aceites hidraulicos
DESCRIPTION
Qué aceites hidráulicos se usan en la industriaTRANSCRIPT
b^* "-
~^*^
^r,Vr^"y
L *.
- Tf- »; »T»?^-"fiS"* ->jTr;
-, S'
i r ;?sn
4.-VAÍJ
■Ael
a/fis&' FAí-•".-:
CEPSA
Dpto. Lubricantes Consumidores
Directos
C/ Princesa, 3, 6o
MADRID 8
— 1 —
ACEITES HIDRÁULICOS , NORMAS Y ESPECIFICACIONES
FECHA
DICIEMBRE - 79
NORMAS Y ESPECIFICACIONES
OBJETO
Así como en cualquier proceso de fabricación es indispensable disponer de
algún medio para controlar las características del producto que se está -
elaborando, en la fabricación de aceites lubricantes ocurre exactamente -
lo mismo.
Los modernos procesos de esta industria no hubieran sido posibles, de no
haberse trazado métodos para ensayar los productos a medida que la indus
tria se perfeccionaba.
Estos métodos de ensayo de su misión de control para los fabricantes, han
pasado a figurar como patrones de calidad para los compradores, al usarse
como especificaciones de compras.
RACIONALIZACIÓN DE NORMAS DE ENSAYO
Todos los métodos de ensayo pasan por un proceso evolutivo. Desarrollado
un ensayo por una persona o por una organización, se comunica a otros, -
quienes a su vez lo prueban, pudiendo llegar a ser adoptado oficialmente
o descartado según sea su valor para el fin propuesto.
En el caso de la A.S.T.M. (Sociedad Americana para el Ensayo de Materiales)
el proceso es el siguiente: Después de un periodo de investigación se publi
can como "Métodos Propuestos" para investigaciones ulteriores. Si posterior
mente demuestran ser de valor, son adoptados como "Métodos Tentativos", los"
que pueden eventualmente ser abandonados o adoptados definitivamente como -
"Métodos Oficiales de Ensayo" de la A.S.T.M.
CLASIFICACIÓN DE LOS ACEITES HIDRÁULICOS
Las normas DIN 51524 y 51525, igualmente la V.D.M.A. 24318 (Verein Deutscher
Maschinenbau Anstalten), establecen dos líneas de productos:
- HL, aceites hidráulicos con aditivos antioxidantes
y antiherrumbrantes.
-. HLP, aceites hidráulicos del tipo HL, con aditivos
antidesgaste.
> MOD - S - 0004
ACEITES HIDRÁULICOS , NORMAS Y ESPECIFICACIONES
FECHA
DICIEMBRE - 79
Normas y métodos de ensayo para el control de características en aceites
hidráulicos y especificaciones :
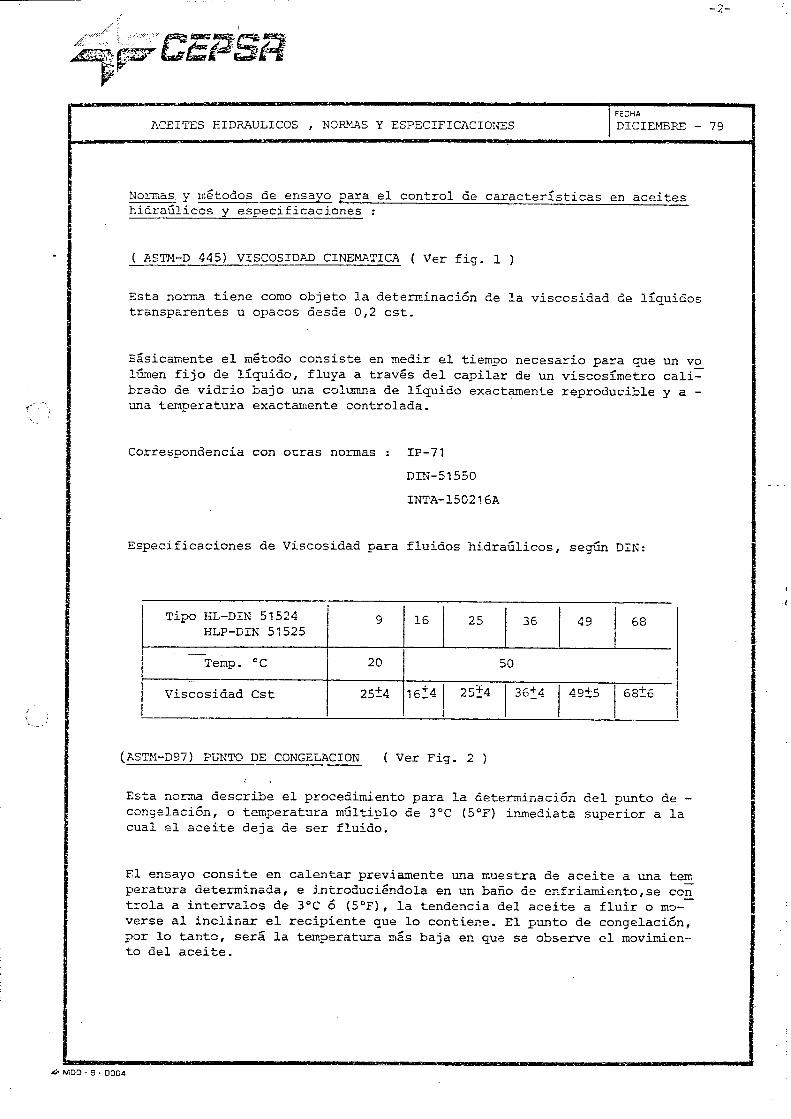
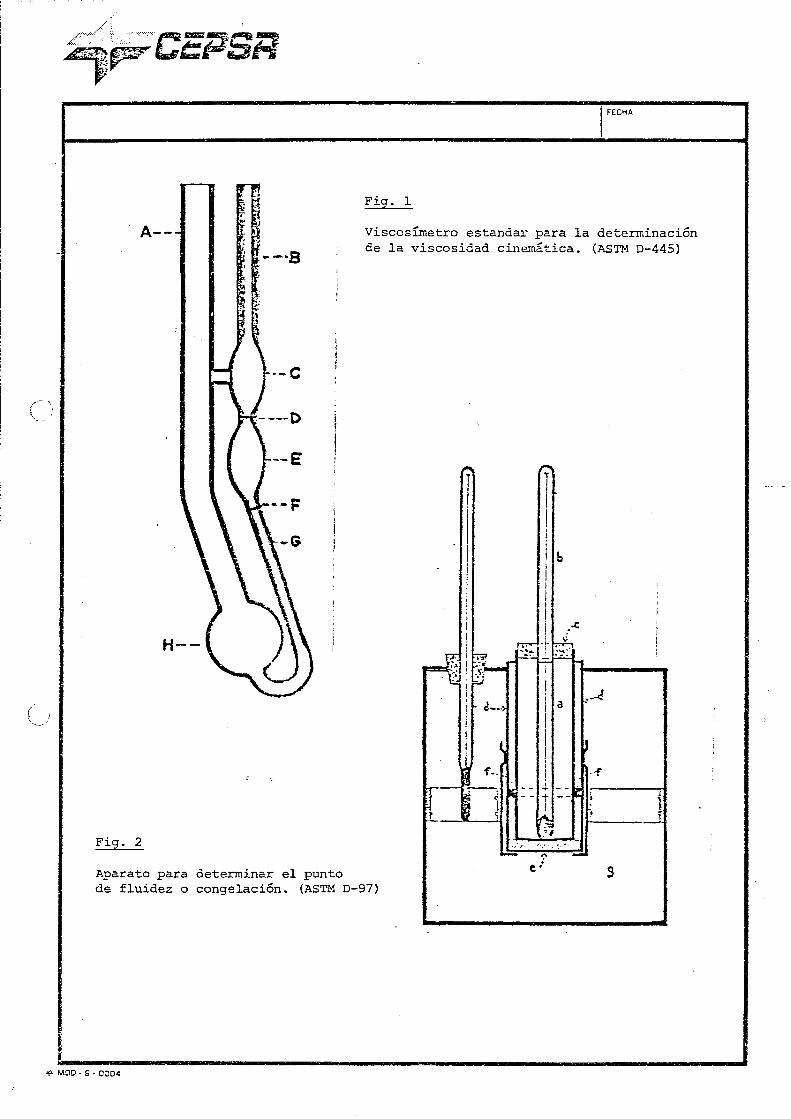
( ASTM-D 445) VISCOSIDAD CINEMÁTICA ( Ver fig. 1 )
Esta norma tiene como objeto la determinación de la viscosidad de líauidos
transparentes u opacos desde 0,2 cst.
Básicamente el método consiste en medir el tiempo necesario para que un vo
lumen fijo de líquido, fluya a través del capilar de un viscosímetro cali
brado de vidrio bajo una columna de líquido exactamente reproducible y a -
una temperatura exactamente controlada.
Correspondencia con otras normas : IP-71
DIN-51550
INTA-150216A
Especificaciones de Viscosidad para fluidos hidráulicos, según DIN:
Tipo HL-DIN 51524
HLP-DIN 51525
Temp. °C
Viscosidad Cst
9
20
25±4
16 25 36 49 68
50
16Í4 25Í4 3&Í4 4BÍ5 68Í6
(ASTM-D97) PUNTO DE CONGELACIÓN ( Ver Fig. 2 )
Esta norma describe el procedimiento para la determinación del punto de -
congelación, o temperatura múltiplo de 3°C (5°F) inmediata superior a la
cual el aceite deja de ser fluido.
El ensayo consite en calentar previamente una muestra de aceite a una tem
peratura determinada, e introduciéndola en un baño de enfriamiento,se con
trola a intervalos de 3°C 6 (5°F), la tendencia del aceite a fluir o mo-~~
verse al inclinar el recipiente que lo contiene. El punto de congelación,
por lo tanto, sera la temperatura más baja en que se observe el moviraien-
to del aceite.
MDD - 9 - 0004
ACEITES HIDRÁULICOS , NORMAS Y ESPECIFICACIONESFECHA ■
DICIEMBRE - 79
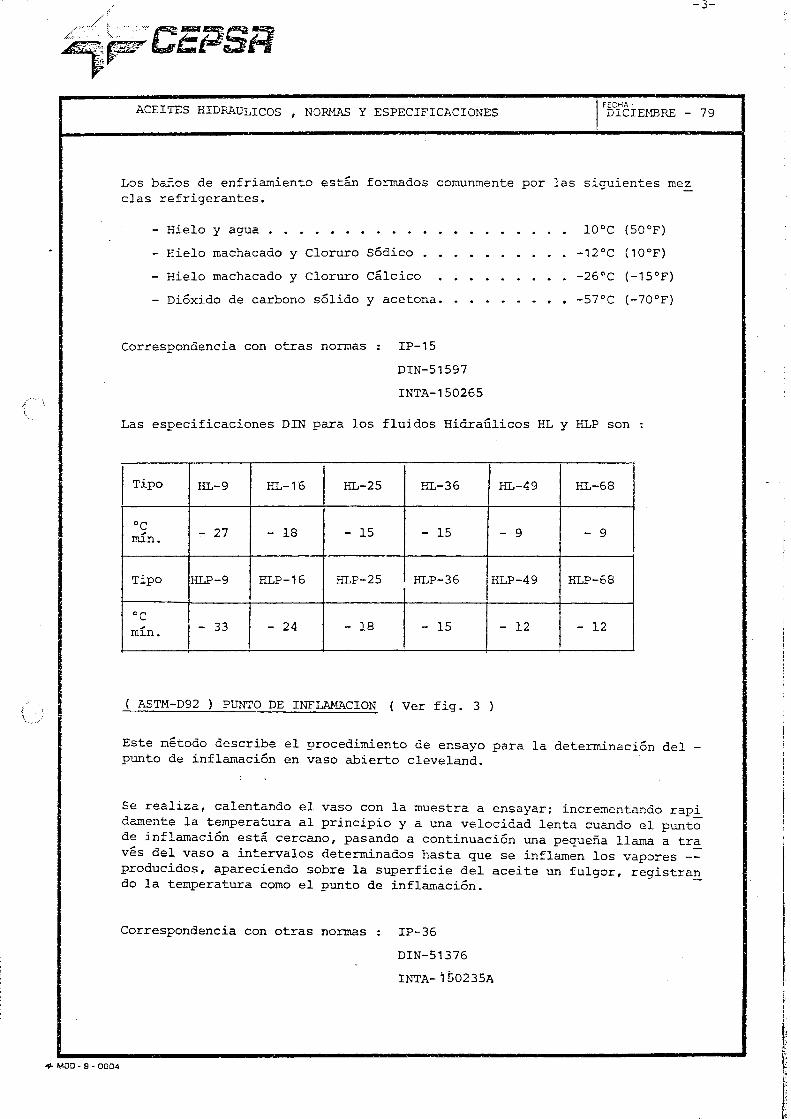
Los baños de enfriamiento están formados comunmente por las siguientes mez
cías refrigerantes.
- Hielo y agua 10°C (50°F)
- Hielo machacado y Cloruro Sódico -12°C (10°F)
- Hielo machacado y Cloruro Calcico -26CC (-15°F)
- Dióxido de carbono sólido y acetona -57°C (-70°F)
Correspondencia con otras normas : IP-15
DIN-51597
INTA-150265
Las especificaciones DIN para los fluidos Hidráulicos HL y HLP son :
Tipo
°c
rain.
Tipo
°C
mln.
HL-9
- 27
HLP-9
- 33
HL-16
- 18
HLP-16
- 24
HL-25
- 15
HLP-25
- 18
HL-36
- 15
HLP-36
- 15
HL-49
- 9
HLP-49
- 12
HL-68
- 9
KLP-68
- 12
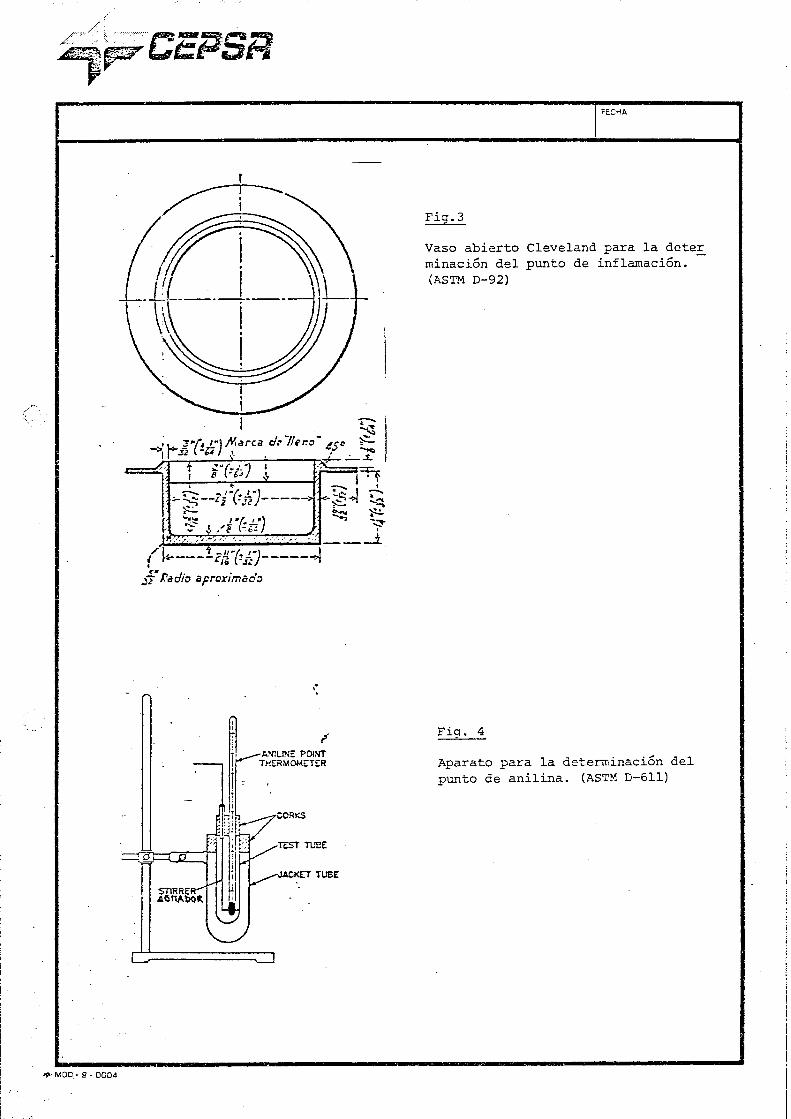
( ASTM-D92 ) PUNTO DE INFLAMACIÓN ( Ver fig. 3 )
Este método describe el procedimiento de ensayo para la determinación del -
punto de inflamación en vaso abierto Cleveland.
