aplicación de las 7 herramientas para el mejoramiento de la calidad del pan hamburguesa en...
TRANSCRIPT
APLICACIÓN DE LAS 7 HERRAMIENTAS PARA EL MEJORAMIENTO DE
LA CALIDAD DEL PAN HAMBURGUESA EN PANADERIA AMERICA S.A.C.
EN LA CIUDAD DE JUANJUI
I. INTRODUCCION
Panadería América S.a.c es una empresa que fue creada hace
aproximadamente 30 años, en la ciudad de Juanjui, con la finalidad de bastecer
a la Provincia de Mariscal Cáceres y alrededores de panes de calidad,
preparados con insumos de primera mano. Hoy por hoy es una de las empresas
más importantes no solo en la Provincia, sino también a nivel regional.
Desde un principio la preucupacion de su propietario el empresario Señor Manuel
Meléndez Rondona se ha preocupado en dar un producto de calidad
esforzándose cada dia sin perder los avances tecnológicos y sin descuidar lo
tradicional.
La evolución del concepto de calidad en la industria y en los servicios nos
muestra que pasamos de una etapa donde la calidad solamente se refería al
control final. Para separar los productos malos de los productos buenos, a una
etapa de Control de Calidad en el proceso, con el lema: "La Calidad no se
controla, se fabrica".
Finalmente llegamos a una Calidad de Diseño que significa no solo corregir o
reducir defectos sino prevenir que estos sucedan, como se postula en el enfoque
de la Calidad Total.
El camino hacia la Calidad Total además de requerir el establecimiento de una
filosofía de calidad, crear una nueva cultura, mantener un liderazgo, desarrollar
al personal y trabajar un equipo, desarrollar a los proveedores, tener un enfoque
al cliente y planificar la calidad.
La presente práctica tiene por finalidad detectar los principales defectos en la
producción del pan hamburguesa, siendo estas variedades de pan más
consumidas, para tal finalidad se aplicó las 7 herramientas del control de calidad
de los cuales se obtuvieron valiosos resultados que de una u otra forma ayudara
a mejorar la calidad y el servicio.
II. OBJETIVO
Aplicar insitu las 7 herramientas de la calidad total en el proceso de
elaboración del Pan Hamburguesa en la Panadería América.
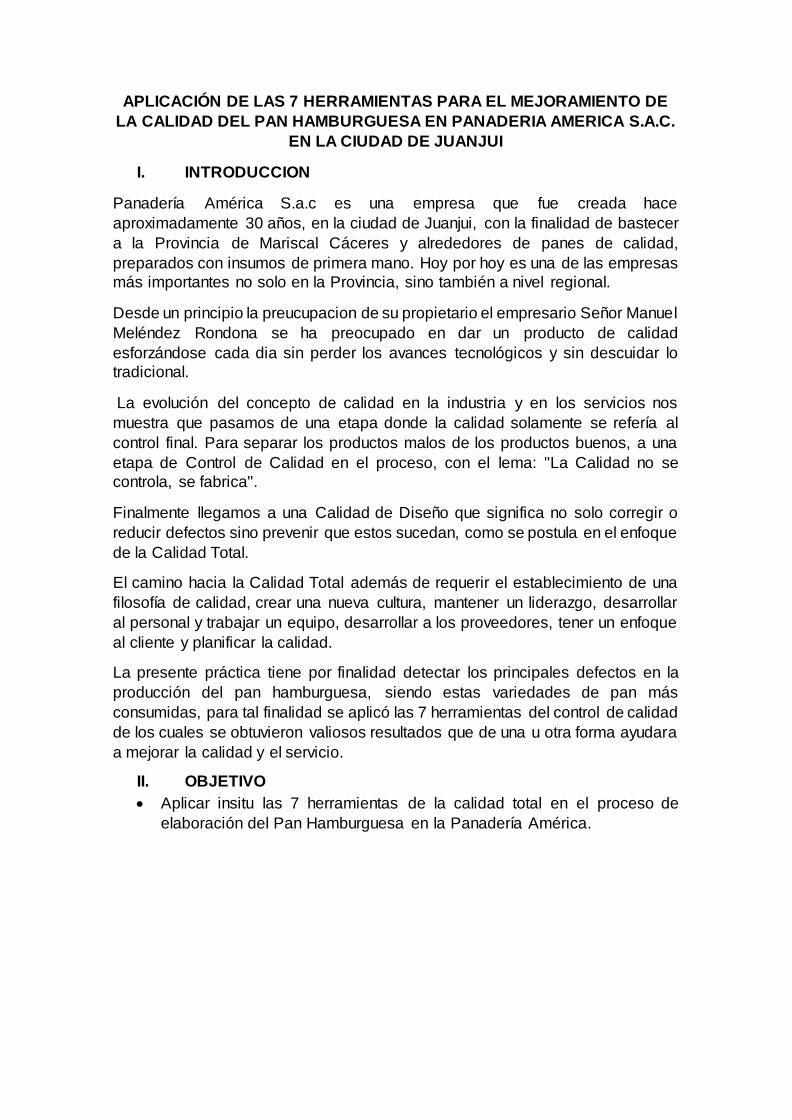
III. REVISION BIBLIOGRAFICA
Según VELSID.
