articulo final cibim 2013 anÁlisis del comportamiento mecÁnico y microestructural
TRANSCRIPT

ANÁLISIS DEL COMPORTAMIENTO MECÁNICO Y MICROESTRUCTURAL DE LAS TRANSFORMACIONES DE FASE EN LA ZONA AFECTADA POR EL CALOR (ZAC) EN JUNTAS SOLDADAS A TOPE DE ACEROS ESTRUCTURALES POR MEDIO DEL PROCESO GAS METAL
ARC WELDING (GMAW).
Héctor Fernando Rojas1, Carlos Arturo Bohorquez2, Eduardo Alejandro Ordóñez3, Víctor José Romero4, Julián Camilo Torres5.
Universidad Libre, Facultad de ingeniería, [email protected]
Universidad Libre, Facultad de ingeniería, [email protected]
Universidad Libre, Facultad de ingeniería, [email protected]
Universidad Libre, Facultad de ingeniería, [email protected]
Universidad Libre, Facultad de ingeniería, [email protected]
Palabras clave: Caracterización, Microestructura, Microscopia Óptica, Zona Afectada por el Calor. Resumen Se analiza el efecto que tiene el proceso de soldadura, Gas Metal Arc Welding (GMAW) sobre la zona afectada por el calor (ZAC) en juntas soldadas a tope en aceros estructurales. A través de este estudio se pretende brindar un soporte a la industria de la construcción, sector que en los últimos años ha experimentado un repunte y ha sus diseños. El proceso GMAW en el modo operacional de corto circuito se escogió por ser uno de los más usados en la industria de la construcción en Colombia y se seleccionaron los aceros ASTM A36, ASTM A516 G.70 y ASTM A131 G.A por sus diferentes porcentajes de elementos aleantes. La junta se diseñó teniendo en cuenta los lineamientos del código AWS D 1.1, elaborando posteriormente un WPS y un PQR. Los cambios de fase de los aceros se evaluaron en función del comportamiento mecánico de los materiales seleccionados, a través de las probetas extraídas de los cupones soldados mediante ensayos de tensión, doblez e impacto. Así mismo se levantó un perfil de microdurezas en el metal de aporte, ZAC y metal base correspondiente a los pases de raíz, interpases y pases de presentación. Se hizo un macroataque con NITAL al 3% para revelar las zonas de metal de aporte, ZAC y metal base. La caracterización microestructural de las diferentes zonas se realizó por medio de microscopia óptica convencional y se determinó la presencia de microconstituyentes, tamaño y forma del grano. Los resultados obtenidos se compararon a través de un análisis de varianza ANOVA y se encontró en la ZAC que los microconstituyentes tanto ferríticos como perlíticos presentan variaciones significativas en porcentaje del tamaño del grano desde el inicio hasta el final de la soldadura en el cupón. Abstract The present work analyzes the effect that has the process of weld Gas Metal Arc Welding (GMAW) on the zone affected by the heat (HAZ) in ceiling welded joints in structural steels. Through this study is to provide a support to the construction industry, a sector which in recent years has picked and optimized designs. The process GMAW in the operational way of short circuit was chosen for being one of most used in the industry of the construction in Colombia and there were selected the steels ASTM A36, ASTM A516 G.70 and ASTM A131 G.A for his different percentages of elements alloying. The joint was designed taking into account the guidelines of the code AWS D 1.1, subsequently developing WPS and PQR. The phase chages of the steels was evaluated depending on the mechanical behavior of the materials selected across the samples extracted from the coupons welded by means of tests of tension, fold and impact; likewise a profile of microhardnesses got up in the weld metal, ZAC and metal bases correspondents to the passes of root, interpasses and pass of presentation. A macroetch was done by NITAL to 3 % to reveal the metal zones of contribution, ZAC and metal bases. The microstructural characterization of the different zones was realized by means of optical conventional microscopy and the presence decided of microconstituent, size and form of the grain. The obtained results were compared across an analysis of variance ANOVA and

