aplicación de la filosofía manufactura esbelta en los...
TRANSCRIPT

52Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
APLICACIÓN DE LA FILOSOFÍA MANUFACTURA ESBELTA EN LOS PROCESOS DE PRODUCCIÓN Y DESPACHO DE UNA
EMPRESA DE CRISTALERÍA
Figueredo, Francisco1; Giorgi, Carley1 y Saturno, Samaris1
1 Departamento de Investigación Operativa, Facultad de Ingeniería, Universidad de Carabobo
Resumen: La presente investigación tiene como objetivo la aplicación de la filosofía de Manufactura Esbelta para disminuir los desperdicios que presenta la Cadena de Suministros de una empresa de cristalería. Se desarrolló como una investigación descriptiva, con un diseño de campo, es decir, que se recaba la información directamente del sitio donde se produce. En dicha empresa se presentaban elevados tiempos de producción y despacho que afectaban su nivel de servicio por lo que se detectaron los desperdicios y oportunidades de mejora que fueron analizados mediante los Indicadores Clave de Desempeño (KPI) y el Mapa de la Cadena de Valor (VSM); entre los que resaltaba el indicador de Eficiencia Global del Equipo (OEE) que resultó no aceptable con un valor de 38,13%. El plan de acción propuesto fue la implementación de las técnicas 4S’s, Mantenimiento Productivo Total (TPM) y Heijunka que en conjunto con instrucciones operativas y diseño de dispositivos disminuyeron las actividades que no generaban valor, impulsando el OEE a un 56,89%.
Palabras clave: Manufactura esbelta, cadena de valor, OEE, desperdicio.
APPLICATION OF LEAN MANUFACTURING PHILOSOPHY IN THE MANUFACTURING AND DISPATCH PROCESSES IN THE COMPANY OF
GLASSWARE
Abstract: The present research aims at the application of the philosophy of Lean Manufacturing to reduce the waste that presents the Supply Chain of the company of glassware. This research was developed as a descriptive research with field desing, that is, information is collected directly from the site where it is produced. In this company, there were high production and dispatch times that affected its level of service, the wastes and opportunities for improvement that were analyzed through the Key Performance Indicators (KPIs) and the Value Stream Mapping (VSM); Among which was highlighted the Overall Equipment Efficiency (OEE) indicator that was not acceptable with a value of 38.13%. The proposed action plan was the implementation of 4S's techniques, Total Productive Maintenance (TPM) and Heijunka, which together with operative instructions and device design reduced activities that did not generate value, boosting OEE to 56.89%.
Keywords: Lean Manufacturing, value chain, OEE, waste.
Figueredo, Francisco1; Giorgi, Carley y Saturno, Samaris Ingeniería y Sociedad UC. Vol 13, No.1. 2018. P52-68
53 Ingeniería y Sociedad UC. Vol 13, No.1 Investigación. P 50-65. 2018
INTRODUCCIÓN Actualmente, el sector industrial juega un papel importante en la economía del país, por lo que las empresas requieren que sus operaciones sean realizadas con la mayor eficiencia y productividad, promoviendo así la competencia y nivel de calidad que cumpla con las exigencias del cliente (Giorgi, Saturno y Figueredo, 2016) En esta situación también se encuentras las empresas de cristalería, que se dedican principalmente a realizar el proceso de templado de vidrios. La empresa actualmente está presentando pérdidas de tiempo a nivel de producción y despacho, además de un inventario de materia prima, producto en proceso y producto terminado y remanente abundante. Aunado a esto, se hace necesaria la realización de un análisis exhaustivo para determinar acciones que permitan mejorar el método de trabajo y aumentar los niveles de producción y elevando sus márgenes de ganancias. Entre diferentes técnicas de mejora, la Manufactura Esbelta es definida como una filosofía de trabajo, basada en las personas, que busca la forma de mejora y optimización de un sistema de producción focalizándose en identificar y eliminar todo tipo de desperdicios, definidos éstos como aquellos procesos actividades que usan más recursos de los estrictamente necesarios (Hernández y Vizán, 2013) por lo que se piensa en la Manufactura Esbelta para abordar la situación actual de la empresa. Tomando en cuenta que, en este contexto, un desperdicio es todo aquello que no agrega valor ante los ojos del cliente, es importante conocer la clasificación que da la Manufactura Esbelta a los desperdicios [1] Sobreproducción: Hacer más de lo que el cliente ha solicitado, [2] Inventario: Más
producto a la mano del que el cliente necesita, [3] Transportación: Mover el producto más de lo que es necesario, [4] Espera: Cualquier momento en el que el valor no puede ser agregado por causa del retraso, [5] Movimiento: Cualquier movimiento extra del operador cuando él o ella está realizando una secuencia de trabajo, [6] Sobreprocesamiento: Hacer más procesos al producto de las que el cliente solicitó, [7]Corrección: Cualquier cosa no “hecha bien a la primera” que requiera retrabajo o inspección. Incluye scrap y asuntos de apariencia (González, 2007). Este artículo tiene como base una investigación cuyo objetivo es disminuir los tiempos de producción y despacho en una empresa que procesa el vidrio a través de propuestas fundamentadas en los principios de la Manufactura Esbelta. Planteamiento del Problema Las empresas siempre buscan la supervivencia en el mercado industrial, mostrándose competitivas, es decir, administrando bien sus recursos de manera que puedan suministrar bienes y servicios igual o más eficaz y eficientemente que sus competidores. Ya sea que se solicite una cotización o se realice un pedido, la empresa debe contar con la logística adecuada que controle todo el flujo del producto hasta que llegue a las manos del cliente, optimizando tiempos de respuesta y garantizando la calidad exigida. El mercado de los vidrios arquitectónicos ha estado en auge en los últimos años debido a la modernización de las técnicas de ambientación de edificaciones. La empresa caso de estudio ha experimentado un crecimiento acelerado y un importante aumento en la participación del mercado,

Aplicación de la filosofía manufactura esbelta en los procesos de producción y despacho de una empresa de cristalería
54 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
presentando una demanda promedio diaria de 156,88 m² de vidrio templado, por lo que ha llegado a realizar tareas no planificadas para cumplir con los requerimientos de trabajos en vidrio (en orden: corte, canteado, perforación y templado) para uso arquitectónico, lo que se ha traducido en inconvenientes que reducen el rendimiento del proceso afectando negativamente los niveles de satisfacción de los clientes (Giorgi, Saturno y Figueredo, 2016). Los procesos no cuentan con los procedimientos adecuados que permitan la optimización de tiempos de entrega a cada cliente, esto se evidencia desde que la orden llega a los operarios hasta que es entregada a las manos del cliente. Situación que se resume en la Tabla 1.
