apuntes para el alumno - escueladeltrabajo.net · tolerancias (dimensionales y no dimensionales)...
TRANSCRIPT

Apuntes para el alumno
UNIDAD Ndeg 3 Primera Parte
AUTOMOTORES
2014
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 TOLERANCIAS DIMENSIONALES
DEFINICIOacuteN con la palabra tolerancia se indica el intervalo de valores que se aceptan para la
dimensioacuten de una pieza mecaacutenica obtenida durante el mecanizado con respecto a la cota
nominal de dicha dimensioacuten presente en el dibujo
NECESIDAD DE LAS TOLERANCIAS en las mecanizaciones es difiacutecil realizar dimensiones
nominales de una pieza como se indican en el plano eso se debe a las aproximaciones que se
pueden obtener con las maacutequinas herramientas con los instrumentos de medicioacuten y con las
apreciaciones subjetivas del operador ademaacutes el coste de la pieza fabricada aumenta cuanto
maacutes se acerque a las dimensiones nominales del plano Las tolerancias permiten definir un
intervalo dentro del que debe estar la dimensioacuten efectiva de la pieza para que se garantice por
una lado la funcionalidad y por otro el coste
INDICACIOacuteN DE LAS TOLERANCIAS el conjunto de tolerancias de una pieza constituye una
parte integrante del proceso de definicioacuten de la misma en efecto las indicaciones de las
tolerancias (dimensionales y no dimensionales) forman parte de las cotas de dicha pieza
Mecaacutenica general del Vehiacuteculo 6 88 copy 2007 Fiat Auto
TIPO DE ACOPLAMIENTO ORIFICIO AacuteRBOL FINALIDAD EJEMPLO
CON HOLGURA
Dimensioacuten
efectiva mayor a
la nominal
Dimensioacuten
efectiva menor
a la nominal
Garantizar el
deslizamiento o
la rotacioacuten
relativa de las
piezas
Acoplamiento biela ndash perno de biela
ESTABLE
Dimensioacuten
efectiva menor a
la nominal
Dimensioacuten
efectiva mayor
a la nominal
Unioacuten de dos
piezas sin
movimiento
relativo
Acoplamiento del anillo interior del cojinete ndash aacuterbol giratorio
DIM
EN
SIOacute
N N
OM
INA
L
TO
LE
RA
NC
IA
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DIAacute
ME
TR
O M
AacuteX
IMO
DIAacute
ME
TR
O M
IacuteNIM
O
HO
LG
UR
A M
IacuteNIM
A
HO
LG
UR
A M
AacuteX
IMA
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DIAacute
ME
TR
O M
IacuteNIM
O
DIAacute
ME
TR
O M
AacuteX
IMO
TO
LE
RA
NC
IA
INT
ER
FE
RE
NC
IA M
IacuteNIM
A
INT
ER
FE
RE
NC
IA M
AacuteX
IMA
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DIAacute
ME
TR
O M
IacuteNIM
O
DIAacute
ME
TR
O M
AacuteX
IMO
TO
LE
RA
NC
IA
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 ACOPLAMIENTO DE UNA PIEZA EN TOLERANCIA
ORIFICIO
LIacuteNEA DE CERO EJE B
EJE B
Mecaacutenica general del Vehiacuteculo 7 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
2 TOLERANCIAS GEOMEacuteTRICAS
TOLERANCIAS TOLERANCIAS DE
DIMENSIONALES FORMA
ERRORES ERRORES GEOMEacuteTRICOS
DIMENSIONALES
OBJETIVO las tolerancias de forma tienen la finalidad de fijar el liacutemite de los errores
geomeacutetricos admitidos (con respecto a la forma teoacuterica) de una pieza mecaacutenica a fin de
garantizar el correcto acoplamiento y la intercambiabilidad de las piezas
EJEMPLO la importancia de las tolerancias geomeacutetricas es evidente cuando se deben fabricar
piezas que tienen un acoplamiento moacutevil toacutemese como ejemplo el acoplamiento biela ndash aacuterbol
motor para garantizar un acoplamiento con holgura es necesario establecer adecuadamente
las correspondientes tolerancias dimensionales pero esto no es suficiente para garantizar el
funcionamiento correcto del sistema dado que un error en la coaxialidad entre ambas piezas
provocariacutea vibraciones no tolerables Por esto es necesario limitar estos errores para permitir
tambieacuten un correcto funcionamiento del grupo
VIacuteNCULOS las tolerancias de forma constituyen un viacutenculo maacutes estrecho que las tolerancias
dimensionales por lo que sus valores deben estar comprendidos dentro del intervalo
establecido para las tolerancias dimensionales
Mecaacutenica general del Vehiacuteculo 8 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
21 TIPOLOGIacuteA DE LAS TOLERANCIAS GEOMEacuteTRICAS
Ejemplos de indicaciones
Mecaacutenica general del Vehiacuteculo 9 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
RUGOSIDAD
ERRORES ERRORES MACROGEOMEacuteTRICOS MICROGEOMEacuteTRICOS
TOLERANCIAS RUGOSIDAD DIMENSIONALES Y
DE FORMA
DEFINICIOacuteN los errores microgeomeacutetricos de la superficie (o irregularidad de la superficie) son
las desviaciones de la superficie real de la pieza desde una liacutenea media del perfil el sistema
que permite designar e individualizar a traveacutes de iacutendices numeacutericos la magnitud de tales
errores microgeomeacutetricos es la RUGOSIDAD Ra
INDICACIOacuteN EN EL DIBUJO indicar en un dibujo la rugosidad admitida para esa superficie
significa limitar el valor maacuteximo de rugosidad (es decir la magnitud maacutexima de los errores
microgeomeacutetricos que tal superficie debe presentar al final de la mecanizacioacuten ademaacutes el
valor de la rugosidad indicado en el dibujo de la pieza influye en tipo de mecanizacioacuten que la
pieza debe sufrir Por ejemplo la indicacioacuten de una rugosidad igual a 08 en el alojamiento de
un cojinete en un aacuterbol impone que tal superficie deba ser rectificada despueacutes de haber sido
torneada a la cota especificada
INDICACIOacuteN DE LA NATURALEZA DE LAS SUPERFICIES INDICACIOacuteN DEL ESTADO DE
MEDIANTE LAS MARCAS DE LA UNIM 36 LAS SUPERFICIES MEDIANTE
LA RUGOSIDAD Ra Signo graacutefico Significado
Superficie superacabada
Superficie rectificada
Superficie alisada obtenida mediante el uso de maacutequinas herramientas o
herramientas manuales
Superficie desbastada obtenida mediante el uso de maacutequinas
herramientas o herram manuales
Superficie bruta lisa
Mecaacutenica general del Vehiacuteculo 10 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
FUNDAMENTO DE TECNOLOGIacuteA DE LOS MATERIALES
METAacuteLICOS
8 MATERIALES METAacuteLICOS Y ALEACIONES
CARACTERIacuteSTICAS DE LOS METALES se denominan metales a las sustancias que posen
las siguientes caracteriacutesticas
buena conductividad teacutermica y eleacutectrica
brillo caracteriacutestico llamado metaacutelico
casi nunca se combinan entre siacute ni con hidroacutegeno
buena ductilidad y maleabilidad
se encuentran en estado soacutelido a temperatura ambiente (15 ndash 20 ordmC) excepto el
mercurio que es liacutequido
EJEMPLOS son metales el hierro la plata el zinc el cromo el manganeso el plomo etc son
no metales (es decir elementos que no presentan las propiedades tiacutepicas de los metales) el
foacutesforo el azufre el oxiacutegeno el carbono no son metales (aunque presenten las propiedades
tiacutepicas de los metales) el acero latoacuten etc se denominan aleaciones metaacutelicas
DEFINICIOacuteN DE ALEACIOacuteN una aleacioacuten metaacutelica estaacute constituida por uno o maacutes elementos
de los cuales al menos uno es un metal y estaacute presente en cantidad preponderante con
respecto a los demaacutes elementos
CARACTERIacuteSTICAS ademaacutes de los elementos fundamentales que la caracterizan en una
aleacioacuten pueden estar presentes metales o no metales ya sean en forma de impurezas o
agregados intencionalmente a fin de obtener propiedades especiales
EJEMPLOS un ejemplo de aleacioacuten compuesta por un metal y otro metal es el latoacuten
constituido por los metales cobre y zinc en ejemplo de aleacioacuten compuesta por un metal y un
no metal es el acero constituido por el metal hierro y el no metal carbono
Mecaacutenica general del Vehiacuteculo 32 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
9 PROPIEDADES DE LOS MATERIALES
Peso especiacutefico
Dilatacioacuten teacutermica
PROPIEDADES Punto de fusioacuten
FIacuteSICAS Conductividad eleacutectrica
Conductividad teacutermica
Propiedades ferromagneacuteticas
PROPIEDADES Resistencia a la corrosioacuten
QUIacuteMICAS Composicioacuten quiacutemica
PROPIEDADES Resistencia a las cargas
continuas (traccioacuten compresioacuten DE
corte etc) MATERIALES PROPIEDADES Resistencia a la fatiga
MECAacuteNICAS Resistencia a los golpes
Dureza
Resistencia al desgaste
Ductilidad
Maleabilidad
PROPIEDADES Fusibilidad
TECNOLOacuteGICAS Soldabilidad
Templabilidad
Capacidad para ser mecanizado
Mecaacutenica general del Vehiacuteculo 33 88 copy 2007 Fiat Auto
2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 TOLERANCIAS DIMENSIONALES
DEFINICIOacuteN con la palabra tolerancia se indica el intervalo de valores que se aceptan para la
dimensioacuten de una pieza mecaacutenica obtenida durante el mecanizado con respecto a la cota
nominal de dicha dimensioacuten presente en el dibujo
NECESIDAD DE LAS TOLERANCIAS en las mecanizaciones es difiacutecil realizar dimensiones
nominales de una pieza como se indican en el plano eso se debe a las aproximaciones que se
pueden obtener con las maacutequinas herramientas con los instrumentos de medicioacuten y con las
apreciaciones subjetivas del operador ademaacutes el coste de la pieza fabricada aumenta cuanto
maacutes se acerque a las dimensiones nominales del plano Las tolerancias permiten definir un
intervalo dentro del que debe estar la dimensioacuten efectiva de la pieza para que se garantice por
una lado la funcionalidad y por otro el coste
INDICACIOacuteN DE LAS TOLERANCIAS el conjunto de tolerancias de una pieza constituye una
parte integrante del proceso de definicioacuten de la misma en efecto las indicaciones de las
tolerancias (dimensionales y no dimensionales) forman parte de las cotas de dicha pieza
Mecaacutenica general del Vehiacuteculo 6 88 copy 2007 Fiat Auto
TIPO DE ACOPLAMIENTO ORIFICIO AacuteRBOL FINALIDAD EJEMPLO
CON HOLGURA
Dimensioacuten
efectiva mayor a
la nominal
Dimensioacuten
efectiva menor
a la nominal
Garantizar el
deslizamiento o
la rotacioacuten
relativa de las
piezas
Acoplamiento biela ndash perno de biela
ESTABLE
Dimensioacuten
efectiva menor a
la nominal
Dimensioacuten
efectiva mayor
a la nominal
Unioacuten de dos
piezas sin
movimiento
relativo
Acoplamiento del anillo interior del cojinete ndash aacuterbol giratorio
DIM
EN
SIOacute
N N
OM
INA
L
TO
LE
RA
NC
IA
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DIAacute
ME
TR
O M
AacuteX
IMO
DIAacute
ME
TR
O M
IacuteNIM
O
HO
LG
UR
A M
IacuteNIM
A
HO
LG
UR
A M
AacuteX
IMA
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DIAacute
ME
TR
O M
IacuteNIM
O
DIAacute
ME
TR
O M
AacuteX
IMO
TO
LE
RA
NC
IA
INT
ER
FE
RE
NC
IA M
IacuteNIM
A
INT
ER
FE
RE
NC
IA M
AacuteX
IMA
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DIAacute
ME
TR
O M
IacuteNIM
O
DIAacute
ME
TR
O M
AacuteX
IMO
TO
LE
RA
NC
IA
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 ACOPLAMIENTO DE UNA PIEZA EN TOLERANCIA
ORIFICIO
LIacuteNEA DE CERO EJE B
EJE B
Mecaacutenica general del Vehiacuteculo 7 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
2 TOLERANCIAS GEOMEacuteTRICAS
TOLERANCIAS TOLERANCIAS DE
DIMENSIONALES FORMA
ERRORES ERRORES GEOMEacuteTRICOS
DIMENSIONALES
OBJETIVO las tolerancias de forma tienen la finalidad de fijar el liacutemite de los errores
geomeacutetricos admitidos (con respecto a la forma teoacuterica) de una pieza mecaacutenica a fin de
garantizar el correcto acoplamiento y la intercambiabilidad de las piezas
EJEMPLO la importancia de las tolerancias geomeacutetricas es evidente cuando se deben fabricar
piezas que tienen un acoplamiento moacutevil toacutemese como ejemplo el acoplamiento biela ndash aacuterbol
motor para garantizar un acoplamiento con holgura es necesario establecer adecuadamente
las correspondientes tolerancias dimensionales pero esto no es suficiente para garantizar el
funcionamiento correcto del sistema dado que un error en la coaxialidad entre ambas piezas
provocariacutea vibraciones no tolerables Por esto es necesario limitar estos errores para permitir
tambieacuten un correcto funcionamiento del grupo
VIacuteNCULOS las tolerancias de forma constituyen un viacutenculo maacutes estrecho que las tolerancias
dimensionales por lo que sus valores deben estar comprendidos dentro del intervalo
establecido para las tolerancias dimensionales
Mecaacutenica general del Vehiacuteculo 8 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
21 TIPOLOGIacuteA DE LAS TOLERANCIAS GEOMEacuteTRICAS
Ejemplos de indicaciones
Mecaacutenica general del Vehiacuteculo 9 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
RUGOSIDAD
ERRORES ERRORES MACROGEOMEacuteTRICOS MICROGEOMEacuteTRICOS
TOLERANCIAS RUGOSIDAD DIMENSIONALES Y
DE FORMA
DEFINICIOacuteN los errores microgeomeacutetricos de la superficie (o irregularidad de la superficie) son
las desviaciones de la superficie real de la pieza desde una liacutenea media del perfil el sistema
que permite designar e individualizar a traveacutes de iacutendices numeacutericos la magnitud de tales
errores microgeomeacutetricos es la RUGOSIDAD Ra
INDICACIOacuteN EN EL DIBUJO indicar en un dibujo la rugosidad admitida para esa superficie
significa limitar el valor maacuteximo de rugosidad (es decir la magnitud maacutexima de los errores
microgeomeacutetricos que tal superficie debe presentar al final de la mecanizacioacuten ademaacutes el
valor de la rugosidad indicado en el dibujo de la pieza influye en tipo de mecanizacioacuten que la
pieza debe sufrir Por ejemplo la indicacioacuten de una rugosidad igual a 08 en el alojamiento de
un cojinete en un aacuterbol impone que tal superficie deba ser rectificada despueacutes de haber sido
torneada a la cota especificada
INDICACIOacuteN DE LA NATURALEZA DE LAS SUPERFICIES INDICACIOacuteN DEL ESTADO DE
MEDIANTE LAS MARCAS DE LA UNIM 36 LAS SUPERFICIES MEDIANTE
LA RUGOSIDAD Ra Signo graacutefico Significado
Superficie superacabada
Superficie rectificada
Superficie alisada obtenida mediante el uso de maacutequinas herramientas o
herramientas manuales
Superficie desbastada obtenida mediante el uso de maacutequinas
herramientas o herram manuales
Superficie bruta lisa
Mecaacutenica general del Vehiacuteculo 10 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
FUNDAMENTO DE TECNOLOGIacuteA DE LOS MATERIALES
METAacuteLICOS
8 MATERIALES METAacuteLICOS Y ALEACIONES
CARACTERIacuteSTICAS DE LOS METALES se denominan metales a las sustancias que posen
las siguientes caracteriacutesticas
buena conductividad teacutermica y eleacutectrica
brillo caracteriacutestico llamado metaacutelico
casi nunca se combinan entre siacute ni con hidroacutegeno
buena ductilidad y maleabilidad
se encuentran en estado soacutelido a temperatura ambiente (15 ndash 20 ordmC) excepto el
mercurio que es liacutequido
EJEMPLOS son metales el hierro la plata el zinc el cromo el manganeso el plomo etc son
no metales (es decir elementos que no presentan las propiedades tiacutepicas de los metales) el
foacutesforo el azufre el oxiacutegeno el carbono no son metales (aunque presenten las propiedades
tiacutepicas de los metales) el acero latoacuten etc se denominan aleaciones metaacutelicas
DEFINICIOacuteN DE ALEACIOacuteN una aleacioacuten metaacutelica estaacute constituida por uno o maacutes elementos
de los cuales al menos uno es un metal y estaacute presente en cantidad preponderante con
respecto a los demaacutes elementos
CARACTERIacuteSTICAS ademaacutes de los elementos fundamentales que la caracterizan en una
aleacioacuten pueden estar presentes metales o no metales ya sean en forma de impurezas o
agregados intencionalmente a fin de obtener propiedades especiales
EJEMPLOS un ejemplo de aleacioacuten compuesta por un metal y otro metal es el latoacuten
constituido por los metales cobre y zinc en ejemplo de aleacioacuten compuesta por un metal y un
no metal es el acero constituido por el metal hierro y el no metal carbono
Mecaacutenica general del Vehiacuteculo 32 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
9 PROPIEDADES DE LOS MATERIALES
Peso especiacutefico
Dilatacioacuten teacutermica
PROPIEDADES Punto de fusioacuten
FIacuteSICAS Conductividad eleacutectrica
Conductividad teacutermica
Propiedades ferromagneacuteticas
PROPIEDADES Resistencia a la corrosioacuten
QUIacuteMICAS Composicioacuten quiacutemica
PROPIEDADES Resistencia a las cargas
continuas (traccioacuten compresioacuten DE
corte etc) MATERIALES PROPIEDADES Resistencia a la fatiga
MECAacuteNICAS Resistencia a los golpes
Dureza
Resistencia al desgaste
Ductilidad
Maleabilidad
PROPIEDADES Fusibilidad
TECNOLOacuteGICAS Soldabilidad
Templabilidad
Capacidad para ser mecanizado
Mecaacutenica general del Vehiacuteculo 33 88 copy 2007 Fiat Auto
2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TIPO DE ACOPLAMIENTO ORIFICIO AacuteRBOL FINALIDAD EJEMPLO
CON HOLGURA
Dimensioacuten
efectiva mayor a
la nominal
Dimensioacuten
efectiva menor
a la nominal
Garantizar el
deslizamiento o
la rotacioacuten
relativa de las
piezas
Acoplamiento biela ndash perno de biela
ESTABLE
Dimensioacuten
efectiva menor a
la nominal
Dimensioacuten
efectiva mayor
a la nominal
Unioacuten de dos
piezas sin
movimiento
relativo
Acoplamiento del anillo interior del cojinete ndash aacuterbol giratorio
DIM
EN
SIOacute
N N
OM
INA
L
TO
LE
RA
NC
IA
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DIAacute
ME
TR
O M
AacuteX
IMO
DIAacute
ME
TR
O M
IacuteNIM
O
HO
LG
UR
A M
IacuteNIM
A
HO
LG
UR
A M
AacuteX
IMA
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DIAacute
ME
TR
O M
IacuteNIM
O
DIAacute
ME
TR
O M
AacuteX
IMO
TO
LE
RA
NC
IA
INT
ER
FE
RE
NC
IA M
IacuteNIM
A
INT
ER
FE
RE
NC
IA M
AacuteX
IMA
DE
SV
IAC
IOacuteN
SU
PE
RIO
R
DE
SV
IAC
IOacuteN
IN
FE
RIO
R
DIAacute
ME
TR
O M
IacuteNIM
O
DIAacute
ME
TR
O M
AacuteX
IMO
TO
LE
RA
NC
IA
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 ACOPLAMIENTO DE UNA PIEZA EN TOLERANCIA
ORIFICIO
LIacuteNEA DE CERO EJE B
EJE B
Mecaacutenica general del Vehiacuteculo 7 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
2 TOLERANCIAS GEOMEacuteTRICAS
TOLERANCIAS TOLERANCIAS DE
DIMENSIONALES FORMA
ERRORES ERRORES GEOMEacuteTRICOS
DIMENSIONALES
OBJETIVO las tolerancias de forma tienen la finalidad de fijar el liacutemite de los errores
geomeacutetricos admitidos (con respecto a la forma teoacuterica) de una pieza mecaacutenica a fin de
garantizar el correcto acoplamiento y la intercambiabilidad de las piezas
EJEMPLO la importancia de las tolerancias geomeacutetricas es evidente cuando se deben fabricar
piezas que tienen un acoplamiento moacutevil toacutemese como ejemplo el acoplamiento biela ndash aacuterbol
motor para garantizar un acoplamiento con holgura es necesario establecer adecuadamente
las correspondientes tolerancias dimensionales pero esto no es suficiente para garantizar el
funcionamiento correcto del sistema dado que un error en la coaxialidad entre ambas piezas
provocariacutea vibraciones no tolerables Por esto es necesario limitar estos errores para permitir
tambieacuten un correcto funcionamiento del grupo
VIacuteNCULOS las tolerancias de forma constituyen un viacutenculo maacutes estrecho que las tolerancias
dimensionales por lo que sus valores deben estar comprendidos dentro del intervalo
establecido para las tolerancias dimensionales
Mecaacutenica general del Vehiacuteculo 8 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
21 TIPOLOGIacuteA DE LAS TOLERANCIAS GEOMEacuteTRICAS
Ejemplos de indicaciones
Mecaacutenica general del Vehiacuteculo 9 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
RUGOSIDAD
ERRORES ERRORES MACROGEOMEacuteTRICOS MICROGEOMEacuteTRICOS
TOLERANCIAS RUGOSIDAD DIMENSIONALES Y
DE FORMA
DEFINICIOacuteN los errores microgeomeacutetricos de la superficie (o irregularidad de la superficie) son
las desviaciones de la superficie real de la pieza desde una liacutenea media del perfil el sistema
que permite designar e individualizar a traveacutes de iacutendices numeacutericos la magnitud de tales
errores microgeomeacutetricos es la RUGOSIDAD Ra
INDICACIOacuteN EN EL DIBUJO indicar en un dibujo la rugosidad admitida para esa superficie
significa limitar el valor maacuteximo de rugosidad (es decir la magnitud maacutexima de los errores
microgeomeacutetricos que tal superficie debe presentar al final de la mecanizacioacuten ademaacutes el
valor de la rugosidad indicado en el dibujo de la pieza influye en tipo de mecanizacioacuten que la
pieza debe sufrir Por ejemplo la indicacioacuten de una rugosidad igual a 08 en el alojamiento de
un cojinete en un aacuterbol impone que tal superficie deba ser rectificada despueacutes de haber sido
torneada a la cota especificada
INDICACIOacuteN DE LA NATURALEZA DE LAS SUPERFICIES INDICACIOacuteN DEL ESTADO DE
