anÁlisis microgrÁfico de una uniÓn soldada con...
TRANSCRIPT

1
ANÁLISIS MICROGRÁFICO DE UNA UNIÓN SOLDADA CON
POSTCALENTAMIENTO EN UN ACERO AISI/SAE 1045 EN DOBLE FASE
FABIÁN JOSÉ CORREA MACÍAS
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE TECNOLOGÍA E INGENIERÍA MECÁNICA BOGOTÁ D.C.
2018

2
ANÁLISIS MICROGRÁFICO DE UNA UNIÓN SOLDADA CON
POSTCALENTAMIENTO EN UN ACERO AISI/SAE 1045 EN DOBLE FASE
FABIÁN JOSÉ CORREA MACÍAS Proyecto de grado para optar por el
Título de Tecnólogo Mecánico
Dirigido por: ING. CARLOS ARTURO BOHÓRQUEZ ÁVILA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE TECNOLOGÍA E INGENIERÍA MECÁNICA BOGOTÁ D.C.
2018

3
AGRADECIMIENTOS
A mi familia, por brindarme amor y apoyo incondicional, por animarme en los
momentos más difíciles de mi carrera.
A la Universidad Distrital Francisco José De Caldas por brindarme los
conocimientos con la mejor calidad y principios necesarios.
A todos los profesores que me ayudaron en el transcurso de mis estudios por sus
enseñanzas. Especialmente a mi tutor: el Ingeniero Carlos Arturo Bohórquez por
su disponibilidad y asesoría, ya que toda idea necesita un guía para concretarla de
la mejor manera.
A los miembros de los laboratorios de mecánica por su ayuda, servicio y
conocimientos.
A mis compañeros y conocidos quienes enriquecen mi formación de manera
integral.

4
RESUMEN
Los aceros de doble fase actualmente son ampliamente utilizados en la industria,
sin embargo hay poca información sobre los procesos de soldadura que requieren,
existe además escasa literatura sobre la metalografía y las propiedades
mecánicas de aceros soldados con estas características. Para contribuir en esta
área de investigación, se propone realizar un análisis micrográfico de una unión
soldada de acero al carbono tratado térmicamente.
Para la ejecución de este trabajo con acero AISI/SAE 1045, tratado desde
temperatura intercrítica, se realizó la unión de juntas aplicando soldadura con
electrodos E-7018, posteriormente se aplicó un tratamiento post soldadura con
tiempos de 5, 10 y 15 minutos, con el objeto de determinar la microestructura de la
zona afectada por el calor y del metal base de las juntas soldadas. Los resultados
se compararán con los obtenidos en probetas del mismo material sin tratamiento
térmico de soldadura, con el fin de conocer las fases presentes en cada caso.
PALABRAS CLAVES: temperaturas intercríticas, análisis microestructural,
fracción volumétrica, doble fase, tratamientos térmicos post soldadura.
5
ABSTRACT
Double phase steels are currently widely used in the industry, however there is
little information on the welding processes they request, there is also little literature
on metallography and the mechanical properties of welded steels with these
characteristics. To contribute in this area of research, it is proposed to perform a
micro-graphical analysis of a welded union of heat treated carbon steel.
For the execution of this work with AISI/SAE 1045 steel, treated from intercritical
temperature, was carried out joints joining process using welding electrode E-7018,
later the post-weld treatment were applied with times of 5,10 and 15 minutes, in
order to determine the microstructure of the heat affected zone and the base metal
of welded joints. The results was compared with those obtained in test specimens
of the same material without welding thermal treatment, in order to know the
phases present in each case.
KEY WORDS: intercritical temperatures, microstructural analysis, volume fraction,
Dual Phase and post heat treatments.

6
Tabla De Contenido
RESUMEN
0. INTRODUCCIÓN
1. PLANTEAMIENTO DEL PROBLEMA
1.1. Estado del Arte
1.2. Justificación
2. OBJETIVOS
2.1. Objetivo general
2.2. Objetivos específicos
3. MARCO TEÓRICO
3.1 Aceros doble fase
3.1.1 Tratamiento intercrítico
3.2 Soldadura manual por arco protegido con fundente (SMAW)
3.2.1 Zona afectada por el calor
3.2.2 Tipo de corriente
3.2.2.1 Corriente alterna
3.2.2.2 Corriente continua de electrodo negativo (DCEN)
3.2.2.3 Corriente continua de electrodo positivo (DCEP)
3.2.3 Especificación de procedimientos de soldadura (WPS)
3.2.4 Reporte de Procedimiento de Calidad de Soldadura (PQR)
3.3 Post calentamiento
3.4 Carbono equivalente
3.5 Micro constituyentes de un acero Doble Fase
3.5.1 Ferrita (α)
4
10
11
11
14
15
15
15
16
16
16
18
19
21
21
21
22
22
23
24
25
25
26

7
3.5.1.1 Ferrita Idiomórfica
3.5.1.2 Ferrita intergranular
3.5.1.3 Ferrita bainítica o acicular [AF; αₐ]
3.5.1.4 Ferrita Alotriomórfica
3.5.1.5 Ferrita Widmanstätten [αW; WF]
3.5.2 Austenita retenida
3.5.3 Martensita (αʼ)
3.5.3.1 Temperatura MS
3.5.3.2 Martensita β o revenida
3.5.4 Bainita
4. METODOLOGÍA
4.1 Revisión de elementos necesarios
4.2 Elaboración de probetas
4.3 Temple
4.4 Elaboración de WPS y Soldadura
4.5 Tratamiento de soldadura
4.6 Elaboración de PQR
4.7 Preparación metalográfica
4.7.1 Pulido
4.7.2 Desbaste Fino
4.7.3 Ataque Químico
4.8 Toma micrográfica
5. DESARROLLO DEL PROYECTO
5.1 Elaboración de probetas
26
27
27
28
28
29
30
31
33
35
36
36
37
38
38
38
38
39
39
39
39
39
40
40

8
5.2 Resultados de la composición química
5.3 Determinación de la temperaturas A1, A3 y MS
5.4 WPS del proyecto
5.5 PQR del proyecto
5.6 Micrografías
5.7 Medición en el micro durómetro
6. CONCLUSIONES
7. BIBLIOGRAFÍA
ANEXO A
ANEXO B: Certificado de espectrometría
40
41
42
43
44
50
53
54
57
58

9
Lista de figuras
1. Tracción de un acero SAE 1045 templado a temperaturas intercríticas
2. Ensayo de impacto de SAE 1045-DP revenido a diferentes tiempos
3. Esquema de un ciclo de tratamiento térmico para producir un acero DP
4. Proceso manual, S.M.A.W.
5. Zonas metalúrgicas producidas en una junta soldada
6. Comparación del ciclo térmico de una soldadura con el diagrama Fe-C
7. Zonas de la ZAC de un acero al carbono contra el diagrama Fe-C
8. Corriente continua de electrodo positivo (DCEP)
9. Esquema estructura cristalina de la ferrita
10. Ferrita acicular e intergranular
11. Ferrita Widmanstätten que nuclea a partir de otras morfologías
12. Efecto del contenido en carbono sobre el volumen de austenita retenida
(ϒ) en una martensita templada.
13. Red cristalina de la fase martensita del acero
14. Probeta para realizar las juntas. Dimensiones aproximadas (mm)
15. Junta de acero AISI/SAE 1045 en doble fase
16. Micrografías acero SAE 1045 templado a 760°C y revenido a 370°C
17. Micrografías soldadura con E-7018 con revenido a 370°C a 500X
18. Micrografías MB y ZAC, con tratamiento por encima de Ms
19. Micrografías MA y ZAC con tratamiento por encima de Ms
20. Micrografías ZAC tratado por encima de Ms
12
12
18
19
20
20
21
22
27
28
30
31
32
40
44
45
46
47
48
49

10
0. INTRODUCCION
Los tratamientos térmicos sometidos a temperaturas intercríticas permiten obtener
aceros doble fase, caracterizados por la combinación de propiedades mecánicas
difíciles de encontrar conjuntamente. Estas propiedades varían en función del
tiempo de permanencia, la temperatura del tratamiento térmico, el medio de
enfriamiento, y la fracción volumétrica de los micro-constituyentes. La
microestructura de estos aceros consiste en una fase dura (martensita o bainita)
dispersa en una matriz de ferríta. Una alta presencia de la martensita afecta la
energía que puede absorber el material, mientras, la ferrita al ser muy blanda
mejora la resistencia al impacto y la ductilidad del acero.
Estos aceros requieren ser soldados en la industria, al ser soldados se
producirán cambios en la microestructura, modificando negativamente las
propiedades en la “Zona Afectada por el Calor”, por lo que se requerirá de un
tratamiento térmico de soldadura. Se estudiará el caso particular de un acero de
medio carbono el cual será templado y soldado en doble fase para conocer su
estructura micrográfica.