Se realiza, calentando el vaso con la muestra a ensayar; incrementando rapi
damente la temperatura al principio y a una velocidad lenta cuando el punto"
de inflamación está cercano, pasando a continuación una pequeña llama a tra
vés del vaso a intervalos determinados hasta que se inflamen los vapores -~producidos, apareciendo sobre la superficie del aceite un fulgor, registrando la temperatura como el punto de inflamación. ~
Correspondencia con otras normas : IP-36
DIN-51376
INTA-150235A
MOD - 9 - QODA
-4-
r
ACEITE HIDRÁULICO , NORMAS Y ESPECIFICACIONESFECHA
DICIEMBRE - 79
Las exigencias para aceites Hidráulicos HL y HLP según DIN, son:
Tipo HL
KLP
°C
mínimo
9
125
16
165
25
175
36
185
49
195
68
205
( ASTM D-611 ) PUNTO DE ANILINA ( Ver fig. 4 )
Se define como Punto de Anilina a la temperatura mínima de equilibrio pa
ra la disolución de volúmenes iguales de anilina y muestra.
Este ensayo se realiza mezclando mecánicamente 10 mi. de anilina y 10 mi.
de muestra. Se calienta a una velocidad controlada de 1 a 3°C por minuto
hasta que se hace miscible. Se enfría después a una velocidad controlada
de 1 a 3°C. por minuto y la temperatura a la cual se separan las dos fa
ses se toma como punto de anilina.
- Esta norma se corresponde con la INTA-150248 B.
El valor aceptable del punto de anilina en aceite hidráulico es de 80 a
90°C.
( ASTM-D943 ) CARACTERÍSTICAS DE OXIDACIÓN DE ACEITES DE TURBINAS
Este ensayo para aceites de turbinas se realiza igualmente en aceites hi
dráulicos para determinar el número de horas necesarias, para alcanzar en
unas condiciones favorables a la oxidación, un número de acidez de 2 mg.
de KOH.
Los valores que podemos considerar como aceptables están comprendidos en
tre 1000 y 1500 horas.
Correspondencia con otras normas : IP-157
DIN-51587
INTA-150517
•$• M0D • S - 00D4
ACEITES HIDRÁULICOS, NORMAS Y ESPECIFICACIONES
FECHA
DICIEMBRE - 79
( ASTM-D 2160 ) ESTABILIDAD TÉRMICA DE FLUIDOS HIDRÁULICOS
Mediante este ensayo se determinan, las variaciones que experimentan las
características de un fluido hidráulico al ser sometido a elevadas tem
traperaturas .
El ensayo consiste en calentar una muestra de 20 mi. de aceite filtrada
durante un periodo de 6 horas y se introduce en un aparato de cristal -
para eliminar posibles efectos de catálisis, el aire es eliminado por -
vacio antes de iniciar el ensayo para evitar oxidaciones variables y se
somete a una temperatura de 500 y 600 °F (260°C y 316CC).
Al finalizar el ensayo se miden las variaciones experimentadas en: Aspec_
to visual, volatilidad, viscosidad y número de neutralización.
( M-334 ) PRUEBA DE OXIDACIÓN B 10 y B 10A
El método Mobil 334 determina la resistencia que ofrece a la oxidación
un aceite bajo condiciones especificadas.
El ensayo se realiza sometiendo una muestra de aceite a un calentamiento
durante 40 horas, a una temperatura de 127CC (260cF) en la cual se han in
troducido metales (hierro, cobre, aluminio y plomo), que actúan como ca
talizadores, y se inyecta aire.
Finalizado el ensayo, se mide el aumento de viscosidad producido por la
oxidación.
La prueba B 10A se realiza de la misma manera, únicamente se reduce el —
tiempo del ensayo a 24 horas y a una temperatura más elevada 163°C (325CF)
Los valores que podemos considerar como normales son las variaciones en la
viscosidad del orden del 2%.
*» MOD - 9 - 0004
ACEITES HIDRÁULICOS , NORMAS Y ESPECIFICACIONES
FECHA
DICIEMBRE - 79
( MHF D-69 ) DURACIÓN DE FLUIDOS HIDRÁULICOS
Las condiciones en las que se realiza este ensayo de Mobil son las siguien_
tes:
Una muestra de aceite de 22 litros se hace circular a través de una bomba
de paletas Vickers tipo V 134 D a una presión de 112 bar (114,24 Kg/cm^),y
temperatura de 71°C en un circuito cerrado en el cual se introduce antes y
cada 500 horas un o,05 % de agua, de forma que ésta permanezca ccntinuamen_
te en emulsión.
En el depósito del circuito se introducen metales que actúen como cataliza_
dores , virutas y hierro y cobre.
El circuito dispone de un filtro de 30 mieras de malla.
En el momento que se formen depósitos en el filtro se reportan las horas
que se han necesitado.
El valor aceptable*para cualquier aceite hidráulico debe ser de 500 a 700
horas.
( ASTM-D 665 ) CARACTERÍSTICAS ANTI-HERRUMBRE DE ACEITES PARA TURBINAS DE -
VAPOR EN PRESENCIA DE AGUA
Este método de ensayo nos describe los dos procedimientos para determinar -
las propiedades antiherrumbrantes de un aceite. Procedimiento A) con agua -
destilada y B) con agua de mar sintética.
Los resultados se indican como "pasa" o "no pasa".
En el caso de los aceites hidráulicos la especificación es "pasa".
Correspondencia con otras normas : IP-135
DIN-51585
INTA-150493A
<* M0D - 9 - 0004
-7-
ACEITES HIDRÁULICOS , NORMAS Y ESPECIFICACIONES
FECHA
DICIEMBRE 1979
f
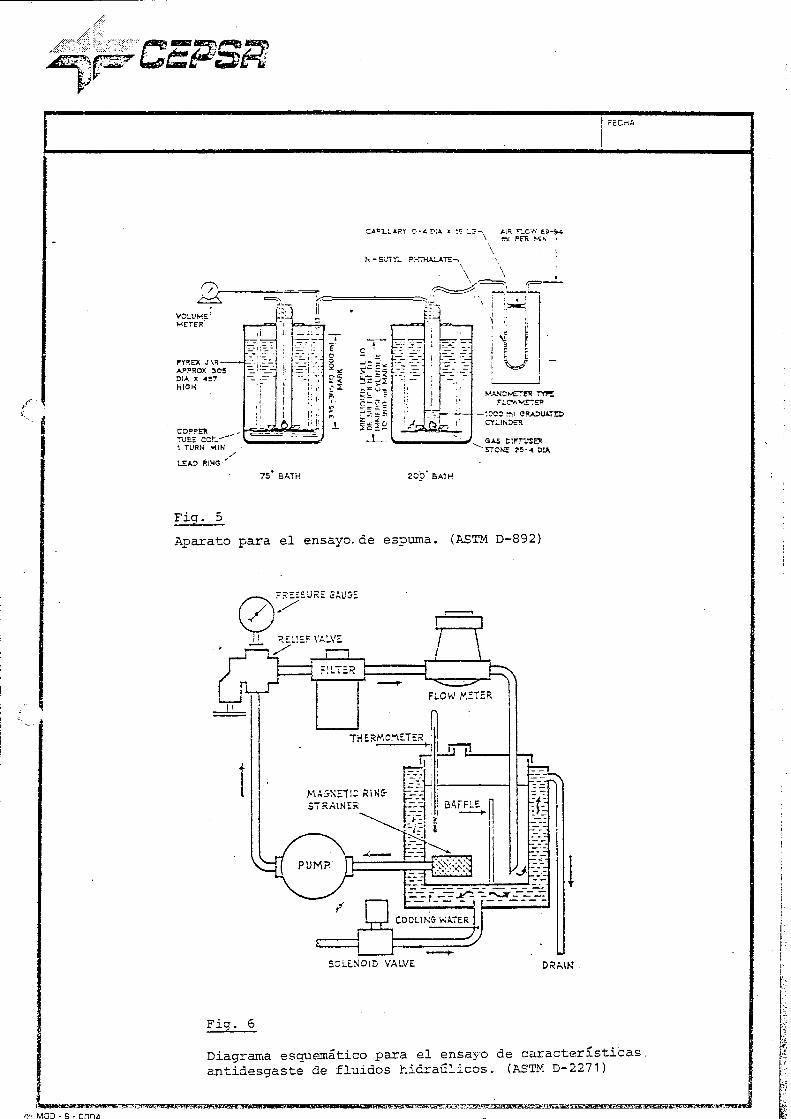
( ASTM D-892 ) CARACTERÍSTICAS ESPUMANTES DE ACEITES LUBRICANTES ( Ver fig. 5 )
Este método de ensayo tiene como finalidad la determinación de las caracte
rísticas espumantes de aceites lubricantes.Tendencia a la formación y esta_
bilidad de la espuma a unas temperaturas específicas.
La prueba se desarrolla en tres fases:
1.- Una muestra mantenida a una temperatura de 75°F (24°C), es sometida a
un soplado con aire a un flujo constante durante 5 minutos,a continua_
ción se le deja reposar durante 10 min. y se mide el volumen de espu
ma antes y después del periodo de reposo.
2.- El mismo ensayo se repite con una segunda muestra a 200°F (93,5°C) y
se anota el volumen de espuma obtenido antes y después del periodo de
reposo.
3.- A esta segunda muestra, se le elimina la espuma y se le deja enfriar
hasta 75°F, procediendo a continuación de igual manera que en 1).
Los volúmenes de espuma medidos al principio del periodo de reposo, -
nos indican la tendencia a la formación de espuma, y los siguientes -
después del periodo de reposo representan la estabilidad de la espuma.
Los resultados del ensayo se dan, indicando primero los mi. de tenden_
cia a la formación de espuma y a continuación los mi. de espuma des
pués del reposo.
Los valores aceptables para aceites hidráulicos están comprendidos en
tre 150 (0) - 0 (0) .
Correspondencia con otras normas : IP-146
INTA-150255
DIN - 51381 )DESPRENDIMIENTO DE AIRE
Las propiedades que tiene un aceite para liberar el aire, puede ser determina
do por este ensayo.
Consiste en medir el tiempo necesario para que el aire inyectado en una mues
tra de aceite se reduzca a no más del 0,2%. La prueba es realizada a distintas
temperaturas.
V MOO - 9 - 00 DJ
-3-
-y-
ACEITES HIDRÁULICOS , NORMAS Y ESPECIFICACIONES
FECHA
DICIEMBRE -79
Los valores de especificación según DIN para los aceites hidráulicos tipo
HL y HLP son los siguientes :
Tipo HL y
HLP
° c
Minutos
9
25
16 25 36 49
50
5
68
75
10
( ASTM-D 1401 ) DEMULSIBILIDAD
La capacidad que tiene un aceite para separarse del agua, se determina me
diante este ensayo.
Los resultados de la prueba se dan de la forma siguiente :
Aceite / Agua / Emulsión - tiempo
Los valores admisibles para aceites hidráulicos son del orden :
40 - 37 - 3 - 60-min.
Otro tipo de ensayo que nos determina estas características es el IP-19,me_
diante el cual se mide el tiempo necesario para la separación de una mez
cla de los volúmenes iguales de aceite y vapor de agua.
En los aceites hidráulicos, el tiempo que podemos considerar como acepta
ble es del orden de 200 a 150 segundos.
( ASTM-D 2271 ) EXAMEN PRELIMINAR DE FLUIDOS HIDRÁULICOS (PRUEBA ANTI-
DESGASTE) ( Ver fig. 6 )
Este método está recomendado para determinar las características antides
gaste de un aceite hidráulico.
El ensayo se realiza haciendo circular un volumen determinado de aceite hi_
draúlico a través de una bomba de paletas, durante 1000 horas y bajo condi_
ciones de 1000 psi (70 Kg/cm2), de presión, 1200 r.p.m. de velocidad ya-
150°F ( 66°C ) de temperatura.
V MOD - 9 - 00D¿
-9-
ACEITES HIDRÁULICOS , NORMAS Y ESPECIFICACIONESDICIEMBRE - 79
Acabado el ensayo se mide el desgaste reportando las diferencias en peso
de las distintas partes de la bomba, así como, el porcentaje sobre las -
pérdidas totales.
Los valores aceptables para fluidos KLP, están comprendidos entre 150 a
200 mg. de pérdida en peso de la bomba.
( ASTM-2882 ) CARACTERÍSTICAS ANTIDSSGASTE. ENSAYO DE FLUIDOS HIDRÁULICOS
EN BOMBA DE PALETAS
rPara calcular las propiedades antidesgaste de un fluido hidráulico en bom
ba de paletas trabajando a elevadas presiones se utiliza éste método.
Consiste en hacer circular un volumen de 11,4 litros de aceite a través -
de una bomba Vickers V 104 C de paletas a una presión de 2000 psi (140
Kg/cm2), y a una velocidad de 1200 r.p.m. a la temperatura de 150°C (66,6
CC), para viscosidades inferiores a 50 cst a 100°F y a una temperatura de
175°F (79°C), para viscosidades superiores, durante 100 horas.
Al final de la prueba se comprueba el desgaste en mg. de la bomba (pale
tas, ejes, etc.), dando las observaciones sobre formación de depósitos,
deterioración, etc.
Las pérdidas en mg. de la bomba, que son admisibles para aceites hidraúli
eos HLP, son los inferiores a 250 mg.
•Otra prueba de interés para determinar las propiedades antidesgaste, es -
la FZG.
Para los aceites hidráulicos del tipo HLP, la especificación es la de pa
sar la lO^etapa y la relación entre el desgaste en mg. y la energía total
transmitida a través de los engranajes señala un valor de 0,27 mg/Kwh.
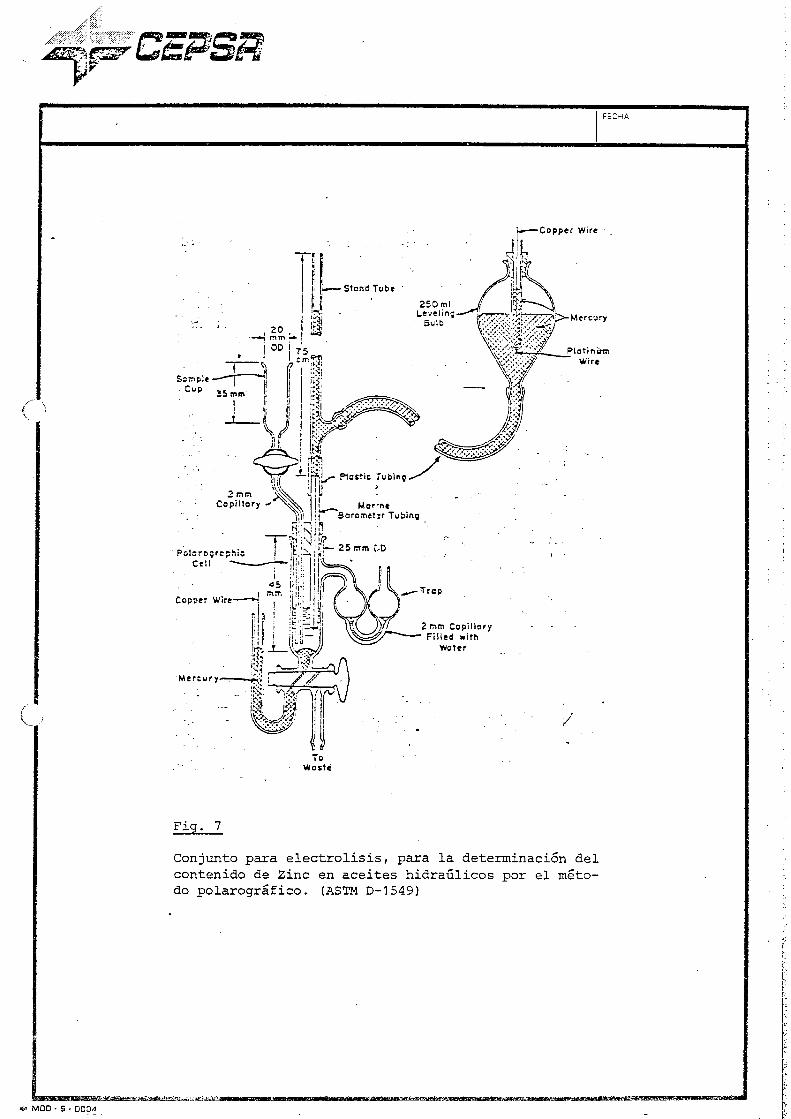
( ASTM-D 1549 ) ZINC EN ACEITES LUBRICANTES (MÉTODO POLAROGRAFICO) (Ver fig.7)
Este método de ensayo sirve para determinar el % en peso del contenido en
zinc en aceites lubricantes.
