áreas peligrosasLa clasificación es el procedimien-to para evaluar la probabilidad de aparición de atmósferas explosivas
■ Toma de corriente ATEX. (Cortesía de Cooper Crouse-Hinds).
Enero 2010 / n.º 414 Automática e Instrumentación
47
Seguridad ATEX
gaseosas, pulverulentas o mixta y su extensión. También hay que analizar la formación de nieblas peligrosas.
La clasificación se lleva a cabo considerando la instalación en fun-cionamiento normal, es decir, en las mismas condiciones de fun-cionamiento que se establecieron para la evaluación de los riesgos de explosión del apartado anterior.
Debe realizarse por personas ex-pertas que obtengan información de los conocedores de las sustancias, de la operación, de los equipos, de los trabajos de funcionamiento, etc. Esta experiencia servirá para que al hacer la clasificación se propongan mejoras que eliminen o reduzcan los escapes, incorporen o modifiquen la ventilación y desplacen las fuentes de ignición. Todo orientado a dismi-nuir la peligrosidad.
Hay que actualizarla al añadir o modificar un equipo sea eléctrico o no, al modificar el procedimiento de operación, al modificar una tubería o recipiente, etc.
La peligrosidad de los emplaza-mientos se define en zonas, que son:
• Zona 0, donde la presencia de la atmósfera de gas explosiva es continua o muy frecuente.
• Zona 1, donde es probable que aparezca una atmósfera de gas ex-plosiva en funcionamiento normal.
• Zona 2, donde no es probable que aparezca una atmósfera de gas explosiva en funcionamiento normal y si lo hace es durante un corto periodo.
• Zona 20, donde una atmósfera explosiva en forma de nube pul-verulenta está presente permanen-temente o frecuentemente.
• Zona 21, donde una atmósfera explosiva en forma de nube pulveru-lenta es probable en funcionamiento normal.
• Zona 22, donde no es probable que aparezca en funcionamiento normal una atmósfera explosiva en forma de nube pulverulenta y si lo hace es durante un corto periodo.
Consideramos que el método más sencillo de clasificación es identi-ficar en primer lugar las posibles fuentes de escape de sustancia in-
flamable de los recipientes, equipos y proceso y establecer su grado. A continuación, conociendo si la ventilación es adecuada o no, se de-terminará el tipo de zona alrededor de cada escape.
Para establecer la extensión de la zona alrededor de cada fuente de escape, se pueden aplicar figuras como las que se indican en las nor-mas UNE, en normas de otros países o en publicaciones de reconocido prestigio. También se puede calcular con el procedimiento que se facilita en las normas UNE-EN 60079-10 o CEI 60079-10-1 o mejor empleando la guía UNE 202007 IN.
Si al analizar una instalación per-cibimos que puede haber zonas 0, 20, 1 o 21 en el exterior de los recipientes y conducciones, donde van a permanecer total o permanen-temente los trabajadores, hay que proponer mejoras para que pasen a ser zona 2 o 22. Uno de los objetivos de la actividad de la clasificación tiene que ser que la casi totalidad de los emplazamientos peligrosos en el exterior de los recipientes,
equipos y canalizaciones sean zona 2 o 22. Las zonas 0, 1, 20 o 21 sólo se deben consentir en el interior de los recipientes o contenedores. Sólo se deben admitir al aire libre si no fuera posible o recomendable la adopción de las innovaciones que minimicen la peligrosidad.
Análisis de las fuentes de igniciónEl objeto de este apartado es com-probar que todas las posibles fuentes de ignición que estén presentes en la planta objeto de evaluación sean adecuadas a la peligrosidad de la zona donde estén ubicadas.
El trabajo adicional que se ha dedicado a la clasificación para determinar principalmente zonas 2 o 22, facilitará ahora la evalua-ción y exigencias a las fuentes de ignición.
La guía de la Directiva remite a la norma UNE-EN 1127-1 para ver los tipos de fuentes de ignición. Son trece:
• Superficies calientes. Se com-probará que las temperaturas de
Bibliografía
• Directiva 1999/92/CE del Parlamento Europeo y del Consejo de 16 de diciembre de 1999 relativa a las disposiciones mínimas para la mejora de la protección de la salud y la seguridad de los trabajadores expuestos a los riesgos derivados de atmósferas explosivas en el lugar de trabajo.
• Real Decreto 681/2003 de 12 de junio sobre la protección de la salud y la seguridad de los trabajadores expuestos a los riesgos derivados de atmósferas explosivas en el lugar de trabajo.
• ITC-BT-29 Prescripciones particulares para las instalaciones eléc-tricas de los locales con riesgo de incendio o explosión del Reglamento Electrotécnico para Baja Tensión.
• Norma UNE-EN 60079-10. Material eléctrico para atmósferas de gas explosivas. Parte 10: Clasificación de emplazamientos peligrosos.
• Norma CEI 60079-10-1 Atmósferas explosivas. Parte 10-1: Clasifi-cación de emplazamientos. Atmósferas explosivas gaseosas.
• Norma UNE-EN 61241-10. Material eléctrico para uso en presencia de polvo combustible. Parte 10: Clasificación de emplazamientos en donde están o pueden estar presentes polvos combustibles.
• Informe UNE 202007 IN Guía de aplicación de la Norma UNE-EN 60079-10.
• Guía de buenas prácticas de carácter no obligatorio para la aplica-ción de la Directiva 1999/92/CE.
• Norma UNE-EN 1127-1 Atmósferas explosivas. Prevención y pro-tección contra la explosión. Parte 1: Conceptos básicos y metodología
• Ley 31/1995 de 8 de noviembre de Prevención de Riesgos Labo-rales.
Automática e Instrumentación Enero 2010 / n.º 414
48
Seguridad ATEX
las superficies calientes son inferiores a la de ignición de la atmósfera explosiva gaseosa o 2/3 de la pul-verulenta. Se analizará el efecto de las posibles capas de polvo depositadas sobre las superficies calientes. Se tendrán en cuenta ciertas particularidades, por ejem-plo, cuando una atmósfera explosiva entra en contacto con una superficie convexa, se necesita una temperatura superficial más elevada para producir la ignición.
• Llamas. Las llamas abiertas no están permiti-das en los emplazamien-tos peligrosos. Se comprobará el confinamiento de las llamas, la temperatura de los gases calientes y la toma del aire necesario para la combustión.
• Chispas de origen mecánico. Los equipos mecánicos posteriores al 30 de junio de 2003 deberán cumplir la Directiva y tener un marcado y declaración de conformidad de acuerdo a su Categoría.
Los equipos mecánicos instalados antes de la fecha anterior, si están ubicados en zona 2 o 22, pueden ser evaluados por un experto. Si están situados en zona 1 o 21 y no son motores de combustión inter-na, podrían ser evaluados por un experto.
• Material eléctrico. Los equipos eléctricos e instalaciones posteriores al 30 de junio de 2003 deberán cum-plir la Directiva y tener un marcado y declaración de conformidad de acuerdo a su Categoría.
En los equipos anteriores a la fecha citada, se comprobará que disponen de documentación o mar-cado que justifique un modo de pro-tección de acuerdo al reglamento en vigor en la fecha que se instalaron. Los que no tengan marcado ni do-cumentación, si están ubicados en zona 2 o 22, pueden ser evaluados por un experto.
• Corrientes eléctricas parásitas, protección contra la corrosión cató-dica. Se identificarán las corrientes eléctricas parásitas y las debidas a los sistemas de protección catódica
por inyección de corriente. Se estu-diarán sus peligros y se comprobará que hay uniones equipotenciales entre todas las partes metálicas.
• Electricidad estática. Se lo-calizarán los peligros debidos a la electricidad estática. Se comprobará que hay uniones equipotenciales entre todas las partes metálicas que puedan cargarse y que se evitan cargas peligrosas de las partes no conductoras.
• Rayo. Los elementos captadores no pueden estar en emplazamientos peligrosos. Es recomendable que las bajantes tampoco estén en emplaza-mientos peligrosos. Hay que analizar si es necesaria la instalación de un sistema de protección contra sobre-tensiones.
• Campos electromagnéticos de 10 kHz a 3 x 109 kHz. Se compro-bará que no hay partes metálicas que se comporten como antenas y se puedan calentar en exceso. Los aparatos se considerarán como material eléctrico.
• Ondas electromagnéticas de 3 x 1011 Hz a 3 x 1016 Hz. Se comprobará que no hay partes que puedan ab-sorber estas radiaciones y calentarse excesivamente. Los aparatos se con-siderarán como material eléctrico.
• Radiación ionizante. La energía de la radiación debe estar limitada para que no produzca la ignición de la posible atmósfera explosiva que atraviesa. Los aparatos se conside-raran como material eléctrico.
• Ultrasonidos. Las ondas tienen
una limitación de frecuencia y de densidad de potencia, para evitar la ignición de la atmósfera explosiva que atraviesen. Los aparatos se considerarán como material eléctrico.
• Compresión adiabática y ondas de choque. Se com-probará que no se alcanzan altas temperaturas por com-presiones adiabáticas ni por ondas de choque debidas a ciertos procesos.
• Reacciones exotérmicas incluyendo la autoignición de polvos. En caso de pro-ducirse hay que dispones de los medios de protección
apropiados a cada caso particular.
Actualización del Documento de Protección contra ExplosionesTan importante como la elaboración inicial del documento es la actuali-zación por cualquier cambio, modi-ficación o mejora de la instalación.
Nos consta que hay muchas em-presas que no lo hacen, pero debe quedar claro que esta actualización es otra exigencia que hace el Real Decreto al empresario. Estos cam-bios no sólo deben comprender los de la instalación eléctrica o de instrumentación (como ha sido tradicional), sino también deben contemplar las modificaciones de tuberías, de recipientes, de proceso, etc. que puedan, por ejemplo, crear fuentes de escape donde antes no las había.
Es necesario que en las organi-zaciones laborales de las empresas se asigne una persona o un grupo que analice desde el punto de vista ATEX todas las modificaciones o mejoras que se vayan a realizar. Estos cambios se deberán valo-rar como posible nueva fuente de escape de sustancia inflamable o como posible fuente de ignición y así cumplir las disposiciones de la reglamentación.
José María AmézagaExperto en instalaciones [email protected]
■ Cajas de derivación ATEX. (Cortesía de Cooper Crouse-Hinds).

51
Enero 2010 / n.º 414 Automática e Instrumentación
Seguridad ATEX
L a seguridad intrínseca es un método de protección contra explosiones, usado en áreas
potencialmente explosivas, para instrumentos y equipos eléctricos de baja potencia basado en el criterio de “prevención”. El empleo de este método consiste en la adopción de una serie de medidas en un circuito eléctrico para que ninguna chispa, arco o efecto térmico producido en las condiciones de ensayo pre-vistas en las normas, bien sea en funcionamiento normal o en las condiciones específicas de fallo, sea capaz de provocar la inflama-ción de una mezcla explosiva dada. Previene, por tanto, la ignición del medio inflamable gracias a que los instrumentos colocados en el área peligrosa son incapaces de generar o almacenar suficiente energía, a la vez que se limita, mediante el empleo de dispositivos conocidos como barreras y/o aisladores de seguridad intrínseca, la energía (sea ésta del tipo que sea) que le es suministrada al instrumento desde el área segura.
De lo anterior se desprende que el objetivo de la seguridad intrínseca es evitar que ocurra la explosión, a diferencia de otros métodos, llama-dos de “contención” (a prueba de explosión, en inglés: explosion-proof o flame-proof), los cuales sólo persi-guen evitar que la explosión se pro-pague. El método de “contención” consiste en colocar los componentes
eléctricos/electrónicos en el interior de cajas o carcasas antideflagrantes construidas de tal manera que pue-dan resistir la sobrepresión interna y las altas temperaturas resultantes de una eventual explosión que ocurra dentro de la caja. Por lo tanto, este método no impide que se produzca la ignición de la atmósfera explosiva que eventualmente está dentro de
la caja, por lo que la ocurrencia de un evento de ese tipo produce un daño irreparable a los componentes que se encuentren alojados dentro de ella. El empleo de la seguridad intrínseca mantiene limitados a niveles seguros la corriente y el voltaje (energía eléctrica) en el área peligrosa, lo que impide que se produzca energía suficiente de cual-
Método de protección de seguridad intrínseca
Algunos aspectos y ejemplos prácticosLa seguridad intrínseca es un método de protección ampliamente difundido y aceptado en el mercado industrial desde el nacimiento de la instrumentación electrónica. Su empleo se traduce en ventajas considerables desde el punto de vista de seguridad, mantenimiento y operación, a la vez que conlleva importantes ahorros desde el punto de vista de adquisición, montaje y mantenimiento.
Fuen
te: P
hoen
ix C
onta
ct.
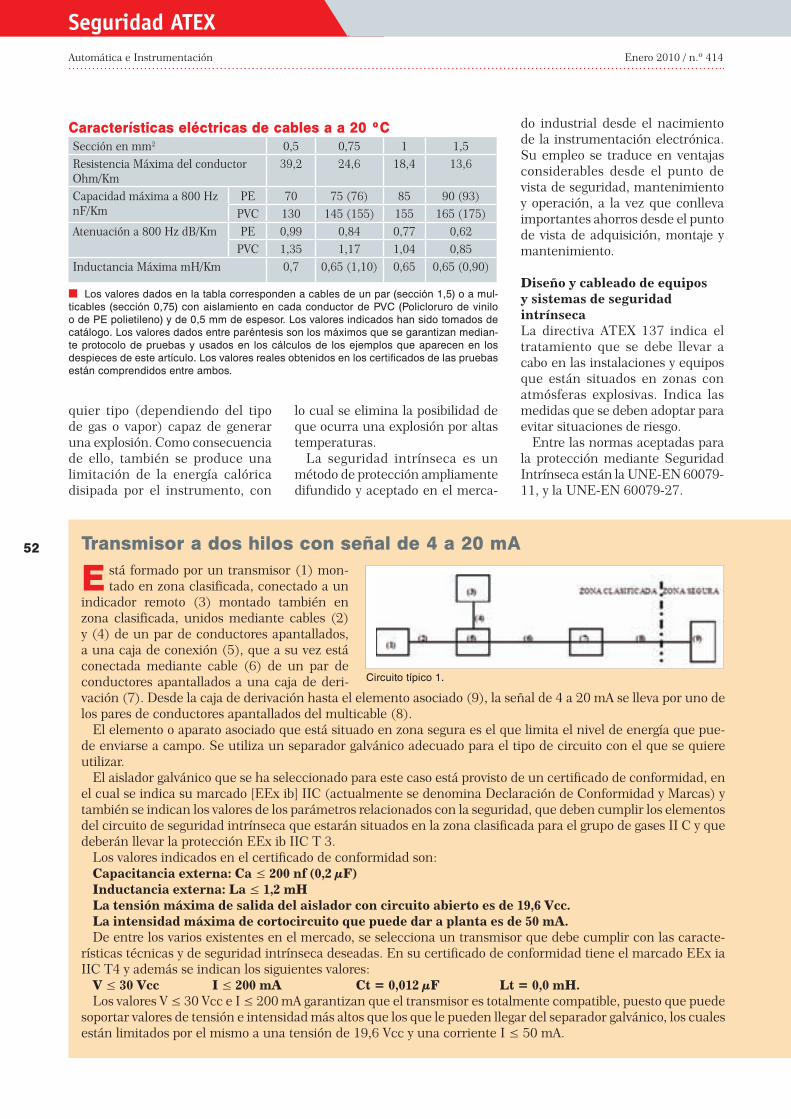
Automática e Instrumentación Enero 2010 / n.º 414
52
Seguridad ATEX
quier tipo (dependiendo del tipo de gas o vapor) capaz de generar una explosión. Como consecuencia de ello, también se produce una limitación de la energía calórica disipada por el instrumento, con
lo cual se elimina la posibilidad de que ocurra una explosión por altas temperaturas.
La seguridad intrínseca es un método de protección ampliamente difundido y aceptado en el merca-
do industrial desde el nacimiento de la instrumentación electrónica. Su empleo se traduce en ventajas considerables desde el punto de vista de seguridad, mantenimiento y operación, a la vez que conlleva importantes ahorros desde el punto de vista de adquisición, montaje y mantenimiento.
Diseño y cableado de equipos y sistemas de seguridad intrínsecaLa directiva ATEX 137 indica el tratamiento que se debe llevar a cabo en las instalaciones y equipos que están situados en zonas con atmósferas explosivas. Indica las medidas que se deben adoptar para evitar situaciones de riesgo.
Entre las normas aceptadas para la protección mediante Seguridad Intrínseca están la UNE-EN 60079-11, y la UNE-EN 60079-27.
Características eléctricas de cables a a 20 ºCSección en mm2 0,5 0,75 1 1,5Resistencia Máxima del conductor Ohm/Km
39,2 24,6 18,4 13,6
Capacidad máxima a 800 Hz nF/Km
PE 70 75 (76) 85 90 (93)PVC 130 145 (155) 155 165 (175)
Atenuación a 800 Hz dB/Km PE 0,99 0,84 0,77 0,62PVC 1,35 1,17 1,04 0,85
Inductancia Máxima mH/Km 0,7 0,65 (1,10) 0,65 0,65 (0,90)
■ Los valores dados en la tabla corresponden a cables de un par (sección 1,5) o a mul-ticables (sección 0,75) con aislamiento en cada conductor de PVC (Policloruro de vinilo o de PE polietileno) y de 0,5 mm de espesor. Los valores indicados han sido tomados de catálogo. Los valores dados entre paréntesis son los máximos que se garantizan median-te protocolo de pruebas y usados en los cálculos de los ejemplos que aparecen en los despieces de este artículo. Los valores reales obtenidos en los certificados de las pruebas están comprendidos entre ambos.
Transmisor a dos hilos con señal de 4 a 20 mA
E stá formado por un transmisor (1) mon-tado en zona clasificada, conectado a un
indicador remoto (3) montado también en zona clasificada, unidos mediante cables (2) y (4) de un par de conductores apantallados, a una caja de conexión (5), que a su vez está conectada mediante cable (6) de un par de conductores apantallados a una caja de deri-vación (7). Desde la caja de derivación hasta el elemento asociado (9), la señal de 4 a 20 mA se lleva por uno de los pares de conductores apantallados del multicable (8).
El elemento o aparato asociado que está situado en zona segura es el que limita el nivel de energía que pue-de enviarse a campo. Se utiliza un separador galvánico adecuado para el tipo de circuito con el que se quiere utilizar.
El aislador galvánico que se ha seleccionado para este caso está provisto de un certificado de conformidad, en el cual se indica su marcado [EEx ib] IIC (actualmente se denomina Declaración de Conformidad y Marcas) y también se indican los valores de los parámetros relacionados con la seguridad, que deben cumplir los elementos del circuito de seguridad intrínseca que estarán situados en la zona clasificada para el grupo de gases II C y que deberán llevar la protección EEx ib IIC T 3.
Los valores indicados en el certificado de conformidad son: Capacitancia externa: Ca ≤ 200 nf (0,2 µF)Inductancia externa: La ≤ 1,2 mH La tensión máxima de salida del aislador con circuito abierto es de 19,6 Vcc.La intensidad máxima de cortocircuito que puede dar a planta es de 50 mA.De entre los varios existentes en el mercado, se selecciona un transmisor que debe cumplir con las caracte-
rísticas técnicas y de seguridad intrínseca deseadas. En su certificado de conformidad tiene el marcado EEx ia IIC T4 y además se indican los siguientes valores:
V ≤ 30 Vcc I ≤ 200 mA Ct = 0,012 µF Lt = 0,0 mH.Los valores V ≤ 30 Vcc e I ≤ 200 mA garantizan que el transmisor es totalmente compatible, puesto que puede
soportar valores de tensión e intensidad más altos que los que le pueden llegar del separador galvánico, los cuales están limitados por el mismo a una tensión de 19,6 Vcc y una corriente I ≤ 50 mA.
Circuito típico 1.

