agradecimientos -...
TRANSCRIPT

AGRADECIMIENTOSA mi amada madre Melida Hernández Arias

UNIVERSIDAD NACIONAL EXPERIMENTAL DE GUAYANASECRETARÍA
FONDO EDITORIAL UNEG
PRODUCCIÓN PROGRAMADA EN TALLERES UNA APLICACIÓN ADAPTADA AL CONTEXTO VENEZOLANO ©
Dra. Marian Gómez Hernández
Publicaciones Fondo Editorial UNEG
Editor ©
Fondo Editorial UNEGhttp://fondoeditorial.uneg.edu.ve/
Cuidado de la Edición
Ana María Contreras
Diseño, Diagramación y Montaje
Adannys Malavé
Diseño de Portada
Adannys Malavé
Impresión
Imprenta Digital Copiados Unidos
Tiraje
50 Ejemplares
Junio, 2016
Hecho el Depósito de Ley
Depósito Legal: 978-980-6864-66-5
ISBN: BO2016000002Universidad Nacional Experimental de GuayanaSede Administrativa, Edificio General de Seguros,
Av. Las Américas, Puerto Ordaz,
estado Bolívar - Venezuela
Teléfonos: 058(0286) - 713.72.16 / 713.72.17
923.32.04
www.uneg.edu.ve
Autoridades
Dra. María Elena LatuffRectora
Dr. Arturo FranceschiVice-Rector Académico
Dr. Wilfredo GuaitaVice-Rector Administrativo
Dra. Leonarda CasanovaSecretaria
Dr. Alexánder MansuttiCoord. General de Investigación
y Postgrado
Dra. Juana OrdazCoord. General de Pregrado
Dra. Zulema MeléndezCoord. Gral. de Extensión
y Difusión Cultural
Reservados todos los derechos. El contenido de esta obra está protegido por la ley que establece penas de prisión y/o multa además de las correspondientes indemnizaciones por daños y perjuicios para quienes reproduzcan, plagien, distribuyan o cumuniquen públicamente en todo una obra literaria, artística o científica, o su transformación, interpretación o ejecución artística fijada en cualquier tipo de soporte o comunicado a través de cualquier medio sin la respectiva autorización.

INDICE
INTRODUCCIÓN...................................................................................................................................................... 5
PROGRAMACIÓN DE LA PRODUCCIÓN.............................................................................................................. 7
Esquema del capítulo........................................................................................................................................... 7
1.1.- Introducción................................................................................................................................................. 7
1.2.- Programación............................................................................................................................................... 7
1.3.- Funciones de la Programación y Control de las Operaciones...................................................................... 8
1.4.- Técnicas de Programación........................................................................................................................... 8
1.5.- Configuración de los talleres........................................................................................................................ 9
1.6.- Taller (job shop)........................................................................................................................................... 10
1.7.- Carga del Taller............................................................................................................................................ 10
1.8.- Distribución de Cargas de Trabajo entre Centros de Trabajo....................................................................... 10
1.9.- Indicadores de Desempeño de la Programación.......................................................................................... 10
SECUENCIAS DE TRABAJOS CON REGLAS DE PRIORIDADES....................................................................... 11
Esquema del capítulo........................................................................................................................................... 11
2.1.- Introducción.................................................................................................................................................. 11
2.2.- Asignación de Prioridades............................................................................................................................ 13
2.3.- Ecuaciones................................................................................................................................................... 13
2.4.- Criterios de Selección de la Regla de Prioridad........................................................................................... 13
2.5.- Procedimiento de aplicación de las Reglas de Prioridad............................................................................. 13
2.5.- Ejemplo 1..................................................................................................................................................... 13
2.6.- Ejemplo 2..................................................................................................................................................... 17
SECUENCIAS DE PRODUCCIÓN EN TALLERES................................................................................................. 19
Esquema del capítulo............................................................................................................................................... 19
3.1.- Introducción.................................................................................................................................................. 19
3.2.- Índices de eficiencia..................................................................................................................................... 20
3.3. Secuencia de N trabajos en dos centros o máquinas “N/2” Algoritmo de Johnson...................................... 21
3.3.1.- Ejemplo 1....................................................................................................................................................... 21
3.4.- Secuencia de N trabajos en tres centros o máquinas “N/3” Algoritmo de Johnson..................................... 23
3.4.1.- Ejemplo 1.......................................................................................................................................... 23
3.5.- Secuencia de N trabajos en cuatro máquinas “N/4” Algoritmo de Johnson ................................................ 24
3.5.1.- Ejemplo 1.......................................................................................................................................... 25
ii

iii
3.6.- Algoritmo heurístico de Gupta...................................................................................................................... 26
3.6.1.- Ejemplo 1.......................................................................................................................................... 26
3.6.2.- Ejemplo 2.......................................................................................................................................... 28
ASIGNACIÓN DE MANO DE OBRA....................................................................................................................... 31
Esquema del capítulo........................................................................................................................................... 31
4.1.- Algoritmo de Asignación (n x m).................................................................................................................. 31
4.1.1.- Ejemplo 1.......................................................................................................................................... 31
4.1.2.- Ejemplo 2.......................................................................................................................................... 33
4.2.- Gráficas de Gantt......................................................................................................................................... 34
4.2.1.- Ejemplo 1.......................................................................................................................................... 34
4.2.2.- Ejemplo 2.......................................................................................................................................... 35
4.3.- Mayores Ganacias entre Tiempo de Procesamiento: Algoritmo para Secuencias de Trabajo
en PyMES............................................................................................................................................................ 35
RESUMEN................................................................................................................................................................ 36
REFERENCIAS BIBLIOGRAFICAS........................................................................................................................ 40

INDICE DE FIGURAS
Figura 1. Etapas de la planificación de la producción.............................................................................................. 8
Figura 2. Programación hacia delante y hacia atrás................................................................................................ 9
Figura 3. Taller de producción intermitente.............................................................................................................. 9
Figura 4. Programación de N trabajos en una máquina o centro de trabajo............................................................ 11
Figura 5. Gráfica Gantt de la secuencia de la regla PEPS (FCFS)......................................................................... 14
Figura 6. Gráfica Gantt de la secuencia de la regla TPS (SPT).............................................................................. 14
Figura 7. Gráfica Gantt de la secuencia de la regla FE (DUE DATE)..................................................................... 14
Figura 8. Gráfica Gantt de la secuencia de la regla TPL (LPT)............................................................................... 15
Figura 9. Gráfica Gantt de la secuencia de la regla Holgura (Slack)....................................................................... 15
Figura 10. Gráfica Gantt de la secuencia de la regla Holgura entre operación (Snack/Op).................................... 16
Figura 11. Gráfica Gantt de la secuencia de la regla Razón Crítica (Crit/Rat)........................................................ 16
Figura 12. Gráfica Gantt de la secuencia de la regla Menor tiempo (Moore).......................................................... 17
Figura 13. Arandelas aislantes térmicas eléctricas.................................................................................................. 20
Figura 14. Programación de N trabajos en dos centros o máquinas....................................................................... 21
Figura 15. Programación de orden D en el último puesto de la secuencia.............................................................. 22
Figura 16. Programación de orden A en el primer puesto de la secuencia............................................................. 22
Figura 17. Programación de orden E en el ante penúltimo puesto de la secuencia................................................ 22
Figura 18. Programación de orden B y C en los puestos 3 y 2 de la secuencia...................................................... 22
Figura 19. Gráfico de Gantt para la secuencia de maquinado................................................................................. 22
Figura 20. Programación de N trabajos en tres máquinas o centros....................................................................... 23
Figura 21. Gráfico de Gantt para la secuencia de la fabricación de las cuatro muebles de cocina......................... 24
Figura 22. Gráfica Gantt de la secuencia 1 – 2 – 5 – 4 – 3..................................................................................... 25
Figura 23. Gráfica Gantt de la secuencia 5 – 2 – 3 – 4 – 1...................................................................................... 25
Figura 24. Gráfica Gantt de la secuencia 5 – 2 – 3 – 1 – 4...................................................................................... 25
Figura 25. Gráfica Gantt de la secuencia 5 – 1 – 2 – 3 – 4...................................................................................... 26
Figura 26. Gráficas de Gantt de la Secuencia 4-1-3-2............................................................................................. 27
Figura 27. Gráficas de Gantt de la Secuencia 2-3-4-1............................................................................................. 27
Figura 28. Gráficas de Gantt de la Secuencia 4-1-2-3............................................................................................. 28
Figura 29. Gráficas de Gantt de la Secuencia 3-4-2-1............................................................................................. 28
Figura 30. Gráficas de Gantt de la Secuencia C-B-A-D........................................................................................... 29
Figura 31. Gráficas de Gantt de la Secuencia C-A-D-B........................................................................................... 29
Figura 32. Gráficas de Gantt de la Secuencia C-D-B-A........................................................................................... 30
Figura 33. Gráficas de Gantt de la Secuencia C-A-B-D........................................................................................... 30
Figura 34. Módulo de Asignación tabla de datos..................................................................................................... 33
Figura 35. Tabla de resultados................................................................................................................................ 33
Figura 36. Gráficas de Gantt de la Secuencia Óptima.............................................................................................. 36
iv

6
INTRODUCCIÓN
La Planificación y Control de la Producción estudia los sistemas de producción tanto en manufactura como en servicio, abarca desde el nivel más alto de la orga-nización estableciendo la dirección estratégica de las operaciones: ubicación de la planta y determinar la tec-nología a utilizar; pasa por cómo gerencial la empresa; hasta el nivel más básico de diseñar, abastecer y ejecu-tar los procesos.
El manejo de las herramientas de Planificación y Con-trol de la Producción es fundamental para los Ingenieros Industriales, su aplicación le permite elaborar planes de producción, coordinar y controlar todas las variables del proceso, en la industria manufacturera y de servicio. Sin una planeación, control e integración inteligente de los sistemas de producción, ninguna empresa será compe-titiva en el mercado global.
Dentro de la Planificación y Control de la Producción se encuentra el tema de la Programación de la Pro-ducción en Talleres, encargada de estudiar en forma detallada cómo se va a efectuar la producción de los bienes o servicios. En general, un programa de produc-ción especifica la secuencia, el tiempo de inicio y culmi-nación de los trabajos en las máquinas y los recursos necesarios.
La importancia estratégica de la Programación de la Producción en los Talleres se pueden resumir en tres aspectos fundamentales que son: a) bajar los costos, un buen programa permite que las empresas usen sus activos de manera más eficiente y generen mayor capacidad por inversión realizada, b) entrega más rápida y, por lo tanto, mejor servicio al cliente, proporcionada por la relación entre la capacidad ins-talada y la flexibilidad del programa, y c) entrega con-fiable contribuye a ventaja competitiva, generadas por un buen programa.
El tema de Programación de la Producción en Talle-res es abordado por un número importante autores en los que se destacan los clásicos Chase, R. & Aquilano, N. (2000); Heizer, J. & Render, B. (2004); Narasimhan, S. et.al (1996); en libros de Administración de la pro-ducción en su mayoría en el idioma inglés que luego son traducidos al español. Esta bibliografía presenta dos desventajas fundamentales que son: traducciones con terminologías que no se usan en nuestro país y ca-sos prácticos descontextualizados de lo que realmente
ocurre en Talleres o Pequeñas y Medianas Empresas (PyMEs) venezolanas. Es importante resaltar que este sector representa 90% del parque industrial del país (Fernández, Gómez y Capuz, 2009).
Cuando se aborda el tema de Talleres, uno de los grandes retos que he enfrentado, durante 12 años de experiencias dictando la asignatura a estudiantes de Ingeniería Industrial de la UNEG, es lograr conectar lo teórico y lo práctico. Cuando se discute el tema en clase a los alumnos les cuenta mucho entender su aplicación en las PyMEs de la región. La mayoría de la bibliografía presenta una colección de modelos y algoritmos, mu-chos de ellos no se ajustan con exactitud o sencillamen-te no aplican a las situaciones que se encuentran en las empresas venezolanas.
Después de varios años de experiencia docente y del trabajo de investigación en los sistemas de produc-ción del país, me han permitido concluir que existen si-tuaciones particulares que diferencian a las empresas cuando elaboran sus programas de producción. Estas diferencias son, principalmente, programas de produc-ción basados en: a) la experiencia de los dueños de la empresa, b) la prioridad de la orden de trabajo la tiene aquella genere mayores beneficios c) la improvisación en el manejo de las ordenes de trabajo, y d) el escaso manejo de sistemas informáticos.
Al considerar la práctica en las empresas en la ela-boración de la programación de la producción y las difi-cultades que presentan los estudiantes al momento de aplicar los principios y orientaciones teóricas de la plani-ficación de la producción, surge la necesidad de gene-rar herramientas que le permita al estudiante desarrollar la programación de producciones en Talleres o PyMEs basadas en algoritmos matemáticos. Ello les permitiría determinar la secuencia óptima de las órdenes trabajos que están en disputas por las máquinas, y en conse-cuencia, desarrollar programas que se adapten a los sistemas productivos usados en manufactura y servicio en Venezuela.
El propósito de este libro es ofrecer a los estudian-tes de la UNEG del Proyecto de Carrera de Ingenie-ría Industrial de la unidad curricular Planificación de la Producción herramientas que le permitan desarrollar programación de producciones en Talleres o PyMEs. Herramientas que se basan en algoritmos matemáticos para determinar la secuencia óptima de las órdenes trabajos que están en disputas por las máquinas, que

7
respondan a los problemas que se presentan en las em-presas venezolana.
Metodológicamente este libro se inscribe en la moda-lidad de investigación documental, se pretende resolver el problema que se está presentando en la Programa-ción de la Producción en los Talleres en relación con la bibliografía descontextualizada de la realidad vene-zolana, además de generar nuevos conocimientos con algoritmo basados en variables inéditas para ser aplica-das en Talleres y PyMEs de los sectores manufactura o servicio, los pasos para realizar son:
1. Ubicación de las fuentes de información electró-nica en buscadores académicos e impresos en bibliotecas universitarias y librerías. La primera revisión se orientara a una primera lectura del resumen para el caso de las revistas y el índice en los capítulos de libros, a fin de comprobar si realmente abordaban el tema de planificación de la producción en talleres.
2. Revisión sistemática de cada una de las fuentes seleccionadas. El material en su mayoría es di-gital se procedió a crear cuatro carpetas con los subtemas: programación de la producción gene-ralidades, secuencias de trabajo con prioridades, secuencias en función de las máquinas y asigna-ción de la mano de obra.
3. Registro en un cuaderno de notas de todo el ma-terial seleccionado por subtema con los siguien-tes datos: título, autor y datos más relevantes para la investigación, con la finalidad de ubicarlo más rápido.
4. Redacción del libro, el primer paso es elaborar un esquema de su estructura por capítulo. Luego
se van estructurando los temas de cada capítulo con su abordaje teórico y su respectivo estudio de casos contextualizado en los talleres del país.
5. Solicitud del proceso de arbitraje por tres pares y validación con los estudiantes de la asignatu-ra Planificación y Control de la Producción en la UNEG.
La característica más importante del presente libro es el uso de casos resueltos contextualizados en Talleres o PyMEs venezolanos tanto en manufactura como en servicio de cada uno modelos y algoritmos de Progra-mación de la Producción en Talleres que se desarrollan en los capítulos.
El aspecto novedoso del libro se encuentra en lo in-édito del algoritmo presentado para calcular la secuen-cia de trabajos considerando como la principal variable de prioridad la orden que genere mayores beneficios económicos. Esto permite estandarizar esta práctica usada en las empresas venezolanas, evidenciadas en los resultados del trabajo empírico de varias investiga-ciones en los sistemas de producción del país.
Este libro está estructurado en cuatro capítulos. En el primero se estudian los aspectos generales de las teorías de la programación de la producción en talleres; conceptualizaciones, funciones, técnicas, talleres, carga e indicadores de desempeño. El segundo se desarrollan las secuencias de trabajo con las reglas de prioridad y se analizan estudios de casos de Talleres de la zona. En el tercero se recopilan los Algoritmos de Johnson y Gup-ta, estudios de casos y se establece un nuevo algoritmo que se aplica en las PyMEs de Ciudad Guayana. En el último trata el tema de la asignación de recursos.