one found in the ZAC that the microconstituent ones so many ferrite since pearlìte present significant variations in percentage of the size of the grain from the beginning until the end of the weld in the coupon. Introducción Con el repunte del sector de la construcción en Colombia, los aceros estructurales se han vuelto materiales imprescindibles, por su bajo peso, fácil montaje, rápida instalación y gran resistencia [1] haciéndolos ideales para el desarrollo de todo tipo de diseños. Para la unión de estos materiales la soldadura se convierte en una de las opciones más idóneas para el desarrollo de los diversos diseños que se plantean actualmente, éstos por su variedad de aplicaciones, rápida ejecución, economía y versatilidad, por ello es de gran importancia considerar los posibles efectos que tienen los diversos procesos que se utilizan sobre estos materiales. En el presente trabajo, se usó el proceso de soldadura de arco eléctrico con protección de gas inerte (GMAW: Gas Metal Arc Welding) utilizando una mezcla de argón y dióxido de carbono, dando énfasis a los cambios microestructurales que causa el proceso sobre la zona afectada por el calor (ZAC) en el metal base y las propiedades mecánicas del cordón. Como un resultado del proceso, la zona afectada por el calor es una zona intermedia entre el metal de aporte y el metal base, que afecta la sanidad del cordón debido a los cambios microestructurales que allí ocurren por la acción del calor que es suministrado de la fuente al metal de aporte y al metal base. Estos cambios pueden llevar a que en esta zona se creen fracturas o fisuras por efectos combinados de esfuerzos y microestructuras allí presentes, condiciones que alteran las propiedades mecánicas de la unión soldada como la resistencia a la fatiga de la junta soldada [2]. Para evitar fallas, las empresas se ven obligadas a incurrir en procesos adicionales como tratamientos térmicos (TT) de pre y post soldeo, provocando paradas de planta y aumentando los tiempos de ejecución, que generan impactos económicos importantes, haciendo que los beneficios del proceso de soldadura se vean opacados en las empresas que los emplean. Con el fin de contribuir a la generación de conocimiento, el presente estudio se hace sobre la junta soldada sin TT de pre y post soldeo de los aceros estructurales ASTM A36, ASTM A516 en G.70 y ASTM A 131 en G.B con el fin de evaluar para los tres el comportamiento mecánico y microestructural presente después de que estos han sido soldados con el proceso GMAW. Específicamente se observo los cambios microestructurales ocurridos en la ZAC; se levantado un barrido de microdurezas en los tres pases de la junta [3] y con los ensayo mecánicos de doblez, impacto y tensión se analizo la condición y los efectos dejados por el proceso en toda la zona de la junta. 1. Parte Experimental. 1. 1. Metales Base y Parámetros del Proceso.
Se utilizaron como materiales base (MB) tres aceros estructurales, ASTM A36, ASTM A516 en grado 70 y ASTM A131 en grado B, se seleccionaron estos, por sus diferentes niveles de aleantes con el fin de evaluar los efectos que deja el proceso de soldeo en cada uno. Adicional a esto también se tuvo presente que los materiales escogidos cumplieran con los requisitos de precalificación del capítulo III del código AWS D1.1 [4]. En la tabla 1, están las composiciones químicas de acuerdo a la norma ASTM de cada uno de los aceros utilizados.
Tabla 1: Composición Química de los Aceros
% C % Mn % P % S % Si % Ni % Cr % Mo % Cu
ASTM A-36 0,26 -- 0,04 0,05 0,4 máx. -- -- -- --
ASTM A-131 G.B 0,21 0,8 0,35 0,35 0,35 0,02 0,02 0,02 0,02
ASTM A-516 G. 70 0,28 0,85 0,035 0,035 0,15 -- -- -- --
Los materiales se obtuvieron en chapas con dimensiones de 150 x 300 x 9.53mm para los aceros ASTM A36 y ASTM A516 y para el ASTM A131 100 x 400 x 12.7mm. De cada acero se utilizaron cuatro láminas para realizar dos cupones; dando como resultado un total de seis cupones, donde los cupones uno y dos corresponden al ASTM A36, el tres y cuatro al ASTM A516 y cinco y seis al ASTM A131. Los cupones impares fueron utilizados para parametrizar el equipo de soldadura aunque se optó por utilizarlos en el proceso de muestreo, los cupones pares se utilizaron como réplicas, después que el equipo fue parametrizado para complementar éste proceso. Para el proceso GMAW en modo operacional se trabajó en corto circuito. Los cordones de soldadura se realizaron con bisel sencillo en V para soldar la junta debido a que no presenta ninguna limitante de espesor para el metal base [4]. Las dimensiones de las juntas son presentadas en la figura 1.

Figura 1: Dimensiones de la junta.
La soldadura se hace en posición plana 1G. El consumible escogido fue ER70S-6 con diámetro de 0.9 mm [4], el gas protector es mezcla de argón y dióxido de carbono en cantidades de 25% y 75% respectivamente a 4500 KPa. Los parámetros tenidos en cuenta fueron la corriente (i), el voltaje (v) y la velocidad de aporte. Después de realizada la junta los cupones se dejaron enfriar a temperatura ambiente. En la tabla 2 se encuentran los valores de los parámetros del proceso. Los demás parámetros se ajustaron hasta obtener una buena operatividad. Para los cupones de cinco y seis del ASTM A131 la abertura del pase de raíz cambia, debido a la falta de penetración que se dio en el cupón cinco cuando se elaboraba el cordón.