Enero 2010 / n.º 414 Automática e Instrumentación
53
Seguridad ATEX
En la norma EN/60069-14 se puede estudiar el material eléctrico para atmósferas de gas explosivas; concretamente en su capítulo 12 se muestran los requisitos adicio-nales para el modo de protección “i” de seguridad intrínseca. Pos-teriormente se indicarán algunos requisitos para la puesta a tierra de circuitos de seguridad intrínseca. Evidentemente, se recomienda la adquisición y el estudio de las nor-mas para obtener un conocimiento más profundo del tema.
Hay otras normas ya armonizadas o en trámite, pero son práctica-mente iguales a las citadas. Cum-plimentando la parte técnica de los equipos y sistemas con las normas indicadas se cumple con la legisla-ción exigible.
La directiva ATEX, además de las cuestiones técnicas, exige realizar y cumplimentar otras tareas admi-
nistrativas, que se deben cumplir, como son documentar y mantener los equipos.
Documentación del sistema según ATEXLa empresa diseñadora de los cir-cuitos de seguridad intrínseca debe responsabilizarse de analizar las certificaciones de los componentes individuales del circuito, verificará que las certificaciones pertenecen al mismo ámbito normativo, por ejem-plo según ATEX, a la misma norma CENELEC, a la misma categoría, por ejemplo EEx-ia o a EEx-ib y al mismo grupo de gases y temperatura superficial.
El circuito tendrá la clasificación con la categoría inferior que tenga cualquiera de los elementos que lo componen.
También deberá analizar los circui-tos teniendo en cuenta la longitud de
los cables utilizados. De acuerdo con las características de los mismos, verificará que no se sobrepasan los límites de capacidad, inductancia o impedancia máxima.
Con los certificados individuales, los dibujos de los diversos circuitos y los cálculos necesarios para la verificación, se confeccionará un documento que formará parte del Documento general de Seguridad contra Explosiones.
El documento del sistema es un documento “vivo” que tiene que ser permanentemente actualizado ante cualquier modificación o amplia-ción que se realice y debe contener la siguiente información:
• Definición del entorno. Clase, zona, grupo. Donde se instalan los equipos y cables.
• Referencias. Certificado de los equipos y condiciones de utiliza-ción.
El indicador remoto también debe disponer de un certificado de conformidad de seguridad intrínseca que indique que es apto para su insta-lación en la zona deseada. Se elige un indicador de tipo amperimétrico con marcado EEx ib IIC T6, y en el certificado se indica que debe ser utilizado en circuitos de seguridad intrínseca, con los siguientes valores: Intensidad máxima de cortocircuito I ≤ 150 mA. La inductancia interna es Li = 0,21 mH y la capacitancia in-terna es Ci = 0,0.
La intensidad máxima I ≤ 150 mA que puede soportar sin producir ignición en el área indicada en el marcado es bastante mayor de la que puede pasar por el circuito al estar limitada a 50 mA por el separador galvánico.
En paralelo con el indicador se puede colocar un diodo polarizado directamente para que en el caso de una rotura o desconexión del indicador no se abra el circuito. El diodo tendrá una resistencia directa lo suficiente-mente alta para que la intensidad que pase por el indicador sea normalmente del 99%.
En cuanto a los cables, se debe tener en cuenta el total de la capacitancia Cl y la inductancia Ll, de la línea formada por los cables (2), (4), (6) y (8).
Se debe cumplir Ct + Ci + Cl ≤ 200 nf (0,2 µF) Lt + Li + Ll ≤ 1,2 mH Los cables (2) (4) y (6) suman entre los tres una longitud de 60 m, el multicable (8) tiene una longitud de 350
m. Se calcula la capacitancia y la inductancia del total de la línea (ver tabla de cables al principio del artículo).Cl = (0, 17 x 0,060) + (0,15 x 0,350) = 0,0627 µFLl = (0,9 x 0,060) + (1,1 x 0,350) = 0,439 mHSe calculan las capacitancias e inductancias totales del circuito teniendo en cuenta todos los elementos que
lo componen, transmisor, indicador y cables.(Ct = 0,012) + (Ci = 0,0) + (Cl = 0,0627) = 0,0747µF < 0,2µF ES ACEPTABLE.(Lt = 0,0) + (Li = 0,21) + (Ll = 0,439) = 0,649 mH < 1,2 mH ES ACEPTABLE.El circuito de seguridad intrínseca es aceptable puesto que los componentes del mismo responden a las ca-
racterísticas exigidas para la instalación.
Fuente: Burkert.
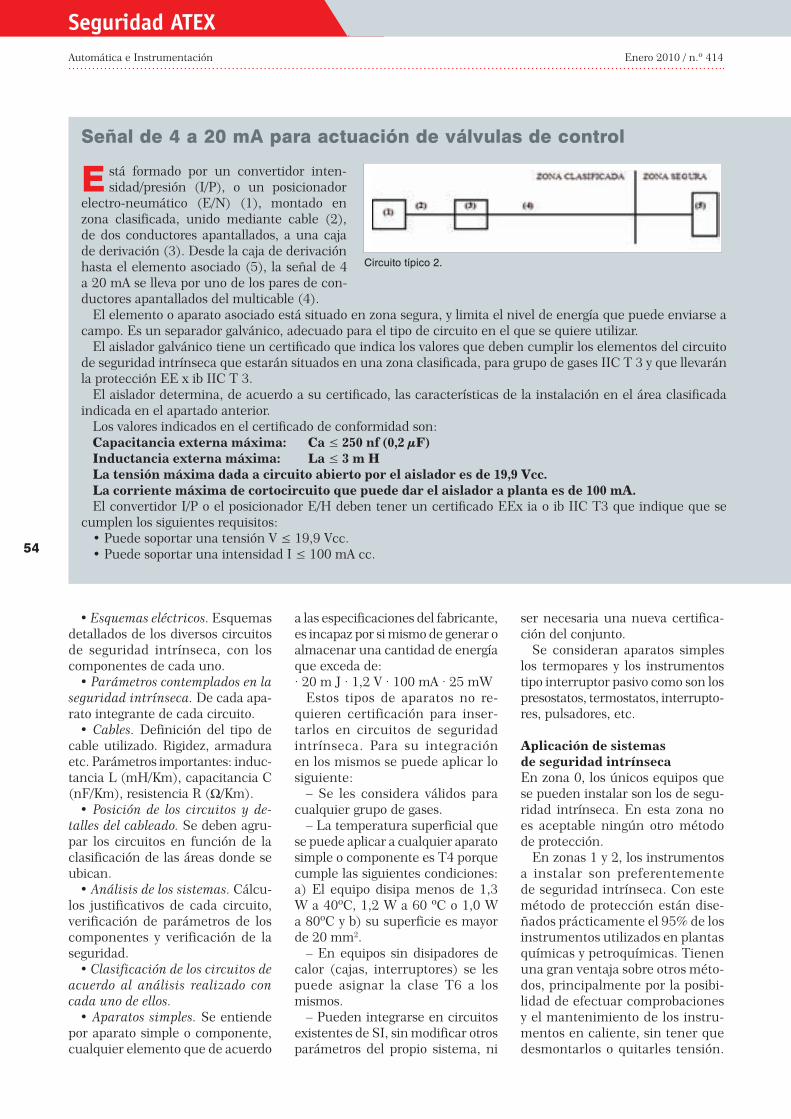
Automática e Instrumentación Enero 2010 / n.º 414
54
Seguridad ATEX
• Esquemas eléctricos. Esquemas detallados de los diversos circuitos de seguridad intrínseca, con los componentes de cada uno.
• Parámetros contemplados en la seguridad intrínseca. De cada apa-rato integrante de cada circuito.
• Cables. Definición del tipo de cable utilizado. Rigidez, armadura etc. Parámetros importantes: induc-tancia L (mH/Km), capacitancia C (nF/Km), resistencia R (W/Km).
• Posición de los circuitos y de-talles del cableado. Se deben agru-par los circuitos en función de la clasificación de las áreas donde se ubican.
• Análisis de los sistemas. Cálcu-los justificativos de cada circuito, verificación de parámetros de los componentes y verificación de la seguridad.
• Clasificación de los circuitos de acuerdo al análisis realizado con cada uno de ellos.
• Aparatos simples. Se entiende por aparato simple o componente, cualquier elemento que de acuerdo
a las especificaciones del fabricante, es incapaz por si mismo de generar o almacenar una cantidad de energía que exceda de:· 20 m J · 1,2 V · 100 mA · 25 mW
Estos tipos de aparatos no re-quieren certificación para inser-tarlos en circuitos de seguridad intrínseca. Para su integración en los mismos se puede aplicar lo siguiente:
– Se les considera válidos para cualquier grupo de gases.
– La temperatura superficial que se puede aplicar a cualquier aparato simple o componente es T4 porque cumple las siguientes condiciones: a) El equipo disipa menos de 1,3 W a 40ºC, 1,2 W a 60 ºC o 1,0 W a 80ºC y b) su superficie es mayor de 20 mm2.
– En equipos sin disipadores de calor (cajas, interruptores) se les puede asignar la clase T6 a los mismos.
– Pueden integrarse en circuitos existentes de SI, sin modificar otros parámetros del propio sistema, ni
ser necesaria una nueva certifica-ción del conjunto.
Se consideran aparatos simples los termopares y los instrumentos tipo interruptor pasivo como son los presostatos, termostatos, interrupto-res, pulsadores, etc.
Aplicación de sistemas de seguridad intrínsecaEn zona 0, los únicos equipos que se pueden instalar son los de segu-ridad intrínseca. En esta zona no es aceptable ningún otro método de protección.
En zonas 1 y 2, los instrumentos a instalar son preferentemente de seguridad intrínseca. Con este método de protección están dise-ñados prácticamente el 95% de los instrumentos utilizados en plantas químicas y petroquímicas. Tienen una gran ventaja sobre otros méto-dos, principalmente por la posibi-lidad de efectuar comprobaciones y el mantenimiento de los instru-mentos en caliente, sin tener que desmontarlos o quitarles tensión.
Señal de 4 a 20 mA para actuación de válvulas de control
E stá formado por un convertidor inten-sidad/presión (I/P), o un posicionador
electro-neumático (E/N) (1), montado en zona clasificada, unido mediante cable (2), de dos conductores apantallados, a una caja de derivación (3). Desde la caja de derivación hasta el elemento asociado (5), la señal de 4 a 20 mA se lleva por uno de los pares de con-ductores apantallados del multicable (4).
El elemento o aparato asociado está situado en zona segura, y limita el nivel de energía que puede enviarse a campo. Es un separador galvánico, adecuado para el tipo de circuito en el que se quiere utilizar.
El aislador galvánico tiene un certificado que indica los valores que deben cumplir los elementos del circuito de seguridad intrínseca que estarán situados en una zona clasificada, para grupo de gases IIC T 3 y que llevarán la protección EE x ib IIC T 3.
El aislador determina, de acuerdo a su certificado, las características de la instalación en el área clasificada indicada en el apartado anterior.
Los valores indicados en el certificado de conformidad son:Capacitancia externa máxima: Ca ≤ 250 nf (0,2 µF)Inductancia externa máxima: La ≤ 3 m H La tensión máxima dada a circuito abierto por el aislador es de 19,9 Vcc.La corriente máxima de cortocircuito que puede dar el aislador a planta es de 100 mA.El convertidor I/P o el posicionador E/H deben tener un certificado EEx ia o ib IIC T3 que indique que se
cumplen los siguientes requisitos:• Puede soportar una tensión V ≤ 19,9 Vcc.• Puede soportar una intensidad I ≤ 100 mA cc.
Circuito típico 2.
Enero 2010 / n.º 414 Automática e Instrumentación
55
Seguridad ATEX
Todos los detectores o transmisores a dos hilos, incluidos los termopares y termorresistencias en combina-ción con los transmisores o con otros elementos receptores, pueden ser de seguridad intrínseca.
Los equipos de seguridad intrín-seca están divididos en dos cate-gorías:
• EEx-ia. Es la categoría más segura. Los instrumentos marcados así pueden instalarse en zonas 0,1 y 2.
• EEx-ib. Es la categoría de se-gundo nivel de seguridad. Los ins-trumentos marcados así se pueden instalar sólo en zonas 1 y 2.
Diseño de sistemas de seguridad intrínseca y certificacionesLos sistemas de seguridad intrínseca están formados por tres elementos fundamentales.
• Equipo instalado en zona peli-grosa. Transmisor solo, o transmisor con indicador remoto en serie y con-vertidor de intensidad de presión, o
posicionador electro neumático para actuación de válvulas de control.
• Aparato asociado situado en zona segura en sala de control o sala de racks. Es un aislador galvánico o una barrera zener. Este aparato es el que limita el nivel de energía que puede enviarse al campo, dado que proporciona la alimentación al instrumento de campo y controla la máxima intensidad circulante por el circuito.
• Sistema de interconexión entre el aparato de campo y el aparato en zona segura. Lo forman el cable o cables de interconexión que unen los aparatos de campo.
Excepto el aparato asociado que está situado en zona segura, todos los demás elementos que conforman un circuito, los prensaestopas, los regleteros de las cajas de conexión y las propias cajas de conexión están situados en zona clasificada como peligrosa.
El diseño de cada circuito será lo más simple que se pueda. Por ejemplo, un transmisor simple y
un indicador que puede ir incor-porado en el transmisor. En este caso, la certificación del transmisor contempla el indicador incorpora-do. Cuando se utiliza un indicador remoto, montado en serie con la señal del transmisor, es necesario obtener un certificado del indicador y tener en cuenta sus características de capacitancia e inductancia junto con las del transmisor, cables y otros componentes del circuito.
Todos los componentes de un cir-cuito de seguridad intrínseca deben estar certificados y marcados. No necesitan certificados los cables ni los aparatos simples.
Puesta a tierra en circuitos de seguridad intrínsecaEn la Norma Española UNE-EN 60079-14, cuyo título es Material eléctrico para atmósferas de gas explosivas. Parte 14: Instalaciones eléctricas en Áreas peligrosas (a excepción de las minas), en concreto en el Capitulo 12: Requisitos adi-cionales para el modo de protección
En el certificado deben figurar los valores internos de capacidad Cc e inductancia Lc
En el diseño de este circuito de seguridad intrínseca se elige utilizar un convertidor I/P con un certificado que lo clasifica como EEx ia IIC T3 con los siguientes valores:
V ≤ 30 Vcc I ≤ 200 mA Lc = 0 mH Cc = 0,02 µFLos valores V ≤ 30 Vcc e I ≤ 200 mA garantizan que
el convertidor es totalmente compatible puesto que puede soportar valores de tensión e intensidad más altos que los que le pueden llegar del separador gal-vánico, los cuales están limitados por el mismo a una tensión de 19,9 Vcc y una corriente I ≤ 100 mA.
En relación con los cables, se debe tener en cuenta el total de la capacitancia Cl y la inductancia Ll, de la línea formada por los cables (2) y (4).
Se debe cumplir Cc + Cl ≤ 0,2 µF Lc + Ll ≤ 3 mH El cable (2) tiene una longitud de 60 m, el multicable (4) tiene una longitud de 350 m. Se calcula la capaci-
tancia y la inductancia del total de la línea (ver tabla de cables al principio del artículo). Cl = (0,17 x 0,060) + (0,15 x 0,350) = 0,0627 µF Ll = (0,9 x 0,060) + (1,1 x 0,350) = 0,439 mHSe calcula la capacitancia e inductancia total del circuito, teniendo en cuenta todos los elementos que lo com-
ponen, convertidor y cables. (Cc = 0,02) + (Cl = 0,0627) = 0,0827mF < 0,2 mF ES ACEPTABLE (Lc = 0,0) + (Ll = 0,439) = 0,439 mH < 3 mH ES ACEPTABLEEl circuito de seguridad intrínseca es aceptable puesto que los componentes del mismo responden a las carac-
terísticas exigidas para la instalación.
Fuente: texca.com
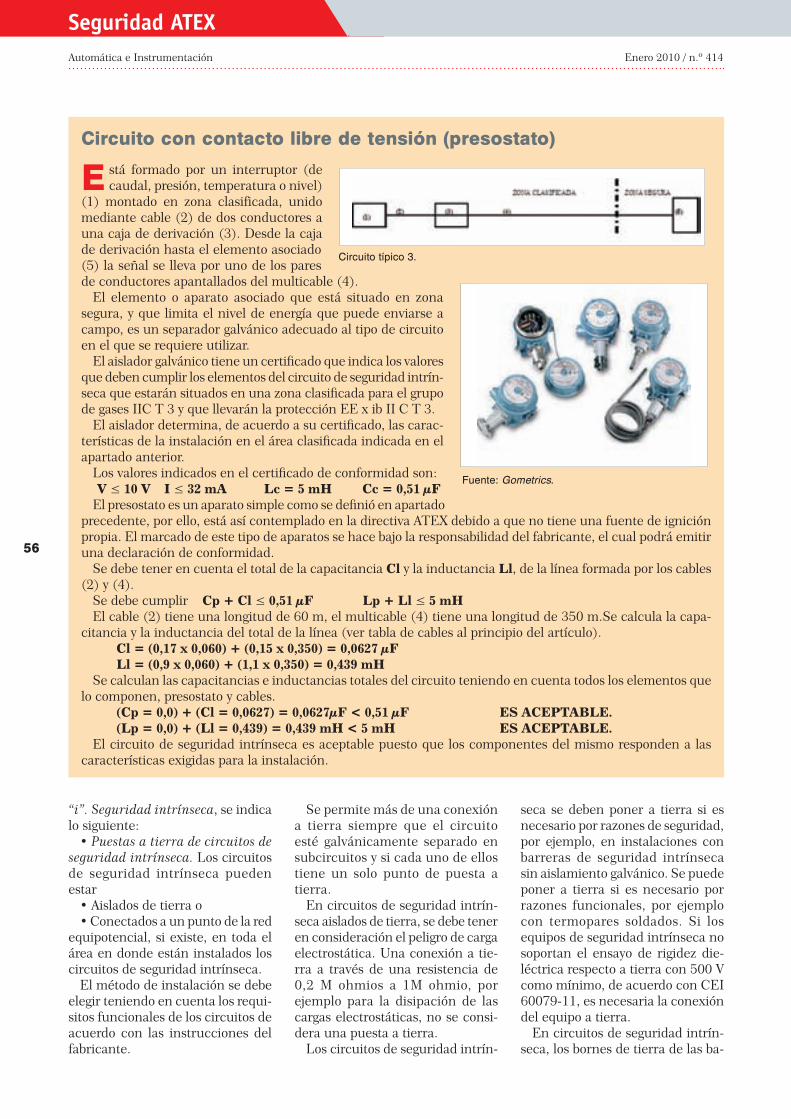
Automática e Instrumentación Enero 2010 / n.º 414
56
Seguridad ATEX
“i”. Seguridad intrínseca, se indica lo siguiente:
• Puestas a tierra de circuitos de seguridad intrínseca. Los circuitos de seguridad intrínseca pueden estar
• Aislados de tierra o• Conectados a un punto de la red
equipotencial, si existe, en toda el área en donde están instalados los circuitos de seguridad intrínseca.
El método de instalación se debe elegir teniendo en cuenta los requi-sitos funcionales de los circuitos de acuerdo con las instrucciones del fabricante.
Se permite más de una conexión a tierra siempre que el circuito esté galvánicamente separado en subcircuitos y si cada uno de ellos tiene un solo punto de puesta a tierra.
En circuitos de seguridad intrín-seca aislados de tierra, se debe tener en consideración el peligro de carga electrostática. Una conexión a tie-rra a través de una resistencia de 0,2 M ohmios a 1M ohmio, por ejemplo para la disipación de las cargas electrostáticas, no se consi-dera una puesta a tierra.
Los circuitos de seguridad intrín-
seca se deben poner a tierra si es necesario por razones de seguridad, por ejemplo, en instalaciones con barreras de seguridad intrínseca sin aislamiento galvánico. Se puede poner a tierra si es necesario por razones funcionales, por ejemplo con termopares soldados. Si los equipos de seguridad intrínseca no soportan el ensayo de rigidez die-léctrica respecto a tierra con 500 V como mínimo, de acuerdo con CEI 60079-11, es necesaria la conexión del equipo a tierra.
En circuitos de seguridad intrín-seca, los bornes de tierra de las ba-
Circuito con contacto libre de tensión (presostato)
E stá formado por un interruptor (de caudal, presión, temperatura o nivel)
(1) montado en zona clasificada, unido mediante cable (2) de dos conductores a una caja de derivación (3). Desde la caja de derivación hasta el elemento asociado (5) la señal se lleva por uno de los pares de conductores apantallados del multicable (4).
El elemento o aparato asociado que está situado en zona segura, y que limita el nivel de energía que puede enviarse a campo, es un separador galvánico adecuado al tipo de circuito en el que se requiere utilizar.
El aislador galvánico tiene un certificado que indica los valores que deben cumplir los elementos del circuito de seguridad intrín-seca que estarán situados en una zona clasificada para el grupo de gases IIC T 3 y que llevarán la protección EE x ib II C T 3.
El aislador determina, de acuerdo a su certificado, las carac-terísticas de la instalación en el área clasificada indicada en el apartado anterior.
Los valores indicados en el certificado de conformidad son:V ≤ 10 V I ≤ 32 mA Lc = 5 mH Cc = 0,51 µF
El presostato es un aparato simple como se definió en apartado precedente, por ello, está así contemplado en la directiva ATEX debido a que no tiene una fuente de ignición propia. El marcado de este tipo de aparatos se hace bajo la responsabilidad del fabricante, el cual podrá emitir una declaración de conformidad.
Se debe tener en cuenta el total de la capacitancia Cl y la inductancia Ll, de la línea formada por los cables (2) y (4).
Se debe cumplir Cp + Cl ≤ 0,51 µF Lp + Ll ≤ 5 mH El cable (2) tiene una longitud de 60 m, el multicable (4) tiene una longitud de 350 m.Se calcula la capa-
citancia y la inductancia del total de la línea (ver tabla de cables al principio del artículo). Cl = (0,17 x 0,060) + (0,15 x 0,350) = 0,0627 µF Ll = (0,9 x 0,060) + (1,1 x 0,350) = 0,439 mHSe calculan las capacitancias e inductancias totales del circuito teniendo en cuenta todos los elementos que
lo componen, presostato y cables. (Cp = 0,0) + (Cl = 0,0627) = 0,0627µF < 0,51 µF ES ACEPTABLE. (Lp = 0,0) + (Ll = 0,439) = 0,439 mH < 5 mH ES ACEPTABLE.El circuito de seguridad intrínseca es aceptable puesto que los componentes del mismo responden a las
características exigidas para la instalación.
Circuito típico 3.
Fuente: Gometrics.
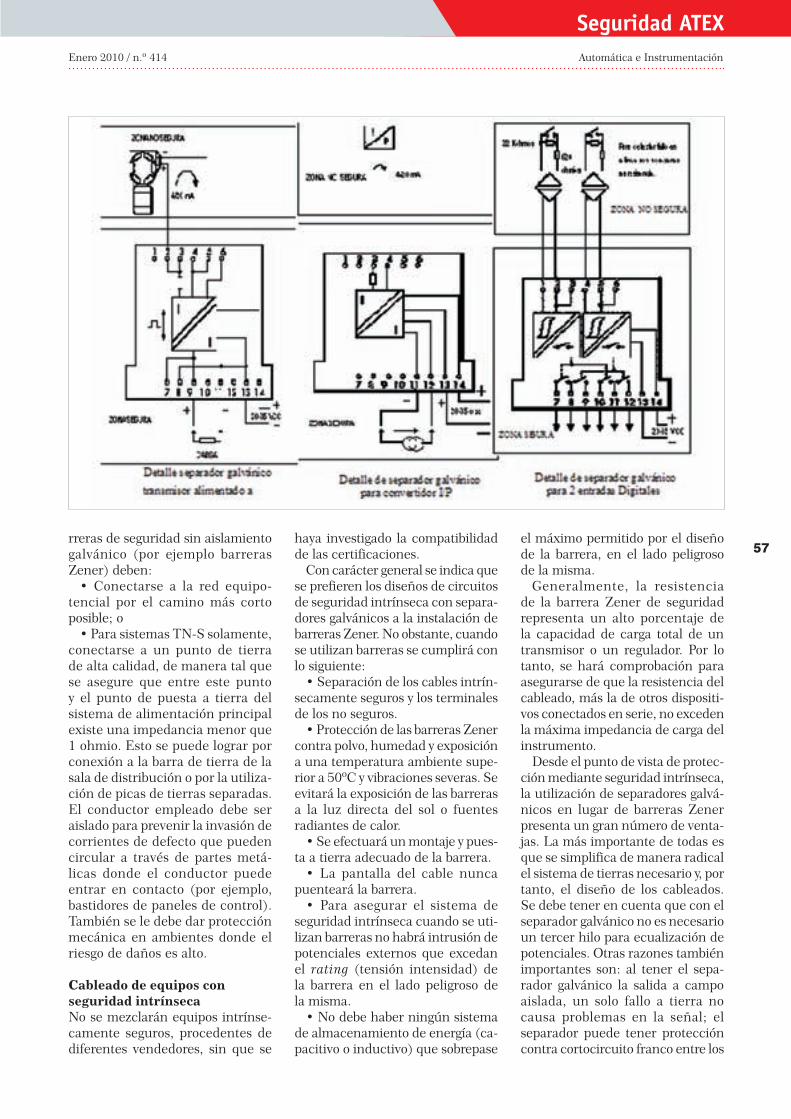
Enero 2010 / n.º 414 Automática e Instrumentación
57
Seguridad ATEX
rreras de seguridad sin aislamiento galvánico (por ejemplo barreras Zener) deben:
• Conectarse a la red equipo-tencial por el camino más corto posible; o
• Para sistemas TN-S solamente, conectarse a un punto de tierra de alta calidad, de manera tal que se asegure que entre este punto y el punto de puesta a tierra del sistema de alimentación principal existe una impedancia menor que 1 ohmio. Esto se puede lograr por conexión a la barra de tierra de la sala de distribución o por la utiliza-ción de picas de tierras separadas. El conductor empleado debe ser aislado para prevenir la invasión de corrientes de defecto que pueden circular a través de partes metá-licas donde el conductor puede entrar en contacto (por ejemplo, bastidores de paneles de control). También se le debe dar protección mecánica en ambientes donde el riesgo de daños es alto.
Cableado de equipos con seguridad intrínsecaNo se mezclarán equipos intrínse-camente seguros, procedentes de diferentes vendedores, sin que se
haya investigado la compatibilidad de las certificaciones.
Con carácter general se indica que se prefieren los diseños de circuitos de seguridad intrínseca con separa-dores galvánicos a la instalación de barreras Zener. No obstante, cuando se utilizan barreras se cumplirá con lo siguiente:
• Separación de los cables intrín-secamente seguros y los terminales de los no seguros.
• Protección de las barreras Zener contra polvo, humedad y exposición a una temperatura ambiente supe-rior a 50ºC y vibraciones severas. Se evitará la exposición de las barreras a la luz directa del sol o fuentes radiantes de calor.
• Se efectuará un montaje y pues-ta a tierra adecuado de la barrera.
• La pantalla del cable nunca puenteará la barrera.
• Para asegurar el sistema de seguridad intrínseca cuando se uti-lizan barreras no habrá intrusión de potenciales externos que excedan el rating (tensión intensidad) de la barrera en el lado peligroso de la misma.
• No debe haber ningún sistema de almacenamiento de energía (ca-pacitivo o inductivo) que sobrepase
el máximo permitido por el diseño de la barrera, en el lado peligroso de la misma.
Generalmente, la resistencia de la barrera Zener de seguridad representa un alto porcentaje de la capacidad de carga total de un transmisor o un regulador. Por lo tanto, se hará comprobación para asegurarse de que la resistencia del cableado, más la de otros dispositi-vos conectados en serie, no exceden la máxima impedancia de carga del instrumento.
Desde el punto de vista de protec-ción mediante seguridad intrínseca, la utilización de separadores galvá-nicos en lugar de barreras Zener presenta un gran número de venta-jas. La más importante de todas es que se simplifica de manera radical el sistema de tierras necesario y, por tanto, el diseño de los cableados. Se debe tener en cuenta que con el separador galvánico no es necesario un tercer hilo para ecualización de potenciales. Otras razones también importantes son: al tener el sepa-rador galvánico la salida a campo aislada, un solo fallo a tierra no causa problemas en la señal; el separador puede tener protección contra cortocircuito franco entre los

Automática e Instrumentación Enero 2010 / n.º 414
58
Seguridad ATEX
hilos, lo cual es otra ventaja que facilita las pruebas y el mantenimiento; también permite obtener supervi-sión continua del estado de la línea de señal a/de cam-po y acepta una conexión de instrumento de campo con una impedancia más alta que las barreras, lo cual es otra ventaja que permite mayores distancias entre los instrumentos de campo y la zona donde están si-tuados los separadores y el SCD. Cuando la seguridad intrínseca sea efectuada por separadores galvánicos, se cumplirán las especifica-ciones concretas de segu-ridad intrínseca para estos dispositivos.
El tendido de cables de seguridad intrínseca en las zanjas de cables se hará de tal forma que haya una separación física entre los cables de seguridad intrínseca y los que no lo son. Esta barrera física podría ser un murete de ladrillos.
Los recorridos de cables dentro de la sala de control han de hacer-se en canaletas independientes e identificables para los hilos de se-guridad intrínseca. Para identificar los componentes de los circuitos de seguridad intrínseca (cables, cana-letas, cajas de derivación y bornes de conexión) se utiliza el color azul.
Los cables sencillos de seguridad intrínseca que, partiendo de los transmisores o de los convertidores I/P, vayan hacia las diferentes cajas de derivación en la planta, no po-drán compartir la bandeja con otros hilos que no sean intrínsecamente seguros.
Las cajas de conexión de campo serán de color azul y sólo llevarán señales pertenecientes a circuitos de seguridad intrínseca del mismo tipo. Serán estancas con un grado de IP-65 y con entradas mediante prensaestopas certificados EEx-e.
Área clasificada y ejemplos de circuitos de seguridad intrínsecaUna vez definida el área operativa con la implantación de los equipos
que intervienen, y como consecuen-cia de que en ella se van a manejar productos que pueden desprender líquidos o gases susceptibles de crear una atmósfera explosiva, se estudian dichos productos, se con-sideran los procesos y los equipos que los manejan, y se analizan las posibilidades de fugas o escapes previstos e imprevistos, y la frecuen-cia, la duración y la concentración esperada de dichos productos, así como el área de influencia de las fuentes de escape.
Como consecuencia del análisis de todo lo anterior, el resultado puede ser una clasificación del área operativa con varias zonas de dife-rente riesgo. Por lo complejo y difícil de realizar en la práctica la delimita-ción de fronteras muy cercanas con distintas clasificaciones, se suelen homogenizar en un área bien defi-nida las distintas zonas, y se adopta para toda el área la clasificación de la zona más restrictiva.
Por ejemplo, una unidad de de-sulfuración de nafta de una refinería (suelen ser instalaciones abiertas a la atmósfera y totalmente venti-ladas) con cambiadores de calor, bombas centrífugas, compresores de hidrógeno, varias decenas de válvu-las de control automáticas, un horno de calentamiento de carga y otros equipos varios, se clasifica como Clase I, Zona 2, Grupo IIC, T-3. El
grupo IIC es más restricti-vo que el que correspon-de a otros componentes presentes en la mezcla de gases. La temperatura de ignición del hidrógeno es de 500 ºC; si sólo hubiera hidrógeno en los gases, con el grupo de temperatura T1 sería suficiente, pero la temperatura de ignición de la nafta también presente en la mezcla es de 232 ºC, por ello, se adopta el grupo de temperatura T3. Todos los elementos (componen-tes eléctricos o mecánicos) que se instalen en esta zona deberán garantizar duran-te su funcionamiento una temperatura superficial de 200 ºC.
Los sistemas de proceso se diseñan para que no existan fugas; no obstante, hay elementos en los que hay posibilidades de que se puedan producir con el paso del tiempo. Son los que están conti-nuamente en movimiento, como los ejes de bombas, compresores y los vástagos de las válvulas manuales y de control. Hay otros elementos de fugas, como las pérdidas por sellos hidráulicos o escapes por válvulas de seguridad, los cuales, por estar previstos se pueden dirigir a zonas que no causen problemas.
En distintos despieces de este artículo se estudian tres casos re-presentativos de los diferentes tipos de señales que se suelen manejar en una planta química con característi-cas similares a la descrita anterior-mente. Se verifican las característi-cas de los circuitos para comprobar si el diseño de los mismos satisface las exigencias que deben cumplir los componentes de cada circuito, de acuerdo con lo marcado en el certificado del correspondiente ele-mento o aparato asociado.
Julio Rivas EscuderoAsesor de Grandes Proyectos/Petronor
Alfonso CamachoIngeniero de InstrumentaciónIngeniería EIA/Petronor
Fuente: Fluke.

www.vega.com
plics®plus – la modularidaden una nueva dimensiónMás simple y estandarizado – con plics®plus VEGA lleva la medición de nivel, detección de nivel y presión a una nueva dimensión. El probado con-cepto de equipo vuelve a sorprender con una mayor variedad de carcasas y principios de medición adicionales. Además, su ajuste, aún más simpli-

© PHOENIX CONTACT 2010
50% más fácil de conectar,100% conexión segura ¿Se imagina una conexión sin
herramientas, rápida, sencilla y segura?
La nueva familia Push-In reúne todas
estas características y muchas más.
Pruébela, seguro que le sorprenderá.
Para más información llame al 902 150 782 o visitewww.phoenixcontact.es
!Le sorprenderá!Nueva conexión Push-In
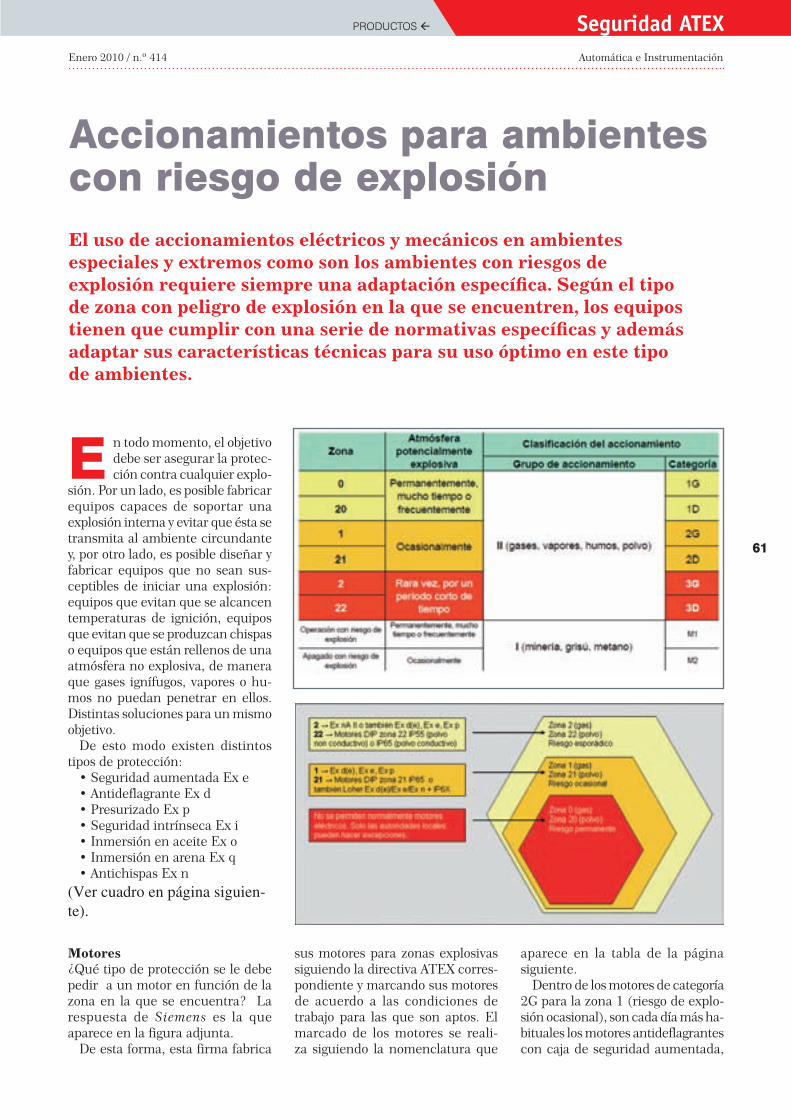
61
Enero 2010 / n.º 414 Automática e Instrumentación
Seguridad ATEXPRODUCTOS
Accionamientos para ambientes con riesgo de explosión
E n todo momento, el objetivo debe ser asegurar la protec-ción contra cualquier explo-
sión. Por un lado, es posible fabricar equipos capaces de soportar una explosión interna y evitar que ésta se transmita al ambiente circundante y, por otro lado, es posible diseñar y fabricar equipos que no sean sus-ceptibles de iniciar una explosión: equipos que evitan que se alcancen temperaturas de ignición, equipos que evitan que se produzcan chispas o equipos que están rellenos de una atmósfera no explosiva, de manera que gases ignífugos, vapores o hu-mos no puedan penetrar en ellos. Distintas soluciones para un mismo objetivo.
De esto modo existen distintos tipos de protección:
• Seguridad aumentada Ex e• Antideflagrante Ex d• Presurizado Ex p• Seguridad intrínseca Ex i• Inmersión en aceite Ex o• Inmersión en arena Ex q• Antichispas Ex n
(Ver cuadro en página siguien-te).
Motores¿Qué tipo de protección se le debe pedir a un motor en función de la zona en la que se encuentra? La respuesta de Siemens es la que aparece en la figura adjunta.
De esta forma, esta firma fabrica
El uso de accionamientos eléctricos y mecánicos en ambientes especiales y extremos como son los ambientes con riesgos de explosión requiere siempre una adaptación específica. Según el tipo de zona con peligro de explosión en la que se encuentren, los equipos tienen que cumplir con una serie de normativas específicas y además adaptar sus características técnicas para su uso óptimo en este tipo de ambientes.
sus motores para zonas explosivas siguiendo la directiva ATEX corres-pondiente y marcando sus motores de acuerdo a las condiciones de trabajo para las que son aptos. El marcado de los motores se reali-za siguiendo la nomenclatura que
aparece en la tabla de la página siguiente.
Dentro de los motores de categoría 2G para la zona 1 (riesgo de explo-sión ocasional), son cada día más ha-bituales los motores antideflagrantes con caja de seguridad aumentada,
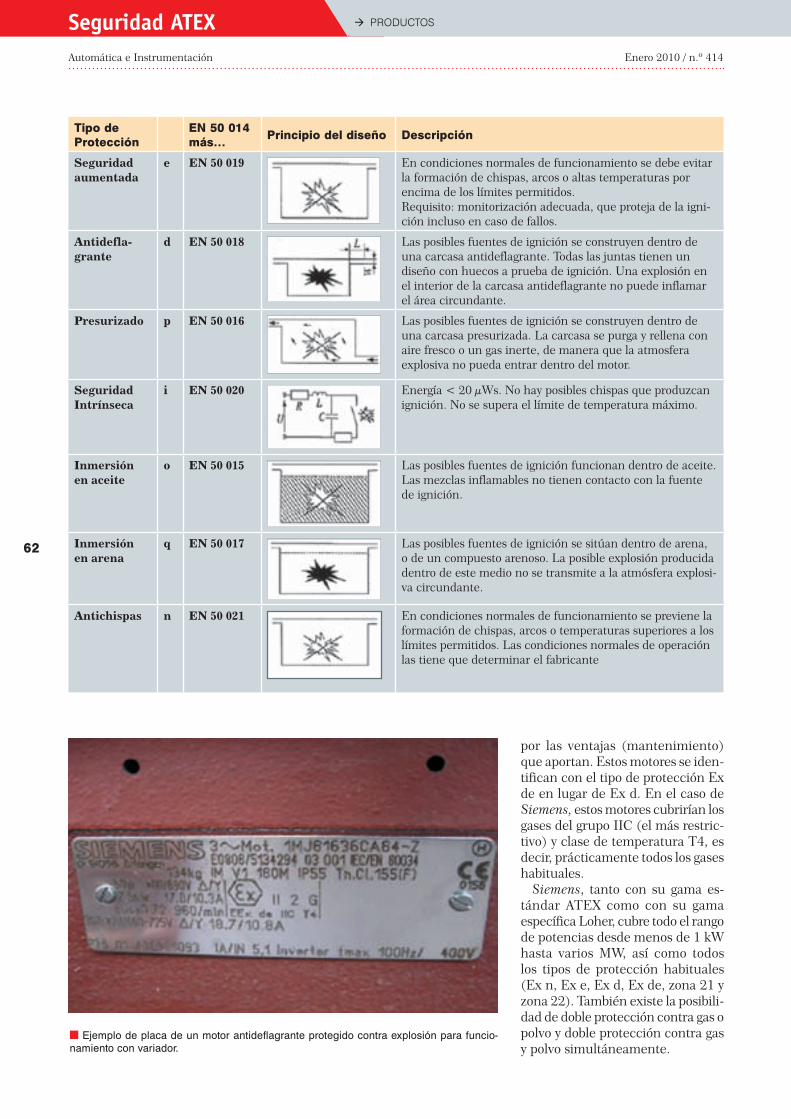
Automática e Instrumentación Enero 2010 / n.º 414
62
Seguridad ATEX PRODUCTOS
por las ventajas (mantenimiento) que aportan. Estos motores se iden-tifican con el tipo de protección Ex de en lugar de Ex d. En el caso de Siemens, estos motores cubrirían los gases del grupo IIC (el más restric-tivo) y clase de temperatura T4, es decir, prácticamente todos los gases habituales.
Siemens, tanto con su gama es-tándar ATEX como con su gama específica Loher, cubre todo el rango de potencias desde menos de 1 kW hasta varios MW, así como todos los tipos de protección habituales (Ex n, Ex e, Ex d, Ex de, zona 21 y zona 22). También existe la posibili-dad de doble protección contra gas o polvo y doble protección contra gas y polvo simultáneamente.
Tipo de Protección
EN 50 014 más… Principio del diseño Descripción
Seguridad aumentada
e EN 50 019 En condiciones normales de funcionamiento se debe evitar la formación de chispas, arcos o altas temperaturas por encima de los límites permitidos.Requisito: monitorización adecuada, que proteja de la igni-ción incluso en caso de fallos.
Antidefla-grante
d EN 50 018 Las posibles fuentes de ignición se construyen dentro de una carcasa antideflagrante. Todas las juntas tienen un diseño con huecos a prueba de ignición. Una explosión en el interior de la carcasa antideflagrante no puede inflamar el área circundante.
Presurizado p EN 50 016 Las posibles fuentes de ignición se construyen dentro de una carcasa presurizada. La carcasa se purga y rellena con aire fresco o un gas inerte, de manera que la atmosfera explosiva no pueda entrar dentro del motor.
Seguridad Intrínseca
i EN 50 020 Energía < 20 µWs. No hay posibles chispas que produzcan ignición. No se supera el límite de temperatura máximo.
Inmersión en aceite
o EN 50 015 Las posibles fuentes de ignición funcionan dentro de aceite. Las mezclas inflamables no tienen contacto con la fuente de ignición.
Inmersión en arena
q EN 50 017 Las posibles fuentes de ignición se sitúan dentro de arena, o de un compuesto arenoso. La posible explosión producida dentro de este medio no se transmite a la atmósfera explosi-va circundante.
Antichispas n EN 50 021 En condiciones normales de funcionamiento se previene la formación de chispas, arcos o temperaturas superiores a los límites permitidos. Las condiciones normales de operación las tiene que determinar el fabricante
■ Ejemplo de placa de un motor antideflagrante protegido contra explosión para funcio-namiento con variador.