Tabla 1. Aspectos negativos en las áreas de trabajo
Área Aspectos negativos
Corte
- Corte de vidrio crudo manual Demoras en búsqueda de remanente a utilizar - Demoras en el traslado de vidrios crudos nuevos - Holguras innecesarias de hasta 1 cm en el corte - Condiciones inseguras a la hora de trasladar las láminas de vidrio nuevas
Canteado
- La Canteadora 1 no funciona correctamente - No le realizan mantenimiento preventivo - Reproceso por holgura innecesaria - Reproceso por mal acabado - No hay orden específico para colocar los vidrios canteados - Ocio por parte de los trabajadores
Perforado - Recipientes inadecuados - Condiciones inseguras
Templado
- Máquina limpiadora no funciona correctamente - Sello arcaico - Tiras para desplazar los vidrios
Ventas - Holguras en los tiempos de entrega
METODOLOGÍA Y RESULTADOS Esta investigación tiene como propósito la aplicación de la filosofía Lean Manufacturing para la reducción de los tiempos de respuesta en una empresa de cristalería. Para lograr dicho objetivo se describieron cada uno de los pasos establecidos para la ejecución del proceso, para así realizar el VSM (mapeo de la cadena de valor) de estado presente que no es más que “una herramienta que sirve para ver y entender un proceso e identificar sus desperdicios, permitiendo detectar fuentes de ventaja competitiva, ayuda a establecer un lenguaje común entre todos los usuarios del mismo y comunica ideas de mejora enfocando al uso de un plan priorizando los esfuerzos de mejoramiento” (Womack y Jones, 1999, p.9); luego de encontrar los desperdicios a través del VSM se determinan los medibles, es decir, los índices de desempeño para realizar las mejoras enfocadas en elevar dichos índices, para esto se usa el indicador OEE que “es un indicador que se calcula diariamente para un equipo o grupos de máquinas y establece la comparación entre el número de piezas que podrían haberse producido, y las unidades sin defectos que realmente se han producido. Para la utilización de este indicador, se utilizan los índices de Disponibilidad, Eficiencia y Calidad (Hernández y Vizán, 2013); luego se desarrollan las mejoras para la disminución del tiempo de respuesta Con lo descrito anteriormente se puede definir esta investigación dentro del paradigma cuantitativo, de nivel descriptivo, diseño de campo y modalidad proyecto factible, ya que da solución a problemas descritos a través de un estudio efectuado directamente en el sitio donde se origina la información (Rodríguez, Ochoa y Pineda, 2010).

Figueredo, Francisco1; Giorgi, Carley y Saturno, Samaris Ingeniería y Sociedad UC. Vol 13, No.1. 2018. P52-68
55 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
Descripción de los Procesos Primeramente, se realizó un recorrido por la planta donde a través de observación directa y entrevistas no estructuradas a los trabajadores se obtuvo información de las actividades que realizan, como las desarrollan y cuáles son los equipos que utilizan. Las estaciones de trabajo se describen a continuación: Atención al cliente/ventas En esta área se atienden a los proveedores, a los clientes que llegan en búsqueda de información, o para realizar un pedido. Se le toma el pedido al cliente, si este fuese el caso, utilizando el programa ProfitPLUS y se le indica cuanto tiempo en el cual el pedido estará culminado. Emitiendo una orden de producción, que muestra la cantidad de láminas y la distribución óptima de piezas por cada lámina entera. Corte En esta área, se corta el vidrio de acuerdo a las especificaciones asignadas, colocando las piezas en caballetes, en caso de que aplique se pueden usar recortes sobrantes de otros trabajos, siempre y cuando cumpla las especificaciones métricas del pedido. Canteado Este proceso cuenta con dos máquinas automatizadas que procesan una pieza a la vez. La máquina es calibrada de acuerdo al espesor del vidrio con el que se trabajará, el proceso de carga y descarga de la máquina es netamente manual y debe ser realizado por cada lado de la lámina de vidrio. Culminado el canteado los operarios cargan la pieza y colocan en algún caballete que esté disponible en las adyacencias de la máquina, en el área de corte le deben dejar
5 mm extras que serán removidos por la Canteadora, en algunos casos el corte de la pieza tiene 10 mm extras lo que hace más prolongado su paso por la máquina, porque hay que reprocesarla. Perforado Primeramente, se revisa la orden de producción donde están especificados las medidas y ubicación de las perforaciones y se procede a marcar las guías para perforar con ayuda de un corrector de tinta y una regla. La máquina cuenta con brocas de diferentes diámetros estándares que se cambian y ajustan manualmente según el requerimiento. La superficie del vidrio se debe humedecer donde se hará la perforación, esto se hace con agua común en un recipiente de refresco, esta acción se realiza para hidratar el vidrio y así evitar que se agriete durante el proceso de perforado. Cuando se termina de perforar el vidrio con la máquina, se eliminan los filos resultantes con ayuda de un taladro con punta cónica. Templado Se buscan los vidrios que se van a procesar en las zonas adyacentes a la misma, los pasan por la máquina limpiadora que remueve superficialmente el polvo que se encuentra en él, ya que, a esta no se le ha realizado el mantenimiento correctivo adecuado para limpiar correctamente. Cuando la pieza sale de la máquina limpiadora se guía el vidrio a la plataforma de entrada del horno, donde es limpiado manualmente, se mide para tener un registro de los vidrios que ingresan, posterior a eso se ubica convenientemente y se le coloca el sello de la empresa con una espátula y una malla. Según la necesidad que exprese el cliente el proceso puede desarrollarse en 3 tipos de

Aplicación de la filosofía manufactura esbelta en los procesos de producción y despacho de una empresa de cristalería
56 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
modalidades mostradas en la figura 1: el modo 1 y el modo 2 se realizan con materia prima comprada por la empresa, mientras que en el modo 3 es el cliente quien suministra el vidrio crudo para templar. Construcción del VSM De acuerdo con Sundar, Balaji y
SathieeshKumar (2014) el flujo de valor se define como "el conjunto de todas las acciones específicas que se requieren para llevar un producto específico a través de los tres críticos tareas de gestión de cualquier negocio: resolución de problemas, gestión de la información y la transformación física " (p. 1876). Ver figura 1.