MEDIANTE LAS MARCAS DE LA UNIM 36 LAS SUPERFICIES MEDIANTE
LA RUGOSIDAD Ra Signo graacutefico Significado
Superficie superacabada
Superficie rectificada
Superficie alisada obtenida mediante el uso de maacutequinas herramientas o
herramientas manuales
Superficie desbastada obtenida mediante el uso de maacutequinas
herramientas o herram manuales
Superficie bruta lisa
Mecaacutenica general del Vehiacuteculo 10 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
FUNDAMENTO DE TECNOLOGIacuteA DE LOS MATERIALES
METAacuteLICOS
8 MATERIALES METAacuteLICOS Y ALEACIONES
CARACTERIacuteSTICAS DE LOS METALES se denominan metales a las sustancias que posen
las siguientes caracteriacutesticas
buena conductividad teacutermica y eleacutectrica
brillo caracteriacutestico llamado metaacutelico
casi nunca se combinan entre siacute ni con hidroacutegeno
buena ductilidad y maleabilidad
se encuentran en estado soacutelido a temperatura ambiente (15 ndash 20 ordmC) excepto el
mercurio que es liacutequido
EJEMPLOS son metales el hierro la plata el zinc el cromo el manganeso el plomo etc son
no metales (es decir elementos que no presentan las propiedades tiacutepicas de los metales) el
foacutesforo el azufre el oxiacutegeno el carbono no son metales (aunque presenten las propiedades
tiacutepicas de los metales) el acero latoacuten etc se denominan aleaciones metaacutelicas
DEFINICIOacuteN DE ALEACIOacuteN una aleacioacuten metaacutelica estaacute constituida por uno o maacutes elementos
de los cuales al menos uno es un metal y estaacute presente en cantidad preponderante con
respecto a los demaacutes elementos
CARACTERIacuteSTICAS ademaacutes de los elementos fundamentales que la caracterizan en una
aleacioacuten pueden estar presentes metales o no metales ya sean en forma de impurezas o
agregados intencionalmente a fin de obtener propiedades especiales
EJEMPLOS un ejemplo de aleacioacuten compuesta por un metal y otro metal es el latoacuten
constituido por los metales cobre y zinc en ejemplo de aleacioacuten compuesta por un metal y un
no metal es el acero constituido por el metal hierro y el no metal carbono
Mecaacutenica general del Vehiacuteculo 32 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
9 PROPIEDADES DE LOS MATERIALES
Peso especiacutefico
Dilatacioacuten teacutermica
PROPIEDADES Punto de fusioacuten
FIacuteSICAS Conductividad eleacutectrica
Conductividad teacutermica
Propiedades ferromagneacuteticas
PROPIEDADES Resistencia a la corrosioacuten
QUIacuteMICAS Composicioacuten quiacutemica
PROPIEDADES Resistencia a las cargas
continuas (traccioacuten compresioacuten DE
corte etc) MATERIALES PROPIEDADES Resistencia a la fatiga
MECAacuteNICAS Resistencia a los golpes
Dureza
Resistencia al desgaste
Ductilidad
Maleabilidad
PROPIEDADES Fusibilidad
TECNOLOacuteGICAS Soldabilidad
Templabilidad
Capacidad para ser mecanizado
Mecaacutenica general del Vehiacuteculo 33 88 copy 2007 Fiat Auto
2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
2 TOLERANCIAS GEOMEacuteTRICAS
TOLERANCIAS TOLERANCIAS DE
DIMENSIONALES FORMA
ERRORES ERRORES GEOMEacuteTRICOS
DIMENSIONALES
OBJETIVO las tolerancias de forma tienen la finalidad de fijar el liacutemite de los errores
geomeacutetricos admitidos (con respecto a la forma teoacuterica) de una pieza mecaacutenica a fin de
garantizar el correcto acoplamiento y la intercambiabilidad de las piezas
EJEMPLO la importancia de las tolerancias geomeacutetricas es evidente cuando se deben fabricar
piezas que tienen un acoplamiento moacutevil toacutemese como ejemplo el acoplamiento biela ndash aacuterbol
motor para garantizar un acoplamiento con holgura es necesario establecer adecuadamente
las correspondientes tolerancias dimensionales pero esto no es suficiente para garantizar el
funcionamiento correcto del sistema dado que un error en la coaxialidad entre ambas piezas
provocariacutea vibraciones no tolerables Por esto es necesario limitar estos errores para permitir
tambieacuten un correcto funcionamiento del grupo
VIacuteNCULOS las tolerancias de forma constituyen un viacutenculo maacutes estrecho que las tolerancias
dimensionales por lo que sus valores deben estar comprendidos dentro del intervalo
establecido para las tolerancias dimensionales
Mecaacutenica general del Vehiacuteculo 8 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
21 TIPOLOGIacuteA DE LAS TOLERANCIAS GEOMEacuteTRICAS
Ejemplos de indicaciones
Mecaacutenica general del Vehiacuteculo 9 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
RUGOSIDAD
ERRORES ERRORES MACROGEOMEacuteTRICOS MICROGEOMEacuteTRICOS
TOLERANCIAS RUGOSIDAD DIMENSIONALES Y
DE FORMA
DEFINICIOacuteN los errores microgeomeacutetricos de la superficie (o irregularidad de la superficie) son
las desviaciones de la superficie real de la pieza desde una liacutenea media del perfil el sistema
que permite designar e individualizar a traveacutes de iacutendices numeacutericos la magnitud de tales
errores microgeomeacutetricos es la RUGOSIDAD Ra
INDICACIOacuteN EN EL DIBUJO indicar en un dibujo la rugosidad admitida para esa superficie
significa limitar el valor maacuteximo de rugosidad (es decir la magnitud maacutexima de los errores
microgeomeacutetricos que tal superficie debe presentar al final de la mecanizacioacuten ademaacutes el
valor de la rugosidad indicado en el dibujo de la pieza influye en tipo de mecanizacioacuten que la
pieza debe sufrir Por ejemplo la indicacioacuten de una rugosidad igual a 08 en el alojamiento de
un cojinete en un aacuterbol impone que tal superficie deba ser rectificada despueacutes de haber sido
torneada a la cota especificada
INDICACIOacuteN DE LA NATURALEZA DE LAS SUPERFICIES INDICACIOacuteN DEL ESTADO DE
MEDIANTE LAS MARCAS DE LA UNIM 36 LAS SUPERFICIES MEDIANTE
LA RUGOSIDAD Ra Signo graacutefico Significado
Superficie superacabada
Superficie rectificada
Superficie alisada obtenida mediante el uso de maacutequinas herramientas o
herramientas manuales
Superficie desbastada obtenida mediante el uso de maacutequinas
herramientas o herram manuales
Superficie bruta lisa
Mecaacutenica general del Vehiacuteculo 10 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
FUNDAMENTO DE TECNOLOGIacuteA DE LOS MATERIALES
METAacuteLICOS
8 MATERIALES METAacuteLICOS Y ALEACIONES
CARACTERIacuteSTICAS DE LOS METALES se denominan metales a las sustancias que posen
las siguientes caracteriacutesticas
buena conductividad teacutermica y eleacutectrica
brillo caracteriacutestico llamado metaacutelico
casi nunca se combinan entre siacute ni con hidroacutegeno
buena ductilidad y maleabilidad
se encuentran en estado soacutelido a temperatura ambiente (15 ndash 20 ordmC) excepto el
mercurio que es liacutequido
EJEMPLOS son metales el hierro la plata el zinc el cromo el manganeso el plomo etc son
no metales (es decir elementos que no presentan las propiedades tiacutepicas de los metales) el
foacutesforo el azufre el oxiacutegeno el carbono no son metales (aunque presenten las propiedades
tiacutepicas de los metales) el acero latoacuten etc se denominan aleaciones metaacutelicas
DEFINICIOacuteN DE ALEACIOacuteN una aleacioacuten metaacutelica estaacute constituida por uno o maacutes elementos
de los cuales al menos uno es un metal y estaacute presente en cantidad preponderante con
respecto a los demaacutes elementos
CARACTERIacuteSTICAS ademaacutes de los elementos fundamentales que la caracterizan en una
aleacioacuten pueden estar presentes metales o no metales ya sean en forma de impurezas o
agregados intencionalmente a fin de obtener propiedades especiales
EJEMPLOS un ejemplo de aleacioacuten compuesta por un metal y otro metal es el latoacuten
constituido por los metales cobre y zinc en ejemplo de aleacioacuten compuesta por un metal y un
no metal es el acero constituido por el metal hierro y el no metal carbono
Mecaacutenica general del Vehiacuteculo 32 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
9 PROPIEDADES DE LOS MATERIALES
Peso especiacutefico
Dilatacioacuten teacutermica
PROPIEDADES Punto de fusioacuten
FIacuteSICAS Conductividad eleacutectrica
Conductividad teacutermica
Propiedades ferromagneacuteticas
PROPIEDADES Resistencia a la corrosioacuten
QUIacuteMICAS Composicioacuten quiacutemica
PROPIEDADES Resistencia a las cargas
continuas (traccioacuten compresioacuten DE
corte etc) MATERIALES PROPIEDADES Resistencia a la fatiga
MECAacuteNICAS Resistencia a los golpes
Dureza
Resistencia al desgaste
Ductilidad
Maleabilidad
PROPIEDADES Fusibilidad
TECNOLOacuteGICAS Soldabilidad
Templabilidad
Capacidad para ser mecanizado
Mecaacutenica general del Vehiacuteculo 33 88 copy 2007 Fiat Auto
2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
21 TIPOLOGIacuteA DE LAS TOLERANCIAS GEOMEacuteTRICAS
Ejemplos de indicaciones
Mecaacutenica general del Vehiacuteculo 9 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
RUGOSIDAD
ERRORES ERRORES MACROGEOMEacuteTRICOS MICROGEOMEacuteTRICOS
TOLERANCIAS RUGOSIDAD DIMENSIONALES Y
DE FORMA
DEFINICIOacuteN los errores microgeomeacutetricos de la superficie (o irregularidad de la superficie) son
las desviaciones de la superficie real de la pieza desde una liacutenea media del perfil el sistema
que permite designar e individualizar a traveacutes de iacutendices numeacutericos la magnitud de tales
errores microgeomeacutetricos es la RUGOSIDAD Ra
INDICACIOacuteN EN EL DIBUJO indicar en un dibujo la rugosidad admitida para esa superficie
significa limitar el valor maacuteximo de rugosidad (es decir la magnitud maacutexima de los errores
microgeomeacutetricos que tal superficie debe presentar al final de la mecanizacioacuten ademaacutes el
valor de la rugosidad indicado en el dibujo de la pieza influye en tipo de mecanizacioacuten que la
pieza debe sufrir Por ejemplo la indicacioacuten de una rugosidad igual a 08 en el alojamiento de
un cojinete en un aacuterbol impone que tal superficie deba ser rectificada despueacutes de haber sido
torneada a la cota especificada
INDICACIOacuteN DE LA NATURALEZA DE LAS SUPERFICIES INDICACIOacuteN DEL ESTADO DE
MEDIANTE LAS MARCAS DE LA UNIM 36 LAS SUPERFICIES MEDIANTE
LA RUGOSIDAD Ra Signo graacutefico Significado
Superficie superacabada
Superficie rectificada
Superficie alisada obtenida mediante el uso de maacutequinas herramientas o
herramientas manuales
Superficie desbastada obtenida mediante el uso de maacutequinas
herramientas o herram manuales
Superficie bruta lisa
Mecaacutenica general del Vehiacuteculo 10 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
FUNDAMENTO DE TECNOLOGIacuteA DE LOS MATERIALES
METAacuteLICOS
8 MATERIALES METAacuteLICOS Y ALEACIONES
CARACTERIacuteSTICAS DE LOS METALES se denominan metales a las sustancias que posen
las siguientes caracteriacutesticas
buena conductividad teacutermica y eleacutectrica
brillo caracteriacutestico llamado metaacutelico
casi nunca se combinan entre siacute ni con hidroacutegeno
buena ductilidad y maleabilidad
se encuentran en estado soacutelido a temperatura ambiente (15 ndash 20 ordmC) excepto el
mercurio que es liacutequido
EJEMPLOS son metales el hierro la plata el zinc el cromo el manganeso el plomo etc son
no metales (es decir elementos que no presentan las propiedades tiacutepicas de los metales) el
foacutesforo el azufre el oxiacutegeno el carbono no son metales (aunque presenten las propiedades
tiacutepicas de los metales) el acero latoacuten etc se denominan aleaciones metaacutelicas
DEFINICIOacuteN DE ALEACIOacuteN una aleacioacuten metaacutelica estaacute constituida por uno o maacutes elementos
de los cuales al menos uno es un metal y estaacute presente en cantidad preponderante con
respecto a los demaacutes elementos
CARACTERIacuteSTICAS ademaacutes de los elementos fundamentales que la caracterizan en una
aleacioacuten pueden estar presentes metales o no metales ya sean en forma de impurezas o
agregados intencionalmente a fin de obtener propiedades especiales
EJEMPLOS un ejemplo de aleacioacuten compuesta por un metal y otro metal es el latoacuten
constituido por los metales cobre y zinc en ejemplo de aleacioacuten compuesta por un metal y un
no metal es el acero constituido por el metal hierro y el no metal carbono
Mecaacutenica general del Vehiacuteculo 32 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
9 PROPIEDADES DE LOS MATERIALES
Peso especiacutefico
Dilatacioacuten teacutermica
PROPIEDADES Punto de fusioacuten
FIacuteSICAS Conductividad eleacutectrica
Conductividad teacutermica
Propiedades ferromagneacuteticas
PROPIEDADES Resistencia a la corrosioacuten
QUIacuteMICAS Composicioacuten quiacutemica
PROPIEDADES Resistencia a las cargas
continuas (traccioacuten compresioacuten DE
corte etc) MATERIALES PROPIEDADES Resistencia a la fatiga
MECAacuteNICAS Resistencia a los golpes
Dureza
Resistencia al desgaste
Ductilidad
Maleabilidad
PROPIEDADES Fusibilidad
TECNOLOacuteGICAS Soldabilidad
Templabilidad
Capacidad para ser mecanizado
Mecaacutenica general del Vehiacuteculo 33 88 copy 2007 Fiat Auto
2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula
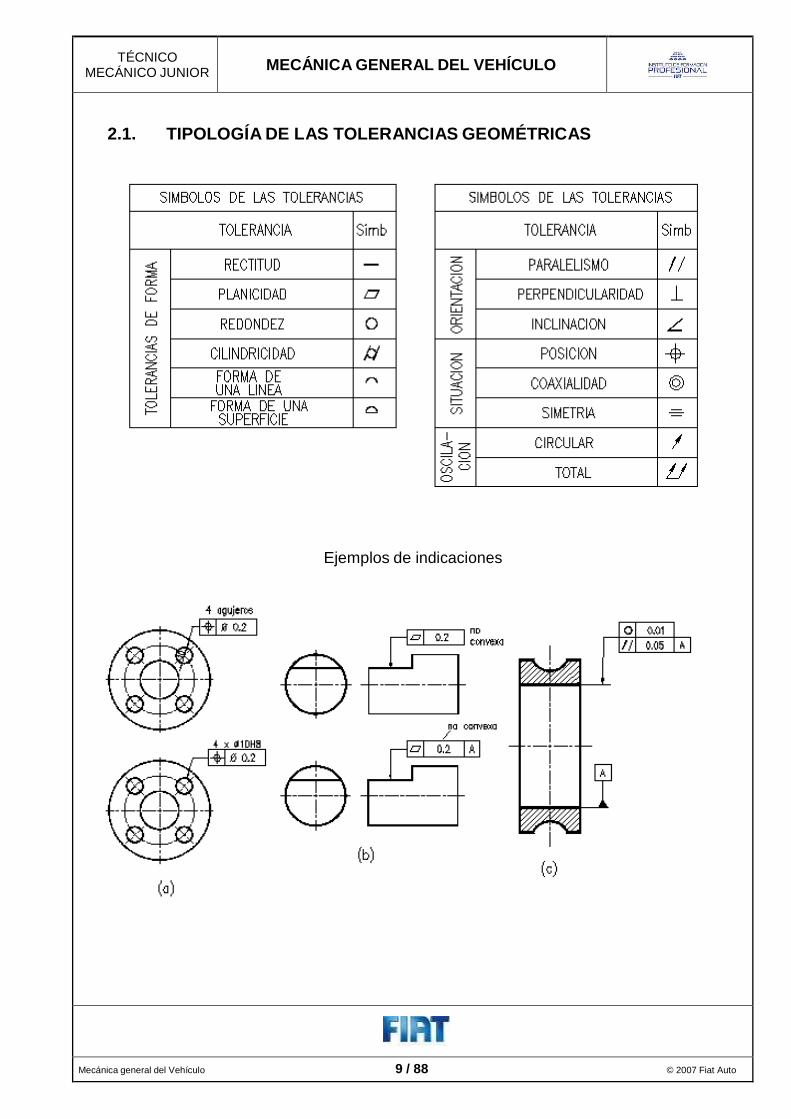
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
RUGOSIDAD
ERRORES ERRORES MACROGEOMEacuteTRICOS MICROGEOMEacuteTRICOS
TOLERANCIAS RUGOSIDAD DIMENSIONALES Y
DE FORMA
DEFINICIOacuteN los errores microgeomeacutetricos de la superficie (o irregularidad de la superficie) son
las desviaciones de la superficie real de la pieza desde una liacutenea media del perfil el sistema
que permite designar e individualizar a traveacutes de iacutendices numeacutericos la magnitud de tales
errores microgeomeacutetricos es la RUGOSIDAD Ra
INDICACIOacuteN EN EL DIBUJO indicar en un dibujo la rugosidad admitida para esa superficie
significa limitar el valor maacuteximo de rugosidad (es decir la magnitud maacutexima de los errores
microgeomeacutetricos que tal superficie debe presentar al final de la mecanizacioacuten ademaacutes el
valor de la rugosidad indicado en el dibujo de la pieza influye en tipo de mecanizacioacuten que la
pieza debe sufrir Por ejemplo la indicacioacuten de una rugosidad igual a 08 en el alojamiento de
un cojinete en un aacuterbol impone que tal superficie deba ser rectificada despueacutes de haber sido
torneada a la cota especificada
INDICACIOacuteN DE LA NATURALEZA DE LAS SUPERFICIES INDICACIOacuteN DEL ESTADO DE
MEDIANTE LAS MARCAS DE LA UNIM 36 LAS SUPERFICIES MEDIANTE
LA RUGOSIDAD Ra Signo graacutefico Significado
Superficie superacabada
Superficie rectificada
Superficie alisada obtenida mediante el uso de maacutequinas herramientas o
herramientas manuales
Superficie desbastada obtenida mediante el uso de maacutequinas
herramientas o herram manuales
Superficie bruta lisa
Mecaacutenica general del Vehiacuteculo 10 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
FUNDAMENTO DE TECNOLOGIacuteA DE LOS MATERIALES
METAacuteLICOS
8 MATERIALES METAacuteLICOS Y ALEACIONES
CARACTERIacuteSTICAS DE LOS METALES se denominan metales a las sustancias que posen
las siguientes caracteriacutesticas
buena conductividad teacutermica y eleacutectrica
brillo caracteriacutestico llamado metaacutelico
casi nunca se combinan entre siacute ni con hidroacutegeno
buena ductilidad y maleabilidad
se encuentran en estado soacutelido a temperatura ambiente (15 ndash 20 ordmC) excepto el
mercurio que es liacutequido
EJEMPLOS son metales el hierro la plata el zinc el cromo el manganeso el plomo etc son
no metales (es decir elementos que no presentan las propiedades tiacutepicas de los metales) el
foacutesforo el azufre el oxiacutegeno el carbono no son metales (aunque presenten las propiedades
tiacutepicas de los metales) el acero latoacuten etc se denominan aleaciones metaacutelicas
DEFINICIOacuteN DE ALEACIOacuteN una aleacioacuten metaacutelica estaacute constituida por uno o maacutes elementos
de los cuales al menos uno es un metal y estaacute presente en cantidad preponderante con
respecto a los demaacutes elementos
CARACTERIacuteSTICAS ademaacutes de los elementos fundamentales que la caracterizan en una
aleacioacuten pueden estar presentes metales o no metales ya sean en forma de impurezas o
agregados intencionalmente a fin de obtener propiedades especiales
EJEMPLOS un ejemplo de aleacioacuten compuesta por un metal y otro metal es el latoacuten
constituido por los metales cobre y zinc en ejemplo de aleacioacuten compuesta por un metal y un
no metal es el acero constituido por el metal hierro y el no metal carbono
Mecaacutenica general del Vehiacuteculo 32 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
9 PROPIEDADES DE LOS MATERIALES
Peso especiacutefico
Dilatacioacuten teacutermica
PROPIEDADES Punto de fusioacuten
FIacuteSICAS Conductividad eleacutectrica
Conductividad teacutermica
Propiedades ferromagneacuteticas
PROPIEDADES Resistencia a la corrosioacuten
QUIacuteMICAS Composicioacuten quiacutemica
PROPIEDADES Resistencia a las cargas
continuas (traccioacuten compresioacuten DE
corte etc) MATERIALES PROPIEDADES Resistencia a la fatiga
MECAacuteNICAS Resistencia a los golpes
Dureza
Resistencia al desgaste
Ductilidad
Maleabilidad
PROPIEDADES Fusibilidad
TECNOLOacuteGICAS Soldabilidad
Templabilidad
Capacidad para ser mecanizado
Mecaacutenica general del Vehiacuteculo 33 88 copy 2007 Fiat Auto
2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
FUNDAMENTO DE TECNOLOGIacuteA DE LOS MATERIALES
METAacuteLICOS
8 MATERIALES METAacuteLICOS Y ALEACIONES
CARACTERIacuteSTICAS DE LOS METALES se denominan metales a las sustancias que posen
las siguientes caracteriacutesticas
buena conductividad teacutermica y eleacutectrica
brillo caracteriacutestico llamado metaacutelico
casi nunca se combinan entre siacute ni con hidroacutegeno
buena ductilidad y maleabilidad
se encuentran en estado soacutelido a temperatura ambiente (15 ndash 20 ordmC) excepto el
mercurio que es liacutequido
EJEMPLOS son metales el hierro la plata el zinc el cromo el manganeso el plomo etc son
no metales (es decir elementos que no presentan las propiedades tiacutepicas de los metales) el
foacutesforo el azufre el oxiacutegeno el carbono no son metales (aunque presenten las propiedades
tiacutepicas de los metales) el acero latoacuten etc se denominan aleaciones metaacutelicas
DEFINICIOacuteN DE ALEACIOacuteN una aleacioacuten metaacutelica estaacute constituida por uno o maacutes elementos
de los cuales al menos uno es un metal y estaacute presente en cantidad preponderante con
respecto a los demaacutes elementos
CARACTERIacuteSTICAS ademaacutes de los elementos fundamentales que la caracterizan en una
aleacioacuten pueden estar presentes metales o no metales ya sean en forma de impurezas o
agregados intencionalmente a fin de obtener propiedades especiales
EJEMPLOS un ejemplo de aleacioacuten compuesta por un metal y otro metal es el latoacuten
constituido por los metales cobre y zinc en ejemplo de aleacioacuten compuesta por un metal y un
no metal es el acero constituido por el metal hierro y el no metal carbono
Mecaacutenica general del Vehiacuteculo 32 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
9 PROPIEDADES DE LOS MATERIALES
Peso especiacutefico
Dilatacioacuten teacutermica
PROPIEDADES Punto de fusioacuten
FIacuteSICAS Conductividad eleacutectrica
Conductividad teacutermica
Propiedades ferromagneacuteticas
PROPIEDADES Resistencia a la corrosioacuten
QUIacuteMICAS Composicioacuten quiacutemica
PROPIEDADES Resistencia a las cargas
continuas (traccioacuten compresioacuten DE
corte etc) MATERIALES PROPIEDADES Resistencia a la fatiga
MECAacuteNICAS Resistencia a los golpes
Dureza
Resistencia al desgaste
Ductilidad
Maleabilidad
PROPIEDADES Fusibilidad
TECNOLOacuteGICAS Soldabilidad
Templabilidad
Capacidad para ser mecanizado
Mecaacutenica general del Vehiacuteculo 33 88 copy 2007 Fiat Auto
2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
9 PROPIEDADES DE LOS MATERIALES
Peso especiacutefico
Dilatacioacuten teacutermica
PROPIEDADES Punto de fusioacuten
FIacuteSICAS Conductividad eleacutectrica
Conductividad teacutermica
Propiedades ferromagneacuteticas
PROPIEDADES Resistencia a la corrosioacuten
QUIacuteMICAS Composicioacuten quiacutemica
PROPIEDADES Resistencia a las cargas
continuas (traccioacuten compresioacuten DE
corte etc) MATERIALES PROPIEDADES Resistencia a la fatiga
MECAacuteNICAS Resistencia a los golpes
Dureza
Resistencia al desgaste
Ductilidad
Maleabilidad
PROPIEDADES Fusibilidad
TECNOLOacuteGICAS Soldabilidad
Templabilidad
Capacidad para ser mecanizado
Mecaacutenica general del Vehiacuteculo 33 88 copy 2007 Fiat Auto
2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

