aproximacion al tratamiento de alivio de tensiones mediante vibracion
TRANSCRIPT

Aproximación la Alivio
de tensiones mediante
vibración (VSR) Aproximación a tecnologías emergentes
Las tensiones residuales se generan por diferentes motivos: en fundiciones,
mediante las fuerzas de contracción que surgen a medida que la pieza se
solidifica; en la elaboración de metales, debido a las características elásticas del
material; al cortar metal, por la acción cortante que va siempre acompañada de
deformación; al soldar, debido a la expansión y contracción del material; al
mecanizar, etc. El alivio de tensiones por vibración se está convirtiendo en una
alternativa real y efectiva al tratamiento térmico por horno.
2012
Unidad de Materiales y Tratamientos Superficiales
AIMME
13/06/2012

Aproximación al tratamiento de alivio de tensiones mediante vibración
AIMME - Instituto Tecnológico Metalmecánico
http://www.aimme.es
Aproximación al
mediante vibración (VSR)
1. Introducción
1.1. Definición de tensiones residuales
Las tensiones residuales de un material o componente son las tensiones que
cuando no hay (y a veces cuando ni siquiera han habido anteriormente) solicitaciones o cargas
externas. Los procesos de conformado son las causas más comunes que provocan tensiones
residuales. Virtualmente todos los procesos de conformado, so
moldeado, tratamientos térmicos, etc.
pueden ser introducidas también más tarde a lo largo de la vida de la estructura por
procedimientos de instalación o montaje, por sobrecargas
asentamiento del suelo o estructuras subterráneas, o por cargas muertas que puedan llegar a
ser parte integrante de la estructura.
Pueden dividirse en dos grandes grupos: macro y microtensiones, pudiendo hallarse ambas
presentes al mismo tiempo
tensiones Tipo I, varían dentro del material de la pieza a lo largo de una distancia mucho
mayor que el tamaño de grano. Por el contrario, el origen de las microtensiones se debe
buscar en diferencias en la microestructura del material. A su vez estas tensiones suelen ser
divididas en dos grupos; Tipo II y Tipo III. Las tensiones residuales Tipo II varían en la escala de
un grano mientras las de Tipo III corresponden a las tensione
surgiendo dentro de un grano como consecuencia de la presencia de las dislocaciones u otros
defectos cristalinos. Estas micro tensiones a menudo tienen su origen en la presencia de
diferentes fases o constituyentes en un materi
Figura 1.
tratamiento de alivio de tensiones mediante vibración
Instituto Tecnológico Metalmecánico http://observatorio.aimme.es
Aproximación al tratamiento de alivio de tensiones
mediante vibración (VSR)
Definición de tensiones residuales
Las tensiones residuales de un material o componente son las tensiones que
cuando no hay (y a veces cuando ni siquiera han habido anteriormente) solicitaciones o cargas
externas. Los procesos de conformado son las causas más comunes que provocan tensiones
residuales. Virtualmente todos los procesos de conformado, soldadura, mecanizado,
moldeado, tratamientos térmicos, etc., introducen tensiones residuales y en algunas ocasiones
pueden ser introducidas también más tarde a lo largo de la vida de la estructura por
procedimientos de instalación o montaje, por sobrecargas ocasionales, por efectos de
asentamiento del suelo o estructuras subterráneas, o por cargas muertas que puedan llegar a
ser parte integrante de la estructura.
ueden dividirse en dos grandes grupos: macro y microtensiones, pudiendo hallarse ambas
(Figura 1). Las macro tensiones, que a menudo se denominan
tensiones Tipo I, varían dentro del material de la pieza a lo largo de una distancia mucho
mayor que el tamaño de grano. Por el contrario, el origen de las microtensiones se debe
buscar en diferencias en la microestructura del material. A su vez estas tensiones suelen ser
divididas en dos grupos; Tipo II y Tipo III. Las tensiones residuales Tipo II varían en la escala de
un grano mientras las de Tipo III corresponden a las tensiones generadas a nivel atómico,
surgiendo dentro de un grano como consecuencia de la presencia de las dislocaciones u otros
defectos cristalinos. Estas micro tensiones a menudo tienen su origen en la presencia de
diferentes fases o constituyentes en un material [1].