11
1. PLANTEAMIENTO DEL PROBLEMA
1.1 Estado del arte
En 2012 se analizaron aceros en doble fase con diferente porcentaje de
martensita formada por austenización intercrítica, algunas propiedades mecánicas
como la dureza, varían con los porcentajes en volumen de martensita que a su vez
está relacionada con la composición química y cantidad de carbono [1].
Bohórquez C.A. junto a otros revisaron varias muestras templadas en agua y en
aceite a diferentes temperaturas intercríticas en SAE 1045 encontrando mayor
dispersión en la media de dureza en el acero templado en aceite, se concluye que
para que su dureza aumente el mejor medio es el agua, ya que su estructura
está conformada principalmente por martensita. [2] En otro estudio se observan
incrementos de la resistencia a la tensión y fluencia después de los tratamientos,
manteniendo mínima la disminución de la dureza. Existe una relación entre la
temperatura de revenido y la dureza, debido al cambio en las microestructuras
obtenidas de martensita revenida. [3]
Vásquez E. Y Barrera D. en 2013 templaron en agua a diferentes temperaturas
intercríticas un acero SAE 1045, comparando sus propiedades con el material sin
tratamiento, mediante ensayos de tensión, impacto y tenacidad a la fractura. Se
mostró que las probetas templadas en agua a una temperatura de 760°C en
adelante presentan una alta resistencia a la tenacidad a la fractura y un aumento

12
de la dureza aproximada del 400 %. Además la temperatura ideal para obtener un
mayor esfuerzo de tensión en este acero es de 760°C. [4]
Fig. 1. Resultados de ensayo de tracción de un acero SAE 1045 templado a diferentes temperaturas intercríticas [4]
Por su parte Castañeda J. y Silva J. revinieron a 450°C y 550°C con tiempos de
sostenimiento de 5, 10 y 15 minutos para cada una de las temperaturas, en acero
SAE 1045 en doble fase. Se encontró que la tenacidad de las probetas revenidas
a 550°C y 10 minutos de sostenimiento prácticamente duplica a las de los demás
especímenes. [5]
Fig. 2. Resultados de ensayo de impacto de un acero SAE 1045 revenido a diferentes tiempos en doble fase [5].

13
Fuentes E. y Córdoba D. encuentran que en el mismo acero con un temple a
750°C y revenido 400°C el tiempo adecuado de este tratamiento es hasta los 45
minutos, puesto que a 60 minutos se pierden los beneficios del mismo. [6]También
Bohórquez C.A. y otros templaron acero SAE 1040 a 750°C, luego lo soldaron con
electrodos E7018 y E312-16, posteriormente se aplicaron tratamientos pre y post
soldadura. [7]
En 2014 se encontró la temperatura de transición frágil-dúctil (DBTT) en un acero
de bajo carbón al manganeso. Los resultados muestran una mejor morfología
cercan de A1 y mejores propiedades cómo resistencia al impacto y flexibilidad,
producto de una fase mayoritaria de ferrita más resistente [8].
Cárdenas A. y González P. en 2016 determinan que, con un temple en agua a
una temperatura de 760°C, el mejor proceso de revenido para una mayor
deformación es el que se hace con un tiempo de 60 minutos, con respecto a otros
tiempos menores. También se observa un aumento de dureza en promedio de
83%, con respecto a la dureza de dicho acero en estado de entrega pero
disminuye su tenacidad en un 50%. [9]
14
1.2 Justificación
Actualmente está en auge la búsqueda de tecnología de nuevos aceros
vinculados con la disminución de peso y aumento de la seguridad de los vehículos
(la contribución de los aceros Dual Phase en las estructuras como el chasis, en la
actualidad representa aproximadamente el 74%) [10]. Para cumplir con estas
necesidades se suele recurrir a los aceros doble fase, debido a sus propiedades
mecánicas (alta conformabilidad, mayor resistencia a la tensión que aceros
convencionales con similar límite de fluencia, su resistencia a la fluencia puede
ser incrementada mediante endurecimiento por deformación, entre otras).
En los procesos industriales es necesario el uso de uniones soldadas en casi
cualquier tipo de acero las cuales modifican sus propiedades y su microestructura.
Una mejor comprensión de estos aceros conducirá a nuevas ideas para mejorar
sus propiedades mecánicas y proveerá nuevas sugerencias para mejorar las
técnicas de tratamientos térmicos. Es por esto, que surge la necesidad de generar
conocimiento sobre la soldabilidad de aceros doble fase de medio carbono como
el AISI/SAE 1045, que debido a un mayor contenido de carbono con respecto a
otros aceros comerciales, aumenta la resistencia mecánica del acero, pero
simultáneamente se deberán usar tratamientos que impidan la afectación negativa
sobre otras propiedades del material.

15
2. OBJETIVOS
2.1 Objetivo general
Establecer la influencia del post calentamiento en las modificaciones
microestructurales de una unión soldada de acero AISI/SAE 1045.
2.2 Objetivos específicos
Determinar las temperaturas A1, A3 y MS basado en la composición química
del material base.
Desarrollar un tratamiento térmico de temple al material a temperatura
intercritica (zona entre A1 y A3 del Diagrama hierro– carbono).
Realizar un Reporte de Procedimiento de Calidad de Soldadura (PQR) y la
Especificación del Procedimiento de Soldadura (WPS) para el acero
AISI/SAE 1045 templado entre A1 y A3 y soldado.
Determinar mediante microscopia optica las fases presentes en la zona
afectada por el calor y en la soldadura de una unión soldada del acero
AISI/SAE 1045 templado a temperatura intercritica, identificando los
cambios que ocurren al realizar un tratamiento de post calentamiento.

16
3. MARCO TEÓRICO
3.1 Aceros doble fase
Los aceros Doble Fase DP se distinguen por su útil combinación de alta
resistencia y buena ductilidad. Este equilibrio es obtenido gracias a la
microestructura de martensita dispersa en una matriz ferrítica dúctil. Tienen una
alta capacidad de absorción de energía, lo que hace que sean muy adecuados
para piezas de refuerzo.
En los últimos años han tenido lugar numerosos avances en busqueda de nuevos
aceros vinculados con la disminución de peso y aumento de seguridad como son
los aceros DP. Estos aceros pueden ser producidos a partir de aceros
hipoeutectoides. En el caso de los aceros al carbon, basta con un tratamiento de
austenización parcial a temperaturas ubicadas en la region intercrítica (entre A3 y
A1) del diagrama de fases Fe-Fe3C, que descomponga la microestructura de
ferríta-perlíta inicial en una microestructura de ferríta(α)-austeníta(ɣ), al
transformar la perlita (ferrita+Fe3C) en austenita, y seguido por un temple que
promueva la transformación de austenita a martensita, consiguiendo un material
de estructura bifásica con contenidos variables de ferrita y martensita. [11,12].
3.1.1 Tratamiento intercrítico
Los tratamientos intercríticos en aceros de bajo o medio contenido en carbono, se
basan en calentar el acero hasta alcanzar la región bifásica donde coexisten la

17
ferrita y la austenita. A medida que se aumenta la temperatura del tratamiento se
incrementa la proporción de austenita.
Cuando un acero de bajo contenido en carbono se calienta hasta la región
intercrítica y luego se enfría rápidamente, la austenita se convierte en martensita y
la microestructura final resultante es una mezcla de ferrita, con una alta densidad
de dislocaciones, y martensita (en ocasiones también aparece una pequeña
proporción de austenita retenida). Se necesita un medio de enfriamiento muy
severo (agua) para formar martensita en los aceros menos templables, ya que el
tratamiento genera una austenita con un contenido en carbono muy superior en el
acero.
Las temperaturas 𝐴1 y 𝐴3 se pueden calcular basadas en la composición química,
de la siguiente manera:
𝐴1 (°𝐶) =723−7.08 Mn + {37.7 −11.5 C −14 Mn −3.1 Cr}Si +21.7 Al+3.18 W+297
S−830 N +18.1 Cr −0.84 Cr2 +50.1 V −28 V2 + {8.95 −5.28 C −6 Mn + 6.77 Si – 0.8
Cr – 0.46 Ni}Ni+ {44.2 −57.9 C −15.5 Mn + 30.8 V – 3.46 Mo}Mo– 27.4 CV (Ec. 1)
𝐴3 (°𝐶) = 912+ {– 370 + 16.2Mn + 15.4 Cr + 48 Ni+ 32.3 Si + 174 C} C – 27.4Mn+
2.46Mn2 + {27.3 + 4.32 Cr – 17.3 Mo – 18.6 Ni– 6.86Si} Si + 190 Ti + 72 Al + 64.5
Nb + 5.57W + 332S + 276P +485N – 900B + {4.8 Mn – 37.2+ 1.24 Ni} Ni + {95.2+
40.5Mo ± 60.2V} V– 6.35Cr + 0.322Cr2 + 9.9Mo2 (Ec. 2)
O de forma alternativa:

18
𝐴3 (°𝐶) = 912 − 203√𝐶 + 44.7𝑆𝑖 − 30𝑀𝑛 + 700𝑃 + 400(𝐴𝑙+Ti) + 15.2𝑁𝑖 + 31.5𝑀𝑜 −
11𝐶𝑟 + 104𝑉 + 13.1𝑊 − 20𝐶𝑢 + 120𝐴𝑠 (Ec. 3)
Las ecuaciones son válidas para aleaciones que contengan los siguientes
porcentajes de sus elementos químicos:
0.2% < C > 0.7; Mn < 1.5%; Si < 0.3%; Ni < 2.8%; Cr < 1.5%; Mo < 0.6%.
Fig. 3. Esquema de un ciclo de tratamiento térmico para producir un acero DP.
Fuente: Maffei B., Et al., (2007). Dual Phase Steel Rebars for High Ductile R.C. Structures.
3.2 Soldadura manual por arco protegido con fundente (SMAW)
La soldadura se inicia cuando se enciende un arco eléctrico entre un electrodo
recubierto por un material protector (fundente), que rodea al material de
aportación de composición química controlada y la pieza de trabajo. El intenso
calor del arco funde la punta del electrodo y la superficie de trabajo inmediata al
arco. El fundente, forma una escoria que protege al baño de soldadura. Al fundir,
tiene lugar una reacción química, produciéndose una transferencia de elementos,
del fundente al baño de soldadura, que contribuyen a la composición del metal

19
depositado. El metal de aporte se deposita a través del arco en pequeños glóbulos
de metal fundido resultando así una pileta de soldadura fundida. Mientras, el arco
se mueve sobre la pieza de trabajo el electrodo se va consumiendo.
Fig.4. Proceso manual, S.M.A.W.
Fuente: Hernández, Germán. (2006). Manual del Soldador. Madrid: CESOL
3.2.1 Zona afectada por el calor
Es aquella parte del metal base adyacente al metal de soldadura, la cual ha sido
calentada a una temperatura suficientemente alta como para sufrir algún cambio
físico significativo y detectable, pero que en general no se ha fundido. El cambio
físico puede ser un crecimiento de grano o un revenido en caso de que el acero
haya sido templado; o un endurecimiento del acero con o sin crecimiento de
grano. Resulta del calentamiento entre las temperaturas A1 (temperatura
eutéctica) y la temperatura peritéctica (temperatura en que una fase líquida
reacciona con una fase sólida para formar una fase sólida nueva y diferente).
Durante el enfriamiento el tiempo de permanencia de la ZAC entre las

20
temperaturas A3 y A1 es muy corto. Está sometida a un duro ciclo térmico, donde
el calentamiento, el consumible y el tiempo de enfriamiento influyen sobre el
tamaño de grano.
Fig. 5. Zonas metalúrgicas producidas en una junta soldada.
Fuente: Pastor Mario. (2004). Introducción a la metalurgia de la soldadura.
La ZAC está compuesta a su vez de tres zonas: zona de grano parcialmente
refinado (ZGM), zona de grano refinado (ZGF) y zona de grano grueso (ZGG). El
crecimiento del grano no es equilibrado y este no recristaliza ordenadamente sino
que los granos que tienen un tamaño mayor comenzaran a consumir a los granos
más pequeños.
Fig. 6. Comparación del ciclo térmico de una soldadura con el diagrama Fe-C.
Fuente: Kou Sindo, (2003). Welding Metallurgy; pág. 395.

21
Fig. 7. Sub-zonas de la ZAC de un acero al carbono comparada con el diagrama Fe-C.
Fuente: Kou Sindo, (2003). Welding Metallurgy; pág. 397.
3.2.2 Tipo de corriente
3.2.2.1 Corriente alterna
Los electrones cambian de dirección cada 1/120 segundos, por lo tanto ánodo y
cátodo se alternan, además el amperaje posee una gráfica sinodal, por lo cual el
valor del amperaje en algún momento es cero lo cual es perjudicial para ciertos
electrodos.
3.2.2.2 Corriente continua de electrodo negativo (DCEN)
El electrodo es conectado al polo negativo y la masa al polo positivo, logrando
concentrar de esta manera alrededor de ⅓ del calor en el electrodo y ⅔ tercios en
la pieza. Maximiza la fusión del electrodo y además es adecuada para soldar
materiales delgados.

22
3.2.2.3 Corriente continua de electrodo positivo (DCEP)
El electrodo es conectado al polo positivo y la masa al polo negativo, logrando
concentrar de esta manera alrededor de ⅔ del calor en el electrodo y ⅓ en la
pieza. Es utilizado generalmente para obtener mayor penetración en el material
base por lo que puede soldar materiales de mayor espesor.
Fig. 8. Corriente continua de electrodo positivo (DCEP)
Fuente: Jeffus, L. (2009). Soldadura. Principios y aplicaciones (Quinta Edición ed.). (S. Traducciones Vox Popili, Trad.) Madrid, España: Parainfo.
3.2.3 Especificación de procedimientos de soldadura (WPS)
La WPS (Welding procedure specification) es una guía para el soldador, donde
se especifican las variables del proceso, garantizando las propiedades mecánicas
de la junta soldada. Es la herramienta primaria usada para comunicar al soldador,
supervisor e inspector como una soldadura específica debe realizarse, así mismo,
ayuda a asegurar la calidad de la soldadura y la construcción económica. En la
WPS existen variables esenciales y variables esenciales suplementarias. Los
códigos dan rangos para definir las primeras; para las segundas no existe un
límite claro en la norma y el diseñador es quien debe ponerlo, de manera tan
amplia como la experiencia y conocimiento lo permitan. Es responsabilidad del
constructor verificar que las variables particulares relacionados dentro de los

23
requerimientos de una WPS sean los adecuados, por lo que se suele hacer un
ensayo de soldadura antes de establecer la WPS final. Una WPS precalificada es
elaborada excepcionalmente y puede ser usada sin pruebas o calificación, puesto
que han sido desarrollados a partir de juntas seguras soldadas mediante procesos
de soldadura igualmente seguros por un soldador certificado.
3.2.4 Reporte de Procedimiento de Calidad de Soldadura (PQR)
El PQR (Procedure Qualification Record) es el documento que valida, respalda,
modifica o soporta una WPS, es un registro de los valores reales usados en la
soldadura y los obtenidos en ensayos de la junta, además suministra la prueba de
soldabilidad por esto algunas de las variables esenciales del PQR son aplicables a
las del WPS. El PQR sirve como confirmación de una calificación de una WPS
exitosa, del mismo modo es posible escribir una WPS de un PQR exitoso.
Las etapas para elaborar un PQR son:
1. Escribir una WPS preliminar
2. Soldar un elemento de prueba con base en la WPS
3. Preparar los especímenes de prueba
4. Realizar los ensayos requeridos
5. Evaluar los resultados
6. Documentarlos en un PQR
Los datos obtenidos al soldar y ensayar una probeta, deben ser consignados en el
PQR, el cual debe contener:
• Las variables Esenciales de los procesos empleados en el procedimiento.

24
• Las variables Esenciales Suplementarias cuando se requiere Prueba de
Impacto.
• El registro de las variables No Esenciales, a elección del fabricante.
• Cualquier otra información que se considere necesaria para la elaboración de
la soldadura.
Es recomendable anexar el certificado del material base. Siempre debe estar
disponible para el inspector de verificación y el ingeniero. En tanto que la WPS
siempre debe estar disponible para los soldadores.
3.3 Post Calentamiento
El tratamiento térmico post soldadura (TTPS) o “postweld heat treatment”
(PWHT), es un calentamiento uniforme del metal base seguido de un enfriamiento.
Se aplica como atenuación de tensiones que busca remover el hidrogeno que
pudiera quedar luego de la soldadura, disminuye la dureza de la ZAC, del metal de
soldadura y del material base, aumenta la resistencia a la corrosión, al reducir las
tensiones residuales aumenta la estabilidad dimensional de estructuras, aumenta
la tenacidad del materia y la resistencia a la fatiga. Cabe señalar que la mayoría
de tratamientos térmicos postsoldadura son subcríticos (cuando la temperatura es
inferior a la temperatura crítica A1) y no de recristalización alotrópica (cuando
alcanza temperaturas superiores a la crítica). [13]

25
3.4 Carbono equivalente
Es una medición de la tendencia de los elementos presentes en el metal base
que permite cuantificar la soldabilidad de un acero, además determina si un acero
debe recibir un tratamiento de soldadura desde el punto de vista de su
composición química para no presentar fisuraciones en frio en la ZAC. La
susceptibilidad al agrietamiento en frío es directamente proporcional a la cantidad
de martensita en la ZAC. El CE proporciona un índice de medida de los efectos
que tienen los elementos aleantes en la formación de martensita.
Lorenz y Düren han propuesto la expresión [13]:
CE=C+
+
+
+
+
+
+
(Ec. 4)
Carbono equivalente Soldabilidad
Hasta 0.35 0.36-0.4
0.41-0.45 0.46-0.5
Sobre 0.5
Excelente Muy Buena
Buena Limitada
Mala
Tabla 1. Relación entre carbón equivalente y soldabilidad.
Fuente: http://civil-engg-world.blogspot.com/2010/01/weldability-of-steel.html
Si: CE < 0,35 No requiere tratamiento
0,35 < CE < 0,55 requiere precalentamiento
CE > 0,55 requiere precalentamiento o TTPS.
Por la regla de la palanca también se obtiene el porcentaje de perlita:
%P =
(Ec. 5)