Enero 2010 / n.º 414 Automática e Instrumentación
63
Seguridad ATEXPRODUCTOS
Siemens dispone de motores IE1 con rendimiento estándar y, dentro de la gama Loher, de motores de alta eficiencia IE2 protegidos con-tra explosión, pues la nueva norma internacional sobre estándar de rendimientos IEC 60034-30 (IE = International Efficiency) tam-bién incluye los motores protegidos contra explosión. Los nuevos moto-res antideflagrantes Loher Ex de y Ex d de alta eficiencia IE2 cubren un rango de potencias que va desde 0,75 kW hasta 375 kW y están dis-ponibles en 2, 4, y 6 polos, así como en 50 y 60 Hz.
Siemens también fabrica el motor
CE 0102 II 2 G Ex d e IIC T4
Marcado CENúmero de identificación de la autoridad supervisora (Ej. PTB = 0102)Símbolo de prevención de explosiones según Normativa 94/9/ECGrupo de accionamiento• I - Minería (grisú, metano,…)• II - Resto de instalaciones (gases, vapores, humo, polvo) Categoría• 1, Zonas 0 y 20• 2, Zonas 1 y 21• 3, Zonas 2 y 22Atmósfera explosiva• G Gas• D PolvoProtección contra explosiónTipo de la protección contra explosión• d: antideflagrante• e: seguridad aumentada• i: seguridad intrínseca• n: antichispas• o: inmersión en aceite• p: presurizado• q: inmersión en arenaCaja de bornes en seguridad aumentada “Ex e”Grupo de gases• I: Para maquinaria eléctrica en minería con riesgo de grisú• II: Maquinaria eléctrica en áreas de riesgo que no sean del grupo I• “Exe” II• “Exd” IIA(IEMS>0.9), IIB(0.5≤IEMS≤0.9) y IIC (IEMS<0.5) Clase de temperaturaMáxima temperatura del equipo en ºC a una temperatura ambiente de 40ºC• T1: 450ºC• T2: 300ºC• T3: 200ºC• T4: 135ºC• T5: 100ºC• T6: 80ºC
■ Los motores Loher Chemstar funcionan sin problemas en temperaturas que van desde los -55ºC a los +70ºC, incluso en áreas con polvo y gas.

Automática e Instrumentación Enero 2010 / n.º 414
64
Seguridad ATEX PRODUCTOS
Módulo específico para la industria química: SINAMICS CM240NE
E n la industria química se requieren variadores para tensiones de 400 V,
500 V y 690 V que respondan a los requi-sitos especiales de este sector industrial. Con los convertidores de la serie SINA-MICS G120, ampliados con el módulo opcional para la industria química SI-NAMICS CM240NE (con evaluación de termistor PTC integrada y certificada por ATEX y regletero de bornes NAMUR) se cumplen muchos de los requisitos fun-damentales de dicho sector.
El dispositivo termistor de protección del motor para motores protegidos contra explosión en zonas peligrosas siempre debe estar instalado fuera de la zona con riesgo de explosión. El módulo opcional para la industria química CM240NE (PTB 09 ATEX 3008) está certificado. A continuación se muestra un ejemplo de un certificado del dispositivo termistor de protección del motor (en este caso CM240NE) con la designación ATEX.
Un convertidor para aplicaciones de la industria química está formado por un convertidor de la serie SINAMICS
para zonas explosivas dentro de la industria química y petroquími-ca denominado Loher Chemstar, también disponible en IE2. Los motores Loher Chemstar, disponi-bles en todos los tipos de protección contra explosión, tienen un diseño específico para cada sector, depen-diendo de la localización particular de la aplicación. A menudo en estos motores las resistencias de caldeo no son necesarias, incluso con at-mósferas donde prevalece una gran humedad.
VariadoresNo está permitido que los variadores se instalen en zonas con riesgo de explosión. Los variadores de fre-cuencia se deben instalar siempre en ubicaciones seguras (zonas sin riesgo). No hay excepciones a esta regla en ningún fabricante. Antes de conectar el variador a la red de ali-mentación debe estar absolutamen-
te garantizado el cierre de la caja de bornes del motor. El variador debe estar siempre conectado a tierra.
En los motores, habrá que tener una serie de consideraciones adicio-nales, además de las que se tienen habitualmente cuando se selecciona un motor con un variador de fre-cuencia en una zona segura (aisla-miento apto, rodamientos aislados, etc): los motores deben estar equi-pados con sondas de temperatura. Los dos tipos de sondas más habi-tuales son los termistores tipo PTC (todo/nada) y las sondas analógicas KTY84 (alternativa económica a los termómetros PT100). Ambos tipos de sonda deben estar conectados a un dispositivo adecuado, sea un dispositivo de disparo dentro del aparellaje o en el propio variador, si éste dispone de entradas para ello, con el consiguiente ahorro de aparellaje.
Los motores deben seleccionarse
con la potencia adecuada, teniendo en cuenta que puede haber una disminución de la potencia nominal cuando se usa el motor ATEX con el convertidor. Esta disminución aparece porque se quiere mantener la utilización B del motor (de alguna forma, es necesario mantener el calentamiento que tenía el motor cuando se alimentaba a la red). Sal-vo en algunas configuraciones (por ejemplo, motor antideflagrante), el usuario necesitará un certificado conjunto del motor y el variador.
En el caso de motores antichispas (zona 2, tipo de protección Ex n), Siemens dispone de certificados para motores Siemens utilizados con variadores de frecuencia Siemens.
Los equipos habilitados para zo-nas ATEX serán marcados con la placa de característica especial e irán acompañados del manual espe-cífico, que incluye la declaración de conformidad correspondiente.
Izquierda: Módulo opcional CM240 NE (adaptable bajo CU 240S. DP–F o sobre perfil DIN). Derecha: Variador de Fre-cuencia SINAMICS G120.
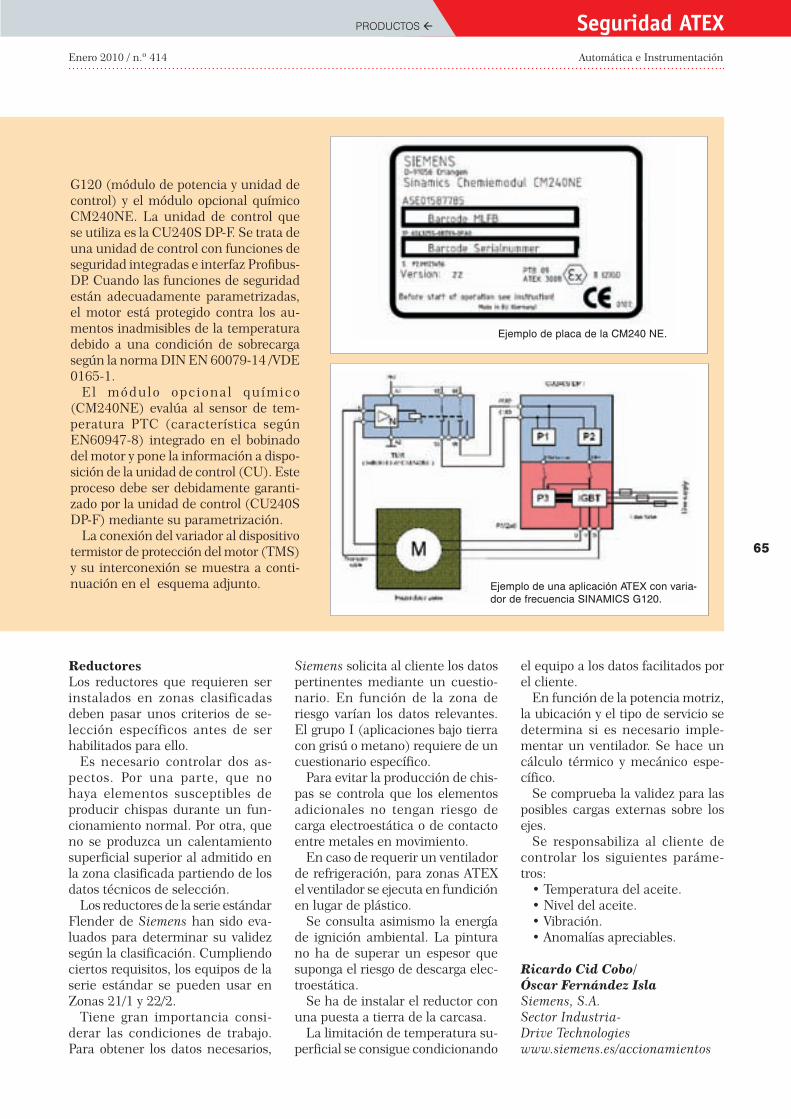
Enero 2010 / n.º 414 Automática e Instrumentación
65
Seguridad ATEXPRODUCTOS
Módulo específico para la industria química: SINAMICS CM240NE
ReductoresLos reductores que requieren ser instalados en zonas clasificadas deben pasar unos criterios de se-lección específicos antes de ser habilitados para ello.
Es necesario controlar dos as-pectos. Por una parte, que no haya elementos susceptibles de producir chispas durante un fun-cionamiento normal. Por otra, que no se produzca un calentamiento superficial superior al admitido en la zona clasificada partiendo de los datos técnicos de selección.
Los reductores de la serie estándar Flender de Siemens han sido eva-luados para determinar su validez según la clasificación. Cumpliendo ciertos requisitos, los equipos de la serie estándar se pueden usar en Zonas 21/1 y 22/2.
Tiene gran importancia consi-derar las condiciones de trabajo. Para obtener los datos necesarios,
Siemens solicita al cliente los datos pertinentes mediante un cuestio-nario. En función de la zona de riesgo varían los datos relevantes. El grupo I (aplicaciones bajo tierra con grisú o metano) requiere de un cuestionario específico.
Para evitar la producción de chis-pas se controla que los elementos adicionales no tengan riesgo de carga electroestática o de contacto entre metales en movimiento.
En caso de requerir un ventilador de refrigeración, para zonas ATEX el ventilador se ejecuta en fundición en lugar de plástico.
Se consulta asimismo la energía de ignición ambiental. La pintura no ha de superar un espesor que suponga el riesgo de descarga elec-troestática.
Se ha de instalar el reductor con una puesta a tierra de la carcasa.
La limitación de temperatura su-perficial se consigue condicionando
el equipo a los datos facilitados por el cliente.
En función de la potencia motriz, la ubicación y el tipo de servicio se determina si es necesario imple-mentar un ventilador. Se hace un cálculo térmico y mecánico espe-cífico.
Se comprueba la validez para las posibles cargas externas sobre los ejes.
Se responsabiliza al cliente de controlar los siguientes paráme-tros:
• Temperatura del aceite.• Nivel del aceite.• Vibración.• Anomalías apreciables.
Ricardo Cid Cobo/Óscar Fernández IslaSiemens, S.A.Sector Industria-Drive Technologieswww.siemens.es/accionamientos
G120 (módulo de potencia y unidad de control) y el módulo opcional químico CM240NE. La unidad de control que se utiliza es la CU240S DP-F. Se trata de una unidad de control con funciones de seguridad integradas e interfaz Profibus-DP. Cuando las funciones de seguridad están adecuadamente parametrizadas, el motor está protegido contra los au-mentos inadmisibles de la temperatura debido a una condición de sobrecarga según la norma DIN EN 60079-14 /VDE 0165-1.
El módulo opcional químico (CM240NE) evalúa al sensor de tem-peratura PTC (característica según EN60947-8) integrado en el bobinado del motor y pone la información a dispo-sición de la unidad de control (CU). Este proceso debe ser debidamente garanti-zado por la unidad de control (CU240S DP-F) mediante su parametrización.
La conexión del variador al dispositivo termistor de protección del motor (TMS) y su interconexión se muestra a conti-nuación en el esquema adjunto. Ejemplo de una aplicación ATEX con varia-
dor de frecuencia SINAMICS G120.
Ejemplo de placa de la CM240 NE.

66
Automática e Instrumentación Enero 2010 / n.º 414
Seguridad ATEX PRODUCTOS
Aisladores Ex-i de sólo 12,5 mm de anchoLos aisladores Ex-i tienen dimensiones mayores que los aisladores que no son intrínsecamente seguros. Esto es debido al diseño mecánico que se especifica en la norma EN 60079-11 en relación con las distancias de fuga y en aire, así como al transformador y la tecnología que se utiliza. En el diseño de nuevos aisladores es muy importante tener en cuenta este aspecto.
C on la nueva genera-ción de aisladores Ex-i MACX de sólo
12,5 mm de ancho, Phoenix Contact ofrece una de las series más compactas dispo-nibles en el mercado, y esto para todas las funciones de aislamiento, alimentación o transductor de temperatura, ya sea en uno o dos canales (imagen principal).
En comparación con los anchos de aplicación gene-ral, de 16 mm a 22,5 mm, esto significa que los dispo-sitivos ocupan hasta un 45 % menos de espacio en el carril de montaje. Para lo-grar este diseño, la pérdida de energía se redujo al mí-nimo con el uso de transfor-madores innovadores y tec-nologías de conmutación. Además, estos dispositivos se distinguen, por ejemplo, por un error de transmisión de la señal del 0,05 %; pue-den manejar grandes cargas y cubren un amplio rango de temperaturas de -20° C a +60° C. El transformador patentado y las tecnologías de conmutación empleadas consiguen unas muy bue-nas propiedades de EMC. El aislamiento eléctrico de 3 vías (con una tensión de prueba 2,5 kV) entre la en-trada, salida y tensión de alimentación garantiza la seguridad de los usuarios y previene los efectos de las
interferencias –tales como corrientes de compensación a través de lazos de tierra.
Fácil de conectar Los equipos para carril MACX utilizan un sistema de conexión enchufable y con codificación, tanto en las versiones de tornillo como de resorte, por lo que facilitan una instalación libre de errores así como el pre-cableado. Los conecto-res incorporan alojamiento para puntas de prueba, por ejemplo, para conectar ter-minales de mano HART. Los conectores modulares tipo T se pueden conectar a los carriles de monta-je estándar y también se
pueden alimentar direc-tamente a través de cual-quiera de los equipos MACX utilizados, o a través del MCR MACX PTB (módulo de potencia), en cuyo caso, también puede hacerlo de forma redundante. Los fallos son detectados me-diante una señal a través del módulo de potencia.
Gama completa La gama MACX Ex incluye todos los tipos de señales fundamentales y las apro-baciones para aplicaciones de control de procesos en las plantas y los sistemas instalados en atmósferas explosivas. Al dimensionar
■ Aislador Ex-i de uno o dos canales y solo 12,5 mm de ancho.
■ El conector modular tipo T minimiza los costes de cableado y también recoge los fallos de señal.
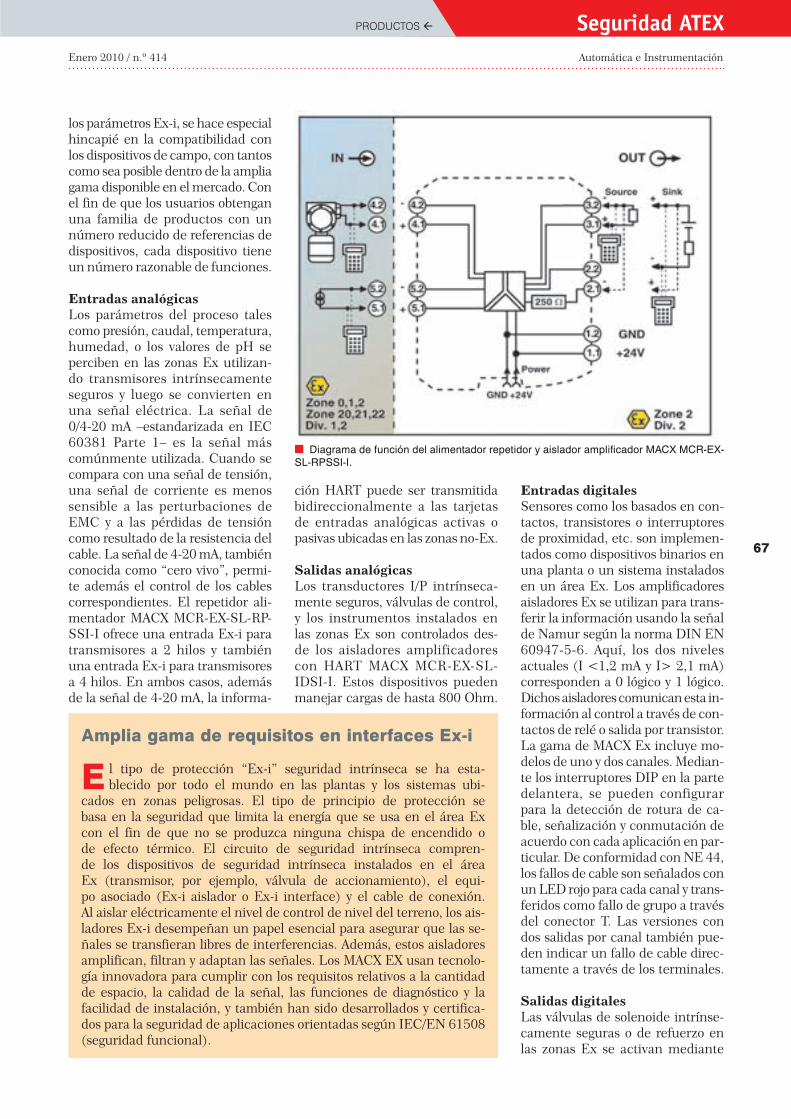
Enero 2010 / n.º 414 Automática e Instrumentación
67
Seguridad ATEXPRODUCTOS
los parámetros Ex-i, se hace especial hincapié en la compatibilidad con los dispositivos de campo, con tantos como sea posible dentro de la amplia gama disponible en el mercado. Con el fin de que los usuarios obtengan una familia de productos con un número reducido de referencias de dispositivos, cada dispositivo tiene un número razonable de funciones. Entradas analógicasLos parámetros del proceso tales como presión, caudal, temperatura, humedad, o los valores de pH se perciben en las zonas Ex utilizan-do transmisores intrínsecamente seguros y luego se convierten en una señal eléctrica. La señal de 0/4-20 mA –estandarizada en IEC 60381 Parte 1– es la señal más comúnmente utilizada. Cuando se compara con una señal de tensión, una señal de corriente es menos sensible a las perturbaciones de EMC y a las pérdidas de tensión como resultado de la resistencia del cable. La señal de 4-20 mA, también conocida como “cero vivo”, permi-te además el control de los cables correspondientes. El repetidor ali-mentador MACX MCR-EX-SL-RP-SSI-I ofrece una entrada Ex-i para transmisores a 2 hilos y también una entrada Ex-i para transmisores a 4 hilos. En ambos casos, además de la señal de 4-20 mA, la informa-
ción HART puede ser transmitida bidireccionalmente a las tarjetas de entradas analógicas activas o pasivas ubicadas en las zonas no-Ex.
Salidas analógicasLos transductores I/P intrínseca-mente seguros, válvulas de control, y los instrumentos instalados en las zonas Ex son controlados des-de los aisladores amplificadores con HART MACX MCR-EX-SL-IDSI-I. Estos dispositivos pueden manejar cargas de hasta 800 Ohm.
Entradas digitalesSensores como los basados en con-tactos, transistores o interruptores de proximidad, etc. son implemen-tados como dispositivos binarios en una planta o un sistema instalados en un área Ex. Los amplificadores aisladores Ex se utilizan para trans-ferir la información usando la señal de Namur según la norma DIN EN 60947-5-6. Aquí, los dos niveles actuales (I <1,2 mA y I> 2,1 mA) corresponden a 0 lógico y 1 lógico. Dichos aisladores comunican esta in-formación al control a través de con-tactos de relé o salida por transistor. La gama de MACX Ex incluye mo-delos de uno y dos canales. Median-te los interruptores DIP en la parte delantera, se pueden configurar para la detección de rotura de ca-ble, señalización y conmutación de acuerdo con cada aplicación en par-ticular. De conformidad con NE 44, los fallos de cable son señalados con un LED rojo para cada canal y trans-feridos como fallo de grupo a través del conector T. Las versiones con dos salidas por canal también pue-den indicar un fallo de cable direc-tamente a través de los terminales.
Salidas digitalesLas válvulas de solenoide intrínse-camente seguras o de refuerzo en las zonas Ex se activan mediante
Amplia gama de requisitos en interfaces Ex-i
E l tipo de protección “Ex-i” seguridad intrínseca se ha esta-blecido por todo el mundo en las plantas y los sistemas ubi-
cados en zonas peligrosas. El tipo de principio de protección se basa en la seguridad que limita la energía que se usa en el área Ex con el fin de que no se produzca ninguna chispa de encendido o de efecto térmico. El circuito de seguridad intrínseca compren-de los dispositivos de seguridad intrínseca instalados en el área Ex (transmisor, por ejemplo, válvula de accionamiento), el equi-po asociado (Ex-i aislador o Ex-i interface) y el cable de conexión. Al aislar eléctricamente el nivel de control de nivel del terreno, los ais-ladores Ex-i desempeñan un papel esencial para asegurar que las se-ñales se transfieran libres de interferencias. Además, estos aisladores amplifican, filtran y adaptan las señales. Los MACX EX usan tecnolo-gía innovadora para cumplir con los requisitos relativos a la cantidad de espacio, la calidad de la señal, las funciones de diagnóstico y la facilidad de instalación, y también han sido desarrollados y certifica-dos para la seguridad de aplicaciones orientadas según IEC/EN 61508 (seguridad funcional).
■ Diagrama de función del alimentador repetidor y aislador amplificador MACX MCR-EX-SL-RPSSI-I.
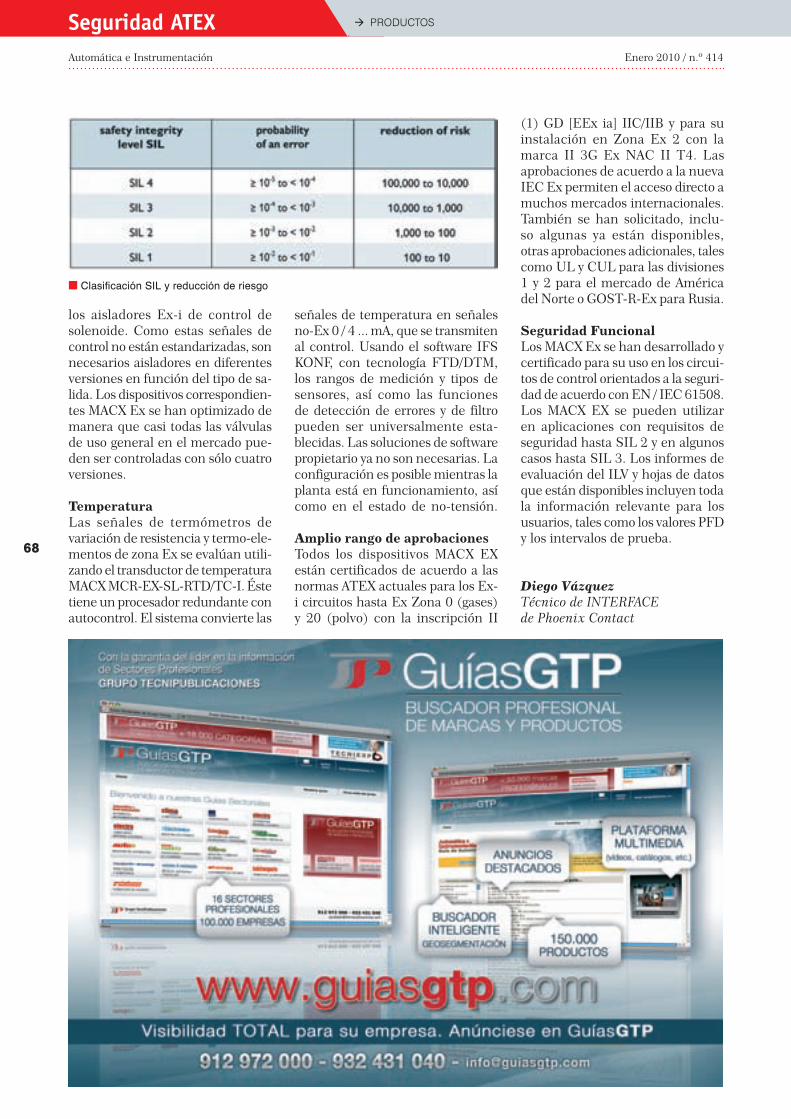
Automática e Instrumentación Enero 2010 / n.º 414
68
Seguridad ATEX PRODUCTOS
los aisladores Ex-i de control de solenoide. Como estas señales de control no están estandarizadas, son necesarios aisladores en diferentes versiones en función del tipo de sa-lida. Los dispositivos correspondien-tes MACX Ex se han optimizado de manera que casi todas las válvulas de uso general en el mercado pue-den ser controladas con sólo cuatro versiones.
Temperatura Las señales de termómetros de variación de resistencia y termo-ele-mentos de zona Ex se evalúan utili-zando el transductor de temperatura MACX MCR-EX-SL-RTD/TC-I. Éste tiene un procesador redundante con autocontrol. El sistema convierte las
señales de temperatura en señales no-Ex 0 / 4 ... mA, que se transmiten al control. Usando el software IFS KONF, con tecnología FTD/DTM, los rangos de medición y tipos de sensores, así como las funciones de detección de errores y de filtro pueden ser universalmente esta-blecidas. Las soluciones de software propietario ya no son necesarias. La configuración es posible mientras la planta está en funcionamiento, así como en el estado de no-tensión.
Amplio rango de aprobacionesTodos los dispositivos MACX EX están certificados de acuerdo a las normas ATEX actuales para los Ex-i circuitos hasta Ex Zona 0 (gases) y 20 (polvo) con la inscripción II
(1) GD [EEx ia] IIC/IIB y para su instalación en Zona Ex 2 con la marca II 3G Ex NAC II T4. Las aprobaciones de acuerdo a la nueva IEC Ex permiten el acceso directo a muchos mercados internacionales. También se han solicitado, inclu-so algunas ya están disponibles, otras aprobaciones adicionales, tales como UL y CUL para las divisiones 1 y 2 para el mercado de América del Norte o GOST-R-Ex para Rusia.
Seguridad Funcional Los MACX Ex se han desarrollado y certificado para su uso en los circui-tos de control orientados a la seguri-dad de acuerdo con EN / IEC 61508. Los MACX EX se pueden utilizar en aplicaciones con requisitos de seguridad hasta SIL 2 y en algunos casos hasta SIL 3. Los informes de evaluación del ILV y hojas de datos que están disponibles incluyen toda la información relevante para los usuarios, tales como los valores PFD y los intervalos de prueba.
Diego VázquezTécnico de INTERFACE de Phoenix Contact
■ Clasificación SIL y reducción de riesgo

EN PROMOCIÓN
¡El mejor de todos los Tiempos!
Omron, el primer productor mundial de temporizadores, en colaboración con sus distribuidores, le ha preparado una oferta con sus temporizadores estrella:
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
Para saber más contacte con nosotros o con su distribuidor Omron. La promoción estará vigente hasta el 31 de marzo de 2010.
Omron Electronics Iberia SAU�������������������������������www.industrial.omron.es
Temporizadores electrónicos H3CR/H3DE/H3DS

70
Automática e Instrumentación Enero 2010 / n.º 414INFORME
Fuentes de alimentaciónAunque las fuentes de alimentación analógicas siguen utilizándose, las conmutadas ya son habituales en todo tipo de aplicaciones por su mayor rendimiento y menor tamaño. Pero con ellas también han aparecido o se han agravado otros problemas, en particular los relacionados con la compatibilidad electromagnética. La proliferación de equipos que pueden ser causantes y a la vez víctimas de las perturbaciones plantea nuevos retos a los fabricantes.
A l hablar de fuentes de ali-mentación solemos refe-rirnos a dispositivos que
reciben energía eléctrica de la red pública en forma de corriente alterna y suministran una o varias tensiones continuas, generalmente estabili-zadas, que normalmente necesitan para funcionar casi todos los equipos electrónicos, algunos automatismos con relés, diversos componentes electromecánicos y otras aplicacio-nes. Lo más frecuente es que sean dispositivos de potencia moderada que se alimentan con corriente alterna monofásica y suministran tensiones muy bajas (5 V, 12 V, 24 V, etc.), aunque también las hay que reciben trifásica y las que pueden entregar alta tensión, grandes co-rrientes o ambas cosas a la vez. Algu-nas son aparatos con una existencia bastante individualizada, como es el caso de las fuentes de laboratorio y taller que se utilizan para realizar ensayos, para alimentar prototipos, en la reparación de aparatos o para la carga de baterías. La mayoría son menos independientes porque intervienen como componentes de un aparato más complejo. Las hay en forma de circuito impreso, en un chasis abierto o cerrado y en otros formatos, que se comercializan como repuestos o para que un ensamblador las incluya en un equipo. También pueden ser un accesorio externo que se debe conectar a un aparato para que éste funcione.
RectificadorEl rectificador es la etapa que se encarga de convertir corriente al-
terna en continua. Pueden verse las principales variantes y otros aspectos relacionados con ellos en el número 382 de Automática e Instrumen-tación. El rectificador en puente monofásico de onda completa con
filtro por condensador es uno de los circuitos más comunes. Está formado por cuatro diodos (a menudo unidos formando un solo componente) seguidos de un condensador que se utiliza para almacenar energía entre semiciclo y semiciclo. Cuando la tensión entre los dos bornes de entrada supera en valor absoluto la tensión del condensador y un pequeño umbral que necesitan los diodos para iniciar la conducción, dos diodos conducen y alimentan lo que se tenga conectado en la salida a la vez que cargan el condensador. Al disminuir la tensión de entrada, será el condensador el que se encargará de aportar la energía que antes ha recibido. En cada semiciclo de la red se repite el proceso, alternando la pareja de diodos que conduce. Cuando el suministro se recibe en forma de corriente alterna trifásica también puede utilizarse el puente trifásico con seis diodos, que tiene un funcionamiento bastante similar.
Un puente de diodos es un rec-tificador no controlado y la energía sólo puede viajar en un sentido. Si la naturaleza de la carga es tal que en
■ Schneider Electric.
■ Un rectificador monofásico en puente consta de cuatro diodos que conducen por parejas alternativamente, según la polaridad de la tensión de entrada, para cargar el condensador y alimentar el consumo.

