analisis de falla en caÑo api 5l x52 … · aaiq asociación argentina de ingenieros químicos -...
TRANSCRIPT

AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
ANALISIS DE FALLA EN CAÑO API 5L X52 FABRICADO POR
PROCESO ERW
D.A.Perretti*a, D. Grenada a, M. Cardacce a
aYPF S.A. Cabecera La Plata – Integridad – Logística.
Ruta Provincial N° 10 e/ 129 y 143 Berisso - Buenos Aires - Argentina
E-mail: [email protected]
Resumen. Este articulo muestra el Análisis de una falla, ocurrida en un caño API 5L,
fabricado mediante proceso ERW, perteneciente a la nueva trampa de scraper del
poliducto Lujan de Cuyo-Villa Mercedes, la cual se manifestó en la costura
longitudinal durante la Prueba Hidráulica, antes de la puesta en servicio. Se
efectuaron análisis químicos del acero, análisis macrográficos de los daños, análisis
fractográficos y microanálisis por medio de microscopía electrónica de barrido
analítica (SEM-EDS), análisis metalográficos, ensayos de tracción, de impacto CVN
y microdurezas.
Palabras clave: ERW, PRUEBA HIDRAULICA, SOLDADURA FRIA.
1. Introducción
La mayoría de los caños existentes en los diversos Poliductos y Oleoductos q ue opera YPF
S.A. son bajo la especificación API 5L y fabricados mediante el proceso ERW (Electric
resistance Welding). Dicho Proceso de fabricación fue inventado en 1929 y un año después ya se
comenzó a implementar para las cañerías de transporte de Hidrocarburos a lo largo de todo el
mundo. Partiendo de bobinas de chapa de acero al carbono se produce una conformación
plástica en frio a través de una serie de rodillos, para obtener la forma cilíndrica característica
del caño y luego aplicar una corriente eléctrica para que los bordes contiguos se fusionen y
suelden, a medida que entren en contacto. En los comienzos de la utilización del proceso ERW,
se utilizaban frecuencias del orden de los 250 hertz (HZ), y luego, debido a la cantidad de
defectos registrados en las soldaduras, se procedió a utilizar frecuencias más altas, entre 300000-
500000 hertz, lo que disminuyo la cantidad de defectos registrados.
* A quien debe enviarse toda la correspondencia

AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
El tramo de caño perteneciente a la nueva trampa de scraper de poliducto Lujan de cuyo-Villa
Mercedes, responde a la especificación API 5L X52, con un ø14” espesor 7,9 mm. Dicho caño
fue diseñado para un MAOP de 80 Kg/cm2, correspondiente a un 49% del SMYS, y se produjo
el reventón durante la Prueba Hidráulica, realizada antes de la puesta en servicio, a una presión
de 81 Kg/cm2, correspondiente a 50% del SMYS. A través del análisis que detallaremos a
continuación y basándose en los resultados de diversos ensayos, trataremos de determinar el
origen de la falla manifestada en campo (Fig.1).
Fig.1. Imagen de la apertura de la falla en el caño.
2. Estudios Realizados
Se tomaron probetas en sentido longitudinal en la zona de la boca de la fractura, otra
transversal en la misma zona, y la otra longitudinal en zona alejada de la fractura. Luego se
realizaron análisis químicos del acero, análisis macrográficos de los daños, análisis
fractográficos y microanálisis por medio de microscopía electrónica de barrido analítica (SEM-
EDS), análisis metalográficos, ensayos de tracción, de impacto CVN y microdurezas.