Tabla 2: Parámetros del Proceso.
i v Velocidad de aporte Numero de pases
ASTM A36 110-120A 18-19V 20 mm/s 3
ASTM A516 85A 17.5V 22 mm/s 3
ASTM A131 92A 16.5V 25 mm/s 3
1.2. Muestras para Ensayos Mecánicos. De cada cupón se extrajeron probetas metalográficas en sentido transversal que abarcaran toda la soldadura ver figura 2, las dimensiones del ancho del cuello y el largo para las probetas del ensayo de tensión son de 20 x 50.22mm [4]. Para el ensayo de impacto se seleccionaron entre tres y cuatro probetas del centro de cada cupón, estas son las mismas probetas metalográficas. Como los espesores de las chapas son de 9.53mm y 12.7mm no se pudo practicar ensayos de doblado de cara ni de raíz, para este caso se practico el ensayo de doblado de lado [4].
A pesar que el código recomienda descartar los extremos, estos fueron utilizados para las metalografías y el ensayo de microdureza, las probetas de tensión e impacto Charpy se mecanizaron de manera convencional en una máquina fresadora universal, empleando líquido refrigerante para evitar que el calor generado afecte las microestructuras de las muestras.

Figura 2: Localización de las probetas para los ensayos. (a) especímenes de los aceros ASTM A36 Y A516. (b) especímenes del acero ASTM A131.
1.3. Preparación de las Muestras Metalográficas.
Para el estudio metalográfico a las probetas se les hizo un pulido mecánico con lijas (papel abrasivo) desde el numero 80 hasta el 1500, los números de grano grueso como el 80 hasta el 360 se utilizaron en una pulidora mecánica de mesa de marca METKON modelo Forcipol 1V, los números de grano intermedios como el 400 hasta el 1500 fueron utilizados a mano para evitar la formación de rayones en las probetas, mientras las probetas se lijaban estas eran rotadas 90º, en cada cambio de número de lija para no profundizar los rayones que deja el desbaste y deformar el grano, el método utilizado, es el método general del estándar ASTM E3 – 01[5]. Para el pulido fino se uso un paño humedecido con alúmina con un tamaño de grano de 0.3µm, en la pulidora de mesa a una 150 RPM. Este paso se hizo hasta que se desvanecieran la mayoría de las marcas dejadas por el último número de lija usado.
El ataque químico de las muestras fue con Nital al 3% para hacer visibles las microestructuras de la junta, el tiempo de ataque fue de 5 a 30seg tiempo máximo para no quemar la zona de la junta soldada. Algunas muestras se atacaron dos veces ya que quedaban subatacadas y la junta desvanecida, por lo cual después del primer ataque se repetía el paso del pulido fino y después se volvía a atacar la muestra.
A partir de fotos tomadas con lupas de 10 y 20 aumentos se tomaron macrografías a la zona de la junta soldada de las probetas atacadas para identificar las tres zonas de la junta: metal de aporte (MA), zona afectada por el calor (ZAC) y metal base (MB)
[6].Se midió el ancho de la ZAC en las zonas del pase de raíz, el interpase y el pase de presentación de la junta soldada. En la figura 3 se muestran las macrografías de las probetas.

Figura 3: Macrografías del corte transversal de las probetas a 10x. (a) probeta # 12 del cupón 2. (b) probeta # 11 del cupón 4. (c) probeta # 13 del cupón 6.
Las micrografías fueron tomadas con un microscopio óptico metalográfico con platina invertida y sistema digitalizador acoplado marca OLIMPUS modelo PME3 de hasta 1000 aumentos. Las micrografías de las muestras se tomaron en las zonas: el metal de aporte (MA), del pase de raíz, interpase y pase de presentación, la ZAC a ambos lados de cada uno de los pases y el metal base (MB) adyacente a cada uno de los pases y la ZAC. Los aumentos utilizados para cada una de las micrografías fueron los de 100x para MB y MA y 100x, 200x, 500x y 1000x para la ZAC. El tamaño de grano de las muestras se midió con el programa Motic Images Plus 2.0 a través de la función “polígono irregular”. Para la medición, dos probetas del centro de cada cupón fueron atacadas con la reactivo 74 (5 ml de HNO3 – 100ml de Etanol) del estándar ASTM E407 [7] para lograr una mejor definición en los bordes de grano en un tiempo no mayor a los 10seg. En las muestras solo fue posible tomar medidas en el metal base, ya que en la ZAC los límites de grano no se podían distinguir para tener una medida clara de su tamaño. 2. Resultados y Discusión. 2.1. Análisis Metalogràfico. En las micrografías tomadas de la figura 4, se observa la manera como se dio el crecimiento del grano en la zona del metal de aporte (MA) allí se presenta un crecimiento dendrítico en los pases de presentación y raíz para los cupones dos y cuatro (fig. 4a y 4b) con un tamaño de grano irregular y sin una dirección clara de crecimiento, siendo una constante para casi todas las probetas examinadas de estos aceros ASTM A36 y ASTM A516. Para el cupón 6 (fig. 4c) del ASTM A131 se da un tipo de grano alargado presentando un crecimiento celular dendrítico [8] con dirección desde la zona de dilusión hacia la línea central de la soldadura, comportamiento que es permanente a los largo de la junta soldada.