71
Enero 2010 / n.º 414 Automática e InstrumentaciónINFORME
algún instante provoca la aparición de una tensión mayor que la de la red, nadie se lo va a impedir, los diodos simplemente no conducirán. Y si por cualquier motivo la tensión de salida llegara a invertirse, los cuatro diodos conducirán simultáneamente, cortocircuitando los bornes de salida. De todos modos, el condensador de filtro normalmente es electrolítico y tampoco le sentaría demasiado bien polarizarlo al revés. Hay aplicacio-nes en las que se deben alimentar consumos que pueden actuar como generadores; en este caso también se puede transmitir energía en los dos sentidos utilizando convertidores reversibles con tiristores o transis-tores, aunque esto no es lo habitual en las fuentes de alimentación más comunes.
Estabilizando la salidaLa tensión que se obtiene a la sali-da de un rectificador con filtro por condensador conectado a la red del suministro público no es la más adecuada para alimentar dispositivos que exigen una tensión perfecta-mente continua y muy constante. La carga y descarga del condensador se traduce en una ondulación o rizado superpuesto a la continua, tanto mayor cuanto mayor es el consumo. Por otra parte, las variaciones de tensión que se producen normal-mente en el suministro eléctrico pueden alcanzar perfectamente el 10%, aun suponiendo que no haya otros problemas, a lo que se añade el efecto provocado por las variaciones
del propio consumo. La solución es añadir un circuito de regulación automática entre el rectificador y el aparato que se alimenta, para atenuar el efecto de estas pertur-baciones. Estabilizar la tensión es lo más habitual, pero a veces puede ser conveniente estabilizar la co-rriente, es decir, la intensidad. Otra posibilidad es estabilizar en tensión o corriente, lo que significa que el regulador actúa de uno u otro modo según las condiciones que tiene la carga: estabilizará en tensión hasta que la intensidad alcance el punto de cruce, a partir de aquí estabili-zara en intensidad y viceversa. El control sobre la intensidad máxima de salida, reduciendo la tensión o desconectando si se supera cierto límite, también suele utilizarse como protección contra las sobrecargas y los cortocircuitos. Una carga con un comportamiento demasiado activo puede ser causa de problemas, por eso hay fuentes que además incluyen
protecciones contra sobretensiones, los retornos de corriente y la in-versión de la tensión de salida. En muchas fuentes de alimentación la magnitud que se estabiliza es fija o sólo puede ser ajustada en un peque-ño margen de funcionamiento, ya que están destinadas a alimentar un dispositivo concreto. En las de taller y de laboratorio lo habitual es que la tensión y la intensidad se pueda variar manualmente a partir de cero o de un valor muy pequeño.
Para aumentar las posibilidades que ofrece un solo aparato, algunas están previstas para funcionar de manera conjunta. El funcionamien-to en esclavo consiste en conectar dos o más fuentes realizando un control coordinado del conjunto por el ajuste de una sola alimentación maestra. Las fuentes pueden estar en paralelo o en serie y a menudo en forma simétrica, por ejemplo para alimentar amplificadores operacio-nales, suministrando una tensión positiva y otra negativa del mismo valor respecto a un punto común. Las fuentes programables incluyen una conexión con la que se pueden controlar desde otro equipo, por ejemplo un ordenador, formando par-te de un sistema de instrumentación. En tal caso, a menudo es necesario que puedan absorber energía de la carga, lo que se conoce como un funcionamiento en dos cuadrantes. Un caso aparte son las que pueden suministrar tensiones e intensidades de cualquier polaridad y generar corriente alterna, huecos y otras per-
■ Fuentes de alimentación conmutadas con salidas de 24 V para montaje en guía DIN (DETAS).
■ Fuente de alimentación para aplicaciones con LED (TDK-Lambda).
■ En los rectificadores con filtro por con-densador, los diodos conducen cuando la tensión de entrada supera la tensión del condensador. La intensidad en esos instan-tes suele alcanzar valores muy superiores al promedio.
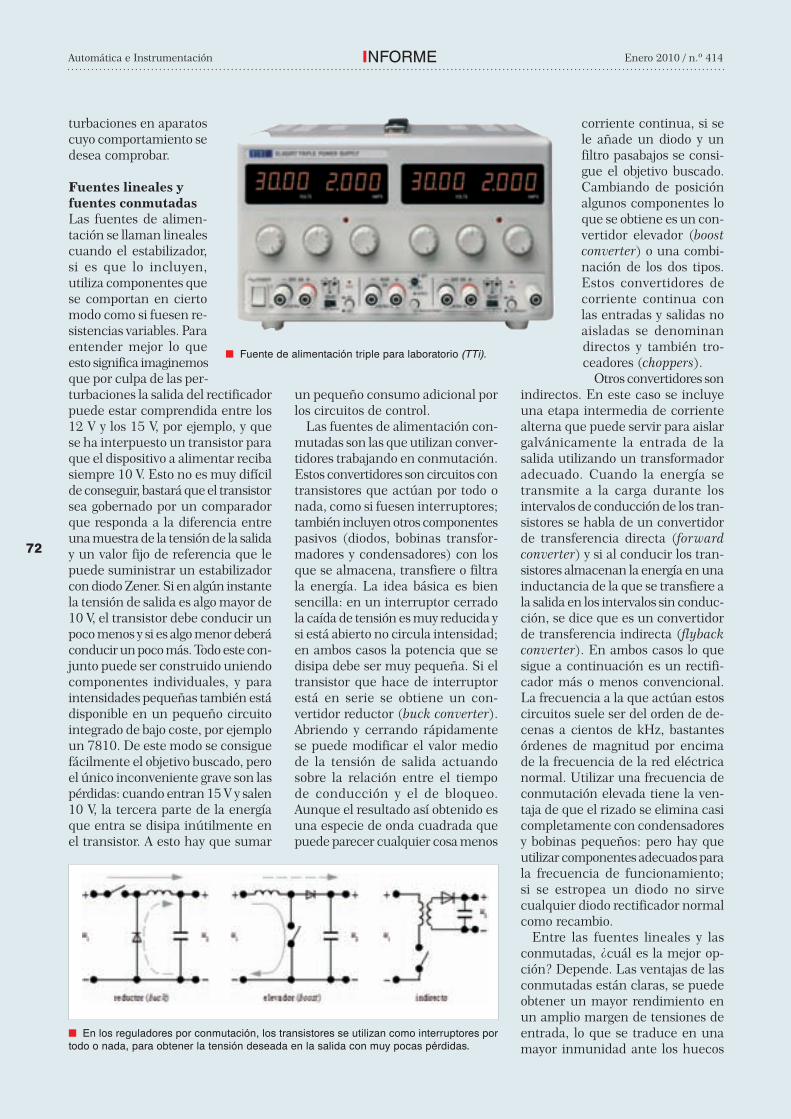
72
Automática e Instrumentación Enero 2010 / n.º 414INFORME
turbaciones en aparatos cuyo comportamiento se desea comprobar.
Fuentes lineales y fuentes conmutadasLas fuentes de alimen-tación se llaman lineales cuando el estabilizador, si es que lo incluyen, utiliza componentes que se comportan en cierto modo como si fuesen re-sistencias variables. Para entender mejor lo que esto significa imaginemos que por culpa de las per-turbaciones la salida del rectificador puede estar comprendida entre los 12 V y los 15 V, por ejemplo, y que se ha interpuesto un transistor para que el dispositivo a alimentar reciba siempre 10 V. Esto no es muy difícil de conseguir, bastará que el transistor sea gobernado por un comparador que responda a la diferencia entre una muestra de la tensión de la salida y un valor fijo de referencia que le puede suministrar un estabilizador con diodo Zener. Si en algún instante la tensión de salida es algo mayor de 10 V, el transistor debe conducir un poco menos y si es algo menor deberá conducir un poco más. Todo este con-junto puede ser construido uniendo componentes individuales, y para intensidades pequeñas también está disponible en un pequeño circuito integrado de bajo coste, por ejemplo un 7810. De este modo se consigue fácilmente el objetivo buscado, pero el único inconveniente grave son las pérdidas: cuando entran 15 V y salen 10 V, la tercera parte de la energía que entra se disipa inútilmente en el transistor. A esto hay que sumar
un pequeño consumo adicional por los circuitos de control.
Las fuentes de alimentación con-mutadas son las que utilizan conver-tidores trabajando en conmutación. Estos convertidores son circuitos con transistores que actúan por todo o nada, como si fuesen interruptores; también incluyen otros componentes pasivos (diodos, bobinas transfor-madores y condensadores) con los que se almacena, transfiere o filtra la energía. La idea básica es bien sencilla: en un interruptor cerrado la caída de tensión es muy reducida y si está abierto no circula intensidad; en ambos casos la potencia que se disipa debe ser muy pequeña. Si el transistor que hace de interruptor está en serie se obtiene un con-vertidor reductor (buck converter). Abriendo y cerrando rápidamente se puede modificar el valor medio de la tensión de salida actuando sobre la relación entre el tiempo de conducción y el de bloqueo. Aunque el resultado así obtenido es una especie de onda cuadrada que puede parecer cualquier cosa menos
corriente continua, si se le añade un diodo y un filtro pasabajos se consi-gue el objetivo buscado. Cambiando de posición algunos componentes lo que se obtiene es un con-vertidor elevador (boost converter) o una combi-nación de los dos tipos. Estos convertidores de corriente continua con las entradas y salidas no aisladas se denominan directos y también tro-ceadores (choppers).
Otros convertidores son indirectos. En este caso se incluye una etapa intermedia de corriente alterna que puede servir para aislar galvánicamente la entrada de la salida utilizando un transformador adecuado. Cuando la energía se transmite a la carga durante los intervalos de conducción de los tran-sistores se habla de un convertidor de transferencia directa (forward converter) y si al conducir los tran-sistores almacenan la energía en una inductancia de la que se transfiere a la salida en los intervalos sin conduc-ción, se dice que es un convertidor de transferencia indirecta (flyback converter). En ambos casos lo que sigue a continuación es un rectifi-cador más o menos convencional. La frecuencia a la que actúan estos circuitos suele ser del orden de de-cenas a cientos de kHz, bastantes órdenes de magnitud por encima de la frecuencia de la red eléctrica normal. Utilizar una frecuencia de conmutación elevada tiene la ven-taja de que el rizado se elimina casi completamente con condensadores y bobinas pequeños: pero hay que utilizar componentes adecuados para la frecuencia de funcionamiento; si se estropea un diodo no sirve cualquier diodo rectificador normal como recambio.
Entre las fuentes lineales y las conmutadas, ¿cuál es la mejor op-ción? Depende. Las ventajas de las conmutadas están claras, se puede obtener un mayor rendimiento en un amplio margen de tensiones de entrada, lo que se traduce en una mayor inmunidad ante los huecos
■ Fuente de alimentación triple para laboratorio (TTi).
■ En los reguladores por conmutación, los transistores se utilizan como interruptores por todo o nada, para obtener la tensión deseada en la salida con muy pocas pérdidas.
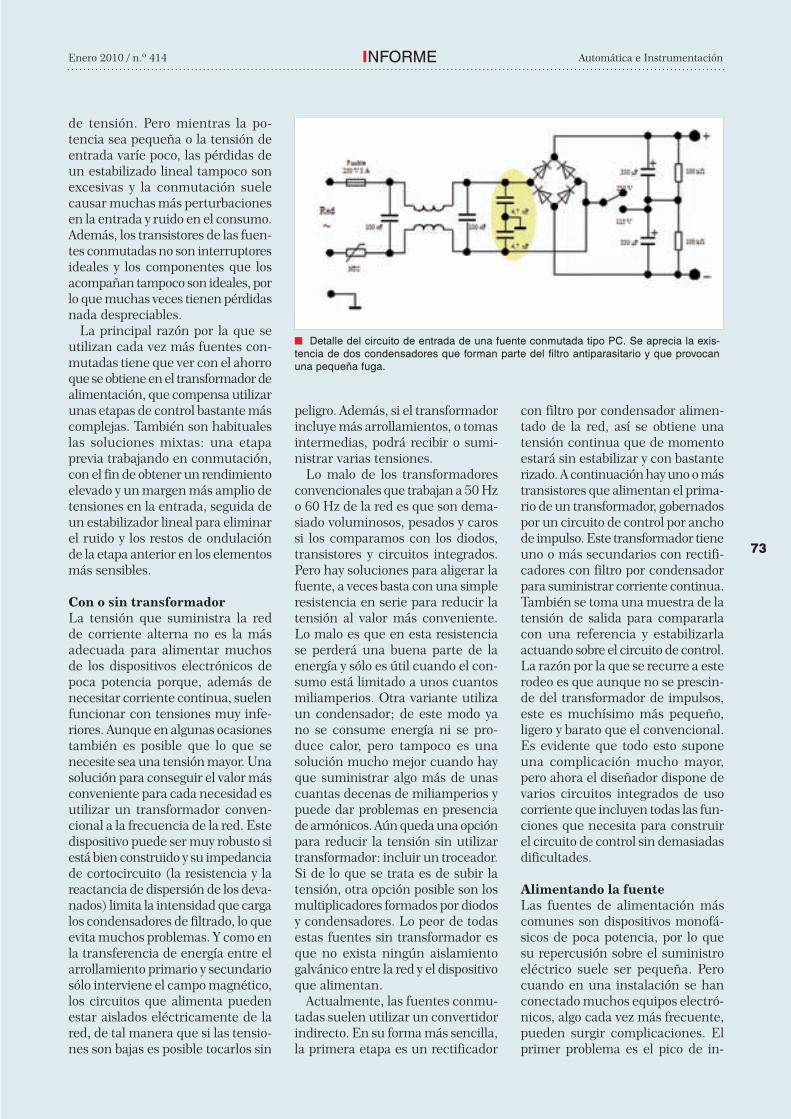
73
Enero 2010 / n.º 414 Automática e InstrumentaciónINFORME
de tensión. Pero mientras la po-tencia sea pequeña o la tensión de entrada varíe poco, las pérdidas de un estabilizado lineal tampoco son excesivas y la conmutación suele causar muchas más perturbaciones en la entrada y ruido en el consumo. Además, los transistores de las fuen-tes conmutadas no son interruptores ideales y los componentes que los acompañan tampoco son ideales, por lo que muchas veces tienen pérdidas nada despreciables.
La principal razón por la que se utilizan cada vez más fuentes con-mutadas tiene que ver con el ahorro que se obtiene en el transformador de alimentación, que compensa utilizar unas etapas de control bastante más complejas. También son habituales las soluciones mixtas: una etapa previa trabajando en conmutación, con el fin de obtener un rendimiento elevado y un margen más amplio de tensiones en la entrada, seguida de un estabilizador lineal para eliminar el ruido y los restos de ondulación de la etapa anterior en los elementos más sensibles.
Con o sin transformadorLa tensión que suministra la red de corriente alterna no es la más adecuada para alimentar muchos de los dispositivos electrónicos de poca potencia porque, además de necesitar corriente continua, suelen funcionar con tensiones muy infe-riores. Aunque en algunas ocasiones también es posible que lo que se necesite sea una tensión mayor. Una solución para conseguir el valor más conveniente para cada necesidad es utilizar un transformador conven-cional a la frecuencia de la red. Este dispositivo puede ser muy robusto si está bien construido y su impedancia de cortocircuito (la resistencia y la reactancia de dispersión de los deva-nados) limita la intensidad que carga los condensadores de filtrado, lo que evita muchos problemas. Y como en la transferencia de energía entre el arrollamiento primario y secundario sólo interviene el campo magnético, los circuitos que alimenta pueden estar aislados eléctricamente de la red, de tal manera que si las tensio-nes son bajas es posible tocarlos sin
peligro. Además, si el transformador incluye más arrollamientos, o tomas intermedias, podrá recibir o sumi-nistrar varias tensiones.
Lo malo de los transformadores convencionales que trabajan a 50 Hz o 60 Hz de la red es que son dema-siado voluminosos, pesados y caros si los comparamos con los diodos, transistores y circuitos integrados. Pero hay soluciones para aligerar la fuente, a veces basta con una simple resistencia en serie para reducir la tensión al valor más conveniente. Lo malo es que en esta resistencia se perderá una buena parte de la energía y sólo es útil cuando el con-sumo está limitado a unos cuantos miliamperios. Otra variante utiliza un condensador; de este modo ya no se consume energía ni se pro-duce calor, pero tampoco es una solución mucho mejor cuando hay que suministrar algo más de unas cuantas decenas de miliamperios y puede dar problemas en presencia de armónicos. Aún queda una opción para reducir la tensión sin utilizar transformador: incluir un troceador. Si de lo que se trata es de subir la tensión, otra opción posible son los multiplicadores formados por diodos y condensadores. Lo peor de todas estas fuentes sin transformador es que no exista ningún aislamiento galvánico entre la red y el dispositivo que alimentan.
Actualmente, las fuentes conmu-tadas suelen utilizar un convertidor indirecto. En su forma más sencilla, la primera etapa es un rectificador
con filtro por condensador alimen-tado de la red, así se obtiene una tensión continua que de momento estará sin estabilizar y con bastante rizado. A continuación hay uno o más transistores que alimentan el prima-rio de un transformador, gobernados por un circuito de control por ancho de impulso. Este transformador tiene uno o más secundarios con rectifi-cadores con filtro por condensador para suministrar corriente continua. También se toma una muestra de la tensión de salida para compararla con una referencia y estabilizarla actuando sobre el circuito de control. La razón por la que se recurre a este rodeo es que aunque no se prescin-de del transformador de impulsos, este es muchísimo más pequeño, ligero y barato que el convencional. Es evidente que todo esto supone una complicación mucho mayor, pero ahora el diseñador dispone de varios circuitos integrados de uso corriente que incluyen todas las fun-ciones que necesita para construir el circuito de control sin demasiadas dificultades.
Alimentando la fuenteLas fuentes de alimentación más comunes son dispositivos monofá-sicos de poca potencia, por lo que su repercusión sobre el suministro eléctrico suele ser pequeña. Pero cuando en una instalación se han conectado muchos equipos electró-nicos, algo cada vez más frecuente, pueden surgir complicaciones. El primer problema es el pico de in-
■ Detalle del circuito de entrada de una fuente conmutada tipo PC. Se aprecia la exis-tencia de dos condensadores que forman parte del filtro antiparasitario y que provocan una pequeña fuga.

74
Automática e Instrumentación Enero 2010 / n.º 414INFORME
tensidad inicial (inrush current) que se produce al conectar la fuente estando el condensador aún descar-gado. Este pico podría ocasionar la destrucción de los diodos, para evi-tarlo siempre hay alguna impedancia para limitar la corriente, puede estar en serie con las entradas o entre el puente de diodos y el condensador. Esta impedancia puede ser la del transformador de alimentación. Cuando éste no existe y se actúa con potencias pequeñas suele utilizarse una resistencia de unos ohmios. Esta resistencia no debe ser de un valor demasiado bajo, porque ya no sería efectiva para atenuar el tran-sitorio, pero tampoco puede ser de un valor demasiado elevado por las pérdidas que causaría durante el funcionamiento normal. Con unos cientos de vatios es habitual utilizar una resistencia de coeficiente de temperatura negativo (NTC). Este componente inicialmente limita la intensidad porque está frío, pero a medida que circula corriente se calienta y disminuye su resistencia óhmica a los pocos instantes. Un sistema tan sencillo puede que no funcione demasiado bien después de una pequeña interrupción y además está afectado por la temperatura ambiente; con potencias mayores ya se prefieren otros circuitos algo más elaborados. En cualquier caso no hay que descartar que la intensidad inicial pueda disparar las proteccio-nes destinadas a actuar contra los cortocircuitos y que, para salvar el transitorio inicial, haya que utilizar un fusible o un interruptor automá-tico de respuesta lenta, por ejemplo un PIA de curva tipo D.
En régimen permanente aparece otro problema: la intensidad está formada por picos de corriente, porque los diodos sólo conducen desde el instante en que la tensión de la entrada supera la tensión del condensador hasta que vuelve a ser inferior. El valor eficaz de una tensión o de una intensidad alterna se obtiene calculando el valor medio cuadrático. Esto es consecuencia de que la potencia disipada en una resistencia en cualquier instan-te es proporcional al cuadrado de la tensión o de la intensidad. Por
consiguiente, el valor eficaz de la intensidad que consume la fuente puede ser mucho mayor que el valor medio rectificado y más del que se obtendría si se estuviera alimentando una resistencia que consumiese la misma potencia activa. Al dimensio-nar una instalación, sus conductores y sus protecciones, hay que conocer esta intensidad. Y si se ha obtenido como resultado de una medida hay que asegurarse de que se estaba utilizando un amperímetro de verda-dero valor eficaz (true RMS) porque muchos instrumentos lo que indican es un valor que es proporcional al valor medio rectificado y coincide con el eficaz cuando la onda es sin-usoidal, pero en este caso la medida es inferior al valor real.
En algunas instalaciones trifásicas hay fuentes monofásicas repartidas entre los conductores de fase y el conductor neutro. Cuando esto ocurre debe tenerse en cuenta que la intensidad en el neutro puede ser mayor que en las fases. Esto se suele justificar por la presencia de armóni-cos de secuencia homopolar, pero si se quiere visualizar de una manera más sencilla basta observar que al sumar tres puntas de corriente que no coinciden en el tiempo no se can-celan mutuamente, el resultado son tres puntas de corriente. La situación es completamente distinta a la que se produce cuando las intensidades
en las tres fases son sinusoidales de igual amplitud y desfasadas 120º, porque el sentido instantáneo de las tres corrientes no coincide en el tiempo y siempre suman cero.
Las fugasOtra cuestión que debe ser tenida en cuenta en la alimentación de una fuente son las fugas. Al desmontar el cable que alimenta algunos aparatos monofásicos puede verse que dentro hay tres conductores, uno suele estar recubierto de aislante de color ma-rrón, otro es azul y el tercero tiene franjas verdes y amarillas. Los dos primeros indican el conductor de fase y el neutro respectivamente, aunque si se trata de un cable provisto de clavija para conectar a una base de toma de corriente, lo más probable es que sean intercambiables. El tercer conductor es el de protec-ción, sirve para conectar a tierra las masas, nombre que reciben todas las partes conductoras accesibles a las personas, como lo son la cubierta metálica de un PC, de un horno de microondas, etc. Con esta conexión se evitan los riesgos de un contacto indirecto si falla algún aislamiento, pero en las fuentes de alimentación conmutadas es habitual que esta conexión también se utilice en los filtros antiparasitarios, para evitar que se propaguen impulsos de con-mutación por la red. Típicamente el circuito de entrada incluye dos condensadores entre cada una de las entradas de alimentación y la conexión de tierra que dan lugar a una pequeña corriente de fuga, especialmente si la tensión de red no es perfectamente sinusoidal. Cuan-do en una instalación hay muchas de estas fuentes conectadas a una misma línea, por ejemplo una oficina con ordenadores, fotocopiadoras, impresoras, etc. es posible que al cerrar el interruptor general o de forma aparentemente aleatoria, la suma de todas estas corrientes cause el disparo de un diferencial de alta sensibilidad. Este problema se puede solucionar subdividiendo la línea e instalando varios interruptores diferenciales o con un diferencial especialmente inmunizado.
Debe tenerse en cuenta que en
■ Fuente de 24 V provista de un acumula-dor que le permite mantener la alimentación durante una interrupción breve del suminis-tro (Phoenix Contact).