3. Resultados Ensayos
3.1 Análisis Químico, Metalográfico y Mecánico del Acero
El análisis químico del material indica que se trata de un acero al C-Mn (Tabla 1) de bajo
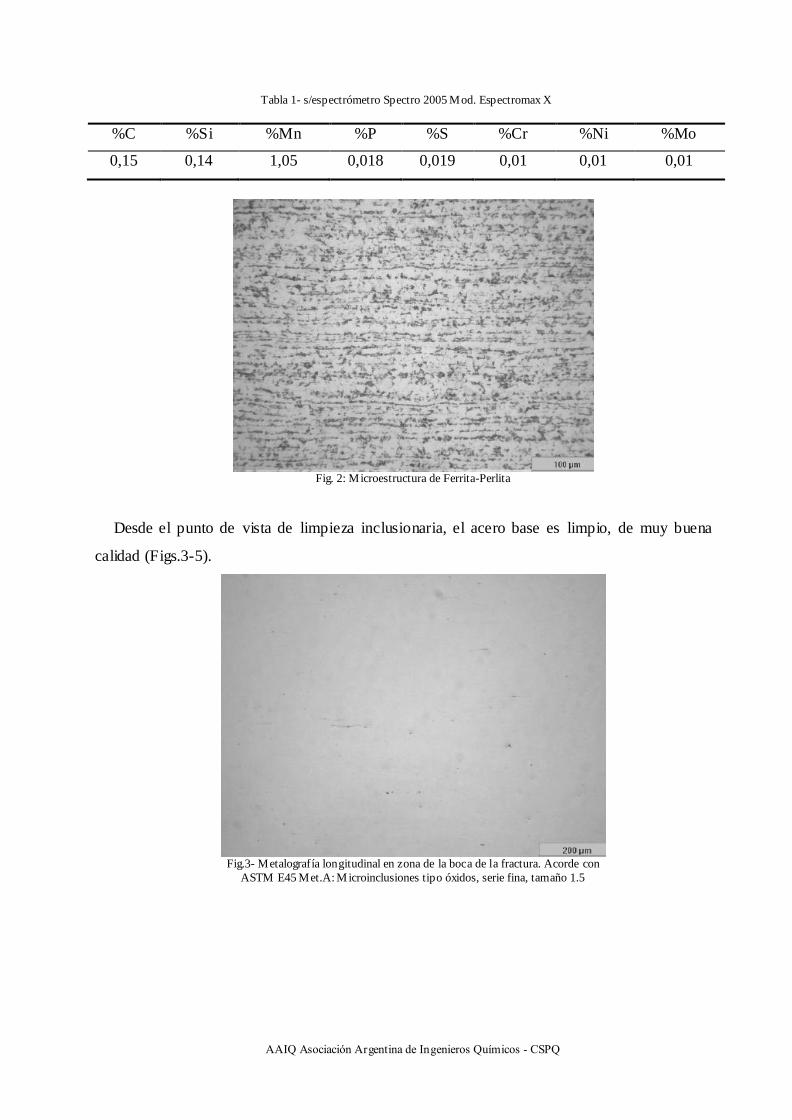
carbono, con microestructura de ferrita-perlita (Fig.2) y 210 HB de dureza.
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Tabla 1- s/espectrómetro Spectro 2005 Mod. Espectromax X
%C %Si %Mn %P %S %Cr %Ni %Mo
0,15 0,14 1,05 0,018 0,019 0,01 0,01 0,01
Fig. 2: Microestructura de Ferrita-Perlita
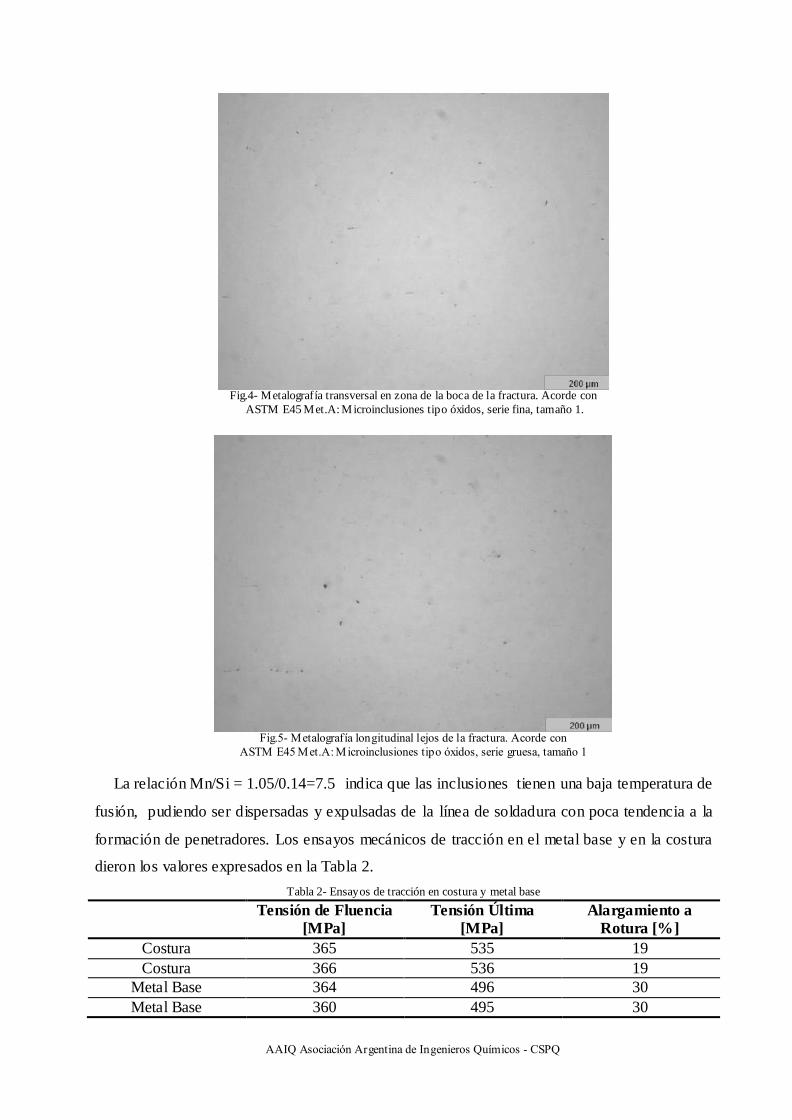
Desde el punto de vista de limpieza inclusionaria, el acero base es limpio, de muy buena
calidad (Figs.3-5).
Fig.3- Metalografía longitudinal en zona de la boca de la fractura. Acorde con
ASTM E45 Met.A: M icroinclusiones tipo óxidos, serie fina, tamaño 1.5
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Fig.4- Metalografía transversal en zona de la boca de la fractura. Acorde con
ASTM E45 Met.A: M icroinclusiones tipo óxidos, serie fina, tamaño 1.
Fig.5- Metalografía longitudinal lejos de la fractura. Acorde con
ASTM E45 Met.A: Microinclusiones tipo óxidos, serie gruesa, tamaño 1
La relación Mn/Si = 1.05/0.14=7.5 indica que las inclusiones tienen una baja temperatura de
fusión, pudiendo ser dispersadas y expulsadas de la línea de soldadura con poca tendencia a la
formación de penetradores. Los ensayos mecánicos de tracción en el metal base y en la costura