En resumen, el ensayo consiste en establecer una relación entre una solu
ción estándar de Zinc y Cadmio con la solución muestra, registrado a tra
vés de un polarógrafo.
1 ¿alSS^;L'5&^^~g5*^g?^gS3gOgg&BJ^^
■ WiOD - B - 0D04
-10-
/■fc
I?
ACEITES HIDRÁULICOS , NORMAS Y ESPECIFICACIONES
fe;ha _
DICIEMBRE - 79
El % peso de Zinc en la muestra se determina por la relación :
/ ¿
W
A1 . 10W
Peso del Zinc de la solución estándar.
Nivel registrado de la solución estándar.
Nivel registrado en el polarógrafo de la solución muestra.
Peso de la muestra usada.
- Otro método para analizar el contenido en Zinc de urt aceite, es el
de Perkin y Elmer por método espectrofotométrico. El contenido se
dá en p.p.m. ( partes por millón ).
<5» MQC-.S - QDOd
A—
f
Fig. 1
Viscosímetro estándar para la determinación
de la viscosidad cinemática. (ASTM D-445)
Fig. 2
Aparato para determinar el punto
de fluidez o congelación. (ASTM D-97)
-
1 í 1— — -
A
■
b
3
—
■ti
i
< ' j
£
--^
J
-f
! i
s
MOD - S - 00D4
X.
i c- it.¡
j?" Pedio aproximado
ST1RRER-"
THERMOMETER
V iCORKS
W
]$
•TEST TUSE
^^-JACKET TUBE
Fig.3
Vaso abierto Cleveland para la deter_
minacion del punto de inflamación.
(ASTM D-92)
Fig. 4
Aparato para la determinación del
punto de anilina. (ASTM D-611)
4J.-M00- 9 - ODOA
FECHA
capllary o-*d;a x :s ls-
N - SJTTl. PH7HA1ATE-
AR r.C« 69-94
ni PER MIS i
VOLUME
METTER'
PYÍEX J\R
APPRC* 305
DÍA X 45?
HIGH
COPPEK
TüEE COlL~"1 TURN MIN
LEAS RING■'
li
ii
i;
! !
1:
i;
Í1
1!
——
1!
:Í7"-~-
=?¡ :J:
;;f
i:..
ce r~L*:-LJ~. | .—z_ !*_:
í=3¿2
§£^E
ñls
1
75 BATH 200 BATH
'i r ü
1 í! KJ
MA.M0MZTET! Tff
FLCWVETER
•.000 rü
CYLINDER
GAS CIFFVSES
i-A día
Fig. 5
Aparato para el ensayo, áe espuma. (ASTM D-892)
rSEíSURE GAU5Z
DRAIN
Fig. 6
Diagrama esquemático para el ensayo de características
antidesaaste de fluidos hidráulicos. (ASTM D-2271)
M0D - £ - DOO-a
FECHA
rCopper Wire ■
Mercury
Plotinírm
Wire
Polcrogrcph
Celi
Copper Wire
2 mm Copillory
Filled with
Vtoter
Mercury
Fig. 7
Conjunto para electrólisis, para la determinación del
contenido de Zinc en aceites hidráulicos por el méto
do polarográfico. (ASTM D-1549)
MOD • S - OODá
compañía española de petróleos, s. a
W A D R I D -2
ACEITES HIDRÁULICOS
SELECCIÓN DEL FLUIDO HIDRÁULICO
Un aceite hidráulico adecuado además de transmitir potencia eficazmente, lubr_i
car las partes móviles y-evitar las pérdidas por fugas, deberá resistir la ox¿
dación causada por el calor producido y contaminantes, deberá separarse fácil
mente del agua y no formará espuma ni herrumbre.
El factor más importante en la selección de un fluido hidráulico es su viscosji
dad. Para una transmisión de potencia máxima, un aceite debe fluir a través
del sistema hidráulico con la mínima perdida de presión y velocidad. Natural
mente un aceite muy ligero pasará con mayor facilidad a través de un sistema
hidráulico y la respuesta de los elementos hidráulicos será más rápida. No
obstante, un aceite hidráulico no puede ser tan ligero que no lubrique adecua
damente o se produzcan fugas a través de los ajustes mecánicos y retenes.
Cuando el aceite hidráulico circula, lubrica las partes móviles frecuentemente
con películas de aceite extremadamente finas. Si el aceite es demasiado lige
ro o no tiene suficiente resistencia de película, la capa de aceite formada en_
tre las partes móviles será despedida o rota. Cuando ocurre esto el contacto
metal-metal causa un desgaste rápido, se produce calentamiento excesivo, y por
lo tanto una caída en la eficacia hidráulica. Por lo general, cuando más vis
coso sea el aceite hidráulico lubricará mejor los componentes hidráulicos. El
aceite hidráulico deberá tener la viscosidad suficiente para evitar fugas, ya
que las bombas hidráulicas y válvulas no tienen empaquetaduras internas y, por
lo tanto, los espacios entre las partes móviles deben rellenarse con el propio
aceite.
Teóricamente un fluido hidráulico debe ser lo suficientemente ligero para trans_
mitir rápidamente la mayor potencia posible con la menor caída de presión y lo
suficientemente viscoso para lubricar correctamente a la vez que sirva de ele
mento de cierre.
MOD.3B5-MO-10.00fr-3-77 S
compañía española de petróleos, s. a _2_
MADRID-2
Para reforzar las características lubricantes de un aceite hidráulico sin variar
su viscosidad, y por lo tanto su eficacia en la transmisión de potencia, estos
aceites son aditivados con productos que les proporcionan características anti
desgaste. Estos aditivos son capaces de formar una ligazón química con las su
perficies metálicas a proteger, interponiéndose entre ellas de tal forma que evi
tan el contacto metal-metal y, por consiguiente, disminuyen considerablemente
los desgastes que se originarían en las bombas, etc.
Las normas V.D.M.A. 24318 clasifican como HLP a los aceites hidráulicos que con
tengan los suficientes aditivos antidesgaste para poder superar la etapa 10a de
la prueba antidesgaste FZG A/8-3/90.
Otras pruebas que se realizan para determinar si un aceite hidráulico posee una
eficaz protección contra el desgaste, es someter a bombas Vickers de paletas a
un cierto tiempo de funcionamiento con aceite contaminado por agua y sin contami
nar, y al final de la prueba determinar la pérdida de peso de las paletas.j-
En la práctica los aceites con aditivos antidesgaste se deben usar en aquellos
sistemas que trabajen a presiones por ene
letas o de pistones (radiales o axiales).
sistemas que trabajen a presiones por encima de 50-75 Kg/cm usando bombas de pa_
Si el aceite es demasiado viscoso puede causar cavitación de la bomba. Esto pue_
de suceder al arrancar cuando el aceite está demasiado frío y viscoso para se
guir el movimiento de los componentes de la bomba reduciendo la eficacia de bom
beo y produciendo desgaste, ruido y vibración. También puede producirse cavita
ción como consecuencia de atascamiento en los filtros de mallas de sucesión, tu
berías mal diseñadas y localizacion de bombas a una altura excesiva sobre el
deposito.
La viscosidad no es siempre el criterio único para la selección del aceite hi
dráulico. Cuando éste se encuentra en un ambiente demasiado frío o caluroso se
deberá considerar además su índice de viscosidad, el cual da una medida de la
M0D.365-KO-10.C00-3-?? S
compañía española de petróleos, s. a
M A D R I D -2 -3—
variación de la viscosidad con la temperatura. Si un aceite debe trabajar en
un margen de temperaturas de 30 a 66°C no deberá cambiar su viscosidad entre es_
tas temperaturas, ya que si su viscosidad disminuye considerablemente a la tem
peratura superior pueden producirse fugas o rotura de película lubricante y si
se hace demasiado viscoso a la temperatura inferior puede causar cavitación,
caída de presión e ineficacia del sistema.
Aunque normalmente no se producen recalentamientos, debe preverse que pueda exis_
tir alguna sobrecarga,por lo que un aceite de índice de viscosidad superior a
90 puede considerarse como satisfactorio.
Otra consideración importante en la selección de un aceite hidráulico es su re
sistencia a la oxidación. La combinación de calor, contacto con aire y agita
ción química ejercen un fuerte efecto oxidante sobre el aceite llegando a produ
cirse gomas y barros que se depositan sobre los componentes del circuito hidráu
lico, principalmente las válvulas, dificultando el trabajo de éstas. En ocasio
nes bajo condiciones extremas, la oxidación produce ácidos corrosivos que atacan
las superficies de algunos metales, haciendo las tolerancias mayores y aumentan
do la viscosidad del aceite. • ■.
Un aceite hidráulico deberá también tener buenas propiedades para separarse del
agua y resistir la formación de emulsiones, particularmente en presencia de
aceite oxidado o partículas solidas, ya que en estas condiciones el agua tiende
a formar emulsiones y barros, que aumentan la viscosidad del aceite, disminuyen
la lubricidad y forman depósitos a través del sistema hidráulico.
Como complemento a las características apuntadas anteriormente, un aceite hidráu_
lico deberá tener un inhibidor efectivo contra la corrosión y buenas propiedades
antiespumantes.
La herrumbre no solo daña las partes metálicas, sino que se desprende y penetra
en el sistema actuando como abrasivo y acelerando la formación de lodos. Los
COMPAÑÍA ESPAÑOLA DE PETRÓLEOS, S. A _4_
M A D R I D - 2
sistemas hidráulicos deberán disponer de filtros adecuados para retener estas
partículas en caso de que se desprendan.
La espuma es una molestia persistente en un sistema hidráulico. El aire arras
trado por el aceite afecta a la incomprimibilidad de éste, o sea en un sistema
hidráulico a la rigidez de la transmisión. Además las burbujas de aire compri
midas adiabáticamente a presiones muy elevadas se calientan alcanzando tempera
turas que queman el aceite que las rodea, lo que da lugar a un olor a quemado
de toda la masa de aceite y, a largo plazo, a la formación de residuos de cok,
si bien en la mayoría de los casos no depende del aceite siendo las causas
principales de su formación:
1. Nivel de aceite demasiado bajo.
2. Tuberías de descarga sobre el nivel de aceite.
3. Entrada de aire por la tubería de aspiración.
Por ultimo para conseguir un buen funcionamiento de un sistema hidráulico, el
aceite debe tener una excelente filtrabilidad.
En un sistema hidráulico los filtros se pueden encontrar:
- Sobre la línea de aspiración: protegen la bomba, pero no pueden tener un gra
do de filtración demasiado alto para no producir fenómenos de cavitación de
la bomba.
- Sobre la línea de impulsión, entre las bombas y los utilizadores: protegen
directamente los circuitos utilizadores más críticos, permiten grados de fil
trabilidad muy elevados (en algunos casos incluso por debajo de 1 u), deben
fabricarse de tipo idóneo para resistir a presiones absolutas y diferencia-
2 9les en algunos casos muy elevadas (incluso de 300 Kg/cm y 4 Kg/cm respecti
vamente),. en la fabricación del sistema se debe tener en cuenta que dan lu
gar a perdidas de carga elevadas, especialmente cuando está parcialmente
atascados, que pueden afectar al funcionamiento de los utilizadores.
- Sobre la línea de descarga: su eficacia es limitada, pero mantiene el aceite
del depósito limpio, lo que reduce el efecto catalizador a largo plazo que
las impurezas ejercen sobre la oxidación del aceite.
compañía española de petróleos, s. a
M A D RI D-2
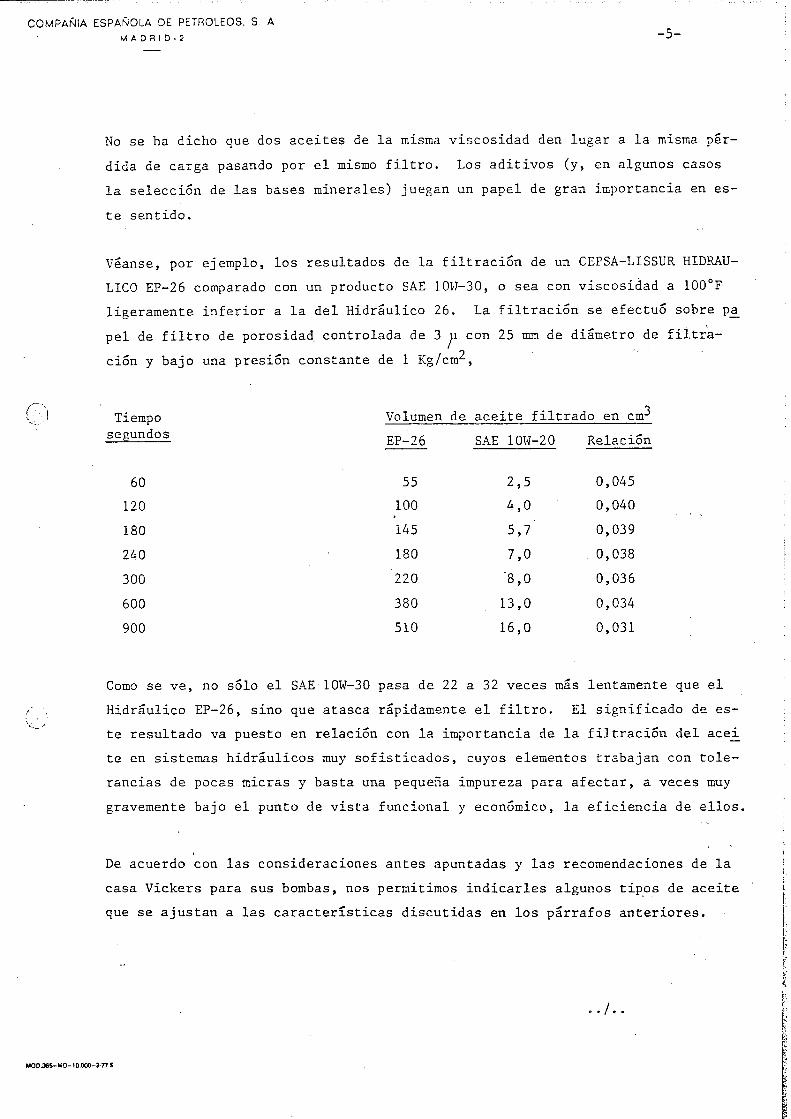
No se ha dicho que dos aceites de la misma viscosidad den lugar a la misma pér
dida de carga pasando por el mismo filtro. Los aditivos (y, en algunos casos
la selección de las bases minerales) juegan un papel de gran importancia en es
te sentido.