2
Ecoloacutegicas Analizar el dantildeo ambiental que provoca
ELECTRICAS
SENSORIALES Informacioacuten que brindan los sentidos
MAGNEacuteTICAS Son los cambios fiacutesicos producidos por un campo magneacutetico exterior
MECAacuteNICAS Seguacuten fuerza ejercida sobre ellos Para comprobar estas propiedades se efectuacutean distintos tipos de pruebas de ensayo como de desgaste de dureza de traccioacuten de fatiga etc para determinar el comportamiento de los mismos
TEacuteRMICAS Su calor especiacutefico dilatacioacuten teacutermica conductibilidad teacutermica etc
QUIacuteMICAS Seguacuten su estabilidad quiacutemica su corrosividad y su temperatura de fusioacuten
Resistividad o Conductancia
Conductividad
ELASTICIDAD (Cualidad de recuperar su forma)
DUREZA (Resist A rayaduras o desgaste)
DUCTILIDAD (Cualidad para estirarse)
RESISTENCIA A LA TRACCIOacuteN (fuerza para romperlo)
RESILIENCIA (Resistencia al choque)
MALEABILIDAD (Capacde ser transf en laacuteminas)
RESISTENCIA A LA FLUENCIA (fuerza para deformarlo)
PR
OP
IED
AD
ES
DE
LO
S M
AT
ER
IAL
ES
Textura
Acuacutesticas
Oacutepticas
Olorosas
PLASTICIDAD (Capacidad que tiene un
material de mantener la forma que adquiere al estar sometido a un esfuerzo que lo deformoacute)
TENACIDAD (Resistencia a la rotura de un material con esfuerzo lento)
FRAGILIDAD (Facilidad con la que se rompe
un material sin que se produzca deformacioacuten elaacutestica)
MAQUINABILIDAD (Mayor o menor facilidad de un material al arranque de viruta)
RESISTENCIA A LA FATIGA (Resistencia contra efectos fluctuantes Incluso romperse antes de alcanzar la resistencia uacuteltima
TE
CN
OL
OacuteG
ICA
S
NO
RM
AL
ES
cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