Marian Gómez Hernández Capítulo 1. Aspectos Generales
8
1.1.- Introducción
Los programas de la producción a corto plazo tradu-cen las decisiones sobre la planeación de la capacidad (largo plazo), el plan de producción y los programas maestros (mediano plazo) en secuencias de trabajos y asignaciones específicas de personal, materiales y máquinas (corto plazo). En general, un programa es-pecifica la secuencia, el tiempo de inicio y culmina-ción de los trabajos en las máquinas y los recursos necesarios.
La importancia estratégica de la programación a corto plazo se pueden resumir en tres aspectos fun-damentales que son: 1) bajar los costos, un buen pro-grama permite que las empresas usen sus activos de manera más eficiente y generen mayor capacidad por inversión realizada, 2) entrega más rápida y, por lo tanto, mejor servicio al cliente, proporcionada por la relación entre la capacidad instalada y la flexibilidad del programa, y 3) entrega confiable contribuye a ven-taja competitiva, generadas por la un buen programa.
Este capítulo está organizado alrededor de dos te-mas. El primer comprende el marco de referencia para la programación de la producción, conceptos básicos, funciones, técnicas, sistema de producción tipo taller, cargas finitas e infinitas. En segundo se consideran los indicadores de desempeño de los programas para to-mar decisiones en función las prioridades competitivas de la empresa.
PROGRAMACIÓN DE LA PRODUCCIÓN
1.2.- Programación
Los programas de operación son planes a corto plazo su propósito es implementar el programa maestro de producción. El programa de producción permite encontrar la mejor forma de usar la capacidad existente, tomando en cuenta las restricciones de producción. Cuando se reciben órdenes de trabajos el programa especifica el tiempo en el que comienza y termina cada trabajo en cada máquina, al igual que especifica cualquier recurso adicional que se necesite. En los procesos tanto de la empresa manufacturera como en la de servicio los trabajos (objeto que se está fabricando o recibe un servicio) compiten simultáneamente por recursos comunes. Adicionalmente se presentan fallas en las máquinas, ausentismo, problemas de calidad, carencia de materiales y otros factores incontrolables complicando todavía más los trabajos. En consecuencia, un programa eficiente debe manejar gran cantidad de información y además ser flexible para adaptarse a las necesidades del cliente.
La información necesaria para la programación de operaciones se observa en la figura 1, inicia con la planeación de la capacidad, que involucra las instala-ciones y la adquisición de equipos; seguidamente la planificación de la producción, se toman decisiones en función al uso de las instalaciones, los empleados y el inventario; luego se pasa a la programación maestra de la producción, que son la desarticulación del plan
Esquema del capítulo1.1.- Introducción1.2.- Programación1.3.- Funciones de la Programación y Control de las Operaciones1.4.- Técnicas de Programación1.5.- Configuración de Talleres1.6.- Talleres1.7.- Cargas del Taller1.8.- Distribución de Carga de Trabajo entre Centros de Trabajo1.9.- Indicadores desempeño de la programación

Marian Gómez Hernández Capítulo 1. Aspectos Generales
9
de producción en los productos específicos que fabri-ca la empresa; después se prepara un programa de-tallados del producto (MRP); y finalmente se llega a los programas de producción, donde se generan las secuencias de trabajos y se asignan recursos.
Figura 1. Etapas de la planificación de la producción.
El objetivo de la programación es la optimización de la utilización de recursos, de tal manera que se cumplan los objetivos globales de los planes de producción. En general, la programación asigna recursos a través del tiempo para realizar los trabajos específicos, en función de los siguientes aspectos:
• Tiene en cuenta el tiempo de las operaciones.• Bases del corto plazo: semanal, diaria o por hora.
Las técnicas de programación tienen aplicación en los procesos de manufactura como en servicio. En los procesos de manufactura se programa la producción del
bien, la compra de materiales y los trabajadores. Los procesos de servicio varían en función de su naturaleza. En el caso de restauran deben seleccionar los diferen-tes menús que se pueden servir diariamente, para luego realizar las comprar de alimentos frescos que garanticen la preparación de los platos. Deben tomarse decisiones acerca del personal como los Chef, ayudantes de coci-na, mesoneros y cantineros. También hay que seleccio-nar el método de pronóstico apropiado para calcular la cantidad de clientes que serán atendidos por hora, días y semana. Para elaborar un plan de personal para cada turno de trabajo.
1.3.- Funciones de la Programación y Control de las Operaciones
• Asignar pedidos, equipos y personal a los centros de trabajo.
• Determinar la secuencia de la ejecución de pedidos.
• Iniciar la ejecución del trabajo programado.• − Control de la actividad de producción que
implica:a. Revisar el estatus y controlar los pedidos.b. Analizar los pedidos tardíos y críticos.
1.4.- Técnicas de Programación
La técnica de programación de la producción utiliza-da depende del volumen de las órdenes, la naturaleza de las operaciones y la complejidad global del trabajo. En general, estas técnicas pueden categorizarse como: 1) programación hacia delante y 2) programación hacia atrás.
La programación hacia delante empieza donde el sistema toma el pedido y después programa cada una de las operaciones que será realizada en el futuro, ade-más indicaría la fecha más próxima en que puede ter-minar un pedido. Este programa presenta las siguientes características:
• Los trabajos se realizan bajo pedidos del cliente• El programa puede cumplirse incluso si ello signi-
fica no cumplir la fecha de entrega• A menudo provoca una acumulación de inventa-
rio de trabajo en curso

Marian Gómez Hernández Capítulo 1. Aspectos Generales
10
Figura 2. Programación hacia delante y hacia atrás.
Figura 3. Taller de producción intermitente.
La programación hacia atrás empieza con la fe-cha de entrega, programando primero la última ope-ración. Las etapas del trabajo se programan, de una en una, en orden inverso, indica cuando debe iniciar-se un pedido para que esté terminado en una fecha especificada.
• Se utiliza en muchos entornos de fabricación, un ejemplo es un sistema de planeación de reque-rimientos de materiales MRP. En la figura 2 se ilustran los dos sistemas de programación.
1.5.- Configuración de los talleres
Los métodos de programación dependen del entorno de producción y lo caracteriza la cantidad y ubicación de las máquinas dividido en varias clases: una sola máqui-na, máquinas paralelas, talleres de producción continua y producción intermitente.
En el taller con una sola máquina, como su nombre lo indica se tiene sólo una máquina y se deben pro-cesar en ella todos los trabajos. La máquina puede procesar a lo más un trabajo a la vez. Una vez que el trabajo se ha procesado en la máquina, se termina. Se puede considerar que una línea de producción es una sola máquina y aplicar la técnica de programación de correspondiente.
La producción en talleres con las máquinas paralelas un trabajo puede procesarse en cualquiera de las má-quinas, ya que ellas pueden realizar el mismo tipo de procesamiento son idénticas. El tiempo para procesar un trabajo es independiente de qué máquina lo haga. Un ejemplo de máquinas paralelas es las siete máquinas rectificadoras que se usan en un taller de rectificado de cilindros, todas las máquinas tienen la misma capacidad y realizan las mismas operaciones que son: desbaste y acabado.
Una planta o taller de producción continua se espe-cializan en producción de mediano a alto volumen y uti-liza procesos en línea o continuos. Todos los trabajos siguen la misma ruta, es decir, deben ser procesados por las máquinas en el mismo orden. Un ejemplo de pro-ducción continua son las empresas de productoras de aluminio primario como lo son: CVG Venalum y CVG Alcasa.
Los talleres de producción intermitentes los produc-tos no tienen las mismas rutas. Existe cierto número de productos que usan las mismas máquinas, pero en diferente orden. La figura 3 muestra tres trabajos pro-cesados en un taller de cuatro máquinas, el trabajo 1 pasa por el torno, después por el taladro y luego por la fresadora; mientras que el trabajo 2 pasa primero por la sierra, después va a procesarse en la fresadora y finali-za en el taladro; el trabajo 3 empieza en la sierra, luego va a el torno y culmina en la fresadora, pero nunca pasa por el taladro.
En los países de América Latina un 90 y 98 por ciento de las unidades productivas lo constituyen las Pymes (Pequeñas y medianas empresas), emplean alrededor del 63 por ciento del empleo y participan con el 35 y hasta 40 por ciento del Producto total de la región, según coinciden los más recientes estudios de organismos como el Banco Mundial, el Banco Intera-mericano de Desarrollo y la Comisión Económica para América Latina (Cepal). Las Pymes están en todos los sectores: comercio, servicio y manufactura. En esta investigación haremos un mayor énfasis a las activi-dades de manufactura, especialmente a los talleres de producción intermitente.

Marian Gómez Hernández Capítulo 1. Aspectos Generales
11
1.6.- Taller (job shop)
El taller es un sistema de manufactura gran variedad de productos o número finito de lotes de diferentes productos de acuerdo con el pedido del cliente. Este sistema está conformado por un conjunto de n trabajos y m máquinas. Los trabajos deben programarse buscando minimizar al-gunas variables del proceso como: por ejemplo, tiempo de flujo, tiempo de flujo promedio, retraso promedio, etc.
La organización del taller está en función de centros de trabajo, son áreas de una empresa en la cual los re-cursos productivos se organizan y el trabajo se lleva a cabo. El centro de trabajo puede ser una máquina, un grupo de máquinas o un área donde se realiza un deter-minado tipo de trabajo. Estos centros de trabajo pueden estar organizados de acuerdo con las funciones, en una configuración de talleres por tareas, o por productos, en una configuración de flujo, línea de montaje o célula de tecnología de grupo.
1.7.- Carga del Taller
Las ordenes de trabajo que se reciben en el taller, se liberan de acuerdo con un programa, se le asignan los trabajos individuales a los centros de trabajo. La carga es el proceso de determinar qué centro de trabajo reci-be cuáles trabajos. Los procesos de carga se clasifican como finitos o infinitos.
En los procedimientos de carga finitos, los trabajos se asignan comprobando las horas requeridas para cada operación con las horas disponibles en cada centro de trabajo para el periodo especificado en el programa. En la carga infinita, los trabajos se asignan a los centros de trabajo independientemente de su capacidad.
1.8.- Distribución de Cargas de Trabajo entre Centros de Trabajo
Determinar las cargas de trabajo significa asignar los trabajos a los centros de trabajo o procesamiento. Los administradores de operaciones asignan los trabajos entre los centros de tal forma que los costos, el tiem-po muerto y los tiempos de terminación se minimicen. La asignación de las cargas a los centros de trabajo se realiza de dos maneras: una orientada a la capacidad, la
otra se refiere a asignar trabajos específicos a los cen-tros de trabajo.
La técnica de cargas de trabajo sirve para controlar la capacidad y destacar el exceso o la falta de carga.
1.9.- Indicadores de Desempeño de la Programación
Los indicadores de desempeño de los programas per-miten tomar decisiones en función las prioridades com-petitivas de la empresa. Si se logra minimizar el tiempo promedio de flujo del trabajo tiende a reducir el nº de trabajo en el sistema y aumenta la utilización. La minimi-zación del tiempo de terminación de un grupo de traba-jos tiende a incrementar la utilización. La comprensión de cómo se interaccionan el tiempo de flujo del trabajo, el tiempo de terminación, el retraso, el nº de trabajo en el sistema y la utilización facilitan la selección de un pro-grama competitivo para la empresa.
Tiempo de flujo del trabajo. Es la cantidad de tiem-po que un trabajo pasa en el sistema de manufactura o servicio. Representa la suma del tiempo que hay que esperar para recibir atención o para que se desocupe una máquina, el tiempo del proceso incluida la prepara-ción, tiempo de tránsito entre las distintas operaciones y los retrasos ocasionados por las fallas de las máquinas, falta de material, etc.
Tiempo de flujo de trabajo = Tiempo de terminación – Tiempo en que el trabajo estuvo disponible para la pri-mera operación de procesamiento.
Tiempo de terminación. Lapso de tiempo total nece-sario para completar un lote de trabajo.
Tiempo de terminación = Tiempo de terminación de la última operación – tiempo de inicio de la primera operación.
Tiempo de retraso. Cantidad de tiempo en que un tra-bajo no fue entregado en la fecha convenida, también conocida como el porcentaje de trabajo procesado du-rante cierto periodo que no estuvieron listos en la fecha de vencimiento.
Nº de trabajo en el sistema. Se considera a cualquier trabajo que esté en una fila de espera, en tránsito de una operación a otra, retrasado por alguna razón, en pleno procesamiento o en estado semiacabado.
Utilización. Es el porcentaje del tiempo de trabajo em-pleado productivamente por un trabajador o una máquina.