75
Enero 2010 / n.º 414 Automática e InstrumentaciónINFORME
muchos aparatos electrónicos mo-dernos la entrada de fuente de ali-mentación está siempre conectada a la red eléctrica y lo único que se desconecta son las etapas que más consumen, por lo que todos estos problemas pueden aparecer aunque aparentemente estén apagados.
Corrección del factor de potencia y supresión de armónicosCuando la impedancia de entrada del rectificador de una fuente de alimentación es muy pequeña, el condensador recibe energía durante una pequeña parte del ciclo y hay instantes en que la intensidad por los diodos alcanza valores muy supe-riores al promedio. Estos picos son responsables de que la intensidad eficaz sea sensiblemente mayor de lo que sería de esperar para la potencia consumida, algo que deberá tenerse muy en cuenta a la hora de seleccio-nar los conductores y las protecciones contra las sobreintensidades. El defecto se cuantifica por el factor de potencia l, una magnitud sin di-mensiones menor o igual a la unidad que se define por el cociente entre la potencia activa P (la potencia media consumida, que se expresa en vatios) y la potencia aparente S (el producto de la tensión por la intensidad, que se expresa en voltamperios). En un consumo lineal el factor de potencia coincide con el coseno del ángulo de fase (cosj) entre la tensión y la intensidad, pero cuando la tensión o la intensidad no son sinusoidales esto ya no es aplicable.
Las fuentes de alimentación pue-den ser una importante fuente de perturbaciones electromagnéticas que se transmiten por las líneas eléctricas y repercuten en los dispo-sitivos que comparten la alimenta-ción, porque los picos de intensidad provocan a su vez cambios bruscos en la caída de tensión por las líneas. Para describir estos fenómenos con más detalle se recurre al análisis de Fourier: una intensidad periódica no sinusoidal de frecuencia f equivale a la suma de varios términos: una in-tensidad continua, una alterna de la misma frecuencia que se denomina la componente fundamental y una
serie de armónicos de frecuencias múltiples, normalmente de ampli-tudes decrecientes al aumentar la frecuencia. Si los semiciclos posi-tivos son una copia invertida de los negativos se dice que existe simetría de semionda. Una consecuencia de esta simetría es que cuando esto sucede desaparecen la componente continua y todos los armónicos pares. Por consiguiente, la intensidad con picos simétricos que normalmente consume por un rectificador de onda completa alimentado a 50 Hz es equivalente a sumar una onda alterna de 50 Hz (la fundamental) con un tercer armónico de 150 Hz algo más pequeño, un quinto ar-mónico de 250 Hz aún menor y así sucesivamente. Si el rectificador es trifásico sin neutro también pueden desaparecer todos los armónicos múl-tiplos de tres, por lo que el primero que puede causar problemas es el quinto. Lo ideal sería eliminarlo todo menos la componente fundamental, y aún mejor si ésta estuviese en fase con la tensión, así el factor de potencia de la fuente sería la unidad y no presentaría más problemas de los que provoca una carga resistiva. Un criterio para fijar el límite de lo que se considera admisible son las disposiciones del RD 1580/2006 por el que se regula la compatibilidad electromagnética de los equipos eléctricos y electrónicos, adaptando a la legislación nacional la directiva 2004/108/CE de la Unión Europea. En el decreto se establece que sólo podrán comercializarse y ponerse en servicio aquellos equipos que cumplan determinadas exigencias en cuanto a la compatibilidad se refiere; esencialmente se trata de las normas armonizadas publicadas en el Diario
Oficial de la Unión Europea. Una de estas normas es la EN 61000-3-2, que fija los valores máximos admisibles de los armónicos de intensidad en los equipos de hasta 16 A por fase conectados a una red pública de baja tensión.
Para reducir la distorsión y con ella los armónicos, el diseñador de fuentes de alimentación dispone de varias opciones. Una de ellas es moderar el pico de intensidad y alargar la conducción, añadiendo impedancias en serie con las entra-das o entre el rectificador y el con-densador. Con potencias pequeñas utilizar resistencias es una opción razonable. Puede escoger bobinas, tienen menos pérdidas que las resis-tencias pero normalmente también son más caras y más voluminosas, además contribuyen a aumentar el consumo de reactiva. También puede utilizar filtros sintonizados a base de bobinas y condensadores para favorecer la presencia de la com-ponente fundamental y atenuar las componentes de otras frecuencias. Todas estas soluciones pasivas son relativamente sencillas y robustas, aunque no consiguen evitar el pro-blema. Otra posibilidad es eliminar el filtro por condensador y añadir un convertidor controlado de manera que la intensidad de entrada sea aproximadamente proporcional a la tensión. De este modo se obtiene lo que generalmente se conoce como un circuito de corrección del factor de potencia (PFC: Power Factor Correction) y a veces se le añade el adjetivo “activo”. A veces las so-luciones a base de impedancias se conocen como PFC “pasivo”, aunque en rigor no se trata exactamente de corrección del factor de potencia, sino de supresión de armónicos. Obsérvese que nada de esto tiene que ver con la corrección del factor de potencia que se aplica en las cargas inductivas utilizando condensadores; la compensación de reactiva es otra cosa, similar pero diferente.
Francesc J. SuelvesETSEIBDepto. de Ingeniería Eléctrica
■ Fuente modular con PFC activo. Las bajas pérdidas permiten realizar fuentes de potencia con unas dimensiones muy reducidas (Powerbox).
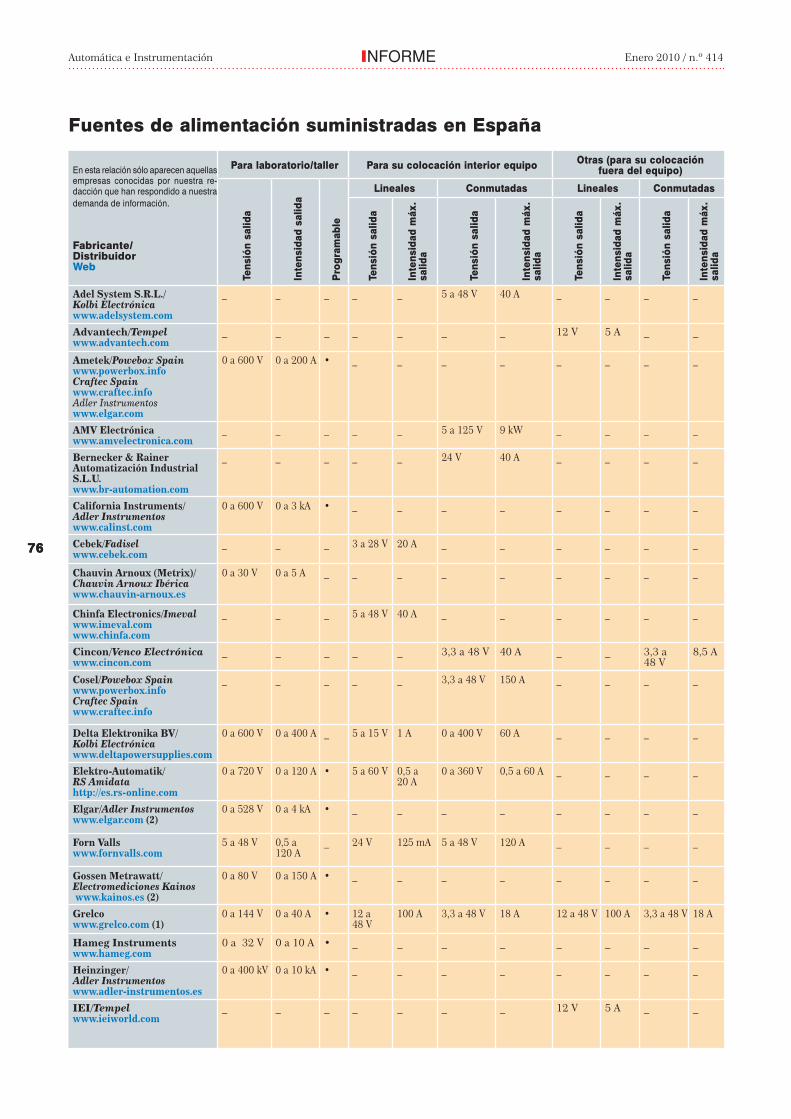
76
Automática e Instrumentación Enero 2010 / n.º 414INFORME
76
En esta relación sólo aparecen aquellas empresas conocidas por nuestra re-dacción que han respondido a nuestra demanda de información.
Fabricante/ DistribuidorWeb
Para laboratorio/taller Para su colocación interior equipo Otras (para su colocación fuera del equipo)
Tens
ión
salid
a
Inte
nsid
ad s
alid
a
Prog
ram
able
Lineales Conmutadas Lineales Conmutadas
Tens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
T ens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
Tens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
T ens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
Adel System S.R.L./Kolbi Electrónicawww.adelsystem.com
_ _ _ _ _ 5 a 48 V
40 A _ _ _ _
Advantech/Tempelwww.advantech.com
_ _ _ _ _ _ _ 12 V 5 A _ _
Ametek/Powebox Spain www.powerbox.infoCraftec Spainwww.craftec.infoAdler Instrumentoswww.elgar.com
0 a 600 V 0 a 200 A • _ _ _ _ _ _ _ _
AMV Electrónicawww.amvelectronica.com
_ _ _ _ _ 5 a 125 V 9 kW _ _ _ _
Bernecker & Rainer Automatización Industrial S.L.U.www.br-automation.com
_ _ _ _ _ 24 V 40 A _ _ _ _
California Instruments/Adler Instrumentoswww.calinst.com
0 a 600 V 0 a 3 kA • _ _ _ _ _ _ _ _
Cebek/Fadiselwww.cebek.com
_ _ _ 3 a 28 V 20 A _ _ _ _ _ _
Chauvin Arnoux (Metrix)/Chauvin Arnoux Ibéricawww.chauvin-arnoux.es
0 a 30 V 0 a 5 A _ _ _ _ _ _ _ _ _
Chinfa Electronics/Imevalwww.imeval.comwww.chinfa.com
_ _ _ 5 a 48 V 40 A _ _ _ _ _ _
Cincon/Venco Electrónicawww.cincon.com
_ _ _ _ _ 3,3 a 48 V 40 A _ _ 3,3 a 48 V
8,5 A
Cosel/Powebox Spainwww.powerbox.infoCraftec Spainwww.craftec.info
_ _ _ _ _ 3,3 a 48 V 150 A _ _ _ _
Delta Elektronika BV/Kolbi Electrónicawww.deltapowersupplies.com
0 a 600 V 0 a 400 A _ 5 a 15 V 1 A 0 a 400 V 60 A _ _ _ _
Elektro-Automatik/RS Amidatahttp://es.rs-online.com
0 a 720 V 0 a 120 A • 5 a 60 V 0,5 a 20 A
0 a 360 V 0,5 a 60 A _ _ _ _
Elgar/Adler Instrumentoswww.elgar.com (2)
0 a 528 V 0 a 4 kA • _ _ _ _ _ _ _ _
Forn Vallswww.fornvalls.com
5 a 48 V 0,5 a 120 A
_ 24 V 125 mA 5 a 48 V 120 A _ _ _ _
Gossen Metrawatt/Electromediciones Kainos www.kainos.es (2)
0 a 80 V 0 a 150 A • _ _ _ _ _ _ _ _
Grelcowww.grelco.com (1)
0 a 144 V 0 a 40 A • 12 a 48 V
100 A 3,3 a 48 V 18 A 12 a 48 V 100 A 3,3 a 48 V 18 A
Hameg Instrumentswww.hameg.com
0 a 32 V 0 a 10 A • _ _ _ _ _ _ _ _
Heinzinger/Adler Instrumentoswww.adler-instrumentos.es
0 a 400 kV 0 a 10 kA • _ _ _ _ _ _ _ _
IEI/Tempelwww.ieiworld.com
_ _ _ _ _ _ _ 12 V 5 A _ _
Fuentes de alimentación suministradas en España
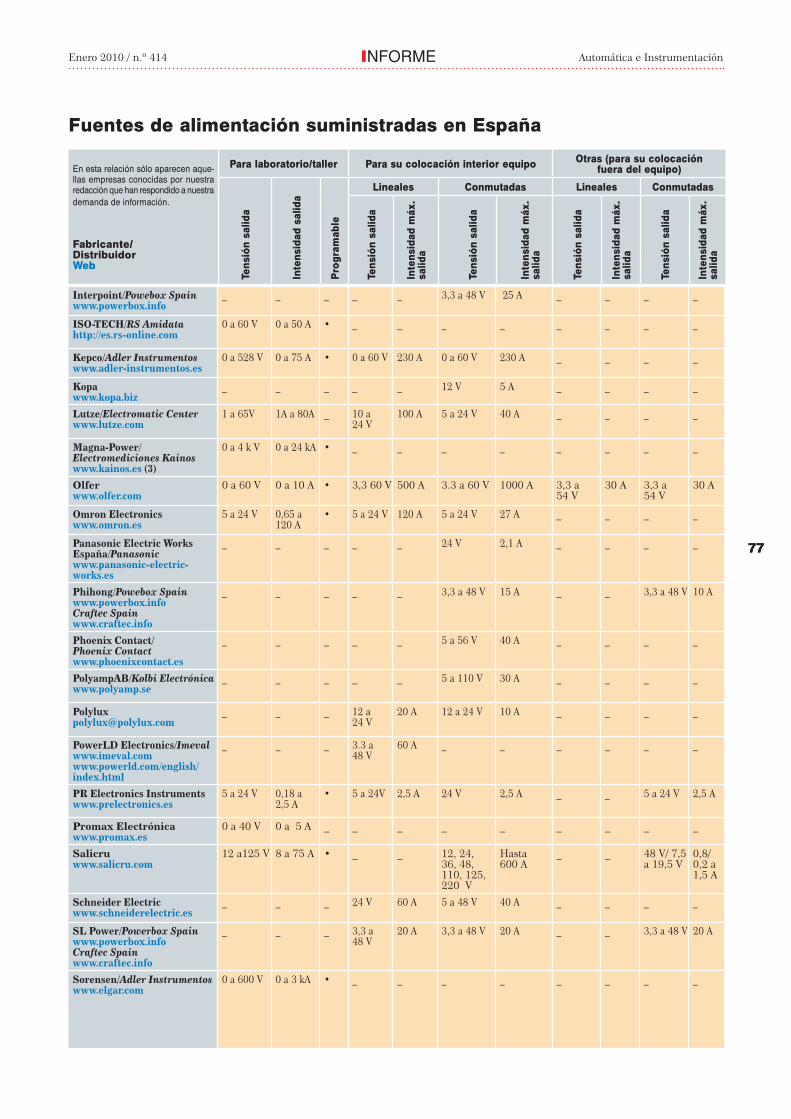
77
Enero 2010 / n.º 414 Automática e InstrumentaciónINFORME
77
Interpoint/Powebox Spainwww.powerbox.info
_ _ _ _ _ 3,3 a 48 V 25 A _ _ _ _
ISO-TECH/RS Amidatahttp://es.rs-online.com
0 a 60 V 0 a 50 A • _ _ _ _ _ _ _ _
Kepco/Adler Instrumentoswww.adler-instrumentos.es
0 a 528 V 0 a 75 A • 0 a 60 V 230 A 0 a 60 V 230 A _ _ _ _
Kopawww.kopa.biz
_ _ _ _ _ 12 V 5 A _ _ _ _
Lutze/Electromatic Centerwww.lutze.com
1 a 65V 1A a 80A _ 10 a 24 V
100 A 5 a 24 V 40 A _ _ _ _
Magna-Power/Electromediciones Kainoswww.kainos.es (3)
0 a 4 k V 0 a 24 kA • _ _ _ _ _ _ _ _
Olferwww.olfer.com
0 a 60 V 0 a 10 A • 3,3 60 V 500 A 3.3 a 60 V 1000 A 3,3 a 54 V
30 A 3,3 a 54 V
30 A
Omron Electronicswww.omron.es
5 a 24 V 0,65 a 120 A
• 5 a 24 V 120 A 5 a 24 V 27 A _ _ _ _
Panasonic Electric Works España/Panasonicwww.panasonic-electric-works.es
_ _ _ _ _ 24 V 2,1 A _ _ _ _
Phihong/Powebox Spainwww.powerbox.infoCraftec Spainwww.craftec.info
_ _ _ _ _ 3,3 a 48 V 15 A _ _ 3,3 a 48 V 10 A
Phoenix Contact/ Phoenix Contactwww.phoenixcontact.es
_ _ _ _ _ 5 a 56 V 40 A _ _ _ _
PolyampAB/Kolbi Electrónicawww.polyamp.se
_ _ _ _ _ 5 a 110 V 30 A _ _ _ _
_ _ _ 12 a 24 V
20 A 12 a 24 V 10 A _ _ _ _
PowerLD Electronics/Imevalwww.imeval.comwww.powerld.com/english/index.html
_ _ _ 3.3 a 48 V
60 A _ _ _ _ _ _
PR Electronics Instrumentswww.prelectronics.es
5 a 24 V 0,18 a 2,5 A
• 5 a 24V 2,5 A 24 V 2,5 A _ _ 5 a 24 V 2,5 A
Promax Electrónicawww.promax.es
0 a 40 V 0 a 5 A _ _ _ _ _ _ _ _ _
Salicruwww.salicru.com
12 a125 V 8 a 75 A • _ _ 12, 24, 36, 48, 110, 125, 220 V
Hasta 600 A
_ _ 48 V/ 7,5 a 19,5 V
0,8/0,2 a 1,5 A
Schneider Electricwww.schneiderelectric.es
_ _ _ 24 V 60 A 5 a 48 V 40 A _ _ _ _
SL Power/Powerbox Spain www.powerbox.infoCraftec Spainwww.craftec.info
_ _ _ 3,3 a 48 V
20 A 3,3 a 48 V 20 A _ _ 3,3 a 48 V 20 A
Sorensen/Adler Instrumentoswww.elgar.com
0 a 600 V 0 a 3 kA • _ _ _ _ _ _ _ _
En esta relación sólo aparecen aque-llas empresas conocidas por nuestra redacción que han respondido a nuestra demanda de información.
Fabricante/ DistribuidorWeb
Para laboratorio/taller Para su colocación interior equipo Otras (para su colocación fuera del equipo)
Tens
ión
salid
a
Inte
nsid
ad s
alid
a
Prog
ram
able
Lineales Conmutadas Lineales Conmutadas
Tens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
T ens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
Tens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
T ens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
Fuentes de alimentación suministradas en España
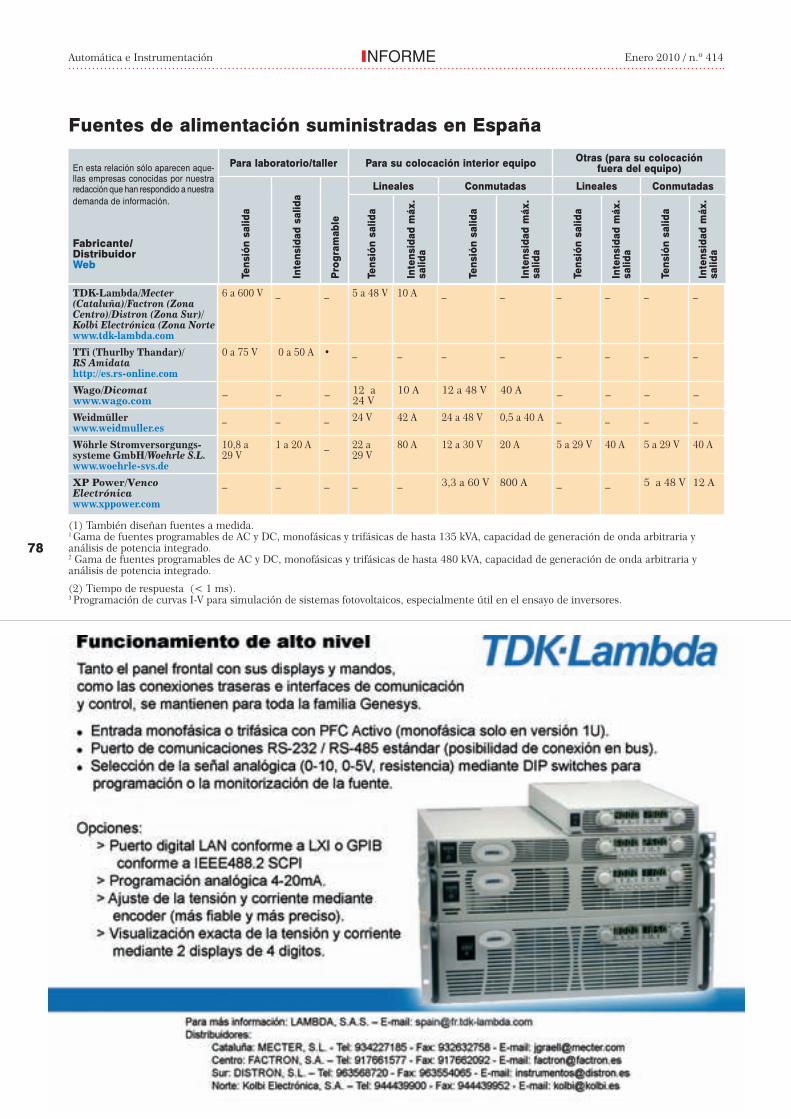
78
Automática e Instrumentación Enero 2010 / n.º 414INFORME
TDK-Lambda/Mecter (Cataluña)/Factron (Zona Centro)/Distron (Zona Sur)/Kolbi Electrónica (Zona Nortewww.tdk-lambda.com
6 a 600 V _ _ 5 a 48 V 10 A _ _ _ _ _ _
TTi (Thurlby Thandar)/RS Amidatahttp://es.rs-online.com
0 a 75 V 0 a 50 A • _ _ _ _ _ _ _ _
Wago/Dicomatwww.wago.com
_ _ _ 12 a 24 V
10 A 12 a 48 V 40 A _ _ _ _
Weidmüllerwww.weidmuller.es
_ _ _ 24 V 42 A 24 a 48 V 0,5 a 40 A _ _ _ _
Wöhrle Stromversorgungs-systeme GmbH/Woehrle S.L.www.woehrle-svs.de
10,8 a 29 V
1 a 20 A _ 22 a 29 V
80 A 12 a 30 V 20 A 5 a 29 V 40 A 5 a 29 V 40 A
XP Power/Venco Electrónicawww.xppower.com
_ _ _ _ _ 3,3 a 60 V 800 A _ _ 5 a 48 V 12 A
(1) También diseñan fuentes a medida. 1 Gama de fuentes programables de AC y DC, monofásicas y trifásicas de hasta 135 kVA, capacidad de generación de onda arbitraria y análisis de potencia integrado.2 Gama de fuentes programables de AC y DC, monofásicas y trifásicas de hasta 480 kVA, capacidad de generación de onda arbitraria y análisis de potencia integrado.
(2) Tiempo de respuesta (< 1 ms).3 Programación de curvas I-V para simulación de sistemas fotovoltaicos, especialmente útil en el ensayo de inversores.
En esta relación sólo aparecen aque-llas empresas conocidas por nuestra redacción que han respondido a nuestra demanda de información.
Fabricante/ DistribuidorWeb
Para laboratorio/taller Para su colocación interior equipo Otras (para su colocación fuera del equipo)
Tens
ión
salid
a
Inte
nsid
ad s
alid
a
Prog
ram
able
Lineales Conmutadas Lineales Conmutadas
Tens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
T ens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
Tens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
T ens
ión
salid
a
Inte
nsid
ad m
áx.
salid
a
Fuentes de alimentación suministradas en España

Answers for industry.
Descubra cómo satisfacer todas sus necesidades de automatización de una forma flexible y económica utilizando una distribución coherente con SIMATIC ET 200. Tanto si es compacta o modular, estación de periferia pura o sistema completo de inteligencia descentralizada, con o sin tecnología de accionamientos y seguridad integradas, en armario de control o directamente sobre entornos industriales severos, con SIMATIC ET 200 le proporcionamos la familia más completa de sistemas de periferia descentralizada para todos los requisitos concebibles. Para más información visite: www.siemens.es/simatic Estableciendo estándares con Totally Integrated Automation.
La versatilidad contribuye al éxitoPeriferia descentralizada para cualquier necesidad
SIMATIC ET 200
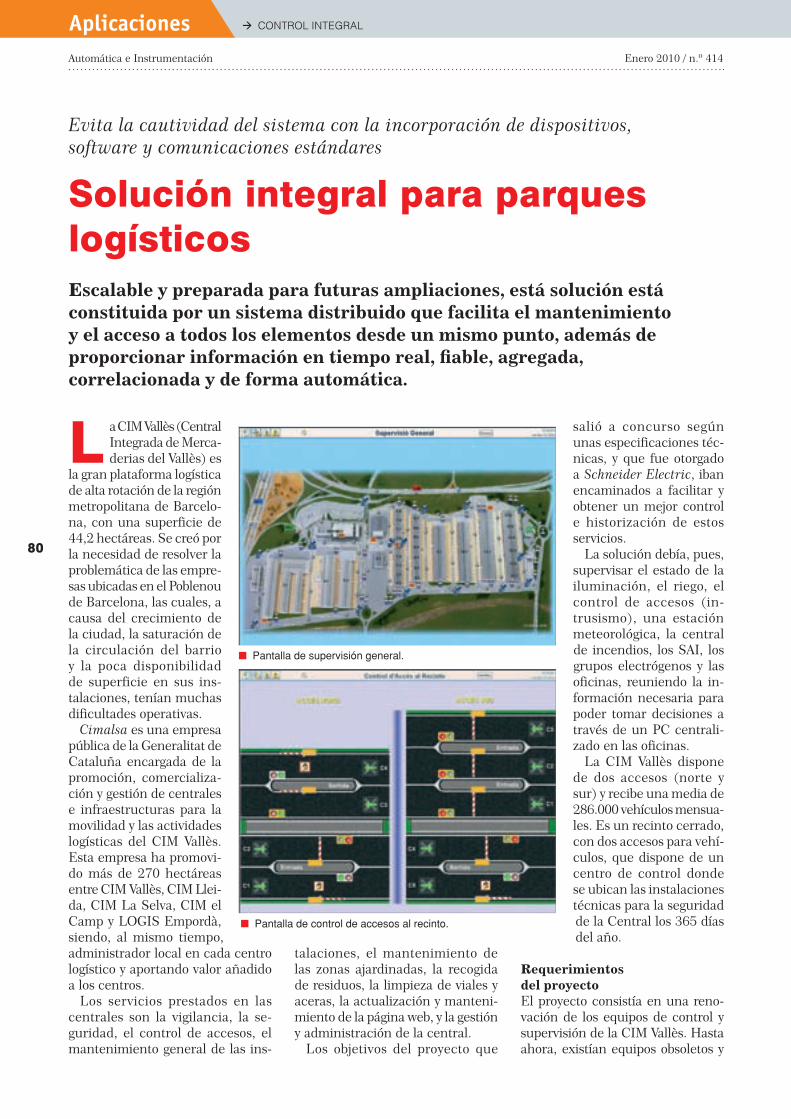
80
Automática e Instrumentación Enero 2010 / n.º 414
Aplicaciones CONTROL INTEGRAL
Evita la cautividad del sistema con la incorporación de dispositivos, software y comunicaciones estándares
Solución integral para parques logísticos Escalable y preparada para futuras ampliaciones, está solución está constituida por un sistema distribuido que facilita el mantenimiento y el acceso a todos los elementos desde un mismo punto, además de proporcionar información en tiempo real, fiable, agregada, correlacionada y de forma automática.
L a CIM Vallès (Central Integrada de Merca-derias del Vallès) es
la gran plataforma logística de alta rotación de la región metropolitana de Barcelo-na, con una superficie de 44,2 hectáreas. Se creó por la necesidad de resolver la problemática de las empre-sas ubicadas en el Poblenou de Barcelona, las cuales, a causa del crecimiento de la ciudad, la saturación de la circulación del barrio y la poca disponibilidad de superficie en sus ins-talaciones, tenían muchas dificultades operativas.
Cimalsa es una empresa pública de la Generalitat de Cataluña encargada de la promoción, comercializa-ción y gestión de centrales e infraestructuras para la movilidad y las actividades logísticas del CIM Vallès. Esta empresa ha promovi-do más de 270 hectáreas entre CIM Vallès, CIM Llei-da, CIM La Selva, CIM el Camp y LOGIS Empordà, siendo, al mismo tiempo, administrador local en cada centro logístico y aportando valor añadido a los centros.
Los servicios prestados en las centrales son la vigilancia, la se-guridad, el control de accesos, el mantenimiento general de las ins-
talaciones, el mantenimiento de las zonas ajardinadas, la recogida de residuos, la limpieza de viales y aceras, la actualización y manteni-miento de la página web, y la gestión y administración de la central.
Los objetivos del proyecto que
salió a concurso según unas especificaciones téc-nicas, y que fue otorgado a Schneider Electric, iban encaminados a facilitar y obtener un mejor control e historización de estos servicios.
La solución debía, pues, supervisar el estado de la iluminación, el riego, el control de accesos (in-trusismo), una estación meteorológica, la central de incendios, los SAI, los grupos electrógenos y las oficinas, reuniendo la in-formación necesaria para poder tomar decisiones a través de un PC centrali-zado en las oficinas.
La CIM Vallès dispone de dos accesos (norte y sur) y recibe una media de 286.000 vehículos mensua-les. Es un recinto cerrado, con dos accesos para vehí-culos, que dispone de un centro de control donde se ubican las instalaciones técnicas para la seguridad de la Central los 365 días del año.
Requerimientos del proyectoEl proyecto consistía en una reno-vación de los equipos de control y supervisión de la CIM Vallès. Hasta ahora, existían equipos obsoletos y
■ Pantalla de supervisión general.
■ Pantalla de control de accesos al recinto.
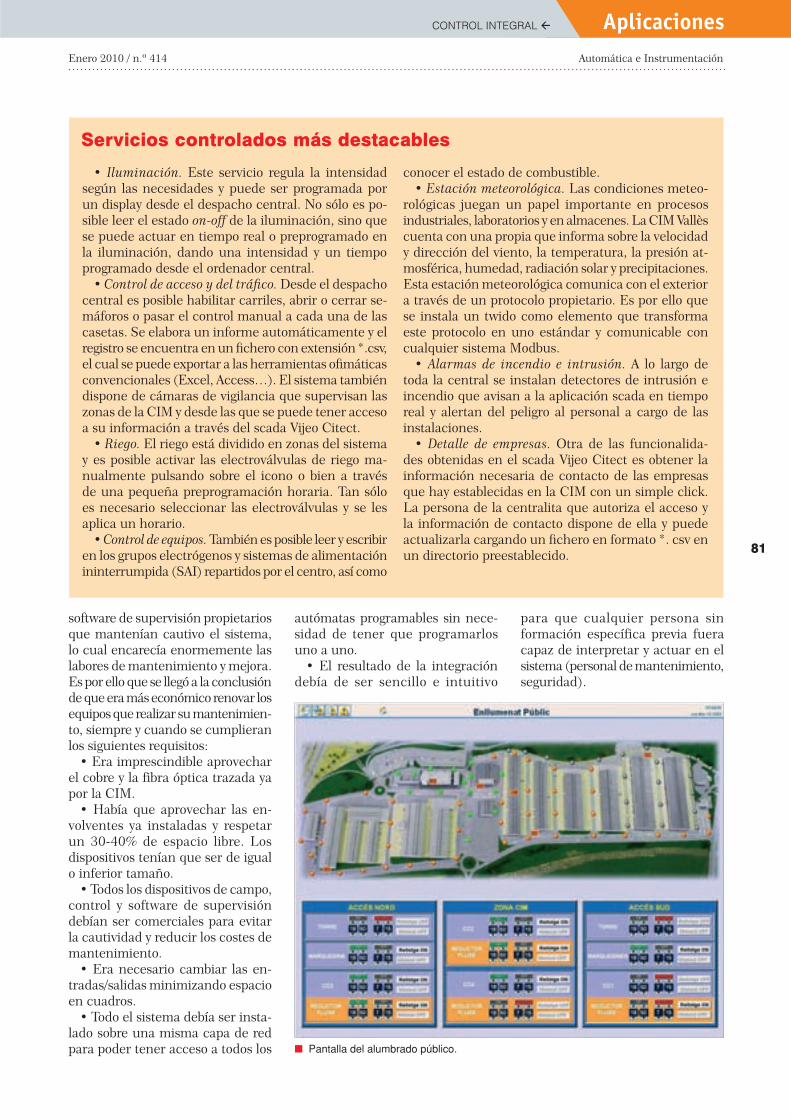
81
Enero 2010 / n.º 414 Automática e Instrumentación
AplicacionesCONTROL INTEGRAL
software de supervisión propietarios que mantenían cautivo el sistema, lo cual encarecía enormemente las labores de mantenimiento y mejora. Es por ello que se llegó a la conclusión de que era más económico renovar los equipos que realizar su mantenimien-to, siempre y cuando se cumplieran los siguientes requisitos:
• Era imprescindible aprovechar el cobre y la fibra óptica trazada ya por la CIM.
• Había que aprovechar las en-volventes ya instaladas y respetar un 30-40% de espacio libre. Los dispositivos tenían que ser de igual o inferior tamaño.
• Todos los dispositivos de campo, control y software de supervisión debían ser comerciales para evitar la cautividad y reducir los costes de mantenimiento.
• Era necesario cambiar las en-tradas/salidas minimizando espacio en cuadros.
• Todo el sistema debía ser insta-lado sobre una misma capa de red para poder tener acceso a todos los
autómatas programables sin nece-sidad de tener que programarlos uno a uno.
• El resultado de la integración debía de ser sencillo e intuitivo
para que cualquier persona sin formación específica previa fuera capaz de interpretar y actuar en el sistema (personal de mantenimiento, seguridad).
Servicios controlados más destacables• Iluminación. Este servicio regula la intensidad
según las necesidades y puede ser programada por un display desde el despacho central. No sólo es po-sible leer el estado on-off de la iluminación, sino que se puede actuar en tiempo real o preprogramado en la iluminación, dando una intensidad y un tiempo programado desde el ordenador central.
• Control de acceso y del tráfico. Desde el despacho central es posible habilitar carriles, abrir o cerrar se-máforos o pasar el control manual a cada una de las casetas. Se elabora un informe automáticamente y el registro se encuentra en un fichero con extensión *.csv, el cual se puede exportar a las herramientas ofimáticas convencionales (Excel, Access…). El sistema también dispone de cámaras de vigilancia que supervisan las zonas de la CIM y desde las que se puede tener acceso a su información a través del scada Vijeo Citect.
• Riego. El riego está dividido en zonas del sistema y es posible activar las electroválvulas de riego ma-nualmente pulsando sobre el icono o bien a través de una pequeña preprogramación horaria. Tan sólo es necesario seleccionar las electroválvulas y se les aplica un horario.
• Control de equipos. También es posible leer y escribir en los grupos electrógenos y sistemas de alimentación ininterrumpida (SAI) repartidos por el centro, así como
conocer el estado de combustible.• Estación meteorológica. Las condiciones meteo-
rológicas juegan un papel importante en procesos industriales, laboratorios y en almacenes. La CIM Vallès cuenta con una propia que informa sobre la velocidad y dirección del viento, la temperatura, la presión at-mosférica, humedad, radiación solar y precipitaciones. Esta estación meteorológica comunica con el exterior a través de un protocolo propietario. Es por ello que se instala un twido como elemento que transforma este protocolo en uno estándar y comunicable con cualquier sistema Modbus.
• Alarmas de incendio e intrusión. A lo largo de toda la central se instalan detectores de intrusión e incendio que avisan a la aplicación scada en tiempo real y alertan del peligro al personal a cargo de las instalaciones.
• Detalle de empresas. Otra de las funcionalida-des obtenidas en el scada Vijeo Citect es obtener la información necesaria de contacto de las empresas que hay establecidas en la CIM con un simple click. La persona de la centralita que autoriza el acceso y la información de contacto dispone de ella y puede actualizarla cargando un fichero en formato *. csv en un directorio preestablecido.
■ Pantalla del alumbrado público.
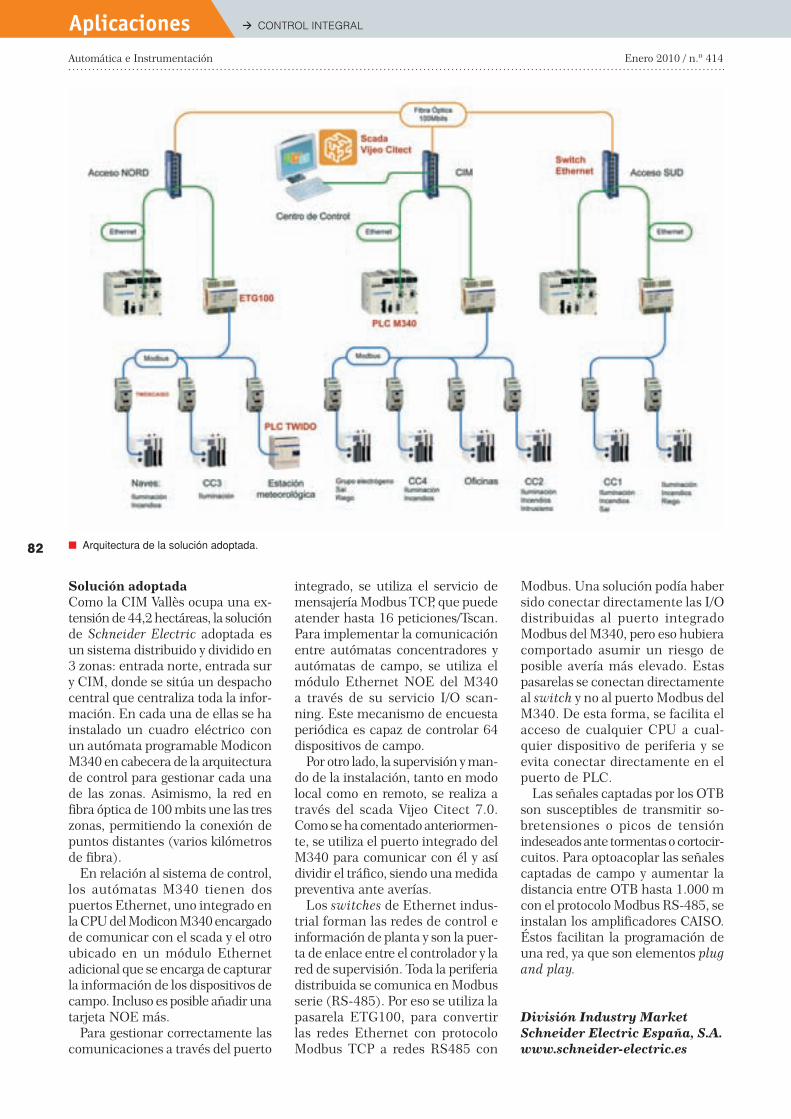
82
Automática e Instrumentación Enero 2010 / n.º 414
Aplicaciones CONTROL INTEGRAL
Solución adoptadaComo la CIM Vallès ocupa una ex-tensión de 44,2 hectáreas, la solución de Schneider Electric adoptada es un sistema distribuido y dividido en 3 zonas: entrada norte, entrada sur y CIM, donde se sitúa un despacho central que centraliza toda la infor-mación. En cada una de ellas se ha instalado un cuadro eléctrico con un autómata programable Modicon M340 en cabecera de la arquitectura de control para gestionar cada una de las zonas. Asimismo, la red en fibra óptica de 100 mbits une las tres zonas, permitiendo la conexión de puntos distantes (varios kilómetros de fibra).
En relación al sistema de control, los autómatas M340 tienen dos puertos Ethernet, uno integrado en la CPU del Modicon M340 encargado de comunicar con el scada y el otro ubicado en un módulo Ethernet adicional que se encarga de capturar la información de los dispositivos de campo. Incluso es posible añadir una tarjeta NOE más.
Para gestionar correctamente las comunicaciones a través del puerto
integrado, se utiliza el servicio de mensajería Modbus TCP, que puede atender hasta 16 peticiones/Tscan. Para implementar la comunicación entre autómatas concentradores y autómatas de campo, se utiliza el módulo Ethernet NOE del M340 a través de su servicio I/O scan-ning. Este mecanismo de encuesta periódica es capaz de controlar 64 dispositivos de campo.
Por otro lado, la supervisión y man-do de la instalación, tanto en modo local como en remoto, se realiza a través del scada Vijeo Citect 7.0. Como se ha comentado anteriormen-te, se utiliza el puerto integrado del M340 para comunicar con él y así dividir el tráfico, siendo una medida preventiva ante averías.
Los switches de Ethernet indus-trial forman las redes de control e información de planta y son la puer-ta de enlace entre el controlador y la red de supervisión. Toda la periferia distribuida se comunica en Modbus serie (RS-485). Por eso se utiliza la pasarela ETG100, para convertir las redes Ethernet con protocolo Modbus TCP a redes RS485 con
Modbus. Una solución podía haber sido conectar directamente las I/O distribuidas al puerto integrado Modbus del M340, pero eso hubiera comportado asumir un riesgo de posible avería más elevado. Estas pasarelas se conectan directamente al switch y no al puerto Modbus del M340. De esta forma, se facilita el acceso de cualquier CPU a cual-quier dispositivo de periferia y se evita conectar directamente en el puerto de PLC.
Las señales captadas por los OTB son susceptibles de transmitir so-bretensiones o picos de tensión indeseados ante tormentas o cortocir-cuitos. Para optoacoplar las señales captadas de campo y aumentar la distancia entre OTB hasta 1.000 m con el protocolo Modbus RS-485, se instalan los amplificadores CAISO. Éstos facilitan la programación de una red, ya que son elementos plug and play.
División Industry MarketSchneider Electric España, S.A.www.schneider-electric.es
■ Arquitectura de la solución adoptada.