cementita
FUNDICIOacuteN BLANCA FUNDICIOacuteN LAMINAR FUNDICIOacuteN ESFEROIDAL
PROPIEDADES
BLANCA
LAMINAR
ESFEROIDAL
ME
CAacute
NIC
AS
DUREZA
RESIST A LA TRACCIOacuteN
RESIST A LA COMPRESIOacuteN
RESIST A LOS GOLPES
elevada
media
buena
escasa
media
escasa
media
escasa
elevada
buena
buena
media
TE
CN
OL
FUSIBILIDAD
CAPACIDAD DE MECANIZADO
media
escasa
buena
buena
buena
buena
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
10 LA FUNDICIOacuteN
DEFINICIOacuteN la fundicioacuten es una aleacioacuten de acero y carbono en la que el contenido de
carbono variacutea entre el 206 y el 667 (con porcentajes inferiores al miacutenimo se obtienen
aceros con valores mayores al maacuteximo se obtiene un compuesto llamado cementita que ya
no es una aleacioacuten)
TIPOLOGIacuteAS el carbono estaacute presente en la fundicioacuten en dos formas combinado
quiacutemicamente con el hierro en forma de grafito dando origen a la cementita un compuesto duro
y fraacutegil Si el carbono estaacute presente en forma de cementita se obtiene la fundicioacuten blanca si el
carbono estaacute presente en forma de grafito se tiene la fundicioacuten laminar y la esferoidal
Mecaacutenica general del Vehiacuteculo 34 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
11 FABRICACIOacuteN DE LA FUNDICIOacuteN
Horno para calentamiento
del aire
Gases de descarga Tolvas Carro basculante
del alto horno
Revestimiento
refractario Coke Mineral
Aire de hierro
Alto horno y calcaacutereo
Etalaje
Aire caliente
Carro de colada
arrabio fundido
Escorias Carga
FABRICACIOacuteN DE LA FUNDICIOacuteN el mineral de hierro se transporta a los establecimientos
sideruacutergicos donde es transformado en fundicioacuten en los altos hornos la fundicioacuten es el primer
producto sideruacutergico que se obtiene del mineral de hierro
ALTO HORNO el alto horno se carga desde arriba con capas alternadas de mineral de hierro
(MH) carboacuten de coque metaluacutergico (C) y calcaacutereo (Ca) el combustible estaacute compuesto por el
coque metaluacutergico que suministra el carboacuten que entra en aleacioacuten con el hierro tiene en cambio
la piedra calcaacuterea tiene la funcioacuten de escarificante el alto horno estaacute compuesto por una parte
con forma de tronco de coacutenica interna llamada etalaje el vientre es la parte comprendida entre
la cuba y al etalaje constituye la parte mas larga del alto horno en la parte inferior del alto
horno llamada crisol (R) se acumula el arrabio fundido (G) las escorias son quitadas del metal
fundido y se utilizan en otros procesos industriales
Mecaacutenica general del Vehiacuteculo 35 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula
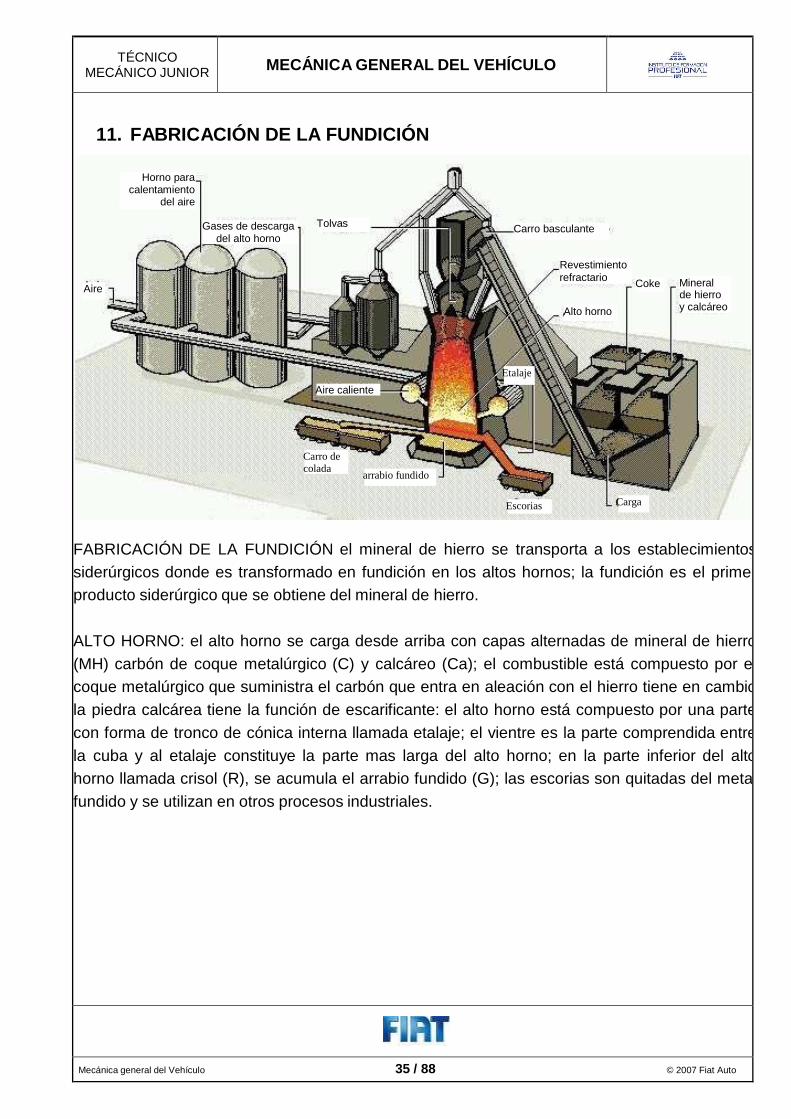
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
12 TECNOLOGIacuteA DE LOS ACEROS
FUNDICIOacuteN
Alto horno Horno de cuba baja
CHATARRAS
Horno de reververancia Horno Martin-Siemes Horno eleacutectrico Convertidor
ACERO HIERRO
DEFINICIOacuteN los aceros son aleaciones compuestas predominantemente por hierro y carbono
(pueden contener otros elementos en porcentajes muy variables) en estos tipos de aleaciones
el contenido de carbonio es inferior al 2
PRODUCCIOacuteN el acero se obtiene por la descarburacioacuten de la fundicioacuten proveniente del alto
horno por descarburacioacuten se entiende la disminucioacuten de la cantidad de carbono presente en la
aleacioacuten y puede efectuarse utilizando hornos adecuados Para obtener hierro es decir una
aleacioacuten con una tenor de carbono muy bajo se utilizan los hornos de reverbero Para la
produccioacuten de aceros ordinarios es decir sin caracteriacutesticas mecaacutenicas especiales se utilizan
los convertidores Finalmente para la produccioacuten de aceros especiales con notables
propiedades mecaacutenicas y con otros elementos de aleacioacuten ademaacutes del carbono se utilizan los
hornos eleacutectricos
Mecaacutenica general del Vehiacuteculo 36 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
121 DENOMINACIOacuteN DE LOS ACEROS
ACEROS DENOMINADOS DE ACUERDO A SUS CARACTERIacuteSTICAS MECAacuteNICAS
en estos aceros asumen gran importancia las caracteriacutesticas baacutesicas como la carga de
rotura y de estiramiento y la soldabilidad dado que se usan predominantemente en
estructuras de carpinteriacutea metaacutelica
ACEROS DENOMINADOS DE ACUERDO A SU COMPOSICIOacuteN QUIacuteMICA
a este grupo pertenecen todos los aceros en general destinados a tratamientos teacutermicos en
estos aceros asume especial importancia el conocimiento de la composicioacuten quiacutemica dado
que las caracteriacutesticas mecaacutenicas y tecnoloacutegicas alcanzadas despueacutes de los tratamientos
teacutermicos son la consecuencia de cambio estructurales de la aleacioacuten o de autenticas
reacciones quiacutemicas en funcioacuten del tipo y de la cantidad de elementos constituyentes de la
aleacioacuten En esta categoriacutea tambieacuten se puede distinguir
ACEROS AL CARBONO
en eacutestos es la variacioacuten del contenido de carbono lo que los hace maacutes o menos resistentes
y aptos para ser sometidos a un tipo de tratamiento teacutermico en vez de otro
ACEROS DE LEVEMENTE ALEADOS
ademaacutes del carbono se le agregan otros elementos de aleacioacuten pero ninguno de eacutestos en
cantidades superiores al 5 para lograr caracteriacutesticas mecaacutenicas y tecnoloacutegicas
especiales
ACEROS ALEADOS
en estos uacuteltimos al menos unos de los elementos de aleacioacuten agregado supera el 5 de
este modo se exaltan determinadas caracteriacutesticas para formar aceros especiales
Mecaacutenica general del Vehiacuteculo 37 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
122 EFECTOS DE LOS ELEMENTOS DE ALEACIOacuteN
ELEMENTO CARACTERIacuteSTICAS USOS
CARBONO
Aumentando el porcentaje de carbono
disminuyen el mecanizado la
soldabilidad la tenacidad y aumentan la
dureza la resistencia mecaacutenica la
templabilidad y la resistencia al desgaste
muacuteltiples
CROMO
EL cromo aumenta la dureza y el liacutemite
de elasticidad del acero en tenores
mayores al 10 el cromo hace que el
acero sea inoxidable y resistente a los
agente s quiacutemicos
Los aceros al cromo se utilizan para
cojinetes vaacutelvulas de motores de
combustioacuten interna partes de instalaciones
teacutermicas y quiacutemicas etc
CROMO Y
NIacuteQUEL
El niacutequel siempre acompantildeado por el
cromo aumenta todas las caracteriacutesticas
mecaacutenicas del acero y la resistencia a la
corrosioacuten disminuye la dilatacioacuten y la
soldabilidad
Los aceros al cromo- niacutequel (18 y 8)
inoxidables se aplican en diferentes
sectores de la industria
CROMO
NIacuteQUEL-
MOLIBDENO
El molibdeno tiene la propiedad de
aumentar la penetracioacuten del temple en los
aceros y de hacerles conservar las
propiedades mecaacutenicas conferidas por el
temple incluso a elevadas temperaturas
Tales aceros tienen las mejores
caracteriacutesticas mecaacutenicas se usan para
aacuterboles motor bielas y otras partes de
motores de combustioacuten interna
SILICIO
El silicio aumenta el liacutemite de elasticidad
de los aceros
Los aceros con silicio son muy elaacutesticos por
eso se utilizan para la fabricacioacuten de
muelles
MANGANESO
El manganeso aumenta la penetracioacuten en
los ceros de los efectos del temple pero
hace mas fraacutegil al acero si no se toma
precauciones especiales durante el
tratamiento teacutermico de revenido
El manganeso estaacute presente en casi todos
los aceros empleados para piezas de
grandes dimensiones sometidas a grandes
esfuerzos mecaacutenicos incluso en sus partes
maacutes profundas
TUNGSTENO
El tungsteno se utiliza son en aceros para
herramientas dado que confiere a la
aleacioacuten notable dureza incluso a altas
temperatura
Los aceros al tungsteno a menudo
acompantildeados con vanadio se utilizan para
la construccioacuten de herramientas para tornos
fresas etc
TUNGSTENO-
COBALTO
El cobalto hace que la dureza de los
aceros al tungsteno se mantenga a
elevadas temperaturas
El cobalto se utiliza junto con el tungsteno y
el vanadio para las herramientas de las
maacutequinas herramientas
AZUFRE
FOacuteSFORO
HIDROacuteGENO
NITROacuteGENO
OXIacuteGENO
La presencia de estos elementos y
siempre nociva por lo tanto debe
reducirse al miacutenimo
Estos no metales combinaacutendose
quiacutemicamente con el hierro y el carboacuten
forman compuestos que aumentan
notablemente la fragilidad de la estructura
del acero
Mecaacutenica general del Vehiacuteculo 38 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
123 TRATAMIENTOS TEacuteRMICOS DE LOS ACEROS
TRATAMIENTO
MODO DE REALIZACIOacuteN MODIFICACIOacuteN DE LAS
CARACTERIacuteSTICAS
TEMPLE
Consiste en calentar la pieza a una
temperatura llamada temperatura de
temple y luego enfriarla raacutepidamente
por inmersioacuten en un fluido
Aumenta la resistencia a la rotura
Aumenta la dureza
Disminuye el alargamiento porcentual
Disminuye la resiliencia
REVENIDO
Consiste en calentar la pieza a una
temperatura inferior a la de temple el
enfriamiento puede ser mas o menos
lento Se aplica solo en aceros templados
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta la resiliencia
Aumenta el alargamiento porcentual
BONIFICADO
Consiste en el tratamiento de temple
seguido por el tratamiento de
revenido
Aumenta la resistencia
Aumenta la dureza
Se mantiene una buena resiliencia
RECOCIDO
Consiste en recalentar la pieza a una
temperatura un poco superior al
temple y dejarla enfriar lentamente
Disminuye el liacutemite de rotura
Disminuye la dureza
Aumenta el alargamiento porcentual
Aumenta la resiliencia
Aumenta la mecanizacioacuten
El recocido suprime los efectos del temple
del endurecimiento por conformacioacuten en friacuteo
y las tensiones internas
NORMALIZACIOacuteN
Consiste en calentar la pieza a una
temperatura un poco mayor a la de
temple y luego enfriarla en atmoacutesfera
tranquila
Homogeniza la estructura del acero y
elimina las tensiones internas
Aumenta la resiliencia
Aumenta levemente la dureza en aceros
con alto tenor de carbono
CEMENTACIOacuteN
Consiste en recalentar la pieza en
contacto con elementos ricos en
carbono a una temperatura de
aproximadamente 900 ordmC se aplica
en acero dulces
La capa exterior de las piezas
transformada en acero duro con un
espesor de aproximadamente 1mm
puede templase y adquirir gran dureza
El interior de la pieza que sigue siendo de
acero dulce presenta una gran resiliencia
NITRURADO
Consiste en calentar las piezas a una
temperatura de aproximadamente 500ordmC
exponieacutendolas a una corriente de una
sustancia con nitroacutegeno (amoniacuteaco) y
manteniendo el tratamiento pon un
periodo muy largo Se aplica en aceros
aleados con aluminio niacutequel y molibdeno
Aumenta notablemente la dureza y
disminuye la resiliencia soacutelo al estado
nitrurado (algunas deacutecimas de mm) se
aplica a piezas terminadas que no
necesiten otros mecanizados
Mecaacutenica general del Vehiacuteculo 39 88 copy 2007 Fiat Auto
TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