Figura 1. Diferentes tipos de tensiones residuales [2]
http://observatorio.aimme.es
2 de 8
tratamiento de alivio de tensiones
Las tensiones residuales de un material o componente son las tensiones que existen en él
cuando no hay (y a veces cuando ni siquiera han habido anteriormente) solicitaciones o cargas
externas. Los procesos de conformado son las causas más comunes que provocan tensiones
ldadura, mecanizado,
introducen tensiones residuales y en algunas ocasiones
pueden ser introducidas también más tarde a lo largo de la vida de la estructura por
ocasionales, por efectos de
asentamiento del suelo o estructuras subterráneas, o por cargas muertas que puedan llegar a
ueden dividirse en dos grandes grupos: macro y microtensiones, pudiendo hallarse ambas
. Las macro tensiones, que a menudo se denominan
tensiones Tipo I, varían dentro del material de la pieza a lo largo de una distancia mucho
mayor que el tamaño de grano. Por el contrario, el origen de las microtensiones se debe
buscar en diferencias en la microestructura del material. A su vez estas tensiones suelen ser
divididas en dos grupos; Tipo II y Tipo III. Las tensiones residuales Tipo II varían en la escala de
s generadas a nivel atómico,
surgiendo dentro de un grano como consecuencia de la presencia de las dislocaciones u otros
defectos cristalinos. Estas micro tensiones a menudo tienen su origen en la presencia de

Aproximación al tratamiento de alivio de tensiones mediante vibración
AIMME - Instituto Tecnológico Metalmecánico
http://www.aimme.es
1.2. Tratamientos de las tensiones
Las tensiones residuales pueden llegar a tener valores elevados y no permisibles por lo que es
necesario reducirlas o eliminarlas, existiendo
dos grandes campos (figura 2)
1) Mecánicos: shot peening, hammer peening, needle peening, ultrasonic peening
2) No mecánicos: térmicos y por vibraciones
Figura 2.
El alivio de tensiones mediante tratamiento térmico se realiza calentando la pieza o unión
soldada a una temperatura y a un periodo de tiempo determinado. Se recomienda un
calentamiento gradual uniforme de toda la pieza, un
determinada (que en el caso de los aceros es alrededor de 600
pulgada de espesor), seguido de un enfriamiento igualmente gradual y uniforme. Cuando el
material es sometido a un calentamiento, se produce en él una disminución de su límit
elástico; como las tensiones residuales
longitudinales) pueden alcanzar valores muy cercanos a éste, el nivel de las tensiones
residuales se reducirá al redistribuirse para mantener el equilibrio de fuerzas
posible que se presenten mecanismos de termofluencia que relajen las tensiones durante el
tratamiento térmico; sin embargo, para alcanzar un efecto importante se requieren
permanencias prolongadas que no siempre son posibles en la práctica.
Para el alivio de tensiones por
vibraciones.
1.2.1. Alivio de tensiones mediante vibración (VSR)
La posibilidad de utilizar las vibraciones para aliviar las tensiones se descubrió alrededor de
1943, durante la Segunda Guerra Mundial, cuando unas construcciones soldadas que se
transportaron desde el taller de soldadura al taller de máquinas por
una menor distorsión cuando se mecanizaron. A medida que la guerra avanzaba, los al
introdujeron el “transporte después de la soldadura” en componentes de precisión de gran
tamaño. Los ingenieros no sabían por qué ocurría este fenómeno, pero pensaron que era a
consecuencia de los movimientos en la pieza de trabajo y comenzaron a ex
tratamiento de alivio de tensiones mediante vibración
Instituto Tecnológico Metalmecánico http://observatorio.aimme.es
tensiones residuales
Las tensiones residuales pueden llegar a tener valores elevados y no permisibles por lo que es
necesario reducirlas o eliminarlas, existiendo diferentes métodos los cuales son agrupados en
(figura 2):
Mecánicos: shot peening, hammer peening, needle peening, ultrasonic peening
No mecánicos: térmicos y por vibraciones
Figura 2. Métodos de alivio de tensiones [3]
o de tensiones mediante tratamiento térmico se realiza calentando la pieza o unión
soldada a una temperatura y a un periodo de tiempo determinado. Se recomienda un
calentamiento gradual uniforme de toda la pieza, un tiempo de permanencia
(que en el caso de los aceros es alrededor de 600 °C durante una hora por
pulgada de espesor), seguido de un enfriamiento igualmente gradual y uniforme. Cuando el
material es sometido a un calentamiento, se produce en él una disminución de su límit
elástico; como las tensiones residuales de los cordones de soldadura (especialmente las
longitudinales) pueden alcanzar valores muy cercanos a éste, el nivel de las tensiones
residuales se reducirá al redistribuirse para mantener el equilibrio de fuerzas
posible que se presenten mecanismos de termofluencia que relajen las tensiones durante el
tratamiento térmico; sin embargo, para alcanzar un efecto importante se requieren
permanencias prolongadas que no siempre son posibles en la práctica.