26
3.5 Micro-constituyentes de un acero Doble Fase
3.5.1 Ferrita (α)
Es una solución sólida de carbono en hierro alfa, por esto se considera como
hierro puro. Es el constituyente más blando de los aceros pero es el más tenaz y
dúctil. Su solubilidad a la temperatura ambiente es de 0,008% de carbono; la
máxima solubilidad de carbono en el hierro alfa es de 0,02% a 723 °C. Cristaliza
en una estructura cúbica de cuerpo centrado (BCC). Existen varios
conformaciones de ferrita que se producen según la composición química
(Contenido de carbono o elementos aleantes), tiempo de calentamiento o proceso
enfriamiento. En los aceros hipoeutectoides templados, puede aparecer mezclada
con la martensita cuando el temple no ha sido efectuado a altas temperaturas.
Fig. 9. Ferrita: BCC acepta muy poco carbono en su interior.
La ferrita puede ser clasificada según su morfología como lo presentó inicialmente
Dubé y posteriormente Aaronson [14] con la inclusión de subgrupos primarios y
secundarios.
3.5.1.1 Ferrita Idiomórfica
Se forma a temperaturas ligeramente inferiores a las de la ferrita alotriomórfica; la
diferencia en la aparición de estas dos estructuras se basa en los lugares de
nucleación en donde se producen (la ferrita Idiomórfica nuclea generalmente en la
inclusiones dentro del grano austenítico). Su estructura es equiaxial, es decir que

27
posee dimensiones homogéneas desde su eje hacia los límites de grano, además
no presenta una orientación relacionada con la matriz dentro de la cual crece. Es
muy singular su obtención, ya que en la producción de metales comerciales se
evitan las inclusiones (puesto que afecta las propiedades mecánicas del material).
3.5.1.2 Ferrita Intergranular
Se desarrolla en forma de bastones a partir de la nucleación en las inclusiones
presentes dentro del grano austenítico, con la diferencia respecto a la ferrita
Idiomórfica en que su morfología no es equiaxial. Un desarrollo alto de esta ferrita
en las inclusiones del acero mejora las propiedades mecánicas del material, ya
que su obtención al interior del grano beneficia la no propagación de grietas.
3.5.1.3 Ferrita bainítica o acicular
Esta fase es de considerable importancia tecnológica ya que provee una
microestructura relativamente tenaz y resistente. Se ha encontrado que la ferrita
alotriomórfica favorece la formación de la acicular en detrimento de la bainita.
Tiene en sus tres dimensiones una morfología de placas delgadas ovaladas, las
cuales nuclean intergranularmente durante la transformación γ→α dentro de los
granos de austenita (siempre que exista una alta densidad de inclusiones), se
puede producir una fina estructura entrelazada (< 5μm), algunas de estas placas
pueden estimular la nucleación de otras (auto catálisis). [10]

28
Fig. 10. Ferrita acicular e intergranular
Fuente: G. Thewlis. Materials perspective. Classification and quantification of microstructure in steel. Materials Science and Technology .(2004). ProQuest Science Journal.
3.5.1.4 Ferrita Alotriomórfica
Es de morfología no regular, es la primera ferrita en formarse cuando se enfría la
ausentita hasta temperaturas inferiores a A3, por tanto determina la cantidad de
austenita que esta sin transformar, e indirectamente incide en las posteriores
transformaciones que se llevan a cabo por dicha austenita en otras fases.
Regularmente nuclea a lo largo del límite del grano de la austenita, con apariencia
alargada. Crece con un tamaño, aproximadamente, tres veces más grande que la
ferrita que rodea al grano austenítico. En aceros de contenido bajo y medio de
carbono es la que predomina en la frontera de grano austenítico, debido a lo
anterior la perlita nuclea en las fronteras α/𝑦 previamente establecidas. Primero
crece lateralmente a lo largo de la frontera y después crece perpendicularmente
en el grano de austenita. [15]. Hay ausencia de cualquier cambio de forma
macroscópica, y sólo se observa un cambio de volumen. Los cristales exhiben una
relación de orientación preferente con los granos de austenita. [16]

29
3.5.1.5 Ferrita Widmanstaetten, Wittmanstätten o de placas laterales [αW; WF]
Su nombre se debe al científico austríaco Alois von Widmanstätten quien
encontró este tipo de microestructuras en meteoritos. Se pueden encontrar en
algunas soldaduras de aceros de bajo contenido en carbono en las que la zona
afectada por el calor se enfría rápidamente por conducción a través del metal
base, también se originan por altas temperaturas de coladas, o durante
transformaciones en estado sólido, cuando la velocidad de enfriamiento es
demasiado alta para permitir la aparición de ferrita inter-granular. Se tiende a
evitar impidiendo su formación o eliminándolas por tratamiento, ya que reduce la
tenacidad del acero y proporciona fragilidad. Las placas crecen dentro de
austenita no transformada, a lo largo de su longitud. La tasa de crecimiento es
controlada sólo por la difusión del carbono en la austenita por delante de la placa.
Puede ocurrir a un relativo bajo sub-enfriamiento [17].
Las placas primarias crecen directamente a partir de los límites de grano
austenítico o de inclusiones, mientras que las secundarias, lo hacen a partir de
ferrita alotriomórfica, que se produce sobre todo en la frontera entre la ferrita y la
austenita. Con un enfriamiento adicional, la αW secundaria nuclea en el lado γ de
la ferrita alotriomórfica y crece en el grano de austenita. Este proceso de
nucleación y crecimiento conduce a la morfología de diente de sierra. [18] a igual
que la bainita siempre nuclean en las interfaces de baja energía. La separación de
laminillas disminuye con la temperatura de transformación. [19]

30
Fig. 11. Ferrita Widmanstätten que nuclea a partir de otras morfologías
Fuente: G. Thewlis. Materials perspective. Classification and quantification of microstructure in steel. Materials Science and Technology .(2004). ProQuest Science Journal .
3.5.2 Austenita retenida
Austenita que se encuentra a temperatura ambiente ya que no alcanzan a
transformar completamente a martensita durante el temple. Generalmente esta
presencia de austenita retenida reduce la dureza de temple, en algunos casos
imperceptiblemente. Aun, en los casos en que la transformación martensítica es
altamente eficiente, siempre queda aproximadamente 1 % de austenita. Tanto la
austenita retenida como la martensita quedan fuertemente tensionadas; se
comprimen mutuamente y la compresión será tanto mayor cuanto mayor sea el
tamaño que alcance el cristal de martensita. Se presenta muchas veces como una
malla fina en torno de los listones martensíticos. Para fines prácticos es frecuente
definir el punto donde el 95% de la transformación se ha alcanzado como una
transformación martensítica completa.

31
Fig. 12. Efecto del contenido en carbono sobre el volumen de austenita retenida en una martensita templada.
Fuente: Pastor Muro, Ana. Estudio de la transformación martensítica, optimización de la microestructura y prevención de la
rotura frágil en piezas coladas de acero x38crmov5-1 de alta resistencia. Tesis Doctoral. Universidad Complutense de Madrid. Facultad de Ciencias Físicas. Departamento de Física de materiales. 2015.
3.5.3 Martensita (αʼ)
Es el constituyente estructural de temple de los aceros: sobresaturación de
carbono o Fe3C en ferrita obtenido a partir de la austenita. Es fundamental para
su aparición una velocidad de enfriamiento alta (alrededor de 120º/hora) que
impida la difusión. Su estructura cristalina es tetragonal centrada (BCT), presenta
por tanto una red distorsionada, responsable de su dureza. Su elevada dureza, así
como el grado de tetragonalidad aumenta con el porcentaje de carbono; no
obstante, cuando se supera el 0,75% C queda algo de austenita sin transformar, y
el promedio de dureza decrece ligeramente. No requiere superar una barrera de
energía térmica (transformación atérmica) y no lleva a cambios de composición en
el paso de austenita a martensita, evitándose la migración del carbono.

