9 -curso mantenimiento de válvulas-corsa
TRANSCRIPT
Noviembre 2011
Querétaro, Qro., México
Instructor: Ing. Juan José Cortés Romo
Mantenimiento de
Válvulas
2
MANTENIMIENTO DE VÁLVULAS
• Que es una válvula?
• Como controla el flujo?
• Cuantos tipos de válvulas existen?
Elaboró: Ing. Juan José Cortés Romo

3
TIPOS DE VÁLVULAS
• Tipo de compuerta
• Esféricas
• Válvulas macho
• Válvulas de retención
• Válvulas de mariposa
• Válvulas de globo
Elaboró: Ing. Juan José Cortés Romo
4
TIPO DE COMPUERTA
• Compuerta de cuña
• Compuerta de expansión de paso completo y
continuado
• Compuerta sólida de paso completo y continuado.
• Compuerta bipartida.
TIPOS DE VÁLVULAS
Elaboró: Ing. Juan José Cortés Romo
5
ESFÉRICAS
• Flotante
• Con muñones
VÁLVULAS MACHO
• Tapón cónico normal
• Tapón cónico invertido
• Tapón cilíndrico paso rectangular
• Tapón cilíndrico circular
TIPOS DE VÁLVULAS
Elaboró: Ing. Juan José Cortés Romo
6
VÁLVULAS DE RETENCIÓN
• De columpio.
• De pistón.
• De balín.
CARACTERÍSTICAS
• Retienen el contra flujo.
• Bajas velocidades.
• Pueden instalarse vertical u horizontalmente.
• Mínimas caídas de presión.
• Baja frecuencia de operación.
TIPOS DE VÁLVULAS
Elaboró: Ing. Juan José Cortés Romo

7 Elaboró: Ing. Juan José Cortés Romo
TIPOS DE VÁLVULAS
VÁLVULAS DE MARIPOSA
• Diseñadas para servicio de agua.
• Diseñadas para servicio industrial.
• Manejan fluidos corrosivos y con sólidos en suspensión.
CARACTERÍSTICAS:
• El disco gira a través de un eje vertical u horizontal.
• Requiere de poco espacio de instalación.
• Están diseñadas para regular flujo.
• Sello hermético.
8
VÁLVULAS DE GLOBO
• Disco esférico.
• Disco tipo tapón cónico.
• Disco tipo pistón.
• De ángulo.
• De aguja (cierre hermético para alta presión hasta 10, 000 PSI).
CARACTERÍSTICAS:
• Alta frecuencia de operación.
• Son diseñadas para regular flujo
• Mínima erosión.
• Alta caída de presión.
• Son diseñadas para cierre positivo para gases y aire.
TIPOS DE VÁLVULAS
Elaboró: Ing. Juan José Cortés Romo

9
VÁLVULAS DE ALIVIO Y SEGURIDAD
• Se accionan automáticamente cuando la presión excede
el limite para lo cual fueron calibradas.
CARACTERÍSTICAS
• Son diseñadas para proteger tanque y equipos
TIPOS DE VÁLVULAS
Elaboró: Ing. Juan José Cortés Romo
10
VÁLVULA DE COMPUERTA TIPO CUÑA
• Esta válvula esta diseñada para utilizarse
completamente abierta o totalmente cerrada, no se
recomienda para regular flujo.
• Estas válvulas pueden ser de vástago saliente o
vástago fijo, su compuerta tiene un ángulo en sus caras
de sello.
• Por su diseño la compuerta puede ser de una pieza o
bipartida.
• Sus componentes más importantes son: Vástago,
asientos, volante, bonete y caja de empaques, cuerpo,
elementos de sujeción y empaquetaduras.
• Según su uso, estas válvulas pueden fabricarse en
diferentes materiales para las condiciones de fluido.
TIPOS DE VÁLVULAS
Elaboró: Ing. Juan José Cortés Romo

11
MATERIALES DE VÁLVULA DE
COMPUERTA TIPO CUÑA
Elaboró: Ing. Juan José Cortés Romo

12
VÁLVULA DE COMPUERTA TIPO CUÑA
Elaboró: Ing. Juan José Cortés Romo

13 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE COMPUERTA TIPO CUÑA
14
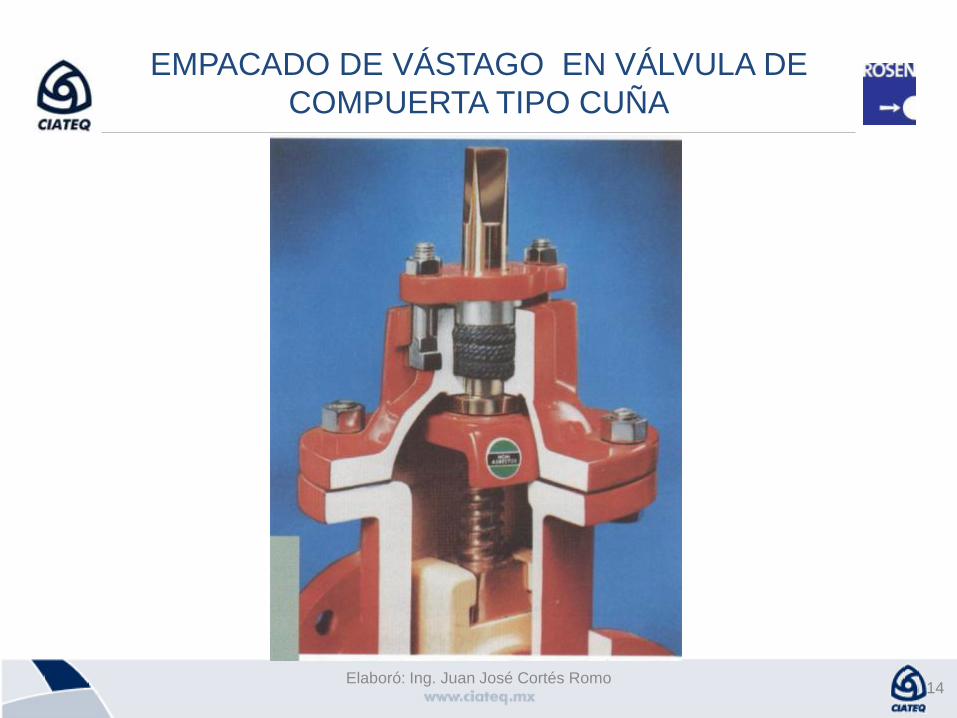
EMPACADO DE VÁSTAGO EN VÁLVULA DE
COMPUERTA TIPO CUÑA
Elaboró: Ing. Juan José Cortés Romo

15 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE COMPUERTA TIPO CUÑA

16 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE COMPUERTA DE PASO COMPLETO
Y CONTINUADO
PASO COMPLETO
Una válvula es de paso completo cuando el interior del
conducto, incluyendo los asientos, permite sin obstáculo el
paso de herramientas para limpieza de tubería (diablos),
instalación de accesorios, paso de herramientas de corte, etc.,
sin perjuicio para la válvula.

17 Elaboró: Ing. Juan José Cortés Romo
PASO CONTINUADO
Una válvula es de paso continuado cuando el interior de su conducto no tiene cavidades, bolsas o discontinuidades. Por lo general es de acabado terso.
Para satisfacer lo arriba indicado, el diseño de estas válvulas debe cumplir con las siguientes condiciones:
A.- Que la compuerta sea de caras paralelas.
B.- Que el conducto de paso sea una perforación circular contenida integralmente en la compuerta.
C.- Que el diámetro de los asientos sea igual al diámetro interior del conducto de la compuerta.
VÁLVULA DE COMPUERTA DE PASO COMPLETO
Y CONTINUADO
18 Elaboró: Ing. Juan José Cortés Romo
¿Cuál es la razón para tener que especificar el uso de válvulas de paso completo y continuado?
Con referencia a válvulas que se instalan en líneas de
conducción petrolera ( razón por la cual se les llama
válvulas de línea), debe tomarse muy en cuenta que todos
los hidrocarburos, sean en forma de gas o líquidos, llevan
partículas en suspensión aun después de pasar por filtros
separadores o lavadoras. Estas partículas son abrasivas y
fácilmente se aglomeran entre si, pudiendo llegar a formar
conglomerados de gran tamaño.
VÁLVULA DE COMPUERTA DE PASO COMPLETO
Y CONTINUADO

19 Elaboró: Ing. Juan José Cortés Romo
¿Cuál es la razón para tener que especificar el uso de válvulas de paso completo y continuado?(Continua…)
Para evitar que estas formaciones lleguen a extremos
peligrosos para el sistema (Taponamientos, aumentos en la
caída de presión, desprendimientos, etc.) se deben limpiar
periódicamente, el diseño de estas herramientas es tal, que
solo permiten pequeñas variaciones en el diámetro de los
conductos a limpiar. Y aun estas variaciones están sujetas a
otras condiciones para que puedan aceptarse. Entre otras,
están las condiciones de que no haya escalones súbitos, que
las diferencias se hagan gradualmente.
VÁLVULA DE COMPUERTA DE PASO COMPLETO
Y CONTINUADO
20 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA FIP DE COMPUERTA
Existen dos tipos de válvulas de compuerta de paso completo y continuado
• Válvulas de compuerta de expansión.
• Válvula de compuerta flotante.