Figura 4: Micrografías del Metal de Aporte a 100x. (a) cupón 2 probeta # 13. (b) cupón 4 probeta # 9. (c) cupón 6 probeta # 10.
La zona de dilusión entre el metal de aporte y la ZAC, presenta un crecimiento de grano epitaxial que es provocado por la influencia de la zona de grano grueso (GG) de la ZAC que limita con el metal de aporte. En la figura 5 se presenta la zona de dilusión del pase de presentación del cupón 6, allí se identifica la dirección del crecimiento del grano y se muestra una morfología celular dendrítica en el metal de aporte [8].

Figura 5: Zona de dilución del cupón 6 en el pase de presentación a 100x
Durante la toma de micrografías Figura 6, en la ZAC se observo la presencia de dos tamaños de grano o zonas en los pases de raíz, interpase y presentación de los seis cupones. En el área cercana a la zona de dilusión se da un tamaño de grano grueso (GG) recristalizado [8, 9,10], provocado por un aumento de la temperatura mayor a la temperatura A3. Aquí la distribución de los granos de la ferrita y la perlita no es uniforme debido a la alta tasa de calor aportado a la junta durante el soldeo que impide una rápida difusión del carbono y un crecimiento lento de granos de austenita [8]. Adyacente a esta primera zona se da otra de grano fino, más parecido al grano que ha sido normalizado (TT) [10]. Esta zona de grano fino (GF) se crea entre las temperatura A1 y A3 en donde están presentes ferrita + austenita, la austenita durante el enfriamiento se descompone en granos muy finos de ferrita + perlita [8].
Figura 6: Tamaños de grano de la ZAC: (a) Cupón 2 probeta # 9 50x. (b) Cupón 4 probeta # 8 100x. (c) Cupón 6 probeta # 10 100x.
El metal base observado a través de las micrografías no presenta cambios sustanciales en cuanto a su composición y tamaño de grano debido a que esta zona no alcanza la temperatura critica A1, el metal base fue examinado a 5mm y contigua a la ZAC. El grano para los aceros ASTM A36 Y ASTM 516 muestran una morfología uniforme, el ASTM A131 muestra un grano interlaminar pero con una morfología uniforme. En la figura 7 se muestra el metal base de los aceros examinados.
Figura 7: Metal base a 200x. (a) ASTM A36 cupón 2. (b) ASTM A516 cupón 4. (c) ASTM A131 cupón 6.
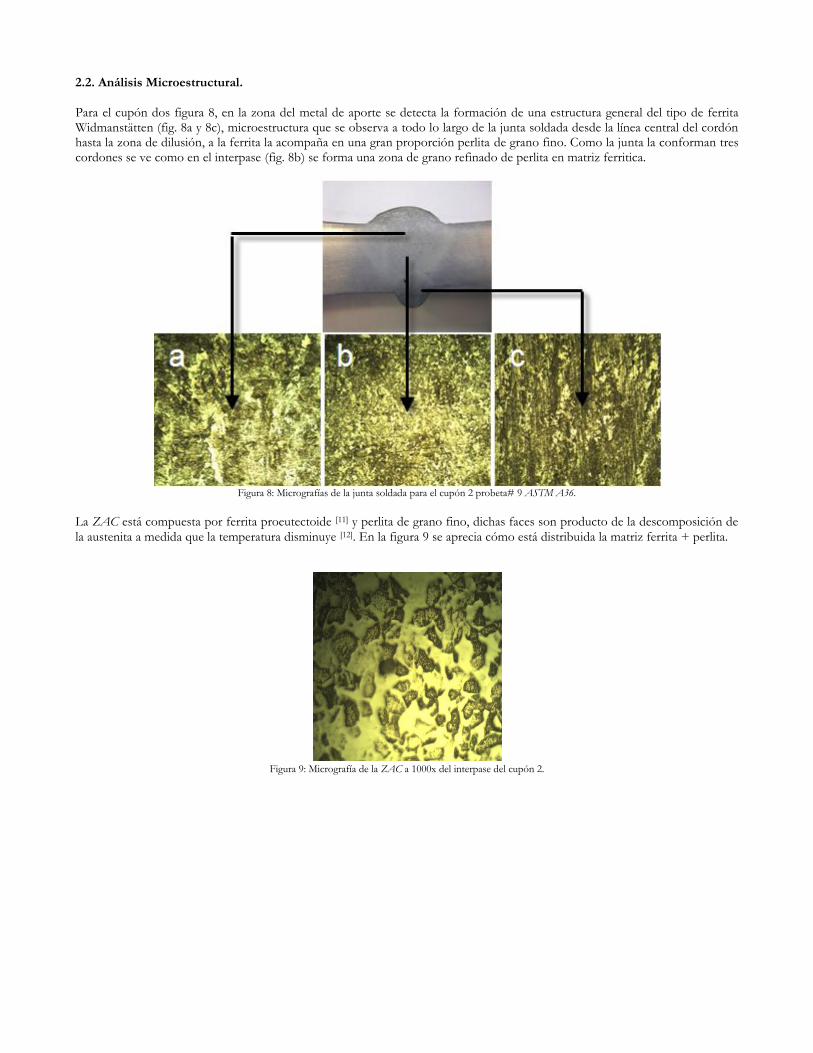
2.2. Análisis Microestructural. Para el cupón dos figura 8, en la zona del metal de aporte se detecta la formación de una estructura general del tipo de ferrita Widmanstätten (fig. 8a y 8c), microestructura que se observa a todo lo largo de la junta soldada desde la línea central del cordón hasta la zona de dilusión, a la ferrita la acompaña en una gran proporción perlita de grano fino. Como la junta la conforman tres cordones se ve como en el interpase (fig. 8b) se forma una zona de grano refinado de perlita en matriz ferritica.