Véanse, por ejemplo, los resultados de la filtración de un CEPSA-LISSUR HIDRÁU
LICO EP-26 comparado con un producto SAE 10W-30, o sea con viscosidad a 100°F
ligeramente inferior a la del Hidráulico 26. La filtración se efectuó sobre p
peí de filtro de porosidad, controlada de 3 u con 25 mm de diámetro de filtra
ción y bajo una presión constante de 1 Kg/cm ,
Tiempo Volumen de aceite filtrado en cm-1
segundos
60
120
180
240
300
600
900
Como se ve, no sólo el SAE 10W-30 pasa de 22 a 32 veces más lentamente que el
Hidráulico EP-26, sino que atasca rápidamente el filtro. El significado de es
te resultado va puesto en relación con la importancia de la filtración del ace^
te en sistemas hidráulicos muy sofisticados, cuyos elementos trabajan con tole
rancias de pocas mieras y basta una pequeña impureza para afectar, a veces muy
gravemente bajo el punto de vista funcional y económico, la eficiencia de ellos.
De acuerdo con las consideraciones antes apuntadas y las recomendaciones de la
casa Vickers para sus bombas, nos permitimos indicarles algunos tipos de aceite
que se ajustan a las características discutidas en los párrafos anteriores.
EP-26
55
100
145
180
220
380
510
SAE 10W-20
2,5
4,0
5,7
7,0
'8,0
13,0
16,0
Relación
0,045
0,040
0,039
. 0,038
0,036
0,034
0,031
MOOJ65-MO-10.000-3-77 S
compañía española de petróleos, s. a
MADBID-2
-6-
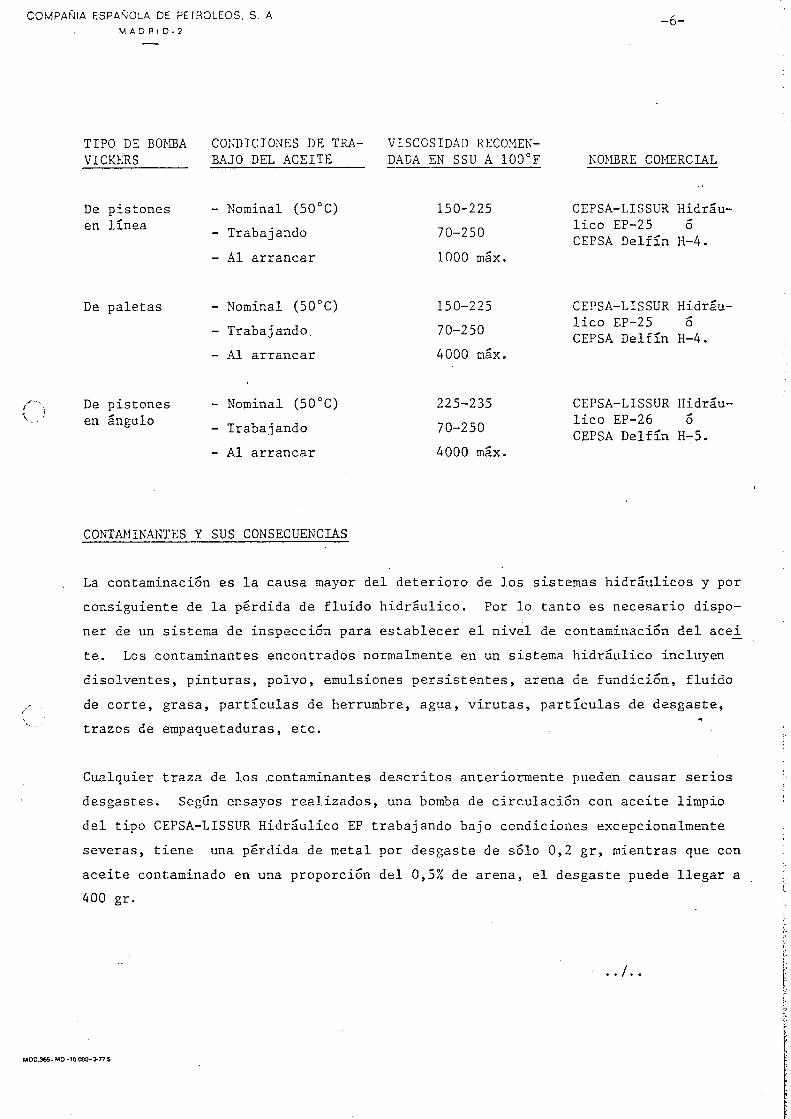
TIPO DE BOMBA
VICKERS
CONDICIONES DE TRA
BAJO DEL ACEITE
VISCOSIDAD RECOMEN
DADA EN SSU A 100°F NOMBRE COMERCIAL
De pistones
en línea
- Nominal (50°C)
- Trabajando
- Al arrancar
150-225
70-250
1000 máx.
CEPSA-LISSUR Hidráu
lico EP-25 o
CEPSA Delfín H-4.
De paletas Nominal (50°C)
Trabajando.
Al arrancar
150-225
70-250
4000 máx.
CEPSA-LISSUR Hidráu
lico EP-25 6
CEPSA Delfín H-4.
(. )De pistones
en ángulo
- Nominal (50°C)
- Trabajando
- Al arrancar
225-235
70-250
4000 máx.
CEPSA-LISSUR Hidráu
lico EP-26 6
CEPSA Delfín H-5.
CONTAMINANTES Y SUS CONSECUENCIAS
La contaminación es la causa mayor del deterioro de los sistemas hidráulicos y por
consiguiente de la pérdida de fluido hidráulico. Por lo tanto es necesario dispo
ner de un sistema de inspección para establecer el nivel de contaminación del ace_i
te. Los contaminantes encontrados normalmente en un sistema hidráulico incluyen
disolventes, pinturas, polvo, emulsiones persistentes, arena de fundición, fluido
de corte, grasa, partículas de herrumbre, agua, virutas, partículas de desgaste,
trazos de empaquetaduras, etc.
Cualquier traza de los .contaminantes descritos anteriormente pueden causar serios
desgastes. Según ensayos realizados, una bomba de circulación con aceite limpio
del tipo CEPSA-LISSUR Hidráulico EP trabajando bajo condiciones excepcionalmente
severas, tiene una pérdida de metal por desgaste de solo 0,2 gr, mientras que con
aceite contaminado en una proporción del 0,5% de arena, el desgaste puede llegar a
400 gr.
• • / • •
MOD.365-MO-10.0C0-3-?7 S
compañía española de petróleos, s. a
-7-M A D R I D-2
PERDIDAS DE FLUIDO HIDRÁULICO
Las perdidas de fluido hidráulico y la pérdida de eficiencia del sistema pueden
ser causadas por fugas en juntas estáticas y partes móviles de los sistemas hi
dráulicos. Los gastos de mano de obra para reemplazamiento de materiales y fluí^
do hidráulico pueden ser elevados,pudiendo evitarse mediante un programa que mi_
da la efectividad del control de pérdidas y del mantenimiento hidráulico en gen_£
ral. El Depto. de Lubricantes de CEPSA ha establecido un numero llamado índice
de fluido hidráulico (IFH), mediante el cual se calcula la cantidad de fluido
gastado con relación a la capacidad total de los sistemas. El numero resultante
se compara con un estándar para industrias de características similares y del re_
fT-x sultado se deduce si la cantidad de fluido gastado es superior a la media comun-
V".'mente aceptada, tomándose las medidas necesarias en caso de que el consumo sea
superior al medio.
2) ANAL1SLS DE ACEITES USADOS EN SIS1EHAS HIDRÁULICOS
Ensayos pricipales
Los ensayos a que se somete una muestra de aceite hidráulico son pricipal-
mente los siguientes:
- Viscosidad a 210°F (a 100°C)
Número de acidez (T.A.N.)
Agua y sedimentos por centrifugación % Vol.
- Insolubles en pentano sobre microfiltro.
ij~^ En aquellos casos'especiales en donde se requieran datos complementarios s
bre el estado de una carga se recurrirá a ensayos, tales como:
*Ly - Cenizas sulfatadas y espectrofotometría por infrarrojos
- Absorción atómica
Cromatografía de gases.
Ensayo de viscosidad
Los incrementos de viscosidad observados pueden ser debidos a una de las
siguientes causas (o a un conjunto de ellas):
j*K - Oxidación de la carga, cuando va acompañado de un incremento del numero
de neutralización.
x - Presencia de insolubles (lodos, productos de oxidación, etc.)
'""' - Reposiciones de aceites de mayor viscosidad (cuando el N.N. y los insoli
bles son bajos).
Un descenso de la viscosidad sera debido a una o mas de las siguientes cau
sas:
Reposiciones con aceitas de menor viscosidad
Cizallamiento de los mejoradores del I.V.
El número de acidez (T.A.N.)
Todos los aceites hidráulicos CF,PSA • contienen inhibidores de la ox'
dación y poseen,por lo tanto, una elevada resistencia a la oxidación. Un lige
ro incremento en el numero de neutralización sólo ocurrirá después de largos p<
ríodos de servicio. Un cambio pronunciado del N.N. se encontrará cuando otros
productos o contaminantes hayan sido mezclados con el fluido original. Los coni
minantes encontrados normalmente en un sistema hidráulico incluyen disolventes,
fluidos de corte, pinturas, polvo, virutas, grasa, partículas de desgaste, agu.
etc.
En servicio, el aceite tiene tendencia a reaccionar con el oxígeno del ai;
Esta reacción es acelerada por las altas temperaturas y por la presencia de pai
tículas metálicas que actúan como catalizadores, especialmente hierro y cobre.
Los ácidos que fee producen en el mecanismo de la oxidación actúan corno agentes
de corrosión perjudicando los mecanismos del sistema hidráulico y acortando la
vida del aceite.
Una forma de medir, esta degradación es mediante el control del T.A.N.
El T.A.N. se define en miligramos de hidróxido potásico requeridos para n>
tralizar todos los componentes de carácter ácido de 1 gramo de aceite muestra.
Las variaciones del T.A.N. serán tomadas en relación con el del producto
nuevo, pues como se sabe el conjunto equilibrado de aditivos confieren un cierl
carácter ácido; p.e.: los Hidráulicos EP Serie 20 tienen de origen un T.A.N. d<
1 mg (KOH)/gr.
A;;ua y sedimentos por centrífugación
La presencia de sedimentos puede ser detectada por este ensayo. Para dar
una idea numérica del alcance de este test (Mobil Method 2), si el contenido
en volumen es inferior a 0,05% se considerarán trazas; valores superiores a
0,05% Vol. deberán ser considerados como importantes (sobre todo a partir de
0,1%).
1. Trazas de sedimentos indican:
a) Ligera oxidación o contaminación con otros fluidos; el aceite está
en condiciones satisfactorias
b) Los filtros funcionan correctamente.
f "\ 2. Porcentajes mayores indican: • ......
a) Oxidación cuando va acompañado de un incremento del numero de neuti
lización y de la viscosidad ■
b) Presencia de impurezas inorgánicas (partículas metálicas, suciedad,
' herrumbre, etc.). Este punto puede confirmarse con la determinacir'
del contenido de cenizas " . i. ¡ . .• ..
c) Presencia de depósitos viejos en él sistema procedentes de una car¡
previa, si el alto contenido de sedimentos va acompañado de un bajo
N.N. y viscosidad normal.
d) Los filtros no funcionan correctamente.
La presencia de agua determinará la acción a tomar para eliminar esta cont
minación. ■ ' ■>: .
Insolublés en pentano sobre microfiltro
Este ensayo proporcionará datos complementarios sobre el tipo de sedimento
encontrados en el caso anterior. En los modernos sistemas hidráulicos de alta
presión con o sin servoválvulas y de los de baja presión con servoválvulas, las
tolerancias son muy estrechas y son extremadamente críticos al tamaño y cantid;
y solidos contaminantes que pueden ser tolerados por el fluido-. Una granulome-
tría de estas partículas por filtración sobre microfiltros da este tipo de infc
mación en estos casos particulares.
Otros ensayos especiales puede realizarse sobre muestras de aceites hidrán
lieos, tales como el control de aditivo antidesgaste de los Hidráulico EP 20, c
los que se puede determinar la evolución del contenido en p.p.m. de Zinc y Fosí
ro mediante ensayos de infrarrojos o de absorción atómica.
C
CEP5R
3BS23F-ep.na 14
feche 1-7
AU10WDCI0N
c
—17,8
C
—17,2
—16,7
—16.1
—15,6
—15,0
—14,4
—13,9
—13,3
—12,8
—12,2
—17.7
O—10,6
—10,0
g4
— E.9
— B.3
— 7,8
— 7,2
— 6.7
— 6,1
— 5,6
— 5,0
— 4,4
— 3,9
— 3,3
V_- 2.6
— 2,2
— 1.7
— 1,1
— 0,6
0,0
0,6
1.1
U
2,2
2,8
3,3
3,9
4.4
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
3D
31
32
33
34
35
36
37
38
39
40
F
32,0
F
33,8
35,6
37,4
39,2
41,0
42,8
44,6
46,4
4E.2
50,0
51,8
53.6
55,4
5S,2
59.0
60,6
62,6
64,4
66,2
65.0
£9,6
71,6
73.4
75.2
77,0
76.8
80,6
82,4
84,2
85,0
87,8
89,6
91,4
93,2
95,0
96,8
98,6
100,4
102,2
104,0
C
5,0
5,6
6,1
6,7
7,2
7,8
8,3
8,9
9,4
10,0
10,6
11,1
11,7
12,2
12.6
13,3
13,9
14,4
15,0
15,6
16,1
16,7
17.2
17.B
18,3
18.9
19.4
20,0
20,6
21,1
21,7
22,2
22,8
23,3
23,9
24,4
25,0
25,6
26,1
26,7
Conversión de
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
F
105,8
107,6
109,4
111,2
113,0
114,8
116,6
118.4
120,2
122,0
123,8
125,6
127,4
129,2
131,0
132,8
134,6
136,4
138,2
140,0
141,8
143,6 -
145.4
147,2
149.0
150.8
152.6
154,4
156,2
158,0
159,8
161,6
163,4
165,2
167,0
168,8
170,6
172,4
174,2
176,0
grados Centígrados
en Fahrenheit
c
27,2
27,6
28,3
28,9
29,4
30,0
30,6
31,1
31,7
32,2
32,8
33,3
33,9
34,4
25.0
35,6
36,1
35,7
37,2
37,8
43.3
48,9
54,4
60,0
65,6
71.1
76,7
62,2
87,8
93,3
98,9
104,4
110,0
115,6
121,1
126,7
132,2
137,8
143,3
148,9
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
9B
99
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
F
177,8
179,6
181,4
183,2
185,0
186,8
188,6
190,4
192,2
194,0
195,8
197,6
199,4
201,2
203,0
204,8
205.6
20S.4
210,2
212,0
230.0
248,0
266,0
284,0
302,0
320,0
338,0
356,0
374,0
392,0
410,0
428,0
446,0
464,0
482,0
500,0
518,0
536,0
554,0
572,0
C
154,4
160,0
165,6
171,1
176,7
182,2
167,8
193,3
198.9
204,4
210,0
215,6
221,1
226,7
232,2
237,8
243.3
248,9
254,4
260.0
26c.6'
271,1
276,7
282,2
267.8
293.3
298,9
304,4
310,0
315,6
321,1
326,7
332,2
337,8
343,3
348,9
354,4
360,0
365,5
371,1
310
320
330
340
350
360
370
380
390
400
410
420
430
440
450
450
470
480
490
500
510
520
530
540
550
560
570
580
590
600
610
620
630
640
650
660
670
680
690
700
F
590,0
608,0
626,0
644,0
662,0
680,0
698,0
716,0
734,0
752,0
770,0
788,0
806,0
824,0
842,0
850,0
878,0
895,0
914,0
932.0
950,0
965,0
966.0
1.004.0
1.022.0
1.040.0
1.058.0
1.076,0
1.094,0
1.112,0
1.130,0
1.148,0
1.166,0
1."i 84,0
1.202,0
1.220,0
1.238,0
1.256,0
1.274,0
1.292,0
C
37,8
C
376,7
382,2
387,8
393,3
398,9
404,4
410,0
415,6
421,1
426,7
432,2
437,8
443,3
448,9
454,4
450,0
465,6
471,1
476,7
482.2
487.8
493.3
498.9
504.4
510.0
515,6
521,0
526,7
532,2
537,8
543,3
548,9
554,4
560,0
565,6
571,1
576.7
582,2
587,8
593,3
100
710
720
730
740
750
760
770
780
790
800
810
820
830
840
850
860
870
880
890
900
910
920
930
940
950
950
970
980
990
1.000
1.010
1.020
1.030
1.040
1.050
1.060
1.070
1.O80
1.090
1.110
F
212
F
1.310,0
1.328,0
1.346,0
1.364,0
1.382,0
1.400,0
1.418,0
1.436,0
1.454,0
1.472,0
1.490,0
1.508,0
1.526,0
1.544,0
1.562,0
1.580,0
1.598,0
1.616,0
1.633,8
1.652,0
1.670,0
1.63S.0
1.706,0
1.724,0
1.742,0
1.760,0
1.778,0
1.796,0
1.814,0
1.832,0
1.850,0
1.868,0
1.886,0
1.904.0
1.922.0
1.940,0
1.958,0
1.976,0
1.994,0
2.012,0
Tabla de interpolación
c
F
0,56
1
1.8
1.11
2
3,6
1,67
3
5,4
2,22
4
7.2
2,78
5
9,0
3,33
6
10,8
3,89
7
12,6
4,44
8
14,4
5,00
9
16,2
5,56
10
18,0
TABLA DE CONVERSIÓN DE VISCOSIDADES
i" —..