La panadería se basa en la fermentación. El pan se elabora desde tiempos
remotos por lo que es indispensable en la alimentación humana. Su elaboración
siempre ha sido un arte, antes lo hacían pocas familias (era un secreto), el
amasado mecanizado hace común su procesamiento. Actualmente el pan, lo
hacen muchas familias (en forma universal), pero hasta hoy todavía existen
muchos secretos en su elaboración.
En las últimas décadas se da fundamento científico a la panificación, con el
estudio del trigo y sus componentes, determinando que la acción de la GLIADINA
y la GLUTENINA son los responsables del esponjamiento de la masa.
El consumo del PAN, cubre un porcentaje significativo en la dieta alimentaria de
los hombres, llegando hasta un 25 a 30% en el caso de Europa y América del
Sur, consumiéndose más en la zona urbana.
PROBLEMAS EN LA ELABORACIÓN DE PAN
Después del horneado del pan, lo que más deseamos es romper o cortar un trozo
para escuchar a la corteza crujir y dejar salir el aroma de un pan casero que nos
reconquista, pero no siempre sale como esperamos, a veces surgen problemas
en la elaboración de pan que nos indican que en algo hemos fallado. En ningún
momento esto debe hacer tirar la toalla a quienes se inician en la elaboración de
pan, conociendo algunos de los problemas más frecuentes que se pueden dar
cuando elaboramos pan, se puede remediar.
Los problemas en la elaboración de pan que vamos a tratar son los que
posiblemente hayan impedido alguna vez que puedas lucir en tu mesa un
suculento servicio de pan por el que los comensales dejan todo.
Hablando de los problemas en la elaboración de pan, uno de los más comunes
es que la corteza ha quedado demasiado blanda, esto puede deberse a la falta
de vapor en el horno. Esto se soluciona fácilmente si se proporciona la humedad
necesaria al horneado, se puede colocar una bandeja con agua en la parte
inferior del horno durante la cocción del pan, también se puede rociar agua con
un pulverizador dos o tres veces durante la cocción, el glaseado del pan y la
pulverización del horno debe realizarse primero antes de introducir el pan en el
horno, y después, tras unos veinte minutos de horneado y una vez más si se
extiende el tiempo de cocción.
El problema contrario puede ser obtener un pan con la corteza demasiado dura,
sucederá si te excedes en la grasa o en la vaporización del horno, este exceso
se remedia pulverizando menos agua en el próximo horneado y el pan ya
elaborado lo podrás disfrutar si lo dejas unas horas dentro de una bolsa de
plástico.
A veces los lados del pan, así como la base o fondo, quedan muy blancos, parece
que les falte cocción. Esto puede ocurrir porque la temperatura del horno era
más baja de lo recomendable o porque la masa del pan se encontraba en un
molde que impedía que el calor penetrara. Esto también tiene remedio, retira el
pan del molde y ponlo boca abajo, hornea cinco o diez minutos más.
Una corteza blanda y clara puede indicar, además de que la temperatura del
horno estuviese demasiado baja, que le falta tiempo de horneado. Nos
aseguramos de que el pan está en su punto golpeando con los nudillos en la
corteza, sonará hueco. Si no sucede, deja cocer unos minutos más y si pones el
pan directamente sobre el calor de la placa del horno mejor.
Por varios motivos puede quedar un pan seco, que se rompe y se desmenuza.
Puede deberse a un exceso de cocción, a una masa con demasiada harina o a
una temperatura del horno demasiado elevada. Contempla estas tres
posibilidades para tu próxima elaboración de pan. A veces, aunque las recetas
se cumplan al dedillo, pueden variar las características de la harina utilizada,
también cada horno actúa de una manera, para controlarlo hay que conocerlo.
Un exceso de líquido en la masa puede proporcionarnos un pan achatado y
denso. Es muy importante trabajar la masa lo suficiente para obtener una textura
adecuada, que la harina se una con el líquido, se desarrolle el gluten, atrapando
aire en su interior. Amasando a mano, dependiendo del pan que se quiera
elaborar, el trabajo debe durar como mínimo diez minutos.
Otros problemas los podemos observar antes de hornear el pan, como que la
masa no sube durante el leudado, difícilmente será porque se ha olvidado
agregar la levadura, pero todo puede pasar. Quizá el problema es que la
levadura estaba caducada, por lo tanto no realizará su función. En un momento
de urgencia puede recuperarse, en breve explicaremos como.
Si la masa se seca durante el levado porque no la hemos cubierto y la humedad
se ha perdido, obtendremos un pan con una corteza frágil, que se desprende del
pan. También puede suceder porque la temperatura del horno es más baja de lo
recomendable y la masa no crece de forma regular. Es imprescindible introducir
el pan en el horno cuando éste ha adquirido la temperatura necesaria, es más,
el horno debe precalentarse a una temperatura ligeramente superior a la del
horneado, pues siempre se pierde algo de calor al abrir la puerta. En el momento
de hornear el pan se pone a la temperatura recomendada y lista.
7 HERRAMIENTAS BASICAS PARA EL CONTROL DE CALIDAD
HOJA DE VERIFICACION O CHECKLIST:
Lo esencial de los datos es que el propósito esté claro y que los datos reflejen la
verdad. Estas hojas de recopilación tienen muchas funciones, pero la principal
es hacer fácil la recopilación de datos y realizarla de forma que puedan ser
usadas fácilmente y analizarlos automáticamente.
De modo general las hojas de recogida de datos tienen las siguientes funciones:
- De distribución de variaciones de variables.
- De clasificación de artículos defectuosos.
- De localización de defectos en las piezas.