Figura 8: Micrografías de la junta soldada para el cupón 2 probeta# 9 ASTM A36.
La ZAC está compuesta por ferrita proeutectoide [11] y perlita de grano fino, dichas faces son producto de la descomposición de la austenita a medida que la temperatura disminuye [12]. En la figura 9 se aprecia cómo está distribuida la matriz ferrita + perlita.
Figura 9: Micrografía de la ZAC a 1000x del interpase del cupón 2.

Figura 10: Micrografías de la junta soldada para el cupón 4 probeta# 12 ASTM A516.
La microestructura del ASTM A516 figura 10, en la zona del metal de aporte se puede distinguir la formación de ferrita proeutectoide en los límites de grano de la perlita y ferrita Widmanstätten desde la línea central de la junta soldada hasta la zona de dilusión con la ZAC. A simple vista en la ZAC se presenta una matriz de ferrita + perlita de grano fino, cuando se examina la zona en detalle, figura 11 se encuentra una perlita de grano alargado disuelta en la matriz ferrítica. Esta perlita podría tender a ser una bainita superior [11].
Figura 11: ZAC del interpase. (a) 200x y (b) 1000x
Para el acero ASTM A131 figura 12 se encontró en la zona del metal (fig. 12a, 12b y 12c) de aporte una matriz de ferrita proeutectoide en los bordes de grano de la perlita de grano fino, además de ferrita Widmanstätten en la zona de dilusión y en los límites de grano. En la ZAC figura 13 se observa una formación de ferrita acicular con un crecimiento aleatorio de núcleos o inclusiones [8] en el interior de la perlita de grano fino, todas estas microestructuras tienen una distribución fina en tres, la ZAC el metal de aporte y el metal base.

Figura 12: Micrografías de la junta soldada para el cupón 6 probeta# 11 ASTM A131.
Figura 13: Micrografía del cupón 6 a 1000x. (a) micrografía pase de raíz. (b) micrografía interpase
2.3. Análisis Mecánico.
2.3.1. Ensayo de Doblez de Lado.
En la figura 14 se muestra las probetas sometidas a ensayo de doblez de lado, las probetas se doblaron 180º hasta tener forma de U, la carga fue aplicada a la vez a las cuatro probetas de cada uno los seis cupones. Los resultados de las cargas se muestran en la tabla 3, allí las probetas de los cupones pares presentan un mejor comportamiento a la rotura debido a que estos fueron soldados con las variables de proceso ya parametrizadas.
Tabla 3: Resultados del ensayo de doblez de lado obtenidos en el laboratorio.
ASTM A36 ASTM A516 ASTM A131
Cupón 1 Cupón 2 Cupón 3 Cupón 4 Cupón 5 Cupón 6
Carga en Kg. 1686 Kg 1752 1748 2026 2694 2830
En la figura 14 se muestra al fractura ocurrida a la probeta # 2 del cupón 6, la fractura ocurre en esta probeta, debido al arreglo que se hizo en la maquina al momento de hacer el ensayo. En un análisis a la fractura presentada en la zona de la junta entre el metal base y el metal de aporte, el tipo de fractura es dúctil en el pase de presentación (P.P.) y pase de raíz (P.R.), en el interpase (I.P.) se da una fractura mixta, entre dúctil y frágil con deslizamiento de planos en el centro como se muestra en la imagen.

Figura 14: Superficie de la fractura, cupón 6 probeta # 2 a 100x.
2.3.2. Análisis Microestructural
El ensayo de Microdureza, por medio del método VICKERS (HV), fue el usado para poder determinar la curva característica de
durezas en los aceros anteriormente nombrados y que a continuación se mostrarán y explicarán.
Para el ensayo de microdureza se uso una carga de 500gr a 45seg, esto luego de una serie de pruebas realizadas, con el fin de tener una marca legible en forma de rombo medible. La medición de los puntos analizados se hizo en el MA, MB y ZAC, en un total de veintidós (22) puntos por probeta, como se muestra en la figura 15.