TEacuteCNICO
MECAacuteNICO JUNIOR
MECAacuteNICA GENERAL DEL VEHIacuteCULO
124 ALEACIONES DE ALUMINIO
GENERALIDADES cuando en partes mecaacutenicas se necesitan ligereza y buena resistencia
mecaacutenica se recurre a las aleaciones de aluminio
Se destaca por su bajo pesobuena conductividad eleacutectrica resistencia a la corrosioacuten y bajo
punto de fusioacuten (aprox 670degC) lo cual lo conviert e en un material idoacuteneo para multitud de
aplicaciones especialmente en aeronaacuteutica Sin embargo la elevada cantidad de energiacutea
necesaria para su obtencioacuten dificulta su mayor utilizacioacuten lo que hasta cierto punto se alivia
con el reciclado de partes de aluminio usado
PROCESO DE FABRICACIOacuteN DEL ALUMINIO
PROCESO PROCESO
QUIacuteMICO ELECTROLIacuteTI PROCESO ALUMINIO
BAUXITA PARA CO ALUMINIO TEacuteRMICO REFINADO OBTENER PRIMARIO ALUMINIO PUREZA 997
ALEACIOacuteN DE ALUMINIO ndash COBRE en este grupo de aleaciones el cobre esta reducido a un
porcentaje inferior al 12 y contribuye a aumentar la carga de rotura y la dureza (pistones
rotores etc)
ALEACIOacuteN DE ALUMINIO ndash SILICIO el silicio se halla en el aluminio en un porcentaje inferior
al 10 mejorando la resistencia mecaacutenica (para piezas de fundicioacuten como la caja de cambios)
ALEACIOacuteN DE ALUMINIO ndash MAGNESIO el magnesio se halla en el aluminio en un porcentaje
inferior al 10 y aumenta notablemente las propiedades mecaacutenicas proporciona una elevada
resistencia a la corrosioacuten y una buena capacidad de mecanizacioacuten
OTRAS ALEACIONES aluminio ndash zinc aluminio - manganeso aluminio ndash estantildeo denominadas
aleaciones ligeras anti-friccioacuten
Mecaacutenica general del Vehiacuteculo 40 88 copy 2007 Fiat Auto
01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