- De causas de los defectos.
- De verificación de chequeo o tareas de mantenimiento.
Una secuencia de pasos útiles para aplicar esta hoja en un negocio es la
siguiente:
- Identificar el elemento de seguimiento.
- Definir el alcance de los datos a recoger.
- Fijar la periodicidad de los datos a recolectar.
- Diseñar el formato de la hoja de recogida de datos, de acuerdo con la cantidad
de información a recoger, dejando un espacio para totalizar los datos, que
permita conocer: las fechas de inicio y término, las probables interrupciones, la
persona que recoge la información, fuente, etc.
HISTOGRAMA
El histograma se usa para:
- Obtener una comunicación clara y efectiva de la variabilidad del sistema.
- Mostrar el resultado de un cambio en el sistema.
- Identificar anormalidades examinando la forma.
- Comparar la variabilidad con los límites de especificación.
Procedimientos de elaboración:
1. Reunir datos para localizar por lo menos 50 puntos de referencia.
2. Calcular la variación de los puntos de referencia, restando el dato del mínimo
valor del dato de máximo valor.
3. Calcular el número de barras que se usarán en el histograma (un método
consiste en extraer la raíz cuadrada del número de puntos de referencia).
4. Determinar el ancho de cada barra, dividiendo la variación entre el número de
barras por dibujar.
5. Construir una tabla de frecuencias que organice los puntos de referencia
desde el más bajo hasta el más alto de acuerdo con las fronteras establecidas
por cada barra.
6. Elabore el histograma respectivo.
DIAGRAMA DE PARETO
Según este concepto, si se tiene un problema con muchas causas, podemos
decir que el 20% de las causas resuelven el 80% del problema y el 80% de las
causas solo resuelven el 20% del problema.
Basada en el conocido principio de Pareto, ésta es una herramienta que es
posible identificar lo poco vital dentro de lo mucho que podría ser trivial, ejemplo:
la siguiente figura muestra el número de defectos en el producto manufacturado,
clasificado de acuerdo a los tipos de defectos horizontales.
Procedimientos para elaborar el diagrama de Pareto:
- Decidir el problema a analizar.
- Diseñar una tabla para cuenteo o verificación de datos.
- Recoger los datos y efectuar el cálculo de totales.
- Elaborar una tabla de datos para el diagrama de Pareto con la lista de ítems,
los totales individuales, los totales acumulados, la composición porcentual y los
porcentajes acumulados.
- Jerarquizar los ítems por orden de cantidad llenando la tabla respectiva.
- Dibujar dos ejes verticales y un eje horizontal.
- Construya un gráfico de barras en base a las cantidades y porcentajes de cada
ítem.
- Dibuje la curva acumulada. Para lo cual se marcan los valores acumulados en
la parte superior, al lado derecho de los intervalos de cada ítem, y finalmente una
los puntos con una línea continua.
- Escribir cualquier información necesaria sobre el diagrama.
Para determinar las causas de mayor incidencia en un problema se traza una
línea horizontal a partir del eje vertical derecho, desde el punto donde se indica
el 80% hasta su intersección con la curva acumulada. De ese punto trazar una
línea vertical hacia el eje horizontal. Los ítems comprendidos entre esta línea
vertical y el eje izquierdo constituyen las causas cuya eliminación resuelve el
80% del problema.
DIAGRAMA DE CAUSA Y EFECTO
Los diagramas causa-efecto (o diagramas de espina de pescado o diagramas de
Ishikawa) muestran la relación entre un problema de calidad de importancia clave
y las posibles causas que lo originan. Primero se determinan las categorías de
causas y luego causas específicas en los niveles en que sea necesario.
En un primer paso, lo importante es generar el máximo de causas posibles,
aunque a priori puedan parecer absurdas. Esto puede hacerse mediante
procedimientos de ‘lluvia de ideas’ entre los encargados de aplicar la técnica. En
segundo paso consistirá en ir eliminando las menos probables y quedarse con
las que se consideran causas verdaderas del problemas.
ESTRATIFICACIÓN
Es lo que clasifica la información recopilada sobre una característica de calidad.
Toda la información debe ser estratificada de acuerdo a departamentos y a
acciones específicas con el objeto de asegurarse de los factores asumidos.
Los criterios efectivos para la estratificación son:
- Tipo de defecto.
- Causa y efecto.
- Localización del efecto.
DIAGRAMA DE CORRELACIÓN
• Proporciona la posibilidad de reconocer relaciones
• Causa/Efecto.
• Hace fácil el reconocimiento de correlaciones.
• Ayuda a determinar relaciones dinámicas o estáticas (de mediciones).
• Indica si dos variables (factores o características de calidad) están
relacionados.
¿Cuándo implantarlo?
Esta técnica explora la relación entre una variable y una respuesta para probar
la teoría de que una variable puede influir en la forma en que una respuesta
cambia.