dieron los valores expresados en la Tabla 2.
Tabla 2- Ensayos de tracción en costura y metal base
Tensión de Fluencia
[MPa]
Tensión Última
[MPa]
Alargamiento a
Rotura [%]
Costura 365 535 19
Costura 366 536 19
Metal Base 364 496 30
Metal Base 360 495 30
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Los ensayos de impacto CVN subsize (10 mm x 7,5 mm) a 0ºC en el metal base y en la
costura dieron los valores expresados en la Tabla 3.
Tabla 3- Ensayos CVN a 0ºC en costura y metal base
Probeta 1 Probeta 2 Probeta 3 Valor
Promedio
Costura 26,3 J 24,2 J 22,3 J 24,26 J
Metal Base 35,2 J 36,3 J 38,2 J 36,56 J
La norma API 5L requiere que si se usan probetas de ensayo sub-size el valor promedio
mínimo requerido de las energías absorbidas será el valor requerido para probetas full-size
multiplicado por la relación entre el ancho especificado de la probeta sub-size y el ancho
especificado de la probeta full-size.
Según API 5L PSL 2 el valor requerido para probetas full-size: 27 J (para diámetros hasta
20” y grados < X70).
Valor promedio mínimo requerido: 27J x (7,5 mm/10mm) = 20,25 J que es menor que los
24,26 J medidos en las probetas ensayadas. Por lo tanto, la tenacidad del material ensayado
supera los valores indicados en API 5L para PSL 2. La norma API 5L requiere además que los
valores obtenidos en cada probeta sean ≥ 75% del valor promedio mínimo requerido, condición
que cumplen las seis probetas ensayadas.