Marian Gómez Hernández Capítulo 2. Reglas de Prioridad
12
SECUENCIAS DE TRABAJOS CON REGLAS DE PRIORIDADES
Esquema del capítulo2.1.- Introducción2.2.- Asignación de prioridades reglas 2.3.- Ecuaciones2.4.- Criterios de Selección 2.5.- Procedimiento de aplicación de las reglas de prioridad2.6.- Ejemplo 12.7.- Ejemplo 2
2.1.- Introducción
La elaboración de programas usando reglas de priori-dad para el despacho de los trabajos o lotes en el taller a base de órdenes de trabajo, proporciona directrices simplificadas para la secuencia u orden en que se de-ben realizar los trabajos en los centros de trabajo. Las reglas de prioridad se aplican a los trabajos que están en cola compitiendo por la capacidad de un centro, una vez disponible el centro para realizar un nuevo trabajo, se procesará primero aquel que tenga la más alta priori-dad y así sucesivamente.
La programación de la producción en un taller depen-de de sus características propias y de las condiciones establecidas con sus clientes, algunos de los criterios de selección de la regla de prioridad más importantes son los siguientes:
1. Cumplir con las fechas de entrega a clientes u operaciones posteriores
2. Minimizar los tiempo de retraso de los trabajos3. Minimizar el tiempo de flujo (tiempo que perma-
nece el trabajo en el Taller)4. Minimizar el número de trabajos en proceso5. Maximizar el volumen de producción
6. Minimizar el tiempo de inactividad de máquinas y trabajadores
2.2.- Asignación de Prioridades
Existen varios métodos para asignar prioridades en un centro de trabajo. Básicamente las reglas se dividen en dos categorías: 1) reglas estáticas, y 2) reglas dinámicas. Las reglas estáticas toman como base para la asignación de prioridad de un trabajo únicamente la información sobre trabajos que están en espera de ser procesados, como la hora de llega-da a la estación de trabajo, fecha de entrega o ven-cimiento y tiempo de procesamiento. Mientras que las reglas dinámicas actualizan constantemente las prioridades de acuerdo con las condiciones más re-ciente, se incluye información sobre las demás esta-ciones de trabajo en las que debería procesarse cada trabajo, además del tiempo de procesamiento, fecha llegada y de vencimiento.
En figura 4 se muestra gráficamente un problema de la categoría de reglas de prioridad, proporcionar la se-cuencia en que se deben procesar los trabajos por un centro o máquina.
Figura 4. Programación de N trabajos en una máquina o centro de trabajo.
Marian Gómez Hernández Capítulo 2. Reglas de Prioridad
13
Las reglas que comentaremos a continuación son úti-les tanto para talleres de manufactura como para opera-ciones de servicio. A continuación se presentan algunas de las más utilizadas:
• PEPS (FCFS): Primero en entrar, primero en ser-vir. Los pedidos se atienden en el orden de llega-da a la instalación.
�• TPC (SPT): Tiempo de procesamiento más corto.
Se ejecuta primero el trabajo con menor tiempo de terminación, después el segundo más breve, y así sucesivamente hasta completar todos los trabajos.
�• FE (DUE DATE): Fecha de entrega más próxima.
Se ejecuta primero el trabajo que tenga la menor fecha de entrega.
�• TPL (LPT): Tiempo de procesamiento más lar-
go. Los trabajos más largos, grandes o de mayor duración sin a menudo importantes y se seleccio-nan primero.
�• Holgura (SLACK): De acuerdo con esta regla
se programa la operación con menor holgura. La holgura es el tiempo hasta que el trabajo debe ser entregado, se calcula de la diferencia entre la fecha de entrega y el tiempo operativo.
�• Holgura entre operación (SLACK/OP): Se pro-
grama la operación con la razón más pequeña de holgura entre número de operaciones restante. La holgura es la diferencia entre el tiempo restan-te para la fecha de vencimiento de un trabajo y el tiempo total restante en el taller, incluyendo el que corresponde a la operación que está siendo programada en ese momento. De esta manera, se obtiene la holgura promedio de cada opera-ción en lugar de la holgura de cada tarea comple-ta, esta es la diferencia con la regla anterior.
�• Razón crítica (CRIT/RAT): En el caso de esta
regla se calcula una proporción sin unidades de medición, dividiendo el tiempo restante hasta el vencimiento (fecha necesaria menor fecha de hoy) entre el tiempo de procesamiento o días
requeridos para completar el trabajo. Si la pro-porción crítica es mayor que 1, significa que hay holgura; si es igual a 1, no existe holgura y el tra-bajo debe llevarse a cabo si retraso; si es menor que 1, la tarea ya se encuentra retrasada. Esta regla da seguimiento dinámico al avance de las tareas, indica que la tarea con menor proporción crítica debe programarse primero.
�• Menor tiempo de retraso (MOORE): Utilizada
para reducir al máximo el número de trabajos retrasados. Para ello realizan los 4 siguientes pasos:
1. Ordena los trabajos de acuerdo a la regla FE.2. Encuentra el primer trabajo retrasado en la lista
(trabajo i). 3. En la secuencia 1,2,..., i encuentra el trabajo con
mayor tiempo de procesamiento. Quita ese traba-jo y vuelve a la operación 2.
4. Completa la secuencia añadiendo en cualquier orden los trabajos rechazados en la operación 3.
Los únicos trabajos retrasados serán los que se aña-den al final de la planificación, y son el menor número posible.
En resumen, existen otras reglas de prioridad en la literatura, también se encuentran algunas pequeñas va-riaciones en sus definiciones. Sin embargo, la experien-cia señala que TPC es, en general, la mejor técnica para minimizar el tiempo de flujo y número promedio de tra-bajos en el sistema. Su mayor desventaja es que los tra-bajos con tiempo de procesamiento más largo podrían retrasarse de manera continua para dar prioridad a los trabajos de duración más cortos.
La regla FE (fecha de entrega más próxima) minimiza los retrasos, lo cual puede ser muy útil para los trabajos que imponen una penalización costosa si no son entre-gados en la fecha comprometida.
La razón crítica ayuda a dar seguimiento dinámico al avance de los trabajos, es decir, ajusta automáticamen-te las prioridades según los cambios en la demanda y el avance de los trabajos.
Se dispone en el mercado de paquetes de computa-ción que proporcionan resultados de las reglas de prio-ridad que van desde las que señalamos anteriormente hasta soluciones complejas para talleres de producción continua e intermitentes.
Marian Gómez Hernández Capítulo 2. Reglas de Prioridad
14
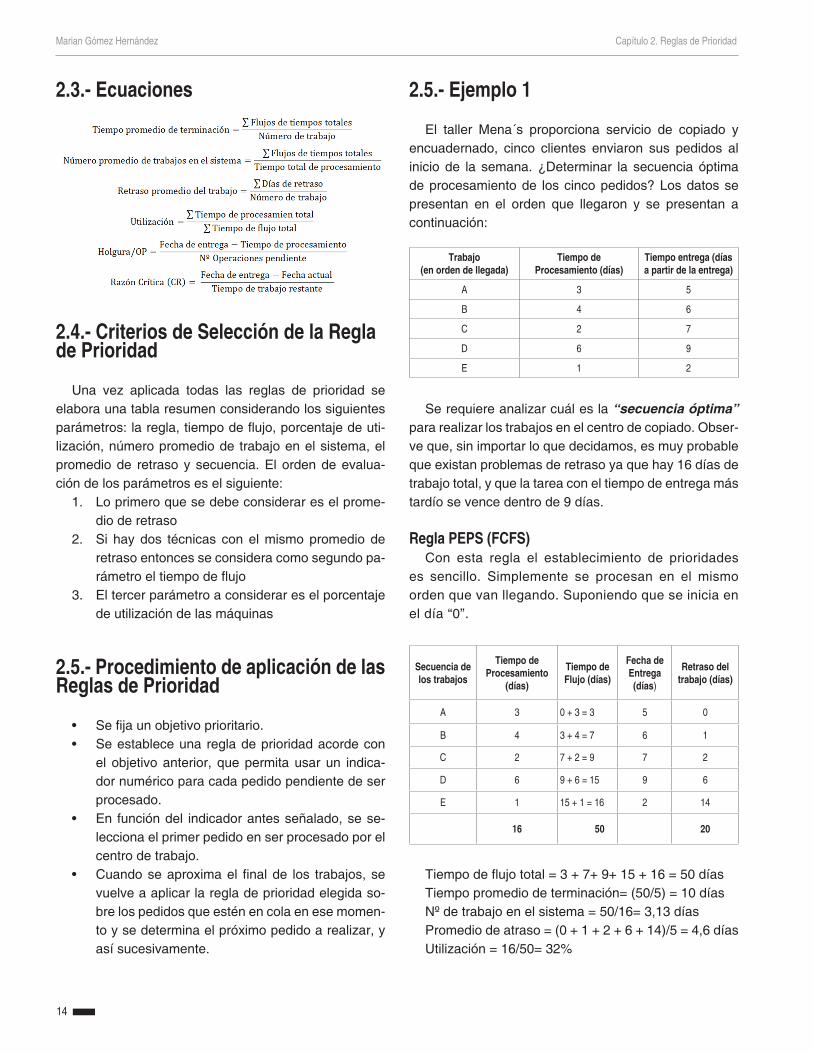
2.3.- Ecuaciones
2.4.- Criterios de Selección de la Regla de Prioridad
Una vez aplicada todas las reglas de prioridad se elabora una tabla resumen considerando los siguientes parámetros: la regla, tiempo de flujo, porcentaje de uti-lización, número promedio de trabajo en el sistema, el promedio de retraso y secuencia. El orden de evalua-ción de los parámetros es el siguiente:
1. Lo primero que se debe considerar es el prome-dio de retraso
2. Si hay dos técnicas con el mismo promedio de retraso entonces se considera como segundo pa-rámetro el tiempo de flujo
3. El tercer parámetro a considerar es el porcentaje de utilización de las máquinas
2.5.- Procedimiento de aplicación de las Reglas de Prioridad
• Se fija un objetivo prioritario.• Se establece una regla de prioridad acorde con
el objetivo anterior, que permita usar un indica-dor numérico para cada pedido pendiente de ser procesado.
• En función del indicador antes señalado, se se-lecciona el primer pedido en ser procesado por el centro de trabajo.
• Cuando se aproxima el final de los trabajos, se vuelve a aplicar la regla de prioridad elegida so-bre los pedidos que estén en cola en ese momen-to y se determina el próximo pedido a realizar, y así sucesivamente.
Trabajo(en orden de llegada)
Tiempo de Procesamiento (días)
Tiempo entrega (días a partir de la entrega)
A 3 5
B 4 6
C 2 7
D 6 9
E 1 2
2.5.- Ejemplo 1
El taller Mena´s proporciona servicio de copiado y encuadernado, cinco clientes enviaron sus pedidos al inicio de la semana. ¿Determinar la secuencia óptima de procesamiento de los cinco pedidos? Los datos se presentan en el orden que llegaron y se presentan a continuación:
Secuencia de los trabajos
Tiempo de Procesamiento
(días)
Tiempo de Flujo (días)
Fecha de Entrega (días)
Retraso del trabajo (días)
A 3 0 + 3 = 3 5 0
B 4 3 + 4 = 7 6 1
C 2 7 + 2 = 9 7 2
D 6 9 + 6 = 15 9 6
E 1 15 + 1 = 16 2 14
16 50 20
Se requiere analizar cuál es la “secuencia óptima” para realizar los trabajos en el centro de copiado. Obser-ve que, sin importar lo que decidamos, es muy probable que existan problemas de retraso ya que hay 16 días de trabajo total, y que la tarea con el tiempo de entrega más tardío se vence dentro de 9 días.
Regla PEPS (FCFS)Con esta regla el establecimiento de prioridades
es sencillo. Simplemente se procesan en el mismo orden que van llegando. Suponiendo que se inicia en el día “0”.
Tiempo de flujo total = 3 + 7+ 9+ 15 + 16 = 50 díasTiempo promedio de terminación= (50/5) = 10 díasNº de trabajo en el sistema = 50/16= 3,13 díasPromedio de atraso = (0 + 1 + 2 + 6 + 14)/5 = 4,6 díasUtilización = 16/50= 32%

Marian Gómez Hernández Capítulo 2. Reglas de Prioridad
15
Utilizando el software DS for Windows modulo job shop scheduling, regla PEPS (FCFS)
Figura 5. Gráfica Gantt de la secuencia de la regla PEPS (FCFS).
Figura 7. Gráfica Gantt de la secuencia de la regla FE (DUE DATE).
Figura 6. Gráfica Gantt de la secuencia de la regla TPS (SPT).
Regla TPC (SPT)Observe que para aplicar esta regla ordenamos los
trabajos en función del menor tiempo de procesamiento, (las tareas con el tiempo de procesamiento más corto se colocan en primer lugar de la lista).
Secuencia de los
trabajos
Tiempo de Procesamiento
(días)
Tiempo de Flujo (días)
Fecha de Entrega (días)
Retraso del trabajo (días)
E 1 0 + 1 = 1 2 0
A 3 1 + 3 = 4 5 0
B 4 4 + 4 = 8 6 2
C 2 8 + 2 = 10 7 3
D 6 10 + 6 = 16 9 7
16 39 12
Secuencia de los trabajos
Tiempo de Procesamiento
(días)
Tiempo de Flujo (días)
Fecha de Entrega (días)
Retraso del trabajo
(días)
E 1 0 + 1 = 1 2 0
C 2 1 + 2 = 3 7 0
A 3 3 + 3 = 6 5 1
B 4 6 + 4 = 10 6 4
D 6 10 + 6 = 16 9 7
16 36 12
Tiempo de flujo total = 1 + 3+ 6+ 10 + 16 = 36 díasTiempo promedio de terminación= (36/5) = 7,2 díasNº de trabajo en el sistema = 36/16= 2,25 díasPromedio de atraso = (0 + 0 + 1 + 4 + 7)/5 = 2,4 díasUtilización = 16/36= 44,44%
Utilizando el software DS for Windows modulo job shop scheduling, regla TPS (SPT)
Regla FE (Due Date)Para determinar el orden observamos la fecha de en-
trega o vencimiento de los trabajos, y la que se entrega primero tendrá la prioridad más alta.
Tiempo de flujo total = 1 + 4+ 8+ 10 + 16 = 39 díasTiempo promedio de terminación = (39/5) = 7,8 díasNº de trabajo en el sistema = 39/16= 2,44 díasPromedio de atraso = (0 + 0 + 2 + 3 + 7)/5 = 2,4 díasUtilización = 16/39= 41,03%
Utilizando el software DS for Windows modulo job shop scheduling, regla FE (DUE DATE)

Marian Gómez Hernández Capítulo 2. Reglas de Prioridad
16
Figura 8. Gráfica Gantt de la secuencia de la regla TPL (LPT).
Figura 9. Gráfica Gantt de la secuencia de la regla Holgura (Slack).
Secuencia de los
trabajos
Tiempo de Procesamiento
(días)
Tiempo de Flujo (días)
Fecha de Entrega (días)
Retraso del trabajo (días)
D 6 0+6=6 9 0
B 4 6+4=10 6 4
A 3 10+3=13 5 8
C 2 13+2=15 7 8
E 1 15+1=16 2 14
16 60 34
Regla TPL (LPT)En esta regla se ordenan los trabajos en función del
tiempo de operación más largo en las máquinas.
Tiempo de flujo total = 60 díasTiempo promedio de terminación = 12 díasNº de trabajo en el sistema = 60/16= 3,75 díasPromedio de atraso = 0+4+8+8+14 /5=6,8 díasUtilización = 16/60= 26,67%
Utilizando el software DS for Windows modulo job shop scheduling, regla TPL (LPT)
Regla Holgura (Slack)La regla consiste en seleccionar aquellos trabajos
que permiten el menor tiempo de holgura y realizarlos primeros, dado a que son las que se encuentran en más peligro de retraso si no se les atiende.
Secuencia de los
trabajos
Tiempo de Procesa-
miento (días)FE
(días)Holgura (FE-TP)
Tiempo de Flujo
(días)
Retraso del
trabajo (días)
E 1 2 2 – 1 = 1 1= 1 0
A 3 5 5 -3 = 2 1+3= 4 0
B 4 6 6 – 4 = 2 4+4= 8 2
D 6 9 9 – 6 = 3 8+6= 14 5
C 2 7 7 – 2 = 5 14+2=16 9
16 43 16
Tiempo de flujo total = 43 díasTiempo promedio de terminación = 43/5= 8,6 díasNº de trabajo en el sistema = 43/16= 2,69 díasPromedio de atraso = (0+0+2+5+9/5)= 3,2 díasUtilización = 16/43= 37,21%
Utilizando el software DS for Windows modulo job shop scheduling, regla Holgura (Slack)
Regla Holgura entre operación (SLACK/OP)Esta regla calcula una razón para cada trabajo en
espera. La razón se obtiene dividiendo el tiempo de holgura disponible para el trabajo entre el número de operaciones restante.
Para el caso del taller Mena´s el número de operacio-nes para todos los trabajos son dos (2) ya que propor-ciona servicio de copiado y encuadernado.

Marian Gómez Hernández Capítulo 2. Reglas de Prioridad
17
Secuencia de los
trabajos
TP (días)
FE (días) # Opns Holgura
(FE-TP)/ # Opns TF (días)Retraso
del trabajo (días)
E 1 2 2 (2 – 1)/2 = 0.5 1= 1 0
A 3 5 2 (5 -3)/2 = 1 1+3= 4 0
B 4 6 2 (6 – 4)/2 = 1 4+4= 8 2
D 6 9 2 (9 – 6)/2 = 1,5 8+6= 14 5
C 2 7 2 (7 – 2)/2 = 2,5 14+2=16 9
16 43 16
Tiempo de flujo total = 43 díasTiempo promedio de terminación = 43/5= 8,6 díasNº de trabajo en el sistema = 43/16= 2,69 díasPromedio de atraso = (0+0+2+5+9/5)= 3,2 díasUtilización = 16/43= 37,21%
Figura 10. Gráfica Gantt de la secuencia de la regla Holgura entre operación (Snack/Op).
Figura 11. Gráfica Gantt de la secuencia de la regla Razón Crítica (Crit/Rat).
Regla Razón CríticaSe calcula la razón crítica dividiendo la fecha de en-
trega o tiempo restante hasta el vencimiento entre el tiempo de procesamiento. Los trabajos se ordenan en función de la menor razón crítica.
Secuencia de los
trabajos
Tiempo de Procesamien-
to (días)FE
(días) (FE-TP)Tiempo de Flujo
(días)
Retraso del
trabajo (días)
B 4 6 6/4=1,5 0+4=4 0
D 6 9 9/6=1,5 4+6=10 1
A 3 5 5/3=1,67 10+3=13 8
E 1 2 2/1=2 13+1=14 12
C 2 7 7/2=3,5 14+2=16 9
16 57 30
Tiempo de flujo total = 57Tiempo promedio de terminación = 57/5 = 11,4Nº de trabajo en el sistema = 57/16 = 3,56 díasPromedio de atraso = (0+1+8+12+9)/5 = 6Utilización = 16/57= 28,07%
Utilizando el software DS for Windows modulo job shop scheduling, regla Razón Crítica
Regla Menor tiempo de retrazo (MOORE)En esta regla se ordenan los trabajos en función de
la fecha de entrega, luego se busca el primer trabajo retrasado en este caso B, se reordenan los trabajos con retraso de acuerdo a su tiempo de procesamiento de menor a mayor entonces quedaría CBD.
Secuencia de los trabajos
Tiempo de Procesamien-
to (días)FE
(días)Tiempo de Flujo (días)
Retraso del trabajo (días)
E 1 2 0 + 1 = 1 0
A 3 5 1 + 3 = 4 0
B 4 6 4 + 4 = 8 2
C 2 7 8 + 2 = 10 3
D 6 9 10 + 6 = 16 7
En consecuencia utilizando la regla mínimo tiempo retrasado la secuencia óptima es EACBD.