IV. RESULTADOS
4.1. CHECKLIST
Para la aplicación de esta herramienta se hizo la observación de los panes para
así poder determinar los principales defectos, dicho procedimiento lo aplicamos
durante 4 días y obtuvimos como resultado que 5 defectos se repetían los 4 días
de la aplicación en un número considerable y lo registramos en el siguiente
cuadro:
CHECKLIST PANADERIA AMERICA S.A.C
FECHA : 24/04/17 PRODUCTO : Pan Hamburguesa PERIODO :25 – 28/04/17 OPERARIOS: Grupo N°03
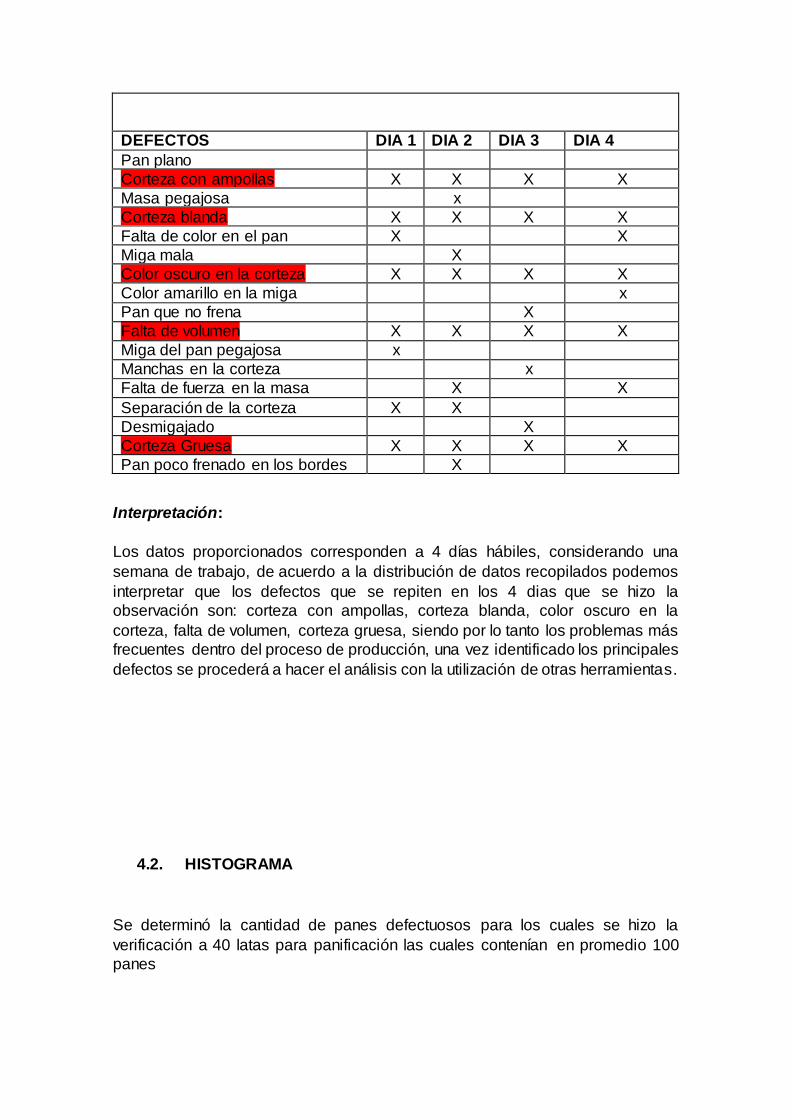
DEFECTOS DIA 1 DIA 2 DIA 3 DIA 4
Pan plano
Corteza con ampollas X X X X
Masa pegajosa x
Corteza blanda X X X X
Falta de color en el pan X X
Miga mala X
Color oscuro en la corteza X X X X
Color amarillo en la miga x
Pan que no frena X
Falta de volumen X X X X
Miga del pan pegajosa x
Manchas en la corteza x
Falta de fuerza en la masa X X
Separación de la corteza X X
Desmigajado X
Corteza Gruesa X X X X
Pan poco frenado en los bordes X
Interpretación:
Los datos proporcionados corresponden a 4 días hábiles, considerando una
semana de trabajo, de acuerdo a la distribución de datos recopilados podemos
interpretar que los defectos que se repiten en los 4 dias que se hizo la
observación son: corteza con ampollas, corteza blanda, color oscuro en la
corteza, falta de volumen, corteza gruesa, siendo por lo tanto los problemas más
frecuentes dentro del proceso de producción, una vez identificado los principales
defectos se procederá a hacer el análisis con la utilización de otras herramientas.