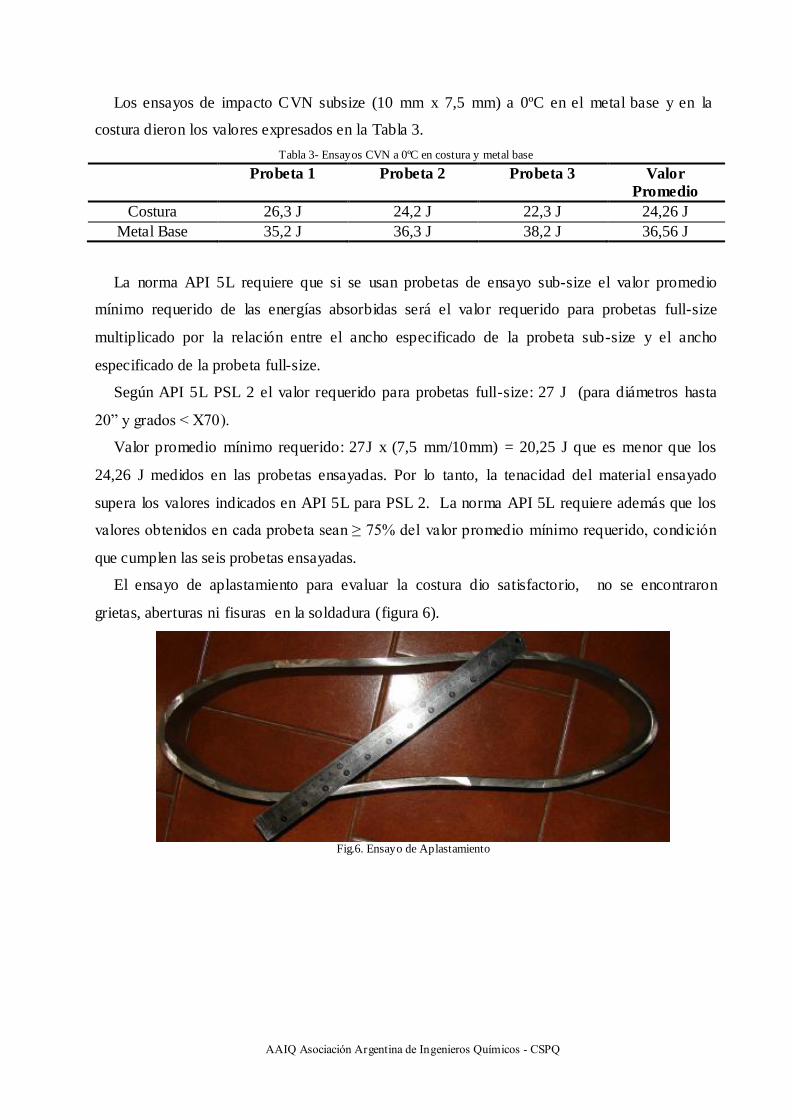
El ensayo de aplastamiento para evaluar la costura dio satisfactorio, no se encontraron
grietas, aberturas ni fisuras en la soldadura (figura 6).
Fig.6. Ensayo de Aplastamiento

AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
3.2 Análisis Macrograficos y Metalograficos.
En Figs.7-8 se muestra el caño con un reventón y fractura longitudinal. La línea de fractura
coincide con la costura longitudinal ERW (Electrical Resistance Welding) y en una prolongación
y corte transversal de esta línea se observa un defecto planar asimilable a la tipificación
“Soldadura Fría” (Cold Weld) en la unión soldada (Figs.9-12).