Marian Gómez Hernández Capítulo 2. Reglas de Prioridad
18
Figura 12. Gráfica Gantt de la secuencia de la regla Menor tiempo (Moore).
Secuencia de los trabajos
Tiempo de Proc-
esamiento (días)
FE (días)
Tiempo de Flujo (días)
Retraso del trabajo (días)
E 1 2 0+1=1 0
A 3 5 1+3=4 0
C 2 7 4+2=6 0
B 4 6 6+4=10 4
D 6 9 10+6=16 7
16 37 10
Tiempo de flujo total = 37 díasTiempo promedio de terminación = 37/5= 7,4 díasNº de trabajo en el sistema = 37/16 = 2,31 díasPromedio de atraso = 0+0+0+4+7= 2,2 díasUtilización = 16/37= 43,24%
Utilizando el software DS for Windows modulo job shop scheduling, regla Menor tiempo de retraso
Resumen de las reglas
ReglasTiempo
promedio de flujo
Utilización (%)
Nº promedio de trabajos en el
sistema
Promedio de retraso Secuencia
PEPS 10 32 3,13 4,6 ABCDE
TPC 7,2 44,44 2,25 2,4 ECABD
FE 7,8 41,03 2,44 2,4 EABCD
TPL 12 26,67 3,75 6,8 DBACE
Holgura 8,6 37,21 2,69 3,2 EABDC
SALCK/OP 8,6 37,21 2,69 3,2 ABEDC
CRIT RAT 11,4 28,07 3,56 6 BDAEC
MOORE 7,4 43,24 2,31 2,2 EACBD
La secuencia óptima es EACBD correspondiente a la regla de prioridad Menor tiempo de retraso (MOORE), con un tiempo promedio de terminación de 7,4 días y el tiempo promedio de atraso de 2,2 días.
En resumen la regla Moore resulta mejor que la regla TPC por tener mejor tiempo de retraso, aun cuando el tiempo de flujo del lote es menor y la utilización de las máquinas también es mayor. La importancia de aplicar las reglas de prioridad correcta es que permite minimizar los retrasos en la entrega de los pedidos a de los clien-tes y maximiza el volumen de producción.
2.6.- Ejemplo 2
El taller JF ha recibido los siguientes trabajos. ¿Cuál es la mejor regla de decisión de prioridades para la se-cuencia? Suponga que hoy es el día 210.
TrabajoDías de
producción necesarios
(días)
Fecha de recepción de
la orden
Fecha de vencimiento de la orden (días)
# Opns
010 30 205 260 3
020 16 210 258 5
030 8 211 260 3
040 20 215 270 4
050 10 216 275 2
Supongamos una semana de cinco días laborables y se determina la secuencia en que se deben ejecutar los trabajos de acuerdo a cada una de las ocho reglas de prioridad.
Regla TPC
Secuencia de los
trabajosDuración
(días) FE (días) Tiempo de Flujo (días)
Retraso del trabajo (días)
030 8 260 210+8= 218 0
050 10 275 218+10= 228 0
020 16 258 228+16= 244 0
040 20 270 244+20= 264 0
010 30 260 264+30= 294 34
84 198 34

Marian Gómez Hernández Capítulo 2. Reglas de Prioridad
19
Tiempo de flujo total: 8+ 18+ 34+ 54+ 84= 198 díasTiempo promedio de terminación: 198/5= 39.6 díasNº de trabajo en el sistema = 198/84 = 2,36 díasPromedio de atraso: (0+0+0+0+34)/5= 6,8 días.Utilización = 84/198= 42,42%
Regla Holgura (SLACK)
Secuencia de los
trabajos
Tiempo de Proc-
esamiento (días)
Días restan-
tesHolgura (DR-TP)
Tiempo de Flujo (días)
Retraso del trabajo
(días)
010 30 50 50-30=20 210+30= 240 0
020 16 48 48-16=32 240+16=256 0
040 20 55 55-20=35 256+20=276 16
030 8 49 49-8= 41 276+8=284 14
050 10 59 59-10=49 284+10=294 19
84 300 49
Secuencia de los
trabajosTP
(días) DR RC DR/ TP TF (días) Retraso del trabajo
010 30 50 50/30 = 1,67 210 + 30= 240 0
040 20 55 55/20 = 2,75 240 + 20= 260 0
020 16 48 48/16 = 3 260 + 16= 276 18
050 10 59 59/10 = 5,9 276 + 10= 286 11
030 8 49 49/8 = 6,13 296 + 8= 294 34
84 306 63
Tiempo de flujo total: 30+46+66+74+84= 300 díasTiempo promedio de terminación: 300/5= 60 díasNº de trabajo en el sistema = 300/84= 3,57 díasPromedio de atraso: 49/5= 9,8 díasUtilización = 84/300= 28%
Regla Holgura entre operación (SLACK/OP)
Secuencia de los
trabajos
TP (días)
DR #
OpnsHolgura
(DR-TP)/ # Opns TF (días)Retraso del tra-
bajo
020 16 48 5 (48 -16)/5 = 6,4 210 + 16= 226 0
010 30 50 3 (50 – 30)/3 = 6,67 226 + 30= 256 0
040 20 55 4 (55 – 20)/4 = 8,75 256 + 20= 276 16
030 8 49 3 (49 – 8)/3 = 13,67 276 + 8= 284 14
050 10 59 2 (59 – 10)/2 = 24,5 284 + 10= 294 19
84 286 49
Tiempo de flujo total: 16+46+66+74+84 = 286 díasTiempo promedio de terminación: 286/5= 57.2 díasNº de trabajo en el sistema = 286/84= 3,41 díasPromedio de atraso: 49/5= 9,8 díasUtilización = 84/276= 29,37%
Regla Razón crítica (CRIT RAT)
ReglasTiempo
promedio de terminación
Utilización (%)
Nº pro-medio de
trabajos en el sistema
Promedio de atraso
Secuencia
PEPS 57,6 29,17 3,43 7,4 010-020-030-040-050
TPC 39,6 42,42 2,36 6,8 030-050-020-040-050
FE 54,8 30,66 3,26 7,4 020-010-030-040-050
TPL 61,2 27,45 3,64 12,6 010-040-020-050-030
Holgura 60 28 3,57 9,8 010-020-040-030-050
SALCK/OP 57,2 29,37 3,41 9,8 020-010-040-030-050
CRIT RAT 61,2 27,45 3,64 12,6 010-040-020-050-030
MOORE 54,8 30,66 3,26 7,4 020-010-030-040-050
La regla de decisión óptima para este lote de pedi-dos corresponde al tiempo de procesamiento más corto con la secuencia 030-050-020-040-050, con un tiempo promedio de terminación de 39,6 días y un promedio de atraso de 6,8 días.
Tiempo de flujo total: 30+50+66+76+84 = 306 díasTiempo promedio de terminación: 306/5= 61,2 díasNº de trabajo en el sistema = 306/84= 3,64 díasPromedio de atraso: 63/5= 12,6 díasUtilización = 84/306= 27,45%
Resumen de las reglas

Marian Gómez Hernández Capítulo 3. Secuencias de producción
20
SECUENCIAS DE PRODUCCIÓN EN TALLERES
Esquema del capítulo3.1.- Introducción 3.2.- Índices de eficiencia 3.3.- Secuencia de n trabajos en dos centros o máquinas “n/2” Algoritmo de Johnson3.3.1.- Ejemplo 13.4.- Secuencia de n trabajos en tres centros o máquinas “n/3” Algoritmo de Johnson3.4.1.- Ejemplo 13.5.- Secuencia de n trabajos en cuatro centros o máquinas “n/4” Algoritmo de Johnson3.5.1.- Ejemplo 13.6.- Secuencia de N trabajos en M centros o máquinas “n/m” Algoritmo de Gupta3.6.1.- Ejemplo 13.6.2.- Ejemplo 2
3.1.- Introducción
Dentro de los problemas de programación de ope-raciones de los talleres está la secuenciación, cuyo enunciado básico se describe a continuación: n piezas (lotes de piezas, pedidos u órdenes de trabajo), deben realizarse en m máquinas (recursos, secciones, puestos de trabajo). La realización de cada pieza consistirá en someterla a una serie de operaciones predeterminadas donde cada operación está asignada a una máquina en concreto y con una duración establecida previamente. El objetivo es establecer un programa, o lo que es lo mismo la secuencia de operaciones de cada máquina, para optimar el índice de su eficiencia.
Los índices de eficiencia permiten evaluar los pro-gramas de producción según su finalidad (minimizar los retrasos Tmax, tiempos de espera Fmax, o los tiempos de terminación Cmax, entre otros.) y establecen cuál es el mejor programa. Una de las propuestas más usada dentro de estos índices es la de Conway, Maxwell y Mi-ller (1967), quienes definieron los problemas del taller usando la siguiente nomenclatura A/B/C/D, siendo: A el número de trabajo o piezas a realizar (n); B el número de máquinas disponibles en el taller (m); C el tipo de flujo de fabricación (flow shop, job shop, etc..) y, por úl-
timo, D el índice de eficiencia elegido para evaluar el programa, cuyo objetivo es establecer la secuencia de trabajo, que debe realizarse en cada máquina del taller, con la finalidad de fabricar un lote de pedido de piezas en el menor tiempo posible.
Para resolver los problemas de secuencia de opera-ciones, se han generado un gran número de algoritmos heurísticos que dan solución mediante ensayos y prue-bas. En este capítulo, se estudiarán los algoritmos de Johnson y Gupta para determinar la secuencia de pro-ducción de un lote de pedidos, enfocados a minimizar el tiempo de procesamiento, y al mismo tiempo minimizar el tiempo de ocio de las máquinas o centros de trabajo.
Un ejemplo de un taller de producción secuencial en varias máquinas es ilustrado en la Figura 13. La fabri-cación de arandelas aislantes requiere cuatro pasos prefijados con un orden establecido en cada máquina y un tiempo determinado. Primero, la lámina de material aislante se corta en la sierra según las especificaciones; segundo, se perforan las piezas con el taladro; tercero, se desbastan en el torno y cuarto, son troqueladas.
En la producción secuencial, es imposible tener cero tiempos de ocio, debido a que el primer trabajo progra-mado en la máquina 2 no puede empezar hasta que ter-mine en la máquina 1; la máquina 2 debe estar ociosa

Marian Gómez Hernández Capítulo 3. Secuencias de producción
21
durante ese tiempo y así ocurre con el resto de las má-quinas si son varias. Sin embargo, los algoritmos, que se presenta a continuación, minimizan el tiempo de fabrica-ción cuando se programa un grupo de trabajo en dos, tres y m centros o máquinas secuenciales. Se demostró con diferentes algoritmos que la secuencia de trabajo en los centros o máquinas tiene que ser idéntica y que, por
lo tanto, la prioridad asignada a un trabajo determinado debe ser la misma en todos los centros. Los algoritmos están basados en la suposición de que existe un conjun-to conocido de trabajos, cada uno de los cuales tienen un tiempo de procesamiento previamente establecido y está disponible para empezar a procesarse en el primer centro de trabajo o máquina.
Figura 13. Arandelas aislantes térmicas eléctricas.
3.2.- Índices de eficiencia
La eficiencia puede medirse en función del tiempo: tiempos de terminación o lapso de tiempo (makespan o Cmax), tiempos de retraso (delay times o Tmax), o tiempo total de flujo en el taller (total flow time o Fmax); de igual forma, por el costo de retraso para la empresa por entrega de pedidos al cliente después de la fecha establecida o también por ingresos como en el caso de muchas Pymes.Para denotar el índice de eficiencia, se utiliza la nomen-clatura propuesta por Conway et al (1967) definidas por cuatro símbolos A / B / C / D donde:A, se refiere a las piezas-se usa el símbolo n si el núme-ro de piezas es arbitrario.B, indica el número arbitrario de máquina utilizando el símbolo m.C, Indica el patrón de flujo de las piezas en el taller:
• F: flujo regular (flow-shop) todas las piezas tiene básicamente la misma ruta.
• P: flujo permutacional.• R: flujo aleatorio.• G: flujo general.
D, corresponde al índice de eficiencia elegida para eva-luar la calidad de los programas definidos en los siguien-tes términos:
• Cmax: tiempo de terminación de la pieza.• Cmed: tiempos promedio de terminación de la
piezas.• Fmax: tiempo máximo de permanencia de la pieza.• Fmed: tiempo medio de permanencia en el taller.• Tmax: tiempo máximo de retraso de la pieza.• Tmed: tiempo medio de retraso.
La notación usada es la siguiente:n número de piezasi: índice de piezas i e I ={1,2,3,…,n}
Marian Gómez Hernández Capítulo 3. Secuencias de producción
22
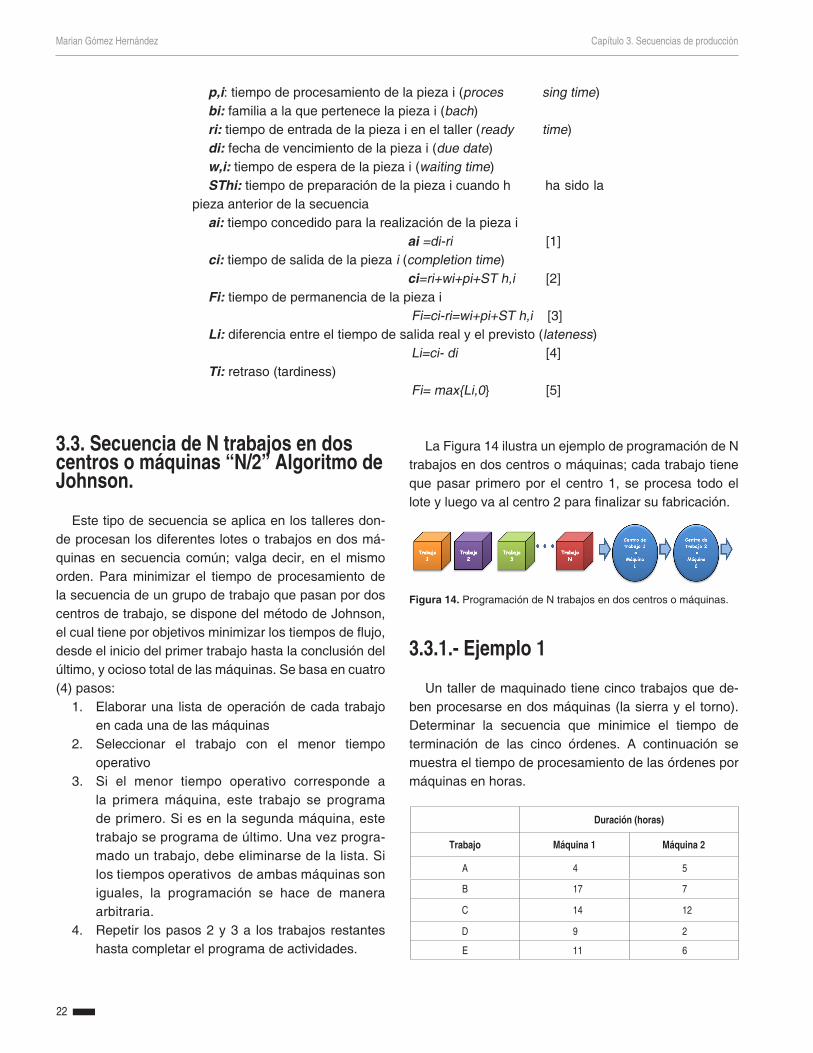
p,i: tiempo de procesamiento de la pieza i (proces sing time)bi: familia a la que pertenece la pieza i (bach)ri: tiempo de entrada de la pieza i en el taller (ready time)di: fecha de vencimiento de la pieza i (due date)w,i: tiempo de espera de la pieza i (waiting time)SThi: tiempo de preparación de la pieza i cuando h ha sido la
pieza anterior de la secuenciaai: tiempo concedido para la realización de la pieza i ai =di-ri [1]ci: tiempo de salida de la pieza i (completion time) ci=ri+wi+pi+ST h,i [2]Fi: tiempo de permanencia de la pieza i Fi=ci-ri=wi+pi+ST h,i [3]Li: diferencia entre el tiempo de salida real y el previsto (lateness) Li=ci- di [4]Ti: retraso (tardiness) Fi= max{Li,0} [5]
3.3. Secuencia de N trabajos en dos centros o máquinas “N/2” Algoritmo de Johnson.
Este tipo de secuencia se aplica en los talleres don-de procesan los diferentes lotes o trabajos en dos má-quinas en secuencia común; valga decir, en el mismo orden. Para minimizar el tiempo de procesamiento de la secuencia de un grupo de trabajo que pasan por dos centros de trabajo, se dispone del método de Johnson, el cual tiene por objetivos minimizar los tiempos de flujo, desde el inicio del primer trabajo hasta la conclusión del último, y ocioso total de las máquinas. Se basa en cuatro (4) pasos:
1. Elaborar una lista de operación de cada trabajo en cada una de las máquinas
2. Seleccionar el trabajo con el menor tiempo operativo
3. Si el menor tiempo operativo corresponde a la primera máquina, este trabajo se programa de primero. Si es en la segunda máquina, este trabajo se programa de último. Una vez progra-mado un trabajo, debe eliminarse de la lista. Si los tiempos operativos de ambas máquinas son iguales, la programación se hace de manera arbitraria.
4. Repetir los pasos 2 y 3 a los trabajos restantes hasta completar el programa de actividades.
La Figura 14 ilustra un ejemplo de programación de N trabajos en dos centros o máquinas; cada trabajo tiene que pasar primero por el centro 1, se procesa todo el lote y luego va al centro 2 para finalizar su fabricación.
Figura 14. Programación de N trabajos en dos centros o máquinas.
Duración (horas)
Trabajo Máquina 1 Máquina 2
A 4 5
B 17 7
C 14 12
D 9 2
E 11 6
3.3.1.- Ejemplo 1
Un taller de maquinado tiene cinco trabajos que de-ben procesarse en dos máquinas (la sierra y el torno). Determinar la secuencia que minimice el tiempo de terminación de las cinco órdenes. A continuación se muestra el tiempo de procesamiento de las órdenes por máquinas en horas.