21 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE COMPUERTA TIPO EXPANSIÓN DE PASO COMPLETO Y CONTINUADO.
En este tipo de válvulas, la compuerta consta de dos piezas,
empleando una acción de doble acuñamiento para obtener
una expansión paralela de la compuerta y del segmento de
la misma. El sello obtenido es un sello mecánico hermético
que no es afectado por las pulsaciones o vibraciones de la
tubería.
VÁLVULA FIP DE COMPUERTA

22 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE COMPUERTA
DE EXPANSIÓN MARCA FIP

23 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE COMPUERTA
DE EXPANSIÓN MARCA FIP

24 Elaboró: Ing. Juan José Cortés Romo
CARACTERÍSTICAS DE VÁLVULA DE
COMPUERTA DE EXPANSIÓN FIP
• Este tipo de compuerta al llegar a sus puntos extremos de
la carrera abrir-cerrar, se expande. Esta acción se
aprovecha para logar que cada pieza de la compuerta
presione al asiento respectivo logrando un eficiente sello
metal-metal. Fuera de estas posiciones extremas ( que es
cuando esta expandida) la compuerta vuelve a su
posición original, dejando un claro entre ella y los
asientos. Esto hace que la compuerta viaje libremente.
Este tipo de válvulas no estan diseñadas para regular
flujo.
25 Elaboró: Ing. Juan José Cortés Romo
• En este tipo de válvulas si es importante la dirección de
flujo.
CARACTERÍSTICAS DE VÁLVULA DE
COMPUERTA DE EXPANSIÓN FIP
26 Elaboró: Ing. Juan José Cortés Romo
DIAGRAMAS DE FUNCIONAMIENTO DE UNA
COMPUERTA DE EXPANSIÓN.
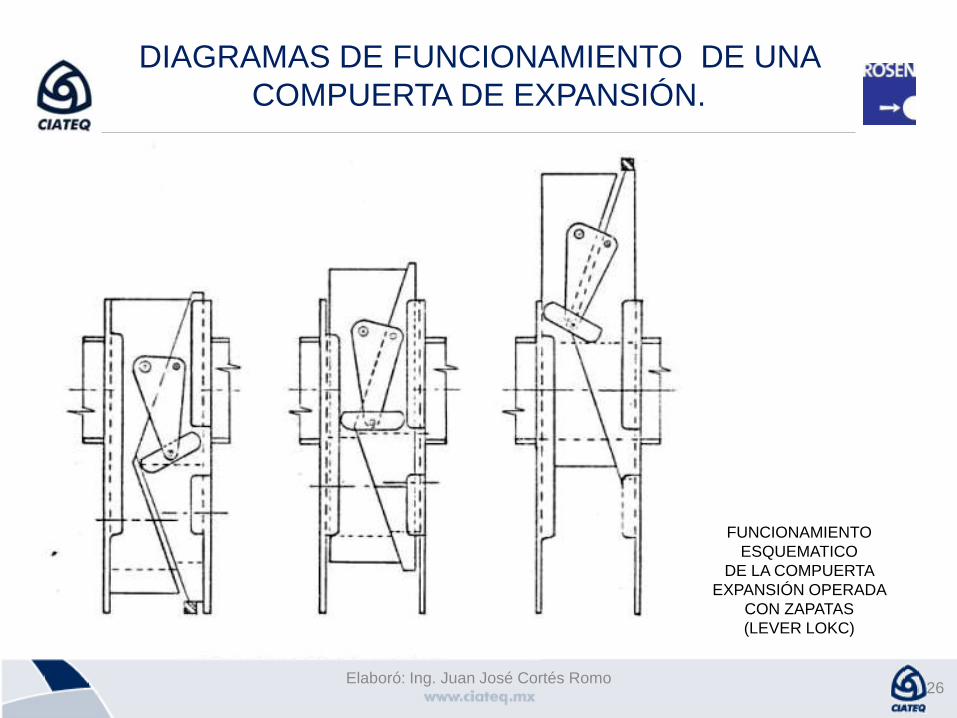
FUNCIONAMIENTO
ESQUEMATICO
DE LA COMPUERTA
EXPANSIÓN OPERADA
CON ZAPATAS
(LEVER LOKC)

27 Elaboró: Ing. Juan José Cortés Romo
DIAGRAMAS DE FUNCIONAMIENTO DE UNA
COMPUERTA DE EXPANSIÓN.

28 Elaboró: Ing. Juan José Cortés Romo
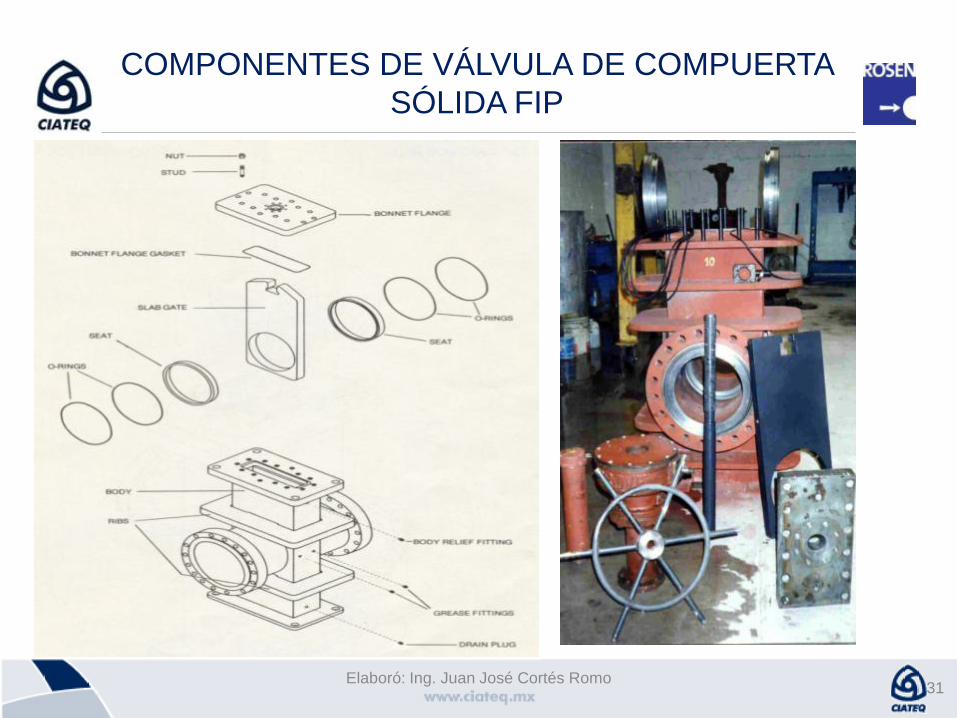
VÁLVULA DE COMPUERTA SÓLIDA DE PASO COMPLETO Y CONTINUADO
• En las válvulas de compuerta sólida se combina la economía con un funcionamiento altamente eficaz.
• Los asientos son del tipo flotante actuados mediante presión dinámica.
• La parte central del asiento tiene un anillo de teflón.
• En estas válvulas el flujo puede ser en ambos sentidos

29 Elaboró: Ing. Juan José Cortés Romo
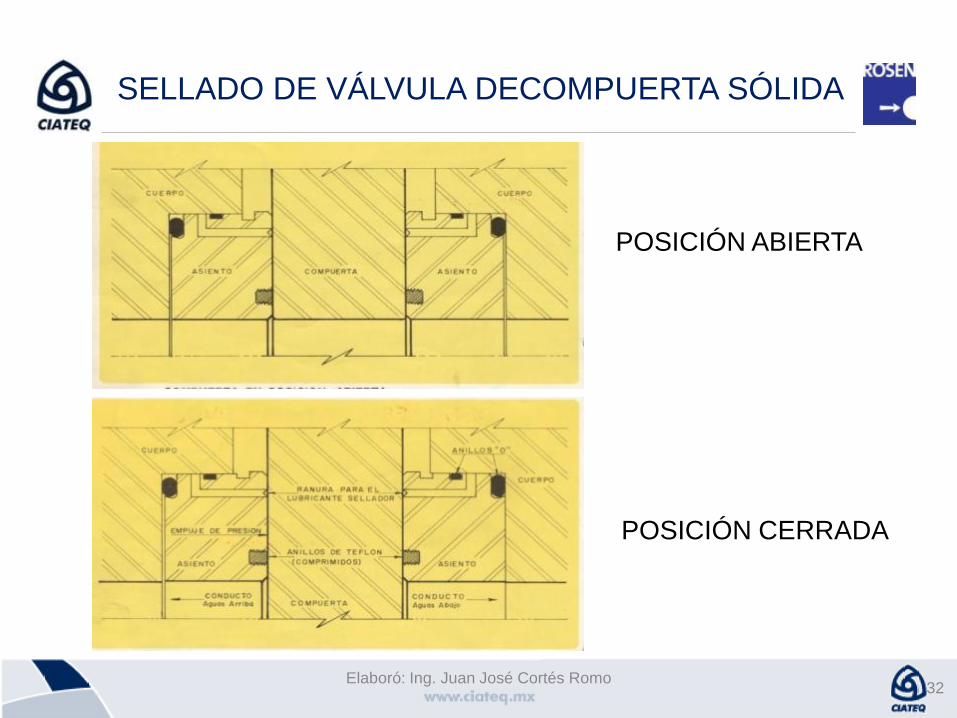
• Cuando la compuerta esta cerrada teniendo igual presión
en ambos lados del conducto, el sello inicial se efectúa entre
el teflón y la compuerta; a medida que la presión actúa sobre
la cara de la compuerta, el teflón del asiento de lado opuesto
se comprime obteniendo así un sello hermético de metal con
metal, esta hermeticidad se logra mediante la diferencia de
presión con el interior del cuerpo ya que la presión en la línea
actuando entre la parte posterior del asiento y la caja del
mismo empuja contra la compuerta.
VÁLVULA DE COMPUERTA SÓLIDA DE PASO COMPLETO Y CONTINUADO

30 Elaboró: Ing. Juan José Cortés Romo
VÁLVULAS DE COMPUERTA SÓLIDA DE PCC FIP
31 Elaboró: Ing. Juan José Cortés Romo
COMPONENTES DE VÁLVULA DE COMPUERTA
SÓLIDA FIP
32 Elaboró: Ing. Juan José Cortés Romo
SELLADO DE VÁLVULA DECOMPUERTA SÓLIDA
POSICIÓN ABIERTA
POSICIÓN CERRADA

33 Elaboró: Ing. Juan José Cortés Romo
CARACTERÍSTICAS DE FUNIONAMIENTO DE LOS
ASIENTOS EN UN VÁLVULA DE COMPUERTA
SÓLIDA DE PCC.