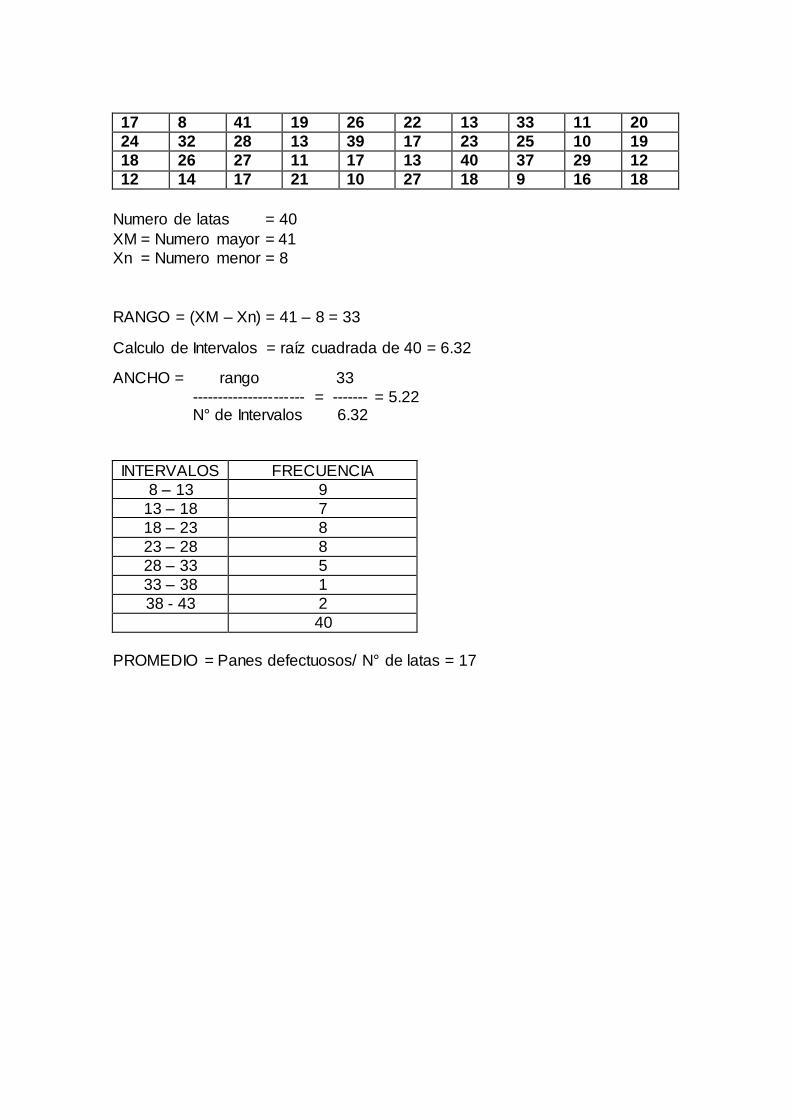
4.2. HISTOGRAMA
Se determinó la cantidad de panes defectuosos para los cuales se hizo la
verificación a 40 latas para panificación las cuales contenían en promedio 100
panes
17 8 41 19 26 22 13 33 11 20
24 32 28 13 39 17 23 25 10 19
18 26 27 11 17 13 40 37 29 12
12 14 17 21 10 27 18 9 16 18
Numero de latas = 40
XM = Numero mayor = 41
Xn = Numero menor = 8
RANGO = (XM – Xn) = 41 – 8 = 33
Calculo de Intervalos = raíz cuadrada de 40 = 6.32
ANCHO = rango 33
---------------------- = ------- = 5.22 N° de Intervalos 6.32
INTERVALOS FRECUENCIA
8 – 13 9
13 – 18 7
18 – 23 8
23 – 28 8
28 – 33 5
33 – 38 1
38 - 43 2
40
PROMEDIO = Panes defectuosos/ N° de latas = 17
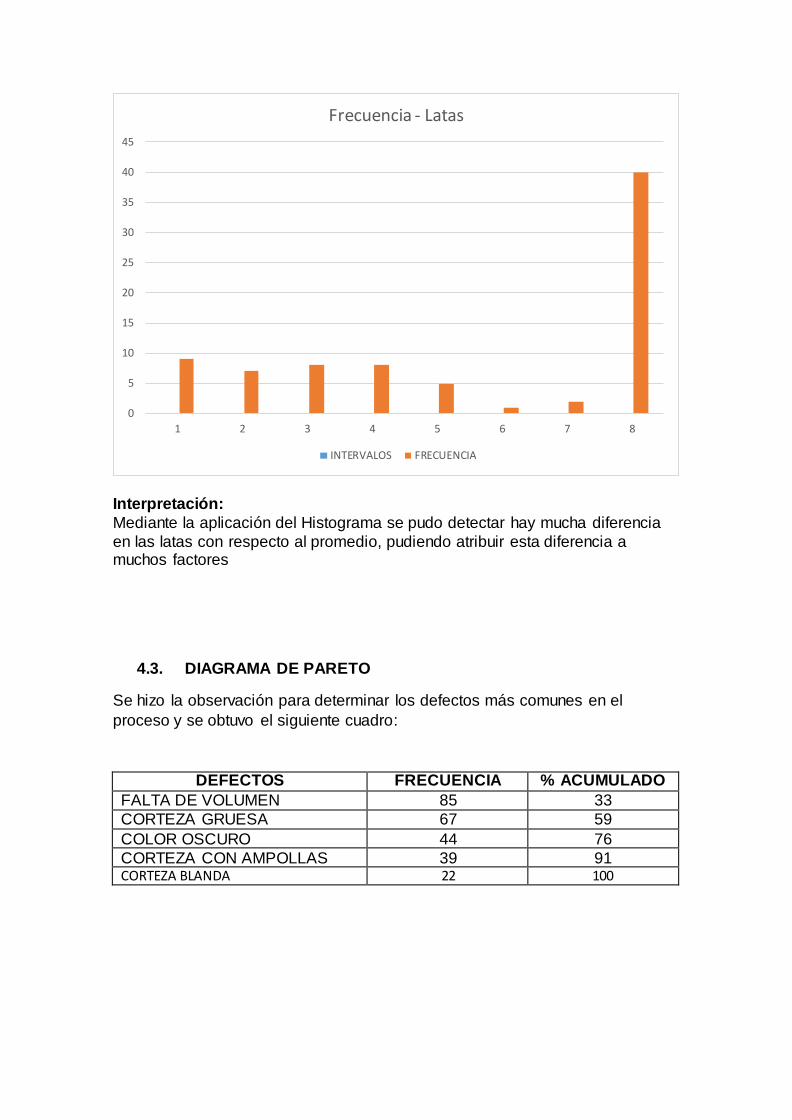
Interpretación:
Mediante la aplicación del Histograma se pudo detectar hay mucha diferencia
en las latas con respecto al promedio, pudiendo atribuir esta diferencia a muchos factores
4.3. DIAGRAMA DE PARETO
Se hizo la observación para determinar los defectos más comunes en el
proceso y se obtuvo el siguiente cuadro:
DEFECTOS FRECUENCIA % ACUMULADO
FALTA DE VOLUMEN 85 33
CORTEZA GRUESA 67 59
COLOR OSCURO 44 76
CORTEZA CON AMPOLLAS 39 91 CORTEZA BLANDA 22 100
0
5
10
15
20
25
30
35
40
45