f. \
•
CENTISTOKES
1.99
2.49
■ 2.99
3.49
3.99
4.49
4.98
5.48
5.98
6.48
6.93
7.46
7.97
. 6.47
..-- £.97
9.47
9.97
10.48
10.97
11.46
11.96
12.47
12.96
13.46
12.96
14.45
14.95
15.46
15.95
16.45
16.95
17.43
17.94
16.43
1E.94
15.94
20.93
21.92
22.92
22.90
24.90
25.92
26.92
27.90
26.90
29.90
30.90
31.90
32.90
33.90
34.88
35.88
36.88
37.88
38.88
39.58
40.88
41.86
42.86
43.86
SAYBOLT
UNIVERSAL
SECONDS
32.6
34.4
36.0
37.6
39.1
40.7
42.3
43.9
45.5
47.1
4E.7
50.3
52.0
53.7
55.4
57.1
58.B
60.6
62.3
64.1 '
65.9
67.8
69.6
71.5
73.4
75.3
77.2
79.2
61.1
83.1
65.1
E7.1
89.2
91.2
93.3
97.5
101.7
1C6.C
110.3
114.6
116.9
123.3
127.7
132.1
136.5
140.9 :
145.3
149.7
154.2
158.7
163.2
167.7
172.2
176.7
181.2
185.7
190.2
- 194.7
199.2
203.8
ENGLER
DEGRcES
1.140
1.182
1.224
1.266
1.30B
1.350
1.400
1.441
1.481
1.521
1.563
1.605
1.653
1.700
1.746
1.791
1.637
1.8E2
1.92S
1.973
2.020
2.070
2.120
2.170
2.220
2.270
2.323
2.378
2.434
2.490
2.540
2.590
2.644
2.700
2.755
2.E70
2.9E4
2.100
3.215
3.335
3.45S
3.575
3.695
3.820
3.945
4.070
4.195
4.320
4.445
4.570
4.695
4,025
4.955
5.080
5.205
5.335
5.465
5.590
5.720
5.845
REDWOOD
NO. 1
SECOXDS
30.35
31.60
32.85
34.15
35.43
36.68
38.01
39.32
40.61
41.96
43.30
44.64
46.07
47.47
48.91
50.31
51.76
53.3D
54.80
56.39
57.94
59.49
61.10
62.74
64.39
66.05
67.75
69.49
71.20
72.90
74.69
76.45
7E.17
79.97
81.78
85.47
E9.26
92.97
96.77
100.5
104.3
108.2
112.0
115.9
119.8
123.8
127.7
131.7
135.6
139.5
143.5
147.4
151.4
155.4
159.4
163.4
167.4
171.4
175.4
179.4
CENTISTOKES
44.86
45.85
46.85
47.85
48.64
49.64
51.84
53.83
55.82
57.82
59.80
61.80
63.80
65.60
67.76
69.78
71.76
73.78
75.76
77.76
79.75
81.73
82.74
65.72
67.73
£9.72
91.70
93.71
95.65
97.70
99.71
109.6
119.6
129.6
139.6
149.5
159.5
165.4
179.5
139.4
199.4
249.2
299.0
34G.9
393.7
44E.5
498.4
545
598
648
693
793
897
997
1097
1196
1396
1595
1794
1994
SAYBOLT
UNIVERSAL
SECONDS
■208.4
213.0
217.6
222.2
226.8
231.4
240.6
24.9.8
259.0
2Ó6.2
277.4
286.6
295.8
305.0
314.2
323.4
332.6
341.9
351.1
360.4
369.6
373.B
3Í3.1
JÍ7.3
4C6.6
415.8
425.0
4 34.3
443.5
452.6
462.0
506.2
554.4
600.6
646.8
693.0
739.2
7E5
£32
678
924
1155
13S6
1617
1848
2079
2310
2541
2772
3003
3234
' 3696
4156
4620
5082
5544
6466
7392
8316
9240
ENGLER
DEGREES
5.975
6.105
6.235
6.365
6.495
6.630
6.890
7.106
7.370
7.633
7.696
8.16
£.42
8.69
8.95
9.21
9.48
9.74
10.00
10.26
10.53
10.79
11.05
11.32
11.58
11.84
12.11
12.37
12.63
12.90
13.16
14.4E
15.79
17.11
18.42
19.74
21.06
22.37
23.69
25. OS
26.32
32.90
39.48
46.06
52.64
59.22
65.60
72.38
78.96
85.54
92.12
105.3
116.4
131.6
144.6
157.9
164.2
210.6
236.9
263.2
REDWOOD
NO. i'-'■
SECONDS
183.S
187.5
191.5
195.6
199.5 '
203.6
211.6
219.6
227.7
235.8
243.9
251.9
260,0
26S.1
276.2
284.3
292.3
300.4 ■
308.4
316.4
324.4
332.5
340.6
345.7
356.8
365.0
373.1
331.2
339.3
397.4
«5.5
•446.1
436.6 .
527.2
567.7
603.3
64E.8
689
730
771
811
1014 1
- 1217
1419
1622.X
1825 N, '
2028
2230
2433
2636
2339
3244
3650
4055
4461
4866
5677
6486
729?
8110
£. S A
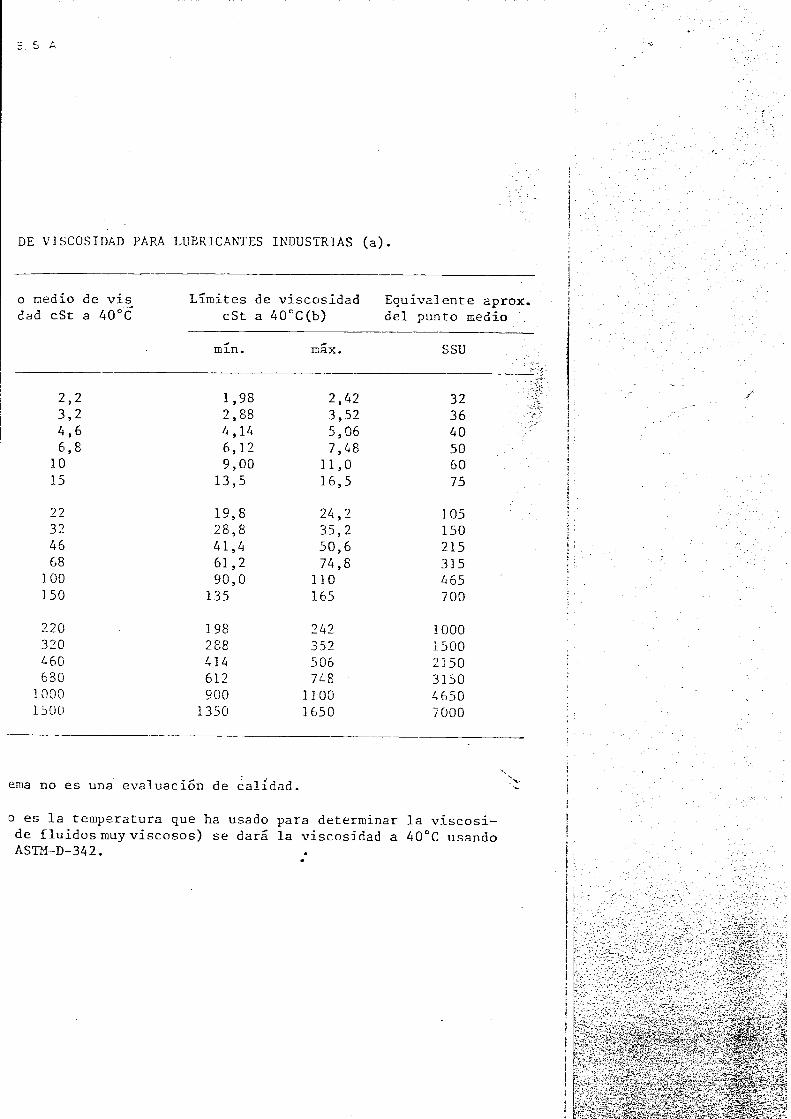
DE VISCOSIDAD PARA LUBRICANTES INDUSTRIAS (a).
o medio de j^
dad cSt a 40°c"Límites de viscosidad
cSt a 40°C(b)
Equivalente aprox.
del punto medio
min. max. ssu
2
3
4
6
10
15
22
32
46
68
100
150
220
320
460
630
1000
1500
,2
,2
,6
,8
1,98
2,88
4,14
6,12
9,00
13,5
19,8
28,8
41,4
61,2
90,0
135
198
288
414
612
900
1350
2,42
3,52
5,06
7,48
11,0
16,5
24,2
35,2
50,6
74,8
110
165
242
352
506
748
1100
1650
32
36
40
50
60
75
105
150
215
315
465
700
1000
1500
2150
3150
4650
7000
ema no es una evaluación de calidad.
o es la temperatura que ha usado para determinar la viscosi-
de fluidos muy viscosos) se dará la viscosidad a 40°C usando
ASTM-D-342.
compañía española de petróleos, s. tAVENIDA DE AMÉRICA. 32
MAORIO-2 (ESPAÑA)
.TELS. 256 53 00-255 64 00
TELEX: 27722-27678 CEPSA E
INFORMACIÓN TÉCNICA
LUBRICANTES INDUSTRIALES
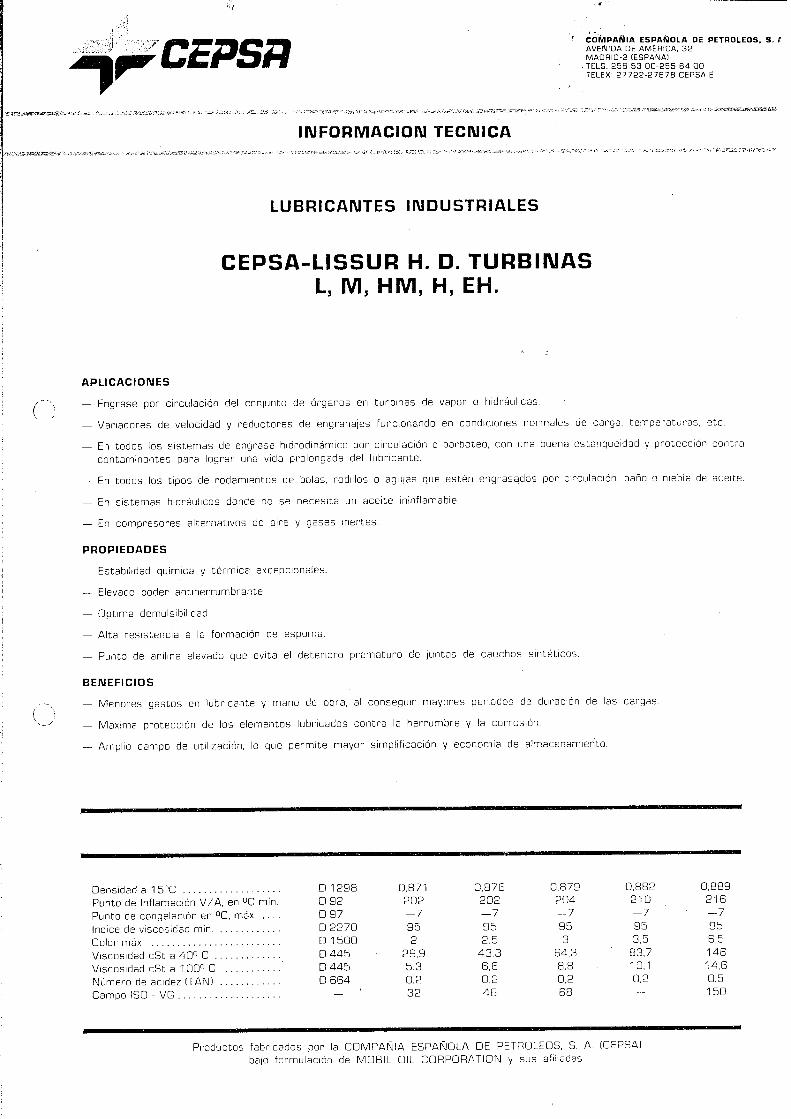
CEPSA-LISSUR H. D. TURBINAS
L, M, HM, H, EH.
n
APLICACIONES
— Engrase por circulación del conjunto de órganos en turbinas de vapor o hidráulicas.
— Vanadores de velocidad y reductores de engranajes funcionando en condiciones normales de carga, temperaturas, etc.
— En todos los sistemas de engrase hidrodinámico por circulación o barboteo, con una buena estanqueidad y protección contra
contaminantes para lograr una vida prolongada del lubricante.
— En todos los tipos de rodamientos de bolas, rodillos o agujas que estén engrasados por circulación, baño o niebla de aceite.
— En sistemas hidráulicos donde no se necesita un aceite ininflamable.
— En compresores alternativos de aire y gases inertes.
PROPIEDADES
— Estabilidad química y térmica excepcionales.
— Elevado poder antiherrumbrante.
— Óptima demulsibilidad.
— Alta resistencia a la formación de espuma.
— Punto de anilina elevado que evita el deterioro prematuro de ]untas de cauchos sintéticos.
BENEFICIOS
— Menores gastos en lubricante y mano de obra, al conseguir mayores periodos de duración de las cargas.
— Máxima protección de los elementos lubricados contra la herrumbre y la corrosión.
— Amplio campo de utilización, lo que permite mayor simplificación y economía de almacenamiento.
Densidad a 1 5°C
Punto de Inflamación V/A, en °C min.