32
Fig. 13. Red cristalina de la fase martensita del acero. El carbono queda atrapado en una
posición donde no cabe en la red cúbica centrada en el cuerpo, produciéndose así una
distorsión elástica.
La morfología de la martensita depende también del contenido de carbono:
a) %C < 0,5 Martensita en "cintas" o listones (lath-martensite) paralelos
agrupados en paquetes que, en la mayoría de los casos, no se resuelven en
microscopía óptica. Pueden aparecer pequeñas zonas de austenita retenida
entre los listones.
b) 0,5 < %C < 1,2 Mixta
c) 1,2 < %C Martensita en agujas o placas (plate-martensite) lenticulares en las
que se detecta la presencia de maclas. Este constituyente presenta aspecto
acicular en la observación metalográfica. Las agujas de martensita, que
aparecen rodeadas por una matriz de austenita, suelen tener ángulos próximos
a 60° en zigzag, porque esta disposición facilita la acomodación de las
tensiones que se desarrollan en el proceso de transformación
El contenido de carbono en la martensita es dependiente de la temperatura de
enfriamiento. A medida que aumenta la temperatura final de enfriamiento, el
contenido de carbono en la martensita disminuye. Dados los deslizamientos de la
red durante la transformación se produce una alta densidad de dislocaciones y en
ocasiones micro-fisuras.
El endurecimiento de la martensita debe ser mayor cuanto más elevada sea la
deformación de la red o, lo que es lo mismo, cuanto más elevada sea la cantidad
de carbono disuelta en la misma. Este efecto viene descrito por la fórmula de Just:

33
HRC = 20 + 60√ 𝐶 (Ec. 6)
Que permite calcular la dureza Rockwell C, HRC, de la martensita en función de
su contenido en carbono para aceros con contenidos en carbono por debajo del
0,6%.
El tamaño promedio de cada lente de martensita disminuye a medida que la
cantidad de martensita aumenta, hasta que al final, los volúmenes de fase no
transformada son tan pequeños y tan altamente deformados que suspenden la
transformación, lo que implica que es posible no alcanzar 100% de
transformación.
Como resultado de la transformación martensítica, en la superficie se forman
tensiones residuales de tracción, y en el núcleo, de compresión. Las tensiones de
tracción en la superficie además de poder producir fisuras, bajan la resistencia a la
fatiga del acero. Por esta razón debe tratarse de disminuir las tensiones
estructurales, las que serán mayores, cuanto más alta es la temperatura de temple
y la velocidad de enfriamiento en el intervalo de las temperaturas MS y MF. [20]
3.5.3.1 Temperatura MS
La martensita comienza a formarse a una temperatura característica de cada
acero, MS (martensite start). El porcentaje de αʼ dependerá de cuanto haya
descendido la temperatura por debajo de esta, hasta llegar al 100% de
transformación a la temperatura MF (martensite finish), que puede estar por debajo
de la temperatura ambiente. Mientras mayor sea el avance entre MS y MF, mayor
será el grado de transformación de γ en αʼ. Si se desciende bajo MS la cantidad de
αʼ será pequeña y la no transformada de austenita retenida. Se define como:

34
Ms (oC) = 496 [1 − 0,62 C] [1 − 0,092 Mn] [1 − 0,033 Si] [1 − 0,045 Ni] [1 − 0,07 Cr]
[1 − 0,029 Mo] [1 − 0,018 W] [1 − 0,012 Co] (Ec. 7)
El cálculo de MS no es exacto y puede encontrarse dentro del rango ± 30 ºC.
La influencia del estado tensional en la transformación se pone de manifiesto en la
posibilidad de obtener fase martensítica por encima de la temperatura Ms cuando
previamente se deforma plásticamente la fase inicial, y como es de prever en este
caso los aumentos de temperatura por encima de Ms disminuyen la cantidad de
fase martensítica obtenida. La temperatura Ms disminuye con el aumento del
contenido de C y por lo tanto, también lo hace la probabilidad de auto-revenido
durante el temple. [21]
Para determinar casi todas las transformaciones de fase la ecuación JMAK es
válida, pero debido a la cinética de transformación de la martensita se modela por
medio de la siguiente ecuación [22]:
dVm / dT = 0.0428 (Ms ─T) 0.191 • Vm0.382
•(1─ Vm) 2.421 (Ec. 8 )
Dónde Vm es la fracción de volumen de martensita.
3.5.3.2 Martensita β o revenida
Por calentamiento a baja temperatura (encima de 150º C), la retícula tetragonal
inestable de la martensita tiende a transformarse en cúbica, precipitando el C en
pequeñísimas partículas sub-microscópicas. Ésta se ve como agujas
ennegrecidas, a diferencia de las agujas más claras de α´. A medida que aumenta
la temperatura, sin llegar a A1 la precipitación es cada vez más intensa. La

35
transformación α´ → β es de tipo difusivo: su extensión es función tanto de la
temperatura como del tiempo.
3.5.4 Bainita
Es el producto de una reacción eutectoide no laminar, en oposición con la perlita.
Dado que la transformación ocurre a menor temperatura que la perlita, tiende a
tomar forma de agujas (en una vista plana). Se registra una temperatura justo por
debajo de la nariz del diagrama TTT. La bainita superior o plumásea, se obtiene
isotérmicamente cerca de Bs, tiene grandes regiones de cementita semejantes a
varillas, similar a la martensita revenida de bajo carbono. La bainita inferior o
acicular, se forma cerca de Ms, tiene partículas de cementita mucho más finas,
suelen aparecer alineados a 60° respecto al eje de las placas de ferrita, tiene una
mayor tenacidad ya que los carburos precipitados en el interior de las agujas de
ferrita dificultan la propagación de grietas. La temperatura de comienzo de las
transformaciones bainíticas, se define como:
BS (°C) = 830 – 270%C – 90%Mn – 37%Ni – 70%Cr – 83%Mo (Ec. 9)

36
4. METODOLOGÍA
4.1 Revisión de elementos necesarios
Se requiere una cortadora metalográfica, un espectrómetro para conocer la
composición química del material, un horno para tratamientos térmicos, equipo
para soldadura SMAW, un buril para insertos y un torno para refrentar las probetas
después de la soldadura, una pulidora metalográfica, un microscopio
metalográfico y un microdurometro. Los materiales requeridos son:
Platina de acero 1045 con ⅜ o ½ de pulgada de espesor para evitar el
pandeo debido a los tratamientos.
Lijas № 80, 120, 200, 400, 800, 1000, 1200 y 2000 para el pulido
Alambre para amarrar las probetas durante los tratamientos con el fin de
obtener un temple rápido y uniforme, así como evitar la disminución
considerable de temperatura en el horno por demoras en el retiro.
Guantes y pinzas para el manejo del horno.
Alúmina y nital para la preparación metalográfica.
Se requiere además de un soldador certificado, ya que se debe garantizar la
calidad en los resultados de las pruebas.
Las normas que serán necesarias para la correcta elaboración del proyecto son:

37
ASTM E3 Presenta los requerimientos para la preparación de muestras que vallan
a ser estudiadas a través de un ensayo metalográfico.
ASTM E407 Guía para los diferentes ataques químicos para revelar las fases y
micro constituyentes de metales y aleaciones.
ASTM E562 Para el cálculo de fracción de volumen por conteo sistemático manual
de puntos.
ASTM E384 Establece los requerimientos para las máquinas de ensayos y los
procedimientos para el ensayo de micro dureza Vickers.
ASTM E110 Usada para obtener información sobre los cambios microscópicos de
dureza en fases, constituyentes y zonas de soldadura.
AWS A5.1 Especificación para electrodos de acero al carbono para soldadura por
arco metálico protegido.
AWS A5.18 Establece el tipo de electrodo adecuado según las características del
material base.
4.2 Elaboración de Probetas
Una vez comprobado que el material es un acero SAE 1045 mediante un análisis
de espectrometría, se cortará el material base con el fin de obtener 3 probetas
para cada tratamiento, es decir un total de 12 pares que formarán las juntas, se
fabricará las probetas con 10 milímetros de ancho como mínimo por requisito para
la micrografía óptica y se realizará una espectrometría con el fin de conocer la
composición química y con ello A1, A3 y MS.

38
4.3 Temple
Se determinarán el tiempo y temperatura adecuados requeridos en el horno o
mufla, y se templará en agua (Tag).
4.4 Elaboración de WPS y Soldadura
Se hará una Especificación del Procedimiento de Soldadura en donde se indicar
las variables de la soldadura. Esta debe ser hecha por un soldador certificado.
4.5 Tratamiento de soldadura
Después de soldar de a parejas el material en los parámetros señalados en el
WPS se realiza el post calentamiento como alivio de tensiones, se repartirá en
grupos de 4 para el tratamiento a tiempos distintos (5, 10 y 15 minutos).
4.6 Elaboración de PQR
Una vez hecha la unión y el post-calentamiento se evaluará los resultados
obtenidos y documentarán en un formato PQR.

39
4.7 Preparación micrográfica
4.7.1 Pulido
Se hará un pulido húmedo (evitando de este modo el calor generado por la
fricción del acero con los abrasivos de la lija, y así mantener una misma fase en el
material), hasta obtener una superficie liza.
4.7.2 Desbaste Fino
Se utiliza la pulidora de disco de la Universidad Distrital marca METKON modelo
FORCIPOL 2V y un paño con alúmina disuelta en agua, para obtener un
terminado de apariencia de espejo.
4.7.3 Ataque Químico
Se hará el ataque químico con Nital dejando la probeta sumergida durante tres
segundos, inmediatamente se lava en agua y se seca con algodón o con un paño
suave hasta que esta esté completamente seca.
4.8 Toma micrográfica
Se procede a tomar las imágenes en el microscopio metalográfico, a 500
aumentos para comparar las diferencias según el tratamiento para cada probeta.

40
5. DESARROLLO DEL PROYECTO
5.1 Elaboración de probetas
El acero fue elaborado por la empresa china Xing Cheng Steel, y distribuido por
la Compañía General de Aceros S.A. en Bogotá. Las probetas son fabricadas en
la cortadora Metacut 250 que se encuentra en el laboratorio de metalografía de la
Universidad Distrital Francisco José de Caldas.
Fig. 14. Probeta para realizar las juntas. Dimensiones aproximadas (mm): 9.53 x 10 x 150
5.2 Resultados de la composición química
Se hicieron 3 quemas del material base en el espectrómetro de emisiones en la
Universidad Nacional de Colombia, dando como resultado una fracción
volumétrica de hierro del 98.44 % y para los elementos aleantes de:
Mn 0.747 C 0.434 Si 0.232 Cr 0.045 Al 0.028 Ni 0.026 Cu 0.022
Mo 0.01 Pb 0.005 Co 0.004 Nb 0.002 V 0.002 Sn 0.001 B 0.0009
Tabla 2. Resultados de espectrometría.
Esto confirma que se trata de un acero SAE 1045.