Figura. 15: Numeración para prueba de dureza
Figura.16: Perfil de Microdureza cupón 1. Figura 17: Perfil de Microdureza cupón 2.
Como se muestra en la figura 17 del cupón dos el cual corresponde al cupón parametrizado, muestra que las durezas más altas se encuentran en el MA con una dureza de 226 HV. En la figura16, se presenta la dureza más alta, y se encuentra en el MA con un valor de 222HV, correspondiente al cupón para parametrizar ubicado en el pase de raíz específicamente y aunque en la figura 16 la ZAC muestra un comportamiento estable. En la figura 17 se nota un aumento de dureza en la ZAC, en el pase de raíz del MB se da una variación, aunque, sigue conservando sus características.
Figura 18: Perfil de Microdureza cupón 3 Figura 19: Perfil de Microdureza cupón 4

Como se muestra en la figura 18 que corresponde al cupón para parametrizar, hay un aumento considerable de durezas de 241 HV en el MA, ubicado en el pase de raíz, al comparar el comportamiento con la figura19, se muestra un conducta más estable en
los puntos del MA que se sitúan entre un rango de entre 217HV y 206HV, de igual forma la ZAC de la figura 19.
Figura 20: Perfil de Microdureza cupón 5 Figura 21: Perfil de Microdureza cupón 6
El comportamiento de los cupones cinco y seis correspondientes a la figura 20 y la figura 21, a diferencia de los otros cupones, sus durezas más altas se encuentran en la ZAC mostrando un debilitamiento en el MA: si bien podemos observar en la figura 21 la dureza menor esta por el mismo rango, cercano al MB mostrando un debilitamiento del MB en la parte izquierda.
2.3.2.1 ANOVA (Analysis Of Variance)
Para comprobar estadísticamente el comportamiento de los datos obtenidos, se implementó el método de ANOVA con el que se plantea una hipótesis de igualdad en los datos, mediante el uso de medias de las probetas. A continuación se observa los datos de los cupones pares y parametrizados, que responden a la hipótesis.
Según la figura 22, se establecieron los datos de la ZAC, los cuales consisten por 6 puntos organizados de mayor a menor, para visualizar el comportamiento de los mismos, según la línea de tendencia, se determina la ecuación de la recta.
La varianza que corresponde para este caso es del tipo constante [13], se muestra una distribución de los puntos en cada una de las graficas de una manera aleatoria, la cual describe que no tiene ningún patrón u orden claro y se observa una varianza igual.
Figura 22. Varianza de la microdureza en la ZAC: (a). cupón 2 ASTM A36. (b). cupón 4 ASTM A516. (c). cupón 6 ASTM A131.
2.3.3 Ensayo de impacto Para los ensayos de impacto Charpy, se prepararon 4 probetas del cupón cinco y 4 probetas del cupón seis según las especificaciones del estándar ASTM E-23 [15], decidiéndose por una entalla en V con un ángulo a 45º y 2mm de profundidad. No fue posible mecanizar las probetas de los aceros ASTM A36 y ASTM A516 ya que ninguna de las variantes del estándar concordó con la geometría de las láminas soldadas, por lo que se decidió realizar el ensayo solo a las probetas del cupón cinco y seis, ya que están dentro de la geometría de la norma. Los ensayos fueron realizados con un péndulo CHARPY/IZOD, marca SATEC, modelo J300, a temperatura ambiente (20°C) Con la finalidad de determinar la existencia de transición dúctil-frágil. Se tomo como referencia los valores de la tabla 2 de la norma ASTM para el acero A131 [14], para comparar los datos que se han obtenido en el laboratorio, en esta norma se especifica que las muestras sometidas al ensayo de impacto con orientación transversal y con espesores menores a 2” (50mm) y ensayadas a 0ºC deben absorber como mínimo una energía 20 Jules al momento del impacto. Comparando con los valores de las pruebas para el cupón cinco y seis se aprecia que las muestras de ambos presentan valores de energía absorbida muy superiores a los exigidos por la norma y demuestra que las probetas tienen

una mayor resistencia a la tenacidad y a juzgar por el ángulo de doblado que es igual en las muestras agrietadas y no agrietadas, permite una comparación directa tabla 4 de los valores de resiliencia obtenidos durante el ensayo en el laboratorio [15].
Tabla 4: propiedades Mecánicas a impacto de las muestras bajo estudio.
ASTM A131 Energía de Impacto (J)
Cupón 5 Probeta # 7 81
Cupón 5 Probeta # 8 81
Cupón 5 Probeta # 12 78
Cupón 5 Probeta # 17 81
Cupón 6 Probeta # 12 81
Cupón 6 Probeta # 17 78
Cupón 6 Probeta # 18 81
Cupón 6 Probeta # 19 78
Al analizar los valores de la tabla 4 de energía absorbida para las probetas 12 y 17 del cupón seis, durante el impacto, se nota que la influencia del proceso de soldadura sobre el material base no produce un debilitamiento significativo como se muestra en las figuras 23 y 24, estas probetas se tomaron del medio del cupón en donde el calor aportado por el proceso es menor, debido a que allí ya trae un precalentamiento por el mismo proceso.