Punto de congelación en °C, máx
índice de viscosidad mín
Color máx
Viscosidad cSt a 40° C
Viscosidad cSt a 100° C
Número de acidez (TAN)
Campo ISO - VG
D 1298
D92
D97
D2270
D 1500
D445
D445
D664
0,871
202
—7
95
2
29,9
5,3
0,2
32
0,876
202
-7
95
2.5
43,3
6,6
0,2
46
0,879
204
y
95
3
64,3
8,8
0,2
68
0,882
210
—7
95
3,5
83,7
10,1
0,2
—
0,889
216y
95
6,5
146
14,6
0,5
150
Productos fabricados por la COMPAÑÍA ESPAÑOLA DE PETRÓLEOS, S. A. (CEPSA)
ba|O formulación de MOBIL OIL CORPORATION y sus afiliadas.
compañía española de petróleos, s. a.avenida oe américa, 32
madrid-2 (españa)
TELS, 256 53 00-255 64 00
TELEX: 27722-27678 CEPSA E
INFORMACIÓN TÉCNICA
LUBRICANTES INDUSTRIALES
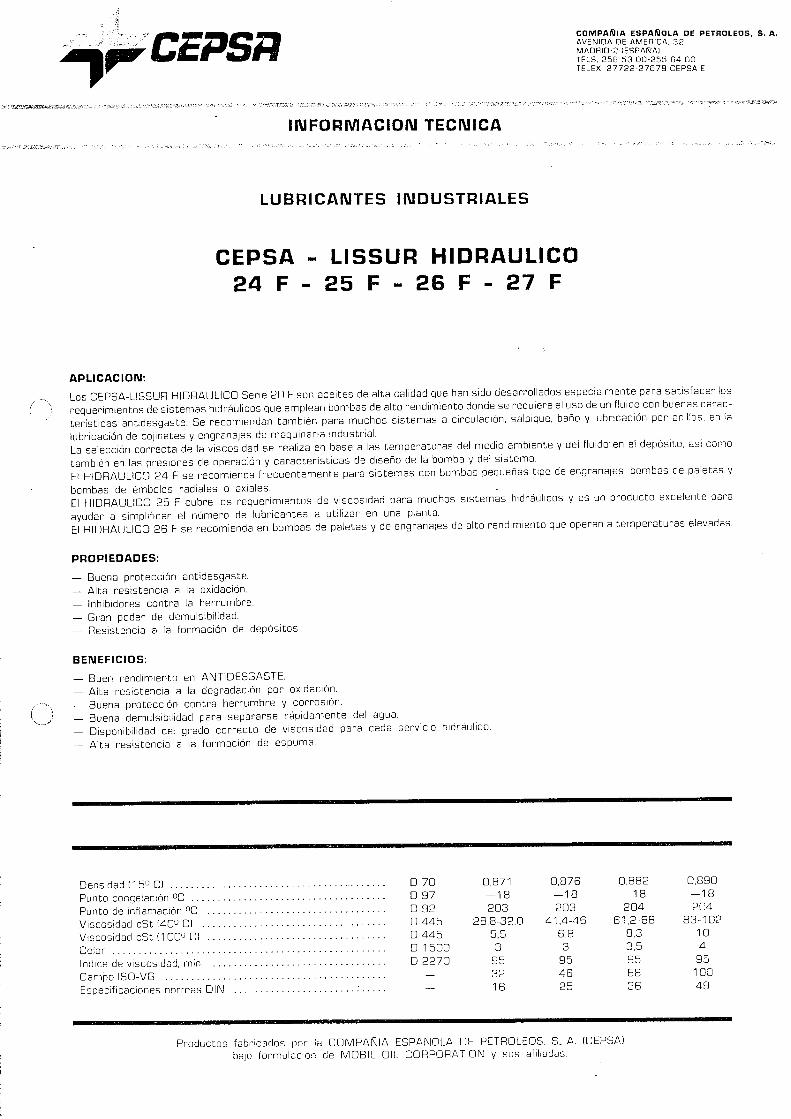
CEPSA - LISSUR HIDRÁULICO
24 F - 25 F - 26 F - 27 F
APLICACIÓN:
Los CEPSA-LISSUR HIDRÁULICO Sene 20 F son aceites de alta calidad que han sido desarrollados especialmente para satisfacer los
requerimientos de sistemas hidráulicos que emplean bombas de alto rendimiento donde se requiere el uso de un fluido con buenas carac
terísticas antidesgaste. Se recomiendan también para muchos sistemas a circulación, salpique, baño y lubricación por anillos, en la
lubricación de cojinetes y engranajes de maquinaria industrial.La selección correcta de la viscosidad se realiza en base a las temperaturas del medio ambiente y del fluido en el depósito, así como
también en las presiones de operación y características de diseño de la bomba y del sistema.Ei HIDRÁULICO 24 F se recomienda frecuentemente para sistemas con bombas pequeñas tipo de engranajes, bombas de paletas y
bombas de émbolos radiales o axiales.El HIDRÁULICO 25 F cubre los requerimientos de viscosidad para muchos sistemas hidráulicos y es un producto excelente para
ayudar a simplificar el número de lubricantes a utilizar en una planta.El HIDRÁULICO 26 F se recomienda en bombas de paletas y de engránales de alto rendimiento que operan a temperaturas elevadas.
PROPIEDADES:
— Buena protección antidesgaste.
— Alta resistencia a la oxidación.
— Inhibidores contra la herrumbre.
— Gran poder de demulsibilidad.
— Resistencia a la formación de depósitos.
BENEFICIOS:
— Buen rendimiento en ANTIDESGASTE.
— Alta resistencia a la degradación por oxidación.
— Buena protección contra herrumbre y corrosión.
— Buena demulsibilidad para separarse rápidamente del agua.
— Disponibilidad del grado correcto de viscosidad para cada servicio hidráulico.
— Alta resistencia a la formación de espuma.
Densidad (1 5o C) D 7D
Punto congelación °C D 97
Punto de inflamación °C D 92
Viscosidad cSt (40° C) D 445
Viscosidad cSt Í100° C) □ 445
Color D 1500
índice de viscosidad, mín D 2270
Campo ISO-VG —
Especificaciones normas DIN ■' —
0,871
—18
203
28,8-32,0
5,5
3
95
32
16
0,876
—18
203
41,4-46
6,8
3
95
46
25
0,882
-18
204
61,2-68
8,3
3,5
95
68
36
0,890
— 18
204
83-102
10
4
95
100
49
Productos fabricados por la COMPAÑÍA ESPAÑOLA DE PETRÓLEOS, S. A. [CEPSA)
ba|O formulación de MOBIL OIL CORPORATION y sus afiliadas.
LIMPIEZA DE SISTEMAS HIDRÁULICOS Y DE
CIRCULACIÓN DE ACEITE
-1-
La causa más común de las pobres performances de los sistemas hidráuli
cos, y de circulación de aceite en general, es la contaminación del fluido. Cuaii
do la contaminación en un sistema aumenta, sus performances empeoran progresiva
mente. Inicialmente quizá solamente se aprecie una mayor lentitud en los movi
mientos. Más tarde, cuando la contaminación se incrementa, el sistema puede f_a
llar completamente. Se han chequeado sistemas hidráulicos en plantas operando
adecuadamente con el resultado de que hasta un 60% de los sistemas hidráulicos
contenían contaminación que interfería con las performances de las máquinas.
Esta interferencia con la operación de un sistema puede ser el resultado
de la oxidación del aceite y formación de barnices, cambio en la viscosidad, o
^ ' agotamiento de les aditivos. Puede, incluso, deberse a partículas que limitan
v- el flujo libre del aceitero el movimiento de las distintas partes con muy peque
ñas tolerancias.
En sistemas nuevos, pueden introducirse durante la fabricación y el mon
taje, peligrosas suciedades, lodos y partículas abrasivas. Los contaminantes in
teriores más comunes, que resisten el lavado inicial y los procedimientos de
limpieza, son las tiras y virutas procedentes del roscado y corte de los tubos,
material de las juntas de sellado de las tuberías y salpicaduras de soldadura.
En sistemas en operación, las partículas "abrasivas se producen como re
sultado del desgaste de partes móviles o por erosión dentro del sistema. Duran
te la operación pueden introducirse en el sistema partículas extrañas o polvo a
( ) través de sellos, tuberías de llenado y tapones de respiración de los depósitos.
Cuando un sistema se enfría tras una parada puede producirse condensación, lo
que podría conducir a una cantidad crítica de contaminación por agua. La degra
dación del aceite por agotamiento de los aditivos,y la oxidación por contacto
con el aire y por las altas temperaturas, pueden causar la formación de lacas
(barnices) y lodos.
REQUERIMIENTOS DE LIMPIEZA.
Algunos, o todos, de los contaminantes anteriormente mencionados, pueden
encontrarse en los sistemas hidráulicos o de circulación de aceite. Incluso la
-2-
mas cuidadosa adición del llenado inicial o reposiciones posteriores a través de
filtros de 5 u añadirá una pequeña cantidad de contaminación. La eliminación
completa de todos los contaminantes no es practica desde el punto de vista econó
mico. Debe establecerse una "tolerancia" del sistema frente a la contaminación
y mantener el sistema por debajo del nivel establecido.
Como una guía para determinar el nivel de tolerancia de un sistema, pue
de ser útil la siguiente clasificación general de tipos de sistemas.
SISTEMAS DE CIRCULACIÓN DE ACEITE A BAJA PRESIÓN.
Los sistemas de circulación de aceite en máquinas de papel, turbinas de
vapor y algunas prensas, pueden operar a presiones de hasta 500 psi (35 Kg/cm^).
Están equipados normalmente con tamices de succión de 80 a 100 mesh y un filtro
en la línea principal o de retorno de 25 u de clasificación nominal. Las holgu
ras en bombas, motores, válvulas y cilindros en estos sistemas son bastante am
plias como para que la eficiencia de la operación no se vea afectada por partícu
las esféricas de hasta 50 u de diámetro (suponiendo, claro está, que la concen
tración de dichas partículas es baja). Incluso a concentraciones bajas puede
presentarse desgaste abrasivo como resultado de "arañazos" de partículas arras
tradas por el fluido contra las superficies metálicas.
SISTEMAS HIDRÁULICOS DE BAJA A MODERADA PRESIÓN.
Se trata de sistemas que operan a presiones de hasta 2.500 psi (175 Kg/
/cnr). Normalmente están equipados con filtros nominales de 10 u para eliminar
todas las partículas esféricas de diámetro superior (aproximadamente) a 25 u.
Las holguras en bombas, motores, válvulas y cilindros son tan reducidas que las
partículas contaminantes grandes pueden ser causa de descentrado o pegado. En
estos sistemas, el desgaste abrasivo de componentes con ajuste muy preciso oca
sionado por contaminantes diminutos puede ser muy serio.
SISTEMAS HIDRÁULICOS DE ALTA PRESIÓN Y CON SERVOVALVULAS.
Son sistemas operando a presiones del fluido superiores a 2.500 psi
(175 Kg/cm ) o sistemas con servoválvulas. Normalmente están equipados con fil
tros muy finos que llegan, en algunos casos, a eliminar todas las partículas es
fericas de diámetro superior a 0,5 u. Las tolerancias mínimas, especialmente
-3-
en servoválvulas, no permitirán el uso de fluidos que contengan partículas gran
des. Los pequeñísimos orificios, las holguras y embocaduras, se obstruirán fá
cilmente con partículas que no afectarían a sistemas de baja y moderada presión.
Igualmente, el desgaste abrasivo causado por partículas diminutas puede ser de
una importancia mucho mayor.
MEDIDA DE LA LIMPIEZA.
El método más seguro de determinar la limpieza de un sistema de circula
cion de aceite, es la inspección programada de zonas clave del sistema (retirada
de válvulas o desmontaje de secciones de tubería para inspección visual). Es-
f'"\ tas inspecciones regulares permitirán la determinación de la velocidad de creciV-.--' ~
miento de los contaminantes y proporcionarán así un chequeo de la eficiencia de
los filtros.
Otro método es el análisis regular de muestras del fluido para determi
nar la velocidad de deterioro del aceite y de crecimiento de los contaminantes.
Sin embargo, este método puede no poner de manifiesto posibles depósitos de ma
terial contaminante. Si los contaminantes son insolubles en el aceite, pueden
depositarse en áreas del sistema de baja velocidad de flujo y, sin embargo, no
ponerse de manifiesto en el análisis de las muestras. Por este motivo, debie
ran efectuarse chequeos periódicos del propio sistema. Sin embargo, cuando se
trata de sistemas hidráulicos críticos o con servoválvulas, la apertura de los
mismos introduce en ocasiones una cantidad intolerable de suciedad. En esos ca
K_J sos no debiera efectuarse la apertura del sistema para inspección visual.
El análisis periódico de muestras indicará cualquier deterioro del acejL
te que se esté produciendo a través de oxidación u otras reacciones químicas
(tales como agotamiento de aditivos, etc). También, si el tamaño de las partí
culas de los contaminantes insolubles es suficientemente pequeño, y el flujo de
aceite suficientemente elevado, puede medirse la velocidad de formación de es
tos materiales chequeando las cantidades presentes en el aceite. El método gra
vimétrico da una lectura cuantitativa precisa de la cantidad total de contamina_
cion insoluble presente en el aceite. Mobil desarrollo el "Hydraulic Test Kit"
(de uso exclusivo por el personal de Mobil) para proporcionar un método de medi_
da de contaminación en sistemas hidráulicos y de circulación de ensayos a pie
de máquinas por comparación visual. Comparando las membranas de la muestra con
-3-
en servoválvulas, no permitirán el uso de fluidos que contengan partículas gran
des. Los pequeñísimos orificios, las holguras y embocaduras, se obstruirán fá
cilmente con partículas que no afectarían a sistemas de baja y moderada presión.
Igualmente, el desgaste abrasivo causado por partículas diminutas puede ser de
una importancia mucho mayor.
MEDIDA DE LA LIMPIEZA.
El método más seguro de determinar la limpieza de un sistema de círculja
ción de aceite, es la inspección programada de zonas clave del sistema (retirada
de válvulas o desmontaje de secciones de tubería para inspección visual). Es
tas inspecciones regulares permitirán la determinación de la velocidad de creci
miento de los contaminantes y proporcionarán así un chequeo de la eficiencia de
los filtros.
Otro método es el análisis regular de muestras del fluido para determi
nar la velocidad de deterioro del aceite y de crecimiento de los contaminantes.
Sin embargo, este método puede no poner de manifiesto posibles depósitos de ma
terial contaminante. Si los contaminantes son insolubles en el aceite, pueden
depositarse en áreas del sistema de baja velocidad de flujo y, sin embargo, no
ponerse de manifiesto en el análisis de las muestras. Por este motivo, debie
ran efectuarse chequeos periódicos del propio sistema. Sin embargo, cuando se
trata de sistemas hidráulicos críticos o con servoválvulas, la apertura de los
mismos introduce en ocasiones una cantidad intolerable de suciedad. En esos ca
sos no debiera efectuarse la apertura del sistema para inspección visual.
El análisis periódico de muestras indicará cualquier deterioro del acei^
te que se esté produciendo a través de oxidación u otras reacciones químicas
(tales como agotamiento de aditivos, etc). También, si el tamaño de las partí
culas de los contaminantes insolubles es suficientemente pequeño, y el flujo de
aceite suficientemente elevado, puede medirse la velocidad de formación de es
tos materiales chequeando las cantidades presentes en el aceite. El método gra
vimétrico da una lectura cuantitativa precisa de la cantidad total de contamina
ción insoluble presente en el aceite. Mobil desarrolló el "Hydraulic Test Kit"
(de uso exclusivo por el personal de Mobil) para proporcionar un método de medi
da de contaminación en sistemas hidráulicos y de circulación de ensayos a pie
de máquina, por comparación visual. Comparando las membranas de la muestra con
-4-
fotografías de membranas standard con cantidades conocidas de "Arizona Road
Dust", el personal de Mobil puede aproximarse con precisión a la cantidad total
de insolubles presentes en el aceite. El examen de los depósitos sobre la mem
brana con una amplificación de 10 aumentos, permitirá la identificación del ti
po de contaminante clasificándolo como fibras finas metálicas, conchas de pintu
ra o polvo vario. Este método de inspección de aceite se ha probado que resul
ta adecuado para todos los sistemas hidráulicos y de circulación "excepto para
aquellos que contienen servo-válvulas". Los fabricantes de servo-válvulas han
establecido claramente requerimientos críticos de limpieza del fluido para ase
gurar la operación confiable de sus válvulas. Muchas servoválvulas tienen in
corporado un filtro de 5 u 6 10 u nominales, y los fabricantes recomiendan que
el fluido empleado se mantenga en un determinado nivel de limpieza. Este nivel
puede darse como "Class 4 - SAE Roting", "Class 7 - ÑAS - 1638" o "Class 4 CMM
Co". Desafortunadamente estos tres niveles de sistemas no clasifican los acei
tes idénticamente. Cada sistema tiene asignadas clases de contaminación numérjL
ca para diferente contenido de partículas en diferentes gamas de tamaño. La ta
bla 1 es un intento de agrupar las distintas clases para mostrar su comparación
y poner de manifiesto las discrepancias que existen entre una y otro.
CLASIFICACIÓN DE FILTROS.
El termino filtro se usa a menudo para designar cualquier sistema, cuyo
filies eliminar los contaminantes insolubles en un fluido. Incluso una centrí
fuga puede reseñarse a veces como filtro. El tipo de filtro normalmente usado
en sistemas hidráulicos industriales es el filtro calibrado (o de tamaño). Los
filtros calibrados son de tres tipos básicos: 1) Filtros de láminas; 2) filtros
de profundidad (o tridimensionales); 3) filtros superficiales.