©2008 National Instruments Corporation. Todos los derechos reservados. CompactRIO, FieldPoint, LabVIEW, National Instruments, NI, y ni.com son marcas registradas de National Instruments. Los nombres de los otros productos y las razones sociales mencionados son marcas registradas o nombres comerciales de sus respectivas compañías. 2008-9296-161-124-D
>> Vea el seminario Web de introducción a PAC en ni.com/pac/esa
La combinación de los beneficios de PLCs, PCs, y hardware personalizado
Los controladores de automatización programables (PACs) de
National Instruments, programados con NI LabVIEW, combinan
la fiabilidad y robustez del PLC, el procesamiento del PC, y el
rendimiento del circuito personalizado. Usted puede diseñar, crear
prototipos, y distribuir sistemas industriales de una manera más
rápida y económica usando NI PACs. Además, con el entorno de
programación abierto de LabVIEW, puede integrar su NI PAC con
otros dispositivos industriales.
FPGA Programable para Control de Alta Velocidad
256 canales analógicos PID a 30 KHz, control digital 10 MHz
E/S Modulares Industriales
Medidas de temperatura, deformación, y vibración y sonido hasta 24 bits
Plataforma Robusta
Certificado para 50g de choque, y un rango de temperatura operativo de -40 hasta 70 °C
Procesador de Tiempo Real, Alto RendimientoPosibilidad para ejecutar análisis intensivo y algoritmos de procesamiento de señales
Conectividad
Puertos de Ethernet integrados,Modbus TCP, y redes industriales
PLATAFORMA de NI PAC
NI LabVIEW
NI CompactRIO
NI Compact FieldPoint
NI Smart Cameras
HMI Touch Panel
PLC + PC +Hardware Personalizado =
NI PACs
91 640 0085
National Instruments Spain S.L. � Europa Empresarial � c/Rozabella, 2 - edificio Berlin � 1a planta � 28230 Las Rozas (Madrid) � España � Tel: +34 91 640 00 85 ó 93 582 0251Fax. +34 91 640 05 33 ó 93 582 4370 � CIF: B-80021462 Inscrita en el Registro Mercantil de Madrid, Folio, 115, Tomo 1181, Hoja N°22335, Inscrip. 1a � Sociedad Unipersonal S.L.
2

84
Automática e Instrumentación Enero 2010 / n.º 414
Soluciones ENERGÍA
84
Metering Billing/CRM 2009
Barcelona da el disparo de salida a las redes eléctricas del futuroLa evolución tecnológica en la cadena de valor de la medición, la facturación y la gestión de la relación con el cliente fueron los protagonistas en la ciudad de Barcelona entre el 6 y el 8 de octubre de 2009. La electrónica, las comunicaciones y la gestión económica convergen en este apasionante nicho tecnológico, convertido en una pieza clave del desarrollo de las redes energéticas del futuro.
E ntre el 6 y el 8 de octubre de 2009, tuvo lugar en Bar-celona la onceava edición
de la Feria Metering, Billing/CRM Europe, congregando a más de 130 empresas del sector y a 2.800 profe-sionales del mundo de la medición y de las empresas de infraestructuras y servicios públicos (utilites) pro-cedentes de más de 70 países. Si en la pasada edición celebrada en Ámsterdam ya se rompieron todas las expectativas de asistencia, este año en Barcelona se ha mantenido la incesante tendencia a la alza, habiendose incrementado en un 17% el número de visitantes y am-pliando hasta los 2.300 m2 (+24%)
el área de stands para acoger este evento claramente en auge, que ya se ha afianzado como encuentro de referencia mundial. La organización se muestra muy ambiciosa a seguir superando los crecientes registros de estos últimos dos años en la próxima edición de 2010 en Viena.
El evento, celebrado en el recinto ferial Gran Vía de Barcelona, contó no sólo con representación comer-cial de las empresas mediante una zona de expositores, sino que se vio complementada con un nutrido programa de conferencias donde más de 150 expertos expusieron las novedades del sector, con discusio-nes sobre los diferentes puntos de
interés y las principales problemá-ticas. Adicionalmente, se ofrecieron resultados de algunas experiencias de instalaciones piloto realizadas en algunos países europeos y nor-teamericanos.
La gama de productos presentados en la feria cubrió toda la cadena de valor de los sistemas de medición, facturación y la gestión de la rela-ción con el cliente (CRM, Customer Relationship Management), yendo éstos desde sistemas integrales de lectura automática de los consumos (AMR, Automated Meter Reading), hasta sistemas de gestión de los datos energéticos (Energy Data Management), pasando por pro-ductos más especializados como los propios equipos de medición, o las tecnologías de la información relacionadas.
Y es que el mundo de las medi-ciones remotas y el telecontrol está inmerso en una profunda renova-ción impulsada por el cambio en la regulación europea, la liberalización del mercado eléctrico y la necesi-dad de dotar con más prestaciones las actuales redes eléctricas para dar cabida a los cambios que se avecinan. El objetivo de Metering, Billing/CRM Europe, sobre todo en el actual marco de desaceleración económica, ha sido el de propor-cionar un punto de encuentro que permita a las empresas del sector ex-pandir su capacidad de innovación a través de conocer las experiencias
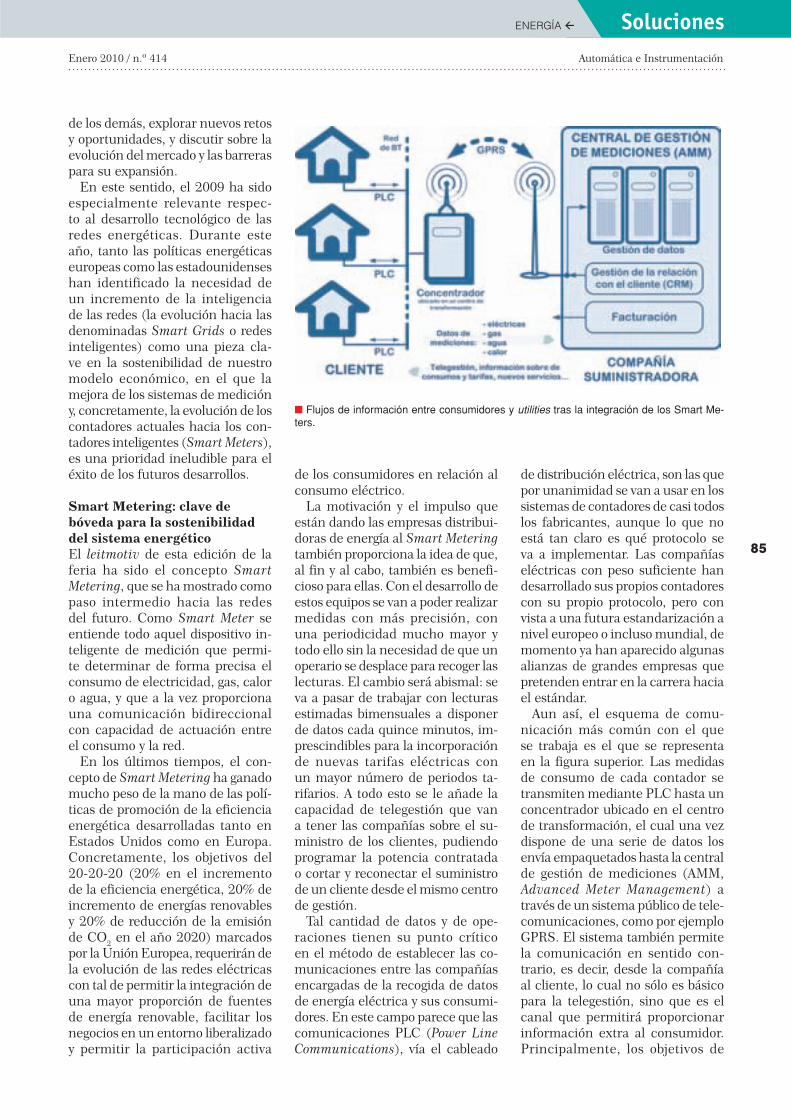
85
Enero 2010 / n.º 414 Automática e Instrumentación
SolucionesENERGÍA
de los demás, explorar nuevos retos y oportunidades, y discutir sobre la evolución del mercado y las barreras para su expansión.
En este sentido, el 2009 ha sido especialmente relevante respec-to al desarrollo tecnológico de las redes energéticas. Durante este año, tanto las políticas energéticas europeas como las estadounidenses han identificado la necesidad de un incremento de la inteligencia de las redes (la evolución hacia las denominadas Smart Grids o redes inteligentes) como una pieza cla-ve en la sostenibilidad de nuestro modelo económico, en el que la mejora de los sistemas de medición y, concretamente, la evolución de los contadores actuales hacia los con-tadores inteligentes (Smart Meters), es una prioridad ineludible para el éxito de los futuros desarrollos.
Smart Metering: clave de bóveda para la sostenibilidad del sistema energéticoEl leitmotiv de esta edición de la feria ha sido el concepto Smart Metering, que se ha mostrado como paso intermedio hacia las redes del futuro. Como Smart Meter se entiende todo aquel dispositivo in-teligente de medición que permi-te determinar de forma precisa el consumo de electricidad, gas, calor o agua, y que a la vez proporciona una comunicación bidireccional con capacidad de actuación entre el consumo y la red.
En los últimos tiempos, el con-cepto de Smart Metering ha ganado mucho peso de la mano de las polí-ticas de promoción de la eficiencia energética desarrolladas tanto en Estados Unidos como en Europa. Concretamente, los objetivos del 20-20-20 (20% en el incremento de la eficiencia energética, 20% de incremento de energías renovables y 20% de reducción de la emisión de CO2 en el año 2020) marcados por la Unión Europea, requerirán de la evolución de las redes eléctricas con tal de permitir la integración de una mayor proporción de fuentes de energía renovable, facilitar los negocios en un entorno liberalizado y permitir la participación activa
de los consumidores en relación al consumo eléctrico.
La motivación y el impulso que están dando las empresas distribui-doras de energía al Smart Metering también proporciona la idea de que, al fin y al cabo, también es benefi-cioso para ellas. Con el desarrollo de estos equipos se van a poder realizar medidas con más precisión, con una periodicidad mucho mayor y todo ello sin la necesidad de que un operario se desplace para recoger las lecturas. El cambio será abismal: se va a pasar de trabajar con lecturas estimadas bimensuales a disponer de datos cada quince minutos, im-prescindibles para la incorporación de nuevas tarifas eléctricas con un mayor número de periodos ta-rifarios. A todo esto se le añade la capacidad de telegestión que van a tener las compañías sobre el su-ministro de los clientes, pudiendo programar la potencia contratada o cortar y reconectar el suministro de un cliente desde el mismo centro de gestión.
Tal cantidad de datos y de ope-raciones tienen su punto crítico en el método de establecer las co-municaciones entre las compañías encargadas de la recogida de datos de energía eléctrica y sus consumi-dores. En este campo parece que las comunicaciones PLC (Power Line Communications), vía el cableado
de distribución eléctrica, son las que por unanimidad se van a usar en los sistemas de contadores de casi todos los fabricantes, aunque lo que no está tan claro es qué protocolo se va a implementar. Las compañías eléctricas con peso suficiente han desarrollado sus propios contadores con su propio protocolo, pero con vista a una futura estandarización a nivel europeo o incluso mundial, de momento ya han aparecido algunas alianzas de grandes empresas que pretenden entrar en la carrera hacia el estándar.
Aun así, el esquema de comu-nicación más común con el que se trabaja es el que se representa en la figura superior. Las medidas de consumo de cada contador se transmiten mediante PLC hasta un concentrador ubicado en el centro de transformación, el cual una vez dispone de una serie de datos los envía empaquetados hasta la central de gestión de mediciones (AMM, Advanced Meter Management) a través de un sistema público de tele-comunicaciones, como por ejemplo GPRS. El sistema también permite la comunicación en sentido con-trario, es decir, desde la compañía al cliente, lo cual no sólo es básico para la telegestión, sino que es el canal que permitirá proporcionar información extra al consumidor. Principalmente, los objetivos de
■ Flujos de información entre consumidores y utilities tras la integración de los Smart Me-ters.
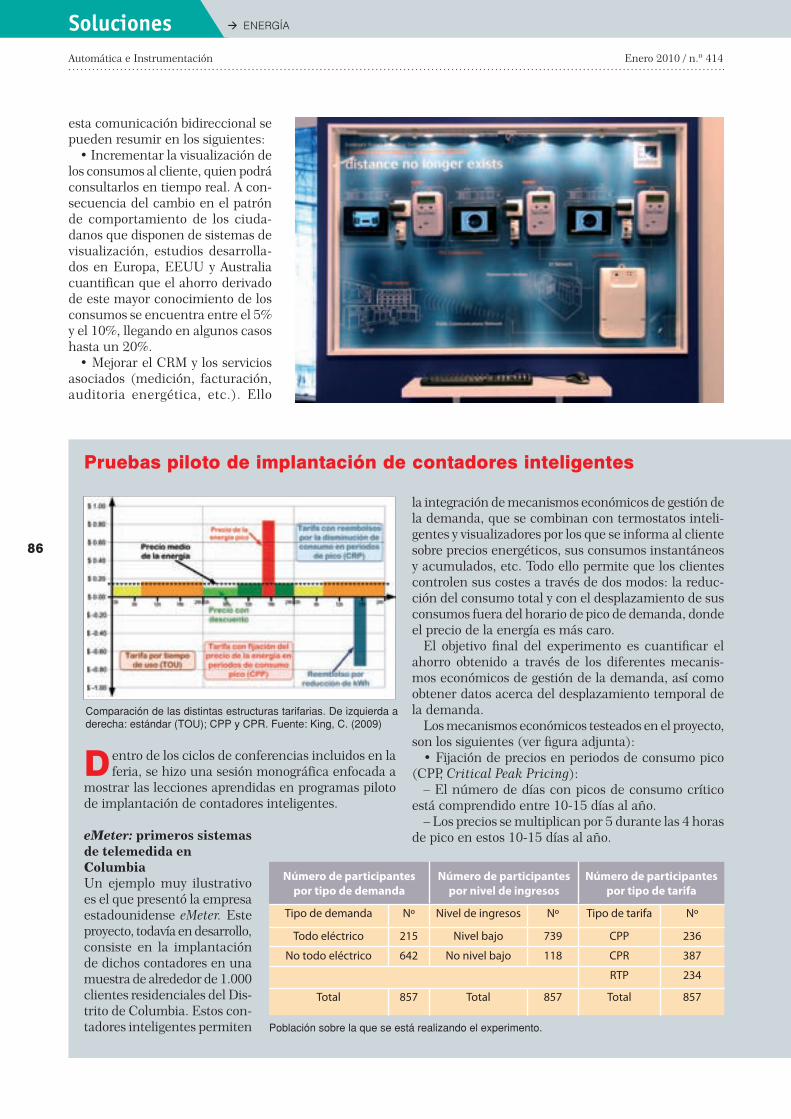
86
Automática e Instrumentación Enero 2010 / n.º 414
Soluciones ENERGÍA
esta comunicación bidireccional se pueden resumir en los siguientes:
• Incrementar la visualización de los consumos al cliente, quien podrá consultarlos en tiempo real. A con-secuencia del cambio en el patrón de comportamiento de los ciuda-danos que disponen de sistemas de visualización, estudios desarrolla-dos en Europa, EEUU y Australia cuantifican que el ahorro derivado de este mayor conocimiento de los consumos se encuentra entre el 5% y el 10%, llegando en algunos casos hasta un 20%.
• Mejorar el CRM y los servicios asociados (medición, facturación, auditoria energética, etc.). Ello
Pruebas piloto de implantación de contadores inteligentes
Dentro de los ciclos de conferencias incluidos en la feria, se hizo una sesión monográfica enfocada a
mostrar las lecciones aprendidas en programas piloto de implantación de contadores inteligentes.
eMeter: primeros sistemasde telemedida enColumbiaUn ejemplo muy ilustrativo es el que presentó la empresa estadounidense eMeter. Este proyecto, todavía en desarrollo, consiste en la implantación de dichos contadores en una muestra de alrededor de 1.000 clientes residenciales del Dis-trito de Columbia. Estos con-tadores inteligentes permiten
la integración de mecanismos económicos de gestión de la demanda, que se combinan con termostatos inteli-gentes y visualizadores por los que se informa al cliente sobre precios energéticos, sus consumos instantáneos y acumulados, etc. Todo ello permite que los clientes controlen sus costes a través de dos modos: la reduc-ción del consumo total y con el desplazamiento de sus consumos fuera del horario de pico de demanda, donde el precio de la energía es más caro.
El objetivo final del experimento es cuantificar el ahorro obtenido a través de los diferentes mecanis-mos económicos de gestión de la demanda, así como obtener datos acerca del desplazamiento temporal de la demanda.
Los mecanismos económicos testeados en el proyecto, son los siguientes (ver figura adjunta):
• Fijación de precios en periodos de consumo pico (CPP, Critical Peak Pricing):
– El número de días con picos de consumo crítico está comprendido entre 10-15 días al año.
– Los precios se multiplican por 5 durante las 4 horas de pico en estos 10-15 días al año.
Comparación de las distintas estructuras tarifarias. De izquierda a derecha: estándar (TOU); CPP y CPR. Fuente: King, C. (2009)
Número de participantes por tipo de demanda
Número de participantes por nivel de ingresos
Número de participantes por tipo de tarifa
Tipo de demanda Nº Nivel de ingresos Nº Tipo de tarifa Nº
Todo eléctrico 215 Nivel bajo 739 CPP 236
No todo eléctrico 642 No nivel bajo 118 CPR 387
RTP 234
Total 857 Total 857 Total 857
Población sobre la que se está realizando el experimento.
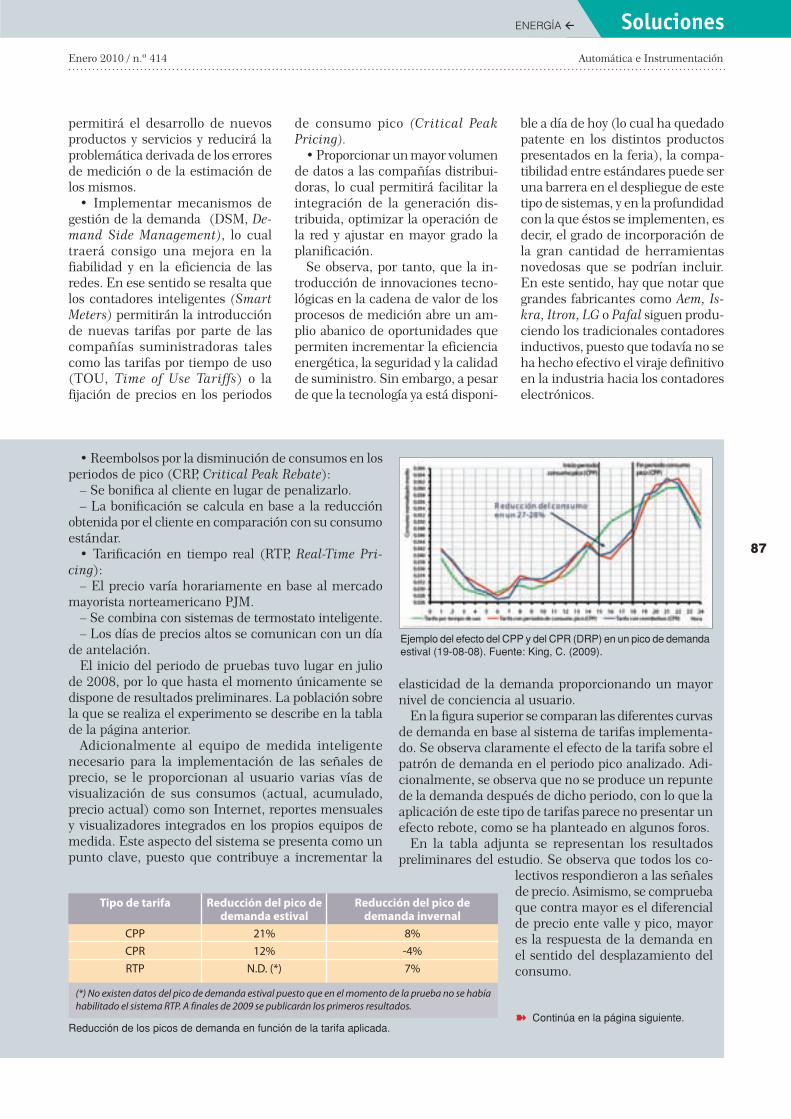
87
Enero 2010 / n.º 414 Automática e Instrumentación
SolucionesENERGÍA
permitirá el desarrollo de nuevos productos y servicios y reducirá la problemática derivada de los errores de medición o de la estimación de los mismos.
• Implementar mecanismos de gestión de la demanda (DSM, De-mand Side Management), lo cual traerá consigo una mejora en la fiabilidad y en la eficiencia de las redes. En ese sentido se resalta que los contadores inteligentes (Smart Meters) permitirán la introducción de nuevas tarifas por parte de las compañías suministradoras tales como las tarifas por tiempo de uso (TOU, Time of Use Tariffs) o la fijación de precios en los periodos
de consumo pico (Critical Peak Pricing).
• Proporcionar un mayor volumen de datos a las compañías distribui-doras, lo cual permitirá facilitar la integración de la generación dis-tribuida, optimizar la operación de la red y ajustar en mayor grado la planificación.
Se observa, por tanto, que la in-troducción de innovaciones tecno-lógicas en la cadena de valor de los procesos de medición abre un am-plio abanico de oportunidades que permiten incrementar la eficiencia energética, la seguridad y la calidad de suministro. Sin embargo, a pesar de que la tecnología ya está disponi-
ble a día de hoy (lo cual ha quedado patente en los distintos productos presentados en la feria), la compa-tibilidad entre estándares puede ser una barrera en el despliegue de este tipo de sistemas, y en la profundidad con la que éstos se implementen, es decir, el grado de incorporación de la gran cantidad de herramientas novedosas que se podrían incluir. En este sentido, hay que notar que grandes fabricantes como Aem, Is-kra, Itron, LG o Pafal siguen produ-ciendo los tradicionales contadores inductivos, puesto que todavía no se ha hecho efectivo el viraje definitivo en la industria hacia los contadores electrónicos.
• Reembolsos por la disminución de consumos en los periodos de pico (CRP, Critical Peak Rebate):
– Se bonifica al cliente en lugar de penalizarlo.– La bonificación se calcula en base a la reducción
obtenida por el cliente en comparación con su consumo estándar.
• Tarificación en tiempo real (RTP, Real-Time Pri-cing):
– El precio varía horariamente en base al mercado mayorista norteamericano PJM.
– Se combina con sistemas de termostato inteligente.– Los días de precios altos se comunican con un día
de antelación.El inicio del periodo de pruebas tuvo lugar en julio
de 2008, por lo que hasta el momento únicamente se dispone de resultados preliminares. La población sobre la que se realiza el experimento se describe en la tabla de la página anterior.
Adicionalmente al equipo de medida inteligente necesario para la implementación de las señales de precio, se le proporcionan al usuario varias vías de visualización de sus consumos (actual, acumulado, precio actual) como son Internet, reportes mensuales y visualizadores integrados en los propios equipos de medida. Este aspecto del sistema se presenta como un punto clave, puesto que contribuye a incrementar la
elasticidad de la demanda proporcionando un mayor nivel de conciencia al usuario.
En la figura superior se comparan las diferentes curvas de demanda en base al sistema de tarifas implementa-do. Se observa claramente el efecto de la tarifa sobre el patrón de demanda en el periodo pico analizado. Adi-cionalmente, se observa que no se produce un repunte de la demanda después de dicho periodo, con lo que la aplicación de este tipo de tarifas parece no presentar un efecto rebote, como se ha planteado en algunos foros.
En la tabla adjunta se representan los resultados preliminares del estudio. Se observa que todos los co-
lectivos respondieron a las señales de precio. Asimismo, se comprueba que contra mayor es el diferencial de precio ente valle y pico, mayor es la respuesta de la demanda en el sentido del desplazamiento del consumo.
Ejemplo del efecto del CPP y del CPR (DRP) en un pico de demanda estival (19-08-08). Fuente: King, C. (2009).
Tipo de tarifa Reducción del pico de demanda estival
Reducción del pico de demanda invernal
CPP 21% 8%
CPR 12% -4%
RTP N.D. (*) 7%
(*) No existen datos del pico de demanda estival puesto que en el momento de la prueba no se había habilitado el sistema RTP. A finales de 2009 se publicarán los primeros resultados.
Reducción de los picos de demanda en función de la tarifa aplicada.➽ Continúa en la página siguiente.
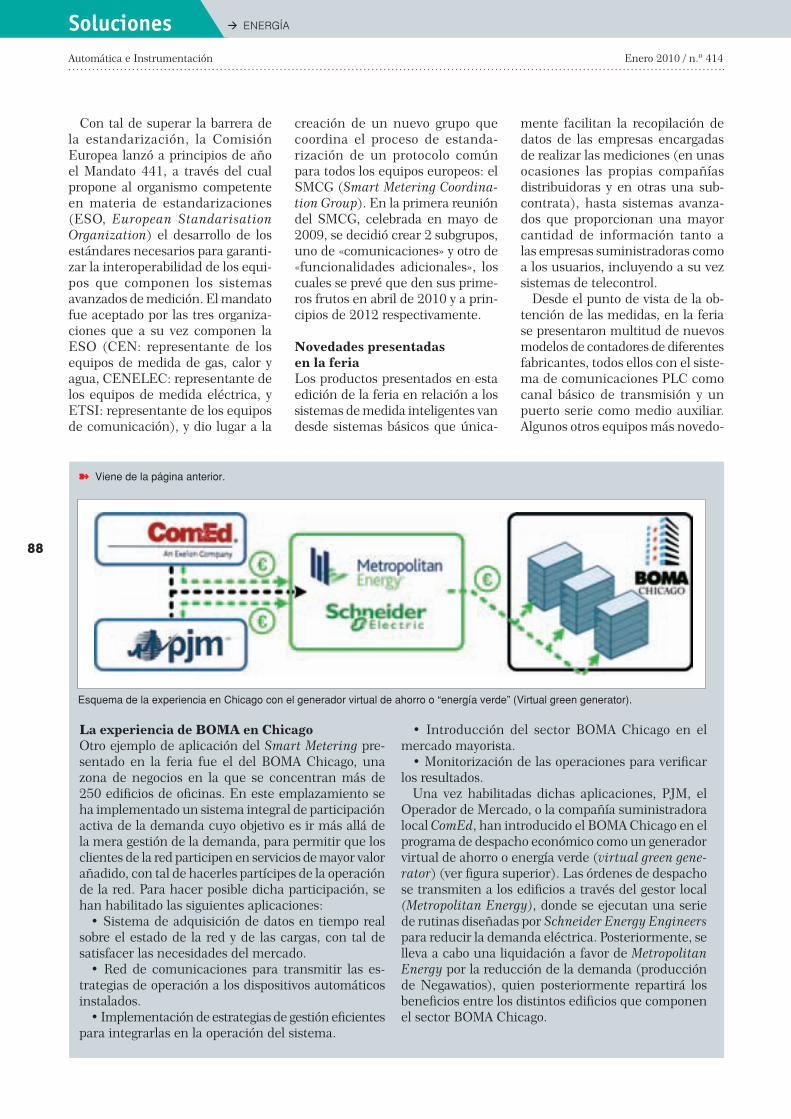
88
Automática e Instrumentación Enero 2010 / n.º 414
Soluciones ENERGÍA
La experiencia de BOMA en ChicagoOtro ejemplo de aplicación del Smart Metering pre-sentado en la feria fue el del BOMA Chicago, una zona de negocios en la que se concentran más de 250 edificios de oficinas. En este emplazamiento se ha implementado un sistema integral de participación activa de la demanda cuyo objetivo es ir más allá de la mera gestión de la demanda, para permitir que los clientes de la red participen en servicios de mayor valor añadido, con tal de hacerles partícipes de la operación de la red. Para hacer posible dicha participación, se han habilitado las siguientes aplicaciones:
• Sistema de adquisición de datos en tiempo real sobre el estado de la red y de las cargas, con tal de satisfacer las necesidades del mercado.
• Red de comunicaciones para transmitir las es-trategias de operación a los dispositivos automáticos instalados.
• Implementación de estrategias de gestión eficientes para integrarlas en la operación del sistema.
• Introducción del sector BOMA Chicago en el mercado mayorista.
• Monitorización de las operaciones para verificar los resultados.
Una vez habilitadas dichas aplicaciones, PJM, el Operador de Mercado, o la compañía suministradora local ComEd, han introducido el BOMA Chicago en el programa de despacho económico como un generador virtual de ahorro o energía verde (virtual green gene-rator) (ver figura superior). Las órdenes de despacho se transmiten a los edificios a través del gestor local (Metropolitan Energy), donde se ejecutan una serie de rutinas diseñadas por Schneider Energy Engineers para reducir la demanda eléctrica. Posteriormente, se lleva a cabo una liquidación a favor de Metropolitan Energy por la reducción de la demanda (producción de Negawatios), quien posteriormente repartirá los beneficios entre los distintos edificios que componen el sector BOMA Chicago.
Esquema de la experiencia en Chicago con el generador virtual de ahorro o “energía verde” (Virtual green generator).
➽ Viene de la página anterior.
Con tal de superar la barrera de la estandarización, la Comisión Europea lanzó a principios de año el Mandato 441, a través del cual propone al organismo competente en materia de estandarizaciones (ESO, European Standarisation Organization) el desarrollo de los estándares necesarios para garanti-zar la interoperabilidad de los equi-pos que componen los sistemas avanzados de medición. El mandato fue aceptado por las tres organiza-ciones que a su vez componen la ESO (CEN: representante de los equipos de medida de gas, calor y agua, CENELEC: representante de los equipos de medida eléctrica, y ETSI: representante de los equipos de comunicación), y dio lugar a la
creación de un nuevo grupo que coordina el proceso de estanda-rización de un protocolo común para todos los equipos europeos: el SMCG (Smart Metering Coordina-tion Group). En la primera reunión del SMCG, celebrada en mayo de 2009, se decidió crear 2 subgrupos, uno de «comunicaciones» y otro de «funcionalidades adicionales», los cuales se prevé que den sus prime-ros frutos en abril de 2010 y a prin-cipios de 2012 respectivamente.
Novedades presentadas en la feriaLos productos presentados en esta edición de la feria en relación a los sistemas de medida inteligentes van desde sistemas básicos que única-
mente facilitan la recopilación de datos de las empresas encargadas de realizar las mediciones (en unas ocasiones las propias compañías distribuidoras y en otras una sub-contrata), hasta sistemas avanza-dos que proporcionan una mayor cantidad de información tanto a las empresas suministradoras como a los usuarios, incluyendo a su vez sistemas de telecontrol.
Desde el punto de vista de la ob-tención de las medidas, en la feria se presentaron multitud de nuevos modelos de contadores de diferentes fabricantes, todos ellos con el siste-ma de comunicaciones PLC como canal básico de transmisión y un puerto serie como medio auxiliar. Algunos otros equipos más novedo-