Figura 23: probeta numero 17 cupón 6. Figura 24: probeta numero 12 cupón 6.
En las probetas 7 y 8 del cupón cinco figuras 25 y 26 se observa que la falla aparece en la interface entre el metal base y el metal de aporte, debido a que no hay una buena misibilidad entre los dos metales, entre los cuales los factores que pueden influir en dicha separación, se puede adjudicar a una mala preparación de la junta. Además como se muestra en la figura 21 la menor dureza esta por el mismo rango al MB, mostrando un debilitamiento.
Figura 25: probeta numero 7 cupón 5. Figura 26: probeta numero 8 cupón 5.
2.3.4. Ensayo De Tensión.
Se evaluó el comportamiento mecánico en las uniones soldadas mediante el ensayo de tensión con una Máquina universal de
ensayos, marca SHIMADZU, modelo UH-50A de 50 Ton. Utilizando dos probetas, de acuerdo con el código AWS D 1.1 [4]
para los aceros anteriormente nombrados.
El análisis de los datos recopilados en el ensayo, muestra que los cupones dos y cuatro tienen un mejor comportamiento a la
tensión que el cupón seis, esto puede ser atribuido a una mayor área de grano fino [12] en la región del metal de aporte de las
uniones soldadas. En las probetas del Acero ASTM A36, tabla 5 se puede observar que estas presentan casi la misma resistencia a la rotura. Se considera que tiene mejor alargamiento del cupón dos demostrando que a mayor alargamiento posee generalmente alta estricción y mayor ductilidad. Sin embargo no hay una relación definida entre los valores de elongación y la estricción, la relación que hay en los valores de elongación y estricción varía de unos aceros a otros, determinando que el acero que tenga mayor estricción se caracteriza por tener mejor ductilidad [16].

Tabla 5: Propiedades mecánicas a tensión de las muestras.
Material Sut f Elongación Red. Área
ASTM A36 Mpa Mpa % %
Cupón 1 probeta 3 467 881,57 30 58,43
Cupón 1 probeta 18 463,7 949,95 23,8 61,41
Cupón 2 probeta 3 468,3 610,17 30,3 38,94
Cupón 2 probeta 18 467,6 985,15 28 61,5
ASTM A516 Mpa Mpa % %
Cupón 3 probeta 3 458,04 598,54 30 40
Cupón 3 probeta 16 450,31 563,44 20 38,42
Cupón 4 probeta 3 440,3 478,31 20 15,3
Cupón 4 probeta 16 459,32 725,91 34,4 48,1
ASTM A131 Mpa Mpa % %
Cupón 5 probeta 3 455,74 292,31 5 22
Cupón 5 probeta 25 414,41 389,32 7,4 14,7
Cupón 6 probeta 3 438,62 510,13 7,2 20,07
Cupón 6 probeta 25 444,35 390,83 10,36 50,8
En la tabla 5 también se observa que las probetas de los cupones cinco y seis, el porcentaje de elongación y reducción de área decrece el posiblemente por defectologias en la unión. Es importante mencionar que la probeta tres del cupón cinco usada en el ensayo; falló en el cordón de soldadura ya que mostro durezas más altas en la ZAC acusando un debilitamiento en el MA modificando la respuesta del material de la unión.
3. Conclusiones.
El análisis de la microestructura permitió identificar la formación de tres tipos diferentes de microconstituyentes en las diferentes zonas de la junta soldada de los cupones. Para los seis cupones fue una constante encontrar ferrita con diferentes características y perlita en todas las zonas de la junta soldada. El comportamiento que muestra la ZAC en cuanto a microconstituyentes para cada material es más o menos parecido al igual de los anchos de esta zona, los aceros ASTM A36 y ASTM A131presentaron anchos de entre 2 y 3mm en los diferentes pases. El único material base que tuvo un comportamiento diferente fue el acero ASTM A516, en este se dio una microestructura con tendencia bainitica en todos los pases (presentación, interpase y pase de raíz) de la ZAC a ambos lados del metal de aporte de las muestras seleccionadas, esto pudo haber sido una consecuencia del calor aportado del proceso y no de la composición química del material, también el ancho de la ZAC a lado y lado para el A516 fue inferior con un ancho no mayor a 2mm. El número de pases también tuvo que ver con el tamaño del grano ya que en la zona del metal de aporte fue evidente la formación o refinamiento de grano entre cada uno de los pases, con tendencia a un normalizado. En la ZAC se identificaron dos tipos de granos diferentes en tamaño y morfología producto del ciclo térmico del proceso, a diferencia de otros autores como Kenneth Easterling [9] quien habla hasta de seis zonas y Sindo Kou [8] habla de tres zonas con características de grano diferentes en la ZAC. La presencia de inclusiones en las muestras examinadas fue una constante en los cupones estudiados, estas inclusiones se dieron en una cantidad considerable en el MA y la ZAC de los cupones utilizados para parametrizar el equipo, en los cupones que fueron usados con el equipo parametrizado la presencia de inclusiones fue muy baja, en comparación con los otros cupones. En los ensayos de impacto y tensión se evidencio el efecto que estas pudieron tener en la sanidad de la junta afectando la zona de la interface entre el MA y la ZAC, ya que en las probetas del cupón cinco las grietas y fallas ocurrieron en esta zona en particular. Teniendo en cuenta las curvas características de microdureza en los aceros del estudio se puede ver una constante en los cupones uno, dos, tres y cuatro los cuales muestran las durezas más altas en el MA y un aumento en la ZAC debido al cambio granular de estas zonas, mientras que en los cupones cinco y seis podemos notar que hay un aumento de la dureza en la ZAC, por otra parte el cupón seis, presenta la menor dureza en el MA, su valor se encuentra en el mismo rango del MB.