Fig. 7-8 Se observa el reventón y fractura Longitudinal
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
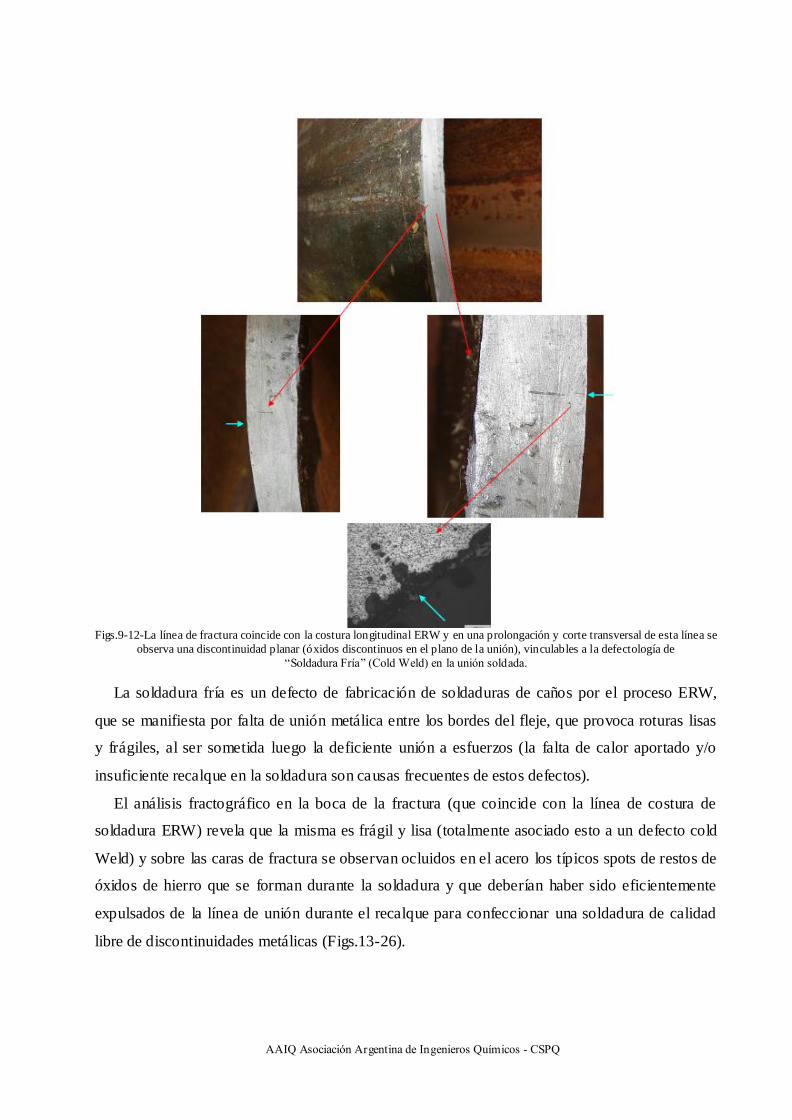
Figs.9-12-La línea de fractura coincide con la costura longitudinal ERW y en una prolongación y corte transversal de esta línea se
observa una discontinuidad planar (óxidos discontinuos en el plano de la unión), vinculables a la defectología de
“Soldadura Fría” (Cold Weld) en la unión soldada.
La soldadura fría es un defecto de fabricación de soldaduras de caños por el proceso ERW,
que se manifiesta por falta de unión metálica entre los bordes del fleje, que provoca roturas lisas
y frágiles, al ser sometida luego la deficiente unión a esfuerzos (la falta de calor aportado y/o
insuficiente recalque en la soldadura son causas frecuentes de estos defectos).
El análisis fractográfico en la boca de la fractura (que coincide con la línea de costura de
soldadura ERW) revela que la misma es frágil y lisa (totalmente asociado esto a un defecto cold
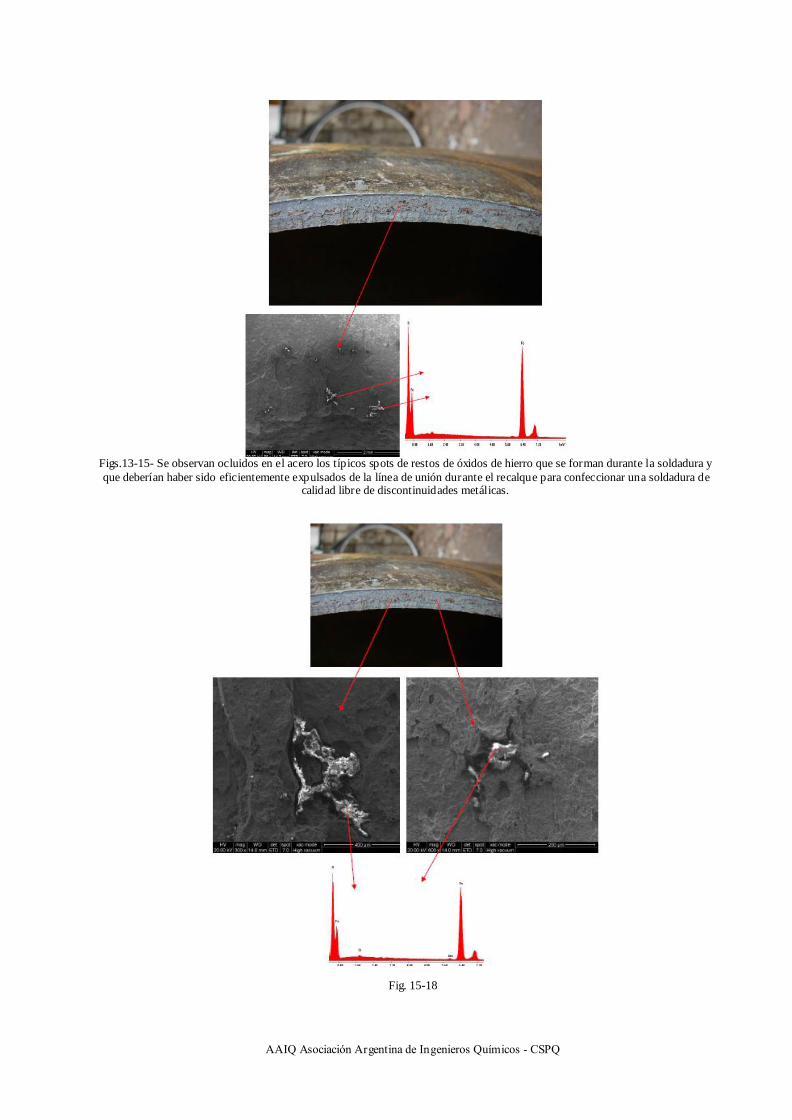