89
Enero 2010 / n.º 414 Automática e Instrumentación
SolucionesENERGÍA
sos, como los que presentaba Orbis, también incorporan comunicacio-nes inalámbricas de corto alcance que proporcionan funcionalidades extra en la adquisición y monitori-zación local de los consumos.
Endesa, con el papel de compa-ñía anfitriona, presentó el conta-dor electrónico que va a instalar a sus clientes de baja tensión: la evolución del modelo que ENEL ya está usando en más de 30 millones de clientes en Italia. Uno de los cambios frente al modelo italiano es la reducción de tamaño de los aparatos para facilitar el cumpli-miento del REBT, que obliga a centralizar todos los contadores de un edificio en un mismo armario. La otra evolución significante es que los concentradores de datos tienen la capacidad de auto detec-tar los contadores que dependen de él, lo cual evita tener que hacer la asignación manual y proporcionan mucha más flexibilidad cuando hay modificaciones, fortuitas o no, en la topología de la red, así como tener
un control estricto del parque de contadores de la compañía.
La otra rama que tuvo una fuerte presencia fue la de los sistemas in-tegrales de gestión de datos (Meter Data Management), donde se ofre-cieron un gran número de solucio-nes para las compañías eléctricas: desde la recogida, almacenamiento y tratamiento de datos, hasta herra-mientas más complejas enfocadas a la gestión comercial con el cliente (CRM, Customer Relationship Ma-nagement). Empresas como Oracle, Tieto o la americana eMeter, entre otras, ofrecieron soluciones inte-grales que, partiendo de los datos de consumo acumulados en las bases de datos de las compañías de servicios, intentan extraer el mayor jugo a las nuevas herramien-tas introducidas con los sistemas inteligentes de adquisición de me-didas, entre las que cabe resaltar las herramientas para informar al cliente de forma fácil, directa y atractiva con el objetivo de captar su atención y aumentar así su fide-
lización a la compañía, lo que en el término inglés se conoce como Energy engagement.
Se atisba, por tanto, un viraje tec-nológico en los clásicos procesos de lectura y facturación de suministros, dando lugar a sistemas que favorece-rán tanto a las empresas titulares de dichos servicios como a los clientes. La renovación no queda sólo en el propio equipo de lectura, sino que asimismo afecta a los sistemas de gestión de información y de relación con el cliente. Esta mayor comple-jidad habilitará no sólo una mayor respuesta por parte de la demanda ante los cambios en el mercado, sino que incluso le permitirá, en algunos casos, participar en la operación de las redes. Todo ello, enmarcado en este entorno económico cambiante, ha dado lugar a un congreso cargado de innovación tecnológica y soste-nibilidad.Miguel Cruz (IREC)Ramon Gumara (IREC)Antoni Sudrià (IREC-CITCEA/UPC)

90
Automática e Instrumentación Enero 2010 / n.º 414
Soluciones
Fue visitada por más de 8.000 profesionales con poder de decisión
Balance positivo para la segunda edición de BcnRailBcnRail, el Salón Internacional de la Industria Ferroviaria organizado por Fira de Barcelona celebrado el pasado mes de diciembre en Barcelona y de carácter bienal, fue visitado por un total de 8.073 profesionales (un 15% más que en 2007), especialmente altos directivos, según datos proporcionados por los organizadores. En cuanto a los expositores, fueron más de 200 las compañías expositoras directas y representadas que, procedentes de 15 países, participaron en el salón.
L a feria contó con una amplia representación de todos los ámbitos relacionados con
la industria ferroviaria. Además, las compañías más destacadas en la fabricación de material rodante como son Alstom, Bombardier, CAF, Patentes Talgo, Siemens y Vossloh aprovecharon el salón para pre-sentar sus últimas innovaciones tecnológicas. También acudieron al salón ingenierías, empresas cons-tructoras, de infraestructura, de superestructura, electrificación, señalización y telecomunicaciones, equipos auxiliares, operadores, servi-cios y mantenimiento, así como un elevado número de pymes, lo que ha puesto de manifiesto la buena salud del sector ferroviario español, en palabras del presidente de BcnRail, Guillermo Yenes.
El salón ha contado con el apoyo de las principales administraciones públicas, grandes impulsoras de las obras de infraestructura ferroviaria que se están llevando a cabo en nuestro país, como la extensión de la red de alta velocidad, la cons-trucción de nuevas líneas de metro como la L9 de Barcelona o la apuesta por el tranvía o el metro ligero en varias ciudades. En este sentido, el conseller de Política Territorial y Obras Públicas de la Generalitat de Catalunya, Joaquim Nadal, manifestó con motivo del salón que el siglo XXI
es el siglo de la segunda revolución ferroviaria.
Innovaciones y nuevos desarrollosEn el marco de BcnRail 2009, se celebró la XXIII Asamblea General de la Asociación Latinoamericana de Metros y Subterráneos (ALAMYS), que reunió a más de 300 profesio-nales. Dentro de esta asamblea tuvo lugar la jornada técnica dedicada a las innovaciones y nuevos desa-rrollos tecnológicos en el sector ferroviario.
El ferrocarril está llamado a ser el medio de transporte del siglo XXI, según coinciden en señalar dife-rentes especialistas del sector, por
sus ventajas medioambientales en cuanto a la menor emisión de CO2
y también debido al colapso de los principales corredores del transporte por carretera en las principales áreas metropolitanas del mundo. Para ello, el transporte ferroviario ha de supe-rar una serie de retos que se derivan, entre otros factores, de su creciente implantación en aglomeraciones urbanas de alta densidad y con un territorio determinado por los usos intensivos ya existentes.
Ruido y vibracionesEs así como a la hora de extender las redes ferroviarias urbanas, el pro-blema del ruido y de las vibraciones aparece en primer plano. En este
INDUSTRIA FERROVIARIA

91
Enero 2010 / n.º 414 Automática e Instrumentación
SolucionesINDUSTRIA FERROVIARIA
sentido, Gabriel Alarcón, de la comisión de I+D+i de Railgrup, expuso el proyec-to de elaboración de mapas estratégicos de vibración en el que se encuentra comprometido Railgrup, cuyo desarrollo está previs-to en un plazo de dos años con un presupuesto de 2,8 M€. Tal como reconoció el ponente, en la actualidad, la cuestión de las vibra-ciones es un problema sin resolver.
En la estrategia de ela-boración de los mapas estratégicos de vibración se parte de la experiencia acumulada con los mapas estratégicos de ruido ac-tualmente existentes, reali-zados con la ayuda tanto de mediciones objetivas como de sistemas de simulación. Con estos mapas es posible actualmente diseñar infraestructu-ras adecuadas para hacer frente a la problemática del ruido, y paliar sus efectos.
En el caso de las vibraciones, la problemática entraña dificultades adicionales, ya que, por ejemplo, no pueden establecerse barreras de ubicación, como en el caso del ruido, por lo que hay que incidir en el proceso de diseño del edificio. Consecuentemente, para la elabo-ración de los mapas estratégicos de vibración se están analizando diez tipos diferentes de sistemas de fijación de las vías y once tipologías de material móvil, mediante pruebas que se realizan en un laboratorio de ensayos especialmente dedicado al proyecto para la simulación de prue-bas para los análisis de los edificios, es decir, de los materiales y sistemas de construcción.
Análisis y diseño de redes ferroviariasEn su turno, Julio Rives, jefe de proyectos de Indra, propuso la he-rramienta Cadie para el análisis y diseño de redes ferroviarias, aplicable en el desarrollo de nuevas líneas ferroviarias, en un principio, aunque los últimos desarrollos extienden
su aplicación a la planificación de servicios en las líneas ya existentes. Por medio de esta herramienta, se pueden ajustar los horarios y conocer la capacidad de la red con el fin de incorporar nuevos trenes.
De sus aplicaciones ya se han ob-tenido diversas ventajas en cuanto
a la optimización de las redes ferroviarias, según manifestó J. Rives, que puso como ejemplo la ayu-da que representa Cadie en cuanto a la optimización de la velocidad de circulación de los trenes, lo que redun-da en la optimización del consumo energético y en la fiabilidad del servicio. Como líneas de evolución de futuro de la herramien-ta Cadie apuntó la posibi-lidad de evolucionar hacia opciones tecnológicas en el área de las comunicaciones (hacia el estándar europeo ERTMS, por ejemplo) y la seguridad.
Automatización de los métodos de pagoEnero Aldama, jefe de línea de negocio de billetaje de la firma Telvent, disertó sobre
la automatización de los métodos de pago en el transporte público. Concretamente, sobre el acceso y el pago por medio de teléfono móvil, el cual calificó como la fase siguiente en la evolución que ha llevado del billetaje convencional a la tarjeta sin contacto que actualmente se utiliza.
ASCAMM presentó los últimos avances tecnológicos aplicados al sector ferroviario
La Fundación Ascamm, con sede en el Parc Tecnològic del Vallès (Cerdanyola), participó por vez primera en el certamen BcnRail.
A través del stand instalado en el recinto ferial, se informó a las em-presas asistentes de los últimos avances tecnológicos desarrollados por el Centro Tecnológico de Ascamm.
Entre ellos, destaca el proyecto RoboAscamm, integración roboti-zada que conjuga de forma totalmente automatizada y flexible hasta 7 operaciones empleadas habitualmente en procesos de fabricación ferroviaria.
Asimismo se facilitó amplia información de los servicios de la nueva Unidad de Desarrollo de Producto, NextConcept, que aúna un sólido know-how en materiales y procesos junto con potentes capacidades de simulación.
Los proyectos tecnológicos presentados por Ascamm en este certamen despertaron el interés de las empresas participantes y algunas de ellas se interesaron en profundizar en algunos de los aspectos técnicos de los proyectos presentados.

92
Automática e Instrumentación Enero 2010 / n.º 414
Soluciones INDUSTRIA FERROVIARIA
La propuesta de Telvent se basa en la tecnología de comunicación inalám-brica Near Field Communications, lo que permite igualmente la oferta de nuevos servicios personalizados, ya que la información captada en cuanto a usos y hábitos del usuario permite establecer perfiles de cliente al cual se puede hacer llegar ofertas de servicios adecuados a su perfil, que es una de las tendencias de futu-ro del marketing, además de abrirse a todas las operaciones imaginables con el teléfono móvil, añadió.
En el segmento del mercado de las máquinas de autoventa, E. Aldama reconoció que Telvent acumula una experiencia de una veintena de años. En este caso, la nueva generación de máquinas expendedoras presentan la especificidad de estar construidas sobre una estructura modular que las hace más simplificadas y fiables, además de facilitar las tareas de mantenimiento, tanto en fábrica como en su ubicación operativa. Por último, resumió los trabajos que están realizando en torno a las soluciones basadas en el estándar EMV para atajar el fraude en las tarjetas bancarias.
Mantenimiento del material rodanteAlberto Conde, director general de Nem Solutions, del grupo CAF, abor-dó la cuestión del mantenimiento del material rodante. El planteamiento general de la nueva estrategia de mantenimiento propuesta por A. Conde se basa en la consideración de la tecnología de mantenimiento en estrecha relación con los avances que tienen lugar en la tecnología incorporada en los vehículos, lo que incluye el desarrollo de sensores y dispositivos que permiten el análisis del desgaste de las rodaduras, entre otras prestaciones.
Se trata de conseguir información, dijo, que optimice la circulación y ex-plotación de los equipos y vehículos. La tecnología disponible facilita un gran volumen de información, desde la temperatura de los vehículos a la que se refiere a los cambios en una locomotora híbrida del sistema de tracción eléctrico al diesel, por ejem-plo. Pero toda esa información en sí
misma, matizó, sería irrelevante si no se transformara en conocimiento. Aquí hizo un énfasis especial en las dificultades que parecen existir a la hora de convertir la información en conocimiento, ya que el conocimien-to es un intangible cuyos resultados no son directamente cuantificables; por eso, no existen inconvenientes en invertir en sensores, pero sí existen reticencias a la hora de invertir en herramientas que permitan conver-tir los datos proporcionados por los sensores en conocimiento.
Como ilustración de la estrategia de conocimiento se enunciaron tres aplicaciones; una que aborda el análisis y gestión del desgaste de rodadura, otra de análisis de la trazabilidad de los componentes y una tercera consistente en la alerta de prevención en la realización del mantenimiento. Con ello, el tren se autoanaliza y comunica las in-cidencias moderadas y críticas que dan la clave para la realización de las operaciones de mantenimiento, mediante mensajes de móvil o de correo electrónico.
Mejorar el rendimiento y la eficienciaPor su parte, Luis Ramos, director de Comunicación de Bombardier, abordó la cuestión de la eficiencia. Como principio general de la estra-tegia comercial de los equipos de tracción de Bombardier destacó el de ofrecer diseños y tecnologías que potencien el uso del ferrocarril sobre otros modos de transporte. Para ello,
los esfuerzos se orientan, entre otros aspectos, en mejorar el rendimiento y la eficiencia de los trenes, además de mejorar las condiciones de co-modidad y garantizar la rentabilidad para el operador.
En su intervención, L. Ramos expuso las diferentes líneas de de-sarrollo de Bombardier, dentro del proyecto Mitrac, entre las que cabe destacar la encaminada a la recu-peración de la energía de frenado, que puede llegar a alcanzar unos ahorros de energía de hasta el 30% en sus aplicaciones al metro ligero; además, las mejoras en la aerodi-námica de las máquinas también aporta rendimientos tangibles en el consumo de energía.
De hecho, las propuestas de la nue-va generación de tecnología tienen como horizonte la obtención de un ahorro en el consumo de energía del 50%, además de una apuesta por los sistemas híbridos que permiten la reducción de emisiones y de con-sumo. Los casos reales de aplicación ya suponen, según manifestó, un aumento de la fiabilidad y seguri-dad, así como la optimización de las operaciones y el mantenimiento. Por lo demás, la respuesta positiva del mercado, según L. Ramos, se traduce en la existencia de pedidos de 3.500 coches equipados con la tecnología Mitrac para el mercado mundial.
La jornada se cerró con una sesión dedicada a los nuevos desarrollos en sistemas ferroviarios, donde Antonio Guevara, director de la oficina de
93
Enero 2010 / n.º 414 Automática e Instrumentación
SolucionesINDUSTRIA FERROVIARIA
México de Poyry, abordó la temática de la administración de proyectos; una noción que está iniciando su desarrollo en América Latina. Su-brayó su importancia en el caso de los proyectos ferroviarios, dadas las características de los mismos, y puso el acento en que el enfoque del proyecto no tiene solamente una dimensión técnica, sino que ha de estar en función del negocio: el éxito del proyecto está en función de su éxito como negocio.
Por su parte, Carlos López, ge-rente de transporte de la empresa Sice, presentó las características principales del proyecto de trans-porte para el campus universitario especializado en ciencias de la salud de la Universidad de Arabia Saudita, firmado el jueves 30 de noviembre, mientras que Rubén Villalón, director nacional de operaciones de cajeros de Prosegur, explicó las soluciones globales en gestión de efectivo, en el sentido de ampliación de la oferta de servicios más allá del transporte de fondos, hacia toda la cadena de valor de las máquinas. El futuro de la industria del tren Uno de los temas que más se trató en la XXIII Asamblea de Alamys fue el futuro de la industria del tren, tanto en España como en Latinoamérica. Bajo el título La construcción de nue-vos metros para mejorar la movilidad de nuestras ciudades, se organizó una mesa redonda moderada por el presidente de los Ferrocarrils de la Generalitat de Catalunya (FGC), Joan Torres, que tenía como objetivo poner al día a los asistentes sobre los proyectos ferroviarios de la región de Andalucía y de ciudades como Pana-má, São Paulo o Buenos Aires.
Ramon Ray, secretario ejecutivo de la Secretaría del Metro de Pa-namá, planteó dos cambios clave para la ciudad centroamericana: en primer lugar, encontrar una compañía única que se encargue del servicio de autobuses y, en segundo, y como principal objetivo, comenzar a construir el metro, cuyo plan de operaciones se espera para el 2014. Se cuenta con un presupuesto de 5.500 millones de dólares Aún que-
dan muchas cosas por definir, no sabemos si el Estado de Panamá será el dueño o si se tratará de una concesión privada a una empresa que se encargue de todo, tanto de la ejecución como del mantenimiento, acabó declarando Ray.
El presidente de los Subterráneos de Buenos Aires, Luis Germán Jahn, afirmó que la pobre calidad y oferta del transporte público en la capital argentina había provocado una caída del 84 al 63% del uso de los servicios de transporte. Para mejorar esta si-tuación, Jahn planteó un desarrollo estratégico del transporte basado en la ampliación de cinco líneas de subterráneos, de modo que en 2020 Buenos Aires cuente con 95 km de red y 151 estaciones de metro.
El proyecto más ambicioso fue presentado por el Secretario de Transportes del Estado de São Paulo, José Luis Portella. Bajo el nombre de Plan Exapansãosp, el brasileño habló de un plan de expansión que tenía como objetivo ampliar, modernizar e integrar las comunicaciones de São Paulo.
Por su parte, el Director General de los FFCC de la Junta de Andalucía, José Luis Nores, aseguró que la con-figuración territorial de Andalucía, con nueve áreas metropolitanas, di-ficultaba la conexión entre ciudades y complicaba las comunicaciones. Nuestro objetivo es expandirnos regionalmente y nacionalmente, de manera que llevemos a cabo una integración urbana y una cohesión
social entre las ciudades andaluzas, explicó Nores. Con un total de 1.300 millones de euros, Andalucía es una de las comunidades autónomas que más ha invertido en materia de transportes. Actualmente se están construyendo líneas de tranvía en Cádiz y Jaén, líneas de metro en Málaga y Granada y, además, se está ampliando el servicio subterráneo de Sevilla, entre otros proyectos. Desde la política de transporte queremos contribuir además en la política contra el cambio climático y a favor de la sostenibilidad, así como en la dinamización de la actividad eco-nómica de Andalucía, afirmó Nores, remarcando que la inversión social en materia de transportes había creado 9.000 puestos de trabajo.
De esta forma, tal y como indicó Joan Torres, los cuatro ponentes lle-garon a conclusiones comunes: mejo-rar las comunicaciones y transportes de las respectivas ciudades basándose en la eficiencia, la modernización y, ante todo, la sostenibilidad.
Alstom y CAFDos de las empresas líderes de la industria ferroviaria (Alstom y CAF) presentaron sus últimas novedades en BcnRail 2009. Alstom mostraba un vagón de la L9 del Metro de Barce-lona que circula sin conductor y CAF dio a conocer el nuevo tranvía que recorrerá las calles de la capital de Escocia, Edimburgo. Los trenes de la Serie 9000, que se han fabricado en las instalaciones que esta compañía

94
Automática e Instrumentación Enero 2010 / n.º 414
Soluciones INDUSTRIA FERROVIARIA
tiene en la población barcelonesa de Santa Perpètua de Mogoda, están diseñados para funcionar en mo-dalidad automática sin conductor pero también están preparados para hacerlo por las líneas actuales de la red en modalidad manual, con conductor. Las unidades de la Serie 9000, que alcanzan una velocidad máxima de 80 km/h, están formadas por cinco vagones, cuatro de las cuales corresponden a coches motores. Los bogies, de 14 toneladas por eje, están conectados a la unidad mediante un sistema que permite un mejor trazado de las curvas. Como gran novedad, los vagones de estos trenes cuentan con una puerta de evacuación frontal que permite abandonar el tren en tiempo récord. En caso de necesi-dad, la puerta se abre en tan sólo 30 segundos, desplegándose la rampa de evacuación, que tiene una lon-gitud de 3,5 metros y una anchura de 1246 mm. De esta manera, los pasajeros podrán desalojar el vagón
sin problemas en situaciones de emergencia.
Por su parte, CAF exhibía, en primicia en BcnRail 2009, el nuevo tranvía que será entregado al Ayun-tamiento de Edimburgo (Escocia) el próximo mes de abril y que circulará por las calles de la ciudad en julio de 2011. Este tranvía estará formado
por siete unidades bidireccionales y articuladas entre sí, apoyadas sobre cuatro bogies, que estarán a tan sólo 300 mm de altura con respecto al carril. Conectará el aeropuerto con la terminal de pasajeros del puerto, atravesando el centro de la ciudad.Carlos GarcíaIrene Caamaño
Automática e Instrumentación Digital es un serviciode información totalmente gratuito y disponible dosveces por semana, en el cual la revista Automáticae Instrumentación recoge las noticias de actualidadque se suceden durante el tiempo transcurrido entrelas ediciones impresas de cada título. La informaciónabarca desde los aspectos técnicos hasta los pura-mente empresariales y de mercado
Para la suscripción a Automática e Instrumentación Digi-tal basta con acceder a nuestra web:
www.tecnipublicaciones.com
A continuación activar el cajetín Boletín de Noticias, selec-cionar el título Automática e Instrumentación Digital e intro-ducir la dirección de correo electrónico del usuario.
Automática eInstrumentación DigitalNuevo servicio de noticias deAutomática e Instrumentación

Perfection in Automationwww.br-automation.com
¡El Software con la mayor integración!Ahorre tiempo y costes con Automation Studiowww.discover-automation.comAutomation Studio de B&R es el entorno de desarrollo de software integrado que le ofrece una única herramienta para todas las fases de su proyecto; desde el diseño, programación y simulación hasta la puesta en marcha y mantenimiento. El código fuente es compati-ble para todas las plataformas. Se eliminan los costes adicionales de interacción entre control, visualización, accionamientos y seguridad, así como la comunicación con buses de campo. Automation Studio es el único interfaz con su máquina, lo que le ahorra tiempo de desarrollo y costes de mantenimiento.

Automática e Instrumentación Enero 2010 / n.º 414
Mercados
La industria española durante 2009
Se modera el descenso de los indicadores de actividad industrialLa actividad industrial en España durante el pasado ejercicio estuvomarcada por la caída continuada de los índices de actividad, aunqueel ritmo de decrecimiento se moderó en el segundo semestre, lo quealgunos analistas evalúan como un primer paso hacia una tímidarecuperación –aunque todavía por debajo de los niveles anterioresal inicio de la recesión–, que tendrá sus líneas estratégicas en la mejorade la competitividad por la vía del aumento del esfuerzo en investigación e innovación.
E n el tercer trimestre del año 2009, la economía mun-dial parecía dar síntomas
de recuperación, a juzgar por los resultados de las principales eco-nomías; así, EE.UU. anunciaba un crecimiento del 0,7% respecto al tri-mestre anterior, aunque ello se debía en buena medida a los estímulos de la Administración para el consumo, especialmente en el caso de los auto-móviles. En la zona euro, aunque la tasa interanual todavía era negativa, se registraba un aumento del 0,4%
en el tercer trimestre respecto al tri-mestre anterior. De todos modos, el crecimiento moderado de Alemania, Francia e Italia hacen prever para el 2010 una cuota de crecimiento que difícilmente superará el 1%. Por el
contrario, son las economías emer-gentes las que ejercen de locomotora de la recuperación mundial, con China y Brasil como vanguardia, y con cuotas de crecimiento previstas para el año que ahora comienza superiores al 4%.
En la zona euro, si se cumplen las previsiones de crecimiento para el cuarto trimestre, se habría superado la fase recesiva, aunque los analistas consideran que se trata de una recu-peración todavía poco consistente, que descansa fundamentalmente sobre las exportaciones y las medi-das de estímulo económico de los gobiernos. Los indicadores del con-sumo privado siguen manteniendo un tono bajo, según se desprende del indicador correspondiente al consumo de bienes no duraderos, en un perfil bajo, como el indicador de confianza, a pesar de su tendencia a mejorar en los últimos meses.
Por lo demás, la inversión, como la producción y la utilización de la capacidad productiva, si bien dan
COYUNTURA ECONÓMICA
■ Fuente: economia.iprofesional.com
La economía mundial parecía dar síntomas de recuperación en el tercer trimestre de 2009, tanto en la zona euro como en EEUU; sin embargo, son las economías emergentes las que ejercen de dinamizadores, con China y Brasil como vanguardia, y con cuotas de crecimiento previstas para el año que ahora comienza superiores al 4%.

97
Enero 2010 / n.º 414 Automática e Instrumentación
MercadosCOYUNTURA ECONÓMICA
síntomas de mejora, lo hacen en una proporción muy reducida, por lo que la posible recuperación durante el año 2010 será lenta.
Los efectos de la crisis sobre el nivel de empleo no han tenido la misma proporción que en otras fases recesivas, gracias a las medidas de estímulo de la actividad adoptadas por los países de la zona euro, aun-que los analistas advierten que los efectos positivos de estas medidas pueden estar llegando a su final si no hay una reactivación del consu-mo y de la inversión que, a su vez, repercutan sobre un relanzamiento de la actividad.
En España, a la luz de los resulta-dos del tercer trimestre se observa una relativa mejora en cuanto al ritmo de decrecimiento de la activi-dad. Esto se debe a la ligera mejora de la coyuntura internacional, ya que la demanda interior continúa siendo muy baja. Los menores ti-pos de interés y el repunte de las bolsas han inducido una mejora del indicador de confianza de los
En España, un dato positivo del tercer trimestre se refiere a la evolución de la inversión en bienes de equipo (material de transporte y maquinaria), lo que lleva a pensar en una disminución del ritmo de la caída de la inversión, al tiempo que exportaciones e importaciones mejoraron sus indicadores, gracias al aumento de la demanda en la Unión Europea.
Industria alimentaria
Internacionalización e innovación de producto
En un contexto marcado por la reducción genera-lizada de la actividad industrial, el sector fabri-
cante de alimentación y bebidas mantiene cuotas de actividad, aunque moderadas, positivas. Así, mientras la tendencia a la disminución de la producción indus-trial apunta a la baja, la producción de la industria alimentaria, que representa en torno al 17% del PIB industrial, se mantiene. El hecho de que el sector fabricante de alimentación no sufra con la misma intensidad el impacto de la crisis hace pensar a los analistas que será uno de los sectores estratégicos a la hora del relanzamiento económico. No obstante, en el sector se registra una relativa ralentización de los proyectos, en la medida que se aplazan algunas inversiones previstas y se producen movimientos estratégicos tendentes a mejorar la competitividad del sector en el sentido de intensificar la colabora-ción con los distribuidores y avanzar en el proceso de internacionalización. De hecho, la reducción del consumo ha llevado a que en el sector de distribución haya disminuido el número de marcas ofertadas, al tiempo que aumentan las marcas de distribuidor, lo que ha tenido consecuencias negativas para la indus-
tria alimentaria. En consecuencia, los fabricantes se ven obligados a introducir mejoras en la marca y a aumentar sus inversiones en I+D+i. Como quiera que sea, la industria alimentaria enfrenta una profunda transformación en los procesos de fabricación que abarca a todos los segmentos, como consecuencia de las nuevas tendencias nutricionales. Así, en un informe elaborado sobre la industria europea, más del 20% de las firmas habían adoptado durante 2008 medidas para la reducción de grasas saturadas, así como los contenidos de sales y azúcares en los productos elaborados. Si se suman a las firmas que habían hecho lo mismo el año anterior, resulta que el 82% de las firmas fabricantes, con una amplia gama de productos, habían llevado a cabo diferentes innovaciones tendentes a reducir los contenidos de grasas saturadas, sales y azúcares. De hecho, la lucha contra la obesidad y la introducción de nuevos hábitos nutricionales, a caballo de las políticas europeas, están induciendo cambios estructurales en la industria de alimentación y bebidas, con implicaciones en la tec-nología de control y supervisión de sus procesos.
■ Fuente: Cycsa.