Marian Gómez Hernández Capítulo 3. Secuencias de producción
23
El primer paso es elaborar una lista de los trabajos con los tiempos de procesamiento en cada una de las dos máquinas. Luego empiezan a programar los 5 tra-bajos, por lo cual se tienen 5 puestos disponibles. De la lista, se selecciona el trabajo con menor tiempo de procesamiento. En la Figura 15 se ilustra este caso, es la orden D con 2 horas; como D está en la máquina 2, se programa de último; valga decir, en la fecha más lejana correspondiente al puesto 5 y seguidamente se tacha de la lista.
Figura 15. Programación de orden D en el último puesto de la secuencia.
Se repite nuevamente el procedimiento de buscar el menor tiempo de procesamiento entre los cuatro tra-bajos restante; Figura 16 la orden A tiene el siguiente menor tiempo con 4 horas. Como este tiempo está en la máquina 1, se programa de primero; valga decir, la fecha más próxima en el puesto 1 y luego se tacha de la lista.
Figura 16. Programación de orden A en el primer puesto de la secuencia.
El siguiente tiempo de procesamiento más corto co-rresponde al trabajo E con 6 horas en la máquina 2, Figura 17, con la cual se programa el ante penúltimo correspondiente al puesto 4 y se tacha de la lista.
Figura 17. Programación de orden E en el ante penúltimo puesto de la secuencia.
En la lista restan dos trabajos por programar el B y el C, Figura 18. El trabajo B tiene el menor tiempo de
procesamiento: 7 horas en la máquina 2; se programa en el puesto 3 y el trabajo C se programa en el puesto que queda libre el 2.
Figura 18. Programación de orden B y C en los puestos 3 y 2 de la secuencia.
Figura 19. Gráfico de Gantt para la secuencia de maquinado.
La configuración de la secuencia óptima es A-C-B-E-D. Para determinar el tiempo de fabricación, es nece-sario dibujar el gráfico de Gantt como se muestra en la Figura 19:
Secuencia: A-C-B-E-D
Tiempo de ocio
La gráfica de Gantt se construye programando el trabajo A de primero en la máquina 1; tan pronto como esté terminado allí, puede comenzarse en la máquina 2. El siguiente trabajo, el C, puede comenzar en la má-quina 1 tan pronto como el trabajo A se haya termina-do de procesar. De manera similar, a la terminación del trabajo A en la máquina 1, puede comenzarse en la máquina 2, siempre que el trabajo anterior se haya terminado. De otra manera, esperará en el inventario en proceso hasta que se haya terminado el trabajo anterior. De igual manera, se procesa el resto de los trabajos.
La grafica de Gantt representa los tiempos produc-tivos y de ocio de las 2 máquinas. Otra manera de de-terminar estos tiempos es sacando una regla de tres considerando el total de fabricación de los 5 trabajos,

Marian Gómez Hernández Capítulo 3. Secuencias de producción
24
que en este caso es 57 horas, y los tiempos productivos de cada máquina, como se muestra a continuación:
Máquina 157 horas 100 % 55 horas X X = 96,5 % productividad Tiempo de ocio = 100 % – 96,5 % = 3,5 % ocio Máquina 257 horas 100 %32 horas X X = 56,14 % productividad Tiempo de ocio = 100 % – 56,14 % = 43,86 % ocio
La secuencia óptima es A–C–B–E–D; con ninguna otra secuencia de trabajo es posible obtener un tiempo de fabricación menor. El trabajo completo de maquinado de los cinco trabajos requiere 57 horas. Esta secuen-cia minimiza el tiempo de ocio de la máquina 2 con un 43,86 % aunque dicho porcentaje es relativamente alto y representa el menor ocio posible en la máquina 2. Tam-bién permite el tiempo de maquinado más corto para los 5 trabajos.
El algoritmo funciona de la siguiente manera: en la máquina 1 se programa los trabajo en función del me-nor tiempos de procesamiento con la finalidad de mini-mizar el tiempo de ocio de la máquina 2. Mientras que en la máquina 2 los trabajos de menor tiempo se hacen al final de la secuencia, lo que genera que los trabajos de mayor tiempo se ejecuten queden en el medio de la secuencia, lo que evita el tiempo de ocio de las dos máquinas. Esta forma de programar permite terminarlos con más rapidez. También, es importante recordar que este algoritmo se aplica cuando todos los trabajos de-ben procesarse en el mismo orden en ambas máquinas: primero en la 1 y posteriormente en la 2. Además, hay que resaltar que el trabajo no comenzará en la máquina 2 hasta tanto no haya concluido el de la máquina 1, se trabaja por lote.
3.4.- Secuencia de N trabajos en tres centros o máquinas “N/3” Algoritmo de Johnson.
El algoritmo de Johnson funciona cuando se tiene dos máquinas y también en casos especiales de tres máquinas, este caso ocurre cuando la máquina inter-
media está dominada, ya sea por la primera o por la tercera. Una máquina está dominada cuando su tiempo de procesamiento más largo no es mayor que el tiempo de procesamiento más corto de otra máquina, es decir, para la máquina intermedia o 2, se denota en la siguien-te ecuación:
máximoti2≤mínimo(ti1,ti3)Donde:t: tiempo de procesamientoi: trabajo1, 2 y 3: máquinas
La figura 20 muestra un ejemplo de programación de n trabajos tres máquinas o centros, cada trabajo tiene que pasar primero por la máquina 1 se procesa todo el lote, luego pasa a la máquina 2 y finaliza su fabricación en la máquina 3.
Figura 20. Programación de N trabajos en tres máquinas o centros.
Algoritmo de Johnson N/3, si se satisfacen una o ambas de las condiciones siguientes:
1. La duración más corta en la maquina 1 es por lo menos tan grande como la duración más larga en la máquina 2.
2. La duración más corta en la máquina 3 es por lo menos tan grande como la duración más larga en la máquina 2
3. Forme la matriz t1 + t2 y t2 + t3 4. En esencia, el algoritmo de Johnson convierte un
problema N/3 en un problema N/2 siempre que se reúnan algunas de las dos condiciones mencio-nadas anteriormente. Una vez determinada la se-cuencia óptima se construye la gráfica de Gantt con el tiempo de procesamiento original de cada trabajo en las tres máquinas.
3.4.1.- Ejemplo 1
El taller Madermar, fabrica muebles de cocina. Las órdenes entregadas siguen diferentes secuencias a través del taller, pero todas deben pasar por tres cen-

Marian Gómez Hernández Capítulo 3. Secuencias de producción
25
Figura 21. Gráfico de Gantt para la secuencia de la fabricación de las cuatro muebles de cocina.
tros de trabajos de la planta. Seguidamente se pre-senta la información respecto a los cuatro trabajos que llegaron a lo largo de cinco días y que deben ser pro-gramados en el taller. Utilice la regla de Johnson para encontrar la secuencia óptima y construya una gráfica de Gantt que muestre los tiempos de procesamiento y ocio para los tres centros de trabajo con estas cuatro órdenes.
Duración (hrs.)
Trabajo Máq.1 Máq.2 Máq.3
A 13 5 9
B 5 3 7
C 6 4 5
D 7 2 6
El primer paso es elaborar una lista de los trabajos con los tiempos de procesamiento en cada uno de los tres centros de trabajo. Seguidamente se verifica la con-dición máximo ti2 ≤ mínimo (ti1, ti3).
Observamos que el tiempo de procesamiento máxi-mo en el centro dos es 5 horas y es igual al tiempo de procesamiento mínimo de los centros uno y tres, se sa-tisfacen ambas condiciones del algoritmo de Johnson, se puede aplicar la regla y se elabora la matriz M1+M2 y M2+M3 transformando el problema en Johnson con dos máquinas.
Trabajo Máq.1+ Máq.2 Máq.2 +Máq.3
A 18 14
B 8 10
C 10 9
D 9 8
Secuencia óptima: B–A–C–D
Tiempo de ocio
Máquina 143 horas 100 %31 horas X X = 72,09 % productividad Tiempo de ocio = 100 % – 72,09 % = 27,91% ocio Máquina 243 horas 100 % 14 horas X X = 32,56 % productividad Tiempo de ocio = 100 % – 32,56 % = 67,44% ocio Máquina 343 horas 100 % 27 horas X X = 62,79 % productividad Tiempo de ocio = 100 % – 62,79 % = 37,21% ocio
Análisis:La secuencia óptima: B–A–C–D como se muestra en
la figura 21, las cuatro (4) órdenes de cocinas se com-pletan en 43 horas. Con esta secuencia se observa los menores tiempos para el procesamiento.
Según la secuencia obtenida se puede observar los menores tiempos para el procesado de las 4 ordenes, con ello se generan tiempos e ocio grandes en la má-quina 2 y 3 pero siendo esta secuencia la más óptima.
3.5.- Secuencia de N trabajos en cuatro máquinas “N/4” Algoritmo de Johnson
Cuando se procesan N trabajos en cuatro máqui-nas se puede encontrar la secuencia óptima a través del algoritmo de Johnson basado en combinaciones, se deben formar tres nuevas matrices que son:
1. La primera secuencia se obtiene de forma directa de los tiempos de la Máquina 1 y la Máquina 4
Secuencia 1= (M1) y (M4)2. La segunda secuencia la forman la Máquina 1
más la Máquina 2 y la Máquina 3 y la Máquina 4Secuencia 2= (M1 + M2) y (M3 + M4)

Marian Gómez Hernández Capítulo 3. Secuencias de producción
26
3. La tercera secuencia se consigue sumando Má-quina 1 más Máquina 2 más Máquina 3 y Máqui-na 4 más Máquina 3 más Máquina 2
Secuencia 3= (M1 + M2 + M3) y (M4 + M3+ M2)Con estas combinaciones el problema se reduce
a Johnson con N/4 en un problema N/2, se encuen-tran las secuencias para cada una las tres matrices, luego se construyen sus respectivas gráficas de Gantt con las cuatro máquinas con los tiempos de procesamiento de la tabla inicial o en base a los da-tos originales. Finalmente se selecciona la secuen-cia óptima que es la que tengan el menor tiempo de terminación.
3.5.1. Ejemplo 1
El taller Aluminios del Caroní fabrica tubos de alu-minios de 4”, 3”, ½”, 2”, cuenta con 4 máquinas que son: de extrusión, prensa, fundición y moldeo. Se tie-ne un lote de 5 órdenes de trabajo que se deben programar. Determinar la secuencia óptima de las órdenes, seguidamente se presentan los tiempos de procesamiento en minutos de cada una de ellas en las máquinas respectivas.
Trabajos
Máquinas 1 2 3 4 5
Máq.1 1 10 17 12 11
Máq.2 13 12 9 17 3
Máq.3 6 18 13 2 5
Máq.4 2 18 4 6 16
Solución 1. Considere únicamente los tiempos de procesamiento de las máquinas 1 y 4.
Trabajo Máq.1 Máq.4
1 1 2
2 10 18
3 17 4
4 12 6
5 11 16
Al resolver con el algoritmo de Johnson se obtiene la secuencia: 1 – 2 – 5 – 4 – 3 con un tiempo total de procesamiento de 88 minutos como se muestra en la figura 22.
Figura 22. Gráfica Gantt de la secuencia 1 – 2 – 5 – 4 – 3.
Figura 23. Gráfica Gantt de la secuencia 5 – 2 – 3 – 4 – 1.
Figura 24. Gráfica Gantt de la secuencia 5 – 2 – 3 – 1 – 4.
Solución 2. Se combinan los tiempos de Máq.1 + Máq.2 y Máq.3 + Máq.4
Trabajo Máq.1+ Máq.2 Máq.3 +Máq.4
1 14 8
2 22 36
3 26 17
4 29 8
5 14 21
En este caso al aplicar el algoritmo de Johnson se produ-cen dos secuencias, debido a que los tiempos del trabajo 1 y 4 en la máquina dos son iguales. Las dos secuencias son 5 – 2 – 3 – 4 – 1 y 5 – 2 – 3 – 1 – 4. En la figura 23 se mues-tra la secuencia 5 – 2 – 3 – 4 – 1 con un tiempo total de 88 minutos y en la figura 24 describe la gráfica de Gantt de la secuencia 5 – 2 – 3 – 1 – 4 con un lapso total de 85 minutos.