Figura 1. Modalidades de Producción
Para la realización del mapa de la cadena de valor de estado presente, primero se debe realizar un estudio de tiempos que según Burgos (2003) “es una técnica para establecer un tiempo estándar para realizar una tarea dada” (p. 198) y de esta manera determinar el estándar de cada actividad asociada al proceso de producción de la empresa, para conocer el porcentaje de ocupación de los operarios, y de las máquinas. El estudio de tiempos se realizó en cuatro de las estaciones de trabajo: corte, canteado, perforado y templado; se llevaron a cabo cuatro muestreos de trabajo simples; y con respecto al cronometrado, se realizaron dos para el área de corte y perforado. Cabe
destacar que todos los estudios de tiempo se hicieron con una precisión de 6% y una confianza de 90% para garantizar que la cantidad de muestras fuesen suficientes y el estudio fuese confiable, de acuerdo con las necesidades de la empresa. El tiempo estándar y porcentaje promedio de ocupación según cada estación se muestra en la tabla 2 Tabla 2. Resultados del estudio de tiempos
Proceso Tiempo
Estándar (min/ciclo)
% de Ocupación
Corte 14,58 83,33 Canteado 19,42 100,00 Perforado 14,58 81,00 Templado 16,24 58,75

Figueredo, Francisco1; Giorgi, Carley y Saturno, Samaris Ingeniería y Sociedad UC. Vol 13, No.1. 2018. P52-68
57 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
Para posicionarse con el título de Clase Mundial se debe avanzar paulatinamente evaluando el desarrollo de las actividades de la empresa para detectar las mejoras o evidenciar las mismas, en este punto, los indicadores clave de desempeño o KPI (Key Performance Indicators) toman el protagonismo, ya que, permiten llevar un registro del rendimiento en aspectos y períodos de tiempo que se consideren determinantes. (Figueredo, 2015). La alta gerencia debe procurar el mejoramiento continuo involucrando a todo el personal, motivándolo a pensar y desenvolverse con esta filosofía (Martín, 2013). Ser de clase mundial implica pensar y actuar bajo la cultura de cero de defectos, es por ello, que se establecen los siguientes indicadores los cuales tienen como meta llevar los desperdicios y defectos a su mínima expresión, entendiendo que es bastante ambicioso y que cualquier mejora en el rendimiento por pequeña que sea, es beneficiosa. En el caso particular del OEE, el porcentaje de clase mundial está representado por un 85% por lo que es esa la meta que se establece en esta investigación (Tenescu y Teodorescu, 2014). Para determinar los valores de los KPI considerados para esta investigación, exceptuando el OEE, fueron utilizados registros de la empresa de los meses junio, julio y agosto, mientras que para el OEE fueron registros tomados directamente para esta investigación en los mismos meses. 1° KPI: Cantidad de piezas perdidas por accidentes Ocasionalmente durante el proceso de producción ocurren accidentes donde tanto láminas originales como ya procesadas se convierten en desperdicios, generando reproceso y pérdidas monetarias para la
empresa. La principal causa de estos accidentes es la desorganización existente en la planta en cuanto a ubicación de caballetes cargados de vidrios, también se generan por el incumplimiento de procedimientos y mal estado de algunos equipos. Con este indicador lo que se busca es conocer la cantidad de metros cuadrados que se pierden por causas controlables, con el fin de atacar esas causas y disminuir las pérdidas. En promedio se pierden 3 piezas/mes y la meta establecida es de 0 piezas por mes. 2° KPI: Porcentaje de m² de vidrios partidos durante el templado En el horno de templado el vidrio es sometido a temperaturas por encima de los 600 °C e inmediatamente es enfriado bruscamente para conseguir mayor resistencia a los impactos. Una vez calibrada la máquina de acuerdo al espesor del vidrio a templar, es necesario que la pieza se encuentre en perfectas condiciones para que reciba uniformemente el choque térmico descrito, sin explotar durante el proceso y así obtener un resultado satisfactorio. Un vidrio está en perfectas condiciones cuando no presenta defectos como: fisuras, burbujas o rayas profundas; los cuales pueden detectarse con una rápida inspección visual. Fallas en el horno como rotura de una resistencia eléctrica o de una cinta en los rodillos que arrastran el vidrio también son causas de explosiones durante el templado. De todos los metros cuadrados templados al mes se parten en promedio 2,46%, por lo que se planteó una meta de 0% por mes.

Aplicación de la filosofía manufactura esbelta en los procesos de producción y despacho de una empresa de cristalería
58 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
3° KPI: Porcentaje de pedidos que esperan por ser despachados Cuando un cliente solicita un pedido, los vendedores informan la cantidad de días que debe esperar para retirarlo. Esta cantidad de días se establece según la disponibilidad de la planta y para evitar el incumplimiento del plazo de entrega agregan una holgura de hasta 10 días, para cubrir cualquier inconveniente que retrase la producción del pedido. El cliente no es informado de esta holgura, pero se reciben quejas por considerar tiempos excesivos. El porcentaje de pedidos que se terminan antes del tiempo previsto y que tardan más de 2 días en ser retirados, aumentando inventario de producto terminado es en promedio 47,53% al mes y se estableció una ambiciosa meta de 0% al mes. 4° KPI: Eficiencia General de los Equipos (OEE) La eficiencia global de equipos es un indicador, en la cual se puede apreciar el desempeño total de un proceso productivo, ya que agrupa a los indicadores de las diferentes partes que interactúan en la operación (González, Ortega y Figueredo, 2014). El OEE pone de manifiesto la magnitud en que la máquina está siendo aprovechada y cuanto desperdiciada. Este se calcula como el producto entre la disponibilidad, el rendimiento y la calidad, y donde cada parte representa lo siguiente: Disponibilidad: La disponibilidad abarca las fallas tales como: roturas, ciclos, falta de material, falta de mano de obra. Se mide como el cociente entre el Tiempo Productivo
y el Tiempo Disponible, para un periodo de producción determinado.