1 2 3 4 5 6 7 8
Frecuencia - Latas
INTERVALOS FRECUENCIA
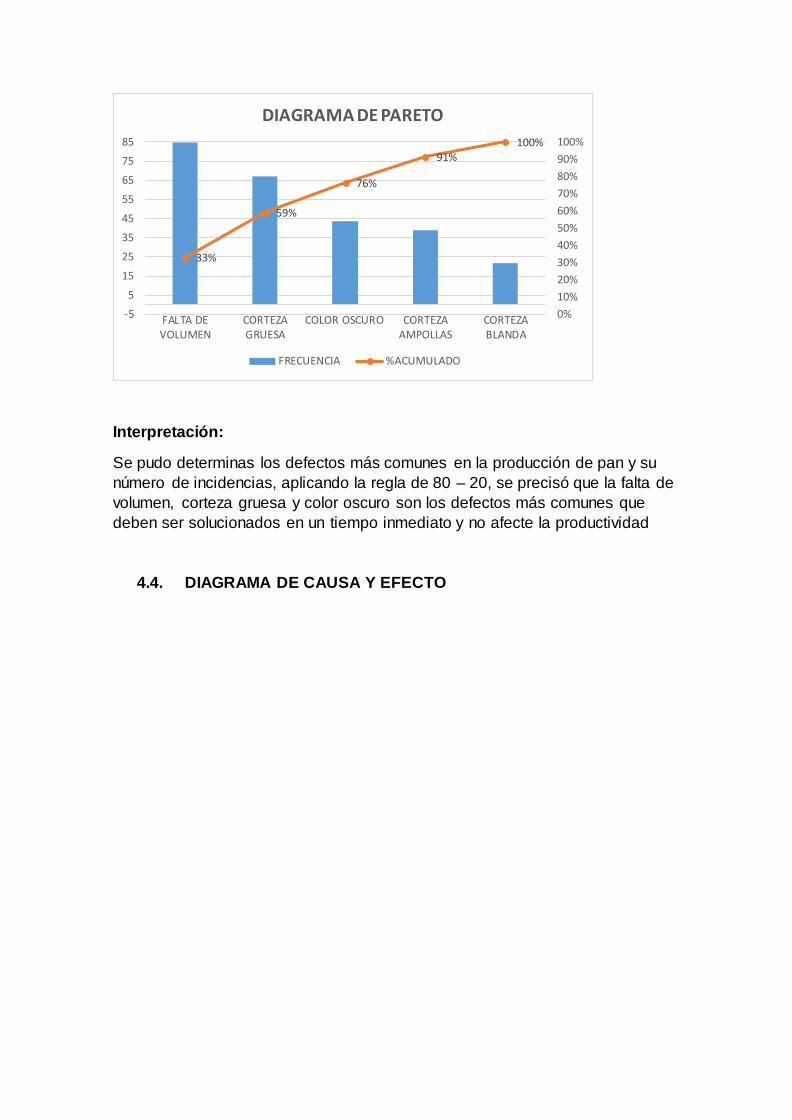
Interpretación:
Se pudo determinas los defectos más comunes en la producción de pan y su
número de incidencias, aplicando la regla de 80 – 20, se precisó que la falta de
volumen, corteza gruesa y color oscuro son los defectos más comunes que
deben ser solucionados en un tiempo inmediato y no afecte la productividad
4.4. DIAGRAMA DE CAUSA Y EFECTO
33%
59%
76%
91%100%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
-5
5
15
25
35
45
55
65
75
85
FALTA DEVOLUMEN
CORTEZAGRUESA
COLOR OSCURO CORTEZAAMPOLLAS
CORTEZABLANDA
DIAGRAMA DE PARETO
FRECUENCIA %ACUMULADO
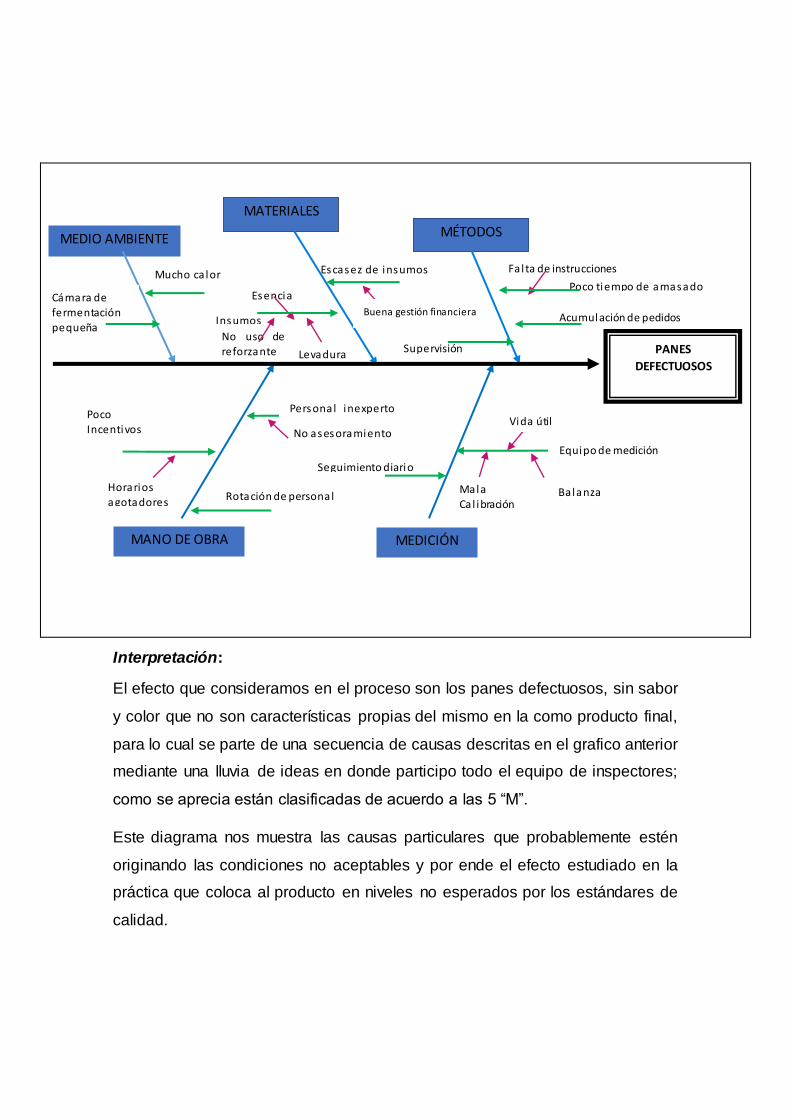
Interpretación:
El efecto que consideramos en el proceso son los panes defectuosos, sin sabor
y color que no son características propias del mismo en la como producto final,
para lo cual se parte de una secuencia de causas descritas en el grafico anterior
mediante una lluvia de ideas en donde participo todo el equipo de inspectores;
como se aprecia están clasificadas de acuerdo a las 5 “M”.
Este diagrama nos muestra las causas particulares que probablemente estén
originando las condiciones no aceptables y por ende el efecto estudiado en la