De ellos, el más usado en la filtración de los sistemas hidráulicos in
dustriales es el de tipo superficial. La capacidad de filtración de los filtros
(en especial de los de tipo superficial o calibrado) se clasifica en una de es
tas tres formas: absoluta, nominal o de tamaño medio de poro.
Capacidad de filtración absoluta
Es el tamaño numérico en mieras de la mayor partícula esférica que puede pasar
a través del elemento filtrante. Si una partícula no es esférica (por ejemplo
-5-
plana, oval o fibrosa), puede pasar a través del elemento filtrante, a menos que
su menor diámetro (espesor) sea mayor que la capacidad absoluta del filtro.
Además, a través de los poros del filtro, pueden ser forzadas partículas plásti
cas o plegables mayores que los poros (si la caída de presión a través del ele
mento es suficientemente alta).
Por este motivo, un recuento de partículas del fluido filtrado puede mostrar par_
tículas de formas rasas y plegables mayores que la capacidad del filtro, pero no
mostrara ninguna partícula solida, esférica de mayor diámetro que la capacidad
absoluta del elemento filtrante.
Capacidad de filtración nominal
Indica generalmente que el elemento filtrante puede eliminar gran parte de las
partículas superiores a un determinado tamaño. La capacidad puede establecerse
con ensayos similares al MIL-F-5504B Amend 1. El apartado de este procedimien
to "Grado de Filtración, N°4,5,9,l" describe el modo de chequear de un elemento
filtrante de 10 u para eliminar el 98% de una mezcla estándar de esferas de vi
drio de 10 a 20 u de un aceite de prueba (MIL-H-5606 BI).
La capacidad Nominal de un elemento filtrante no da una evaluación precisa de
su capacidad para eliminar tamaños específicos de partículas. Así, un fluido
que pase a través de un filtro "nominal" de 10 u puede contener partículas de
tamaño superior a 10 u, con toda posibilidad incluso algunas partículas supe
riores a 25 u.
Tamaño medio del poro
Se emplea para clasificar elementos filtrantes no tejidos (por ejemplo: fiel
tro) que tienen diámetros diferentes en los caminos de flujo. Es el diámetro
medio aritmético del tamaño de los poros. Indica que partículas duras y esfé
ricas mayores que el "tamaño medio del poro" (en mieras) generalmente no pasa
rán a su través, mientras que partículas duras y esféricas menores que dicho
"tamaño medio" generalmente sí lo harán.
Test de eficiencia
Es simplemente una medida de la capacidad de un filtro para eliminar determina
do tamaño de partículas. Cuando se aplica a la clasificación "tamaño medio de
-6-
poro" indica que el filtro de mayor eficiencia tiene un menor "tamaño medio de
poro" efectivo.
Comparación de Clasificación Filtrante
Una comparación de fabricantes de filtros, de distintos tipos de filtros y capja
cidades filtrantes, se muestra en la tabla II.
LIMPIEZA DE SISTEMAS NUEVOS.
Los fabricantes de maquinas ponen gran cuidado en la limpieza de su
equipo y en su preparación para el embargue. A pesar de las precauciones toma
das, siempre pueden introducirse impurezas en los sistemas hidráulicos o circu
latorios durante el transporte y montaje. Este ultimo, en particular, ofrece
muchas oportunidades para la entrada de materiales extraños tales como barro,
trapos, astillas de madera, cascarilla de pintura y partículas de herrumbre. Al_
gunos sistemas habrán sido lavados con protectores de herrumbre que habrán for
mado películas protectoras sobre las superficies del sistema. Todos estos mat_e_
ríales debieran eliminarse de las máquinas después del montaje, pero antes de
poner las máquinas en servicio.
SISTEMAS SIN SERVOVALVULAS.
Antes de poner las máquinas en servicio y con carga, debieran seguirse
los procedimientos de limpieza que se detallan a continuación:
1) Examinar el interior del depósito y cualquier otro espacio interior accesi
ble, buscando contaminación o sustancias, extrañas. Retirar cuidadosamente
tales materias por medios manuales: con la mano, con cepillos, secando con
trapos que no dejen hilos, etc.
En una máquina de gran tamaño, si se han unido o soldado las tuberías sobre
el terreno, o si se han perforado orificios en conducciones o en el cuerpo
de la máquina, se hace necesario eliminar cuidadosamente los desconchados
de las tuberías, soldadura, salpicaduras, compuestos sobrantes de los file
tes (de roscas), cemento de las empaquetaduras de bridas, virutas de metal y
escombros de todo tipo.
7.
-7-
2) Si se ha empleado en el sistema un protector de corrosión, seguir las instruc_
ciones del fabricante para eliminarlo.. En algunos casos, puede eliminarse el
protector de corrosión mediante el lavado del sistema únicamente con aceite
lubricante y las recomendaciones del fabricante prohiben el uso de disolven
tes. Si las instrucciones del fabricante no son comflictivas llenar el siste_
ma con una carga de aceite de lavado que tenga aproximadamente la misma visco_
sidad que el aceite que se va a emplear en servicio normal, pero dejando capa_
cidad para poder introducir 5% de disolvente. A continuación añadir ese volu
men de disolvente (Mobilsol A es un ejemplo) y, cuando se considere convenien_
te, calentar la mezcla a 140°F (60°C). Hacer circular la mezcla durante va
rias horas con la maquina sin carga pero con los ciclos normales de operación,
inspeccionando y limpiando tamices y filtros cuando sea necesario. A continua_
cion drenar inmediatamente el sistema tomando todos los pasos necesarios para
eliminar completamente la carga de lavado.
3) Cuando el fabricante de la maquina recomienda exclusivamente el empleo de acei_
te para el lavado, pero sin dar instrucciones específicas, debe seguirse el
procedimiento señalado en el párrafo anterior, empleando aceite de la viscosi
dad adecuada sin la adición de disolvente: (1) Si el aceite de lavado tiene
que circular por el sistema por medio de la bomba normal, se debe emplear acei_
te de la misma viscosidad que el que se va a emplear en operación normal. Du
rante el lavado, se debe colocar un fino tamiz, de capacidad adecuada, en la
aspiración de la bomba para prevenir la entrada de partículas abrasivas. (2)
Si puede emplearse para el lavado una bomba independiente, podría considerar
se la utilización de un aceite de lavado de viscosidad inferior a la requeri-
da en operación normal. Después del lavado, drenar inmediatamente el sistema
tomando todos los pasos necesarios para eliminar completamente la carga de la_
vado.
4) Examinar la limpieza de los cartuchos filtrantes y los tamices de succión y
limpiarlos o reemplazarlos si es necesario. Limpiar también los alojamientos
de los filtros.
5) Después de examinar cuidadosamente la limpieza del sistema instalar la canti— .
dad adecuada y del grado de viscosidad adecuado, de aceite lubricante o flui-
.. do hidráulico.
PRECAUCIÓN.
Aunque el Mobilsol A no es tan toxico como el benceno, tolueno y otros
hidrocarburos aromáticos o clorados utilizados con frecuencia en las operaciones
de limpieza, deben seguirse siempre buenas normas de higiene y limpieza personal.
Deberían lavarse con agua caliente y jabón todas las partes del cuerpo expuestas
al disolvente. La ropa que se haya mojado o empapado con el disolvente debiera
lavarse cuidadosamente antes de volver a usarla.
SISTEMAS CON SERVOVALVULAS.
Seguir extrictamente las instrucciones del fabricante respecto al meto-
do apropiado para el lavado del sistema empleando "exclusivamente" el mismo ti
po de aceite que se va a utilizar para la carga de rodaje. NOTA: Sin alguna
muy especial consideración de ingeniería jamás deben emplearse disolventes en
al limpieza de sistemas hidráulicos de máquinas herramientas de control por mari
do numérico o de cualesquiera otras máquinas que posean servo-válvulas sensi
bles. Cualquier suciedad introducida con el disolvente o desprendida por el, o
cualquier floculo formado por posible reacción entre el disolvente y el fluido
hidráulico, puede atascarse entre las tolerancias extremadamente finas de estas
válvulas y originar un mal funcionamiento. La limpieza de estas máquinas debie_
ra realizarse ajustándose extrictamente a las instrucciones del fabricante.(Las
instrucciones recomiendan normalmente retirar las servo-válvulas y sustituirlas
por "bloques de lavado", que son conductos sencillos o secciones rectas de tube_
ría que permiten la circulación del fluido a través del sistema cuando se reti
ran las servo-válvulas).
LIMPIEZA DE MAQUINAS EN SERVICIO.
La inspección cuidadosa puede indicar varias razones para la limpieza
de sistemas que han estado en servicio durante algún tiempo:
1) Depósitos acumulados en el deposito principal del sistema o en zonas interio_
res del mismo.
2) Operación errática de los sistemas hidráulicos o temperaturas muy elevadas
en el aceite.
3) "Pobre" condición del aceite, puesta en evicencia por color oscuro, aparien
cia "nublada", olor rancio o a "aceite quemado", o viscosidad incorrecta,,
-9-
4) Presencia de emulsiones o contaminación con el fluido de proceso.
SISTEMAS SIN SERVOVALVULAS.
Si la máquina está funcionando satisfatoriamente, las dos últimas condi
ciones (pobre condición o contaminación) pueden remediarse por el procedimiento
descrito en el apartado "Limpieza durante parada".
Si se encuentran depósitos o si la máquina funciona de forma errática,
puede ser deseable limpiar la máquina enteramente mientras se encuentra en ope
ración haciendo circular un disolvente de limpieza junto con la carga de aceite.
El procedimiento a seguir se describe en el apartado "Limpieza durante operación"
\ ) Limpieza con la máquina parada;
Primer paso
Drenar totalmente el sistema inmediatamente después de la parada, mientras el
aceite está todavía caliente. De otro modo, los contaminantes solidos se deposjl
taran, y como el aceite se enfría, algunos productos de oxidación solubles se ha_
rán insolubles y también se depositarán. Debería enviarse una muestra del acei
te drenado a un laboratorio para chequear su condición. Si el aceite es adecua
do todavía para continuar en servicio, puede filtrarse y emplearse para las rep^
siciones. 0 puede emplearse para la lubricación de las partes menos críticas de
las máquinas.
En muchos depósitos el tapón de drenaje está incorrectamente colocado por encima
'<_.-' del fondo, permitiendo que algo de aceite quede en la máquina cuando se efectúa
el drenaje. En los sistemas hidráulicos, puede quedar aceite en cilindros, acu
muladores y tuberías al drenar el deposito. Debe tenerse un cuidado especial en
drenar todo el aceite de estos sistemas tan completamente como sea posible. El
aceite que queda en el deposito puede eliminarse con efectividad con una mangue
ra conectada a una bomba de succión o empapándole con trapos que nos dejes hilos.
Segundo paso
Después de retirar todo el aceite, secar el deposito con trapos que no suelten
hilos. Debería determinarse la naturaleza de cualquier tipo de suciedad que se
encuentre en el deposito. La inspección visual debería hacer posible la identjL
ficacion de desconchados de pintura, herrumbre, partículas de desgaste, hilos,
u otros materiales similares. Eliminar la pintura suelta o la herrumbre que se
-10-
encuentre en las superficies del deposito. Si se encuentran partículas metáli
cas de desgaste debería considerarse la instalación de un tapón de drenaje mag
nético. También deberían determinarse las razones del desgaste.
Tercer paso
Retirar y reemplazar los filtros de cartucho desechables y limpiar los elemen
tos filtrantes de otros tipos, así como los tamices de succión, existentes en
el sistema. Limpiar igualmente los alojamientos de los filtros.
Cuarto paso
Llenar el sistema con la cantidad y tipo adecuado de aceite lubricante o flui
do hidráulico.
Limpieza con la máquina en operación
Los depósitos que existen en un sistema no se eliminan por el simple .
drenaje del aceite. Sin embargo pueden eliminarse del sistema con efectividad
y economía y durante la operación de la máquina, mediante el uso de un disol
vente de limpieza que puede añadirse a la carga de aceite. Existen productos
sobresalientes para la limpieza de sistemas hidráulicos o de circulación siem
pre que no contengan servoválvulas.
Este sistema tiene las ventajas siguientes:
1) Disuelve los materiales gomosos que se encuentran ligados a las materias in
solubles procedentes de contaminación exterior.
2) Libera los materiales insolubles que de esta manera pueden ser arrastrados
a través del sistema.
3) Si se emplea un disolvente adecuado (Mobilsol A) no se producirá corrosión.
4) Si se emplea un disolvente con un punto de inflamación suficientemente ele
vado (250°F-121°C), las precauciones necesarias para el almacenamiento y ma
nejo son las que se exigen normalmente para combustibles ligeros o produc
tos de naturaleza similar.
-11-
Primer paso
Añadir una pequeña cantidad de disolvente al aceite lubricante o hidráulico míen
tras se encuentra en circulación y continuar la operación.
Si el sistema se encuentra anormalmente sucio, la adición de un porcentaje mayor
de disolvente disminuirá el tiempo necesario para la limpieza y aumentará la se
veridad de la misma. Sin embargo, esa cantidad de disolvente disminuirá drásti
camente la viscosidad del aceite, y la aparición con carga podrá ocasionar des
gastes de algunas partes de la máquina. Así pues, la operación debería efectuar
se bajo carga ligera o sin carga, y temperaturas, presiones, etc., deberían vigi
larse cuidadosamente para minimizar la posibilidad de daño a la máquina. Si fue
se necesario debiera añadirse el adecuado porcentaje de un aceite de muy elevada
viscosidad, con el fin de aumentar la viscosidad de la mezcla aceite-disolvente.
D^- • Determinación de la limpieza del sistema
El tiempo .requerido para la limpieza de un sistema hidráulico o de circulación
de aceite, depende en gran parte de la naturaleza de los depósitos y de la canti
dad de disolvente usado. Algunos depósitos se eliminan rápidamente. Otros nece
sitan un tiempo mayor. Carece de sentido sin embargo, el continuar la limpieza
durante un tiempo mayor del necesario. Los tamices en la succión de la bomba de
berían examinarse con frecuencia, y mantenerse libres de acumulaciones de deposi
tos de sustancias arrancadas y arrastradas. El equipo de purificación debe man
tenerse en servicio y debe examinarse con frecuencia para tener la seguridad de
que no se bloquea. Tan pronto como la inspección de los tamices y filtros indi
ca que no es está produciendo más arranque y arrastre, debe concluirse la opera
ción de limpieza. Esto puede ocurrir en 24 horas si los depósitos se eliminan
v_' rápidamente. 0 por el contrario, puede requerir varias semanas si los depósitos
son pertinaces y si solo circula un pequeño porcentaje de disolvente. Algunos
disolventes, cuando se mezclan con aceites lubricantes o hidráulicos de alta ca
lidad en los porcentajes indicados, disminuyen la resistencia a la oxidación del
aceite. Por consiguiente, tales mezclas deberían usarse solamente atendiendo a
las indicaciones de los expertos consultados.
Pasos finales
Drenar el sistema (incluyendo cilindros, acumuladores, etc), limpiar manualmente
el deposito, instalar filtros nuevos en alojamientos previamente limpiados y lie
-12-
nar el sistema como se describió anteriormente en "Limpieza con la máquina para
da".
SISTEMA CON SERVOVALVULAS.
Nota: Solo cuando alguna muy especial consideración de ingeniería merece su em
pleo, podrán emplearse disolventes en la limpieza de sistemas hidráulicos de má
quinas herramientas de control por mando numérico o de cualesquiera otras máqui
ñas que posean servo-válvulas sensibles. Cualquier suciedad introducida con el
disolvente o desprendida por el, o cualquier floculo formado por posible reac
ción entre el disolvente y el fluido hidráulico, puede atascarse entre las tole
/—, rancias extremadamente finas de estas válvulas y originar un mal funcionamiento.fj- )
La limpieza de estas máquinas debiera realizarse ajustándose estrictamente a
las instrucciones del fabricante.