01-Procesos de fabricacioacuten
Las materias primas a partir de las cuales se fabrican la absoluta totalidad de objetos actuales son los metales los plaacutesticos (derivados del carboacuten o con muchiacutesima mayor frecuencia del petroacuteleo) las maderas los materiales ceraacutemicos (cocidos o aacuteridos) y los materiales textiles Para formar un objeto se usan distintas piezas elementales que ademaacutes suelen ser de diferentes materiales Cada pieza ha sufrido un proceso de fabricacioacuten y luego todas ellas se unen o acoplan para formar el objeto
En este tema veremos diversas teacutecnicas industriales Cualquier proceso de fabricacioacuten se puede englobar en uno de los grupos siguientes Modelado o moldeo se funde el material y se vierte en un molde
Conformado (deformacioacutencorte) se variacutea la forma del material Arranque de material o mecanizado eliminaacutendolo para dejar la forma deseada
Unioacuten de piezas simples para formar una maacutes compleja
En los objetos de uso cotidiano los metales y plaacutesticos tienen una mucha mayor frecuencia de utilizacioacuten que las maderas y ceraacutemicos por lo tanto este tema trata principalmente los procesos de fabricacioacuten maacutes corrientes con dichos materiales si bien se haraacute un inciso cuando sea necesario
02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

02-Moldeo
Esta familia de operaciones se conocen tambieacuten como fundicioacuten o colada se realizan fundiendo metal o plaacutestico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada
Para crear estas cavidades se crea un modelo Este modelo se disentildea algo maacutes grande que las medidas deseadas previendo las contracciones del material durante la solidificacioacuten y ademaacutes respetando unos aacutengulos de salida que tengan en cuenta facilitar la extraccioacuten de la pieza definitiva
Cuando se genera el molde tambieacuten hay que dejar embudos llamados bebederos y canales de colada por donde se introduciraacute el material fundido Para piezas grandes ademaacutes se disponen chimeneas que aporten el metal requerido en la contraccioacuten y asiacute no se produzcan rechupes
Moldes de arena con canales de colada machos y
bebedero
Llenado del molde
Aunque requiere hacer un molde nuevo para cada pieza es un meacutetodo raacutepido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automoacutevil tapas de alcantarillas o de registro etc que se pueden reconocer por el granulado que queda en la superficie Cuando se requiere mucha precisioacuten y buenos acabados se usa el siguiente meacutetodo
FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

FUNDICIOacuteN EN COQUILLA
En este caso la coquilla es un molde metaacutelico normalmente acero o fundicioacuten con las formas talladas Aunque es mucho maacutes caro que la fundicioacuten en arena el molde resulta rentable pues se pueden fabricar con ellos miles de piezas Ademaacutes como el molde es metaacutelico la velocidad a la que se enfriacutea la pieza es mayor y la produccioacuten es maacutes raacutepida
Evidentemente el material que se funde y se vierte en el interior del molde debe tener un punto de fusioacuten inferior al de la propia coquilla y normalmente se trata de aluminio o plomo
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artiacutesticos o de forma muy compleja o pequentildea El procedimiento empieza creando un modelo de cera para despueacutes cubrirlo con yeso barro o porcelana dejando libres los bebederos Tras el secado del molde se calienta eacuteste para cocerlo y a la vez derretir la cera Despueacutes de verter el metal fundido se extrae la pieza rompiendo el molde para por uacuteltimo eliminar el bebedero y los canales de colada
Modelo de cera
Molde de barro
Pieza obtenida
COLADA o MOLDEO A PRESIOacuteN Se lleva a cabo inyectando la masa metaacutelica fundida en el interior del molde En este meacutetodo se emplean moldes metaacutelicos permanentes pero en lugar de llamarlos coquillas se suelen denominar matrices El metal se inyecta en el molde por medio de una maacutequina que suele ser un eacutembolo impulsado por una prensa hidraacuteulica Este meacutetodo presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante econoacutemica y de gran precisioacuten
MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

MOLDEO CENTRIacuteFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm con lo que la fuerza centriacutefuga obliga al metal fundido a rellenar todas las cavidades del mismo obteniendo maacutes o menos grosor en funcioacuten de la cantidad de metal vertido Se emplea fundamentalmente para moldear piezas de revolucioacuten (por ejemplo tubos) o piezas huecas (como maniquiacutees) sin necesidad de emplear machos
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundicioacuten El metal cae verticalmente por un orificio de la artesa y conforme se solidifica se obtiene una tira continua de seccioacuten semejante a la del molde Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente Se denomina continua porque el producto sale sin interrupcioacuten de la maacutequina hasta que la alimentacioacuten se haya agotado
1 Crisol
2 Cuchara de colada
3 Molde
4 Control de temperatura
5 Tapoacuten
6 Entre 05 y 2 m
SINTERIZACIOacuteN Este meacutetodo consiste en compactar el polvo de un metal o ceraacutemico a una temperatura inferior a la de fusioacuten de la mezcla con lo que se produce una difusioacuten de aacutetomos entre las superficies de contacto de las partiacuteculas que resultan unidas permitiendo una estructura porosa Este es el proceso mediante el que se fabrican los cojinetes de bronce Posteriormente eacutestos se mantienen en un bantildeo de aceite mineral a presioacuten para rellenar los poros de lubricante
03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

03-Conformado
En este caso se obtienen piezas por deformacioacuten o por corte limpio del material En ambos casos los procesos se pueden realizar a temperatura ambiente pero lo normal es que se realicen a temperaturas elevadas (en el caso de los aceros por encima de la temperatura A3) El conformado en caliente tiene la ventaja de que los granos del metal quedan pequentildeos y caso de haber sopladuras se sueldan En los procesos en friacuteo la deformacioacuten produce un endurecimiento del material que puede llegar a producir una rigidez excesiva FORJA Y ESTAMPACIOacuteN Consiste en calentar el metal (normalmente aceros) hasta una temperatura inferior a la de fusioacuten (hasta cerca de 1000ordm C) y posteriormente golpearlo con un martillo o una prensa A esta temperatura aumenta la plasticidad del metal por lo que se le puede dar la forma deseada sin romper o quebrar el material
Antiguamente se realizaba la forja a mano calentando el metal en una fragua de carboacuten se sacaba la pieza con la ayuda de unas tenazas se colocaba sobre el yunque y con el martillo se la golpeaba daacutendole la forma deseada Actualmente se emplean prensas mecaacutenicas o hidraacuteulicas que comprimen el material hasta darle la forma deseada o bien se emplean martillos mecaacutenicos que golpean el material La fuerza necesaria para realizar la forja depende del tipo de metal de la superficie total en contacto y de la forma que tenga la pieza
Estampas de forja
Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Al analizar con microscopio una seccioacuten del metal forjado se observa que los granos machacados estaacuten orientados formando una fibra que marca una direccioacuten de preferente resistencia Ademaacutes se observa que con el proceso de forja desaparecen los poros y sopladuras del metal
Veta procedente del forjado
La llamada forja en friacuteo se realiza a temperatura ambiente mediante potentes prensas para obtener pernos y piezas sometidas a desgaste ya que la deformacioacuten provoca un aumento de resistencia de la pieza
La estampacioacuten es una forja en friacuteo o en caliente que se realiza a una laacutemina de metal para obtener piezas de la carroceriacutea de los automoacuteviles por ejemplo o monedas en el proceso de acuntildeacioacuten
Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Dado que el grosor disminuye al pasar por los rodillos la velocidad del metal tras eacutestos es superior a la velocidad de entrada lo que debe ser tenido en cuenta para aplicar procesos posteriores Con este meacutetodo se obtienen chapas de distintos grosores de acero o aluminio (el papel de aluminio por ejemplo) pero tambieacuten se pueden utilizar rodillos con diversas formas para obtener raiacuteles de ferrocarril vigas etc barras de forma y grosor constante que se denominan perfiles Es frecuente que eacuteste sea el uacuteltimo proceso de una colada continua Al igual que ocurriacutea con la forja tambieacuten se realiza un laminado en friacuteo para obtener engranajes de moacutedulo pequentildeo y sobre todo tornilleriacutea
Laminado de roscas
LAMINACIOacuteN El laminado es un proceso de deformacioacuten en el que se reduce el espesor del material mediante la compresioacuten que ejercen dos rodillos sobre la pieza Se realiza en caliente (muy por encima de A 3) para facilitar las grandes deformaciones que se producen Ademaacutes los productos laminados en caliente tienen las mismas propiedades en todas direcciones y carecen de tensiones residuales Los principales inconvenientes que presenta son que el producto no puede mantenerse dentro de tolerancias adecuadas por las contracciones teacutermicas y que la superficie de la pieza queda cubierta por una capa de oacutexido caracteriacutestica
EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

EXTRUSIOacuteN Eacutesta es otra forma de obtener perfiles sobre todo para materiales de bajo punto de fusioacuten Entre esos materiales el maacutes ampliamente extrusionado es el aluminio para obtener por ejemplo las distintas piezas que formaraacuten las conocidas ventanas Para ello se hace pasar el material casi fundido a traveacutes de un dado o matriz que es una placa con orificios y las barras obtenidas tendraacuten el perfil de ese orificio
Dados para obtener perfiles
El dado de la derecha estaacute dotado de un torpedo para formar un tubo
La mayoriacutea de la extrusioacuten en caliente se realiza en prensas hidraacuteulicas horizontales que pueden ejercer fuerzas entre 250 y 12000 toneladas Aunque es un meacutetodo barato para grandes fabricaciones en serie su mayor desventaja es el costo de las maquinarias y su mantenimiento
Al igual que en los casos anteriores tambieacuten se realiza extrusioacuten en friacuteo con metales blandos como el aluminio o acero de bajo contenido en carbono En estos casos suele ser una extrusioacuten inversa en que el pistoacuten empuja a la matriz y el material sale por el interior de la matriz
Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Otra opcioacuten es que el metal salga entre los resquicios de la matriz y el contenedor En este caso es corriente que el proceso se realice mediante un impacto
La extrusioacuten no soacutelo se realiza con metales Tambieacuten se extrusiona barro para fabricar ladrillos y otros objetos de tierra cocida y sobre todo para fabricar alimentos Eneste enlace hay una coleccioacuten de viacutedeos
ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

ESTIRADO Y TREFILADO
En esencia son el mismo proceso y consiste en hacer pasar una barra (estirado) o una bobina de alambre (trefilado) por una matriz o dado para disminuir su seccioacuten
TROQUELADO
Es la operacioacuten en la que se realiza un agujero de forma determinada en una laacutemina mediante un punzoacuten perforador que se introduce en un agujero llamado troquel ambos de acero templado para conseguir la maacutexima dureza A nivel domeacutestico estamos troquelando cuando se hacen agujeros a las hojas para meterlas en carpetas de anillas
La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