Disponibilidad = (1)
Rendimiento: Las pérdidas de velocidad y esperas y pequeñas paradas hacen que el OEE disminuya ya que, la máquina no está realizando el trabajo requerido. Es la división matemática entre la producción Real y la Producción Esperada, para un periodo de producción determinado.
Rendimiento = (2)
Calidad: Con respecto a la parte de calidad, es el último cálculo que se realiza y las fallas que están inmersamente proporcionales a él son la de hacer retrabajos. Es el cociente entre las Piezas Buenas, sacaidemdas sin retrabajos entre la Producción Real.
Calidad = (3)
Para efectos de esta investigación, en el cálculo del OEE actual se consideraron los registros de los meses junio, julio y agosto del año 2016, y se promediaron. Las máquinas: Canteadora 1, Canteadora 2 y Horno de Templado por ser las que presentan mayor frecuencia de uso en planta, fueron las evaluadas. Los resultados arrojados se muestran en la tabla 3 y el OEE calculado por mes en la tabla 4; el gráfico que corresponde a los valores obtenidos del OEE se observa en la figura 2. En dicho gráfico se evidencia que los porcentajes de OEE correspondientes a cada mes distan mucho de un OEE de Clase Mundial.

Figueredo, Francisco1; Giorgi, Carley y Saturno, Samaris Ingeniería y Sociedad UC. Vol 13, No.1. 2018. P52-68
59 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
Tabla 3. Disponibilidad-Rendimiento-Calidad de las máquinas
Junio Julio Agosto
Cant 1 Cant 2 Horno Cant 1 Cant 2 Horno Cant 1 Cant 2 Horno Disp. 60% 79% 92% 37% 77% 93% 44% 82% 92% Rend. 56,98% 90,02% 93% 34% 88,99% 92% 41,99% 85,05% 90,99% Cal. 51,99% 69,99% 92,99% 32,98% 80% 90% 40,96% 77% 91%
Tabla 4. Valores y cálculo del OEE
Junio Julio Agosto Disponibilidad 77% 69% 72,67% Rendimiento 80% 71,66% 72,68% Calidad 71,66% 67,67% 69,65% OEE 44,15% 33,46% 36.79%
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
Junio Julio Agosto
Eficiencia Mensual
Figura 2. Porcentaje mensual de la Eficiencia Global de los Equipos (OEE)
Una vez obtenidos los datos necesarios se realiza el mapa de la cadena de valor (Tabla 5 y figura 3) mostrando todos los flujos de materiales e información desde que inicia el
proceso con el aprovisionamiento de la materia prima hasta que termina con el despacho del producto terminado.

Aplicación de la filosofía manufactura esbelta en los procesos de producción y despacho de una empresa de cristalería
60 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
Tabla 5. Desperdicios relacionados con Lean Manufacturing Desperdicio Lean Desperdicio Descripción
Ausencia de inspección formal en recepción de materia prima
En la recepción de materia prima no se realiza inspección formal a todos los vidrios. Lo que aumenta la probabilidad de que exploten durante el templado y tener que repetir todo el proceso de producción de un pedido.
Errores en los cortes Los operadores cortan el vidrio con mucha holgura, por lo que en canteado se debe inspeccionar las medidas después de cada paso por la máquina y en ocasiones cantear repetidas veces el mismo lado de una pieza.
Fallas en la canteadora Cuando la máquina presenta funciona deficientemente, genera retrabajo, puesto que, hay que cantear varias veces el mismo lado de una pieza.
Corrección
Fallas en las máquinas Cuando el horno de templado o la máquina perforadora están presentando fallas en su funcionamiento generan errores que convierten las láminas en desperdicios y se requiere retrabajo desde el inicio del proceso.
Retrasos por retrabajo en canteado
Cuando el canteado es insatisfactorio se debe retrabajar la pieza lo que retrasa el procesamiento de las demás. Espera
Retrasos por falta de mantenimiento
La falta de mantenimiento preventivo y correctivo genera fallas en la máquina, que se traducen en paradas de la producción.
Transporte Excesivos recorridos por ausencia de área de almacenamiento determinada.
La materia prima y el producto terminado no tienen áreas definidas para su almacenaje por lo que los operarios tienen que hacer diferentes recorridos para utilizar o despachar las piezas.
Movimiento Fallas en la limpieza automática de las piezas
La máquina limpiadora no funciona correctamente lo que obliga al operario a limpiar manualmente todas las piezas.
Acumulación de remanente
Los restos de vidrio con medidas mayores a 45cm x 45cm son conservados para utilizarlos posteriormente.
Producto en proceso Para pasar de un proceso a otro se acumulan al menos 4 láminas. Inventario Materia prima y producto terminado
Se mantiene inventario de materia prima para cubrir la demanda. Los pedidos se terminan y luego se solicita al cliente que acuda a retirarlos, en la espera por despacho se genera inventario de producto terminado.
Figura 3. Mapa de la cadena de valor del estado actual

Figueredo, Francisco1; Giorgi, Carley y Saturno, Samaris Ingeniería y Sociedad UC. Vol 13, No.1. 2018. P52-68
61 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
Una vez se identificaron los desperdicios presentes, se presentan las explosiones Kaizen, para de esta manera llegar a las
técnicas de mejora que contribuirán en la implementación de la filosofía (ver tabla 6).
Tabla 6. Propuestas a partir del estallido Kaizen.
