anÁlisis de la resistencia a la tensiÓn y dureza de...
TRANSCRIPT
ANÁLISIS DE LA RESISTENCIA A LA TENSIÓN Y DUREZA DE UN
ACERO SAE 1045 SOMETIDO A DIFERENTES TRATAMIENTOS
TÉRMICOS: TEMPLE, CRIOGENIA Y REVENIDO A 400 ºC
AUTOR:
NICOLÁS ALFONSO GUZMÁN
Trabajo de grado para obtener el título de
INGENIERO MECÁNICO
DIRECTOR:
ING. CARLOS ARTURO BOHÓRQUEZ ÁVILA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE TECNOLOGÍA E INGENIERÍA MECÁNICA
BOGOTÁ D.C.
2017

2
CONTENIDO
1. INTRODUCCIÓN ..................................................................................... 6
2. PLANTEAMIENTO DEL PROBLEMA ..................................................... 7
3. OBJETIVOS ............................................................................................. 8
3.1. General ................................................................................................. 8
3.2. Específicos ........................................................................................... 8
4. MARCO TEÓRICO .................................................................................. 9
4.1. Definiciones ......................................................................................... 9
4.2. Aceros ................................................................................................. 13
4.2.1. Características de empleo ............................................................. 13
4.2.2. Composición química .................................................................... 13
4.2.3. Propiedades físicas ....................................................................... 14
4.2.4. Propiedades mecánicas ................................................................ 15
4.3. Tratamientos térmicos ...................................................................... 20
4.3.1. Temple .......................................................................................... 22
4.3.2. Revenido ....................................................................................... 25
4.3.3. Criogenia ....................................................................................... 26
5. PREPARACIÓN DE PROBETAS .......................................................... 29
6. INGENIERÍA DE PROYECTO ............................................................... 33
6.1. Cálculo de temperaras intercríticas ................................................. 33
6.1.1. Temperatura 𝐴𝑐1 ........................................................................... 33
6.1.2. Temperatura 𝐴𝑐3 ........................................................................... 33
6.2. Tratamientos térmicos ......................................................................... 34
6.2.1. Temple .......................................................................................... 34
6.2.2. Criogenia ....................................................................................... 35
6.2.3. Revenido ....................................................................................... 36
6.3. Ensayos y pruebas ............................................................................ 36
6.3.1. Pruebas de tensión ....................................................................... 36
6.3.3. Dureza ........................................................................................... 40
6.3.4. Análisis de falla ............................................................................. 42
6.4. Micrografías ......................................................................................... 45
6.5. Microdureza .......................................................................................... 57

3
7. CONCLUSIONES .................................................................................. 61
REFERENCIAS ................................................................................................ 62
LISTADO DE ECUACIONES
Ecuación 1: ley de la palanca para sólidos ...................................................... 10
Ecuación 2: ley de la palanca para líquidos .................................................... 10
Ecuación 3: reacción química del grafito ......................................................... 11
Ecuación 4: tiempo de sostenimiento para el acero 1045 ............................... 18
Ecuación 5: cálculo de temperatura Ac1 ......................................................... 33
Ecuación 6: cálculo de temperatura Ac1 ......................................................... 33
Ecuación 7: temperatura de temple promedio ................................................. 34
4
LISTADO DE ILUSTRACIONES
Ilustración 1: esquema de un diagrama de fase ............................................. 10
Ilustración 2: diagrama hierro-carbono ........................................................... 12
Ilustración 3: banda típica de templabilidad de un acero SAE 1045 ............... 17
Ilustración 4: relación entre temperatura de revenido y dureza en un acero SAE
1045 .................................................................................................................. 18
Ilustración 5: Distintos tratamientos aplicados a los aceros para la conformación
en frío son mostrados ....................................................................................... 22
Ilustración 6: diagrama de temperatura VS tiempo para procesos de tratamiento
criogénico ......................................................................................................... 27
Ilustración 7: preparación de las probetas ...................................................... 29
Ilustración 8: probetas según norma ASTM E8 ............................................... 30
Ilustración 9: total probetas para prueba de impacto charpy ........................... 31
Ilustración 10: Total probetas prueba de tracción ........................................... 31
Ilustración 11: proceso de templado ............................................................... 35
Ilustración 12: probetas después de la criogenia ............................................ 35
Ilustración 13: Gráfico esfuerzo-deformación de las probetas K ..................... 36
Ilustración 14: Gráfico esfuerzo-deformación de las probetas T ..................... 37
Ilustración 15: Gráfico esfuerzo-deformación de las probetas TCR5, TCR10,
TCR15 y TCR30 ............................................................................................... 37
Ilustración 16: Gráfico comparación de las curvas esfuerzo-deformación de
todos los grupos de probetas ............................................................................ 38
Ilustración 17: Entalle estándar de las probetas para prueba de impacto ....... 39
Ilustración 18: Gráfico resultados prueba de dureza probetas de tracción ..... 41
Ilustración 19: Gráfico resultados prueba de dureza probetas de impacto ..... 41
Ilustración 20: comparación resultados de la prueba de dureza entre las
probetas de tensión e impacto .......................................................................... 42
Ilustración 21: Gráfica que compara la microdureza en distintas zonas ......... 57
Ilustración 22: Gráfica porcentaje de mejora en la dureza .............................. 58
Ilustración 23: Comparacion del esfuerzo máximo de probetas con tratamiento
térmico TCR a 400ºC, TR a 450ºC y TR a 550ºC, con tiempo de revenido de 5,
10 y 15 minutos ................................................................................................. 59
Ilustración 24: Gráfica del esfuerzo máximo de dos probetas templadas a
diferentes temperaturas .................................................................................... 59
Ilustración 25: Gráfica de la tenacidad promedio en probetas tratamiento
térmico TCR a 400ºC, TR a 450ºC y TR a 550ºC, con tiempo de revenido de 5,
10 y 15 minutos ................................................................................................. 60
Ilustración 26: Gráfica de tenacidad promedio de dos probetas templadas a
diferentes temperaturas .................................................................................... 60
5
LISTADO DE TABLAS
Tabla 1: composición típica de un acero SAE 1045 ................................... 14
Tabla 2: propiedades físicas del acero SAE 1045 ........................................ 14
Tabla 3: propiedades mecánicas de un acero sin Tratamiento térmico SAE
1045 .................................................................................................................. 15
Tabla 4: propiedades mecánicas de un acero SAE 1045 templado en
ACEITE .............................................................................................................. 16
Tabla 5: propiedades mecánicas de un acero SAE 1045 templado en
AGUA ............................................................................................................... 16
Tabla 6: recomendaciones para diferentes tratamientos térmicos del
acero SAE 1045 ............................................................................................... 17
Tabla 7: pruebas charpy para distintas durezas brinell del acero SAE 1045
.......................................................................................................................... 19
Tabla 8: recomendaciones para el torneado ............................................. 19
Tabla 9: análisis de falla de todos los grupos de probetas ........................ 42
Tabla 10: Microscopia a 500x y a 1000x probeta sin tratamiento térmico
.......................................................................................................................... 45
Tabla 11: Prueba Microscopia electrónica de Barrido probetas K ........... 46
Tabla 12: Microscopia a 500x y a 1000x probetas con temple ................. 47
Tabla 13: Prueba Microscopia electrónica de Barrido (MEB) probetas
templadas ....................................................................................................... 48
Tabla 14: Microscopia a 500x y a 1000x probetas TCR5 ............................. 49
Tabla 15: Prueba Microscopia electrónica de Barrido (MEB) probetas TCR5
.......................................................................................................................... 50
Tabla 16: Microscopia a 500x y a 1000x probetas TCR10 ........................... 51
Tabla 17: Prueba Microscopia electrónica de Barrido (MEB) probetas
TCR10 ............................................................................................................... 52
Tabla 18: Microscopia a 500x y a 1000x probetas TCR15 ........................... 53
Tabla 19: Prueba Microscopia electrónica de Barrido (MEB) probetas
TCR15 ............................................................................................................... 54
Tabla 20: Microscopia a 500x y a 1000x probetas TCR30 ........................... 55
Tabla 21: Prueba Microscopia electrónica de Barrido (MEB) probetas
TCR30 ............................................................................................................... 56
Tabla 22: Resultados prueba de dureza ...................................................... 57

6
1. INTRODUCCIÓN
Para diferentes aplicaciones en el campo de la ingeniera, el conocimiento de
nuevos materiales, de nuevos métodos alternativos de fabricación usados para
aumentar las propiedades mecánicas de algún material o distintas maneras de
realizar tratamientos térmicos, tienen cada vez más demanda, debido a su
utilidad y posibilidades de adaptación a mayores entornos donde un material
común fallaría o tendría bastantes limitaciones.
Para lograr esto, el presente trabajo tiene como intención mostrar la variación de
las propiedades mecánicas del material AISI SAE 1045 bajo la influencia de
temple, criogenia y revenido a bajas temperaturas. Además de proponer las
posibles distintas aplicaciones.
Con lo anterior se quiere hacer las diferentes pruebas y ensayo, y con estas se
pretende mostrar las mejoras resultantes al material en cuestión.
Es allí donde el papel de este trabajo cobra importancia, debido a que en el
mismo se muestran los objetivos junto con la justificación que ayudan a entender
y contextualizar el porqué del proyecto. Además de la ejecución del mismo.
7
2. PLANTEAMIENTO DEL PROBLEMA
La criogenia es el método por excelencia utilizado industrialmente hablando para
llevar a distintos materiales a temperaturas cercanas a los -170ºC produciendo
cambio en la microestructura no observables a otras temperaturas.
Es bastante conocido que los metales expuestos a altas temperaturas, varían
sus propiedades físicas y mecánicas; es relativamente inferior el conocimiento
que se tiene de la variación de tales propiedades a temperaturas por debajo de
0ºC, y más específicamente inferiores a 100K.
Para eliminar tal brecha, en la universidad Francisco José de Caldas facultad
Tecnológica se han venido realizando trabajos de grado sobre el tema de
criogenia, mostrando distintos tipos de ensayos. Para continuar dicha
investigación, el presente trabajo pretende mostrar el cambio de propiedades
físicas y mecánicas del acero sometido a criogenia y llevándolo a temperaturas
inferiores a 100 K.