La chapa sometida a troquelado es sometida a una fuerza de cizalla que es proporcional a la dureza del material al grosor de la laacutemina y al contorno que hay que cortar
Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Es corriente realizar troquelados progresivos en los que la pieza deseada se consigue con varios golpes sucesivos de prensa hasta obtener piezas complejas como pueden ser las arandelas o las chapas que conforman la carroceriacutea de los automoacuteviles con sus ventanas y formas
Troquelado progresivo
Troquelado progresivo o en fases
Una variante del troquelado es el cizallado que es el nombre teacutecnico del tradicional corte con tijeras solo que en la industria son herramientas de gran potencia llamadas cizallas Mientras que con el troquelado se cortan figuras cerradas el proceso de cizallado realiza cortes rectos o curvados que no tienen por queacute ser cerrados
Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Es una operacioacuten maacutes barata que la de troquelado ya que no necesita grandes prensas hidraacuteulicas pero suele ser una operacioacuten de eliminacioacuten de chapa y se usa en la obtencioacuten de piezas maacutes simples
DOBLADO
En esta operacioacuten se consigue doblar una chapa para formar un aacutengulo Al igual que en las operaciones anteriores el proceso se realiza mediante prensas hidraacuteulicas y en el aacutengulo siempre se debe respetar un radio de ajuste
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula
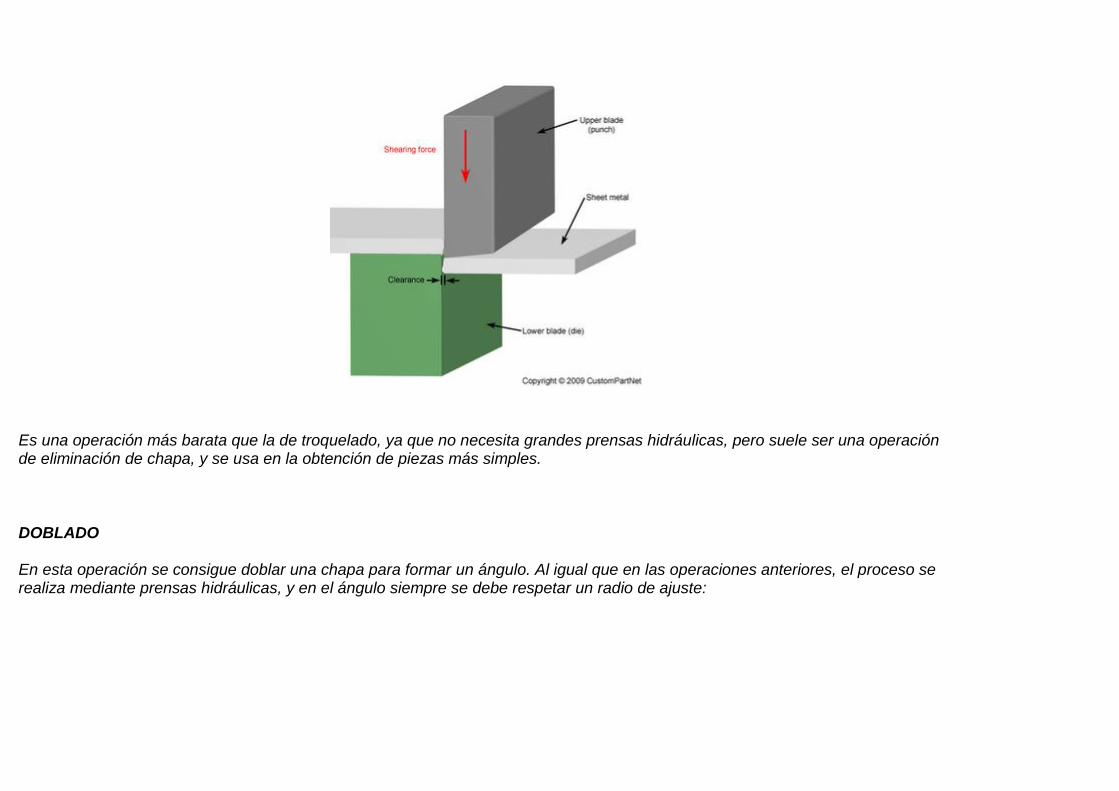
Un caso especial del doblado es el curvado de tubos mediante el sistema de los tres rodillos Mediante este meacutetodo se puede trabajar chapas de grosores elevados con un alto grado de calidad final
Curvado de chapa mediante tres rodillos
04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

04-Mecanizado
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada Por ejemplo al aserrar madera siempre se desprende una cantidad de material en forma de serriacuten Estas operaciones por tanto se realizan cortando material por desplazamiento de la herramienta de la pieza o de ambas En estos procesos debemos distinguir elmovimiento de corte que es el que produce directamente el arranque y el movimiento de avance que hace progresar el corte Siguiendo con el ejemplo de la sierra el movimiento de corte es el vaiveacuten y el avance es la profundizacioacuten del corte Los caacutelculos de velocidad de corte y de avance son baacutesicos pues no soacutelo estaacuten limitados por la potencia de la maacutequina sino que una seccioacuten de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte A continuacioacuten veremos los meacutetodos maacutes corrientes TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma Evidentemente estas formas son siempre figuras de rotacioacuten Los tornos son maacutequinas muy robustas provistas de un motor eleacutectrico que hace girar un cabezal al que se fija la pieza por un extremo Para evitar que la pieza flexione al trabajar se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta Este apoyo recibe el nombre de contrapunto
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla Las formas de atacar al material reciben nombres especiacuteficos
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula
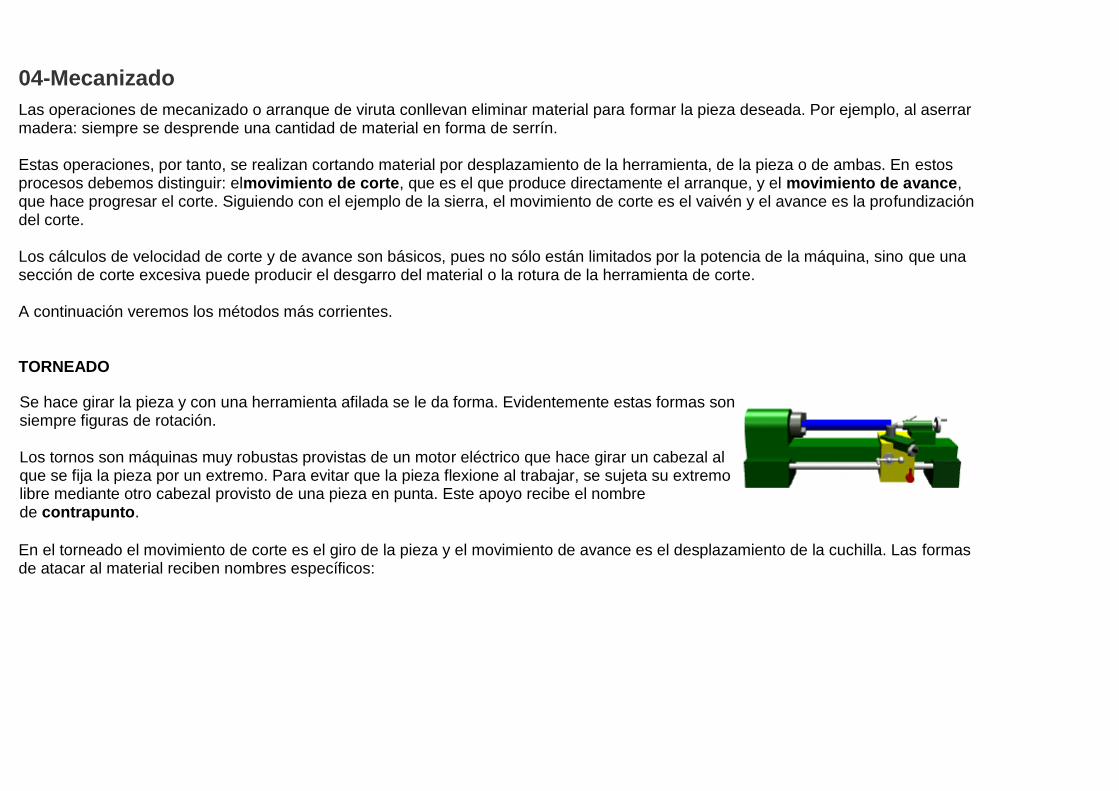
Cilindrado
Refrentado
Tronzado
Cajeado
Torneado coacutenico
Roscado
FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

FRESADO
Una fresa es una herramienta ciliacutendrica con filos en su periferia que elimina material mientras gira En las fresadoras tradicionales la pieza estaacute sujeta a una mesa que se desplaza contra la herramienta tallaacutendose la forma que tenga la fresa Por tanto el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento desplazamiento inclinacioacuten giro Con esta operacioacuten se suelen redondear bordes alisar superficies o tallar engranajes Las formas baacutesicas de atacar a la pieza son las siguientes
Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Claves
1- Fresado frontal (planeado) 2- Fresado en escuadra 3- Fresado tangencial en oposicioacuten o fresado normal 4- Fresado tangencial en concordancia o fresado en equicorriente
Movimiento de corte Movimiento de avance Movimiento de profundizacioacuten Una de las principales aplicaciones del fresado es la fabricacioacuten de engranajes Para ello se utiliza una fresa moacutedulo que arranca material de un cilindro de metal formando asiacute los dientes de las ruedas dentadas
En todos los casos es importante el caacutelculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo De froma similar al torneado tenemos
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial se estaacute realizando un rectificado o esmerilado Estas piedras que se llaman muelas estaacuten formadas por granos muy pequentildeos y duros embebidos en una matriz blanda
Con esta operacioacuten se elimina muy poco material pero la dureza de las muelas permite trabajar materiales muy duros y asiacute se pueden afilar herramientas alisar superficies metaacutelicas etc En este caso tambieacuten se trabaja con velocidad y potencia de corte con caacutelculos muy similares a los del torneado y el fresado
TALADRADO
De esta operacioacuten cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical La velocidad de giro debe ser tanto maacutes lenta cuanto maacutes duro es el material La taladradora de sobremesa estaacute presente en multitud de talleres pero industrialmente se utilizan maacutequinas mucho mayores e incluso con varios cabezales portabrocas
La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

La velocidad de corte viene determinada por la velocidad de rotacioacuten de la broca con lo que aparece una foacutermula ya conocida
siendo DB el diaacutemetro de la broca y n la velocidad de giro
Al igual que en los casos anteriores la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n)
vA (mmmin) = a (mm) n (revmin)
La fuerza de corte sigue siendo igual al producto de la fuerza especiacutefica por la seccioacuten de corte de valor
SC = (Rsen φ) aF Teniendo en cuenta que el valor que se usa es el diaacutemetro y no el radio de la broca y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a2) tendremos que la seccioacuten de corte de cada filo es
SC = (D2 sen φ) a2 y la fuerza de corte para cada filo por tanto
FCF = K (D 2 sen φ) a2
Como hay dos filos hay que multiplicar la expresioacuten anterior por 2 con lo que finalmente queda
FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

FC = K a D2 sen φ
siendo
K (kpmmsup2) fuerza especiacutefica de corte a (mm) el avance la distancia que profundiza la broca en cada vuelta D (mm) el diaacutemetro de la broca φ = 59ordm pues el aacutengulo del pico de la broca se afila a 118ordm Nuevamente la potencia de corte seraacute el producto de la fuerza por la velocidad
PC = FC vC
que al corregir las unidades nos queda
PC (W) = K (kpmmsup2) a (mm) D2 sen φ (mm) vC (mmin) (981 N 1 kp) (1 min 60 s)
LUBRICACIOacuteN Y REFRIGERACIOacuteN Con objeto de disminuir al miacutenimo los rozamientos que puedan existir entre la herramienta la pieza mecanizada y las virutas que estaacuten siendo eliminadas y a la vez enfriar tanto la zona de corte como la herramienta se usan unos productos denominados geneacutericamente taladrina La taladrina baacutesicamente prolonga la vida de las herramientas pero tambieacuten evacua virutas y tiene otros efectos secundarios como evitar oacutexidos o eliminar geacutermenes
Lubricacioacuten con taladrina
MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

