anexo 2. mecanizado de las piezas del...
TRANSCRIPT

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 132
ANEXO 2. MECANIZADO DE LAS PIEZAS DEL DISPOSITIVO.
La fabricación de las piezas de aluminio y plástico necesarias para el montaje
del dispositivo se realizará utilizando placas de 3 y 4 mm de espesor, en caso del
aluminio, y de 5 mm para el caso de las placas de separación de los sensores. Las
formas complejas de las piezas que componen la cabeza y la necesidad de una alta
precisión en sus medidas para obtener orificios iguales para cada sensor y evitar que la
luz se filtre entre las uniones de las piezas, hace necesaria la utilización de
herramientas de gran precisión para su fabricación. En este caso se utilizará una
máquina de control numérico que, mediante la programación adecuada, cortará,
partiendo de placas del material y espesor deseados, las piezas requeridas.
La máquina de control numérico utilizada es una EMCO PC MILL 125, disponible
en el laboratorio. Mediante la programación adecuada y utilizando las herramientas
necesarias se pueden conseguir las piezas requeridas para el montaje del dispositivo.
La máquina de control numérico tiene un portaherramientas tipo revólver, que
permite la utilización de varias herramientas en un mismo proceso de mecanizado sin
necesidad de parar para cambiarla. Cada una de las herramientas se coloca en uno de
los alojamientos. Se pueden configurar distintos parámetros para cada herramienta,
que permiten conocer durante el proceso de mecanizado el tipo de herramienta y sus
dimensiones. Estos datos son necesarios para compensar el diámetro de éstas en caso