34 Elaboró: Ing. Juan José Cortés Romo
VÁVULA DE ESFERA
VALVULAS ESFERICAS
• Esfera flotante
• Esfera con muñones
ESFERA FLOTANTE
El diseño de esfera flotante, se refiere a que la esfera
únicamente esta apoyada en el vástago, y su se aloja
libremente.
35 Elaboró: Ing. Juan José Cortés Romo
ESFERA CON MUÑONES
En este diseño la esfera se apoya por la parte superior
con el vástago y por la parte inferior esta soportada por
otro muñón, esto hace que la esfera gire en sus propio
eje con mayor precisión y robustez, su aplicación son las
más comunes
En ambos casos, esfera flotante o con muñones, estas
válvulas trabajan completamente abiertas o totalmente
cerradas, no son de regulación.
Por su diseño también son de paso completo y
continuado.
Su aplicación más común son en líneas de conducción
de cualquier fluido.
VÁVULA DE ESFERA

36 Elaboró: Ing. Juan José Cortés Romo
VISTA DE COMPONENTES DE VÁLVULA
DE BOLA

37 Elaboró: Ing. Juan José Cortés Romo
PRINCIPIO DE SELLADO DE VÁLVULA DE BOLA
38 Elaboró: Ing. Juan José Cortés Romo
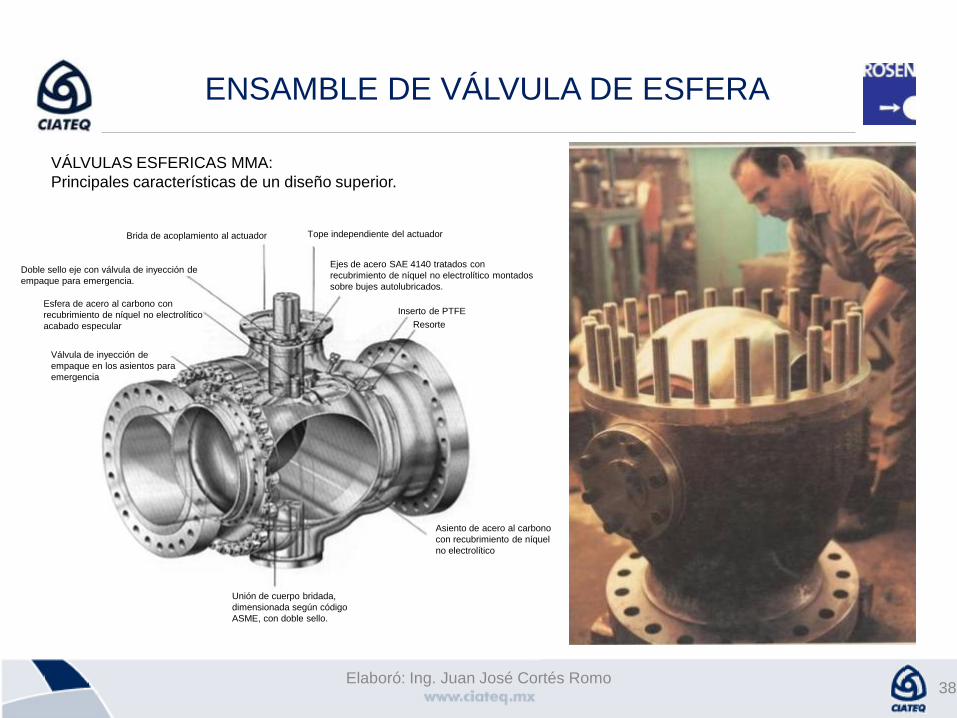
ENSAMBLE DE VÁLVULA DE ESFERA
Tope independiente del actuador
Ejes de acero SAE 4140 tratados con
recubrimiento de níquel no electrolítico montados
sobre bujes autolubricados.
Inserto de PTFE
Resorte
Asiento de acero al carbono
con recubrimiento de níquel
no electrolítico
Unión de cuerpo bridada,
dimensionada según código
ASME, con doble sello.
Válvula de inyección de
empaque en los asientos para
emergencia
Esfera de acero al carbono con
recubrimiento de níquel no electrolítico
acabado especular
Doble sello eje con válvula de inyección de
empaque para emergencia.
Brida de acoplamiento al actuador
VÁLVULAS ESFERICAS MMA:
Principales características de un diseño superior.

39 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE ESFERA ENSAMBLADA
40 Elaboró: Ing. Juan José Cortés Romo
MODELO CORTO
MODELO REGULAR
MODELO VENTURI
• Tapón cónico normal.
• Tapón invertido.
• Tapón cilíndrico paso rectangular.
• Tapón cilíndrico paso circular.
VÁLVULA TIPO MACHO
41 Elaboró: Ing. Juan José Cortés Romo
Para las válvulas tipo macho, su aplicación es donde se
necesita manejar fluidos severo inclusive con sólidos e
suspensión y en sistemas que requieran cierre hermético y
espacio mínimo de instalación. Las válvulas macho
lubricadas se utilizan para trabajar abiertas o cerradas y no
en regulación de flujo. Son las más adecuadas para
servicio pesado, estables dimensionalmente, ya que las
elevadas presiones no afectan sus superficies de sello
(película sellantes).
VÁLVULA TIPO MACHO

42 Elaboró: Ing. Juan José Cortés Romo
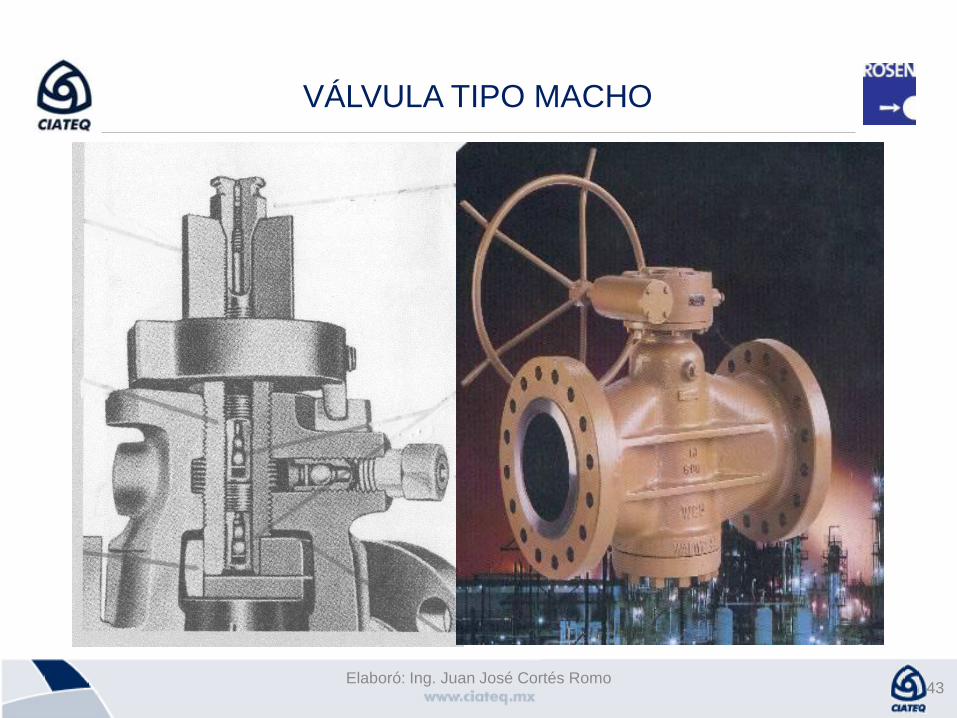
VÁLVULAS MACHOS, DIFERENTES MODELOS
43 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA TIPO MACHO