Weld) y sobre las caras de fractura se observan ocluidos en el acero los típicos spots de restos de
óxidos de hierro que se forman durante la soldadura y que deberían haber sido eficientemente
expulsados de la línea de unión durante el recalque para confeccionar una soldadura de calidad
libre de discontinuidades metálicas (Figs.13-26).
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Figs.13-15- Se observan ocluidos en el acero los típicos spots de restos de óxidos de hierro que se forman durante la soldadura y
que deberían haber sido eficientemente expulsados de la línea de unión durante el recalque para confeccionar una soldadura de calidad libre de discontinuidades metálicas.
Fig. 15-18

AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Fig. 20-23
Figs.24-26- Ídem Figs.20-23 en otros cortes. La microdureza en la costura es 225 Hv300gr.
En la ZAC es de 215Hv300gr y en el metal base 210 Hv300gr.
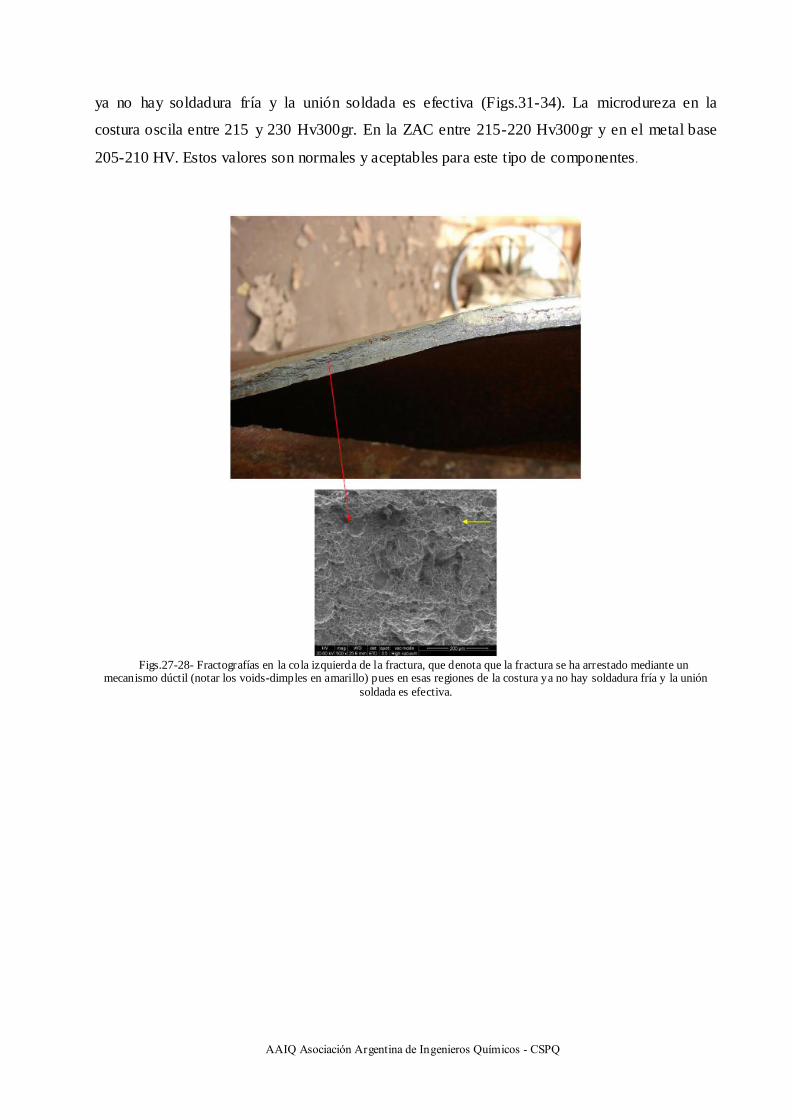
Las Figs.27-30 son fractografías en las colas de la fractura hacia ambos lados, que denotan