41
5.3 Determinación de las temperaturas A1, A3 y MS
A partir de (1), (2) y (9) encontramos que:
A1= 721.21℃; A3= 781.24℃ y MS= 332.136℃
El temple se hará a 760℃ durante 30 minutos, debido a la profundidad del
material.Un revenido por debajo de MS se realiza como tratamiento de alivio de
tensiones y por encima se busca la transformación de fases. Generalmente
cuando se pre-calienta, se hace a temperaturas bajas, mientras el post-
calentamiento se efectúa a altas temperaturas. Pero en este caso solo se hará un
post-calentamiento. Se desea una temperatura justo por encima del inicio de
formación de martensita, para conocer el comportamiento del material en ese
estado. Como se indicó el MS real puede encontrarse dentro de un rango de ±
30ºC del teórico, además el horno utilizado para este trabajo puede indicar hasta 6
grados de error (Anexo A), además en la determinación de MS no se ha tenido en
cuenta su modificación debido a la adición de calor por la soldadura. Por lo tanto,
se decide tomar una temperatura para el tratamiento en la unión de 370ºC.
La temperatura de inicio de transformación bainítica es de 640ºC (ecuación 9),
por lo que no existirá en esta estructura presencia de bainita ni ferrita acicular.
Debido a que el porcentaje de carbono equivalente nos indica que la soldadura
es limitada (ecuación 4) (%CE = 0.4887) para garantizar la unión se usará el
electrodo E7018.

42
5.4 WPS del proyecto
ESPECIFICACIONES DEL PROCEDIMIENTO DE SOLDADURA (WPS)
WPS SAE1045DP-1 Institución: Universidad Distrital Francisco José de Caldas Soldador Certificado: Alejandro Suarez Fecha: Mayo 2017
PROCESO TECNICA Soldadura SMAW Tipo de cordón Mixto
Método Manual, Automática Numero de pases Múltiple
Polaridad DCEP Distancia de boquilla ………..
Fuente de poder VOLTAJE CONSTANTE Limpieza entre pases Grata circular
POSICION Método de saneado Refrentado en torno
A tope 1-4G Temp. precalentam. ………..
Filete 1-3F Temp. entre pases ………..
Progresión vertical Ascend. o Descendente Temp. post-soldadura Mínima
METAL BASE DISEÑO DE LA JUNTA Especificaciones ASTM 1045 DP Nombre T-U1a
Rango calificado ⅛ˮ- 1ˮ Tipo A Tope
Espesor ⅜ ˮ Respaldo NO Material .....
METAL DE APORTE Ancho ..... Espesor ..... Especificación AWS AWS A.5.1. Raíz ⅛ˮ Cara ⅛ˮ Clasificación AWS E-7018 Otro …….
PROTECCION
Gas …………. Composición …………. Rata de flujo ………….
Fundente ………….
PROCEDIMIENTO DE SOLDADURA
Pase Proceso Clase Diámetro Amperaje Voltaje Velocidad de Avance (mm/min)
1 SMAW E-6010 ⅛ˮ 95-110 21-23 170
2-n SMAW E-7018 ⅛ˮ 110-115 21-25 150
3 SMAW E-7018 ⅛ˮ 105-115 21-23 150
4 SMAW E-7018 ⅛ˮ 110-120 20-22 150
ELABORADO POR: Fabián José Correa APROBADO POR: Ing. Carlos A. Bohórquez

43
5.5 PQR del proyecto
REGISTRO DE LA CALIFICACIÓN DEL PROCEDIMIENTO (PQR) PQR SAE1045DP-1
Institución: Universidad Distrital Francisco José de Caldas Soldador Certificado: Alejandro Suarez Fecha: Agosto 2017 WPS №: SAE1045DP-1
PROCESO TECNICA Soldadura SMAW Tipo de cordón Oscilado
Método MANUAL Numero de pases Múltiple
Polaridad DCEP Cant. de electrodos Único
Fuente de poder VOLTAJE CONSTANTE Distancia de boquilla ………..
POSICION Limpieza entre pases Grata circular
A tope 3G Método de saneado Refrentado en torno
Filete 3F Temp. precalentam. ………..
Progresión vertical Ascendente Temp. entre pases ………..
METAL BASE Temp. post-soldadura 370 ℃
Especificaciones SAE 1045 Tiempo post-soldado 5, 10 o 15 minutos
Tipo Doble fase DISEÑO DE LA JUNTA Máx. espesor pase Menor de ½ ˮ Nombre T-U1a
Espesor ⅜ ˮ Tipo A Tope
METAL DE APORTE Respaldo NO Material ..... Especificación AWS AWS A.5.1. Ancho ..... Espesor ..... Clasificación AWS E-7018 Raíz ⅛ˮ Cara ⅛ˮ Espesor 9/16 ˮ
PROTECCION Gas …………. Rata de flujo ………….
Fundente ………….
PROCEDIMIENTO DE SOLDADURA
Pase Proceso Clase Diámetro Amperaje
Voltaje
Velocidad de Avance (mm/min)
1 SMAW E-7018 ⅛ˮ 105-120 25 145-155
2-n SMAW E-7018 ⅛ˮ 105-120 25 145-155
INSPECCIÓN VISUAL
Apariencia: Aceptable Socavado: Ninguno Convexidad: Ligera Porosidades: Aceptable Grietas: Ninguna
Tipo de Prueba Análisis metalográfico, cordón de soldadura: ferrita y martensita Composición metal base por espectrometría:
Mn 0.747 C 0.434 Si 0.232 Cr 0.045 Al 0.028 Ni 0.026 Cu 0.022
Mo 0.01 Pb 0.005 Co 0.004 Nb 0.002 V 0.002 Sn 0.001 B 0.0009 Certifico que las declaraciones en este registro son correctas y que las soldaduras fueron preparadas y soldadas de acuerdo con los requerimientos de la AWS A5.1
ELABORADO POR: Fabián José Correa APROBADO POR: Ing. Carlos A. Bohórquez

44
5.6 Micrografías
El ataque fue al 1% de nital ya que al 2% sufrió un sobre ataque que impidió
observar la microestructura, debiendo volver a pulir desde la lija № 800. Después
del pulido, se enjuagó con alcohol etílico la superficie de espejo retirando las
impurezas, se realizó el ataque químico durante 4 segundos, inmediatamente se
limpió con algodón y enjuagó nuevamente con alcohol. Se utilizó un microscopio
metalográfico trinocular invertido Axio Observer D1m ubicado en el laboratorio de
metalografía de la Universidad Distrital.
En este trabajo se buscara distinguir y caracterizar las zonas presentes en el
acero soldado.
Fig. 15. Junta de acero AISI/SAE 1045 en doble fase
Solo templado
Revenido de 5 minutos
45
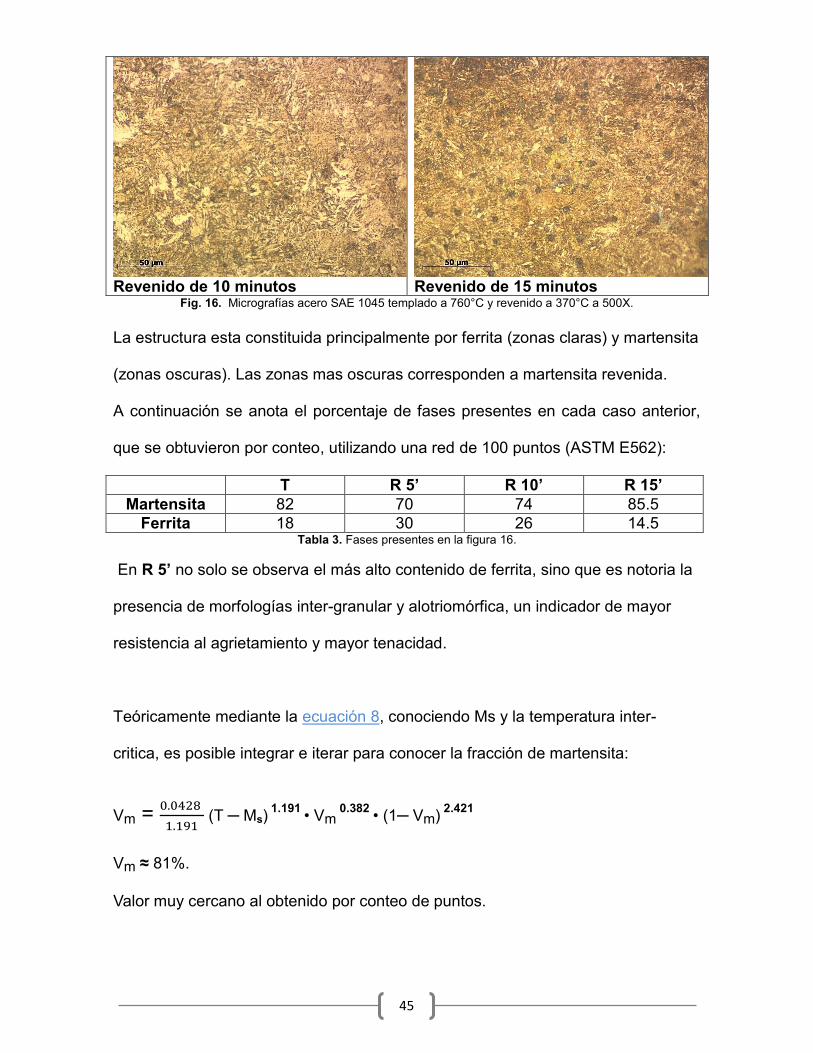
Revenido de 10 minutos
Revenido de 15 minutos
Fig. 16. Micrografías acero SAE 1045 templado a 760°C y revenido a 370°C a 500X.
La estructura esta constituida principalmente por ferrita (zonas claras) y martensita
(zonas oscuras). Las zonas mas oscuras corresponden a martensita revenida.
A continuación se anota el porcentaje de fases presentes en cada caso anterior,
que se obtuvieron por conteo, utilizando una red de 100 puntos (ASTM E562):
T R 5’ R 10’ R 15’
Martensita 82 70 74 85.5
Ferrita 18 30 26 14.5 Tabla 3. Fases presentes en la figura 16.
En R 5’ no solo se observa el más alto contenido de ferrita, sino que es notoria la
presencia de morfologías inter-granular y alotriomórfica, un indicador de mayor
resistencia al agrietamiento y mayor tenacidad.
Teóricamente mediante la ecuación 8, conociendo Ms y la temperatura inter-
critica, es posible integrar e iterar para conocer la fracción de martensita:
Vm =
(T ─ Ms)
1.191 • Vm 0.382
• (1─ Vm) 2.421
Vm ≈ 81%.
Valor muy cercano al obtenido por conteo de puntos.