98
Automática e Instrumentación Enero 2010 / n.º 414
Mercados COYUNTURA ECONÓMICA
consumidores, además del impacto positivo que ha tenido el consumo público y las ayudas directas, como el caso del Plan 200E para el sector del automóvil.
Un dato positivo del tercer trimes-tre se refiere a la evolución de la in-versión en bienes de equipo (material de transporte y maquinaria), lo que lleva a pensar en una disminución del ritmo de la caída de la inver-sión. En cuanto a las transaccio-nes exteriores, tanto exportaciones como importaciones mejoraron sus indicadores, gracias al aumento de la demanda en la Unión Europea. En el sector industrial se aprecia una ligera mejora, en el sentido de una ralentización de la caída de los indicadores, con lo que se observa un aumento de la confianza, aunque la demanda sigue sin reactivarse y los problemas de competitividad lastran el relanzamiento.
En el apartado del empleo, el mercado laboral español sigue arro-jando cuotas muy superiores (17%) a la media de desempleo en Europa (10%), factor que incide de forma negativa sobre el consumo interno. De todos modos, en los últimos me-ses de 2009 se aminoró el ritmo de destrucción de empleo, aunque el sector más castigado continuó siendo el de la construcción y en segundo lugar la industria, especialmente en el segmento metalúrgico, que es donde mayor número de puestos de trabajo se destruyeron a lo largo del año pasado.
Industria química
Previsiones de recuperación para 2010
Las perspectivas para la industria química europea (excluida la indus-tria farmacéutica) al cierre del ejercicio de 2009 señalan una caída
del 12% respecto al año 2008, al tiempo que se avanza un moderado crecimiento del 5% para el año 2010, según la asociación europea del sector. El segundo semestre de 2009 empeoró la situación, de manera que la caída al cierre del ejercicio aún fue mayor que la señalada por las previsiones establecidas a mediados de año. El segmento peor parado es el de la industria básica (petroquímica, polímeros e productos inor-gánicos), que sufre las consecuencias de la reducción de la demanda de los sectores de automoción y de la construcción, y que es también el segmento donde se da el mayor número de expedientes de regulación de empleo, de carácter temporal. Aunque se prevé una recuperación para 2010, a finales del ejercicio se considera que aún estará el 11% por debajo del máximo alcanzado en el primer trimestre de 2008. En lo que respecta a la industria química española, según la asociación española del sector, Feique, la producción a lo largo del ejercicio de 2009 apuntó a la baja, continuando la tónica bajista del segundo semestre del 2008; de forma que se ha evaluado en un 8,3% la reducción del volu-men de producción en 2009 respecto al año anterior. Como en el caso europeo, también es el segmento de química básica el más deteriorado, por las mismas razones de reducción de la demanda en los sectores de automoción y de la construcción. En la química de consumo, la caída para 2009 respecto a 2008 es del 9,2%. La industria farmacéutica es el único segmento que mantiene indicadores positivos, con una previsión de crecimiento del 2,8%. En el apartado de exportaciones, se aprecia una mayor penetración en los mercados extracomunitarios, al tiempo que se registra una caída de la demanda en el mercado europeo, lo que llevará a que la reducción sea del 4,8% , manteniendo el 60% de la producción destinada a las exportaciones (22.000 M€). Las previ-siones para 2010 están en función de la eventual recuperación de la actividad económica general y de la demanda en los países emergentes, en mucha mayor medida que de la demanda interior. En este sentido, desde Feique señalan que la industria química española concluirá 2010 con un crecimiento del 0,5% de sus volúmenes de producción, cifra que será superior en el segmento más castigado en 2009, la química básica, mientras que la química farmacéutica aumentará en el 2,6%, manteniéndose la tendencia exportadora.
Según se desprende de un informe recientemente publicado por Cotec, los inconvenientes que se derivan del patrón tecnológico español, que lastra la productividad y competitividad de la economía, tienen repercusiones negativas sobre las exportaciones españolas que se dirigen a destinos maduros, con tímidos avances en países emergentes.
Fuente: fmcforet.com

99
Enero 2010 / n.º 414 Automática e Instrumentación
MercadosCOYUNTURA ECONÓMICA
Competitividad e I+DAunque la economía española ha venido manteniendo un proceso de convergencia con la Unión Europea en términos de PIB per cápita, en lo que se refiere a la productividad y la competitividad no ha ocurrido lo mismo, según se desprende de un informe recientemente publicado por Cotec que analiza productividad, competitividad e innovación en España entre 1997 y 2003.
Así, se constata que a partir de la mitad de la década de los 90, la productividad española inició un proceso de descenso que ha empeo-rado la situación en comparación con las principales economías de referencia (EEUU, Unión Europea de 15 miembros y Alemania). Una constatación del informe de Cotec en la comparación internacional se refiere a que buena parte de los sectores españoles que registran mayores diferencias en productividad con respecto a sus homólogos en la UE-15 y EEUU, pertenecen al sector de la maquinaria (oficina, bienes de equipo, electrónica y óptica e ins-trumentos de precisión), así como al sector fabricante de vehículos, aunque en este caso las diferencias son menores.
Asimismo, se observa una dife-rencia fundamental en cuanto a la innovación y, más concretamente, en sus materialización en el siste-ma tecnológico, de manera que el informe habla de la existencia de una brecha tecnológica, entendida como la intensidad del gasto empresarial en I+D sobre el valor añadido entre
España y la UE-15, que se magnifica en relación a los EE.UU. Brecha que tiene su origen en el hecho de que el esfuerzo innovador es mayor en el sector servicios que en el fabricante, si bien las inversiones españolas en I+D son menores en todos los sectores, en comparación con las economías de referencia
Además, añade Cotec, las manufac-turas de alto contenido tecnológico representan una porción del valor añadido en la UE-15 tres veces
superior al que representan en Es-paña, mientras que en los EEUU, el peso de estos sectores quintuplica al español. Por otro lado, el efecto que tiene sobre la productividad el aumento del stock de conocimiento es positivo, y mayor en el caso de las manufacturas que para el total de la economía. De ahí la necesidad de aumentar la I+D empresarial y la innovación, con el fin de potenciar la base productiva de servicios y tecnologías estratégicas, ya que tie-
Sector fabricante de máquina-herramienta
Fuerte impacto de la crisis
E l sector europeo fabricante de máquinas-herramienta (M-H) está sufriendo intensamente las consecuencias de la crisis económi-
ca desde el último trimestre de 2008, según se puso de manifiesto en la asamblea general de la asociación europea del sector, Cecimo, celebrada en San Sebastián el pasado mes de junio, ya que el sector depende estrechamente de la evolución de la producción industrial y de las inversiones de capital. Es así como en el primer trimestre de 2009 la entrada de nuevos pedidos cayó en un 53% respecto al mismo periodo del año anterior. Los principales sectores deman-dantes de M-H, como la industria de transformación de metales, se encuentran en situación difícil, lo que ha llevado a una reducción de sus inversiones, especialmente en el sector de automoción, que representa en torno al 30% de la facturación del sector fabricante de M-H. Por todo ello, algunos analistas avanzan una caída del 31% en el consumo global de M-H en el ejercicio 2009, y en el caso de Europa, las previsiones apuntan hacia una reducción del consumo de M-H entre el 30% y el 40%. La demanda de los mercados de India y China, particularmente, se verá menos afectada por la crisis que la demanda en Europa y EE.UU. No obstante, la competitividad de la M-H europea sigue estando a la cabeza, ya que tiene una cuota del 44% del mercado mundial, aunque a largo plazo esta circunstancia podría cambiar si no se aprovechan los planes de relanzamiento del sector europeo. Hay que tener en cuenta que el 32% del consumo de M-H en 2009 (15.000 M€) corresponde a los países de Cecimo, y el 15% corresponde a las importaciones de terceros países; de ahí que para la industria europea sea importante lo que suceda en el próximo futuro en el mercado chino. Entre los signos positivos que se vislumbraron en la asamblea de junio de Cecimo destacan el menor ritmo de descenso que se observa en la caída de la confianza de la industria fabricante, en general, las inversiones en el sector de las energías renovables y la fabricación de tecnologías para la eficiencia energética. Las previsiones para 2010 no establecen una recuperación sostenida, lo que supone un reto para el mantenimiento del empleo en el sector europeo. En cuanto a las líneas estratégicas de los fabri-cantes europeos para enfrentar la situación, desde Cecimo señalan la reducción de la capacidad productiva y la flexibilización del trabajo, además de la introducción de cambios en los modelos de negocio y el aumento del esfuerzo en las actividades de I+D+i.
Aunque la evolución del gasto en I+D en España describe una curva ascendente desde hace años, hasta alcanzar en el ejercicio de 2008 un valor de 14.701 M€, equivalente al 1,35% del PIB, el objetivo de alcanzar un gasto del 2% del PIB no parece factible en el plazo inmediato.

100
Automática e Instrumentación Enero 2010 / n.º 414
Mercados COYUNTURA ECONÓMICA
nen implicaciones directas sobre la proyección de la economía española en el mercado mundial.
En este sentido, continúa Cotec, este patrón tecnológico adverso se traslada a las exportaciones españolas que muestran un comportamien-to relativamente conservador, ya que se dirigen a destinos maduros, principalmente dentro de la Unión Europea, con tímidos avances en países emergentes. Esto pone en una situación delicada la evolución del posicionamiento de las exporta-ciones españolas, debido a la fuerte competencia y a las dificultades que encuentran nuestras empresas para entrar en nuevos mercados o exportar con alto valor añadido.
Por otra parte, según datos del INE, el gasto en I+D en España en el ejercicio de 2008 ascendió a 14.701 M€, con un aumento del 10,7% respecto al año anterior, hasta alcanzar la cuota del 1,35% del PIB. El gasto empresarial aumentó en el 8,3%, por debajo del aumento del gasto de la administración pública (13,8%) y del sector de enseñanza superior (11,8%). Las empresas ejecutaron el 54,9% del gasto total en I+D durante 2008, cifra ligera-mente inferior a la de 2007 (55,9%). A pesar de la evolución positiva de este indicador, el objetivo de un gasto del 2% del PIB parece inal-canzable en 2010, habida cuenta de las restricciones presupuestarias en investigación contempladas en los Presupuestos Generales del Estado, que han levantado la polémica en el colectivo de científicos.
Producción industrialLos índices de producción industrial en España a lo largo de los diez primeros meses del año 2009 des-criben una evolución muy diferente de unos sectores a otros. Así, en las industrias manufactureras destaca el buen comportamiento de la industria alimentaria, con valores cercanos a los del año de referencia (2005), y de la industria de fabricación de bebidas que, aun registrando un descenso, se mantiene con valores superiores a los del resto de industria de fabricación.
Industria del automóvil
Reducir los costes logísticos
La industria fabricante de vehículos continuó su tendencia a la baja a escala internacional durante el ejercicio de 2009, al tiempo que
las principales firmas ensambladoras intensificaron sus procesos de reestructuración, con el apoyo de las administraciones públicas, que arbitraron diversos planes de ayuda al sector en cada país. A pesar de todo ello, y de la demanda emergente de los países asiáticos, China e India especialmente, las dificultades para el sector se prolongan, como lo muestra que a comienzos de diciembre General Motors anunciara el cierre de la sueca Saab. En España, las matriculaciones de turismos en noviembre fueron de 86.639 unidades, con una mejora del 37,3% respecto al mismo mes del año anterior, aunque la cifra de turismos matriculados acumulada en los meses comprendidos entre enero y noviembre de 2009 registró una caída del 20,8%. Descenso acumu-lado que se produjo igualmente en el apartado de matriculaciones de vehículos comerciales (-38,9%), industriales (-63,7%) y autobuses (-24,3%) entre enero y noviembre de 2009. La producción acumulada entre enero y octubre de 2009 se cifró en 1.491.438 unidades en el apartado de turismos, con una reducción del 14,49%, respecto al mismo periodo del año anterior. Asimismo, se registraron fuertes reducciones en la producción de vehículos comerciales ligeros, furgonetas, etc. En total, la industria española fabricó 1.784.452 unidades en los diez pri-meros meses de 2009, lo que supuso una caída del 22,29%. También las exportaciones (1.559.907 unidades) cayeron en un 20,30% entre enero y octubre.
Por otra parte, desde Anfac se demandan mejoras en el transporte ferroviario y marítimo como medio de abaratar los costes integrales, ya que la logística representa para el sector fabricante de vehículos un factor de competitividad de primer orden. Concretamente, las demandas se orientan hacia las mejoras de las infraestructuras de algunos puertos, así como a una mayor flexibilidad de horarios de trabajo. En los servi-cios de transporte ferroviario ninguno de los operadores ha obtenido la calificación de satisfactorio en la evaluación anual que realiza el sector del automóvil, lo que ha significado que, desde 1998, este modo de transporte haya perdido la posibilidad de transportar 600.000 vehículos. Entre los aspectos positivos para el sector, cabe mencionar la prórroga del Plan 2000E, que ha contribuido a dinamizar la demanda y a que la caída del mercado español fuera menos acusada.

101
Enero 2010 / n.º 414 Automática e Instrumentación
MercadosCOYUNTURA ECONÓMICA
En la industria de fabricación de material de transporte, excluida la fabricación de vehículos -que arroja valores bajos, propios del impacto de la crisis económica sobre el sector de automoción-, en el apartado correspondiente a otro material de transporte se observa un menor impacto de la recesión que en otros sectores. Por el contrario, el mayor crecimiento se registra en el seg-mento de reparación e instalación de maquinaria y equipos, con va-lores para los diez primeros meses de 2009 muy superiores a los del año de referencia. Lo mismo ocurre con el indicador de fabricación de productos farmacéuticos.
En cuanto a los índices de pro-ducción industrial por destino de los bienes, destaca la fuerte reducción del correspondiente a los bienes de consumo duradero, mucho mayor que el de los bienes de consumo no duradero. También el índice de producción de energía se mantiene por debajo del índice de referencia,
en consonancia con el bajo tono de actividad económica, en general.
La evolución de las importacio-nes de enero a septiembre de 2009 mantuvo una tónica relativamente estable, aunque con valores inferiores a los registrados durante el segundo semestre de 2008, lo que hace prever al cierre del ejercicio de 2009 que se registre un descenso. En cuanto a las exportaciones, describen una evolución similar a las importaciones, aunque con valores inferiores a éstas, y con una tendencia descendente respecto a las exportaciones del se-gundo semestre del año anterior.
De todos modos, en el saldo total, el descenso es más acusado en las importaciones que en las exporta-
ciones, lo que mejora el déficit de la balanza comercial española. Dentro del descenso general de las impor-taciones destaca la reducción de las procedentes de China, después del máximo histórico alcanzado en el ejercicio de 2008. Por otro lado, la evolución entre enero y septiembre de las exportaciones de bienes de capital (bienes de equipo y mate-rial de transporte) hacía prever un descenso para el cierre del ejercicio de 2009, como también en el caso de las exportaciones de bienes in-termedios industriales y de bienes de consumo.
Carlos García
En los índices de producción industrial de las industrias manufactureras, destaca el buen comportamiento de la industria alimentaria, con un valor cercano al del año de referencia (2005), y de la industria de fabricación de bebidas, que aun registrando un descenso, se mantiene con valores superiores a los del resto del sector manufacturero.

102
tecnoMarket NUEVOS PRODUCTOS PARA LA AUTOMATIZACIÓN INDUSTRIAL
Variadores de frecuencia para todo tipo de aplicaciones
▶ B&R ha ampliado su gama de equipos de la serie ACOPOS con los nuevos variadores de frecuencia ACOPOSin-verter, una familia de productos que se añade a los servoaccionamientos y a los motores paso a paso, comple-tando la gama de accionamientos que comercializa la citada firma. La integración de todos los variadores de frecuencia dentro de la herramienta de desarrollo de software Automation Studio simplifica y acelera aún más la
puesta en marcha de los sistemas. La gama de productos de ACOPO-Sinverter está formada por 3 modelos: los ACOPOSinverter S44, X64 y P84, que cubren un rango de potencias de 0.18 a 500 kW. Por otro lado, las aplicaciones en que se pueden implementar van desde el control de una bomba o una cinta transportadora hasta acoplamientos complejos a servoaccionamientos.
www.br-automation.com
Sensor de perfiles con un nuevo rango de medidas
▶ Micro-Epsilon ha introduci-do en nuestro país a través de Mesurex una nueva familia de escáneres de perfiles, scanCon-trol 2700 y 2710, que ofrecen un rango de medida de 50 mm. Los modelos de la serie 2710 han sido diseñados con un armazón com-pacto e integran un controlador. Especialmente indicados para su utilización en la industria del automóvil, ambos sensores pue-den medir en continuo anillos de adhesivos, cordón de soldadura, escalones y espesores. Además, el scanControl 2700 ofrece la precisión necesaria en el perfil y calcula la información directa-mente en el sensor sin necesidad de PC ni programa asistente. De serie puede trabajar a 100 Hz y proporciona una resolución de 640 puntos por perfil. Por lo que respecta al rango de medida, al-canza una distancia de 175 mm desde el sensor que puede exten-derse de 50 hasta 105 mm.
www.mesurex.com
Nueva pantalla táctil▶ La nueva gama GP4000 de pantallas táctiles gráficas de 3.4” que presenta Pro-Face se programa mediante el software GP-Proex, utilizable para todos los modelos de pantallas e IPCs de la firma. Puede programarse en diferentes colores: rojo, verde, naranja, rosa y blancos y negros e incorpora un puerto mini-USB que permite la carga/descarga de la aplicación mediante un cable mini-USB estándar de mercado. Por otro lado, esta nueva gama dispone también de un puerto USB estándar que permite la carga/descarga del progra-ma mediante una llave USB sin necesidad de usar cable. Además, es compatible con la mayoría de PLC y controladores del mercado y puede programarse tanto en horizontal como en vertical.
www.pro-face.es

Enero 2010 / n.º 414 Automática e InstrumentacióntecnoMarket
Fuentes de alimentación AC-DC configurables
▶ La gama de fuentes de alimen-tación AC-DC NV-Power comer-cializadas por TDK-Lambda se ha visto ampliada con cuatro nuevos módulos de salida compatibles con las plataformas NV-350 (seis slot) y NV-700 (ocho slot). Dos de los módulos, con tres slot y salida única controlada digitalmen-te, cumplen con los estándares de aislamiento. El modelo 28C dispone de un rango de salida ajustable de 27 a 32 Vdc, mientras que el modelo 24CM, con salida de 500 Vac para aislamiento de toma de tierra, ofrece entre 24 y 26,4 Vdc. Ambos modelos tra-bajan a 450 W con picos de 600 W durante diez segundos. En cuanto al módulo 7B, cubre el rango entre 7 y 9 Vdc a 180 W y desarrolla corrientes de hasta 22,5 A mientras que el módulo 6/6DB es de salida dual.
www.tdk-lambda.com
Nuevo equipo dosificador▶ El nuevo equipo dosi-ficador Thermadose de Hot Melt, que en Espa-ña comercializa Dotest, permite controlar la temperatura de fusión del termoplástico y el volumen a dispensar en
aplicaciones industriales que utilicen productos tales como resinas termofusibles, colas de contacto, ceras o sellantes, todos ellos licuados a diferentes temperaturas de fusión. Ofrece una serie de opciones disponibles para aplicaciones especiales que requieran una entrega de producto limpio. Por otro lado, todas las versiones están aprobadas de RoHS y CE.
www.dotestsl.com
103
Manuales prácticos de medición▶ Con el objetivo de mejorar sus productos y aumentar la eficacia en la atención post venta al cliente, Instrumentos Testo ha editado una serie de manuales prácticos que pretenden servir como apoyo al trabajo diario de los profesionales de la medición. Se trata de guías prácticas escritas por profesionales de diferentes sectores que recopilan instrucciones sobre el uso efectivo de instrumentos de medición. Estas guías proporcionan una descripción de los paráme-tros, las tareas de medición y de las aplicaciones más habituales de cada sector.
www.testo.es

104
Automática e Instrumentación Enero 2010 / n.º 414tecnoMarket
Módulo de seguridad▶ La nueva ver-
sión 10.60 del Dynamic C 10.56 desa-rrollado por Rabbit y co-mercializado
en nuestro país por Nextfor, in-
cluye el Pack de Seguridad Embebida,
soporte de inicialización de va-riables.
Además, dispone de módulos de seguridad (AES + SSL), sistema de fichero FAT, kernet de tiempo real uC/OS-II y protocolo Punto a Punto (PPP). Por otro lado, es ejecutable para encriptación de librerías y permite actualización remota de software. A destacar también que está disponible como descarga gratuita en la web de Rabbit: www.rabbit.com.
www.nextfor.com
Drivers para LED ultra compactos▶ XP Power, distribuido por Venco Elec-trónica, anuncia la disponibilidad de la serie LDU de drivers para LED de 300 a 1000 mA en soporte de PCB. Estos dis-positivos ultra compactos tan sólo miden 20,32 x 10,16 x 6,88 mm (0.8 x 0.4 x 0.27 pulgadas) para los modelos LDU08 de 300 mA y garantizan una eficiencia del 95%. Los modelos de estas series ofrecen salidas constantes de corriente de 300, 350, 600, 700 o 1000 mA. Los drivers no aislados step-down pueden alojar un amplio rango de voltaje de entrada desde 7 a 30 VDC. Las opciones de regulación de intensidad incluyen 2 métodos analógicos (por voltaje o resistencia) y una entrada de señal de modulación de ancho de pulso (PWM). Ofrecen una frecuencia máxima de operación de 1kHz, con un mínimo de 200 ns de tiempo on/off. Cuando se utiliza el método de atenuación analógica el rango de salida de corriente se puede ajustar desde el 25% al 100% del valor de corriente nominal.
www.vencoel.com
Módulos E/S para Profibus y Profinet▶ Los nuevos módulos de bus para Profibus y Profinet en IP67 desarrollados por Balluff han sido diseñados con carcasa metálica niquelada de fundición para su utili-zación en ambientes industriales extremos. Ofrecen un perfil plano de tamaño reducido con contornos redondeados y amplio espacio para etiquetaje. Para poder ahorrar tiempo de montaje sólo se requiere de dos puntos de montaje. Por otro lado, ofrecen puntos de entrada duales para cada conector. Las entradas pueden desdoblarse utilizan-do conectores en V para soportar sensores con dos salidas (señal y diagnósticos). El usuario dispone en todo momento de la supervisión del módulo, ya que cada puerto M12 (interface E/S) está asociado con dos LED brillantes, altamente visibles, que muestran el estado operativo y la configuración. Mediante dos interruptores BCD se asigna la dirección Profibus en el módulo y una herramienta software se utiliza para asignar la dirección del módulo Profinet.
www.balluff.es
Soluciones de visión para la industria
▶ La nueva familia de soluciones de vi-sión FlexXpect de Omron está basada en la plataforma Xpectia, que com-bina procesamiento de color real y alta resolución con un entorno de usuario amigable e intuitivo.
Esta nueva gama de equipos de visión ofrece varias soluciones, como por ejemplo la solución FlexXpect-Pharma, que, indicada para su aplicación en el sector farmacéutico, ha sido diseñada según la norma FDA 21 CFR Part 11; la solución FlexXpect-Labe-lling, para inspección de botellas en 360º y la solución FlexXpect-Glue Bead, para la inspección automática de sellados.
www.omron.es
Sistema Profibus por radio▶ De su distribuida Systeme Helmholz, AN Consult España presenta el nuevo sistema de Profibus por radio viBlu (2.4GHz banda sin licencia), que puede sustituir los cables a unidades móviles como grúas, carretillas y almacenes automáticos. Se comercializan dos modelos: el viBlu200, con una potencia de emisión ajustable, hasta tres esclavos para un maestro y hasta 1.5Mbps Profibus-DP, ofrece una configuración mediante cable USB, puede operar a distancias de hasta 100 metros y ofrece diagnóstico amplio de la interface de radio. En cuanto al modelo viBlu100, dispone de las mismas prestaciones que el modelo anterior pero ha sido diseñado con un solo esclavo por maestro y hasta 187.5kbps Profibus-DP.
www.anconsult.com

Nueva gama de PLC compactos ▶ Omron ha ampliado su gama CP1 de controladores programables com-pactos con los nuevos modelos CP1E, CP1L y CP1H. El nuevo controlador CP1E es compatible con los métodos e instrucciones de programación de todos los PLC desarrollados por la citada empresa. Incorpora un puerto serie para el control de variadores de
velocidad y salidas de pulsos de alta velocidad que facilitan la conexión con servodrives. Como el resto de modelos de la gama CP1, los CP1E cuentan con un puerto USB de serie para programación y monitorización. Estos nuevos controladores programables están disponibles en versiones con 20, 30 o 40 E/S digitales incorporadas que pueden ampliarse a un máximo de 160 puntos de E/S. Además, cuentan con seis entradas de encoder (10-100 kHz) y dos salidas de pulsos (10 y 100 kHz), mientras que la memoria puede ser de 2 Ksteps (para los mo-delos CP1E-E) o de 8 Ksteps (para los modelos CP1E-N). El tiempo de ejecución de instrucción es de 1.1 µS.
www.omron.es
Nuevo catálogo de arrancadores suaves y frenos electrónicos▶ Vector Motor Control Ibéri-ca (VMC) presenta su nuevo catálogo actualizado de arran-cadores suaves y frenos elec-trónicos digitales y analógicos, que incluye como novedad el nuevo arrancador Versistart i II, de 7,5 kW a 110 kW. Los arrancadores analógicos ofre-cen control de una, dos y tres fases con rango de potencia de 1,5 a 110 kW y t bypass incorporado de relé o con-tactor (según versión), ajuste de tiempo de aceleración y desaceleración y par de arran-que y frenado. Además, dispo-nen de control a tres fases con rango de potencia de 3 a 695 kW con tensiones de alimentación de 220 V, 380 V y 415 V a 50/60 Hz y están equipados con temporizador de ciclo de trabajo, contactores de bypass integrado, térmico electrónico, pérdida de fase y fugas a tierra, entre otras características. Por otro lado, los frenos electrónicos, con un rango de potencia de 1,5 a 160 kW, permiten el frenado del motor mediante inyección de corriente continua controlada y están equipados con control del contactor de marcha del motor y detección de motor parado (según los modelos).
www.vmc.es
tecnoMarket

106
B&R ........................................................ 27 y 95Beckhoff Automation, S.A. ..................... 35 y 50Emerson Process Management ......................... 3Fadisel, S.L. .................................................... 20Filtros Cartés ....................................... 102 y 105Genera ............................................................. 36Ingeteam ........................................................ 103Kenwood ......................................................... 49Kolbi Electrónica, S.A. ........................... 23 y 25Lenze Transmisiones, S.A. .............................. 15Logitek, S.A. ..................................................... 7Matelec .............................................................. 6Mesurex ............................................................. 4National Instruments Spain, S.L. .................... 83Next-For, S.A. ............................ Interior portadaOmron Electronics Iberia, S.A. ....................... 69Phoenix Contact ................... 60 y ContraportadaRittal Disprel, S.A. .................................. 18 y 19Siemens, S.A. ............................................ 8 y 79Smagua ............................. Interior contraportadaTDK-Lambda ................................................... 78Vega Instrumentos, S.A. .................................. 59Vipa .........................................................Portada
Automática eInstrumentación
Director generalAntonio Piqué
Editora jefePatricia Rial
DirectoraCristina Bernabeu ([email protected])
Redacción permanenteCarlos García, Eva Montero,Irene Caamaño, Nuria Calle (Madrid)
Consejo de RedacciónXavier Alcober, Jordi Ayza, Antoni Sudriá, Francesc J. Suelves, Laura Tremosa
CEA (Comité Español de Automática)Miguel Ángel Salichs (Presidente),Guillermo Ojea (Vicepresidente),Alberto Sanfeliú (Secretario),Alfonso García Cerezo (Vocal)
Coordinadora de cierreEva Montero ([email protected])
MaquetaciónElisabet Ramos
Director de InformáticaAdriano García
Agencia sectorial de noticiasAutomática e Instrumentación Digital
Directora Delegación en CatalunyaMari Cruz Álvarez
Publicidad CatalunyaJoan Antòn Soria ([email protected])Víctor Bernabeu ([email protected])
Publicidad MadridFrancisco Márquez ([email protected])
Depósito legal: B-23.106-1968
ISSN: 0213-3113
Edita
OficinasAvda. Manoteras, 4428050 MadridTel.: 912 972 000 - Fax: 912 972 154Enric Granados, 7 08007 BarcelonaTel.: 932 431 040 - Fax 933 492 350Lendakari Aguirre, 11 - 5º Dpto. 8B48014 Bilbaowww.tecnipublicaciones.com
Atención al suscriptorIngrid Torné, Elisabeth DíezTel.: 902 999 [email protected]
Precio del ejemplarEspaña: 19€ Extranjero: 27 €
Precio de la suscripción(11 ejemplares/año + 4 Tecnomarket)España: 160 € Extranjero: 168 €
Todos los precios incluyen IVA y gastos de envío
Publicación mensual.Se editan 11 números al año.Tirada y difusión controlados por
Las opiniones vertidas en los artículos firmados lo son exclusivamente de sus autores, sin que AeI los comparta necesariamente. También el contenido y filosofía de los mensajes publicitarios es responsabilidad exclusiva de la empresa anunciante. No se autoriza la reproducción to-tal o parcial de los artículos de AeI sin el consentimiento previo expreso y por escrito de los aditores.
EN EL PRÓXIMO NÚMERO
Gestión y tratamiento del agua
PanoramaIngenierías de automatización
InformeBombas de pequeño tamaño(Se incluye tabla de oferta)
Automática e Instrumentación Enero 2010 / n.º 414
Anunciante Página
ANUNCIANTES
Fuente: Schneider Electric
CONECTIVIDAD ETHERNET» Servidores Serie a Ethernet (1-4 puertos)» Servidores PoE Serie a Ethernet» Pasarelas Modbus - Ethernet a Serie» Prolongadores (hasta 1,9Km)» Convertidores de Medio: A fi bra óptica» Switches gestionados y no gestionados, GigaBit y PoE
CONECTIVIDAD SERIE» Convertidores TTL/RS232/422/485» Convertidores de bucle de corriente» Convertidores de baudrate
» Convertidores serie a paralelo o fi bra» Aisladores y Repetidores» Combinadores, Conmutadores y Separadores» Repetidores CAN y Convertidores CAN a fi bra
CONECTIVIDAD INALÁMBRICA» Radio módems serie en 868MHz (40,2Km), 2,4GHz (4,8Km) y 900MHz (11,3Km)» Radio módems USB en 2,4GHz» Radio módems Ethernet en 2,4GHz» Puntos de Acceso Ethernet a WiFi» Servidores Serie a WiFi y Ethernet (1-4 puertos)» Pasarelas Celulares a Ethernet y Serie
ADQUISICIÓN DE DATOS» Sistemas RS485 Modbus modulares de E/S» E/S digitales y analógicas por RS-485» E/S digitales y analógicas por USB» E/S digitales y analógicas por Ethernet» E/S digitales y analógicas por WiFi
CONECTIVIDAD USB» Prolongadores por Fibra (10Km), por cable UTP (100m) e inalámbricos (30m)» Convertidores a RS232 (hasta 16 puertos) y RS422/RS485 (hasta 8 puertos)» Pasarelas USB a Ethernet» Hubs con aislamiento óptico» Cables USB
ALIMENTACIÓN Y PROTECCIÓN» Fuentes de alimentación para Carril DIN (hasta 480W)» Transformadores de pared» Fuentes de alimentación redundantes» Sistemas de control de baterías» SAIs - Hasta 2880VA/2700W» Protectores de sobretensión (TVSS, AGSVL)» Fusibles y magnetotérmicos miniaturizados» Protectores de sobretensión en RS232, RS485, RS422, USB, Eth.
ACCESORIOS» Carcasas no metálicas» Bloques de terminal» Carril DIN» Canalización de cable» Patch Cords y adaptadores para fi bra óptica» Cables serie, USB, de fi bra óptica e industriales de Ethernet
http://www.nextfor.com [email protected] For S.A.más de 20 años a su servicio
Tlf. +34 91 504 02 01 Fax. +34 91 504 00 69

SEGURIDAD ATEX
Nuevas normativas y directivasLa adopción a nivel internacional de las normas IEC 60079-x en sus últimas ediciones está cambiando algunos conceptos de seguridad de equipos e instalaciones para o con presencia de sustancias infl amables. Se ha introducido el concepto “nivel de protección” y se produce un paralelismo entre atmósferas explosivas debidas a gases y a polvos combustibles.
Pág.37
414 / Enero 2010 Mecánica, Oleohidráulica, Electricidad, Electrónica, Informática, Medidas
INFORME
Álvaro Esteve, directorde la División deAutomatización Industrial de Siemens
“Las soluciones puras no existen, todas las industrias son híbridas”
Automática eInstrumentaciónAutomática eInstrumentación
Productividady efi cienciadel diseño ala producción
Ene
ro 2
010,
n.º
414
Aut
omát
ica
e In
stru
men
taci
ón
Industria española durante 2009: se modera el descenso de los indicadores de actividad industrial
Fuentes de alimentaciónIncluye tabla de oferta
Pág. 96
�����������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
����������������������������������
���������������������������������
�����������������������������������
���������������������
����������������������
�����������������������������������������������������������������
Barcelona da el disparo de salida a las redes eléctricas del futuro
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es
VIPA: Soluciones Tecnológicas Innovadoras
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es
Visualización mediante Movicon Real Flexible o zenOn
Funcionalidad Gateway Ethernet-MPI
Desde 5,7“ hasta 12,1“ con Windows® CE 5.0 o CE 6.0
Procesador - XSCALE 520MHz o 800MHz
Comunicación: serie, MPI, Profibus-DP, CAN o Ethernet
flexible touch solutionsVIPA Touch Panels
VIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.esVIPA Automation, S.L. | Avda. Cerdanyola, 98 | 08173 Sant Cugat del Vallès | Tel.: +34 (93) 583 15 04 | Fax: +34 (93) 583 17 82 | www.vipa.es