que la fractura se ha arrestado mediante un mecanismo dúctil pues en esas regiones de la costura
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
ya no hay soldadura fría y la unión soldada es efectiva (Figs.31-34). La microdureza en la
costura oscila entre 215 y 230 Hv300gr. En la ZAC entre 215-220 Hv300gr y en el metal base
205-210 HV. Estos valores son normales y aceptables para este tipo de componentes.
Figs.27-28- Fractografías en la cola izquierda de la fractura, que denota que la fractura se ha arrestado mediante un
mecanismo dúctil (notar los voids-dimples en amarillo) pues en esas regiones de la costura ya no hay soldadura fría y la unión
soldada es efectiva.
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
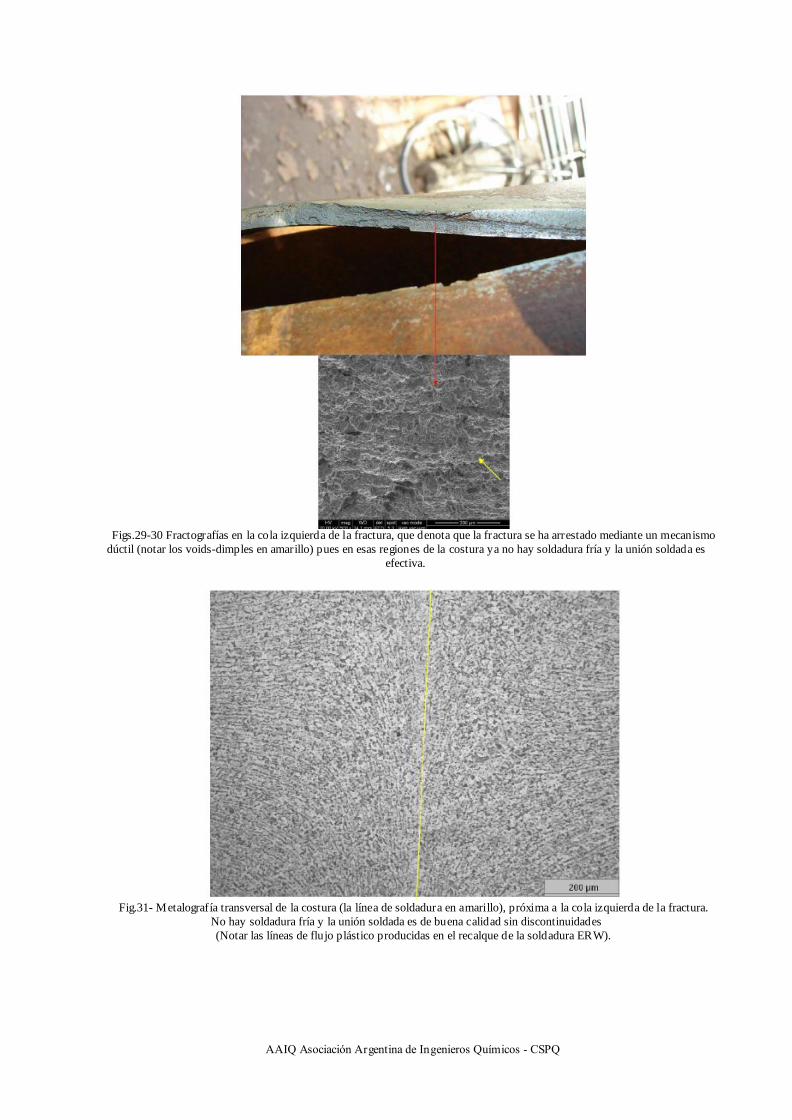
Figs.29-30 Fractografías en la cola izquierda de la fractura, que denota que la fractura se ha arrestado mediante un mecanismo
dúctil (notar los voids-dimples en amarillo) pues en esas regiones de la costura ya no hay soldadura fría y la unión soldada es
efectiva.