práctica que coloca al producto en niveles no esperados por los estándares de
calidad.
MEDIO AMBIENTE
MATERIALES
MÉTODOS
Escasez de insumos Fa l ta de instrucciones
Cámara de fermentación
pequeña
Poco tiempo de amasado Mucho ca lor
Esencia
Acumulación de pedidos Buena gestión financiera Insumos
PANES
DEFECTUOSOS
No uso de reforzante Levadura Supervisión
No asesoramiento
Seguimiento diario
Horarios agotadores Rotación de personal Ba lanza Mala
Ca l ibración
Poco Incentivos
MEDICIÓN MANO DE OBRA
Equipo de medición
Vida útil Personal inexperto
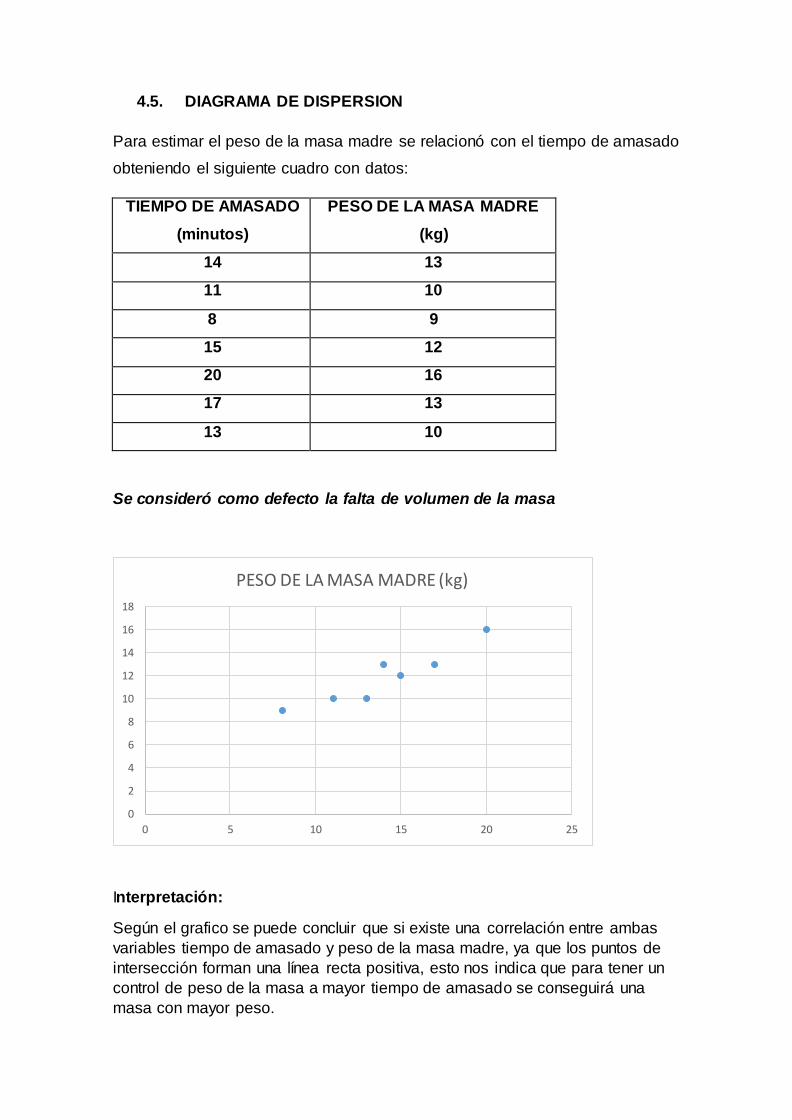
4.5. DIAGRAMA DE DISPERSION
Para estimar el peso de la masa madre se relacionó con el tiempo de amasado
obteniendo el siguiente cuadro con datos:
TIEMPO DE AMASADO
(minutos)
PESO DE LA MASA MADRE
(kg)
14 13
11 10
8 9
15 12
20 16
17 13
13 10
Se consideró como defecto la falta de volumen de la masa
Interpretación:
Según el grafico se puede concluir que si existe una correlación entre ambas
variables tiempo de amasado y peso de la masa madre, ya que los puntos de
intersección forman una línea recta positiva, esto nos indica que para tener un
control de peso de la masa a mayor tiempo de amasado se conseguirá una
masa con mayor peso.