8
3. OBJETIVOS
3.1. General
Analizar la resistencia a la tensión y dureza de un acero AISI SAE 1045 sometido
a diferentes tratamientos térmicos; temple, revenido a bajas temperaturas.
3.2. Específicos
Elaborar las diferentes probetas requeridas para realizar las pruebas de
tensión y de dureza a realizarse en acero AISI SAE 1045.
Realizar una estimación de las temperaturas necesarias para realizar el
temple y para el revenido basándose en la composición química del
material.
Aplicar el tratamiento térmico particular a cada probeta para efectuar las
pruebas de tensión y dureza según sea el caso.
Realizar pruebas de tensión, dureza y metalográficas al material que ha
sido sometido a los tratamientos, ya nombrados, teniendo en cuenta la
norma ASTM E-8, ASTM E-23, ASTM E-18 y ASTM E-4
Comparar los resultado obtenidos con los valores teóricos y con otros
trabajos de investigación que siguen la misma línea de investigación
9
4. MARCO TEÓRICO
Para tener un punto de partida acerca del proyecto, se mostrará a continuación
los aspectos teóricos y prácticos requeridos para una correcta interpretación y
entendimiento del presente proyecto son:
4.1. Definiciones
Metales: se define como metal a todo material que cumple las siguientes
características físicas:
a) Alta conducción de calor.
b) Solido a temperatura ambiente (excepto el mercurio que es líquido).
c) Baja energía de ionización.
d) Baja electronegatividad.
Acero: Usualmente se define al acero como una aleación de hierro y carbono
con contenido de carbono entre unas pocas centésimas y 2 % (en peso). En los
aceros de baja aleación pueden encontrarse otros elementos hasta una cantidad
total acumulada de 5%; cuando se encuentran en cantidades superiores se los
denomina aceros fuertemente aleados, tal como los de herramientas y los
inoxidables.
Los aceros pueden presentar una gran variedad de propiedades según su
composición química y las fases y constituyentes presentes, lo que
eventualmente, depende del tratamiento térmico.
Diagrama de fase: es la interpretación teórica, basado en datos experimentales,
de la combinación de las distintas fases de un material en el momento de alearse.
En tal gráfico, el eje de las ordenadas corresponde a la temperatura y el eje de
las abscisas se considera el porcentaje en peso de los componentes que forman
la aleación.

10
Habitualmente, los diagrama de fase utilizados con metales, tiene dos fases, es
decir, uno de los componentes se convierte en líquido cuando el otro se mantiene
sólido, al aumentar la temperatura.
Ilustración 1: esquema de un diagrama de fase
Fuente: Universidad Centroamericana José Simeón cañas. En línea.
http://www.uca.edu.sv/facultad/clases/ing/m210031/Tema%2006.pdf visitado el
11 de febrero de 2017.
La cantidad de cada fase, en fracción o porcentaje, con respecto a la masa total
de la aleación se suele encontrar mediante la regla de la palanca, cuyas
expresiones se muestran a continuación:
Ecuación 1: ley de la palanca para sólidos
𝑐𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑑𝑒 𝑠ó𝑙𝑖𝑑𝑜 =𝑑𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 (𝐴)
𝑑𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑡𝑜𝑡𝑎𝑙 (𝐴 + 𝐵)∗ 100%
Fuente: (Universidad Centroamericana José Simeón Cañas, 2017)
Ecuación 2: ley de la palanca para líquidos
𝑐𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑑𝑒 𝑙𝑖𝑞𝑢𝑖𝑑𝑜 =𝑑𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 (𝐵)
𝑑𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑡𝑜𝑡𝑎𝑙 (𝐴 + 𝐵)∗ 100%
Fuente: (Universidad Centroamericana José Simeón Cañas, 2017)

11
El diagrama que se considera para el desarrollo del presente trabajo es el de
Hierro-Carbón, con el cual se predicen el tipo de acero o de fundición blanca. El
diagrama está elaborado hasta una cantidad máxima de 6. 66̅̅̅̅ % de Carbono, del
peso total del compuesto. Esta cifra corresponde a que luego de ella se genera
la reacción química mostrada a continuación:
Ecuación 3: reacción química del grafito
𝐹𝑒 + 𝐶 → 𝐹𝑒3𝐶
𝐹𝑒3𝐶, es conocido como carburo férrico o grafito.
Fuente: (Universidad Centroamericana José Simeón Cañas, 2017)
Es claro que para aumentar distintas propiedades mecánicas de los aceros, se
suelen adicionar otros elemento, dichos son:
Silicio
Cromo
Manganeso
Magnesio
Níquel
Entre otros

12
Ilustración 2: diagrama hierro-carbono
Fuente: http://www.monografias.com/trabajos104/ensayos-materiales/ensayos-
materiales2.shtml
13
4.2. Aceros
4.2.1. Características de empleo
Según la compañía general de acero (CGA) proporciona la siguiente información:
SAE 1045 es un acero grado ingeniería de aplicación universal que proporciona un
nivel medio de resistencia mecánica y tenacidad a bajo costo con respecto a los
aceros de baja aleación. Frecuentemente se utiliza para elementos endurecidos a
la llama o por inducción. Este acero puede ser usado en condiciones de suministro:
laminado en caliente o con tratamiento térmico (templado en aceite y revenido; o
templado en agua y revenido).
Se caracteriza por ser un acero de baja templabilidad que puede ser endurecido
totalmente en espesores delgados por temple en agua. En secciones más gruesas
se pueden obtener un endurecimiento parcial de la sección de la pieza y el
incremento de la resistencia será proporcional a la capa o espesor endurecido, al
ser deformado en frio se presenta un incremento en la dureza y la resistencia
mecánica.
4.2.2. Composición química
La misma empresa nacional suministra la información sobre la composición habitual
del acero SAE 1045.

14
Tabla 1: composición típica de un acero SAE 1045
𝑪 (%) 𝑴𝒏 (%) 𝑷𝒎𝒂𝒙(%) 𝑺𝒎𝒂𝒙(%) 𝑺𝒊𝒎𝒂𝒙(%)
Composición
Química
0.43
0.50
0.60
0.90
0.04 0.05 0.20
0.40
Fuente: general de aceros (CGA)
Estado de suministro: Recocido
Dureza de suministro: [160 − 200] Brinell
4.2.3. Propiedades físicas
Los valores que se encuentran en la siguiente tabla, se hallaron bajo
experimentación en condiciones de laboratorio
Tabla 2: propiedades físicas del acero SAE 1045
PROPIEDAD VALOR
Densidad 7850
𝐾𝑔
𝑚3
Módulo de
elasticidad
200 𝐺𝑃𝑎
Conductividad
térmica 52
𝑊
𝑚 𝐾
Calor
específico 0.46
𝐾𝐽
𝐾𝑔 𝐾
Coeficiente de
Poisson
0.3
Fuente: general de aceros (CGA)

15
4.2.4. Propiedades mecánicas
Aunque existe una gran diversidad de valores dependiendo del tipo de tratamiento
térmico utilizado para el ensayo. Sin embargo, CGA proporciona información sobre
las propiedades mecánicas para diferentes condiciones, a saber:
4.2.4.1. Condiciones normales
Las propiedades a continuación fueron tomadas a temperatura ambiente sin
endurecimiento. Los diámetros de las probetas están entre 12 y 38 mm
Tabla 3: propiedades mecánicas de un acero sin Tratamiento térmico SAE 1045
Fuente: general de aceros (CGA)
4.2.4.2. Temple
En aceite
Temple realizado en aceite desde los 820ºC, revenido a la temperatura indicada

16
Tabla 4: propiedades mecánicas de un acero SAE 1045 templado en ACEITE
Fuente: general de aceros (CGA)
En agua
Temple realizado en agua desde los 820ºC, revenido a la temperatura indicada
Tabla 5: propiedades mecánicas de un acero SAE 1045 templado en AGUA
Fuente: general de aceros (CGA)