Marian Gómez Hernández Capítulo 3. Secuencias de producción
27
Figura 25. Gráfica Gantt de la secuencia 5 – 1 – 2 – 3 – 4.
Solución 3. El último se combinan los tiempos de Máq.1 + Máq.2+ Máq.3 y Máq.4 + Máq.3 + Máq. 2.
Trabajo Máq.1+Máq.2+Máq.3 Máq.4 +Máq.3+Máq.2
1 20 21
2 40 48
3 39 26
4 31 25
5 19 24
La secuencia generada es 5 – 1 – 2 – 3 – 4, en la figura 25 se muestra la gráfica Gantt y se observa que el tiempo total de procesamiento es de 85 minutos.
La mejor secuencia para realizar las 5 órdenes puede ser tanto la secuencia 5 – 2 – 3 – 4 – 1, como la secuencia 5 – 1 – 2 – 3 – 4, ya que ambas secuencias representan el mismo tiempo de ciclo, siendo este de 85 minutos el menor tiempo de terminación del lote de las 5 órdenes.
3.6.- Algoritmo heurístico de Gupta
Un algoritmo heurístico es un conjunto de pasos o reglas definas, ordenas y finitas que permite obtener so-luciones que sean óptimas o cercanos a la óptima en cualquier caso.
Propuesta de Gupta (1971) donde se propone calcular:
El algoritmo propuesto de Gupta contiene los siguien-tes pasos:
1. Calcular las posibles relaciones utilizadas en este algoritmo.
2. Organizar las actividades en orden ascendente para cada valor, rompiendo los empates a favor de una actividad con menor valor. Si el empate no se rompe elegir cualquier actividad.
3. Calcular el tiempo total de procesamiento o pro-ceso de cada una de las secuencias obtenidas en el paso 2.
4. Seleccionar la secuencia con el menor tiempo to-tal de proceso. Esta es considerada una solución aproximada del problema.
3.6.1.- Ejemplo 1.
Los datos de un taller de producción con cin-co máquinas y cuatro centros de trabajo se dan a continuación.
Máquinas 1 2 3 4 5
Trabajo 1 8 4 5 2 7
Trabajo 2 2 3 6 5 1
Trabajo 3 4 2 1 7 3
Trabajo 4 1 6 2 4 5
Paso 1. Calcular las posibles relaciones utilizadas en este algoritmo.
Considerando el punto p(1,1) que es la relación en-tre la máquina 1 y el trabajo 1, donde e =1 si p(1,1) es mayor o igual que p(5,1) y se ordena en forma cre-ciente de Si, resolviendo los empates a favor de la pie-za cuya suma de tiempos en todas las máquinas sea menor.
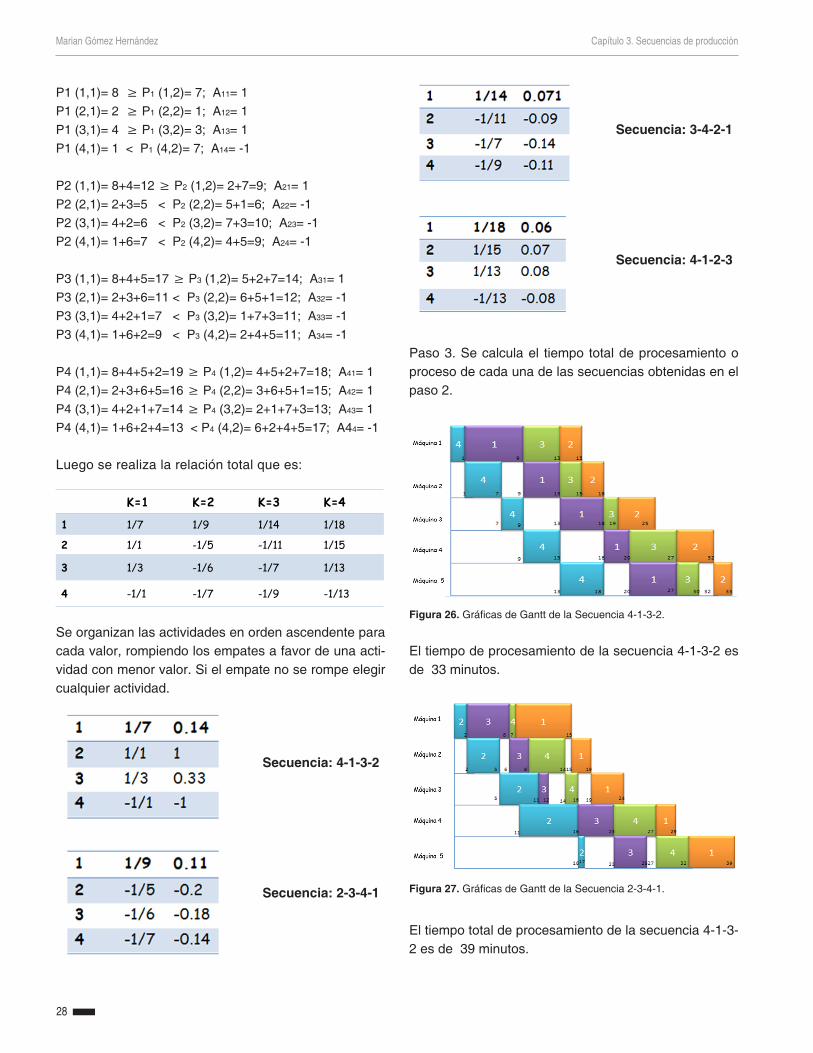
Marian Gómez Hernández Capítulo 3. Secuencias de producción
28
P1 (1,1)= 8 ≥ P1 (1,2)= 7; A11= 1 P1 (2,1)= 2 ≥ P1 (2,2)= 1; A12= 1P1 (3,1)= 4 ≥ P1 (3,2)= 3; A13= 1P1 (4,1)= 1 < P1 (4,2)= 7; A14= -1
P2 (1,1)= 8+4=12 ≥ P2 (1,2)= 2+7=9; A21= 1P2 (2,1)= 2+3=5 < P2 (2,2)= 5+1=6; A22= -1P2 (3,1)= 4+2=6 < P2 (3,2)= 7+3=10; A23= -1P2 (4,1)= 1+6=7 < P2 (4,2)= 4+5=9; A24= -1
P3 (1,1)= 8+4+5=17 ≥ P3 (1,2)= 5+2+7=14; A31= 1P3 (2,1)= 2+3+6=11 < P3 (2,2)= 6+5+1=12; A32= -1P3 (3,1)= 4+2+1=7 < P3 (3,2)= 1+7+3=11; A33= -1P3 (4,1)= 1+6+2=9 < P3 (4,2)= 2+4+5=11; A34= -1
P4 (1,1)= 8+4+5+2=19 ≥ P4 (1,2)= 4+5+2+7=18; A41= 1P4 (2,1)= 2+3+6+5=16 ≥ P4 (2,2)= 3+6+5+1=15; A42= 1P4 (3,1)= 4+2+1+7=14 ≥ P4 (3,2)= 2+1+7+3=13; A43= 1P4 (4,1)= 1+6+2+4=13 < P4 (4,2)= 6+2+4+5=17; A44= -1
Luego se realiza la relación total que es:
K=1 K=2 K=3 K=4
1 1/7 1/9 1/14 1/18
2 1/1 -1/5 -1/11 1/15
3 1/3 -1/6 -1/7 1/13
4 -1/1 -1/7 -1/9 -1/13
Se organizan las actividades en orden ascendente para cada valor, rompiendo los empates a favor de una acti-vidad con menor valor. Si el empate no se rompe elegir cualquier actividad.
Secuencia: 4-1-3-2
Secuencia: 2-3-4-1
Secuencia: 3-4-2-1
Secuencia: 4-1-2-3
Paso 3. Se calcula el tiempo total de procesamiento o proceso de cada una de las secuencias obtenidas en el paso 2.
Figura 26. Gráficas de Gantt de la Secuencia 4-1-3-2.
Figura 27. Gráficas de Gantt de la Secuencia 2-3-4-1.
El tiempo de procesamiento de la secuencia 4-1-3-2 es de 33 minutos.
El tiempo total de procesamiento de la secuencia 4-1-3-2 es de 39 minutos.

Marian Gómez Hernández Capítulo 3. Secuencias de producción
29
Figura 28. Gráficas de Gantt de la Secuencia 4-1-2-3.
Figura 29. Gráficas de Gantt de la Secuencia 3-4-2-1.
El tiempo total de procesamiento de la secuencia 4-1-2-3 es de 39 minutos.
El tiempo total de procesamiento de la secuencia 3-4-2-1 es de 35 minutos.
Paso 4. Se selecciona la secuencia con menor tiempo total de proceso. La cual resulto la secuencia 4-1-3-2 con un tiempo de 33 minutos.
3.6.2.- Ejemplo 2.
Una fábrica de arandelas aislantes requiere cinco má-quinas prefijadas con un orden establecido y un tiempo determinado. Primero, se corta la lámina de material ais-lante en la sierra según las especificaciones; segundo, se perforan las piezas con el taladro; tercero, se des-bastan en el torno, cuarto, se esmerilan; y quinto, son troqueladas.
Máquinas 1
Máquinas 4
Máquinas 1
Máquinas 2
Máquinas 3
Máquinas 4
Máquinas 5
Máquinas 2
Máquinas 2
Máquinas 3
Maquinas
Trabajos 1 2 3 4 5
A 8 6 14 4 16
B 6 14 4 16 10
C 2 4 8 6 14
D 6 8 6 14 4
Cálculo de R (k, i) para cada Tarea y cada máquina
P1 (A, 1) = 8 < P1 (A, 2) = 16; A11= -1
P1 (B, 1) = 6 <P1 (B, 2) = 10; A12= -1
P1 (C, 1) = 2 < P1 (C, 2) = 14; A13= -1
P1 (D, 1) = 6 ≥ P1 (D, 2) = 4; A14= 1
P2 (A, 1) = 8+6= 14 < P2 (A, 2) = 4+16 = 20; A21= -1
P2 (B, 1) = 6+14= 20 < P2 (B, 2) = 16+10 = 26; A22= -1
P2 (C, 1) = 2+4= 6 < P2 (C, 2) = 6+14 = 20; A23= -1
P2 (D, 1) = 6+8= 14 < P2 (D, 2) = 14+4 = 18; A24= -1
P3 (A, 1) = 8+6+14 = 28 < P3 (A, 2) = 14+4+16 = 34; A31 = -1
P3 (B, 1) = 6+14+4 = 24 < P3 (B, 2) = 4+16+10 = 30; A32 = -1
P3 (C, 1) = 2+4+8 = 14 < P3 (C, 2) = 8+6+14 = 28; A33 = -1
P3 (D, 1) = 6+8+6 = 20 <P3 (D, 2) = 6+14+4 = 24; A34 = -1
P4 (A, 1) = 8+6+14+4 = 32 < P4 (A, 2) = 6+14+4+16 = 40; A41 = -1
P4 (B, 1) = 6+14+4+16 = 40< P4 (B, 2) = 14+4+16+10 = 44; A42 = -1
P4 (C, 1) = 2+4+8+6 = 20 < P4 (C, 2) = 4+8+6+14 = 32; A43 = -1
P4 (D, 1) = 6+8+6+14 = 34 ≥ P4 (D, 2) = 8+6+14+4 = 32; A44 = 1
Relación total
K=1 K=2 K=3 K=4
1 -1/8 -1/14 -1/28 -1/32
2 -1/6 -1/20 -1/24 -1/40
3 -1/2 -1/6 -1/14 -1/20
4 1/4 -1/14 -1/20 1/32

Marian Gómez Hernández Capítulo 3. Secuencias de producción
30
Las secuencias son las siguientes:
1. Tiempos de terminación de cada trabajo
Secuencia: C - B – A – DTiempo de proceso: 72 días
Figura 30. Gráficas de Gantt de la Secuencia C-B-A-D. Figura 31. Gráficas de Gantt de la Secuencia C-A-D-B.
Secuencia: C – A - D - B Tiempo de proceso: 76 días

Marian Gómez Hernández Capítulo 3. Secuencias de producción
31
Figura 32. Gráficas de Gantt de la Secuencia C-D-B-A. Figura 33. Gráficas de Gantt de la Secuencia C-A-B-D.
Secuencia: C – D – B – A Tiempo de proceso: 78 días
Secuencia: C – A – B – D Tiempo de proceso: 68 días
La secuencia óptima de los trabajos para el lote de arandela, que podemos observar en las gráficas de
Gantt es la secuencia C-A-B-D con un tiempo de dura-ción de 68 días.

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
32
ASIGNACIÓN DE MANO DE OBRA
Esquema del capítulo4.1.- Algoritmo de Asignación4.1.1.- Ejemplo 14.1.2.- Ejemplo 24.2.- Cartas Gantt4.2.1.- Ejemplo 14.2.2.- Ejemplo 24.3.- Método de secuencia aplicado en las PyMEs de Ciudad Guayana en Venezuela
4.1.- Algoritmo de Asignación (n x m).
Involucra asignar tareas o trabajos a los recursos. El objetivo más frecuente es minimizar el costo total o el tiempo requerido para realizar las tareas.
Se usa cuando el número de trabajadores es igual al número de trabajos o de máquinas, se debe selec-cionar un operario por cada máquina de tal manera que la utilización sea al máximo, los costos de opera-ción se minimicen; disminuyendo al máximo el tiempo de terminación.
El método de asignación suma o resta las cifras correspondientes de la tabla con el propósito de en-contrar el costo de oportunidad (ganancias que se dejaron pasar o que pudieron haberse obtenido) más bajo para cada asignación. Para ello se siguen cuatro pasos:
Pasos del algoritmo de asignación1. Reducción de Columna: Restar el número me-
nor en cada columna de cada elemento de costo en esa columna. Hacerlo para todas las columnas.
2. Reducción de Fila: Restar el número más bajo de cada fila en todos los elementos de costo en ese fila. Hacerlo para cada fila. Este paso tiene el efecto de reducir los números de la tabla hasta que se presenten una serie de ceros, que signifi-can costos de oportunidad nulos.
3. Cubrir los ceros: Cubrir todos los elementos nu-los de la matriz con el menor número líneas tanto horizontales como verticales.
� Solución óptima: nº líneas = nº máquinas4. Crear nuevo cero, con la matriz del paso 3 encon-
trar el elemento de costo no cubierto más peque-ño (no cubierto por una línea).
� Las asignaciones óptimas siempre estarán donde hay ceros en la tabla.
Algunos problemas de asignación implican maximi-zar la utilidad, la efectividad o el rendimiento (pago) de una asignación de personas a tareas o de trabajos a máquinas. Entonces, se debe convertir cada núme-ro de la tabla a una pérdida de oportunidad. Para ello se debe restar cada número de la tabla de pagos ori-ginal del número más grande de esa tabla. Después se vuelve a los pasos 1 y 2 del método de asignación. Resulta que minimizar la pérdida de oportunidad pro-duce la misma solución de asignación que el proble-ma de maximización.
4.1.1.- Ejemplo 1
El Banco Venezuela ha decidido dirigir diferentes ti-pos de clientes a varias asesoras de negocio. La ad-ministración sabe que las diferentes combinaciones tipo de cliente/asesoras pueden variar los costos de servicio. Utilice la técnica de asignación para encontrar la combi-