Requerimiento Desperdicio que se plantea atacar
Propuesta
Inspección estandarizada de materia prima
No existe inspección formal de los vidrios recibidos
Adquisición de dispositivo detector de defectos
Control de orden y limpieza
Desorden de caballetes, equipos y herramientas en el área de producción
Implementación de la técnica 4S´s
Sistema de control de producción en piso Variabilidad en la demanda Implementación de Heijunka
Estandarización de procesos Holgura excesiva en el corte Diseño de modo operatorio
Automatización de mesa de corte
Movimientos innecesarios del operador
Diseñar sistema de elevación de la mesa existente.
Control de inventario de remanente
Excesiva y desorganizada acumulación de remanente
Diseño de estante de almacenaje de remanente
Mantenimiento Retrasos por fallas en las máquinas
Diseño del TPM para canteadora
Dispositivo de sello manejable
Obsolescencia del dispositivo actual
Diseño del dispositivo para sellar
Propuestas de Mejora La técnica 4S’s (desarrollada por Toyota en el año 2000) de acuerdo a Rajadell y Sánchez (2010) “sigue un proceso establecido en cuatro pasos, cuyo desarrollo implica la asignación de recursos, la adaptación a la cultura de la empresa y la consideración de aspectos humanos” (p. 50): 1° Seiri (clasificar), en cuanto a esta S, la propuesta comprendió:
- Capacitación del personal. - Separar lo necesario de lo innecesario - El diseño de una tarjeta que funge como indicador visual, y un formato para dejar registro de los elementos que son evaluados en cuanto a su frecuencia de uso, ubicación, estado y reubicación.
2° Seiton (ordenar) incluye:
- Ordenar los elementos clasificados en la S anterior. - Identificar los caballetes por números y colores con unos banderines diseñados para ello. - Propuesta de redistribución de planta para mayor aprovechamiento del espacio. - Ordenar y archivar los pedidos finalizados en una carpeta que se encontrará en el casillero Heijunka
3° Seiso (limpieza) el plan de acción en esta S es:
- Identificar y erradicar toda fuente de suciedad presente en la planta con ayuda de una tarjeta diseñada para describir la anomalía y la acción a realizar.
Aplicación de la filosofía manufactura esbelta en los procesos de producción y despacho de una empresa de cristalería
62 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
- Se apoya en la técnica del Mantenimiento Productivo Total. - Kit de limpieza para erradicar correctamente las fuentes de suciedad identificadas.
4° Seiketsu (estandarizar)
- Establecer patrones de trabajo y dejar constancia de lo decidido en tarjetas diseñadas para ello. - Gestión visual a través de una cartelera diseñada con las medidas convenientes para mantenerla en planta y publicar información de interés como recordatorios. - Instrucciones de orden y limpieza para cada área, diseñadas en tarjetas que contienen la información requerida según cada área de planta. - Diseño de una tabla que contiene el formato para la evaluación del cumplimiento de las 4S´s a través de una auditoría interna de procesos.
La técnica de Mantenimiento Productivo Total o TPM (por sus siglas en inglés) representa un apoyo en el desarrollo de la filosofía de Manufactura Esbelta, con esta técnica se asegura de que cada máquina en el piso de producción siempre esté disponible para ser utilizada según el programa de producción, lo cual provoca que esta nunca se detenga. (Villaseñor, 2007). La implementación de dicha técnica en esta investigación está enfocada en la máquina Canteadora n°1, debido a que muestra un mayor número de fallas en el registro que maneja la empresa lo que se evidencia en su bajo OEE. Es importante resaltar que debe diseñarse un TPM para el resto de las máquinas para lograr un mayor impacto positivo en el rendimiento de la organización. El TPM consta de 8 pilares que representan cada
etapa de la implementación como se muestra a continuación: 1° Kobetsu Kaizen o mejora enfocada Los porcentajes de las variables que componen el OEE: calidad, disponibilidad y rendimiento; en el caso de la Canteadora, se muestran mermados con mayor frecuencia por fallas especificas identificadas pero en la empresa no se cuenta con un mecánico especializado por lo que debe contratarse uno externo que se encargue de dejar a la máquina en óptimas condiciones. 2° Jishu Hozen o Mantenimiento autónomo Es vital que el operario que interactúa diariamente con la máquina la conozca a fondo, desde operarla hasta como hacer el mantenimiento de rutina. Se programará una jornada de capacitación donde el mecánico especializado, mencionado en el pilar anterior, será el encargado de explicar a los operarios del área las partes, funcionamiento, modo de operar y mantenimiento de rutina de la máquina Canteadora. 3° Mantenimiento planificado Para llevar un registro de los mantenimientos que requiere la Canteadora y facilitar el cumplimiento de las actividades que involucran, se diseñaron dos cronogramas que muestran las fechas en que deben realizarse las actividades. El primer formato corresponde a mantenimiento preventivo y el segundo a mantenimiento predictivo. El mantenimiento preventivo envuelve las actividades rutinarias involucradas en el pilar anterior por lo que el formato “Plan Mensual de Mantenimiento Preventivo” va dirigido a los operarios del área de canteado.