MECANIZADOS ESPECIALES Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado que con la introduccioacuten del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricacioacuten conocidos comuacutenmente como Control Numeacuterico por Ordenador o por sus siglas CNC (se puede ver una demostracioacuten en la wiki) Pero existen otras formas de arrancar material para crear una pieza como son
Corte por chorro de agua Se consigue cortar cualquier material haciendo impactar sobre eacuteste un chorro de agua a gran velocidad que produce el acabado deseado El agua estaacute a una presioacuten de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte Es un sistema muy preciso tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura evitando dilataciones y contracciones A cambio resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero)
Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Mecanizado por laacuteser En lugar de un chorro de agua se utiliza un rayo laacuteser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimacioacuten (paso de soacutelido a gas sin fundirse) pero afectando uacutenicamente a la zona cortada y apenas al resto de la pieza
Corte por plasma
Se trata de unmeacutetodo similar al anterior utilizando plasma que es un gas sobrecalentado por encima de 30000ordm C Con eacutesto el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregacioacuten de la materia (soacutelido liacuteguido gas y plasma) como la conductividad eleacutectrica Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequentildea establecer un arco eleacutectrico y presionar sobre el material vaporizado para expulsarlo
Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Fresado quiacutemico
En este caso se somete la superficie a trabajar a la accioacuten de un aacutecido que va a eliminar material Cuando soacutelo se desea atacar algunas zonas se protege el resto con una maacutescara inmune al aacutecido que seraacute eliminada maacutes tarde Mediante este meacutetodo se consiguen las placas de circuito impreso o los antiguos moldes de litograbado
Elaboracioacuten de circuitos impresos eliminando el cobre sobante
Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Unioacuten
En los objetos complejos es maacutes faacutecil fabricar todas las partes para luego unirlas que fabricarlos de una uacutenica pieza Los distintos meacutetodos de unioacuten se clasifican en dos grupos uniones fijas cuando hay que mecanizar la unioacuten para separarlas y uniones desmontables si se pueden desarmar extrayendo el elemento de enlace UNIONES FIJAS o PERMANENTES Roblones y Remaches Son elementos que unen dos piezas planas Para ello se ejecuta un orificio en ambas piezas para pasar despueacutes el robloacuten o el remache a traveacutes del agujero y por uacuteltimo deformar su extremo de forma que ya no se puede desmontar la unioacuten salvo cortando o taladrando el remache El robloacuten estaacute formado por un eje y una cabeza macizos y se deforma el extremo recto
El remache ciego tiene la ventaja de poder instalarlo en agujeros que soacutelo son accesibles desde una cara Estaacute formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo
Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Estas teacutecnicas son muy comunes y se pueden encontrar en multitud de uniones (pulsa en las imaacutegenes para verlas en grande)
Soldadura Esta operacioacuten consiste en unir dos o maacutes piezas cuando interviene la fusioacuten de un material que puede ser de las propias piezas un material antildeadido o ambos Las posibilidades maacutes comunes son o Soldadura blanda Consiste en realizar la unioacuten por la fusioacuten de un material de aporte sin fundir las piezas a unir La maacutes comuacuten es la realizada con una aleacioacuten euteacutectica de estantildeo y plomo pero tambieacuten se usan aleaciones de plata Debido a que las uniones son poco resistentes la soldadura con estantildeo se usa uacutenicamente para la fabricacioacuten de circuitos impresos y para soldar tuberiacuteas de cobre en las instalaciones domeacutesticas de agua aunque se puede usar con cualquier metal corriente excepto el aluminio En este meacutetodo es importante recordar que el calor se aporta a las piezas a unir y el material de aporte se debe fundir sobre ellas
Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Soldadura blanda de estantildeo
o Soldadura por arco eleacutectrico
Las piezas a unir se funden mediante el calor que genera una corriente eleacutectrica normalmente continua Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que tambieacuten se funde para aportar material Con la soldadura por arco se alcanzan entre 3000 y 4000deg C y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosioacuten
A veces la regioacuten de la soldadura es protegida por un gas inerte (suele ser argoacuten) que protege el material fundido de la oxidacioacuten y tambieacuten existe una variedad en que el electrodo que es de tungsteno uacutenicamente sirve para crear el arco y se precisan varillas de
material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

material de aporte se trata de la conocida como soldadura TIG(Tungsten Inert Gas)
o Soldadura por resistencia En este caso el calor se genera al pasar corriente eleacutectrica de una pieza a otra La maacutes conocida de este tipo es la soldadura por puntos ampliamente usada en automocioacuten La corriente pasa a traveacutes de dos electrodos de cobre hasta las chapas a unir y tras un cierto tiempo fijado para que uacutenicamente se fundan las superficies en contacto los electrodos tambieacuten sirven para aplicar presioacuten y completar la soldadura
Soldadura por puntos
o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

o Soldadura oxiacetileacutenica o autoacutegena En este caso el calor necesario para fundir las piezas se obtiene de la combustioacuten de acetileno y oxiacutegeno que se mezclan y salen a traveacutes de la boquilla de un soplete Con este meacutetodo se llegan a alcanzar 5000deg C aunque lo normal es trabajar a 3000ordm C La llama menos concentrada que un arco eleacutectrico causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsioacuten de soldadura Por esta razoacuten industrialmente este meacutetodo se usa para cortar metales y se denomina oxicorte
Adhesivos o pegamentos Es un meacutetodo que se basa en interponer una sustancia entre las dos superficies a unir La resistencia de la unioacuten depende tanto del propio material adhesivo como de la unioacuten de eacuteste con las superficies
Rotura de adhesivos
Los adhesivos maacutes sencillos no reaccionan quiacutemicamente con las piezas como en el caso de la cola de contacto (es un caucho ligero con
un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

un disolvente que mejora la introduccioacuten de aqueacutel en las microrugosidades de las superficie a unir) o los termopegamentos (polietileno que se funde con calor) Los adhesivos de altas prestaciones suelen ser plaacutesticos termoestables que siacute reaccionan quiacutemicamente con la superficie en la que se aplican teniendo ademaacutes elevada resistencia por siacute mismos Son los pegamentos de dos compomentes uno de los cuales provoca la reaccioacuten de curado (epoxi o poliuretanos) o bien plaacutesticos sinteacuteticos (como el cianoacrilato) Para mejorar la adherencia siempre se tratan las superficies para aumentar su rugosidad por lijado o por accioacuten de aacutecidos
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja que pesan poquiacutesimo y tienen elevada resistencia Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones
UNIONES DESMONTABLES Tornillos Son los elementos que constan de una cabeza y una cantildea con rosca triangular Mediante una fuerza de torsioacuten ejercida en su cabeza con una llave o con un destornillador adecuados se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca
Tornillo en agujero ciego
Tornillo y tuerca
Espaacuterrago
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula
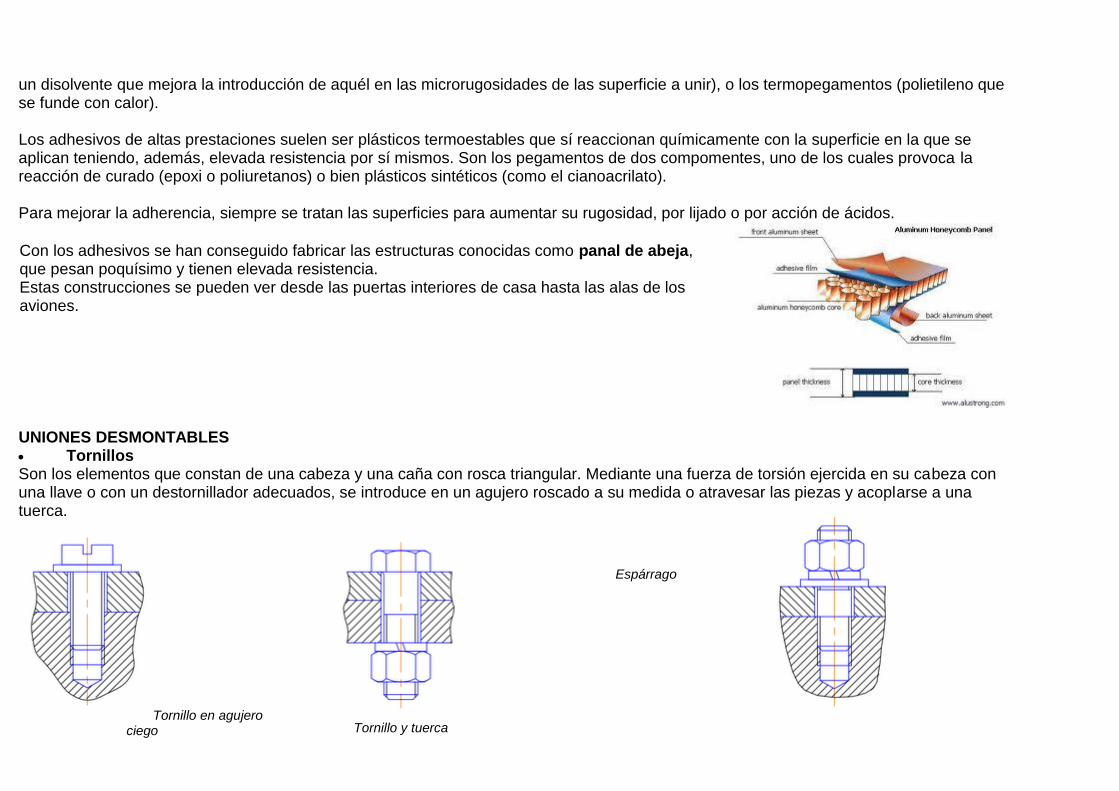
Las roscas maacutes frecuentes para tornillos de unioacuten tienen perfil triangular con tamantildeos y aacutengulos fijos por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamantildeo Por ello los dos se identifican mediante la letra M (rosca meacutetrica) seguida del diaacutemetro de la rosca y la longitud del vaacutestago (todas las longitudes expresadas en mm)
M 10 x 15
El disentildeo de las cabezas de los tornillos responde en general a dos necesidades por un lado conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme por otro lado evitar que el tornillo pueda desenroscarse con un destornillador convencional dificultando asiacute que personal no autorizado acceda al interior Las cabezas maacutes tiacutepicas son
Hexagonal (a) redonda con ranura (b) avellanada con ranura (c) ranurada ciliacutendrica (d) avellanada Allen (e) avellanada Phillips o de estrella (f) ciliacutendrica moleteada para apriete manual (g) En la industria se fijan valores de apriete para la instalacioacuten de los tornillos y evitar su aflojamiento Este valor se da mediante el par de apriete que se da en Newton x metro (Nmiddotm) y se aplican mediante una llave dinamomeacutetrica
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula
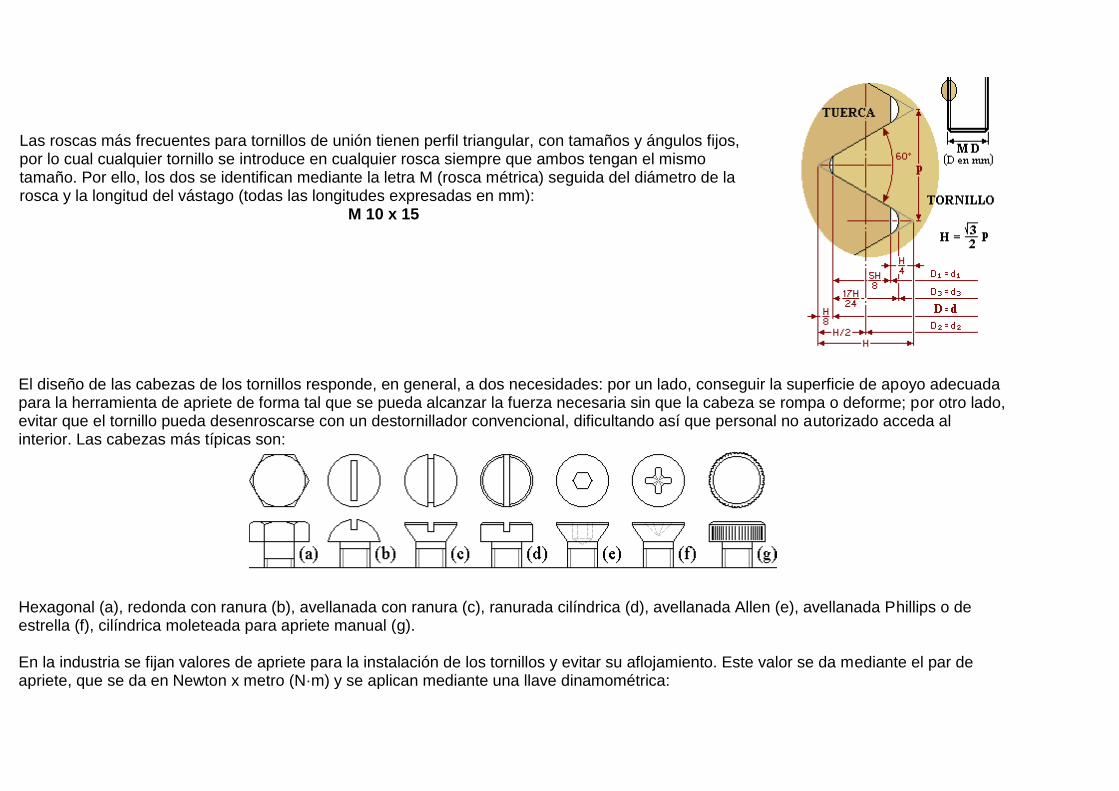
Llave dinamomeacutetrica
Escala de medida
Los paiacuteses anglosajones tienen ademaacutes otro estaacutendar con aacutengulo y medidas distintas llamado rosca Withworth con medidas expresadas en pulgadas que tambieacuten se aplica en Espantildea para la fontaneriacutea Ajustes Es la forma en que dos piezas se acoplan entre siacute de tal forma que una encaja en un la otra evitando que se separen Las piezas que intervienen a veces se denominan macho y hembra Las piezas macho o eje son aquellas cuya cara externa ajustaraacute por la parte interna de la pieza hembra o agujero El ajuste estaacute relacionado con los tamantildeos de ambas piezas Si el eje tiene un tamantildeo menor que el agujero tendremos un ajuste holgado o con juego Si el eje es ligeramente superior que el agujero habraacute que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate Tras introducir una en la otra y recuperar la temperatura ambiente las dos piezas quedaraacuten con ajuste forzado o aprieto Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir y aparecen juegos deslizantes giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una roacutetula
Deslizante
Giratorio
Roacutetula

Giratorio
Roacutetula