de fresar un contorno o, incluso, la longitud de la herramienta en caso de taladrado.
Antes de comenzar con cualquier mecanizado, es necesario preparar la
máquina. Habrá que colocar y configurar las herramientas e inicializar la posición de
cada eje para que la máquina “conozca” su posición y evitar posibles colisiones
durante el mecanizado. En caso necesario, también habría que preparar la lubricación
y el soplado para retirar la viruta. Es importante recordar que si la máquina no se
inicializa correctamente, la herramienta no funcionará.
Cuando la máquina está lista, hay que preparar el material necesario para la
fabricación de las distintas piezas. Para ello, hay que tener en cuenta las dimensiones
del área de trabajo de la máquina, así como del tornillo utilizado para fijar las piezas. El
E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 133
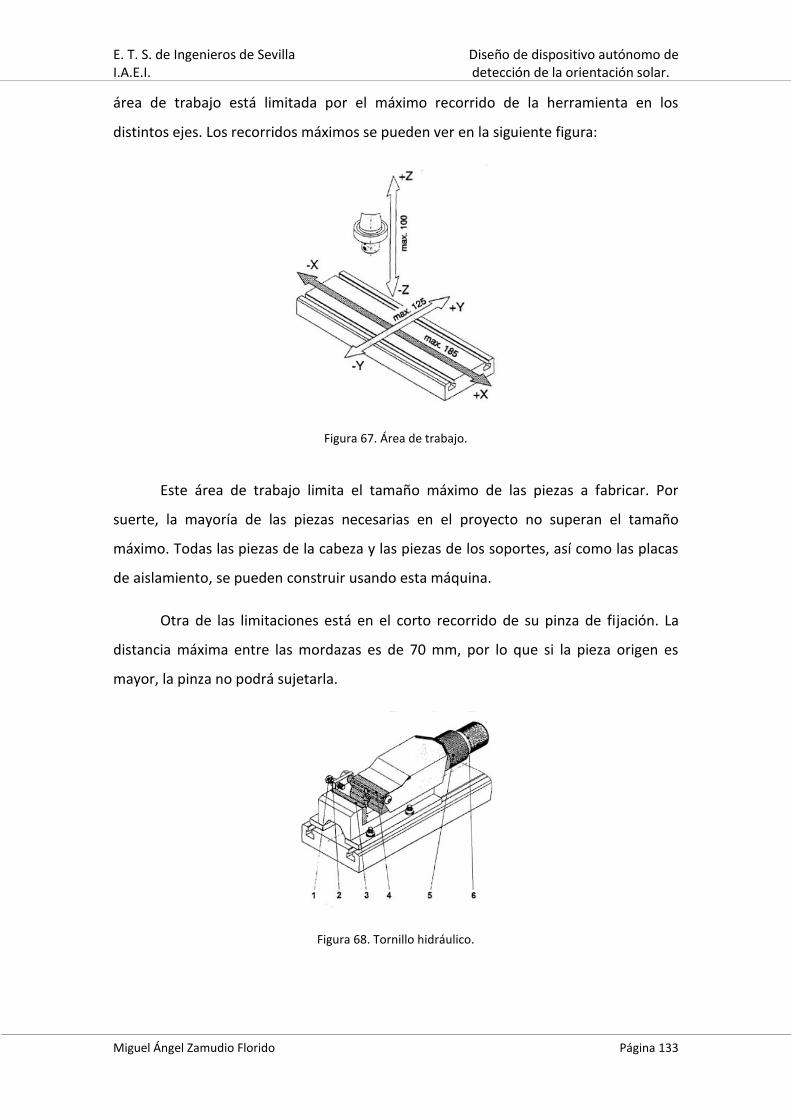
área de trabajo está limitada por el máximo recorrido de la herramienta en los
distintos ejes. Los recorridos máximos se pueden ver en la siguiente figura:
Figura 67. Área de trabajo.
Este área de trabajo limita el tamaño máximo de las piezas a fabricar. Por
suerte, la mayoría de las piezas necesarias en el proyecto no superan el tamaño
máximo. Todas las piezas de la cabeza y las piezas de los soportes, así como las placas
de aislamiento, se pueden construir usando esta máquina.
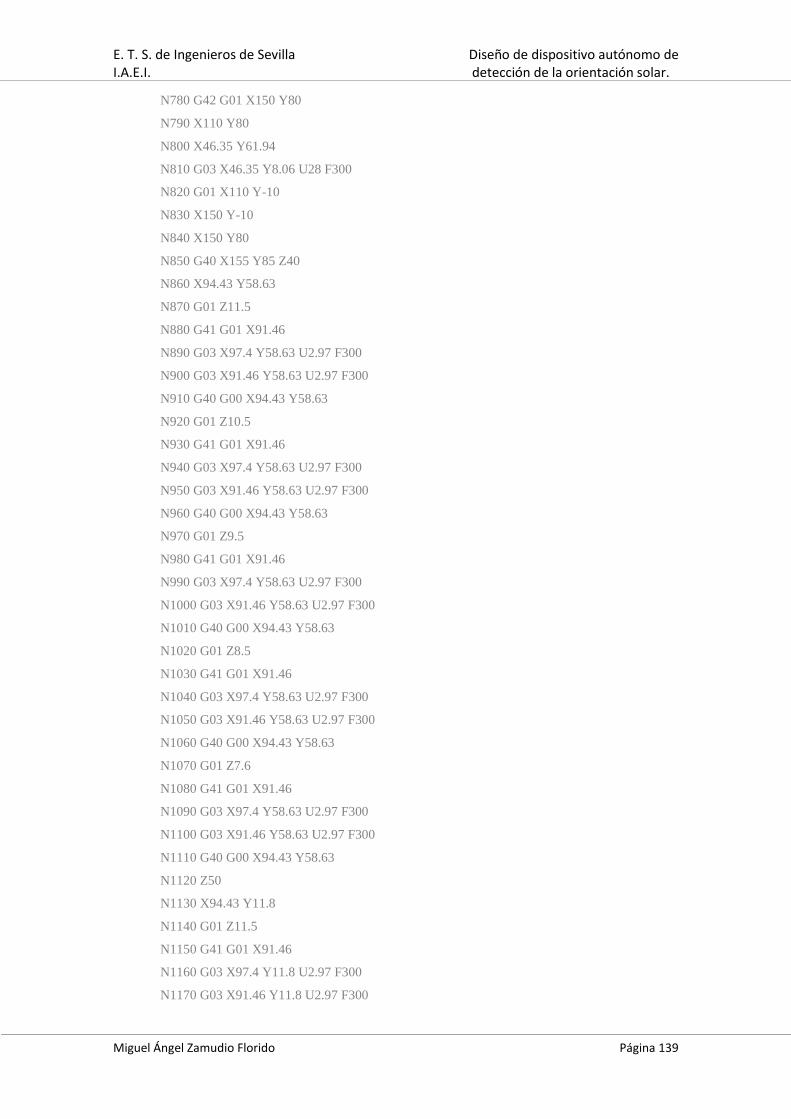
Otra de las limitaciones está en el corto recorrido de su pinza de fijación. La
distancia máxima entre las mordazas es de 70 mm, por lo que si la pieza origen es
mayor, la pinza no podrá sujetarla.
Figura 68. Tornillo hidráulico.