44 Elaboró: Ing. Juan José Cortés Romo
PRINCIPIO DE FUNCIONAMIENTO DE
VÁLVULAS MACHO

45 Elaboró: Ing. Juan José Cortés Romo
PRINCIPIO DE FUNCIONAMIENTO DE
VÁLVULAS MACHO

46 Elaboró: Ing. Juan José Cortés Romo
PRINCIPIO DE FUNCIONAMIENTO DE
VÁLVULAS MACHO
47 Elaboró: Ing. Juan José Cortés Romo
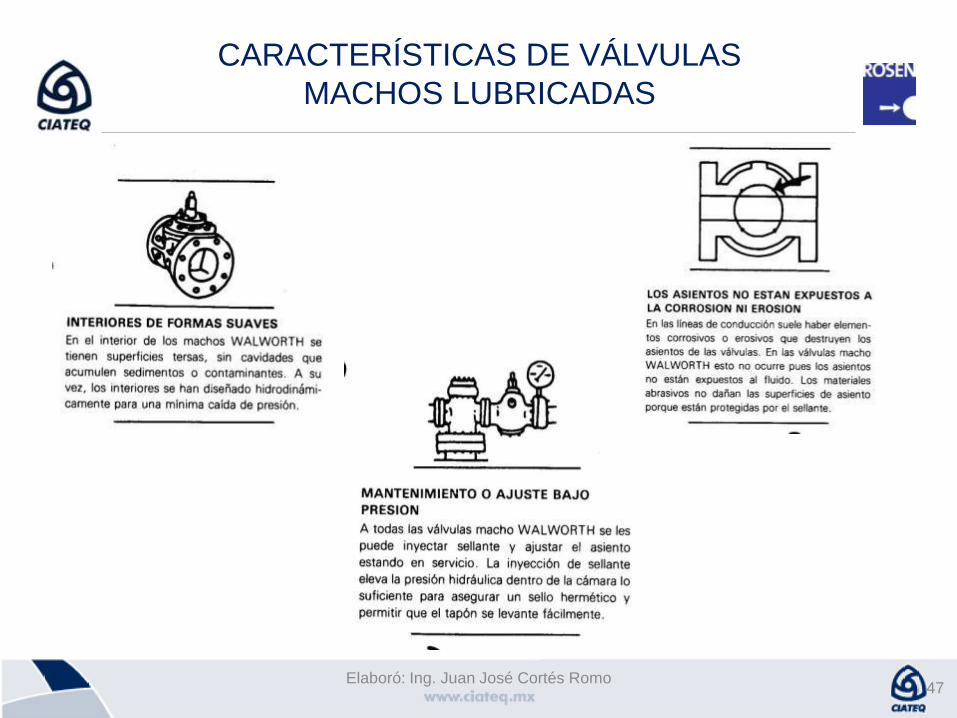
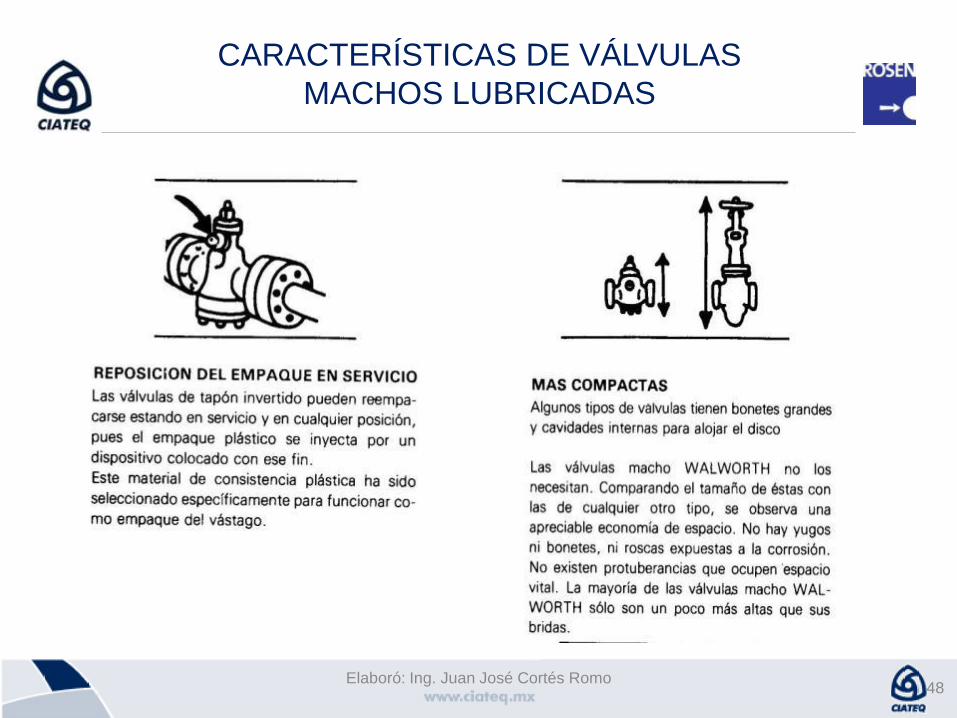
CARACTERÍSTICAS DE VÁLVULAS
MACHOS LUBRICADAS
48 Elaboró: Ing. Juan José Cortés Romo
CARACTERÍSTICAS DE VÁLVULAS
MACHOS LUBRICADAS

49 Elaboró: Ing. Juan José Cortés Romo
CARACTERÍSTICAS DE VÁLVULAS
MACHOS LUBRICADAS
50 Elaboró: Ing. Juan José Cortés Romo
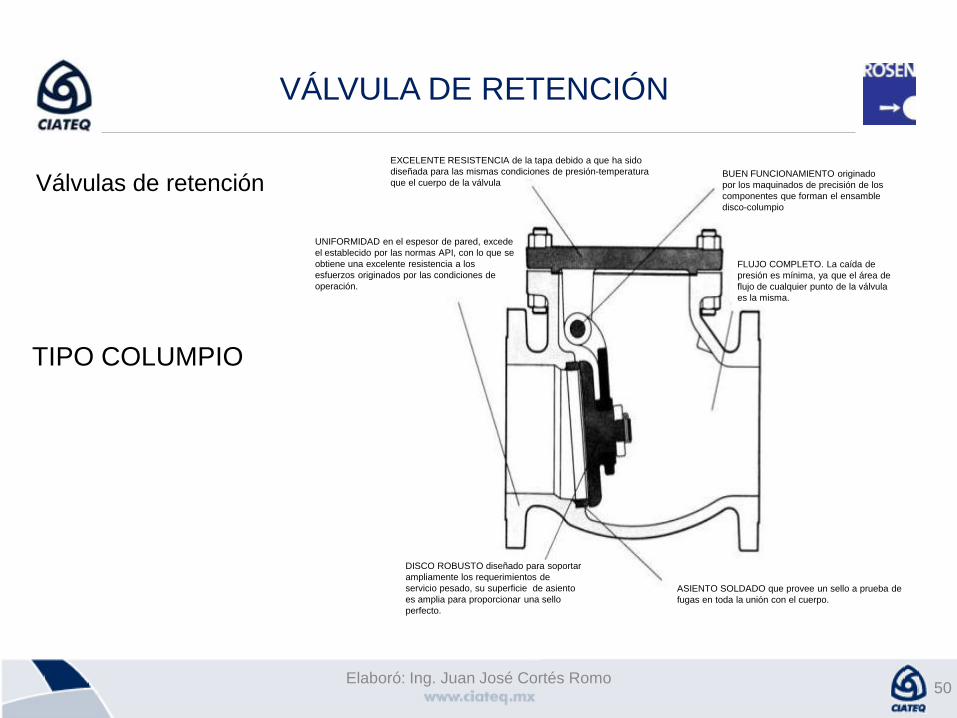
VÁLVULA DE RETENCIÓN
TIPO COLUMPIO
Válvulas de retención EXCELENTE RESISTENCIA de la tapa debido a que ha sido
diseñada para las mismas condiciones de presión-temperatura
que el cuerpo de la válvula BUEN FUNCIONAMIENTO originado
por los maquinados de precisión de los
componentes que forman el ensamble
disco-columpio
FLUJO COMPLETO. La caída de
presión es mínima, ya que el área de
flujo de cualquier punto de la válvula
es la misma.
ASIENTO SOLDADO que provee un sello a prueba de
fugas en toda la unión con el cuerpo.
DISCO ROBUSTO diseñado para soportar
ampliamente los requerimientos de
servicio pesado, su superficie de asiento
es amplia para proporcionar una sello
perfecto.
UNIFORMIDAD en el espesor de pared, excede
el establecido por las normas API, con lo que se
obtiene una excelente resistencia a los
esfuerzos originados por las condiciones de
operación.

51 Elaboró: Ing. Juan José Cortés Romo
TIPO BALIN TIPO PISTON
VÁLVULA DE RETENCIÓN

52 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE MARIPOSA
53 Elaboró: Ing. Juan José Cortés Romo
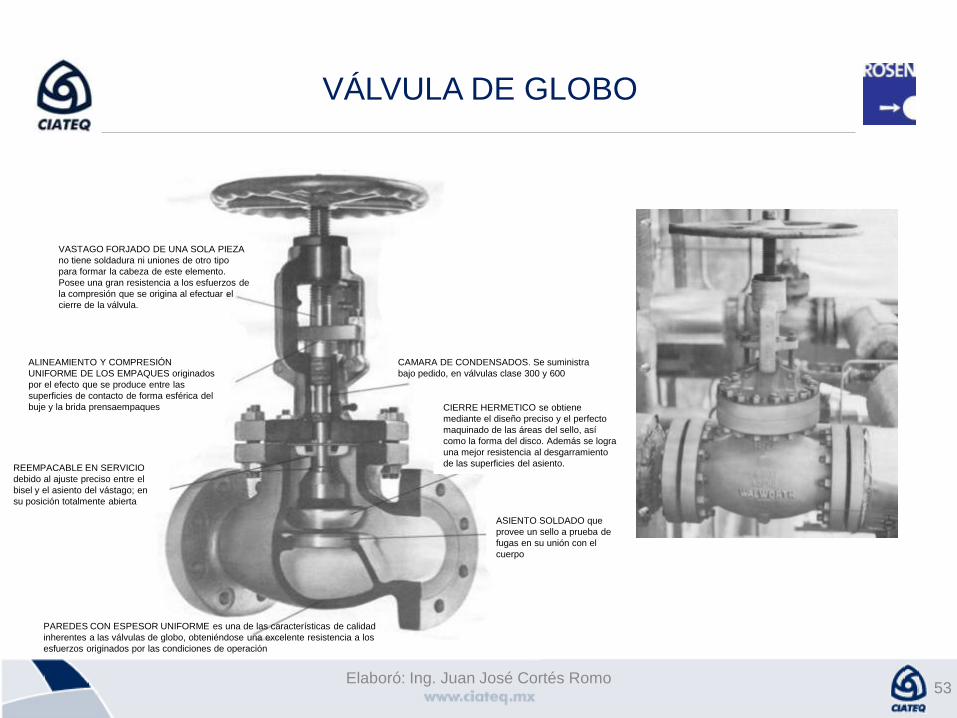
VÁLVULA DE GLOBO
CAMARA DE CONDENSADOS. Se suministra
bajo pedido, en válvulas clase 300 y 600
CIERRE HERMETICO se obtiene
mediante el diseño preciso y el perfecto
maquinado de las áreas del sello, así
como la forma del disco. Además se logra
una mejor resistencia al desgarramiento
de las superficies del asiento.
ASIENTO SOLDADO que
provee un sello a prueba de
fugas en su unión con el
cuerpo
PAREDES CON ESPESOR UNIFORME es una de las características de calidad
inherentes a las válvulas de globo, obteniéndose una excelente resistencia a los
esfuerzos originados por las condiciones de operación
REEMPACABLE EN SERVICIO
debido al ajuste preciso entre el
bisel y el asiento del vástago; en
su posición totalmente abierta
ALINEAMIENTO Y COMPRESIÓN
UNIFORME DE LOS EMPAQUES originados
por el efecto que se produce entre las
superficies de contacto de forma esférica del
buje y la brida prensaempaques
VASTAGO FORJADO DE UNA SOLA PIEZA
no tiene soldadura ni uniones de otro tipo
para formar la cabeza de este elemento.
Posee una gran resistencia a los esfuerzos de
la compresión que se origina al efectuar el
cierre de la válvula.