Figueredo, Francisco1; Giorgi, Carley y Saturno, Samaris Ingeniería y Sociedad UC. Vol 13, No.1. 2018. P52-68
63 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
Por otro lado, el mantenimiento predictivo y el “Plan Trimestral de Mantenimiento Predictivo” se refiere a cambio de partes y procedimientos específicos que requieren un conocimiento profundo, razón por la cual se requiere contratar personal externo especializado en la máquina. 4°Hinshitsu Hozen o Mantenimiento de la calidad Con los pilares antes descritos se busca la condición óptima de la máquina Canteadora para hacer un máximo aprovechamiento de la misma y obtener productos que satisfagan las expectativas de los clientes, pero el pensar en mejora continua no permite quedar ahí, hay mucho más por hacer. El rendimiento de la organización mucho tiene que ver con el bienestar de los operadores, que realicen sus tareas más cómodamente, y es pensando en ello se desarrolla la idea de implementar un dispositivo que repotencie el funcionamiento de la máquina Canteadora, haciendo que trabajar con ella sea mucho más fácil. El dispositivo diseñado está basado en una mesa hidráulica tipo tijera que permitirá trasladar cada vidrio del caballete a la banda transportadora de la Canteadora con mucho menos esfuerzo del que actualmente realizan los operarios. 5° Prevención del mantenimiento Un registro fidedigno de todas las averías y fallas que comprometan el funcionamiento de la máquina Canteadora, es de mucha ayuda para que la empresa esté preparada ante la adquisición de un equipo similar. Es de suma importancia que la información sea detallada para que sirva de guía y así evitar incurrir en los mismos errores o saber cuál es la reparación pertinente. Se diseñó un
formato para facilitar la recolección de la información. 6° Áreas administrativas Durante la jornada de capacitación mencionada en el segundo pilar (Mantenimiento Autónomo) también participará el personal administrativo. En la apertura de la jornada, el presidente de la empresa deberá resaltar que las opiniones de todos y cada uno cuenta, que sus ideas de posibles de mejora deben ser expresadas y consideradas y que el personal administrativo es un punto clave para poder desarrollar mantenimientos exitosos ya que la premura con que se procese la información en su área puede determinar la rapidez con que se solvente un problema o la capacidad para que se evite uno, en conclusión se requiere integración de todas las áreas para trabajar más eficientemente. Se diseñaron carteles con mensajes motivadores e incluyentes para ser esparcidos por las oficinas y motivarán al personal del área administrativa a permanecer atentos a las necesidades de mantenimiento del área productiva. 7° Educación y entrenamiento Se programarán reuniones bimensuales donde participen representantes de todas las áreas. El moderador será el Supervisor General. Entre los puntos a tratar en las reuniones están los siguientes: -Fallas que presentó la Canteadora en los últimos dos meses -Calidad de los vidrios procesados por la Canteadora en los últimos dos meses -Ideas de mejora para repotenciar la máquina. El cumplimiento de los plazos para realizar los mantenimientos rutinarios y de los procedimientos es la mejor manera de que
Aplicación de la filosofía manufactura esbelta en los procesos de producción y despacho de una empresa de cristalería
64 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
hacerlo bien suceda de forma natural, en caso de que algún operario no recuerde con exactitud como ejecutar una tarea no debe dudar en consultar a los demás operarios e incluso recomendar un nuevo entrenamiento especializado, por otra parte, si un operario observa que un compañero está trabajando erróneamente tiene el deber de enseñarle la manera correcta. 8° Seguridad y medioambiente La implementación de la técnica de las 4S´s garantiza el orden y limpieza de todas las áreas de la empresa y en conjunto con el desarrollo del mantenimiento autónomo antes descrito procuran el trabajo en un ambiente seguro y agradable. Implementación del Heijunka La empresa trabaja con órdenes de producción que exponen las especificaciones del cliente, las cuales varían para cada pedido. Heijunka se basa en la demanda para ajustar los volúmenes y secuencias de los productos a fabricar y conseguir una producción que evite los desperdicios (Tejada, 2011). Con Heijunka los procesos se diseñan de modo que permitan que los productos se puedan cambiar fácilmente, produciendo lo que se necesita cuando se necesita, por lo que la aplicación de este método resulta propicia para la búsqueda de mejora continua en la empresa caso de estudio. Heijunka es clave para establecer un verdadero sistema de halar. Tiene como objetivo reducir niveles de inventario a través de una nivelación en la producción que considera uso eficiente de equipos y personas permitiendo una reacción oportuna ante variaciones en la demanda. Se diseñó específicamente (medidas,
materiales) un casillero Heijunka que consiste en un dispositivo físico que se usa para administrar la nivelación del volumen y la variedad de la producción durante un periodo específico de tiempo. Las órdenes de producción complementan la implementación del casillero diseñado. La persona designada como responsable del casillero es el Supervisor General de la planta, quien se encargará de cargar y mantener actualizada la información durante la jornada de trabajo. Los demás trabajadores no son ajenos a la implementación del casillero, de hecho, su compromiso es vital y esto se les hará saber a través de una charla informativa donde participarán todos los empleados y el personal de alto mando describirá el Heijunka y esclarecerá todas las dudas que surjan. Implementación de un dispositivo para elevación y descenso de mesa de corte mediante un brazo hidráulico e implementación de orden instructiva para el área de corte Se diseñó un plan para automatizar la mesa de corte, para que los operadores no necesiten hacer algún tipo de esfuerzo físico para subir y bajar la plataforma de la misma. Cuando la plataforma sube tiene un ángulo de inclinación de 80°, y cuando desciende, desciende completamente hasta reposar en sus bases. Se utilizará la mesa existente para automatizarla, se le instalará un sistema hidráulico accionado por un botón que enviará señales al pistón pequeño, el cual transmitirá fuerza a partir del desplazamiento del fluido y da lugar al movimiento del émbolo del pistón pequeño. El émbolo es el encargado de llevar el fluido por la cavidad

Figueredo, Francisco1; Giorgi, Carley y Saturno, Samaris Ingeniería y Sociedad UC. Vol 13, No.1. 2018. P52-68
65 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
situada debajo del pistón de recorrido, el aceite es empujado con la misma fuerza por unidad de área. Para bajar la plataforma, se presiona el botón, el pistón de recorrido cae y una de las válvulas activadas es la encargada de liberar el fluido y llevarlo hasta su depósito inicial. Implementación de instrucciones operativas Se diseñaron formatos que contienen las instrucciones para seguirse correctamente en las áreas de recepción y despacho y corte. Cada formato indica:
- Objetivo del formato - Resultados del proceso realizado en el área - Materiales, equipos y/o herramientas e insumos - Actividades específicas del operador del área: previas, durante, después del proceso y generales.