46
Sin tratamiento
Revenido de 5 minutos
Revenido de 10 minutos
Revenido de 15 minutos
Fig. 17. Micrografías soldadura con E-7018 con revenido a 370°C a 500X.
Se observa una mayor fracción de ferrita alotriomórfica (⍺Al) e intergranular (⍺IG)
en el material de aporte, distribuidas de manera uniforme en el cupón de 10’,
además de que no se observan regiones amplias de ferrita Widmanstätten (⍺W),
lo que indicaría una disminución de las tensiones internas y un aumento de la
resistencia debido al tratamiento de post-calentamientos especialmente en este
espécimen.
⍺Al
⇚⍺W
⍺Al⇛ ⇚⍺IG
⇚⍺Al
⍺IG⇛
⇚⍺W
⇚⍺Al ⍺IG⇛

47
Sin tratamiento (500x)
Post-calentamiento de 5 minutos (500x)
Post-calentamiento de 10 minutos (200x)
Post-calentamiento de 15 minutos (500x)
Fig. 18. Micrografías del material base SAE 1045 y la ZAC, tratado a temperatura inter-crítica con tratamiento
térmico post-soldadura por encima de Ms.
Gracias al tratamiento de post-calentamiento se ha obtenido un grano más fino,
el cual se relaciona con mejores propiedades mecánicas. Esta sub zona de la ZAC
es conocida como Zona de Grano Parcialmente Refinado, la cual está sujeta a
temperaturas cercanas a A1, 721.21℃, para este momento la austenita se ha
descompuesto, se observa entonces la aparición inicialmente de ferrita
Widmanstätten (⍺W) en la ZAC resultado de un enfriamiento por conducción con el
material base, las laminillas de ⍺W se hacen menos frecuentes con el aumento de
48
tiempo en el horno en esta zona, debido posiblemente al aumento de temperatura
de transformación de fase.
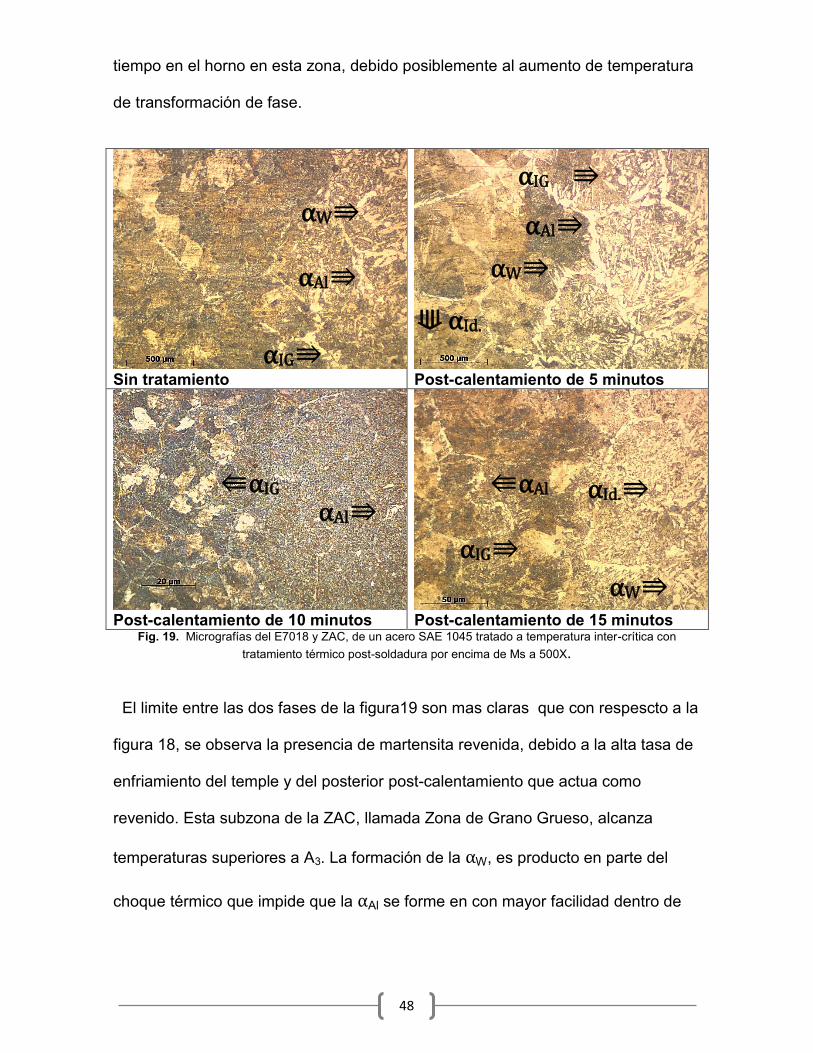
Sin tratamiento
Post-calentamiento de 5 minutos
Post-calentamiento de 10 minutos
Post-calentamiento de 15 minutos
Fig. 19. Micrografías del E7018 y ZAC, de un acero SAE 1045 tratado a temperatura inter-crítica con
tratamiento térmico post-soldadura por encima de Ms a 500X.
El limite entre las dos fases de la figura19 son mas claras que con respescto a la
figura 18, se observa la presencia de martensita revenida, debido a la alta tasa de
enfriamiento del temple y del posterior post-calentamiento que actua como
revenido. Esta subzona de la ZAC, llamada Zona de Grano Grueso, alcanza
temperaturas superiores a A3. La formación de la ⍺W, es producto en parte del
choque térmico que impide que la ⍺Al se forme en con mayor facilidad dentro de
⍺W⇛
⍺Al⇛
⍺IG⇛
⟱ ⍺Id.
⍺W⇛
⍺Al⇛
⍺IG ⇛
⍺Al⇛ ⇚⍺IG
⍺W⇛
⇚⍺Al ⍺Id.⇛
⍺IG⇛

49
los límites de grano de austenita. Este defecto es superado en gran medida por el
tratamiento con un tiempo de sostenimiento de 10 y 15 minutos.
Sin tratamiento
Post-calentamiento de 5 minutos
Post-calentamiento de 10 minutos
Post-calentamiento de 15 minutos
Fig. 20. Micrografías de la ZAC de acero SAE 1045 tratado a temperatura inter-crítica con tratamiento térmico
post-soldadura por encima de Ms a 500X
Se anota el porcentaje de fases presentes en cada caso:
T R 5’ R 10’ R 15’
Martensita 75.25 59.75 73.5 93
Ferrita 24.75 40.25 26.5 7 Tabla 4. Fases presentes en la ZAC
En la probeta únicamente templada se observa martensita muy obscura,
posiblemente con alto grado de carbono en su interior, o ya como martensita
revenida debido al tratamiento que aplica sobre el material la soldadura. Así
mismo, se observa en está mayor presencia de ferrita Widmanstätten, lo que
indica que hubo un alivio de tensiones en las probetas que recibieron el