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
33
0 0 0.2
0.2 2.6 0
0 2 0
Paso 2: Reducción de columnas:
0 0 0
4.8 7.2 4.4
2 4 1.8
Paso 3: Seleccionar el menor valor de cada fila Re-ducción de fila
0 0 0
4.8 7.2 4.4
2 4 1.8
Paso 3: Reducción de fila
0 0 0
0.4 2.8 0
0.2 2.2 0
Paso 4: Cubrir los ceros con el menor número de rec-tas posibles
0 0 0
0.4 2.8 0
0.2 2.2 0
Paso 5: Seleccionar el menor valor y restarlo a los va-lores no nulos de la matriz y sumarlo en la intersección
0 0 0.2
0.2 2.6 0
0 2 0
Paso 6: Cubrir los ceros con el menor número de rec-tas posibles y si el número de recta es igual al número
de personas por asignar, entonces realizar la asignación en forma ascendente y descendente
Paso 6: asignación en forma ascendente, las opcio-nes de asignación es exclusivamente donde están los ceros
a) Ascendente:Los clientes tipo 1 pueden ser atendidos por Veroni-
que o Ivonne que es donde están los ceros, se seleccio-na la asesora de negocio que genere menor costo de la tabla original, el menor costo corresponde a Ivonne para los clientes tipo 1. Para los clientes tipo 2 solo se puede seleccionar a Consuelo ya que es el único cero, lo que quiere decir que ella es exclusiva para ese tipo de clientes. Quedando para los clientes tipo 3 Veronique.
TIPO DE CLIENTE Veronique Ivonne Consuelo
1 25,80 23,80 24,20
2 30,60 31,00 28,60
3 27,80 27,80 26,00
Costo total: 23,80 + 28,60 + 27,80 = 80,20 Bs.
b) Descendente:Si empezamos en orden descendente debemos
asignar primero los clientes tipo 3, en este caso los ce-ros están en Veronique y Consuelo, se asigna donde este el menor costo, pero en este caso no se puede asignar a Consuelo porque ella es exclusiva de los clientes tipo 2, por lo que se debe asignar a Veroni-que a los clientes tipo 3, a Consuelo a los clientes tipo 2, mientras Ivonne se le asignan a los clientes tipo 1, quedando de la misma manera en forma descendente y ascendente.
TIPO DE CLIENTE Veronique Ivonne Consuelo
1 25,80 23,80 24,20
2 30,60 31,00 28,60
3 27,80 27,80 26,00
TIPO DE CLIENTE Veronique Ivonne Consuelo
1 25,80 23,80 24,20
2 30,60 31,00 28,60
3 27,80 27,80 26,00
Paso 1: Seleccionar el valor menor de cada columna
TIPO DE CLIENTE Veronique Ivonne Consuelo
1 25,80 23,80 24,20
2 30,60 31,00 28,60
3 27,80 27,80 26,00
nación óptima. En la tabla se muestran los costos tipo de clientes/asesora:

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
34
Costo total: 23,80 + 28,60 + 27,80 = 80,20 Bs.
La asignación óptima del personal por tipo de cliente es:
Estas asignaciones generan un costo total de 80,20 Bs., siendo la asignación óptima.
Utilizando el software DS for Windows módulo Assignment
En la figura 34 se muestra la primera pantalla del módu-lo de asignación donde se introducen los datos.
• Cliente tipo 1 asignados a Ivonne con un costo de
• Cliente tipo 2 asignados a Consuelo con un costo de
• Cliente tipo 3 asignados a Veronique con un costo de
23,80 Bs.
28,60 Bs.
27,80 Bs.80,20 Bs.
Figura 34. Módulo de Asignación tabla de datos.
Figura 35. Tabla de resultados.
Los resultados de la asignación de muestra en la fi-gura 35.
4.1.2.- Ejemplo 2
La empresa Econoinvest, con oficinas en Caracas, desea asignar a 3 recién graduados de la universidad que acaba de contratar (Rosales, Martínez, Flores) a sus oficinas regionales. Pero la empresa también está abriendo una oficina nueva en Caracas y quiere enviar ahí a alguno de los 3 si resulta más económico que moverlos a Barquisimeto, Valencia o Maracaibo. Cos-tará Bs. 3.000.000 asignar a Rosales a Caracas, Bs. 2.400.000 asignar a Martínez también a Caracas y Bs. 4.500.000 mover a Flores. ¿Cuál es la asignación ópti-ma de su personal a las oficinas?
Barquisimeto Valencia Maracaibo
Rosales 2.400.000 3.300.000 3.600.000
Martínez 1.500.000 4.800.000 3.900.000
Flores 1.500.000 3.000.000 6.900.000
1.-Crear línea ficticia con ceros
Barquisimeto Valencia Maracaibo Caracas
Rosales 2.400.000 3.300.000 3.600.000 3.000.000
Martínez 1.500.000 4.800.000 3.900.000 2.400.000
Flores 1.500.000 3.000.000 6.900.000 4.500.000
F 0 0 0 0
2.-Reducción de columnas:
900.000 300.000 0 600.000
0 1.800.000 300.000 0
0 0 3.300.000 2.100.000
0 0 0 0
3.-Reducción de filas:
900.000 300.000 0 600.000
0 1.800.000 300.000 0
0 0 3.300.000 2.100.000
0 0 0 0
600.000 0 0 300.000
0 1.500.000 0 0
0 0 1.200.000 0
0 0 0 0
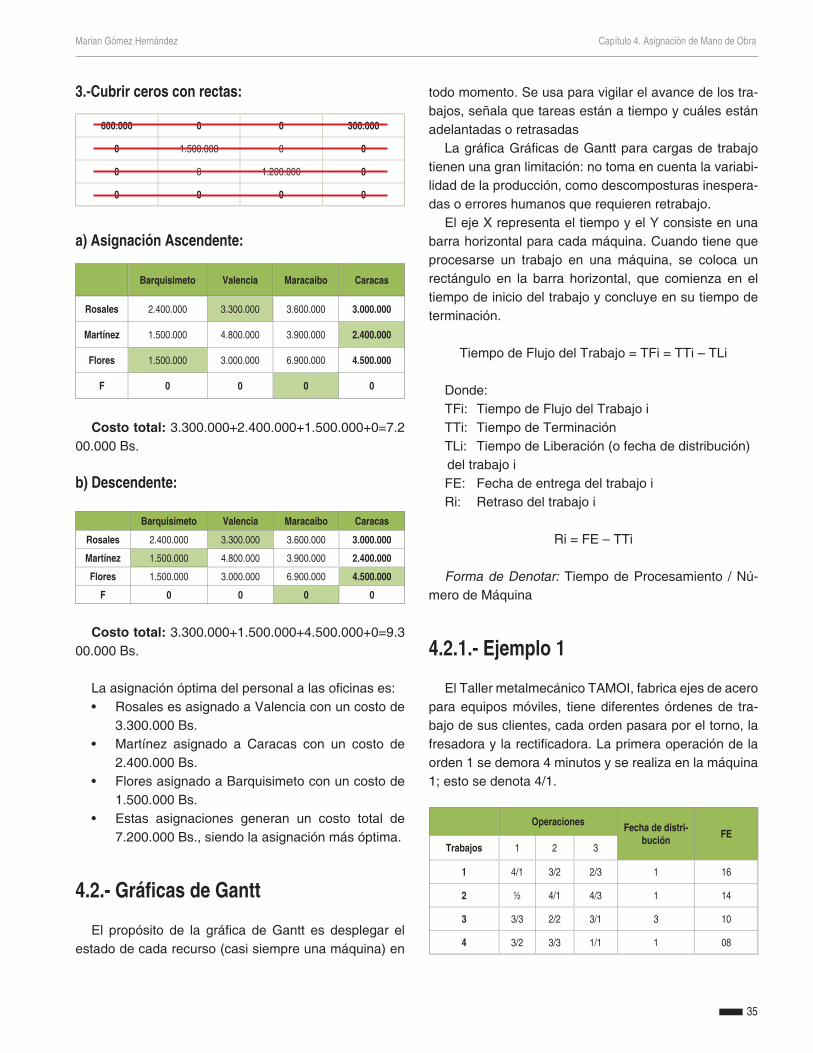
Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
35
3.-Cubrir ceros con rectas:
600.000 0 0 300.000
0 1.500.000 0 0
0 0 1.200.000 0
0 0 0 0
a) Asignación Ascendente:
Barquisimeto Valencia Maracaibo Caracas
Rosales 2.400.000 3.300.000 3.600.000 3.000.000
Martínez 1.500.000 4.800.000 3.900.000 2.400.000
Flores 1.500.000 3.000.000 6.900.000 4.500.000
F 0 0 0 0
Costo total: 3.300.000+2.400.000+1.500.000+0=7.200.000 Bs.
b) Descendente:
Barquisimeto Valencia Maracaibo Caracas
Rosales 2.400.000 3.300.000 3.600.000 3.000.000
Martínez 1.500.000 4.800.000 3.900.000 2.400.000
Flores 1.500.000 3.000.000 6.900.000 4.500.000
F 0 0 0 0
Costo total: 3.300.000+1.500.000+4.500.000+0=9.300.000 Bs.
La asignación óptima del personal a las oficinas es:• Rosales es asignado a Valencia con un costo de
3.300.000 Bs.• Martínez asignado a Caracas con un costo de
2.400.000 Bs.• Flores asignado a Barquisimeto con un costo de
1.500.000 Bs.• Estas asignaciones generan un costo total de
7.200.000 Bs., siendo la asignación más óptima. � �
4.2.- Gráficas de Gantt
El propósito de la gráfica de Gantt es desplegar el estado de cada recurso (casi siempre una máquina) en
todo momento. Se usa para vigilar el avance de los tra-bajos, señala que tareas están a tiempo y cuáles están adelantadas o retrasadas
La gráfica Gráficas de Gantt para cargas de trabajo tienen una gran limitación: no toma en cuenta la variabi-lidad de la producción, como descomposturas inespera-das o errores humanos que requieren retrabajo.
El eje X representa el tiempo y el Y consiste en una barra horizontal para cada máquina. Cuando tiene que procesarse un trabajo en una máquina, se coloca un rectángulo en la barra horizontal, que comienza en el tiempo de inicio del trabajo y concluye en su tiempo de terminación.
Tiempo de Flujo del Trabajo = TFi = TTi – TLi
Donde:TFi: Tiempo de Flujo del Trabajo iTTi: Tiempo de TerminaciónTLi: Tiempo de Liberación (o fecha de distribución)
del trabajo iFE: Fecha de entrega del trabajo iRi: Retraso del trabajo i
Ri = FE – TTi
Forma de Denotar: Tiempo de Procesamiento / Nú-mero de Máquina
4.2.1.- Ejemplo 1
El Taller metalmecánico TAMOI, fabrica ejes de acero para equipos móviles, tiene diferentes órdenes de tra-bajo de sus clientes, cada orden pasara por el torno, la fresadora y la rectificadora. La primera operación de la orden 1 se demora 4 minutos y se realiza en la máquina 1; esto se denota 4/1.
Operaciones Fecha de distri-bución FE
Trabajos 1 2 3
1 4/1 3/2 2/3 1 16
2 ½ 4/1 4/3 1 14
3 3/3 2/2 3/1 3 10
4 3/2 3/3 1/1 1 08

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
36
4.2.2.- Ejemplo 2
A continuación se presenta los datos de 6 trabajos y cuatro máquinas en un taller de producción intermitente. Determinar la secuencia óptima para cada máquina. La nomenclatura de la tabla se denota 6/1, esto significa que la primera operación de la orden 1 se demora 6 ho-ras y se realiza en la máquina 1.
Operaciones (hrs)FE (días) FE (hrs)
Trabajos 1 2 3 4
1 6/1 8/2 13/3 5/4 2 ½ 60
2 4/1 ½ 4/3 3/4 1 24
3 ¾ 8/2 6/1 4/3 3 72
4 5/2 10/1 15/3 4/4 2 48
5 3/1 4/2 6/4 4/3 2 ½ 60
6 4/3 2/1 4/2 5/4 1 ½ 36
TT1=58h R1=0hTT2=18h R2=0hTT3=61h R3=0hTT4=44h R4=0hTT5=57h R5=0hTT6=35h R6=0h TTF=273h
Figura 36. Gráficas de Gantt de la Secuencia óptima.
Análisis:
La secuencia óptima para la máquina 1 es 5-2-1-6-4-3, máquina 2 es 4-5-2-3-1-6, máquina 3 es 6-2-4-1-5-3 y máquina 4 es 3-5-2-6-4-1. En la figura 36 describe este programa en una gráfica de Gantt. Cada bloque representa una operación de un trabajo, el nú-mero de trabajo aparece en el bloque. Los bloques en blanco representan el tiempo de ocio, que ocurre debido a que la orden no aún no se ha terminado de procesar en la máquina de su anterior programación. Por ejemplo el tiempo de ocio de la máquina 3 desde la hora 4 hasta la hora 10, corresponde al tiempo de espera del segundo trabajo que se programa la orden 2, esta orden se termina de procesar en la máquina 2 en la hora 10 para luego pasar a la máquina 3. Según la secuencia sugerida se puede cumplir con las ór-denes solicitadas en el tiempo requerido sin generar atrasos, aunque se generaron bloques considerables de ocio se puede observar que con las prioridades asignadas se logra cumplir con las órdenes en el in-tervalo de tiempo límite.
4.3.- Mayores Ganancias entre Tiempo de Procesamiento: Algoritmo para Secuencias de Trabajo en PyMES
En este apartado se resumen el aporte de esta in-vestigación el desarrollo de un nuevo algoritmo para determinar secuencias de trabajo basados en la forma empírica de trabajo en las PyMES. El propósito es mos-trar un ejemplo de artículo científico que forma parte de las actividades que desarrollan los estudiantes durante la unidad curricular.

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
37
Marian Gómez HernándezUniversidad Nacional Experimental de Guayana (UNEG)
Mayores Ganancias entre Tiempo de Procesamiento: Algoritmo para Secuencia de Trabajos en PyMES
Resumen
La planificación y control de la producción en talleres permite determinar cómo se van a procesar una serie de ordenes de trabajo que llegan y que compiten por ser atendidas, para resolver estas disputas se aplican herramientas basadas en algoritmo matemáticos a través de combinaciones. En este sentido, el propósito de este estudio es de-sarrollar un algoritmo de secuencias trabajo denominado: Mayores Ganancias entre Tiempo de Procesamiento “MG/ TP”. Metodológicamente este artículo se inscribe en la modalidad de investigación documental, se pretende generar nuevos conocimientos con algoritmo basados en variables inéditas para ser aplicadas en PyMEs de los sectores manufactura o servicio. El aporte de la investigación es un nuevo algoritmo un para calcular secuencias de trabajos considerando como la principal variable de prioridad la orden que genere mayor beneficio económico relacionado con el tiempo que tarda en ser procesado.
Palabras Claves: Secuencia de trabajo, Algoritmo, PyMES
Introducción
La Planificación y Control de la Producción estudia los sistemas de producción tanto en manufactura como en servicio, abarca desde el nivel más alto de la orga-nización estableciendo la dirección estratégica de las operaciones: ubicación de la planta y determinar la tec-nología a utilizar; pasa por cómo gerencial la empresa; hasta el nivel más básico de diseñar, abastecer y ejecu-tar los procesos.
Dentro de la Planificación y Control de la Producción se encuentra el tema de la Programación de la Produc-ción en Talleres, encargada de estudiar en forma deta-llada cómo se va a efectuar la producción de los bienes o servicios. En general, un programa de producción espe-cifica la secuencia, el tiempo de inicio y culminación de los trabajos en las máquinas y los recursos necesarios.
El propósito de este estudio es desarrollar un algorit-mo de secuencias trabajo denominado: Mayores Ganan-cias entre Tiempo de Procesamiento “MG/ TP”, basado en una recopilación de los trabajos de los estudiantes de Ingenieria Industrial de la en la catedra de Planificación y Control de la Producción de la UNEG durante doce
años como docente, así como también de mis investiga-ciones en los sistemas de producción del país.
El aspecto novedoso del artículo se encuentra en lo inédito del algoritmo presentado para calcular la secuen-cia de trabajos considerando como la principal variable de prioridad la orden que genere mayores beneficios económicos. Esto permite estandarizar esta práctica usada en las empresas venezolanas, evidenciadas en los resultados del trabajo empírico de varias investiga-ciones en los sistemas de producción del país.
Este artículo está estructurado en cuatro apartados. En el primero se estudian los aspectos generales de las teorías de la programación de la producción en talleres. El segundo se expone el método de investigación. En el tercero se desarrolla el Algoritmo “MG/ TP” Mayores Ga-nancias entre Tiempo de Procesamiento, a través de un estudios de casos en una PyMEs de Ciudad Guayana. En el último se presentan las conclusiones.
Planificación y Control de la ProducciónLa importancia estratégica de la Programación de la
Producción en los Talleres se pueden resumir en tres aspectos fundamentales que son: a) bajar los costos,