54 Elaboró: Ing. Juan José Cortés Romo
VÁLVULA DE ALIVIO Y SEGURIDAD
55 Elaboró: Ing. Juan José Cortés Romo
• TIPO DE SERVICIO
Obturar o permitir el paso del flujo
Regular el flujo
Evitar el retroceso del flujo
Cambiar la dirección del flujo
FACTORES PARA SELECCIÓN DE VÁLVULAS
56 Elaboró: Ing. Juan José Cortés Romo
• NATURALEZA DEL FLUIDO
Aceite, vapores de aceite
Gas, Gas agrio, Compuestos químicos
Agua, vapor, agua/ vapor
Productos alimenticios
Productos solidificables
FACTORES PARA SELECCIÓN DE VÁLVULAS

57 Elaboró: Ing. Juan José Cortés Romo
• TEMPERATURA DE OPERACIÓN
Máxima
Mínima
• PRESIÓN DE TRABAJO
Máxima
Vacío
Cambios bruscos
FACTORES PARA SELECCIÓN DE VÁLVULAS

58 Elaboró: Ing. Juan José Cortés Romo
• TAMAÑO DE LA VÁLVULA
Paso completo y continuado
Paso restringido
Venturi
• CONEXIÓN A LA LÍNEA
Bridas: Cara plana, Realzada, Juntas tipo anillo, Mixtas
Extremos a soldar: A tope, en caja
Roscas
FACTORES PARA SELECCIÓN DE VÁLVULAS

59 Elaboró: Ing. Juan José Cortés Romo
• COLOCACIÓN DE LA VÁLVULA
En el piso, elevada, enterrada, bajo el agua, en espacio
limitado, en lugar inaccesible, en cantiliver.
• OPERACIÓN DE LA VÁLVULA
Manual
Transmisión de engranes
Automatizada, eléctrica, neumática, hidráulica
FACTORES PARA SELECCIÓN DE VÁLVULAS

60 Elaboró: Ing. Juan José Cortés Romo
• NORMAS Y COSTOS.
Servicio en: Refinerías, producción y conducción, plantas
químicas o petroquímicas, prevención de incendios,
plantas alimenticias.
Costos: Tipo de válvulas, tamaño de válvulas, materiales
requeridos, aditamentos especiales, seguridad.
NORMAS QUE REGULAN SU FABRICACIÓN
61 Elaboró: Ing. Juan José Cortés Romo
– ANSI AMERICAN NATIONAL STANDARD INSTITUTE (ANTERIORMENTE ASA O USAS)
• INSTITUTO NACIONAL AMERICANA DE NORMAS.
– ASME AMERICAN SOCIETY OF MECHANICAL ENGINEERS
• SOCIEDAD AMERICANA DE INGENIEROS MECANICOS
– API AMERICAN PETROLEUM INSTITUTE
• INSTITUTO AMERICANO DEL PETROLEO
NORMAS QUE REGULAN SU FABRICACIÓN
62 Elaboró: Ing. Juan José Cortés Romo
– MSS MANUFACTURES STANDARIZATION SOCIETY OF THE VALVE AND FITTING INDUSTRY
• SOCIEDAD DE NORMALIZACION DE FABRICANTES DE LA INUSTRIA DE VALVULAS Y CONEXIONES.
– NACE NATIONAL ASSOCIATION OF CORROSION ENGINEERS
• ASOCIACION NACIONAL DE INGENIEROS EN CORROSION
– ASTM AMERICAN SOCIETY FOR TESTING AND MATERIALS
• SOCIEDAD AMERICANA PARA MATERIALES Y PRUEBAS
NORMAS QUE REGULAN SU FABRICACIÓN
63 Elaboró: Ing. Juan José Cortés Romo
– BSI BRITISH STÁNDAR INSTITUTE
• INSTITUTO BRITANICO DE NORMALIZACION
– AISI AMERICAN IRON AND STEEL INSTITUTE
• INSTITUTO AMERICANO DEL HIERRO Y EL ACERO
– AWWA AMERICAN WATER WORKS ASSOCIATION
• ASOCIACION AMERICANA PARA INSTALACIONES DE SUMINISTRO DE AGUA
NORMAS QUE REGULAN SU FABRICACIÓN

64 Elaboró: Ing. Juan José Cortés Romo
NORMAS USADAS EN LA
FABRICACIÓN DE VÁLVULAS
– AWS AMERICAN WLDING SOCIETY
• SOCIEDAD AMERICANA DE LA SULDADURA
– API
• Q1 ESPECIFICACION PARA PROGRAMAS DE
CALIDAD
• 6D ESPECIFICACION PARA VALVULAS DE
OLEODUCTOS
• 605 BRIDAS DE ACERO AL CARBON DE
DIAMETROS GRANDES
• 6FA ESPECIFICACION PARA PRUEBAS DE
FUEGO EN VALVULAS
• 607 PRUEBA DE FUEGO EN VALVULA DE ¼ DE
GIRO

65 Elaboró: Ing. Juan José Cortés Romo
– ANSI
• B16.5 BRIDAS PARA TUBERIA Y CONEXIONES
BRIDADAS
• B16.34 VALVULA BRIDADAS Y CON EXTREMOS
SOLDABLES
– MSS
• SP-44 BRIDAS DE ACEO PARA OLEODUCTOS
• SP-25 SISTEMAS ESTANDAR DE MARCAJE
PARA VALVULAS, BRIDAS , CONEXIONES Y
UNIONES
NORMAS USADAS EN LA
FABRICACIÓN DE VÁLVULAS

66 Elaboró: Ing. Juan José Cortés Romo
NACE
MR01-75 MATERIALES METALICOS STD. PARA EQUIPO
PETROLERO RESITENTES AL AGRETAMIENTOS POR
ESFUERZOS DEBIDOS AL ACIDO SULFHIDRICO (H2S)
ASME
SECC IX CODIGO PARA RECIPIENTES SUJETOS A
PRESION (SECC DE SOLDADURA)
ASTM A370 PRUEBAS MECANICAS PARA PRODUCTOS DE
ACERO (TECNICA CHARPY)
NORMAS USADAS EN LA
FABRICACIÓN DE VÁLVULAS
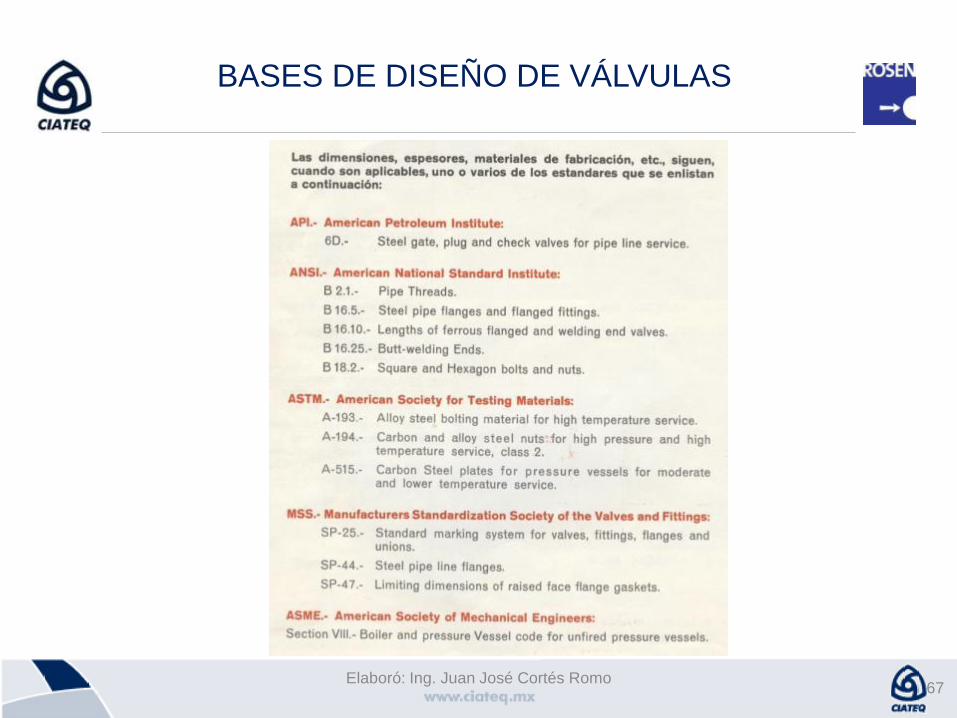
67 Elaboró: Ing. Juan José Cortés Romo
BASES DE DISEÑO DE VÁLVULAS