0
2
4
6
8
10
12
14
16
18
0 5 10 15 20 25
PESO DE LA MASA MADRE (kg)
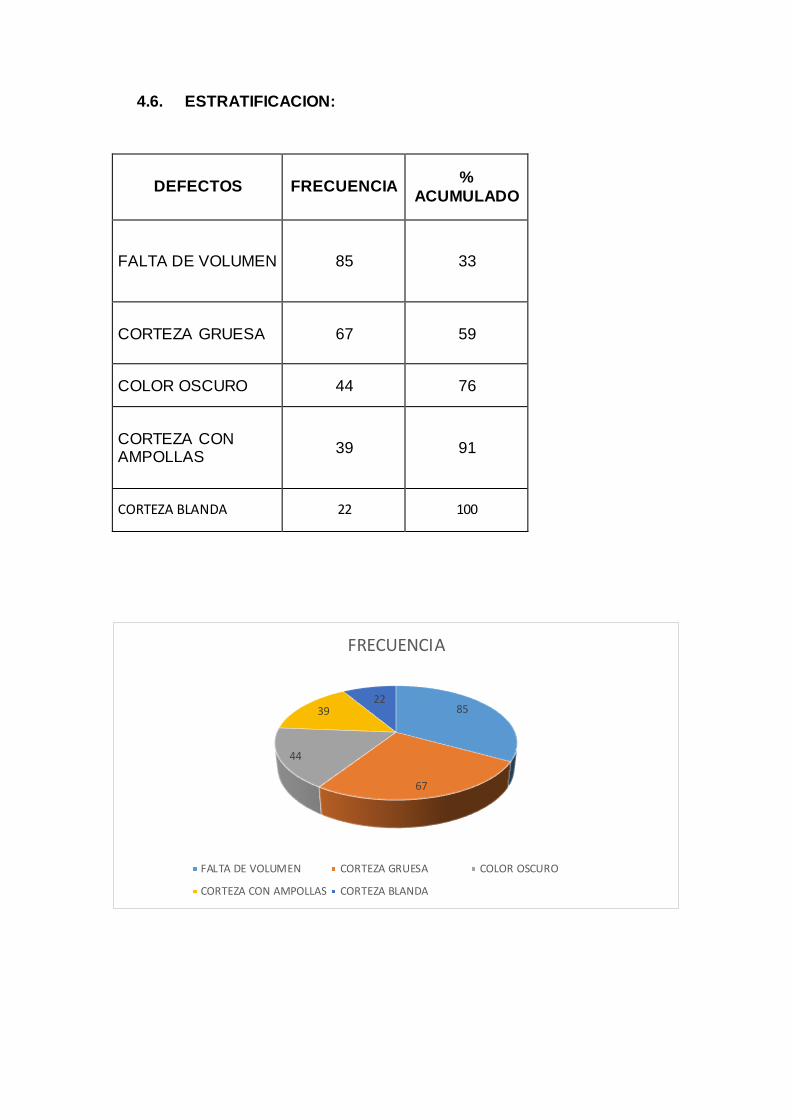
4.6. ESTRATIFICACION:
DEFECTOS FRECUENCIA %
ACUMULADO
FALTA DE VOLUMEN 85 33
CORTEZA GRUESA 67 59
COLOR OSCURO 44 76
CORTEZA CON AMPOLLAS
39 91
CORTEZA BLANDA 22 100
85
67
44
3922
FRECUENCIA
FALTA DE VOLUMEN CORTEZA GRUESA COLOR OSCURO
CORTEZA CON AMPOLLAS CORTEZA BLANDA
Interpretación
Podemos interpretar que el proceso presenta mayores deficiencias en la falta de
volumen de la masa, esto quiere decir que dicho problema está relacionado con
diversos factores como el tiempo y temperatura de horneado.
V. CONCLUSION:
Las 7 herramientas de la calidad, son instrumentos de medición y de control
estadístico que nos permite identificar las causas y las relaciones que estas
tienen con los factores de producción y de qué manera esta falla perjudica la
calidad del producto final. Este instrumento permite o ayuda a dar soluciones
para una mejora de la productividad.
VI. BIBLIOGRAFIA