ra el alivio de tensiones por tratamientos mecánicos tenemos el de preestirado
Alivio de tensiones mediante vibración (VSR)
La posibilidad de utilizar las vibraciones para aliviar las tensiones se descubrió alrededor de
durante la Segunda Guerra Mundial, cuando unas construcciones soldadas que se
transportaron desde el taller de soldadura al taller de máquinas por tren y camión presentaron
una menor distorsión cuando se mecanizaron. A medida que la guerra avanzaba, los al
introdujeron el “transporte después de la soldadura” en componentes de precisión de gran
tamaño. Los ingenieros no sabían por qué ocurría este fenómeno, pero pensaron que era a
consecuencia de los movimientos en la pieza de trabajo y comenzaron a ex
http://observatorio.aimme.es
3 de 8
Las tensiones residuales pueden llegar a tener valores elevados y no permisibles por lo que es
diferentes métodos los cuales son agrupados en
Mecánicos: shot peening, hammer peening, needle peening, ultrasonic peening
o de tensiones mediante tratamiento térmico se realiza calentando la pieza o unión
soldada a una temperatura y a un periodo de tiempo determinado. Se recomienda un
tiempo de permanencia a temperatura
C durante una hora por
pulgada de espesor), seguido de un enfriamiento igualmente gradual y uniforme. Cuando el
material es sometido a un calentamiento, se produce en él una disminución de su límite
los cordones de soldadura (especialmente las
longitudinales) pueden alcanzar valores muy cercanos a éste, el nivel de las tensiones
residuales se reducirá al redistribuirse para mantener el equilibrio de fuerzas. También es
posible que se presenten mecanismos de termofluencia que relajen las tensiones durante el
tratamiento térmico; sin embargo, para alcanzar un efecto importante se requieren
el de preestirado y mediante
La posibilidad de utilizar las vibraciones para aliviar las tensiones se descubrió alrededor de
durante la Segunda Guerra Mundial, cuando unas construcciones soldadas que se
camión presentaron
una menor distorsión cuando se mecanizaron. A medida que la guerra avanzaba, los alemanes
introdujeron el “transporte después de la soldadura” en componentes de precisión de gran
tamaño. Los ingenieros no sabían por qué ocurría este fenómeno, pero pensaron que era a
consecuencia de los movimientos en la pieza de trabajo y comenzaron a experimentar y

Aproximación al tratamiento de alivio de tensiones mediante vibración
AIMME - Instituto Tecnológico Metalmecánico
http://www.aimme.es
desarrollar métodos para generar los movimientos de una manera más controlada. Los
estadounidenses también descubrieron que a través de las vibraciones inducidas en el
material, las construcciones ganaban en precisión.
El alivio de tensiones por vibración es un método relativamente simple que induce vibraciones
armónicas o sub-armónicas con gran amplitud en el material. El equipo habitual consta de una
fuente eléctrica con una unidad de control, un motor eléctrico que gira excéntric
la fuerza) y un acelerómetro (transductor) que registra el flujo de frecuencia a través de la
pieza de trabajo (Figura 3).