50
tratamiento térmico, pues además en estás juntas la proporción de martensita
revenida es más alta. La morfología de ferrita presente en todos los casos es de
alotriomórfica e inter-granular principalmente.
5.7 Medición en el micro durómetro
Se utilizó el microdurómetro HMV-2 marca Shimadzu del laboratorio de
metalografía de la Universidad Distrital con un tiempo de indentación de 30
segundos. Se tomará una indentación en la soldadura y en el material base cada
3 mm desde el final de la ZAC para 4 registro de cada una, por su parte en la ZAC
se tomará cada 0.5 mm anotando 3 registros por cada probeta. En la siguiente
tabla cada fila corresponde a los valores registrados en una probeta distinta.
Todas las medidas tomadas se encuentran en Vickers (HV).
Soldadura ZAC Material Base
Tem
ple
1 269 222 225 257 314 266 237 288 410 543 507
2 254 239 269 253 356 657 383 291 423 494 554
3 248 250 261 260 329 215 539 302 405 481 421
5 M
inu
tos
1 281 268 296 281 319 276 293 376 465 471 495
2 275 250 257 318 288 268 281 346 408 360 442
3 268 257 263 283 264 293 277 377 404 442 432
10
Min
uto
s 1 230 218 245 203 247 211 235 296 319 245 287
2 213 235 242 222 239 243 264 272 287 283 299
3 238 266 232 271 246 255 257 285 296 272 285

51
15
Min
uto
s 1 247 221 262 200 311 311 332 284 324 332 337
2 218 228 286 412 309 472 259 197 275 317 263
3 303 232 271 284 345 322 411 240 345 306 301
Tabla 5. Resultados de la micro-dureza experimental
De la tabla anterior se obtienen los siguientes valores promedio (indicando en
color rojo los valores máximos y los mínimos en verde) y la gráfica que le
sigue:
Soldadura ZAC Material Base
T 257 237 252 257 333 379 386 294 413 506 494
5’ 274 258 272 294 290 279 284 366 426 424 456
10’ 227 240 240 232 244 236 252 284 300 267 290
15’ 256 227 273 299 322 368 334 240 315 316 300
Tabla 6. Promedios de la tabla 5.
Grafica 1. Perfiles de Micro-dureza del acero en estudio.

52
Se observa que el metal base alcanzó las mayores microdurezas, debido a altas
temperaturas y velocidades de enfriamiento en esta fase. Además a mayor
distancia de este, menor es la microdureza en la mayoría de muestras, esto
estaría asociado a un menor grado de dilución hasta alcanzar el centro del metal
de aporte.
La microdureza descienda a ambos lados de la soldadura, en el caso del acero T
y 15’, estos niveles obtenidos en el material de aporte cerca de la ZAC coinciden
con la presencia de ⍺W, la cual se puede atribuir a la microsegregación, generada
por el aporte de calor en la ZAC.
El tratamiento térmico post soldadura produjo un incremento de la microdureza
de la ZAC de la junta de 15’ debido a endurecimiento secundario, también
posiblemente debido a la transformación de austenita retenida en martensita,
aumentando su dureza casi hasta los niveles del acero sin este tratamiento.

53
6 CONCLUSIONES
Las variables en el PQR y el conocimiento del soldador certificado
permitieron obtener juntas adecuadas de conformidad con las normas.
Las fracciones volumétricas de la martensita dependen de la temperatura
del tratamiento intercrítico, del tiempo de sostenimiento del post
calentamiento y de la composición química del acero.
Se visualiza en la ZAC, especialmente en las fronteras con la zona de
fusión y con el material base la disminución de presencia de ferrita
Widmanstätten con el aumento del tiempo de sostenimiento del tratamiento
de post calentamiento, relacionado con las bajas microdurezas registradas
en estas subzonas. Se observa una mayor presencia de otras morfologías
de ferrita como la alotriomórfica, principalmente en las probetas de 5’ y 10’
de tratamiento lo que coincide con los menores valores de dureza
tabulados. Específicamente para los resultados para 10’ se han obtenido
las menores microdurezas, que oscilan entre 227 y 290 HV, tomadas desde
la soldadura hasta el material base. Por su parte en la junta que solo había
recibido un tratamiento intercrítico resultaron de 237 a 506 HV en el mismo
orden. Gracias al tratamiento de soldadura se logró un reblandecimiento y
un alivio de tensiones observado en las micrografías, con los mejores
resultados para un tiempo de sostenimiento de 10 minutos.

54
7. BIBLIOGRAFÍA
[1] Aristizabal, R.; Foley, R. y Druschitz, A. “Intercritically austenitized quenched
and tempered ductile iron”. Medellín. 2012
[2] C. Bohórquez, E. Sabogal, A. Rodriguez, J. M. (2010). “Caracterización
microestructural de un acero AISI/SAE 1045 tratado térmicamente en el
intervalo intercrítico”. Universidad Libre de Colombia, 1–6.
[3] Garzon J., C. Bohorquez y Sierra M. “Influencia del temple desde temperaturas
intercríticas y revenido en las propiedades mecánicas en el acero AISI-SAE
1045”
[4] E. Vásquez y D. Barrera. “Influencia del tratamiento térmico de temple desde
temperaturas intercríticas en las propiedades de tensión, impacto, tenacidad
de fractura y coeficiente de endurecimiento del acero (DP) SAE 1045,”.
Investigación en nuevos materiales, U. Libre (Colombia), 2013.
[6] E. Fuentes y D. Córdoba. “Influencia del temple desde temperaturas
intercríticas y el tiempo de revenido en la microestructura del acero
AISI/SAE 1045”, U. Distrital Francisco José de Caldas (Colombia), 2015.
[7] Y. A. Barragán, J. E. Gaitán, C. A. Bohórquez. “Evaluación Microestructural de
la Soldadura SMAW en un Acero AISI 1040 Doble Fase Aplicando
Tratamientos Térmicos Pre y Post Soldadura”. Revista Ingenieros Militares,
No.10, pp 131. 2015 [5] Ghaeri, Ali; Shafyei, Ail y Honarmand, Mehrdad.
“Effects of Inter-critical Temperatures on Martensite Morphology”. Teherán.
2014.

55
[8] Castañeda J. y Silva J. “influencia del tiempo de revenido en las propiedades
mecánicas de dureza y resistencia a la tensión de un acero SAE 1045”, U.
Distrital Francisco José de Caldas (Colombia), 2015.
[9] Castañeda A. y González P. “Influencia del temple desde temperaturas
intercríticas y revenido a temperatura de 350° c con diferentes tiempos en
las propiedades mecánicas tensión - impacto de un acero SAE 1045.” U.
Distrital Francisco José de Caldas (Colombia), 2016.
[10] E. M. Demir. B, “The hardenability of austenite with different alloy content and
dispersión in dualphase”, Journal materials processing technology, pp 75-
84, 2008.
[11] Callister W., “Introducción a la Ciencia e Ingeniería de los Materiales, Departm
ent of Materials Science and Engineering The University of Utah”. Rervete
S.A., 1995.
[12] Aceros Avanzados de Alta Resistencia AHSS, OTEA, Mayo 2008
[13] A partir de: Laufgang, Sergio. (2004, Abril 21). Tratamiento térmico de
soldadura, Termo Soldex S.A. [en línea]. Disponible en:
http://materias.fi.uba.ar/6713/cursoIASlistook.pdf
[14] H. I. Aaronson, "The Proeutectoid Ferrite and Proeutectoid Cementite
Reactions", Decomposition of Austenite by Diffusional Processes, Ed. by
V.F. Zackay and H.I. Aaronson, pp.387-542.
[15] Steel heat treatment handbook/second edition/2006 by Taylor y Francis
Group.LLC capitulo 2 Pagina 108
[16] Capdevila Montes, Carlos. “Modelización de las transformaciones de origen
difusional producidas por descomposición isotérmica de la austenita en un

56
acero Carbono Manganeso (0.37 C – 1.45 Mn) microaleado con Vanadio y
Titanio”. Tesis Doctoral. Universidad Complutense de Madrid. Facultad de
Ciencias Físicas. Departamento de Física de materiales. Madrid. Mayo
1999.
[17] Steel heat treatment handbook/second edition/2006 by Taylor y Francis
Group.LLC capitulo 2 Pagina 109
[18] Totten, George. Steel Heat Treatment Handbook. Segunda edición. Boca
ratón FL. Taylor and Francis Group. ISBN-10: 0-8493-8455-9.2007.
[19] Steel heat treatment handbook/second edition/2006 by Taylor y Francis
Group.LLC capitulo 2 Pagina 113
[20] Metalografía y Tratamientos Térmicos. Capitulo X: Temple y revenido, p 5 y 6
Disponible en:
www.frro.utn.edu.ar/repositorio/catedras/mecanica/5_anio/metalografia.pdf
[21] Hakan, C., y Jiansheng, P. (2008). Handbook of termal process modeling
steels (1.a ed.). CRC Press.
[22] Valenzuela K., Quezada J., y Bohórquez C. “Modelamiento y verificación de
las transformaciones inducidas por plasticidad en un acero AISI 1045”. Congreso
internacional de ingeniería mecánica. 2015

57
ANEXO A: Reporte de calibración de la mufla utilizada en el proyecto.

58
ANEXO B: Certificado de espectrometría (Universidad Nacional de Colombia)