17
Banda de templabilidad
Ilustración 3: banda típica de templabilidad de un acero SAE 1045
Fuente: general de aceros (CGA)
4.2.4.3. Recomendaciones para tratamientos térmicos
Tabla 6: recomendaciones para diferentes tratamientos térmicos del acero SAE
1045
Fuente: general de aceros (CGA)
18
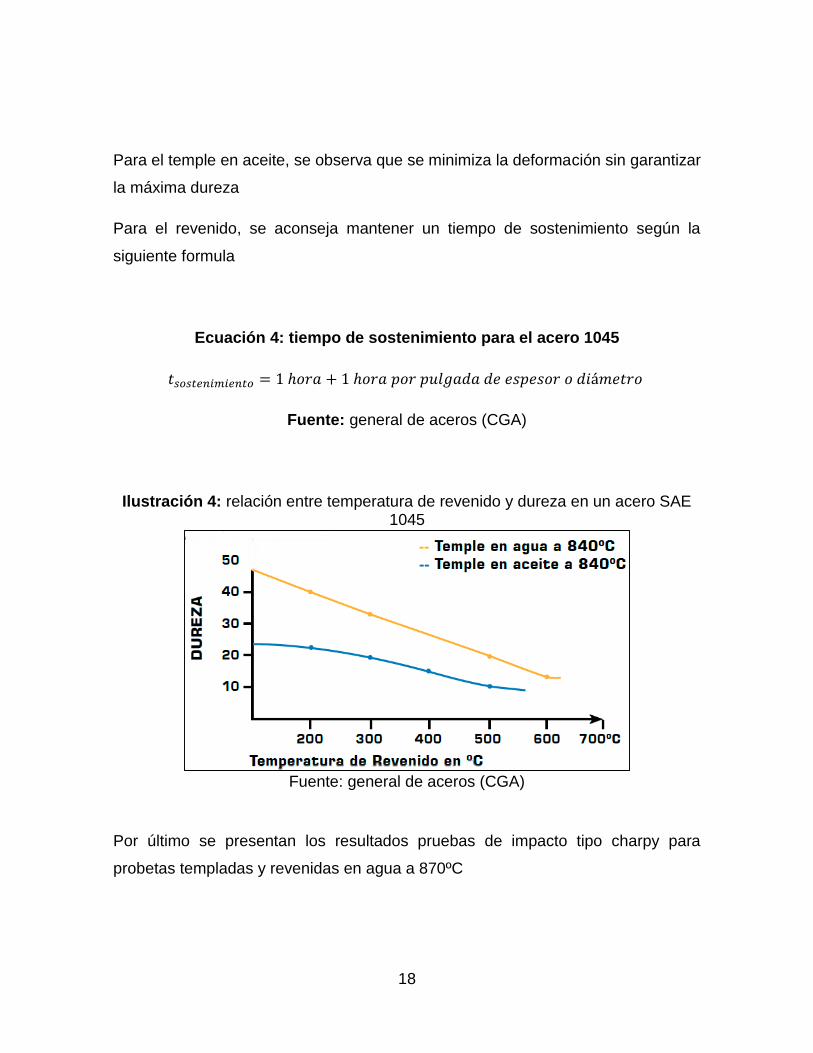
Para el temple en aceite, se observa que se minimiza la deformación sin garantizar
la máxima dureza
Para el revenido, se aconseja mantener un tiempo de sostenimiento según la
siguiente formula
Ecuación 4: tiempo de sostenimiento para el acero 1045
𝑡𝑠𝑜𝑠𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜 = 1 ℎ𝑜𝑟𝑎 + 1 ℎ𝑜𝑟𝑎 𝑝𝑜𝑟 𝑝𝑢𝑙𝑔𝑎𝑑𝑎 𝑑𝑒 𝑒𝑠𝑝𝑒𝑠𝑜𝑟 𝑜 𝑑𝑖á𝑚𝑒𝑡𝑟𝑜
Fuente: general de aceros (CGA)
Ilustración 4: relación entre temperatura de revenido y dureza en un acero SAE 1045
Fuente: general de aceros (CGA)
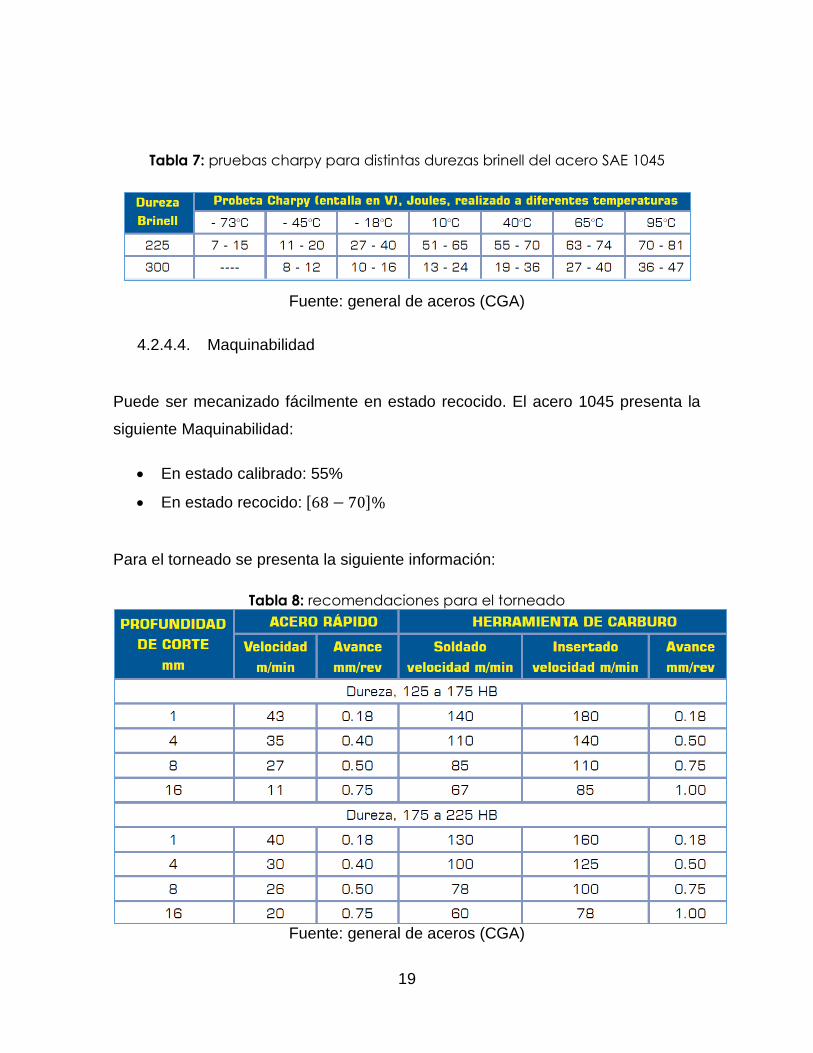
Por último se presentan los resultados pruebas de impacto tipo charpy para
probetas templadas y revenidas en agua a 870ºC
19
Tabla 7: pruebas charpy para distintas durezas brinell del acero SAE 1045
Fuente: general de aceros (CGA)
4.2.4.4. Maquinabilidad
Puede ser mecanizado fácilmente en estado recocido. El acero 1045 presenta la
siguiente Maquinabilidad:
En estado calibrado: 55%
En estado recocido: [68 − 70]%
Para el torneado se presenta la siguiente información:
Tabla 8: recomendaciones para el torneado
Fuente: general de aceros (CGA)

20
4.2.4.5. Confortabilidad
Puede ser deformado fácilmente en caliente a temperaturas entre 980 y 1230ºC.
Este material no debe ser deformado en frio extensivamente sin realizar recocidos
intermedio. Un recocido subcrítico será suficiente excepto cuando un trabajo severo
en frio ha de ser seguido por más trabajo en frio en cuyo caso se requiere un
recocido total.
4.2.4.6. Soldabilidad
El acero SAE 1045 está cerca al límite superior de acero con porcentaje de carbono
que pueden ser soldados satisfactoriamente por todos los métodos comunes. Sin
embargo, precalentamiento y pos calentamiento pueden ser necesarios en función
del espesor. Usualmente hay menos necesidad de estos procedimientos con
procesos de soldadura con gas que métodos de soldadura por arco debido a que el
proceso de soldadura por gas genera una zona afectada por el calor mayor que el
proceso de arco eléctrico y por tal razón el enfriamiento es más lento. Se
recomienda electrodos de bajo hidrógeno.
4.3. Tratamientos térmicos
Los objetivos principales al realizarse un tratamiento térmico en aceros de
herramienta de trabajo en frío se pueden enumerar así:
Homogeneizar: corregir defectos de micro segregación , cuidando que la
temperatura no se acerque al punto de fusión
Ablandar. Para mejorar su Maquinabilidad, los aceros se someten a
tratamiento de recocido, ya que la dureza de la perlita se modifica según sea

21
la velocidad de enfriamiento. Los valores pueden variar entre HB 1808 y 400
(equivalente a 600 y 1330 MPa respectivamente) en un acero 1050.
Distensionar. Las piezas pueden acumular tensiones producidas en los
procesos de deformación, soldadura o fusión cuando los espesores son
variables. No se modifica la dureza ni la estructura,
Endurecer: aumentar el límite elástico, la resistencia máxima y la resistencia
a la fatiga.
Aumentar la tenacidad: lograr un valor elevado de resistencia con capacidad
de deformarse antes de romperse.
Adicionar elementos químicos con el fin de incrementar la dureza superficial
El ciclo térmico básico de los aceros de herramienta de trabajo en frío consiste en
calentarlos hasta altas temperaturas para austenizarlos. Esta temperatura
dependerá del grado escogido entre esta familia de aceros: temperaturas entre 800
y 880 ºC son suficientes para aceros de baja aleación y en cambio temperaturas
mayores (1020 –1070 ºC) son necesarias para aceros de trabajo en frío altamente
aleados. Posteriormente estos materiales son templados hasta temperatura
ambiente y, finalmente, recalentados a temperaturas entre 180 - 550 ºC para
revenirlos.
Una característica de los aceros de trabajo en frío de baja aleación es que éstos se
reblandecen al ir aumentando la temperatura de revenido. La cantidad de
reblandecimiento depende de la temperatura a la que son expuestos y las
características del grado. En cambio, aceros de alta aleación pueden mostrar en el
revenido un endurecimiento secundario a temperaturas ente los 500 y los 540 ºC
reteniendo o incluso en algunos grados superando la dureza a salida del temple.

22
Ilustración 5: Distintos tratamientos aplicados a los aceros para la conformación en frío son mostrados
Aunque se pueden nombrar bastantes tratamientos térmicos, solo se considerarán
los que competen al presente estudio, es decir,
Temple
Revenido
Criogenia
4.3.1. Temple
El Temple es un tratamiento térmico que tiene por objetivo aumentar la dureza y
resistencia mecánica del material, transformando toda la masa en Austenita con el
calentamiento y después, por medio de un enfriamiento brusco (con aceites, agua
salmuera), se convierte en Martensita, que es el constituyente duro típico de los
aceros templados.
En el temple, es muy importante la fase de enfriamiento y la velocidad alta del
mismo, además, la temperatura para el calentamiento óptimo debe ser siempre

23
superior a la crítica para poder obtener de esta forma la Martensita. Existen varios
tipos de Temple, clasificados en función del resultado que se quiera obtener y en
función de la propiedad que presentan casi todos los aceros, llamada Templabilidad
(capacidad a la penetración del temple), que a su vez depende, fundamentalmente,
del diámetro o espesor de la pieza y de la calidad del acero.
Se identifican tres etapas fundamentales de las que consta el temple:
4.3.1.1. Precalentamiento
El precalentamiento es la primera etapa del ciclo térmico que debe realizarse a los
aceros de herramienta para minimizar los dos tipos de tensiones que ocurren
durante el temple y que pueden traducirse en distorsiones y grietas en la pieza. El
primer tipo de tensiones son las debidas a la expansión térmica que se produce
durante el calentamiento y el segundo tipo de tensiones son debidas a la
disminución de volumen por la transformación de la matriz ferrítica típica de los
aceros en su estado de suministro a una austenítica al alcanzarse la temperatura
Ac.
4.3.1.2. Austenización
La austenización es usada para transformar totalmente la matriz en una estructura
austenítica y disolver en parte los elementos de aleación que se encuentran en
forma de carburos embebidos en la matriz por mantenimiento isotérmico a la
temperatura de austenizado. Es un proceso dependiente de la temperatura y el
tiempo y estos parámetros vendrán marcados por la composición química del acero,
el tamaño de la pieza y las solicitaciones que el acero haya de cumplir. Bajas
temperaturas de austenización proporcionan mayor tenacidad, menores
distorsiones y cambios dimensionales después del tratamiento térmico, pero
desarrollan menor dureza y resistencia al desgaste. En cambio altas temperaturas
de austenización pueden proporcionar mayor dureza y resistencia al desgaste, pero
24
en contrapartida, se obtiene una menor tenacidad y una mayor probabilidad de
producirse distorsiones, cambios dimensionales y grietas de temple.
4.3.1.3. Enfriamiento
Una vez austenizado el acero, el tipo de enfriamiento ideal para los aceros de
herramienta con el fin de conseguir la dureza pretendida en el material, debe ser un
enfriamiento continuo con la velocidad menos severa y el medio menos enérgico
posible, pero suficientes para alcanzar una matriz martensítica con los carburos
embebidos en ella.
La búsqueda del medio menos enérgico reside en minimizar las tensiones de temple
y los cambios dimensionales producidos por la expansión de volumen en la
transformación martensítica, al minimizar la diferencia de temperaturas entre la
superficie y el núcleo de la pieza.
La intensidad del enfriamiento depende de la templabilidad del acero, las
dimensiones de la pieza a tratar y la dureza deseada, determinando estos factores
el medio e intensidad deseados.
Los medios de enfriamiento son especificados en las fichas técnicas de los
materiales o pueden ser extraídos de los gráficos TEC (Transformación en
Enfriamiento Continuo) facilitados en los catálogos de los productos. Los
2 K) se encuentran tabulados en
los manuales.
Cuando un acero de herramienta es templado, la matriz no es totalmente convertida
a Martensita En general alguna cantidad de Austenita queda en la estructura y ella
es referida como Austenita retenida por no haberse completado totalmente la
transformación martensítica (Mf por debajo de la temperatura ambiente). La
cantidad de Austenita retenida durante el temple aumenta al aumentar:

25
El contenido de elementos alfágenos por hacer éstos disminuir las temperaturas de
inicio y fin de la Martensita
o La temperatura y tiempo de austenización por disolver una mayor parte de
elementos de aleación que estaban en forma de carburos.
o El espesor de la pieza.
4.3.2. Revenido
El Revenido es un tratamiento complementario del Temple, que generalmente
prosigue a éste. Después del Temple, los aceros suelen quedar demasiados duros
y frágiles para los usos a los cuales están destinados. Lo anterior se puede corregir
con el proceso de Revenido, que disminuye la dureza y la fragilidad excesiva, sin
perder demasiada tenacidad.
La temperatura a la que se realizan los distintos revenidos depende
fundamentalmente de las propiedades que con éste se pretendan conseguir.
Existen en el mercado las fichas técnicas de los distintos grados donde se muestran
los gráficos de revenido para cada material (dureza alcanzada por el acero después
de revenirse a distintas temperaturas), tablas sobre la tenacidad presentada a
distintas durezas y una vaga y difusa información en cuanto a la resistencia al
desgaste.
Dos son los rangos de revenido realizados a los aceros de herramienta,
conociéndose como revenido a bajas temperaturas y revenido a altas temperaturas,
existiendo entre ellos una zona prohibida de revenido, entre 250 - 450 º C por
presentarse en ella una fragilidad superior a los otros rangos ya mencionados.
26
El revenido a temperaturas bajas (180 - 250 ºC) es aplicable a todos los
aceros de trabajo en frío. Éste solo produce un destensionado y una ligera
transformación de la Martensita tetragonal resultante del temple. Un solo
revenido será suficiente si se reviene a estas temperaturas por no producirse
la transformación de la Austenita retenida.
El revenido a altas temperaturas (500 - 550 ºC) es aplicable a los aceros
altamente aleados que presentan dureza secundaria. El número de
revenidos a realizar a un acero de herramientas altamente aleado viene
indicado en las fichas técnicas
4.3.3. Criogenia
“A los aceros de herramienta se les puede realizar distintos tratamientos adicionales
al tratamiento clásico de temple y revenido con el fin principal de aumentar la vida
útil en determinada condiciones de trabajo, al permitir bajar el coeficiente de
fricción y mejorar la resistencia al desgaste ya sea por micro dureza superficial,
refinamiento de carburos entre otros. Uno de estos procesos es el criogénico.”
(Caserta Cárdenas, 2012, p 31)
“Los tratamientos criogénicos se realizan a temperaturas bajo cero, estos
tratamientos continúan el proceso de templado. Su objetivo es transformar la mayor
parte de Austenita retenida en la Martensita. No son sustitutos de otros tratamientos
térmicos, sino una extensión del ciclo térmico que involucra todo el material y no
sólo su superficie.” (Lira Calmet, 2009, p 39)
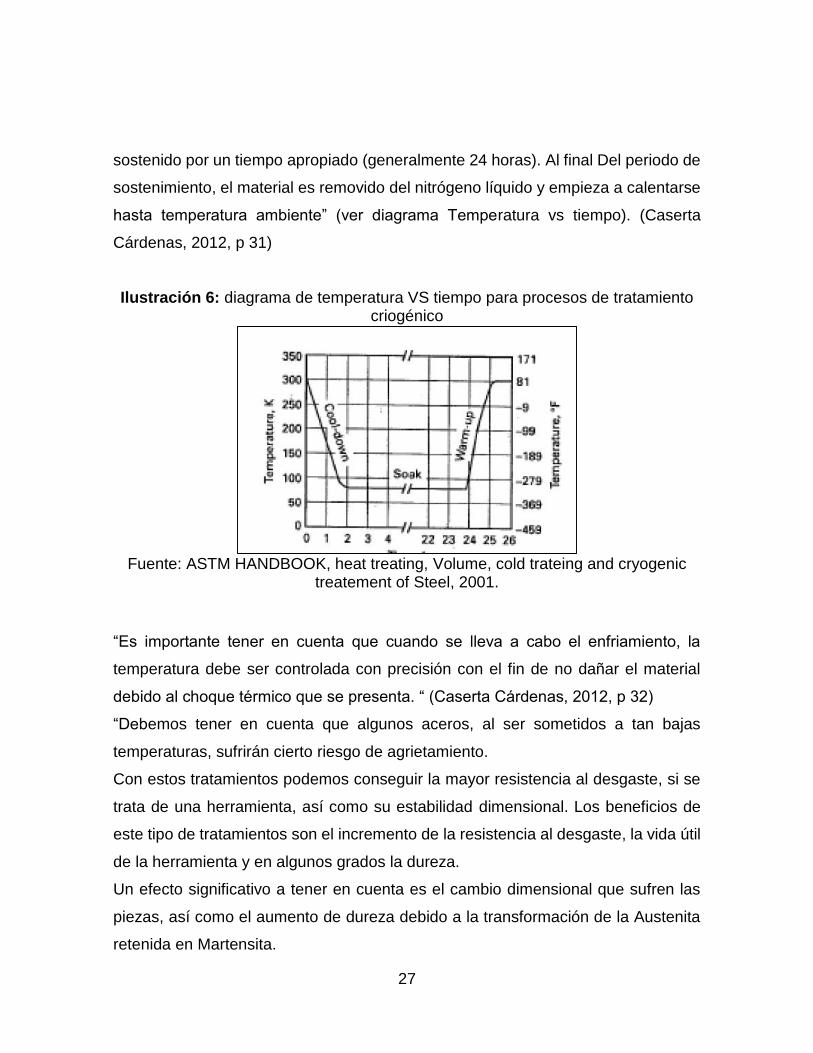
“El tratamiento criogénico típico consiste de un enfriamiento lento
(aproximadamente 2.5° C/min) desde la temperatura ambiente hasta la temperatura
de nitrógeno líquido. Cuando el material alcanza aproximadamente 80K, este es
27
sostenido por un tiempo apropiado (generalmente 24 horas). Al final Del periodo de
sostenimiento, el material es removido del nitrógeno líquido y empieza a calentarse
hasta temperatura ambiente” (ver diagrama Temperatura vs tiempo). (Caserta
Cárdenas, 2012, p 31)
Ilustración 6: diagrama de temperatura VS tiempo para procesos de tratamiento criogénico
Fuente: ASTM HANDBOOK, heat treating, Volume, cold trateing and cryogenic
treatement of Steel, 2001.
“Es importante tener en cuenta que cuando se lleva a cabo el enfriamiento, la
temperatura debe ser controlada con precisión con el fin de no dañar el material
debido al choque térmico que se presenta. “ (Caserta Cárdenas, 2012, p 32)
“Debemos tener en cuenta que algunos aceros, al ser sometidos a tan bajas
temperaturas, sufrirán cierto riesgo de agrietamiento.
Con estos tratamientos podemos conseguir la mayor resistencia al desgaste, si se
trata de una herramienta, así como su estabilidad dimensional. Los beneficios de
este tipo de tratamientos son el incremento de la resistencia al desgaste, la vida útil
de la herramienta y en algunos grados la dureza.
Un efecto significativo a tener en cuenta es el cambio dimensional que sufren las
piezas, así como el aumento de dureza debido a la transformación de la Austenita
retenida en Martensita.

28
Existen varios sistemas y criterios para realizar estos tipos de tratamientos. Se
distinguen dos categorías dependiendo de la temperatura bajo cero alcanzada en
el proceso.
Subcero: Las piezas alcanzan una temperatura de –80°C, con utilización de
hielo seco más alcohol.
Criogénico: Las piezas alcanzan una temperatura de –193°C, con utilización
de nitrógeno líquido.” (Lira Calmet, 2009,p 39)
29
5. PREPARACIÓN DE PROBETAS
La selección del material de la presente monografía se debe a una serie de trabajos
actuales y a futuro que se están llevando a cabo en la universidad Distrital Francisco
José de caldas acerca de la propiedad del acero SAE 1045 bajo la influencia de
varios tratamientos térmicos, y entre ellos la criogenia.
El fin último de esta serie de trabajos es encontrar particularidades o diferencias
entre todos ellos y verificar si la criogenia altera los resultados obtenidos. Los
tratamientos térmicos más usuales de este abanico de trabajos son: temple,
revenido, recocido, envejecido, abrasión.
Como el objetivo principal de la presente monografía es comparar las propiedades
mecánicas: tensión, impacto y dureza de las diferentes probetas sometidas a los
tratamientos térmicos, a saber, temple, criogenia y revenido. Para ello se eligieron
dieciocho probetas.
Ilustración 7: preparación de las probetas
Fuente: AUTOR

30
El diámetro del material fue seleccionado para obtener las dimensiones correctas
según la norma ASTM E8:
Ilustración 8: probetas según norma ASTM E8
Fuente: AUTOR
Tabla 9: Clasificación de las probetas
CLASIF. NOMBRE CANT. PROPÓSITO
CONTROL
Control (K)
3
No se sometieron a los diferentes tratamientos térmicos y sirvieron para
evaluar los diferentes cambios producidos en los diferentes grupos
Temple (T)
3 Funcionan como comparativo entre las
diferentes tratamientos térmicos, sentando la base de comparación
RE
VE
NID
AS
Temple, Criogenia Y Revenido 5
Minutos (TCR5)
3
Cada grupo muestra resultados generados por los diferentes tiempo de revenido, produciendo cambios en la
micro estructura de cada grupo
Temple, Criogenia Y Revenido 10 Minutos (TCR10)
3
Temple, Criogenia Y Revenido 15 Minutos (TCR15)
3
Temple, Criogenia Y Revenido 30 Minutos (TCR30)
3
TOTAL 18
Fuente: AUTOR
31
Ilustración 9: total probetas para prueba de impacto charpy
Fuente: AUTOR
Ilustración 10: Total probetas prueba de tracción
Fuente: AUTOR