Figura 3. Esquema de un equipo de alivio de tensiones por vibración
Todos los metales tienen una frecuencia armónica. El
se expone a un impacto repentino de ejemplo al martillar sobre una viga. Después del golpe, el
metal vibra hasta que toda la energía se disipa a través de la fricción interna. El alivio de
tensiones por vibración afec
encuentra dentro de la fuente de vibración; ya que utiliza un motor eléctrico que genera un
suministro constante de vibraciones. Cuando una pieza de trabajo se hace vibrar, el calor se
acumula y causa un incremento infinitesimal de la temperatura en el interior del material,
induciendo la energía suficiente para que las dislocaciones se reposicionen y vuelvan a un nivel
de tensiones menor. De esta manera las tensiones residuales se reducen en el
Las vibraciones se inducen en la pieza de trabajo de dos maneras. Si la pieza de trabajo es lo
suficientemente grande, el vibrador se puede conectar directamente en
trabajo tiene que estar aislad
vibraciones se extiendan a los alrededores. Otra forma es unir el vibrador a una mesa donde
este anclada una o más pieza
permitiendo el alivio de tensiones
están siempre ancladas a una tabla o mesa de trabajo para garantizar
armónica no esté fuera del rango
material, tamaño y forma de la pie
en el intervalo de 0-100Hz. El tiempo para el tratamiento de vibración es a menudo menos de
30 minutos (Figura 4). Se sabe que la aplicación en la que han demostrado mayor efectividad
es en el control dimensional de estructuras soldadas [5].
tratamiento de alivio de tensiones mediante vibración
Instituto Tecnológico Metalmecánico http://observatorio.aimme.es
desarrollar métodos para generar los movimientos de una manera más controlada. Los
estadounidenses también descubrieron que a través de las vibraciones inducidas en el
material, las construcciones ganaban en precisión.
or vibración es un método relativamente simple que induce vibraciones
con gran amplitud en el material. El equipo habitual consta de una
fuente eléctrica con una unidad de control, un motor eléctrico que gira excéntric
a fuerza) y un acelerómetro (transductor) que registra el flujo de frecuencia a través de la
Esquema de un equipo de alivio de tensiones por vibración
Todos los metales tienen una frecuencia armónica. El metal vibrará a esta frecuencia cuando
se expone a un impacto repentino de ejemplo al martillar sobre una viga. Después del golpe, el
metal vibra hasta que toda la energía se disipa a través de la fricción interna. El alivio de
tensiones por vibración afecta el material similar al golpe de martillo. La diferencia se
encuentra dentro de la fuente de vibración; ya que utiliza un motor eléctrico que genera un
suministro constante de vibraciones. Cuando una pieza de trabajo se hace vibrar, el calor se
causa un incremento infinitesimal de la temperatura en el interior del material,
induciendo la energía suficiente para que las dislocaciones se reposicionen y vuelvan a un nivel
de tensiones menor. De esta manera las tensiones residuales se reducen en el
en la pieza de trabajo de dos maneras. Si la pieza de trabajo es lo
el vibrador se puede conectar directamente en
trabajo tiene que estar aislada del suelo con almohadillas de caucho para
a los alrededores. Otra forma es unir el vibrador a una mesa donde
piezas de trabajo y también estará aislada por almohadillas de goma
tensiones de manera simultánea. Las piezas pequeñas
están siempre ancladas a una tabla o mesa de trabajo para garantizar que la frecuencia
rango del vibrador. La frecuencia de las vibraciones depende del
material, tamaño y forma de la pieza de trabajo. Por lo general, la frecuencia de vibración está
100Hz. El tiempo para el tratamiento de vibración es a menudo menos de
Se sabe que la aplicación en la que han demostrado mayor efectividad
control dimensional de estructuras soldadas [5].
http://observatorio.aimme.es
4 de 8
desarrollar métodos para generar los movimientos de una manera más controlada. Los
estadounidenses también descubrieron que a través de las vibraciones inducidas en el
or vibración es un método relativamente simple que induce vibraciones
con gran amplitud en el material. El equipo habitual consta de una
fuente eléctrica con una unidad de control, un motor eléctrico que gira excéntrica (inductor de
a fuerza) y un acelerómetro (transductor) que registra el flujo de frecuencia a través de la
Esquema de un equipo de alivio de tensiones por vibración [4]
metal vibrará a esta frecuencia cuando
se expone a un impacto repentino de ejemplo al martillar sobre una viga. Después del golpe, el
metal vibra hasta que toda la energía se disipa a través de la fricción interna. El alivio de
ta el material similar al golpe de martillo. La diferencia se
encuentra dentro de la fuente de vibración; ya que utiliza un motor eléctrico que genera un
suministro constante de vibraciones. Cuando una pieza de trabajo se hace vibrar, el calor se
causa un incremento infinitesimal de la temperatura en el interior del material,
induciendo la energía suficiente para que las dislocaciones se reposicionen y vuelvan a un nivel
de tensiones menor. De esta manera las tensiones residuales se reducen en el material.