Para mantener el fluido dentro de los límites de limpieza exigidos por
el fabricante de la máquina, deberían seguirse los siguientes pasos:
1) El aceite nuevo que vaya a añadirse como reposición o como relleno total, de
be filtrarse a través de un filtro de 5 u nominales cuando se bombee al depo_
sito de la máquina. Para agilizar la operación se deben emplear prefiltros
de mayor porosidad antes del de 5 u nominales, en evitación de un rápido blo
queo y de la reducción de flujo ocasionada por él. Estos prefiltros pueden
incluir un filtro primario de 50 a 25 u nominales seguido por un filtro se-
• ; cundario de 10 u nominales colocados con anterioridad a la etapa final de
filtración de 5 u nominales.
2) Bajo condiciones normales de servicio, deben tomarse muestras del servosiste
ma,de acuerdo a las instrucciones del fabricante. Pueden emplearse ensayos
normales de laboratorio para medir la condición del aceite; sin embargo, los
fabricantes recomiendan que se realice un conteo de partículas para determi
nar el numero y tamaño de los contaminantes solidos.
3) Las caídas de presión a través de los filtros de la máquinas deben chequear-
se regularmente para poder establecer con seguridad el período más apropiado
para efectuar el cambio de filtros. Los filtros con indicador de caída de
presión incorporado son los más adecuados.
-13-
Si los análisis de rutina de las muestras de aceite, indican que este
está superando ligeramente los límites de limpieza establecidos por el fabrican_
te, puede ser posible eliminar las partículas solidas del aceite por uno de los
dos métodos siguientes:
Limpieza con la máquina en servicio
Instalar temporalmente un sistema de filtración portátil en la línea de retorno
principal. Este sistema debería ser capaz de eliminar todas las partículas cori
taminantes de tamaño superior a 5 u. La filtración del aceite en circulación
debiera continuar hasta que el aceite en la línea de retorno (en el lado de en
trada del sistema de filtración portátil) se encuentre dentro de los límites de
limpieza prescritos.
OLimpieza durante la parada de la máquina
Instalar elementos filtrantes nuevos en los filtros propios de la máquina, y ha
cer circular el aceite a través del sistema. (Nota: Deben retirarse las servo-
válvulas y sustituirse por "bloques de lavado").
Cuando el aceite haya alcanzado el nivel de limpieza deseado (conteo de partí
culas o medida gravimétrica), detener la circulación, reemplazar las servo-váJL
vulas e instalar nuevos elementos filtrantes.
Si las muestras de rutina indican que el aceite se encuentra extraord^
nariamente sucio, o si el mal funcionamiento de la máquina está originado por
contaminación del fluido, debería procederse a un cambio de aceite para devol-
1 .) ver el sistema al nivel de limpieza apropiado.
El drenaje debe hacerse inmediatamente después de la parada, mientras
el aceite se encuentra todavía caliente, ya que de otro modo las partículas so_
lidas contaminantes y algunos productos de oxidación, pueden depositarse en el
interior del sistema. En muchos depósitos el tapón de drenaje se encuentra co_
locado por encima del fondo del tanque, por lo que cierta cantidad de aceite y
contaminantes permanecen en el depósito después de la descarga del mismo. Tam- ,
bien puede quedar aceite en acumuladores, émbolos, bombas, motores, servo-vál
vulas y algunas tuberías. Si la contaminación es muy severa, puede ser aconsj?
-14-
jable eliminar en lo posible todo el aceite sucio remanente en las mencionadas
partes del sistema, antes de proceder al llenado con la carga de lavado.
Después del drenaje, limpiar el deposito con un disolvente adecuado
(Stoddard, por ejemplo), y secarlo totalmente. Reemplazar todos los elementos
filtrantes y rellenar el sistema con aceite nuevo bombeado a la maquina a tra
vés de un filtro de 5 u nominales. Reemplazar las servo-válvulas por "bloques
de lavado" y lavar el sistema haciendo circular aceite nuevo, y cambiando los
elementos filtrantes hasta que los ensayos de conteo de partículas indiquen
que el aceite se encuentra dentro de las especificaciones del fabricante. Ins
talar nuevos elementos filtrantes y reemplazar las servo-válvulas.
OBENEFICIOS.
Los beneficios que se derivan de un programa adecuado de control de la
limpieza de un sistema, y de la actuación para mantener el mismo por debajo de
los límites de contaminación establecidos, incluyen los siguientes:
1) Menor tiempo de parada de máquinas no programada, con menor perdida de pro
ducción, lo que acarrea un incremento de la productividad.
2) Mejor respuesta de las máquinas, o actuación más rápida, cuando la contami
nación se mantiene en niveles bajos, por consiguiente incremento de la pro
ductividad.
o3) Los movimientos de las máquinas son más precisos, lo que quiere decir menor
numero de piezas rechazadas y, por consiguiente, incremento de la producti
vidad.
4) El desgaste de la máquina se reduce y su vida de servicio de prolonga, y se
produce en consecuencia un incremento de la productividad.
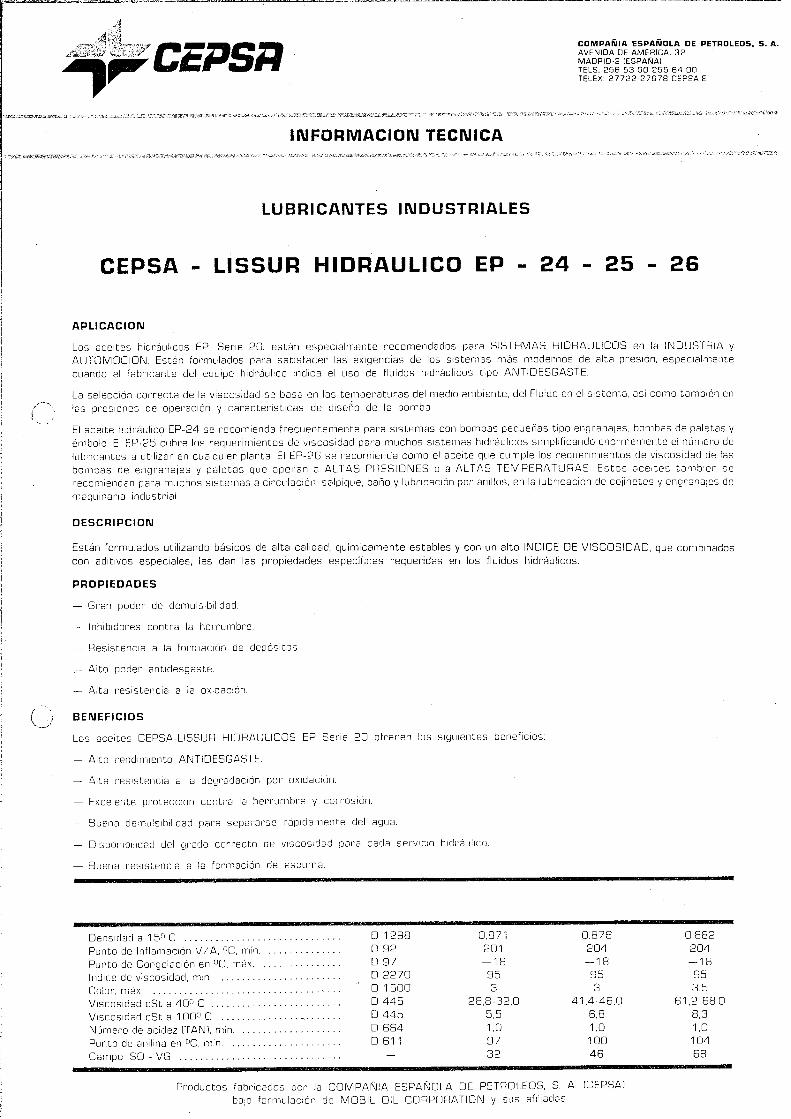
compañía española de petróleos, s. a.avenida de américa. 32
ma0ri0-2 (espama)
TELS. 256 53 00-255 64 00
TELEX: 27722-27678 CEPSA E
INFORMACIÓN TÉCNICA
LUBRICANTES INDUSTRIALES
CEPSA - LISSUR HIDRÁULICO EP - 24 - 25 - 26
APLICACIÓN
Los aceites hidráulicos EP, Sene 20. están especialmente recomendados para SISTEMAS HIDRÁULICOS en la INDUSTRIA y
AUTQMOCION. Están formulados para satisfacer las exigencias de los sistemas más modernos de alta presión, especialmente
cuando el fabricante del equipo hidráulico indica el uso de fluidos hidráulicos tipo ANTIDESGASTE.
La selección correcta de la viscosidad se basa en las temperaturas del medio ambiente, del Fluido en el sistema, asi como también en
las presiones de operación y características de diseño de la bomba
El aceite hidráulico EP-24 se recomienda frecuentemente para sistemas con bombas pequeñas tipo engránales, bombas de paletas y
émbolo. El EP-25 cubre los requerimientos de viscosidad para muchos sistemas hidráulicos simplificando enormemente el número de
lubricantes a utilizar en cualquier planta. El EP-26 se recomienda como el aceite que cumple los requerimientos de viscosidad de las
bombas de engránales y paletas que operan a ALTAS PRESIONES o a ALTAS TEMPERATURAS. Estos aceites también se
recomiendan para muchos sistemas a circulación, salpique, baño y lubricación por anillos, en la lubricación de cornetes y engránales de
maquinaria industrial.
DESCRIPCIÓN
Están formulados utilizando básicos de alta calidad, químicamente estables y con un alto ÍNDICE DE VISCOSIDAD, que combinados
con aditivos especiales, les dan las propiedades específicas requeridas en los fluidos hidráulicos.
PROPIEDADES
— Gran poder de demulsibiiidad.
— Inhibidores contra la herrumbre.
— Resistencia a la formación de depósitos.
— Alto poder antidesgaste.
— Alta resistencia a la oxidación.
BENEFICIOS
Los aceites CEPSA-LISSUR HIDRÁULICOS EP Sene 20 ofrecen los siguientes beneficios:
— Alto rendimiento ANTIDESGASTE.
— Alta resistencia a la degradación por oxidación.
— Excelente protección contra la herrumbre y corrosión.
— Buena demulsibilidad para separarse rápidamente del agua.
— Disponibilidad de! grado correcto de viscosidad para cada servicio hidráulico
— Buena resistencia a la formación de espuma.
Densidad a 15° C D1298 0,871 0,875
Punto de Inflamación V/A, °C, mín □ 92 201 204
Punto de Congelación en °C, máx D 97 —18 —18
índice de viscosidad, mín D 2270 95 95
Color, máx ' D 1500 3 3Viscosidad cSt a 40° C □ 445 28,8-32.0 41,4-46,0
Viscosidad cSt a 100° C D 445 5,5 6,8
Número de acidez (TAN), mín D 664 1,0 1,0
Punto de anilina en °C, mín D 611 97 100
Campo ISO - VG - 32 46
Productos fabricados por la COMPAÑÍA ESPAÑOLA DE PETRÓLEOS, S. A. (CEPSA)
baio formulación de MOBIL OIL CORPORATION y sus afiliadas.
0,882
204
— 18
95
3.5
61,2-68,0
8,3
1,0
104
68
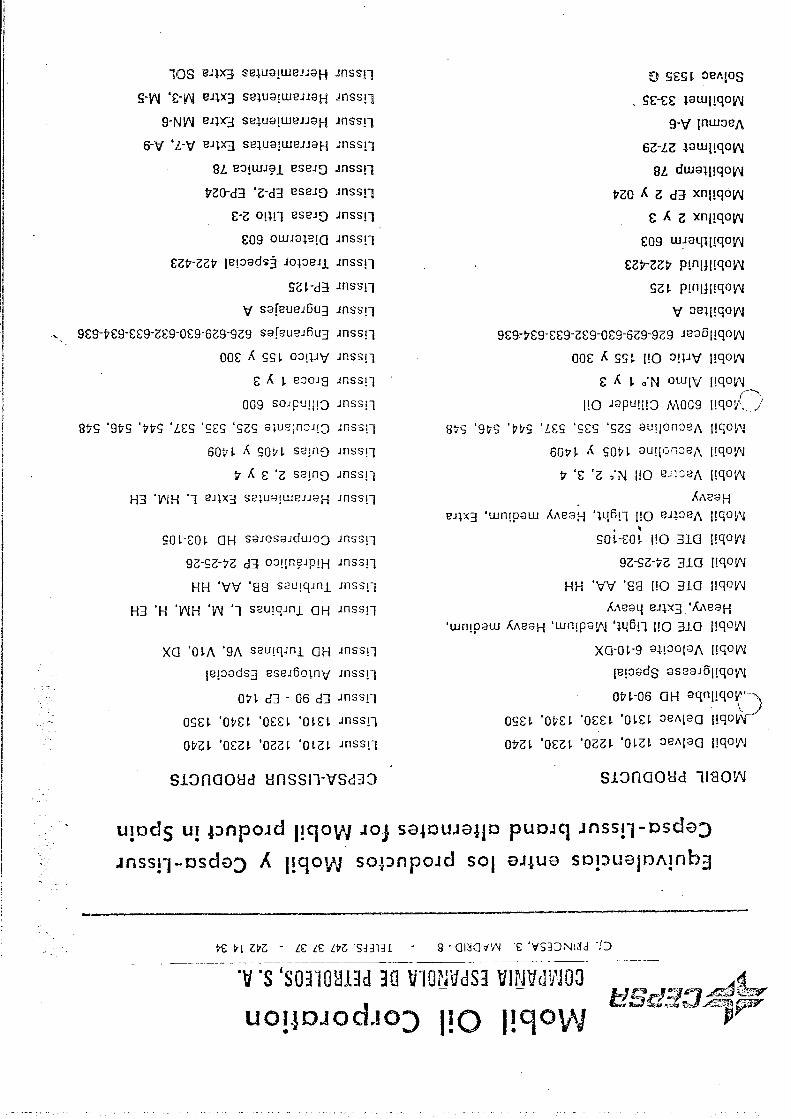
MobilOüCorporafion
COMPAÑÍAESPAÑOLADEPETRÓLEOS,S.A.
C/.PRINCESA,3.MADRID-8TELEFS.2473737-242H34
EquivalenciasentrelosproductosMobilyCepsa-Üssur
Cepsa-ÜssurbrandalfernatesforMobilproduetinSpain
MOBILPRODUCTS
Mobi!Delvac1210,1220,1230,1240
MobilDelvac1310.1330.1340,1350
HD90-140
MobilgreaseSpecia!
MobilVelocite6-10-DX
Mobi!DTEOilLight,Médium,Heavymédium,
Heavy,Extraheavy
Mobi!DTEOilB8.AA.HH
MobilDTE24-25-26
Mobi!DTEOil103-105
MobilVactraOilLight,Heavymédium,Extra
Heavy
MobilVactraOilN.°2,3,4
MobilVacuoline1405y1409
MobilVacuoline525,535,537.544,546,548
í'AobW600WCilinderOil
~MobilAlmoN.°1y3
Mobi!ArticOÜ155y300
Mobilgear626-629-630-632-633-634-636
MobiltacA
Mobilfluid125
Mobilfluid422-423
Mobiltherm603
Mobilux2y3
Mobüux£P2y024
Mobiltemp78
Mobilmet27-29
VacmulA-6
Mobilmet33-35'
Solvac1535G
CEPSA-LISSURPRODUCTS
Lissur1210,1220.1230.1240
Lissur1310,1330,1340,1350
LissurEP90-EP140
LissurAutograsaEspecial
LissurHDTurbinasV6,V10,DX
LissurHDTurbinasL,M,HM,H,EH
LissurTurbinasBB,AA,HH
LissurHidráulicoEP24-25-26
LissurCompresoresHD103-105
LissurHerramientasExtraL,HM,EH
LissurGuías2,3y4
LissurGuías1405y1409
LissurCirculante525,535,537,544,546,548
LissurCilindros600
LissurBroca1y3
LissurÁrtico155y300
LissurEngranajes626-629-630-632-633-634-636
LissurEngranajesA
LissurEP-125
LissurTractorEspecial422-423
LissurDiatermo603
LissurGrasaLitio2-3
LissurGrasaEP-2.EP-024
LissurGrasaTérmica78
LissurHerramientasExtraA-7,A-9
LissurHerramientasExtraMN-6
LissurHerramientasExtraM-3,M-5
LissurHerramientasExtraSOL