32
El material fie adquirido en la Compañía General de Acero (CGA), con su certificado
de calidad (ver anexo 1), de la cual se muestra la composición química del acero
AISI SAE 1045.
Tabla 10: composición química de la barra acero 1045
Fuente: AUTOR
Tabla 11: composición química de la placa de acero 1045
Fuente: AUTOR
Fe C Si Mn Cr Mo Ni Al Co Cu Nb Ti V W Pb
98,1 0,475 0,239 0,648 0,104 0,011 0,06 0,008 0,005 0,102 0,044 0,005 0,005 0,025 0,01
COMPOSICIÓN QUÍMICA DE LA BARRA
Fe C Si Mn Cr Mo Ni Al Co Cu Nb Ti V W Pb
98,5 0,463 0,211 0,602 0,167 0,01 0,05 0,006 0,005 0,12 0,04 0,005 0,005 0,025 0,01
COMPOSICIÓN QUÍMICA DE LA PLACA

33
6. INGENIERÍA DE PROYECTO
6.1. Cálculo de temperaras intercríticas
Teniendo en cuenta los porcentajes de masa de cada elemento que compone el
acero AISI SAE 1045 mostrados en las tablas 10 y 11, además de las ecuaciones
de temperatura de la Austenita y temperatura de austenización total se procede a
calcular las temperaturas intercríticas:
6.1.1. Temperatura 𝐴𝑐1
Ecuación 5: cálculo de temperatura Ac1
𝑨𝑪𝟏 = 723 − 7,08𝑀𝑛 + 37,7𝑆𝑖 + 18,1𝐶𝑟 + 44,2𝑀𝑜 + 8,95𝑁𝑖 + 50,1𝑉 + 21,7𝐴𝑙 + 3,18𝑊
+ 297𝑆 − 830𝑁 − 11,5𝐶 ∗ 𝑆𝑖 − 14,0𝑀𝑛 ∗ 𝑆𝑖 − 3,1𝑆𝑖 ∗ 𝐶𝑟 − 57,9𝐶 ∗ 𝑀𝑜
− 15,5𝑀𝑛 ∗ 𝑀𝑜 − 5,28𝐶 ∗ 𝑁𝑖 − 6,0𝑀𝑛 ∗ 𝑁𝑖 + 6,77𝑆𝑖 ∗ 𝑁𝑖 − 0,80𝐶𝑟 ∗ 𝑁𝑖
− 27,4𝐶 ∗ 𝑉 − 30,8𝑀𝑜 ∗ 𝑉 − 0,84 𝐶𝑟2 − 3,46𝑀𝑜2 − 0,46𝑁𝑖2 − 28𝑉2
Fuente: (Gorni, 2012)
𝑨𝑪𝟏 = 𝟕𝟐𝟔, 𝟓°𝑪 (𝒃𝒂𝒓𝒓𝒂) 𝑨𝑪𝟏 = 𝟕𝟐𝟕, 𝟗°𝑪 (𝒑𝒍𝒂𝒄𝒂)
6.1.2. Temperatura 𝐴𝑐3
Ecuación 6: cálculo de temperatura Ac1
𝐴𝑐3 = 912 − 370𝐶 − 27,4𝑀𝑛 + 27,3𝑆𝑖 − 6,35𝐶𝑟 − 32,7𝑁𝑖 + 95,2𝑉 + 190𝑇𝑖 + 72,0𝐴𝑙
+ 64,5𝑁𝑏 + 5,57𝑊 + 332𝑆 + 276𝑃 + 485𝑁 − 900𝐵 + 16,2𝐶 ∗ 𝑀𝑛 + 32,3𝐶
∗ 𝑆𝑖 + 15,4𝐶 ∗ 𝐶𝑟 + 48,0𝐶 ∗ 𝑁𝑖 + 4,32𝑆𝑖 ∗ 𝐶𝑟 − 17,3𝑆𝑖 ∗ 𝑀𝑜 − 18,6𝑆𝑖 ∗ 𝑁𝑖
+ 4,80𝑀𝑛 ∗ 𝑁𝑖 + 40,5𝑀𝑜 ∗ 𝑉 + 174𝐶2 + 2,46𝑀𝑛2 − 6,86𝑆𝑖2 + 0,322𝐶𝑟2
+ 9,9𝑀𝑜2 + 1,4𝑁𝑖2 − 60,2𝑉2
Fuente: (Gorni, 2012)

34
𝑨𝑪𝟑 = 𝟕𝟔𝟎, 𝟏°𝑪 (𝒃𝒂𝒓𝒓𝒂) 𝑨𝑪𝟑 = 𝟕𝟔𝟏, 𝟖°𝑪 (𝒑𝒍𝒂𝒄𝒂)
6.2. Tratamientos térmicos
A continuación se muestran los procedimientos realizados a las diferentes probetas
a distintos tratamientos térmicos, a saber:
6.2.1. Temple
Se tomaron quince de las dieciocho probetas fabricadas para casa tipo de prueba y
se sometieron a un temple en salmuera, es decir agua con sales minerales, a una
temperatura de 761°C
Ecuación 7: temperatura de temple promedio
𝑇𝑒𝑚𝑡𝑒𝑚𝑝𝑙𝑒 =𝐴𝐶3𝑝𝑙𝑎𝑐𝑎
+ 𝐴𝐶3𝑏𝑎𝑟𝑟𝑎
2
Fuente: (Gorni, 2012)
𝑇𝑒𝑚𝑡𝑒𝑚𝑝𝑙𝑒 =760,1°𝐶 + 761,8°𝐶
2= 761°𝐶
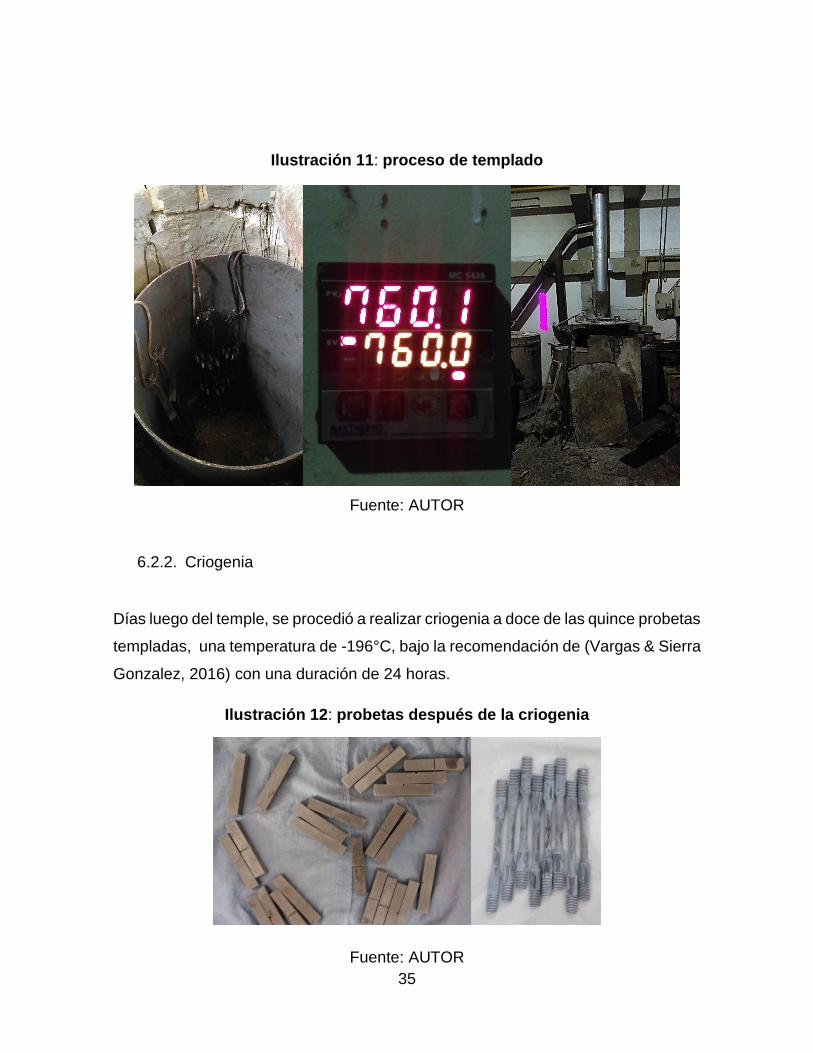
35
Ilustración 11: proceso de templado
Fuente: AUTOR
6.2.2. Criogenia
Días luego del temple, se procedió a realizar criogenia a doce de las quince probetas
templadas, una temperatura de -196°C, bajo la recomendación de (Vargas & Sierra
Gonzalez, 2016) con una duración de 24 horas.
Ilustración 12: probetas después de la criogenia
Fuente: AUTOR

36
6.2.3. Revenido
Finalmente a cada grupo de probetas se revinieron a 400°C durante los tiempos de
5, 10, 15 y 30 minutos.
6.3. Ensayos y pruebas
6.3.1. Pruebas de tensión
La prueba de tensión, se realizó en la máquina universal de ensayos UH 50-A
Shimatzu, perteneciente al laboratorio de resistencia de materiales de la
Universidad Distrital Francisco José de caldas. Se sometió una probeta de cada tipo
a este ensayo, a continuación los resultados:
Ilustración 13: Gráfico esfuerzo-deformación de las probetas K
Fuente: AUTOR
0
100
200
300
400
500
600
700
800
900
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 1,1
s
(MP
a)
e ( % elongación)
CURVA DEFORMACIÓN ESFUERZO