Adquisición de un estante para almacenar remanente y propuesta de una nueva línea de producción Se propone adquirir un estante clasificador de planchas el cual está compuesto por 15 caballetes de 2 m de alto por 3 m de profundidad. El objetivo de utilizar este estante es separar por espesor las partes de láminas de vidrio que quedan como remanente para disminuir totalmente el desorden existente entre las áreas que generan remanente y la planta en sí. Aunado a esta idea, se diseñó un formato donde se lleve el seguimiento de la cantidad de vidrios con sus respectivas medidas que
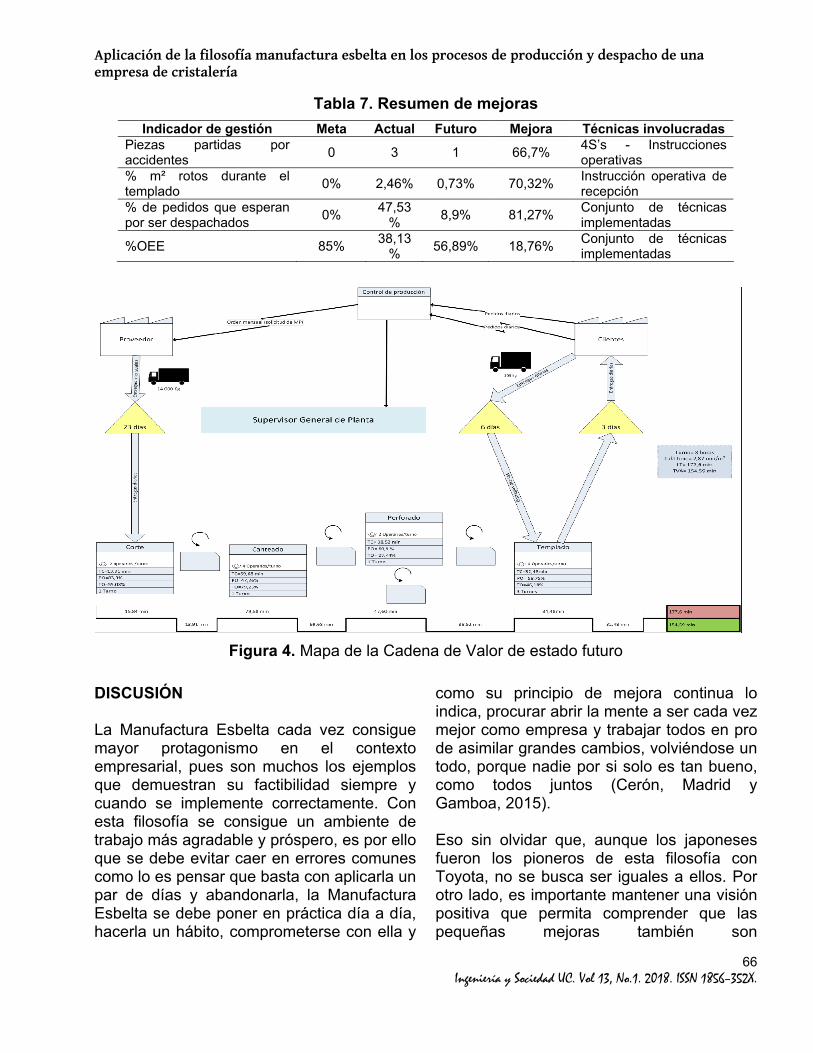
se ubiquen en el estante mencionado anteriormente. Se realizará una inducción a los operadores de corte y de canteado para llenar el inventario correctamente, y de esta manera llevar un control visual y un registro de las actividades a realizar con el remanente Como parte fuerte de la propuesta, se propone utilizar el remanente no solo para cortar vidrios, sino también para hacer peceras y mesas de tamaño estándar de esta manera, la empresa devengará casi el 100% de las ganancias. El operador de canteado se encargará en sus tiempos libres de buscar, construir la pieza con las medidas ya descritas anteriormente y, trasladarla hasta donde necesite. La ventaja más notoria de esta nueva línea es que la materia prima que se utilizará para fabricar estos productos no tendrá costo alguno porque, ya ha sido adquirida con el fin de ser cortada en un pedido. Realización del Mapa de Estado Futuro Una vez descritas las propuestas se procede a analizar el impacto de las mismas en los KPI (Tabla 7) y se muestra el gráfico que representa al Mapa de la Cadena de valor de estados futuros (Figura 4) El VSM del estado futuro revela nuevos valores de Lead Time y Tiempo que agrega valor que son evidencia de la mejora que resultan de la implementación de las propuestas. El Lead time pasó de 203.6min a 177,6min mejorando un 12,77%, mientras que el Tiempo que agrega valor de 164,26 min pasó a 154,59 min lo que es una mejoría del 5,88%.
Aplicación de la filosofía manufactura esbelta en los procesos de producción y despacho de una empresa de cristalería
66 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
Tabla 7. Resumen de mejoras Indicador de gestión Meta Actual Futuro Mejora Técnicas involucradas
Piezas partidas por accidentes 0 3 1 66,7% 4S’s - Instrucciones
operativas % m² rotos durante el templado 0% 2,46% 0,73% 70,32% Instrucción operativa de
recepción % de pedidos que esperan por ser despachados 0% 47,53
% 8,9% 81,27% Conjunto de técnicas implementadas
%OEE 85% 38,13% 56,89% 18,76% Conjunto de técnicas
implementadas
Figura 4. Mapa de la Cadena de Valor de estado futuro
DISCUSIÓN La Manufactura Esbelta cada vez consigue mayor protagonismo en el contexto empresarial, pues son muchos los ejemplos que demuestran su factibilidad siempre y cuando se implemente correctamente. Con esta filosofía se consigue un ambiente de trabajo más agradable y próspero, es por ello que se debe evitar caer en errores comunes como lo es pensar que basta con aplicarla un par de días y abandonarla, la Manufactura Esbelta se debe poner en práctica día a día, hacerla un hábito, comprometerse con ella y
como su principio de mejora continua lo indica, procurar abrir la mente a ser cada vez mejor como empresa y trabajar todos en pro de asimilar grandes cambios, volviéndose un todo, porque nadie por si solo es tan bueno, como todos juntos (Cerón, Madrid y Gamboa, 2015). Eso sin olvidar que, aunque los japoneses fueron los pioneros de esta filosofía con Toyota, no se busca ser iguales a ellos. Por otro lado, es importante mantener una visión positiva que permita comprender que las pequeñas mejoras también son
Figueredo, Francisco1; Giorgi, Carley y Saturno, Samaris Ingeniería y Sociedad UC. Vol 13, No.1. 2018. P52-68
67 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
significativas, que se debe trabajar en alcanzar una meta de cero defectos que permita conseguir el título de Clase Mundial pero el camino hacia ese logro debe tomarse con perseverancia y no decaer ante cambios no evidentes. Como se demostró en esta investigación, las metas no se alcanzaron, pero se está trabajando en pro de ello y el plan propuesto está bien encaminado (Gisbert, 2015). La Manufactura Esbelta no es una regla, no hay una serie de pasos estrictos, todas las técnicas que la componen pueden ser utilizadas en una planta, pero no es obligatorio, tampoco el orden en que se haga pues cada empresa presenta diferentes necesidades y la filosofía debe ser moldeada a cada realidad (Kumar, 2014). Todas las empresas son susceptibles a mejora continua, no se debe caer en orgullos, siempre hay manera