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 134
La figura muestra los componentes fundamentales de la pinza neumática de
fijación. Los componentes 1 y 2 son el tornillo y contratuerca del tope; 3 y 4 son las
mordazas de fijación y 5 representa al tornillo de ajuste de la pinza neumática.
Finalmente 6 es la corredera de la válvula del sistema hidráulico.
La limitación del tornillo neumático exige buscar una solución que permita
sujetar con garantías el material y evitar que éste se mueva durante todo el proceso de
mecanizado.
La solución utilizada consiste en usar un bloque de material mecanizable de un
tamaño adecuado para que la pinza pueda sujetarlo, el cual se usará como mártir. A
esta pieza se atornillarán las placas de material, utilizando tornillos de métrica 3 con
cabeza cónica, que permiten la correcta sujeción de la placa. Los tornillos serán
pasantes y se reforzarán con el uso de tuercas dobles (figura 69). Éstas últimas evitarán
que los tornillos se aflojen, debido a las vibraciones propias del proceso de
mecanizado.
Figura 69. Mártir de mecanizado.
Las herramientas necesarias (fresas y brocas) se montan en el
portaherramientas que aparece en la figura 70. Éste permite utilizar hasta diez

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 135
herramientas diferentes, las cuales se irán intercambiando durante el proceso de
mecanizado mediante el giro del tambor.
Figura 70. Tambor de herramientas.
Cada herramienta se fijará con una mordaza sujeta por un portapinza, como la
que aparece en la figura 71.
Figura 71. Portapinza.
La programación necesaria para la fabricación de las piezas está basada en
instrucciones simples que permiten seleccionar distintos parámetros de

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 136
funcionamiento, así como las herramientas y las coordenadas de movimiento. Las
instrucciones básicas utilizadas para la programación se pueden ver en la siguiente
tabla:
INSTRUCCIÓN DESCRIPCIÓN
L96 Cambio de herramienta.
LXX Secuencia de procesado XX.
S2000 Velocidad de giro de la herramienta en RPM. En este caso 2000.
F300 Velocidad de avance. La unidad depende de G94.
G94 Avance por minuto.
G00 Avance rápido.
G01 Avance lento.
M03 Husillo principal conectado. Giro a la derecha.
M04 Husillo principal conectado. Giro a la izquierda.
M71 Soplado conectado.
M72 Soplado desconectado.
M30 Fin del programa principal.
Tabla 12. Instrucciones de programación.
A parte de las instrucciones anteriores, existen algunas más que se pueden
encontrar en el manual de usuario. La estructura que sigue un programa estándar es la
que se puede ver a continuación:
N10 G54 N20 T1 D11 L96 N30 S2000 G94 F300 N40 M03 M71 .....movimiento rápido (G00)... N100 Z55 M03 M71 .....movimiento lento (G01)... N140 M05 M72 N150 M30

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 137
Alguno de los ejemplos de programación de las piezas son los siguientes:
Programa 1 (soporte eje horizontal)
N10 G54
N20 T4 D4 L96
N30 S5000 G94 F500 M3
N40 G00 X155 Y85 Z30
N45 G01 Z11.5
N50 G42 G01 X150 Y80
N60 X110 Y80
N70 X46.35 Y61.94
N80 G03 X46.35 Y8.06 U28 F300
N90 G01 X110 Y-10
N100 X150 Y-10
N110 X150 Y80
N120 G40 X155 Y85
N130 G01 Z11
N140 G42 G01 X150 Y80
N150 X110 Y80
N160 X46.35 Y61.94
N170 G03 X46.35 Y8.06 U28 F300
N180 G01 X110 Y-10
N190 X150 Y-10
N200 X150 Y80
N210 G40 X155 Y85
N220 G01 Z10.5
N230 G42 G01 X150 Y80
N240 X110 Y80
N250 X46.35 Y61.94
N260 G03 X46.35 Y8.06 U28 F300
N270 G01 X110 Y-10
N280 X150 Y-10
N300 X150 Y80
N310 G40 X155 Y85
N320 G01 Z10
N330 G42 G01 X150 Y80
N340 X110 Y80
N350 X46.35 Y61.94
N360 G03 X46.35 Y8.06 U28 F300
N370 G01 X110 Y-10