Fig.31- Metalografía transversal de la costura (la línea de soldadura en amarillo), próxima a la cola izquierda de la fractura.
No hay soldadura fría y la unión soldada es de buena calidad sin discontinuidades
(Notar las líneas de flujo plástico producidas en el recalque de la soldadura ERW).

AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Fig.32- Metalografía transversal de la costura (la línea de soldadura en amarillo), próxima a la cola derecha de la fractura. No
hay soldadura fría y la unión soldada es de buena calidad sin discontinuidades (Notar las líneas de flujo plástico producidas en el
recalque de la soldadura ERW).
La microdureza en la costura es 220 Hv300gr. En la ZAC es de 210Hv300gr y en el metal base 205 Hv300gr.
Fig.33- Metalografía transversal de la costura (la línea de soldadura en amarillo), bien lejos de la fractura. No hay soldadura
fría y la unión soldada es de buena calidad sin discontinuidades (Notar las líneas de flujo plástico producidas en el recalque de la soldadura ERW).
La microdureza en la costura es 220 Hv300gr. En la ZAC es de 210Hv300gr y en el metal base 210 Hv300gr.
VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
4. Conclusiones
La fractura del caño, fabricado mediante proceso ERW, ocurrió en la costura
longitudinal a partir de un defecto de soldadura (un defecto de fabricación localizado)
del tipo Soldadura Fría que debilitó la unión. Una de las causas probables de la
existencia del defecto podría ser debido a alteraciones en la tensión de alimentación
durante el proceso de soldadura, o variación de algunas de las variables del proceso,
excediendo a los valores especificados en el Procedimiento de soldadura.
La utilización del grado de especificación PSL2, podría reducir la probabilidad de
existencia de este tipo de defectos, al realizar un seguimiento más exhaustivo del
proceso de manufactura, como así también una mayor frecuencia de inspecciones
durante las diversas etapas involucradas.
Este tipo de defecto no es detectable por métodos de inspección o ensayos no
destructivos, ya sea en la etapa de fabricación mediante la utilización de técnicas como
el ultrasonido angular, phased array, Rx, etc, o en la etapa de servicio, por alguna de las
técnicas de inspección interna de líneas como el MFL Transversal, Ultrasonido Angular
o Recto, etc. Es por esto que la Prueba Hidráulica es el único medio de detección
efectivo, ya que al someter a la debilitada unión metálica a esfuerzos debidos a la
presión interna generada, produce que estos defectos se propaguen (ver Fig.1)
generando la rotura del mismo. Una adecuada prueba es aquella que llega al 90% del
SMYS, para cañerías que funcionaran al 72% del SMYS, ya que al someter al caño a un
nivel mayor de tensiones, revelan defectos que son más grandes que el tamaño critico
para el nivel de tensiones impuestos, con lo que se reduce la probabilidad de
supervivencia de estos defectos a lo largo de la etapa de servicio del caño.
Referencias
API 5L Specification for Line Pipe, Forty -Fifth Edition, December 2012.
API RP1110 Recommended Practice for the Pressure Testing of Steel Pipelines for the Transportation of Gas,
Petroleum Gas, Hazardous Liquids, Highly Volatile Liquids, or Carbon Dioxide, Sixth Edition, Febraury 2013.
Fields, R.J., Pugh, E.N., Read, D.T., Smith, J.H.- An Assessment of the Performance and Reliability of Older ERW
Pipelines.
Informe Técnico, CTI -2777–044 YPF DL– AF Caño 14” LC/VM PROG.130 -Rev.0
Kiefner, J.F., Dealing with Low-Frequency-Welded ERW Pipe and Flash- Welded Pipe with Respect to HCA-
Related Integrity Assessments.