68 Elaboró: Ing. Juan José Cortés Romo
USOS Y CONDICIONES DE OPERACIÓN

69 Elaboró: Ing. Juan José Cortés Romo
MATERIALES DE LOS COMPONENTES DE
VÁLVULAS
70 Elaboró: Ing. Juan José Cortés Romo
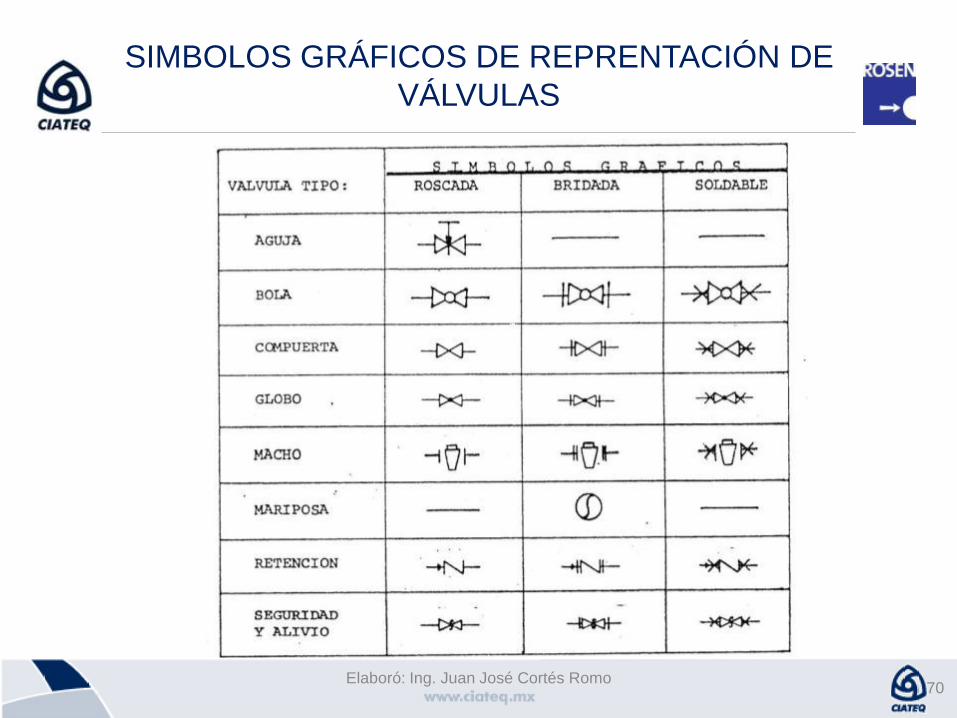
SIMBOLOS GRÁFICOS DE REPRENTACIÓN DE
VÁLVULAS

71 Elaboró: Ing. Juan José Cortés Romo
COMPARACIÓN DE ACEROS PARA
CUERPOS DE VÁLVULAS

72 Elaboró: Ing. Juan José Cortés Romo
TIPOS DE VÁLVULAS Y SERVICIOS
RECOMENDADOS

73 Elaboró: Ing. Juan José Cortés Romo
CLASE
150(PN20) 300(PN50 400(PN64) 600(PN100) 900(PN1509 1500(PN250) 2500(PN420)
TEMPE
RATURA
CLASIFICACION, PSI (BAR)
-29 A 38 oC 275(19.0) 720(49.6) 960(66.2) 1440(99.3) 2160(148.9) 3600(248.2) 6000(413.7)
66 oC 270(18.6) 705(48.6) 940(64.8) 1415(97.6) 2120(146.0) 3540(244.1) 5895(406.4)
93 o C 260(17.9) 675(46.5) 900(62.0) 1350(93.1) 2025(139.6) 3375(232.7) 5625(387.8)
121 o C 255(17.6) 665(45.8) 885(61.0) 1330(91.7) 1995(137.5) 3325(229.2) 5545(382.3)
PRESIONES DE PRUEBA HIDROSTATICA
CASCO 425(29.3) 1100(75.8) 1450(100.0) 2175(150.0) 3250(224.1) 5400(372.3) 9000(620.5)
SELLO 300(20.7) 800(55.2) 1060(73.1) 1600(110.3) 2400(165.5) 4000(275.8) 6600(455.1)
1 PSI = 0.06894757 BAR
1BAR = 14.5 PSI
CLASES , PRESIONES DE TRABAJO Y
PRUEBAS HIDROSTÁTICAS DE VÁLVULAS
74 Elaboró: Ing. Juan José Cortés Romo
Estas especificaciones cubren la prueba hidrostática de válvulas de compuerta de paso completo y continuado sólida, de expansión y de bola.
PROCEDIMIENTO DE PRUEBA HIDROSTÁTICA
EN VÁLVULAS DE LÍNEA

75 Elaboró: Ing. Juan José Cortés Romo
PROCEDIMIENTO DE PRUEBA HIDROSTÁTICA
EN VÁLVULAS DE LÍNEA
Equipos y herramientas necesarias:
A) Equipo de prueba manual o neumático
B/ Bridas de pruebas según presión que se aplicara
C) Birlos en calidad B7
D) Empaques O Ring de hule según válvulas
E) Mangueras de alta presión 5000 PSII
F) Conexiones varias (Niples, codos, tee, etc.)
G) Manómetros adecuados según presión de prueba.
H) Conexiones de agua.
I) Llave de impacto neumática según válvula
J) Dados y herramientas manuales, pericas, stilson, estrías, españolas,

76 Elaboró: Ing. Juan José Cortés Romo
La válvula deberá estar ensamblada completamente, los manómetros deberán tener una carátula de 4” de diámetro mínimo y un rango de aproximadamente 1.5 veces la presión de prueba, deberá tenerse en cuenta una tolerancia de +/- 5% de la presión
PROCEDIMIENTO DE PRUEBA HIDROSTÁTICA
EN VÁLVULAS DE LÍNEA

77 Elaboró: Ing. Juan José Cortés Romo
PRUEBA DE CASCO
• Colocar las bridas de prueba en ambos extremos de la válvula y colocar sus empaques.
• Abrir la válvula a la mitad de su carrera.
• Llenar con agua todas las cavidades (cuerpo y ductos).
• Purgar hasta asegurar que no queda aire atrapado.
• Aplicar presión hidrostática de acuerdo a la tabla, seleccionando según la clase de la válvula en prueba.
• Mantener la presión durante 30 minutos para válvulas de 20” y mayores, durante 15 minutos para válvulas de 12” a 18”; y de 5 minutos para válvulas de 10” y menores.
• Sopletear con aire perfectamente las áreas de unión de la válvula, verificar que no exista ninguna fuga, cualquier fuga es causa de rechazo.
PROCEDIMIENTO DE PRUEBA HIDROSTÁTICA
EN VÁLVULAS DE LÍNEA
78 Elaboró: Ing. Juan José Cortés Romo
PRUEBA DE ASIENTOS O SELLOS
Habiendo efectuado la prueba de casco, se puede aprovechar para efectuar la prueba de asientos, ir cerrando la válvula y desfogando presión en el extremo contrario a la entrada de presión hasta un poco más del límite a que se van a probar los asientos estando completamente cerrada la válvula, en las válvulas de compuerta sólida, después de cerrar a tope , regresar unas dos vueltas el volante para que la compuerta pueda flotar.
PROCEDIMIENTO DE PRUEBA HIDROSTÁTICA
EN VÁLVULAS DE LÍNEA

79 Elaboró: Ing. Juan José Cortés Romo
En el caso de válvulas de expansión, deberá
llegarse a tope y no regresar nada. En estos
momentos abrir la lleve de purga del lado contrario a
la presión, en el otro extremo deberá mantenerse la
presión, quitar la brida de prueba contraria a donde
se verifica el sello, limpiar y sopletear
perfectamente, no deberá notarse visualmente
ninguna fuga. Esta prueba deberá mantenerse por 5
minutos, para todos los tamaños, cualquier causa de
fuga deberá rechazarse.
Repetir el proceso anterior para la otra brida.
PROCEDIMIENTO DE PRUEBA HIDROSTÁTICA
EN VÁLVULAS DE LÍNEA

80 Elaboró: Ing. Juan José Cortés Romo
BANCO DE PRUEBA
HIDROSTÁTICA

81 Elaboró: Ing. Juan José Cortés Romo
EJEMPLO DE PRUEBA HIDROSTÁTICA

82 Elaboró: Ing. Juan José Cortés Romo
PRUEBA HIDROSTÁTICA VÁLVULA DE BOLA

83 Elaboró: Ing. Juan José Cortés Romo
Las aplicaciones de válvulas de compuerta de cuña, compuerta sólida, compuerta de expansión, de bola y macho, son en conducción de fluido, y están diseñadas para trabajar completamente cerradas o completamente abiertas y no para regular flujo, que si trabajan regulando se dañan las áreas de sello.
Las aplicaciones más comunes, son en distribución de fluidos, como se ven en las líneas de conducción de PEMEX, existen gran variedad de las válvulas antes mencionadas.
APLICACIONES DE VÁLVULAS
84 Elaboró: Ing. Juan José Cortés Romo
En las líneas principales, se utilizan las válvulas de paso completo y continuado como son las de compuerta sólida o de expansión así como las de bola, ya que es indispensable que la válvula no tenga obstrucción con la tubería para enviar y recibir los instrumentos de limpieza o medición (diablos)
En otras aplicaciones se utilizan las válvulas de compuerta de paso completo y continuado en operaciones de barrenado de líneas en operación para hacer alguna derivación, ya que es necesario que pasen libremente las brocas y herramientas necesarias.
APLICACIONES DE VÁLVULAS
85 Elaboró: Ing. Juan José Cortés Romo
ELIMINACIÓN DE FUGA EN ÁREA DE VÁSTAGO
VÁLVULAS DE COMPUERTA SÓLIDA DE PASO COMPLETO Y CONTINUADO
• ELIMINACIÓN DE FUGA EN EL ÁREA DE VÁSTAGO
El empaque de plástico es agregado al prensa-estopas
para aumentar la presión alrededor del vástago y evitar la
fuga del fluido de la línea.
En algunos casos, el empaque en el prensa-estopas se
seca o endurece demasiado, en este caso, es posible que
sea necesario reemplazar el empaque plástico existente en
la válvula.
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