37
Ilustración 14: Gráfico esfuerzo-deformación de las probetas T
Fuente: AUTOR
Ilustración 15: Gráfico esfuerzo-deformación de las probetas TCR5, TCR10, TCR15 y TCR30
Fuente: AUTOR
0
200
400
600
800
1000
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5 0,55 0,6 0,65 0,7
s
(MP
a)
e (% elongación)
CURVA DEFORMACIÓN ESFUERZO
TEMPLADAS (T)
0
200
400
600
800
1000
1200
1400
1600
0 0,2 0,4 0,6 0,8 1
s
(MP
a)
e (% elongación)
CURVA DEFORMACIÓN ESFUERZO
TRC15 TRC30 TRC10 TRC5
38
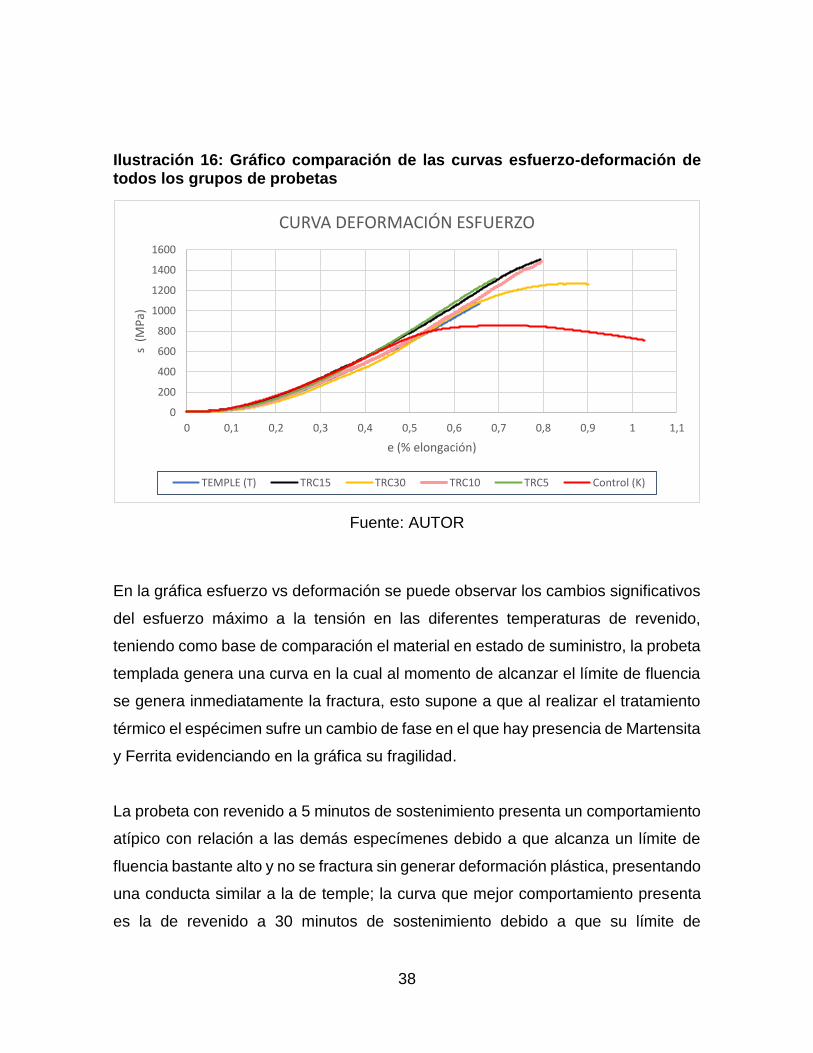
Ilustración 16: Gráfico comparación de las curvas esfuerzo-deformación de todos los grupos de probetas
Fuente: AUTOR
En la gráfica esfuerzo vs deformación se puede observar los cambios significativos
del esfuerzo máximo a la tensión en las diferentes temperaturas de revenido,
teniendo como base de comparación el material en estado de suministro, la probeta
templada genera una curva en la cual al momento de alcanzar el límite de fluencia
se genera inmediatamente la fractura, esto supone a que al realizar el tratamiento
térmico el espécimen sufre un cambio de fase en el que hay presencia de Martensita
y Ferrita evidenciando en la gráfica su fragilidad.
La probeta con revenido a 5 minutos de sostenimiento presenta un comportamiento
atípico con relación a las demás especímenes debido a que alcanza un límite de
fluencia bastante alto y no se fractura sin generar deformación plástica, presentando
una conducta similar a la de temple; la curva que mejor comportamiento presenta
es la de revenido a 30 minutos de sostenimiento debido a que su límite de
0
200
400
600
800
1000
1200
1400
1600
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 1,1
s (
MP
a)
e (% elongación)
CURVA DEFORMACIÓN ESFUERZO
TEMPLE (T) TRC15 TRC30 TRC10 TRC5 Control (K)

39
elasticidad es el más alto, enseña una mayor deformación con respecto a las demás
curvas hasta su fractura.
6.3.2. Pruebas de impacto
El ensayo Charpy de impacto permite calcular cuanta energía logra disipar una
probeta al ser golpeada por un péndulo pesado en caída libre. El ensayo muestra
valores en Joule. Las probetas utilizadas poseen un entalle estándar para facilitar el
inicio de la fisura.
Ilustración 17: Entalle estándar de las probetas para prueba de impacto
Fuente: AUTOR

40
Tabla 12: resultados prueba de impacto tipo charpy
ENERGÍA
REGISTRADA (J)
PÉRDIDA ENERGÍA
(J)
TENACIDAD (J)
TENACIDAD PROMEDIO
(J)
k 21,530 0,411 21,119
22,999 25,290 0,411 24,879
T
2,190 0,411 1,779
2,114 2,886 0,437 2,449
2,551 0,437 2,114
TCR5
5,130 0,437 4,693
5,629 4,515 0,437 4,078
8,578 0,463 8,115
TCR10
6,580 0,437 6,143
8,960 7,607 0,437 7,170
14,030 0,463 13,567
TCR15
10,710 0,308 10,402
10,647 9,604 0,437 9,167
12,810 0,437 12,373
TCR30
18,680 0,437 18,243
15,922 13,450 0,437 13,013
16,920 0,411 16,509
Fuente: AUTOR
6.3.3. Dureza
La prueba de dureza muestra que tanta oposición pone un cuerpo a ser penetrado,
para ello, se utilizó el durómetro del laboratorio de metalografía de la universidad
distrital Francisco José de Caldas. Fueron usadas las 18 probetas, arrojando los
siguientes resultados:

41
Ilustración 18: Gráfico resultados prueba de dureza probetas de tracción
Fuente: AUTOR
Ilustración 19: Gráfico resultados prueba de dureza probetas de impacto
Fuente: AUTOR
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
55,0
control (K) Temple (T) TCR5 TCR10 TCR15 TCR30
DU
REZ
A (
HR
C)
DUREZA PROBETAS TENSIÓN
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
control(K) Temple(T) TCR5 TCR10 TCR15 TCR30
DU
REZ
A (
HR
C)
DUREZA PROBETAS IMPACTO

42
Ilustración 20: comparación resultados de la prueba de dureza entre las probetas de tensión e impacto
Fuente: AUTOR
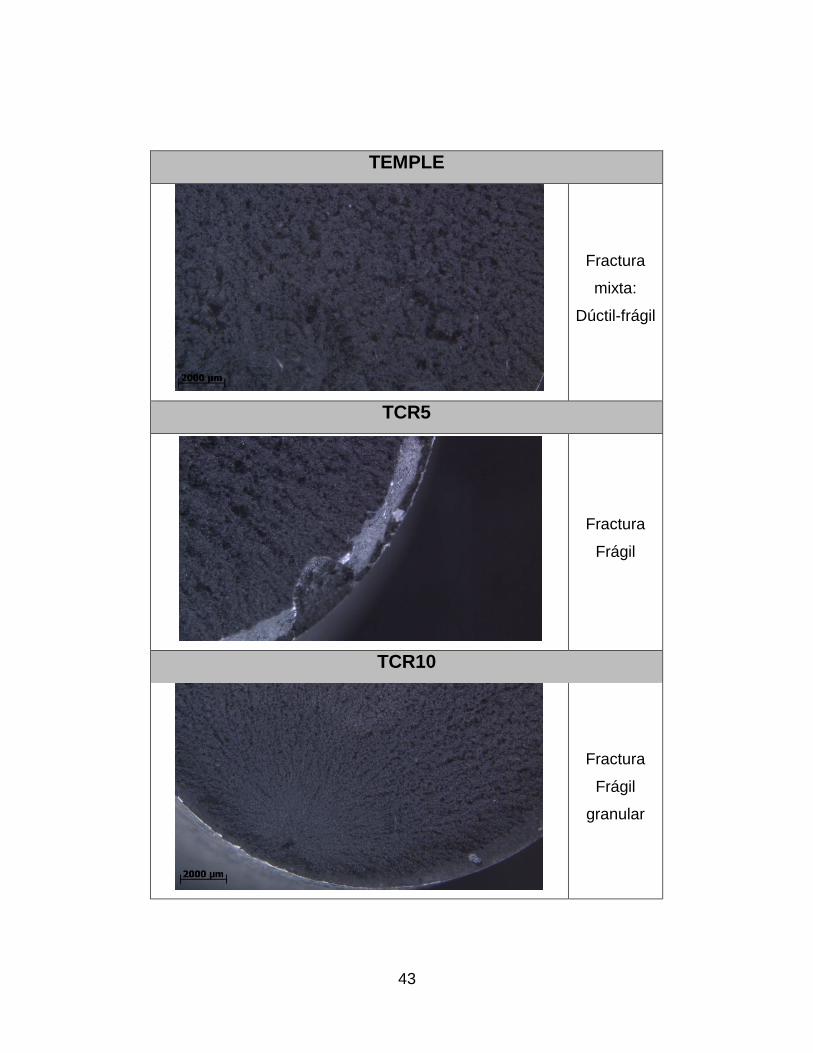
6.3.4. Análisis de falla
Tabla 9: análisis de falla de todos los grupos de probetas
CONTROL
Fractura
mixta:
Dúctil-frágil
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
55,0
control (K) Temple (T) TCR5 TCR10 TCR15 TCR30
DU
REZ
A(H
RC
)
DUREZA
IMPACTO TENSIÓN
43
TEMPLE
Fractura
mixta:
Dúctil-frágil
TCR5
Fractura
Frágil
TCR10
Fractura
Frágil
granular

44
TCR15
Fractura
Frágil
TCR30
Fractura
Frágil
granular
Fuente: AUTOR

45
6.4. Micrografías
Tabla 10: Microscopia a 500x y a 1000x probeta sin tratamiento térmico
CONTROL
Microscopia
a500x
Microscopia
a1000x
Fuente: AUTOR
En la figura anterior se muestra la microestructura de una probeta sin tratamiento
térmico se evidencia la distribución homogénea de ferrita, perlita y cristales de
perlita, haciendo a este acero un material dúctil con baja dureza.