en la pieza de trabajo de dos maneras. Si la pieza de trabajo es lo
el vibrador se puede conectar directamente en ella. La pieza de
para impedir que las
a los alrededores. Otra forma es unir el vibrador a una mesa donde
por almohadillas de goma,
simultánea. Las piezas pequeñas tienen que
que la frecuencia
vibrador. La frecuencia de las vibraciones depende del
za de trabajo. Por lo general, la frecuencia de vibración está
100Hz. El tiempo para el tratamiento de vibración es a menudo menos de
Se sabe que la aplicación en la que han demostrado mayor efectividad

Aproximación al tratamiento de alivio de tensiones mediante vibración
AIMME - Instituto Tecnológico Metalmecánico
http://www.aimme.es
Figura 4. Tiempo vs peso de la pieza para conocer el tiempo necesario a vibración [6]
Actualmente hay dos tipos de métodos
Durante el primer método se hace
frecuencia cero a la frecuencia máxima, por ejemplo 0
es analizada y su frecuencia armónica registrada. Por lo general,
frecuencias. El vibrador se ajusta y se cambia la velocidad a un
frecuencia armónica. La vibración sigue un
de esto la velocidad del vibrador se incrementa a una que es igual a la
armónica superior y el proceso se repite.
El otro método, llamado sub-
registran las frecuencias armónicas
ligeramente por debajo del armónico, generalmente
y estabiliza la primera frecuencia
tensiones residuales. El tiempo para que esto ocurra es de aproximadamente 20
dependiendo del tamaño de la pieza de trabajo
Figura 6. Procedimiento de operación del
tratamiento de alivio de tensiones mediante vibración
Instituto Tecnológico Metalmecánico http://observatorio.aimme.es
Tiempo vs peso de la pieza para conocer el tiempo necesario a vibración [6]
Actualmente hay dos tipos de métodos disponibles de alivio de tensiones por vibración
Durante el primer método se hace una vibrado y barrido lento la pieza de trabajo
frecuencia cero a la frecuencia máxima, por ejemplo 0-100Hz durante 8 minutos. La respuesta
es analizada y su frecuencia armónica registrada. Por lo general, se registran dos o tres de esas
ias. El vibrador se ajusta y se cambia la velocidad a una que sea igual a la
frecuencia armónica. La vibración sigue un tiempo dado, por lo general 10 minutos. Después
de esto la velocidad del vibrador se incrementa a una que es igual a la siguiente frecuencia
y el proceso se repite.
-resonante, tiene el mismo procedimiento de iniciación
las frecuencias armónicas y luego, la frecuencia de las vibraciones se mantiene
armónico, generalmente por debajo de 4Hz. Cuando
frecuencia, significa que se ha relajado la pieza de trabajo
tensiones residuales. El tiempo para que esto ocurra es de aproximadamente 20
dependiendo del tamaño de la pieza de trabajo (Figura 6).
Procedimiento de operación del método de alivio de tensiones sub
http://observatorio.aimme.es
5 de 8
Tiempo vs peso de la pieza para conocer el tiempo necesario a vibración [6]
disponibles de alivio de tensiones por vibración.
o la pieza de trabajo desde la
100Hz durante 8 minutos. La respuesta
dos o tres de esas
igual a la primera
dado, por lo general 10 minutos. Después
siguiente frecuencia
rocedimiento de iniciación donde se
frecuencia de las vibraciones se mantiene
4Hz. Cuando se disminuye
la pieza de trabajo desde las
tensiones residuales. El tiempo para que esto ocurra es de aproximadamente 20-30 minutos,
sub-resonante [7].