El aumento de dureza que se presentó en los cupones se debe al aumento granular pos-soldadura, esto debido a la composición del material de aporte el cual tiene notables elevaciones en su estructura química, específicamente al silicio (Si) y al magnesio (Mn) que influyen en la dureza del material. En la zona de la junta para el acero ASTM A131 se observa una elevada resistencia a la tenacidad aceptable acorde para la norma de este acero pero que debido a que ninguna de las muestras ensayadas no sufrió ninguna fractura no se puede concluir si alguna de las zonas de la junta (metal base, ZAC y metal de aporte) sufrió algún debilitamiento a causa del calor aportado por el proceso o por el proceso en sí. En general para el ensayo de tensión los resultados que se obtuvieron muestran que las probetas de los cupones parametrizados y no parametrizados tienen comportamientos de sus esfuerzos similares, no se observo una disminución notable sino que al contrario todas tuvieron esfuerzos parecidos a los que presentan las normas de cada uno y que las fracturas ocurridas se presentaron en el metal base salvo para una de las probetas del cupón 5 que fallo cerca a la zona del metal de aporte. En un examen a las fracturas de las probetas se puede decir que se presentaron fracturas dúctiles con deslizamiento de planos en el centro de la fractura. 4. Referencias.
[1] Jiménez Archila Andres, “Aceros Estructurales y Riesgo Sísmico” Revista Metal Actual. No 17:19-24, ISSN 2011-9607, 2012.
[2] ASM International, “ASM Handbook Welding, Brazing and Soldering”, octava edición, volumen 6, 1993.
[3] G.O. Porras-Arévalo, L.C. Franco-Blanco, “Identificación Metalográfica de Fases en una Junta Soldada de Acero
Estructural Microaleado y su Influencia en el Mecanismo de Fractura”, Revista de Metalurgia. No 41: 137- 142, 2005.
[4] American Welding Society, AWS D1.1, 2010.
[5] American Society for Testing and Materials, ASTM E3-01, 2007.
[6] N.M Ramini de Rissone, Hernán G. Svoboda, “Estudio de la Zona Afectada por el Calor y el Metal de Soldadura de
Cordones Soldados con Diferentes Procesos Sobre Chapas de Acero de Grano Ultrafino”, 2008.
[7] American Society for Testing and Materials, ASTM E407-99, 2007.
[8] Sindo Kou, “Welding Metallurgy”, Editorial Wiley, segunda edición, 2003.
[9] Kenneth Easterling, “Introduction to the Physical Metallurgy of Welding”, Butterworths, 1992.
[10] P. Čičo 1, D. Kalincová 2, “Influence of Welding Method on Microstructural Creation of Welded Joints”, Research in
Agricultural Engineering, volumen 57, 2011.
[11] Sydney H. Avner, “Introducción a la Metalurgia Física”, Mc Graw-Hill, segunda edición, 1988.
[12] Andrés García 1, Rafael Salas 2, “Metalurgia de Uniones Soldadas de Aceros Disímiles (Astm A240–A537) y
Comportamiento Mecánico Ante Cargas Monotónica y Cíclica”, Revista Latinoamericana de Metalurgia y Materiales. No 32:36-
48,2011.
[13]Gutiérrez Pulido, Humberto, “Análisis y Diseño de Experimentos”, Mc Graw-Hill, tercera edición, 2012
[14] American Society for Testing and Materials, “Standard Specification for Structural Steel for Ships” A 131/A 131M – 04,
2004.
[15] A. Martínez, V. Miguel, “Influencia de la Técnica de Soldadura Multipasada y de los Tratamientos Térmicos de
Precalentamiento y Post-soldadura en el Comportamiento de Uniones GMAW de un Acero microaleado HARDOX 400”,
Revista de Metalurgia. No 47: 61-75, 2011.
[16] ASM International, “ASM Handbook. Metallography and Microstructures” novena edición, volumen 9, 2004.