46
Tabla 11: Prueba Microscopia electrónica de Barrido probetas K
CONTROL
Fuente: AUTOR

47
Esta imagen muestra más definida en alto relieve el grano de perlita acompañado
en bajo relieve por los granos de ferrita.
Tabla 12: Microscopia a 500x y a 1000x probetas con temple
TEMPLE
Microscopia
a500x
Microscopia
a1000x
Fuente: AUTOR
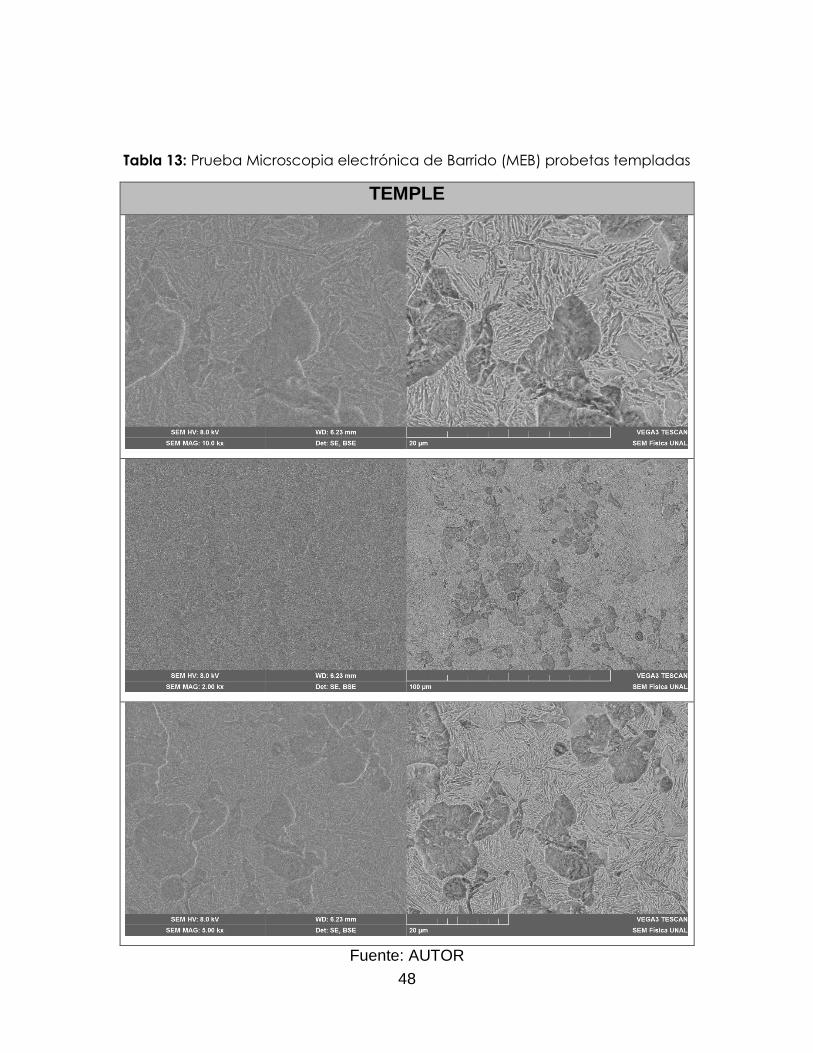
De las ilustraciones 28 y 29 se puede observar gran cantidad de Martensita, que
aporta dureza, y la disminución de la concentración de ferrita además de una
pequeña cantidad de perlita, debido a que el temple se realizó a la temperatura AC3.
48
Tabla 13: Prueba Microscopia electrónica de Barrido (MEB) probetas templadas
TEMPLE
Fuente: AUTOR
49
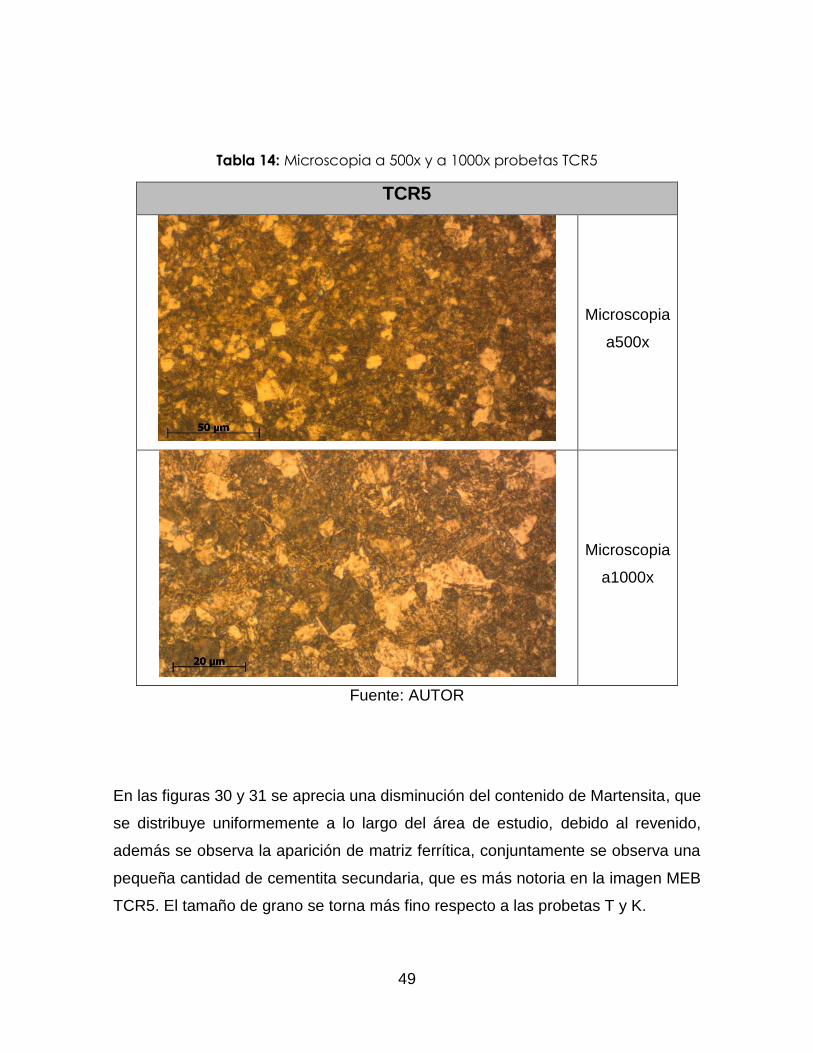
Tabla 14: Microscopia a 500x y a 1000x probetas TCR5
TCR5
Microscopia
a500x
Microscopia
a1000x
Fuente: AUTOR
En las figuras 30 y 31 se aprecia una disminución del contenido de Martensita, que
se distribuye uniformemente a lo largo del área de estudio, debido al revenido,
además se observa la aparición de matriz ferrítica, conjuntamente se observa una
pequeña cantidad de cementita secundaria, que es más notoria en la imagen MEB
TCR5. El tamaño de grano se torna más fino respecto a las probetas T y K.

50
Tabla 15: Prueba Microscopia electrónica de Barrido (MEB) probetas TCR5
TCR5
Fuente: AUTOR

51
Tabla 16: Microscopia a 500x y a 1000x probetas TCR10
TCR10
Microscopia
a500x
Microscopia
a1000x
Fuente: AUTOR
En TCR10 apenas es visible un aumento en cementita proeutectoide, se observa
una mejor distribución de la ferrita y la cementita, el tamaño de grano es
prácticamente el mismo en TCR5 y TCR10. Asimismo se observa disminución del
contenido de Martensita retenida.

52
Tabla 17: Prueba Microscopia electrónica de Barrido (MEB) probetas TCR10
TCR10
Fuente: AUTOR

53
Tabla 18: Microscopia a 500x y a 1000x probetas TCR15
TCR15
Microscopia
a500x
Microscopia
a1000x
Fuente: AUTOR
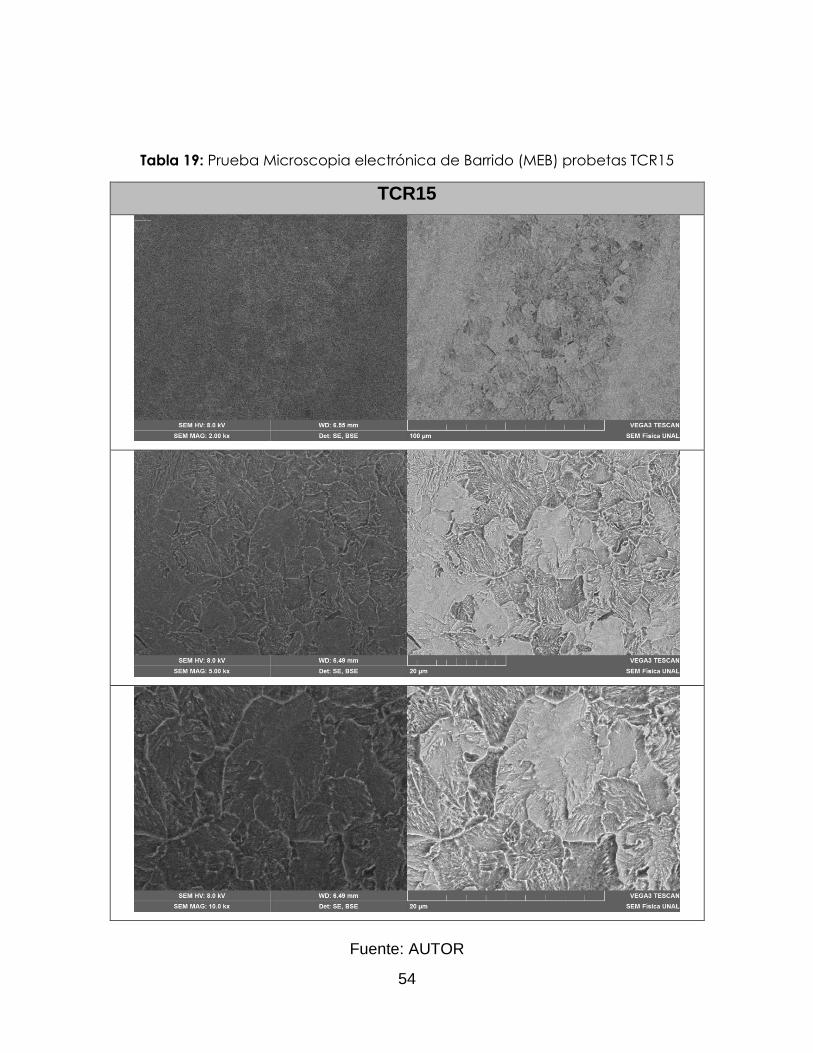
En las imágenes 32 y 33 se puede observar que ya no queda Martensita retenida
en el área de estudio, además aumento el contenido de cementita y se muestra en
alto relieve el contenido de ferrita que se extiende uniformemente en el material.
54
Tabla 19: Prueba Microscopia electrónica de Barrido (MEB) probetas TCR15
TCR15
Fuente: AUTOR