86 Elaboró: Ing. Juan José Cortés Romo
ELIMINACIÓN DE FUGA EN ÁREA DE VÁSTAGO
Cambio de empaque plástico.
A) Si se va a cambiar el empaque plástico, se recomienda usar empaque a granel y también la pistola hidráulica para empacar o bien un alimentador especial con mayor capacidad.
B) Al reemplazar el empaque plástico, la válvula debe estar en posición totalmente cerrada. Alíviese la presión del cuerpo de la válvula usando la herramienta para desfogue de presión. Si la válvula esta provista de una válvula de alivio de presión hay que usarla, esta viene en las válvulas de expansión.
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

87 Elaboró: Ing. Juan José Cortés Romo
C) Remuévase el tapón de empaque que se encuentra localizado a 180 grados del alimentador de empaque, tenga cuidado al efectuar esta operación, ya que puede haber presión retenida en el prensa-estopas, el tapón debe sentirse flojo antes de desenroscarse totalmente.
D) Remuévase el alimentador de empaque y coloque la pistola hidráulica o bien un alimentador especial con mayor capacidad para que el empacado sea más rápido.
E) El empaque viejo será expulsado por la apertura del tapón, termine de llenar el prensa-estopas con empaque plástico, si el empaque viejo esta demasiado duro y/o seco y no puede ser desplazado, aplíquese un líquido penetrante para facilitar la operación. La presión del empaque debe ser suficiente para evitar fugas alrededor del vástago.
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN
ELIMINACIÓN DE FUGA EN ÁREA DE VÁSTAGO

88 Elaboró: Ing. Juan José Cortés Romo
DETALLE DEL PRENSAESTOPA VÁLVULA DE
COMPUERTA SÓLIDA MARCA FIP
89 Elaboró: Ing. Juan José Cortés Romo
• ELIMINACIÓN DE FUGA EN LA TAPA DE LA VÁLVULA
• CAMBIAR EL EMPQUE O´RING DE LA TAPA.
A) Verificar que la válvula este completamente cerrada o
completamente abierta, verificar el sellado de la válvula,
colocando una llave de desfogue en la parte superior de la
válvula, verificar que la presión baje acero o bien, que sea
una presión manejable o controlable, en caso de que la
presión no baje a cero, colocar una derivación, una
manguera y tambor para recibir el fluido que se escape.
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

90 Elaboró: Ing. Juan José Cortés Romo
B) Tomar dimensiones de los tamaños de birlos, de tapa,
tuerca, diámetro de vástago, rosca, longitud saliente y
diseñar un dispositivo que nos permita mantener firme la
compuerta, fabricar 6 birlos especiales para controlar la
apertura de la tapa del cuerpo (ver figuras anexas)
C) Aflojar 4 birlos de las esquinas de la tapa, e
intercambiar por los birlos especiales fabricados (más
largos que los originales). Apretar nuevamente las tuercas
al llegue, posteriormente desatornillar los birlos restantes
de la tapa quitándolos completamente.
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

91 Elaboró: Ing. Juan José Cortés Romo
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN
F) Limpiar hasta donde sea posible la parte del alojamiento del empaque. Tomar la medida del empaque y prepararlo. G) Colocar el empaque nuevo, y pegarlo con un adhesivo. (LOCTITE) H) Bajar nuevamente la tapa, verificar que el O Ring no se salga de su alojamiento. I) Colocar los tonillos originales y apretar, sacar los birlos especiales y colocar los originales.

92 Elaboró: Ing. Juan José Cortés Romo
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

93 Elaboró: Ing. Juan José Cortés Romo
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN
DRENADO DE VÁLVULA
Cuando la válvula no cierre completamente y por lo tanto no sella, es probable que en la parte inferior se encuentre obstruida por sedimentos y por lo tanto hay que drenar.
Los pasos son los siguientes:
A) Abrir completamente la válvula
B) Verificar la hermeticidad de la válvula, colocar una llave de desfogue en la parte superior de la válvula.
C) Dar vuelta en el sentido de las manecillas del reloj
para meter el agua de la válvula y presionar la bala que
actúa como válvula check, verificar que la presión baje a
cero o a una presión manejable.

94 Elaboró: Ing. Juan José Cortés Romo
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN
D) Abrir la llave o sacar el tapón en la parte superior
de la válvula, con la ayuda de una barra de latón de
un diámetro que entre con facilidad en el barreno
inferior, afilar la barra en uno de sus extremos en
forma de cincel, deshacer los grumos y componentes
sólidos que se hubieren formado
E) Cerrar la llave o tapón, sacar la aguja de la llave de
desfogue, cerrar ligeramente la válvula, más o menos
1 “, para presurizar el cuerpo, abrir la válvula
completamente, sacar el tapón inferior con cuidado, ya
que como el cuerpo esta presurizado con la presión
de la línea, desalojar los sedimentos en forma brusca.
Hacer esta operación las veces que sean necesarias,
hasta que el fluido salga limpio.
95 Elaboró: Ing. Juan José Cortés Romo
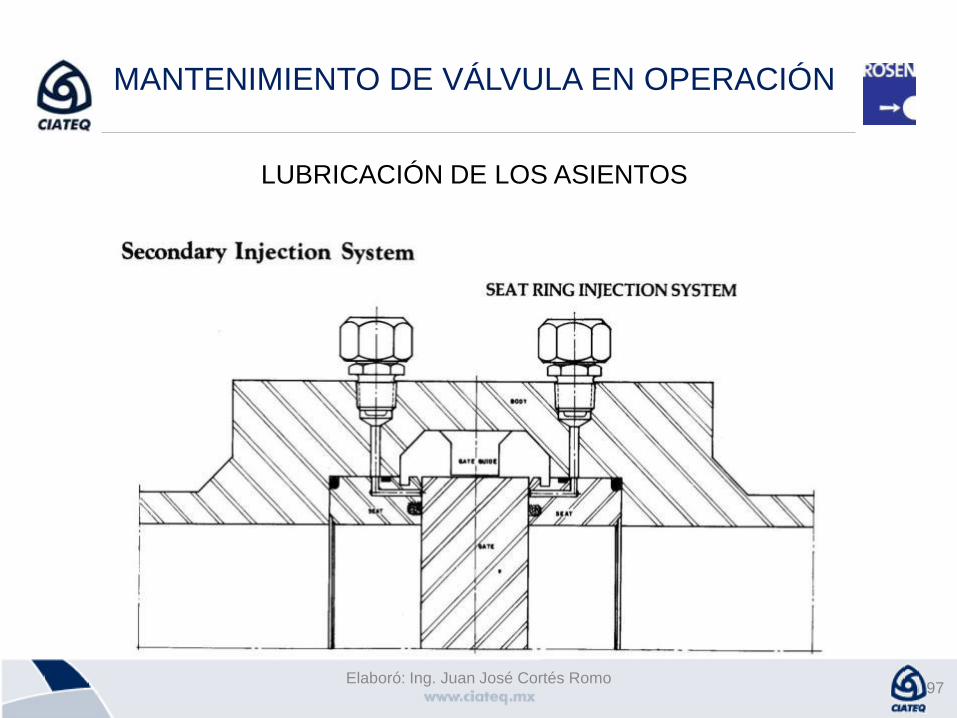
La lubricación de los asientos se hace algunas veces
como medida de emergencia para obtener un sello
temporal cuando los asientos y la compuerta han sido
dañados por algún cuerpo extraño, la lubricación de los
asientos también permite una operación más fácil,
particularmente cuando la válvula ha permanecido
inactiva por largos periodos de tiempo.
Al lubricarse los asientos, la válvula debe permanecer
completamente abierta o totalmente cerrada.
LUBRICACIÓN DE LOS ASIENTOS
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

96 Elaboró: Ing. Juan José Cortés Romo
Remueva las tapas de las graseras localizadas en el eje
longitudinal del cuerpo de la válvula.
Conecte la engrasadora y lubrique los asientos a través
de dichas graseras.
Durante la lubricación de los asientos, opérese la válvula
bajando y subiendo la compuerta aproximadamente 1”.
Repítase esta operación varias veces a fin de obtener
una distribución uniforme de la grasa sobre el área
sellante entre la compuerta y los asientos.
LUBRICACIÓN DE LOS ASIENTOS
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN
97 Elaboró: Ing. Juan José Cortés Romo
LUBRICACIÓN DE LOS ASIENTOS
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