de hacerlo mejor, revisando minuciosamente los procesos y detectando los desperdicios con vistas a desarrollar procesos más ágiles, eficientes y productivos que mejoren la competitividad en el mercado (Padilla, 2010). CONCLUSIONES Esta investigación se comenzó con el diagnóstico de la situación actual de la empresa, enfocado en los procesos de producción y despacho. Lo que permitió familiarizarse con la empresa y se logró comprobar que se presentaban varias fallas y deficiencias que bajo la filosofía de Manufactura Esbelta se consideran desperdicios aumentando sus tiempos sin agregar valor al producto. Para identificar las oportunidades de mejora se establecieron los Indicadores Clave de Desempeño o KPI, siendo el más determinante el OEE el cual presentaba un
valor promedio de 38,13 % muy por debajo del valor de clase mundial 85%. A través de un Mapa de la Cadena de Valor evaluada con estallidos Kaizen se identificaron los requerimientos de los procesos para eliminar los desperdicios que presentaban. Con el plan de mejoras propuesto se procedió a evaluar el impacto del mismo en los KPI, mostrando mejora en los 4 indicadores diseñados. El OEE en el estado futuro presenta un 56,89% lo que corresponde a una mejora del 18,76%, que aunque no llega a los valores de clase mundial, es un comienzo para la empresa que está en búsqueda de ellos. El Mapa de la Cadena de Valor permitió una vista más general de los logros en toda la cadena de suministros. El tiempo que no agrega valor disminuyó de 39,34 min a 23,01 min. El objetivo de disminuir los tiempos de producción y despachó se alcanzó. REFERENCIAS BIBLIOGRÁFICAS Burgos, F. (2003). Ingeniería de Métodos, Calidad y Productividad. (4° Edición). Valencia, Venezuela: Universidad de Carabobo. Cerón, J. C.; Madrid, J. C. y Gamboa, A. (2015). Desarrollo y Casos de Aplicación de Lean Manufacturing. Universidad Santiago de Cali, Colombia. Revista Magazín Empresarial, 11 (28), 33-44. Figueredo, F. (2015). Aplicación de la filosofía Lean Manufacturing en un proceso de producción de concreto. Universidad de Carabobo, Venezuela. Revista Ingeniería Industrial, Actualidad y Nuevas Tendencias.

Aplicación de la filosofía manufactura esbelta en los procesos de producción y despacho de una empresa de cristalería
68 Ingeniería y Sociedad UC. Vol 13, No.1. 2018. ISSN 1856–352X.
8, 15, 7-24 Giorgi, C.; Saturno, S. y Figueredo, F. (2016). Disminución de los tiempos de producción y despacho en la empresa Tecnología de Cristales C.A., mediante la aplicación de la Manufactura Esbelta. Universidad de Carabobo. Bárbula, Venezuela. Gisbert, V. (2015). Lean Manufacturing. Qué es y qué no es, Errores en su Aplicación e Interpretación más Usuales. Revista 3C Tecnología, 4, 1, 42-52. González, F. (2007). Manufactura Esbelta (Lean Manufacturing). Principales herramientas. México: Prentice Hall. González, H., Ortega, C. y Figueredo, F. (2014). Plan de Mejoras para un Proceso de Producción de Concreto Basado en la Filosofía Manufactura Esbelta. Guacara, Edo. Carabobo, Venezuela. Hernández, J. y Vizán, A. (2013). Lean manufacturing. Conceptos, técnicas e implantación. (1era. edición). Madrid: Fundación OEI. Kumar, S. (2014). Lean Manufacturing and its Implementation. International Journal of Advanced Mechanical Engineering, 4, 2, 231-238. Martín, J. (2013). Indicadores de evaluación de la implementación del Lean Manufacturing en la Industria. Valladolid: Universidad de Valladolid. Padilla, L. (2010). Manufactura Esbelta Ágil. Revista Ingeniería, 15, 64-69. Rajadell, M. y Sánchez, J. (2010). Lean Manufacturing, La evidencia de una sociedad. Madrid, España: Ediciones Días Santos.
Rodríguez, Y.; Ochoa, N. y Pineda, M. (2010). La Experiencia de Investigar, Recomendaciones Precisas para Realizar una Investigación y no Morir en el Intento. (3° Edición). Valencia, Venezuela: Editorial Universidad de Carabobo. Sundar, R.; Balaji, A. N. y SatheeshKumar, R. M. (2014). A Revew on Lean Manufacturing Implementation Techniques. 12th Global Congress on Manufacturing and Management, GCMM 2014, 1875-1885. Tejeda, A. (2011). Mejoras de Lean Manufacturing en los sistemas productivos. Instituto Tecnológico de Santo Domingo. República Dominicana. Revista Ciencia y Sociedad, 2, 276-310. Tenescu, A. y Teodorescu, M. (2014). Lean Manufacturing: a concept towards a sustainable management. Communications in Applied Sciences. 2, 1, 97-110. Villaseñor, A. (2007). Manual de Lean Manufacturing. Guía Básica. (2° edición). México DF, México: Editorial Limusa. Womack, J. y Jones, D. (1999). Learning to See. (Version 1.2). Brookline, Massachusetts, USA: The Lean Institute Enterprise
Fecha de recepción: 28 de enero de 2018 Fecha de aceptación: 28 de mayo de 2018