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 138
N380 X150 Y-10
N390 X150 Y80
N400 G40 X155 Y85
N410 G01 Z9.5
N420 G42 G01 X150 Y80
N430 X110 Y80
N440 X46.35 Y61.94
N450 G03 X46.35 Y8.06 U28 F300
N460 G01 X110 Y-10
N470 X150 Y-10
N480 X150 Y80
N490 G40 X155 Y85
N500 G01 Z9
N510 G42 G01 X150 Y80
N520 X110 Y80
N530 X46.35 Y61.94
N540 G03 X46.35 Y8.06 U28 F300
N550 G01 X110 Y-10
N560 X150 Y-10
N570 X150 Y80
N580 G40 X155 Y85
N590 G01 Z8.5
N600 G42 G01 X150 Y80
N610 X110 Y80
N620 X46.35 Y61.94
N630 G03 X46.35 Y8.06 U28 F300
N640 G01 X110 Y-10
N650 X150 Y-10
N660 X150 Y80
N670 G40 X155 Y85
N680 G01 Z8
N690 G42 G01 X150 Y80
N700 X110 Y80
N710 X46.35 Y61.94
N720 G03 X46.35 Y8.06 U28 F300
N730 G01 X110 Y-10
N740 X150 Y-10
N750 X150 Y80
N760 G40 X155 Y85
N770 G01 Z7.6
E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 139
N780 G42 G01 X150 Y80
N790 X110 Y80
N800 X46.35 Y61.94
N810 G03 X46.35 Y8.06 U28 F300
N820 G01 X110 Y-10
N830 X150 Y-10
N840 X150 Y80
N850 G40 X155 Y85 Z40
N860 X94.43 Y58.63
N870 G01 Z11.5
N880 G41 G01 X91.46
N890 G03 X97.4 Y58.63 U2.97 F300
N900 G03 X91.46 Y58.63 U2.97 F300
N910 G40 G00 X94.43 Y58.63
N920 G01 Z10.5
N930 G41 G01 X91.46
N940 G03 X97.4 Y58.63 U2.97 F300
N950 G03 X91.46 Y58.63 U2.97 F300
N960 G40 G00 X94.43 Y58.63
N970 G01 Z9.5
N980 G41 G01 X91.46
N990 G03 X97.4 Y58.63 U2.97 F300
N1000 G03 X91.46 Y58.63 U2.97 F300
N1010 G40 G00 X94.43 Y58.63
N1020 G01 Z8.5
N1030 G41 G01 X91.46
N1040 G03 X97.4 Y58.63 U2.97 F300
N1050 G03 X91.46 Y58.63 U2.97 F300
N1060 G40 G00 X94.43 Y58.63
N1070 G01 Z7.6
N1080 G41 G01 X91.46
N1090 G03 X97.4 Y58.63 U2.97 F300
N1100 G03 X91.46 Y58.63 U2.97 F300
N1110 G40 G00 X94.43 Y58.63
N1120 Z50
N1130 X94.43 Y11.8
N1140 G01 Z11.5
N1150 G41 G01 X91.46
N1160 G03 X97.4 Y11.8 U2.97 F300
N1170 G03 X91.46 Y11.8 U2.97 F300
E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 140
N1180 G40 G00 X94.43 Y11.8
N1190 G01 Z10.5
N1200 G41 G01 X91.46
N1210 G03 X97.4 Y11.8 U2.97 F300
N1220 G03 X91.46 Y11.8 U2.97 F300
N1230 G40 G00 X94.43 Y11.8
N1240 G01 Z9.5
N1250 G41 G01 X91.46
N1260 G03 X97.4 Y11.8 U2.97 F300
N1270 G03 X91.46 Y11.8 U2.97 F300
N1280 G40 G00 X94.43 Y11.8
N1290 G01 Z8.5
N1300 G41 G01 X91.46
N1310 G03 X97.4 Y11.8 U2.97 F300
N1320 G03 X91.46 Y11.8 U2.97 F300
N1330 G40 G00 X94.43 Y11.8
N1340 G01 Z7.6
N1350 G41 G01 X91.46
N1360 G03 X97.4 Y11.8 U2.97 F300
N1370 G03 X91.46 Y11.8 U2.97 F300
N1380 G40 G00 X94.43 Y11.8
N1390 Z50
N1400 X128 Y35
N1410 G01 Z11.5
N1420 G41 G01 X117
N1430 G03 X139 Y35 U11 F300
N1440 G03 X117 Y35 U11 F300
N1450 G40 G00 X128 Y35
N1460 G01 Z11
N1470 G41 G01 X117
N1480 G03 X139 Y35 U11 F300
N1490 G03 X117 Y35 U11 F300
N1500 G40 G00 X128 Y35
N1510 G01 Z10.5
N1520 G41 G01 X117
N1530 G03 X139 Y35 U11 F300
N1540 G03 X117 Y35 U11 F300
N1550 G40 G00 X128 Y35
N1560 G01 Z10
N1570 G41 G01 X117