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
38
un buen programa permite que las empresas usen sus activos de manera más eficiente y generen mayor capa-cidad por inversión realizada, b) entrega más rápida y, por lo tanto, mejor servicio al cliente, proporcionada por la relación entre la capacidad instalada y la flexibilidad del programa, y c) entrega confiable contribuye a venta-ja competitiva, generadas por un buen programa.
El tema de Programación de la Producción en Talle-res es abordado por un número importante autores en los que se destacan los clásicos Chase, R. & Aquilano, N. (2000); Heizer, J. & Render, B. (2004); Narasimhan, S. et.al (1996); en libros de Administración de la pro-ducción en su mayoría en el idioma inglés que luego son traducidos al español. Esta bibliografía presenta dos desventajas fundamentales que son: traducciones con terminologías que no se usan en nuestro país y ca-sos prácticos descontextualizados de lo que realmente ocurre en Talleres o Pequeñas y Medianas Empresas (PyMEs) venezolanas. Es importante resaltar que este sector representa 90% del parque industrial del país (Fernández, Gómez y Capuz, 2009).
Secuencias de Trabajos con Reglas de PrioridadesLa elaboración de programas usando reglas de priori-
dad para el despacho de los trabajos o lotes en el taller a base de órdenes de trabajo, proporciona directrices simplificadas para la secuencia u orden en que se de-ben realizar los trabajos en los centros de trabajo. Las reglas de prioridad se aplican a los trabajos que están en cola compitiendo por la capacidad de un centro, una vez disponible el centro para realizar un nuevo trabajo, se procesará primero aquel que tenga la más alta priori-dad y así sucesivamente.
La programación de la producción en un taller depen-de de sus características propias y de las condiciones establecidas con sus clientes, algunos de los criterios de selección de la regla de prioridad más importantes son los siguientes:
7. Cumplir con las fechas de entrega a clientes u operaciones posteriores
8. Minimizar los tiempo de retraso de los trabajos9. Minimizar el tiempo de flujo (tiempo que perma
nece el trabajo en el Taller)10. Minimizar el número de trabajos en proceso11. Maximizar el volumen de producción12. Minimizar el tiempo de inactividad de máquinas
y trabajadores
Métodos de Secuencia con Asignación de PrioridadesExisten varios métodos para asignar prioridades en
un centro de trabajo. Básicamente las reglas se dividen en dos categorías: 1) reglas estáticas, y 2) reglas diná-micas. Las reglas estáticas toman como base para la asignación de prioridad de un trabajo únicamente la in-formación sobre trabajos que están en espera de ser procesados, como la hora de llegada a la estación de trabajo, fecha de entrega o vencimiento y tiempo de pro-cesamiento. Mientras que las reglas dinámicas actuali-zan constantemente las prioridades de acuerdo con las condiciones más reciente, se incluye información sobre las demás estaciones de trabajo en las que debería pro-cesarse cada trabajo, además del tiempo de procesa-miento, fecha llegada y de vencimiento.
En figura 1 se muestra gráficamente un problema de la categoría de reglas de prioridad, proporcionar la se-cuencia en que se deben procesar los trabajos por un centro o máquina.
Figura 1. Programación de N trabajos en una máquina o centro de trabajo.
Las reglas que comentaremos a continuación son úti-les tanto para talleres de manufactura como para opera-ciones de servicio. A continuación se presentan algunas de las más utilizadas:
• PEPS (FCFS): Primero en entrar, primero en ser-vir. Los pedidos se atienden en el orden de llega-da a la instalación.
• TPC (SPT): Tiempo de procesamiento más corto. Se ejecuta primero el trabajo con menor tiempo de terminación, después el segundo más breve, y así sucesivamente hasta completar todos los trabajos.
• FE (DUE DATE): Fecha de entrega más próxima. Se ejecuta primero el trabajo que tenga la menor fecha de entrega.
• TPL (LPT): Tiempo de procesamiento más lar-go. Los trabajos más largos, grandes o de mayor duración sin a menudo importantes y se seleccio-nan primero.
• Holgura (SLACK): De acuerdo con esta regla se programa la operación con menor holgura. La

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
39
holgura es el tiempo hasta que el trabajo debe ser entregado, se calcula de la diferencia entre la fecha de entrega y el tiempo operativo.
• Holgura entre operación (SLACK/OP): Se pro-grama la operación con la razón más pequeña de holgura entre número de operaciones restante. La holgura es la diferencia entre el tiempo restan-te para la fecha de vencimiento de un trabajo y el tiempo total restante en el taller, incluyendo el que corresponde a la operación que está siendo programada en ese momento. De esta manera, se obtiene la holgura promedio de cada opera-ción en lugar de la holgura de cada tarea comple-ta, esta es la diferencia con la regla anterior.
• Razón crítica (CRIT/RAT): En el caso de esta regla se calcula una proporción sin unidades de medición, dividiendo el tiempo restante hasta el vencimiento (fecha necesaria menor fecha de hoy) entre el tiempo de procesamiento o días requeridos para completar el trabajo. Si la pro-porción crítica es mayor que 1, significa que hay holgura; si es igual a 1, no existe holgura y el tra-bajo debe llevarse a cabo si retraso; si es menor que 1, la tarea ya se encuentra retrasada. Esta regla da seguimiento dinámico al avance de las tareas, indica que la tarea con menor proporción crítica debe programarse primero.
• Menor tiempo de retraso (MOORE): Utilizada para reducir al máximo el número de trabajos retrasados. Para ello realizan los 4 siguientes pasos:
1. Ordena los trabajos de acuerdo a la regla FE.2. Encuentra el primer trabajo retrasado en la lista
(trabajo i). 3. En la secuencia 1,2,..., i encuentra el trabajo con
mayor tiempo de procesamiento. Quita ese traba-jo y vuelve a la operación 2.
4. Completa la secuencia añadiendo en cualquier orden los trabajos rechazados en la operación 3.
Los únicos trabajos retrasados serán los que se aña-den al final de la planificación, y son el menor número posible.
En resumen, existen otras reglas de prioridad en la literatura, también se encuentran algunas pequeñas va-riaciones en sus definiciones. Sin embargo, la experien-cia señala que TPC es, en general, la mejor técnica para minimizar el tiempo de flujo y número promedio de tra-
bajos en el sistema. Su mayor desventaja es que los tra-bajos con tiempo de procesamiento más largo podrían retrasarse de manera continua para dar prioridad a los trabajos de duración más cortos.
La regla FE (fecha de entrega más próxima) minimiza los retrasos, lo cual puede ser muy útil para los trabajos que imponen una penalización costosa si no son entre-gados en la fecha comprometida.
La razón crítica ayuda a dar seguimiento dinámico al avance de los trabajos, es decir, ajusta automáticamen-te las prioridades según los cambios en la demanda y el avance de los trabajos.
Se dispone en el mercado de paquetes de computa-ción que proporcionan resultados de las reglas de prio-ridad que van desde las que señalamos anteriormente hasta soluciones complejas para talleres de producción continua e intermitentes.
Metodología de la Investigación
Este artículo pretende resolver el problema que se está presentando en la Programación de la Producción en los Talleres en relación con la bibliografía descontex-tualizada de la realidad venezolana, además de generar nuevos conocimientos con algoritmo basados en varia-bles inéditas para ser aplicadas en Talleres y PyMEs de los sectores manufactura o servicio. Metodológicamente este libro se inscribe en la modalidad de investigación documental, los pasos para realizar son:
5. Ubicación de las fuentes de información electró-nica en buscadores académicos e impresos en bibliotecas universitarias y librerías. La primera revisión se orientara a una primera lectura del resumen para el caso de las revistas y el índice en los capítulos de libros, a fin de comprobar si realmente abordaban el tema de planificación de la producción en talleres.
6. Revisión sistemática de cada una de las fuentes seleccionadas. El material en su mayoría es di-gital se procedió a crear cuatro carpetas con los subtemas: programación de la producción gene-ralidades, secuencias de trabajo con prioridades, secuencias en función de las máquinas y asigna-ción de la mano de obra.
7. Registro en un cuaderno de notas de todo el ma-terial seleccionado por subtema con los siguien-tes datos: título, autor y datos más relevantes

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
40
para la investigación, con la finalidad de ubicarlo más rápido.
8. Redacción del artículo, el primer paso es elaborar un esquema de su estructura por capítulo. Luego se van estructurando los temas de cada capítulo con su abordaje teórico y su respectivo estudio de casos contextualizado en los talleres del país.
9. Solicitud del proceso de arbitraje por tres pares y validación con los estudiantes de la asignatu-ra Planificación y Control de la Producción en la UNEG.
Desarrollo del Algoritmo “MG/ TP” Mayores Ganancias entre Tiempo de Procesamiento
Durante 12 años de experiencias abordando el tema de Talleres uno de los grandes retos que he enfrentado es lograr conectar lo teórico y lo práctico, la mayoría de la bibliografía presenta una colección de modelos y al-goritmos, muchos de ellos no se ajustan con exactitud o sencillamente no aplican a las situaciones que se en-cuentran en las empresas venezolanas. Para compren-der como establecen la secuencia de los trabajos en las PyMEs todos los semestres se les asignaba a cada grupo una empresa diferente para que se estudiara su método de trabajo, el objetivo era determinar ¿Cómo se establecía la secuencia de procesamiento de las órde-nes de trabajo que llegaban al taller?
Después de varios años se recopilo la información de una muestra representativa de PyMEs manufactureras y de servicio, en total obtuvieron datos de 57 Metalme-cánicas y 123 de servició. Esta data permitió desarrollar un nuevo algoritmo en base a como se trabaja en las PyMEs lo denominaremos: “MG/ TP” mayores ganan-cias entre tiempo de procesamiento, de acuerdo a esta regla se programa primero el trabajo que genere las mayores ganancias considerando un elemento adicional que es el tiempo.
El procedimiento del algoritmo dinámico propuesto MG/ TP es el siguiente: 1) Divide el margen de ganan-cia (MG) entre el tiempo de procesamiento (TP). 2) Se establece la secuencia de programación ordenando los resultado de la razón MG/ TP de mayor a menor y se calcula el tiempo de flujo y el retraso. 3) Actualización constante con las ordenes que van llegando al taller. Se-guidamente se presenta un estudio de caso donde se aplica el algoritmo MG/ TP.
El taller Madermar, fabrica muebles de cocina. Las órdenes entregadas siguen diferentes secuencias a tra-vés del taller. A continuación se presenta la información respecto a los cinco trabajos que llegaron a lo largo de una semana y que deben ser programados en el taller. Se aplicara el algoritmo MG/ TP para encontrar la se-cuencia óptima.
TrabajoTiempo de Procesa-
miento (días)
Fecha de recepción
de la orden
Fecha de Entrega de la orden (días)
Margen Ganancia
010 30 205 260 300
020 16 211 258 500
030 8 210 260 300
040 20 215 270 400
050 10 216 275 200
Paso 1: Divide el margen de ganancia (MG) entre el tiempo de procesamiento (TP)
Secuencia de los trabajos
MG (días)
TP MG/ TP FE (días)
010 300 30 300/30 = 10 260
020 500 16 500/16 = 31,25 258
030 300 8 300/8 = 37,5 260
040 400 20 400/20 = 20 270
050 200 10 200/10 = 20 275
Paso 2: Se establece la secuencia de programación ordenando los resultado de la razón MG/ TP de mayor a menor y se calcula el tiempo de flujo y el retraso
Secuen-cia de
los tra-bajos
MG (días)
TP MG/ TP FE (días)
Tiempo de Flujo TF
Retraso del Tra-
bajo (días)
030 300 8 300/8 = 37,5 260 210 + 8 = 218 0
020 500 16 500/16 = 31,25 258 218 + 16 = 234 0
040 400 20 400/20 = 20 270 234 + 20 = 254 0
050 200 10 200/10 = 20 275 254 + 10 = 264 0
010 300 30 300/30 = 10 260 264 + 30 = 294 34
84 214 34
Tiempo de flujo total: 8+24+44+54+84 = 214 díasTiempo promedio de terminación: 214/5= 42,8 díasNº de trabajo en el sistema = 214/84= 2,54 díasPromedio de atraso: 34/5= 6,8 díasUtilización = 84/214= 39,25%
La secuencia óptima es 030-020-040-050-010 apli-cando el algoritmo “MG/ TP” mayores ganancias entre

Marian Gómez Hernández Capítulo 4. Asignación de Mano de Obra
41
tiempo de procesamiento, con un tiempo promedio de terminación de 42,8 días y el tiempo promedio de atraso de 6,8 días. Esta nueva forma de secuenciar las órde-nes de trabajos que llegan al taller y compiten por las máquinas incorpora dos factores importante en la toma de decisión como lo son el margen de ganancia combi-nado con el tiempo de procesamiento.
Conclusiones
Después de varios años de experiencia docente y del trabajo de investigación en los sistemas de produc-ción del país, me han permitido concluir que existen si-tuaciones particulares que diferencian a las empresas
cuando elaboran sus programas de producción. Estas diferencias son, principalmente, programas de produc-ción basados en: a) la experiencia de los dueños de la empresa, b) la prioridad de la orden de trabajo la tiene aquella genere mayores beneficios c) la improvisación en el manejo de las órdenes de trabajo, y d) el escaso manejo de sistemas informáticos.
La presente investigación aporta un algoritmo dinámi-co para secuenciar las ordenes de trabajo denominado: “MG/ TP” mayores ganancias entre tiempo de procesa-miento, que permite incorporar estos dos factores en la toma de decisión, basado en la forma empírica de traba-jo en las PyMEs donde su prioridad para procesar está en función del margen de ganancias de la orden de tra-bajo que llega al taller.
Referencias Bibliográficas
Chase, R. & Aquilano, N. (2000). Dirección y Administración de la Producción y de las Operaciones, 8ª. Ed., Editorial IRWIN, Barcelona.
Fernández, M. Gómez T. & Capuz S. (2009). Diagnóstico de la Implantación de la Ecoeficiencia en las Pequeñas y Medianas Industrias Venezolanas. ANALE S de la Universidad Metropolitana Vol. 9, Nº 2 (Nueva Serie),: 119-136
Heizer, J. & Render, B. (2004). Principios de la Administración de Operaciones. 5ª. Ed., Editorial Prentice Hall, Mexico.
Narasimhan, S. et.al (1996). Planeación de la Producción y Control de Inventarios, Editorial. Prentice Hall, México.
Sipper, D. y Bulfin, R. (1998). Planificación y Control de la Producción. USA. McGranw-Hill Companies, Inc.
Chase, R. y Aquilano, N. (2000). Dirección y Administración de la Producción y de las Operaciones, 8ª. Ed., Editorial IRWIN, Barcelona.
Fernández, M. Gómez T. y Capuz S. (2009). Diagnóstico de la Implantación de la Ecoeficiencia en las Pequeñas y Medianas Industrias Venezolanas. ANALE S de la Universidad Metropolitana Vol. 9, Nº 2 (Nueva Serie),: 119-136
Gómez, M (2009). Desarrollo de un Modelo de Evaluación de la Gestión del Conocimiento en Empresas de Manufactura. Tesis (Doctoral), E.T.S.I. Industriales (UPM). Disponible: http://oa.upm.es/5972/
Gupta, J. (1971). A functional heuristic algorithm for the flow-shop scheduling problem. Operacional Research Quarterly 22 (1) March.
Gupta, J. (1972). Heuristic Algorithms for Multistage Flow Shop Problem. AIIE Transactions, 4, 11-18.
Heizer, J. & Render, B. (2004). Principios de la Administración de Operaciones. 5ª. Ed., Editorial Prentice Hall, Mexico.
Johnson, D. (1954). Optimal Two-and Three-Stage Production Schedules with Setup Time Included, Naval Resea.
Narasimhan, S. et. al (1996). Planeación de la Producción y Control de Inventarios, Editorial. Prentice Hall, México.