55
Tabla 20: Microscopia a 500x y a 1000x probetas TCR30
TCR30
Microscopia
a500x
Microscopia
a1000x
Fuente: AUTOR
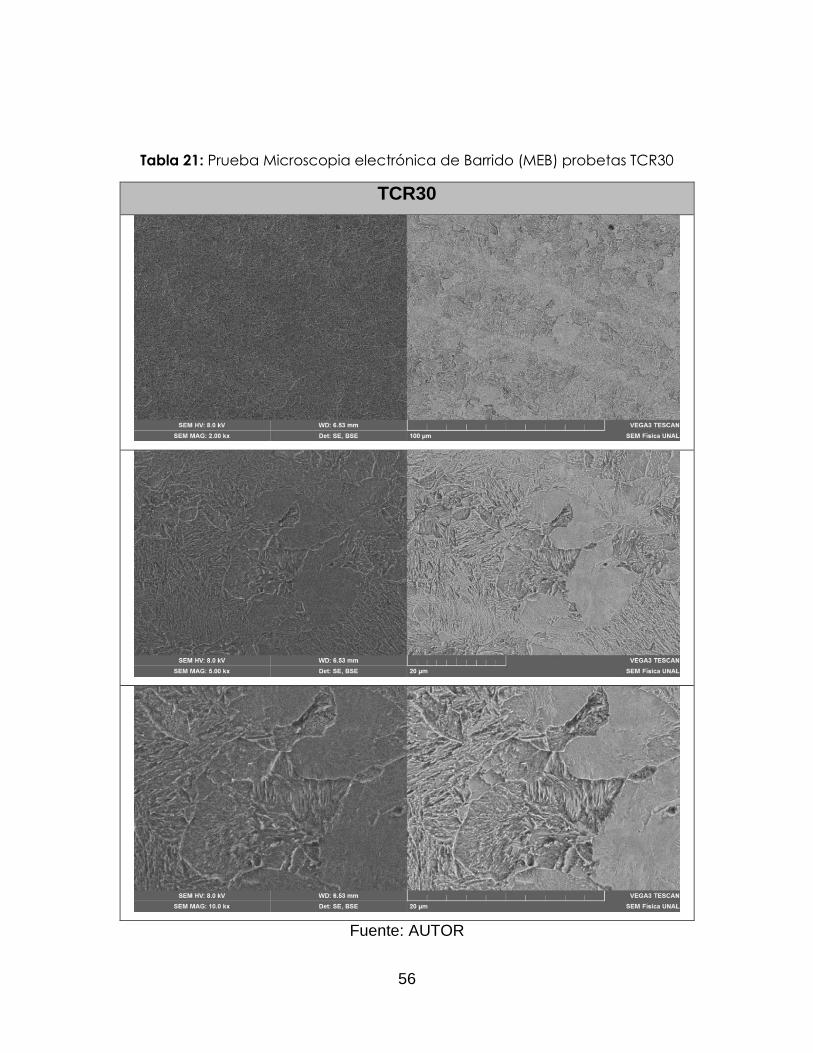
En las imágenes 34 y 35 se puede ver que la microestructura está totalmente
conformada con ferrita y cementita, que le aportan ductilidad y dureza al material
conjuntamente y que se distribuyen uniformemente en el área mostrada. Es
evidente en las ilustraciones de TCR10, TCR15 y TCR30 que el tamaño de grano
se mantiene constante.
56
Tabla 21: Prueba Microscopia electrónica de Barrido (MEB) probetas TCR30
TCR30
Fuente: AUTOR

57
6.5. Microdureza
Este ensayo consiste en generar una deformación plástica con una carga e
indentador estandarizado, el valor de la dureza dependerá de la profundidad de la
muesca que se haya generado en el material; la escala de dureza que se puede
proporcionar está en el orden Rockwell A, B o C o dureza Vickers, para lo cual se
utilizó el microdurómetro HMV-2TL marca Shimadzu disponible en el laboratorio de
metalografía de la Universidad Distrital:
Tabla 22: Resultados prueba de dureza
MÁXIMA MÍNIMA
HV HRC HV HRC
CONTROL 315 32 250 22
TEMPLE 740 64 320 34
TCR5 415 42 370 38
TCR10 560 50 430 44
TCR15 480 48 320 34
TCR30 430 44 300 30
Fuente: AUTOR
Ilustración 21: Gráfica que compara la Microdureza en distintas zonas
Fuente: AUTOR
0
8
16
24
32
40
48
56
64
Control (K) Temple (T) TCR5 TCR10 TCR15 TCR30
Mir
cod
ure
za (
HR
C)
MICRODUREZA EN DISTINTAS ZONAS
ZONAS DURAS
ZONAS BLANDAS

58
En términos generales, se ve incrementada la Microdureza de todos los grupos que
fueron sometidos a tratamientos térmicos. Destaca el hecho que la probeta de
temple, en la zona aumenta considerablemente que en la zona blanda en un 53%.
El grupo con mayor zona dura, a parte del temple, fue el TCR10, ya que muestra
valores típicos de 50 HRC y una zona blanda de 44HRc, siendo a su vez, el valor
más alto de todas las zonas blandas.
Ilustración 22: Gráfica porcentaje de mejora en la dureza
Fuente: AUTOR
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Temple (T) TCR5 TCR10 TCR15 TCR30
PORCENTAJE DE MEJORA
Máxima Mínima

59
6.6. Comparación
Ilustración 23: Comparación del esfuerzo máximo de probetas con tratamiento térmico TCR a 400ºC, TR a 450ºC y TR a 550ºC, con tiempo de revenido de 5, 10 y 15 minutos
Fuente: AUTOR
Ilustración 24: Gráfica del esfuerzo máximo de dos probetas templadas a diferentes temperaturas
Fuente: AUTOR
0
200
400
600
800
1000
1200
1400
1600
5 MIN 10 MIN 15 MIN
s(M
Pa)
ESFUERZOS MÁXIMOS EN REVENIDOS
CRIOG Y REV 400°C REV 450°C REV 550°C
1079,47
1219,56
1000
1050
1100
1150
1200
1250
TEMPLE 761°C TEMPLE 770° C
s (
MP
a)
ESFUERZO MÁXIMO TEMPLE

60
Ilustración 25: Gráfica de la tenacidad promedio en probetas tratamiento térmico TCR a 400ºC, TR a 450ºC y TR a 550ºC, con tiempo de revenido de 5, 10 y 15
minutos
Fuente: AUTOR
Ilustración 26: Gráfica de tenacidad promedio de dos probetas templadas a diferentes temperaturas
Fuente: AUTOR
0
10
20
30
40
50
60
5 MIN 10 MIN 15 MIN
TEN
AC
IDA
D (
julio
s)
TENACIDAD PROMEDIO EN REVENIDOS
CRIOG Y REV 400°C Rev 450 Rev 550
0
1
2
3
4
5
TEMPLE 761 TEMPLE 770
TEN
AC
IDA
D(
Julio
)
TENACIDAD PROMEDIO EN TEMPLES

61
7. CONCLUSIONES
Realizando el tratamiento térmico de temple se puede concluir que la
temperatura de 761°C se seleccionó dentro del rango de temperaturas
intercríticas establecido con anterioridad, teniendo en cuenta que se debe
hacer a la temperatura de austenización denominada AC3 debido a que los
cambios de fase desde este punto son diferentes.
Con base en el diagrama esfuerzo vs deformación se concluye que la curva
del tratamiento de las probetas con temple, criogenia y revenido a 30 minutos
es la que mayor variación presenta con respecto a la probeta de control.
Se concluye que los tratamientos térmicos aplicados aumentan la
Microdureza de las zonas duras en un mínimo de 30% y se refuerzan las
zonas blandas en un 35%.
Con excepción de las probetas con temple, criogenia y revenido a 30
minutos, las demás probetas sometidas a algún tratamiento térmico, se
fractura antes de llegar a la zona plástica.
Todas las probetas con tratamiento temple, criogenia y revenido a 30 minutos
mostraron poco aumento en su límite de fluencia, y un gran aumento en el
esfuerzo último a la tensión respecto a las demás.
Al comparar las probetas con temple, criogenia y revenido a 400ºC con
probetas con únicamente temple y revenido a 450 y 550ºC a 5, 10 y 15
minutos, se observó que estas últimas tienen una mayor tenacidad pero un
menor esfuerzo máximo, lo que indica que las probetas con temple, criogenia
y revenido son más dúctiles y tienen mayor resistencia a la fractura debido a
la criogenia, y que su tenacidad está dentro del promedio para el acero AISI
SAE 1045

62
REFERENCIAS
i. Calmet, G. L. (Julio de 2009). Aplicacion de la criogenia en el tratamiento
termico de aceros para trabajo en frio K100 (AISI D3). Lima, Perú.
ii. Camilo, A. (2012). Ensayo de impacto . Bogota D.C.
iii. Camilo, A. (2012). Ensayo de tracción mecánica del acero 1045. Bogota D.C.
iv. CGA. (2015). Cia. General de Aceros. Obtenido de http://www.cga.com.co/
v. E., C. C., & C, J. F. (2016). Influencia del tiempo del revenido en la resistencia
al desgaste abrasivo de un acero AISI 1020 templado desde temperaturas
intercriticas seguido de un tratamiento criogenico.
vi. ESTUDIANTESMETALOGRAFIA. (01 de Mayo de 2013). Metalografía
Universidad Tecnológica de Pereira. Obtenido de
http://blog.utp.edu.co/metalografia/5-diagrama-hierro-carbono/#parte2
vii. F., C. V., & Jayson, S. U. (2015). Influensia del tiempo de reveniso en las
propiedades mecánicas de dureza y resistencia a la tensión de un acero SAE
1045. Bogotá D.C., Colombia.
viii. Gorni, A. A. (25 de enero de 2012). STEEL FORMING AND HEAT
TREATING HANDBOOK. Sao Vicente, Brasil.
ix. Guajardo, J. (2007). Aceros de construccion de propiedades especiales.
x. Rendon Adrian, A. C. (2000). Aumento a la resistencia de aceros para
herramientas atraves de la aplicacion de tratamiento criogenico.
xi. Universidad Centroamericana José Simeón Cañas. (17 de 02 de 2017).
Ingenieria de Materiales. Diagrama de Fases. Obtenido de
http://www.uca.edu.sv/facultad/clases/ing/m210031/Tema%2006.pdf
xii. Universidad Nacional de la Plata, F. d. (04 de 2017). Facultad de Igenieria.
Obtenido de https://www.ing.unlp.edu.ar/catedras/M0624/
xiii. Vargas, H., & Sierra Gonzalez, K. (2016). influencia del tratamiento termico
de homogenizado y reenvejecido seguido de un tratamiento crriogenico en la
microestructura y la dureza del Al 2024-T4. Bogota.