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 141
N1580 G03 X139 Y35 U11 F300
N1590 G03 X117 Y35 U11 F300
N1600 G40 G00 X128 Y35
N1610 G01 Z9.5
N1620 G41 G01 X117
N1630 G03 X139 Y35 U11 F300
N1640 G03 X117 Y35 U11 F300
N1650 G40 G00 X128 Y35
N1660 G01 Z9
N1670 G41 G01 X117
N1680 G03 X139 Y35 U11 F300
N1690 G03 X117 Y35 U11 F300
N1700 G40 G00 X128 Y35
N1710 G01 Z8.5
N1720 G41 G01 X117
N1730 G03 X139 Y35 U11 F300
N1740 G03 X117 Y35 U11 F300
N1750 G40 G00 X128 Y35
N1760 G01 Z8
N1770 G41 G01 X117
N1780 G03 X139 Y35 U11 F300
N1790 G03 X117 Y35 U11 F300
N1800 G40 G00 X128 Y35
N1810 G01 Z7.6
N1820 G41 G01 X117
N1830 G03 X139 Y35 U11 F300
N1840 G03 X117 Y35 U11 F300
N1850 G40 G00 X128 Y35
N1860 Z50
N1870 T3 D3 L96
N1880 S3000 G94 F200 M3
N1890 G00 X140 Y78 Z40
N1900 G01 Z5.3
N1910 G01 Z40
N1920 G00 X120 Y78
N1930 G01 Z5.3
N1940 G01 Z40
N1950 G00 X120 Y-8
N1960 G01 Z5.3
N1970 G01 Z40

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 142
N1980 G00 X140 Y-8
N1990 G01 Z5.3
N2000 G01 Z40
N2010 G00 X143.5 Y50.5
N2020 G01 Z5.3
N2030 G01 Z40
N2040 G00 X143.5 Y19.5
N2050 G01 Z5.3
N2060 G01 Z40
N2070 G00 X112.5 Y19.5
N2080 G01 Z5.3
N2090 G01 Z40
N2100 G00 X112.5 Y50.5
N2110 G01 Z5.3
N2120 G01 Z40
M30
El resultado es:
Figura 72. Resultado del programa 1.
Programa 2 (Pieza de fijación del eje horizontal)
N10 G54
N20 T3 D3 L96
N30 S3500 G94 F200 M3
N40 G00 X0 Y-5 Z30
N50 X26 Y17
N60 G01 Z12
N70 Z30
N80 T4 D4 L96
N90 S2500 G94 F200 M3
N100 G00 X0 Y-5 Z30

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 143
N110 G01 Z8.5
N120 G42 G01 X16 Y1
N130 X36
N140 Y33
N150 X16
N160 Y-5
N180 G40 G00 X0 Y-5 Z30
N190 X26 Y17
G01 Z8.5
N200 G41 G01 X22.03
N210 G03 X29.97 Y17 U3.97 F100
N220 G03 X22.03 Y17 U3.97 F100
N240 G40 G00 X26 Y17 Z30
M30
El resultado el siguiente:
Figura 73. Resultado del programa 2.
Programa 3 (taladros de las anillas de rodamientos)
N10 T3 D3 L96
N15 F200 Z40
N20 S3500 G94 F200 M3
N30 G00 X125 Y60
N40 G01 Z13
N50 G01 Z40
N60 G00 X125 Y10
N70 G01 Z13
N80 G01 Z40
N90 G00 X80 Y35
N100 G01 Z13
N110 G01 Z40
M30
Es conveniente, para proteger la herramienta y obtener mejores resultados en
las superficies mecanizadas, realizar el corte en varias pasadas, incrementando en cada

E. T. S. de Ingenieros de Sevilla Diseño de dispositivo autónomo de I.A.E.I. detección de la orientación solar.
Miguel Ángel Zamudio Florido Página 144
una de ellas la profundidad de corte (como se puede ver en el código del programa 1).
Si se realiza el corte en una única pasada, la herramienta y la pieza se calientan en
exceso, provocando deterioros en la herramienta y una superficie irregular en la pieza
mecanizada. La superficie irregular puede provocar desajustes entre las distintas
piezas, pudiéndose filtrar la luz entre ellas.