Aproximación al tratamiento de alivio de tensiones mediante vibración
AIMME - Instituto Tecnológico Metalmecánico
http://www.aimme.es
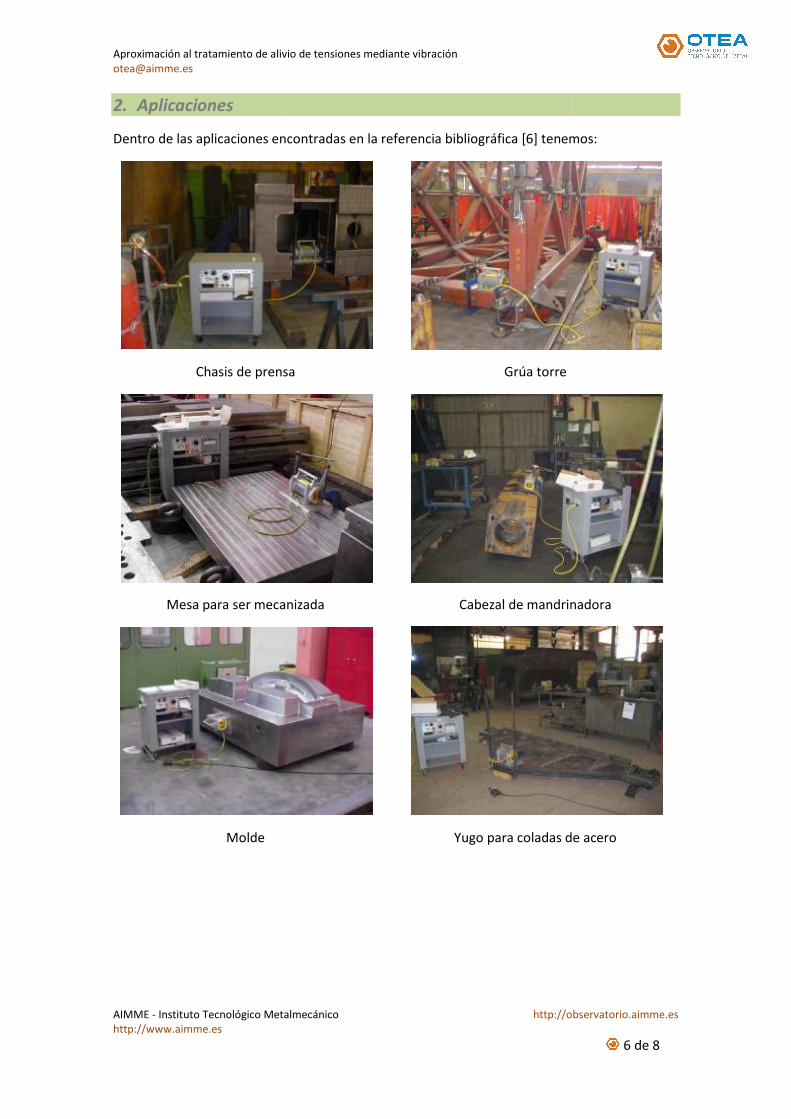
2. Aplicaciones
Dentro de las aplicaciones encontradas en
Chasis de prensa
Mesa para ser mecanizada
Molde
tratamiento de alivio de tensiones mediante vibración
Instituto Tecnológico Metalmecánico http://observatorio.aimme.es
encontradas en la referencia bibliográfica [6] tenemos:
Chasis de prensa Grúa torre
Mesa para ser mecanizada Cabezal de mandrinadora
Yugo para coladas de acero
http://observatorio.aimme.es
6 de 8
] tenemos:
Cabezal de mandrinadora
Yugo para coladas de acero

Aproximación al tratamiento de alivio de tensiones mediante vibración
AIMME - Instituto Tecnológico Metalmecánico
http://www.aimme.es
Tubería soldada
3) Ventajas frente a las alternativas tradicionales
A diferencia de los métodos para alivio de tensiones por tratamiento térmico, este método
presenta las diferentes ventajas:
• El equipo es compacto y portátil, de este modo, puede moverse a cualquier p
planta de producción o incluso a trasladarlo fácilmente a otras em
• Los costes de inversión, funcionamiento y mantenimiento son bajos.
• El proceso dura entre 15 y 30 minutos por ubicación, según el peso y configuración del
componente o estructura.
• Es fácil de usar y no requiere la necesidad de extensas instrucciones
• Se puede usar en una amplia gama de materiales.
• No tiene efectos negativos en el material.
La tabla 1 hace una comparativa del alivio de tensiones por vibración con el método
convencional.
Método
Tiempo de ciclo
Automatización
Espacio utilizado
Movilidad
Costes de
operación/mantenimiento
Efectos medioambientales
Otros
tratamiento de alivio de tensiones mediante vibración
Instituto Tecnológico Metalmecánico http://observatorio.aimme.es
Tubería soldada Utillaje de aluminio para alas de avión
Ventajas frente a las alternativas tradicionales
métodos para alivio de tensiones por tratamiento térmico, este método
presenta las diferentes ventajas:
El equipo es compacto y portátil, de este modo, puede moverse a cualquier p
planta de producción o incluso a trasladarlo fácilmente a otras empresas.
Los costes de inversión, funcionamiento y mantenimiento son bajos.
El proceso dura entre 15 y 30 minutos por ubicación, según el peso y configuración del
componente o estructura.
Es fácil de usar y no requiere la necesidad de extensas instrucciones para el operario.
Se puede usar en una amplia gama de materiales.
No tiene efectos negativos en el material.
La tabla 1 hace una comparativa del alivio de tensiones por vibración con el método
Alivio de tensiones por
tratamiento térmico
Alivio de tensiones por
vibración
Alto (horas) 15-30 minutos
Alto grado Potencialmente alta
Grande Pequeño
Poca o ninguna Equipo móvil
100.000 €/año 10.000
Altos Bajos
Posible cambio de las
propiedades del material
Se requieren ensayos antes
de comprarlo, posibilidad de
registrar los datos,
http://observatorio.aimme.es
7 de 8
Utillaje de aluminio para alas de avión
métodos para alivio de tensiones por tratamiento térmico, este método
El equipo es compacto y portátil, de este modo, puede moverse a cualquier parte de la
El proceso dura entre 15 y 30 minutos por ubicación, según el peso y configuración del
para el operario.
La tabla 1 hace una comparativa del alivio de tensiones por vibración con el método
Alivio de tensiones por
vibración
0 minutos
Potencialmente alta
Pequeño
Equipo móvil
10.000 €/año
Bajos
Se requieren ensayos antes
de comprarlo, posibilidad de
registrar los datos,

Aproximación al tratamiento de alivio de tensiones mediante vibración
AIMME - Instituto Tecnológico Metalmecánico
http://www.aimme.es
4) Referencias
[1] A. M. Irisarri. Efecto de las tensiones residuales sobre las prestaciones de diversos
componentes. Anales de Mecánica de la Fractura Vol. I
[2] P. J. Withers and H. K. D. H. Bhadeshia
Materials Science and Technology
[3] Tim Wessel. Stress Relieving Welds
[4] http://www.gigabiz.co.uk/
[5] F. Casanova, D. Henao, F. Franco.
tratamiento de alivio de tensiones mediante vibraciones.
Vol. 28, Nº 1, 2008, 22-25.
[6] http://www.metronicnet.com/pdf/Presentacion_estabilizador.pdf
[7] Stefan Lindqvist, Jonas Holmgren. Alternative Methods for
Science Programme, Mechanical Engineering
Applied Physics and Mechanical Engineering
tratamiento de alivio de tensiones mediante vibración
Instituto Tecnológico Metalmecánico http://observatorio.aimme.es
. Efecto de las tensiones residuales sobre las prestaciones de diversos
Anales de Mecánica de la Fractura Vol. I, 2006, 245-250.
P. J. Withers and H. K. D. H. Bhadeshia. Residual stress Part 1 – Measurement techniques
d Technology, 2001, Vol. 17, 355-365.
Stress Relieving Welds. US Army Corps of Engineers
http://www.gigabiz.co.uk/
] F. Casanova, D. Henao, F. Franco. Control dimensional de uniones soldadas utilizando
tratamiento de alivio de tensiones mediante vibraciones. Revista Ingeniería e
http://www.metronicnet.com/pdf/Presentacion_estabilizador.pdf
[7] Stefan Lindqvist, Jonas Holmgren. Alternative Methods for Heat Stress Relief
Mechanical Engineering, Luleå University of Technology
ics and Mechanical Engineering, 2007, 84 págs.
http://observatorio.aimme.es
8 de 8
. Efecto de las tensiones residuales sobre las prestaciones de diversos
Measurement techniques.
Control dimensional de uniones soldadas utilizando
ngeniería e Investigación,
Heat Stress Relief. Master of
Luleå University of Technology. Department of