98 Elaboró: Ing. Juan José Cortés Romo
VÁLVULAS MACHO
Mantenimiento en operación de válvulas macho.
• Cuando la válvula se esta pasando, en posición cerrada,
se debe inyectar grasa sellante.
• Cuando la válvula se esta fugando por el área de
vástago, se debe empacar, introducir empaque plástico
con bomba manual, por medio del inyector de empaque,
o bien con una bomba hidráulica.
• Ajustar tornillo de flotación de pilón. En la parte inferior
de la válvula, quitar protector y girar tornillo en el sentido
de las manecillas del reloj de tal modo de levantar el
pilón y dejar el espacio del cuerpo y el pilón más
cerrado y hacer que la grasa haga su función de
sellador.
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN
99 Elaboró: Ing. Juan José Cortés Romo
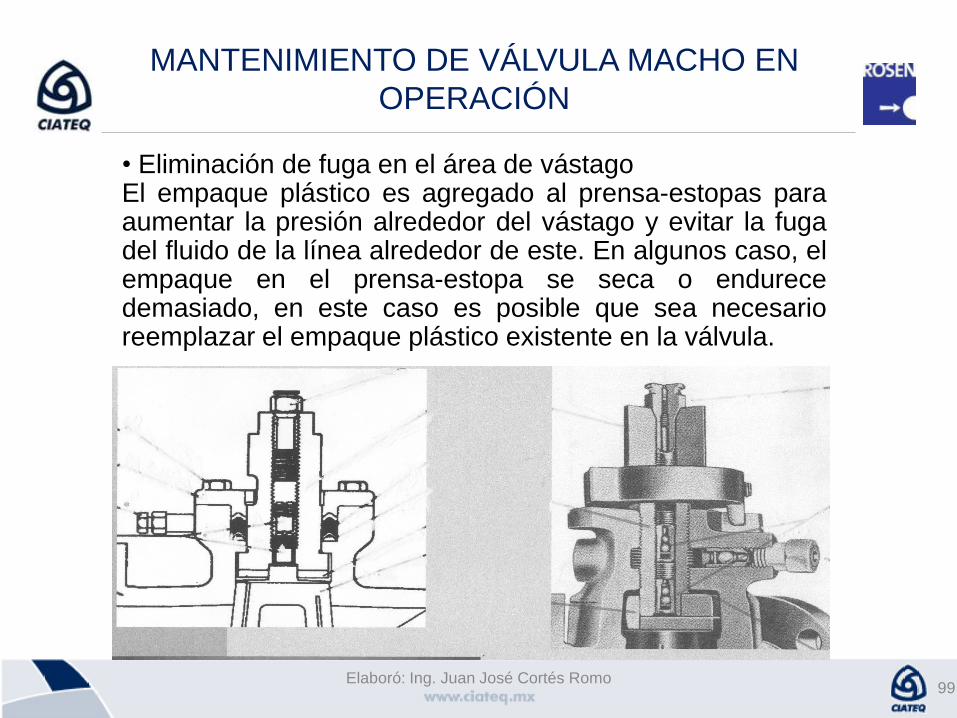
• Eliminación de fuga en el área de vástago El empaque plástico es agregado al prensa-estopas para aumentar la presión alrededor del vástago y evitar la fuga del fluido de la línea alrededor de este. En algunos caso, el empaque en el prensa-estopa se seca o endurece demasiado, en este caso es posible que sea necesario reemplazar el empaque plástico existente en la válvula.
MANTENIMIENTO DE VÁLVULA MACHO EN
OPERACIÓN

100 Elaboró: Ing. Juan José Cortés Romo
El engrasado de una válvula macho en operación, se realiza
por medio de una engrasadora de alta presión que nos de
una presión mayor que la de operación, para poder vencer la
presión interna y cambiar el sellante sin afectar el sello de la
válvula.
Podemos realizar el engrasado por tres métodos : manual,
hidráulico con bomba manual y neumático
MANTENIMIENTO DE VÁLVULA MACHO EN
OPERACIÓN
ENGRASADO DE VÁLVULA MACHO EN OPERACIÓN

101 Elaboró: Ing. Juan José Cortés Romo
ENGRASADO DE VÁLVULA MACHO EN OPERACIÓN
MANTENIMIENTO DE VÁLVULA MACHO EN
OPERACIÓN

102 Elaboró: Ing. Juan José Cortés Romo
GRASERAS DE SELLANTE Y VÁLVULA
CHECK INTERNA.
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

103 Elaboró: Ing. Juan José Cortés Romo
1.- Un buen juego de herramientas manuales( llaves Allen, de estrías, de dados, españolas, estilson, pericos, martillos, pinzas de presión, desarmadores, etc.).
2.-Equipo de engrasado manual o neumático.
3.-Inyector de empaque plástico en barras o a granel
4.-Herramienta de desfogue de ½” NPT
5.-Equipo para vulcanizado o pegado de empaques “O” Ring.
EQUIPO Y HERRAMIENTAS RECOMENDADOS PARA DAR
MANTENIMIENTO A VÁLVULAS, TIPO COMPUERTA, ESFERA Y MACHO
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

104 Elaboró: Ing. Juan José Cortés Romo
HERRAMIENTAS Y ACCESORIOS PARA VÁLVULAS
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN

105 Elaboró: Ing. Juan José Cortés Romo
A.- Graseras según el tipo de válvulas que se manejen
B.- Inyectores de empaque plástico s/ medida que se manejen
C.- Tapones ciegos de ½” hasta 2””
E.- Empaque plástico en tiras o cartuchos (Tipo tiger Pack)
F.- Empaque “O” RING De hule, neopreno, buna, viton extruido, de varias medidas 1/8”, 3/16”, ¼” .
G.- Grasa sellante en cubeta de 19 lts
H.- Pegamentos tipo LOCTITE para pegara hules
I.- Grasa lubricante según las condiciones del lugar.
J.- Conexiones varias neumáticas y de presión.
h.- Pasta abrasiva para lapear pilones de válvulas macho
MANTENIMIENTO DE VÁLVULA EN OPERACIÓN
MATERIAL DE USO COMÚN EN MANTENIMIENTO
106 Elaboró: Ing. Juan José Cortés Romo
1.- Abrir la válvula totalmente, de tal modo que la compuerta tope con la tapa firmemente.
2.- Quitar tornillos de tapa.
3.- Levantar ensamble tapa-funda y caja de engranes, fig. 1, hasta descubrir 2 barrenos a los costados de la compuerta.
4.- Colocar un birlo e cada lado para que atore en el cuerpo, bajar ensamble tapa-funda hasta atorar los birlos, fig. 2.
5.- Sacar compuerta tirando hacia arriba en ensamble tapa-funda
6.- Estando abajo el ensamble tapa-funda, gire la caja de engranes para despegar la compuerta de la tapa, retire la compuerta, seguir girando la caja de engranes hasta soltar el vástago de tuerca, retirar vástago, desensamble la caja de engranes, desensamble los demás componentes.
7.- Desensamblar asientos
8.- Limpiar perfectamente.
PROCEDIMIENTO DE REHABILITACIÓN DE UNA
VÁLVULA DE COMPUERTA SÓLIDA DE P.C.C.
107 Elaboró: Ing. Juan José Cortés Romo
9.- Verificar cada uno de los componentes, si existe alguna parte dañada cambiarla.
10.- Rectificar el vástago.
11.- Rectificar compuerta en caso de ser necesario soldar, maquinar y rectificar, verificar que su paralelismo este a más o menos 2 milésimas de pulgada.
12.- Recubrir la compuerta y vástago con bisulfuro de molibdeno.
13.- Verificar los empaques de teflón de los asientos, en caso de ser necesario cambiarlos y rectificarlos.
14.- Limpiar el cuerpo perfectamente, tanto interior como exterior, lijar las cajas de asientos de tal forma que la superficie este tersa sin entrones.
15.- Tener disponibles las refacciones siguientes: juego de empaques de vástago, empaques de tapa “O” Ring, empaque de funda”O” Ring, empaques “O” Ring de asiento, empaque de plástico, grasa lubricante.
PROCEDIMIENTO DE REHABILITACIÓN DE UNA
VÁLVULA DE COMPUERTA SÓLIDA DE P.C.C.
108 Elaboró: Ing. Juan José Cortés Romo
16.- Colocar los empaques de vástago en la funda y tapa, colocar empaque plástico entre los empaques tal como nos muestra la fig. 3.
17.- Ensamblar nuevamente el ensamble tapa-funda, el vástago y la caja de engranes.
18.- Ensamblar los empaques “O”Ring en los asientos.
19.- Ensamblar asientos en cuerpo, engrasar ligeramente.
19.- Engrasar compuerta ligeramente con grasa lubricante.
20.- Ensamblar compuerta en cuerpo, asegurarse que se tienen los birlos en los costados para que recargue en el cuerpo.
21.- Colocar el empaque “O” Ring de tapa.
22.- Ensamblar conjunto tapa-funda en compuerta, verificar que el cuadro del vástago ensamble en la compuerta en forma simétrica.
PROCEDIMIENTO DE REHABILITACIÓN DE UNA
VÁLVULA DE COMPUERTA SÓLIDA DE P.C.C.
109 Elaboró: Ing. Juan José Cortés Romo
23.- Levantar ligeramente conjunto compuerta y ensamble tapa-funda.
24.- Sacar los birlos de los costados de la compuerta.
25.- Bajar la compuerta lentamente hasta que la tapa toque el cuerpo, verificar que el empaque de tapa no se mueva.
26.- Colocar los birlos de tapa, apretar en forma simétrica.
27.- Verificar la operación de la compuerta bajando y subiendo lentamente.
28.- Verificar los empaques de los asientos, que nos se hayan maltratado.
29.- Probar la válvula según norma (ver procedimiento de prueba)
PROCEDIMIENTO DE REHABILITACIÓN DE UNA
VÁLVULA DE COMPUERTA SÓLIDA DE P.C.C.

110 Elaboró: Ing. Juan José Cortés Romo
DESENSAMBLE DE VÁLVULA DE COMPUERTA DE PCC.
PROCEDIMIENTO DE REHABILITACIÓN DE UNA
VÁLVULA DE COMPUERTA SÓLIDA DE P.C.C.

111 Elaboró: Ing. Juan José Cortés Romo
INSTRUCCIONES DE INSTALACIÓN
Las válvulas de compuerta de vástago saliente son embarcadas en la fábrica en posición cerrada, una capa protectora de grasa es aplicada a la superficie expuesta de la compuerta y al diámetro interior de cada válvula.
Antes de instalar la válvula, la grasa debe ser limpiada de la compuerta y del diámetro interior, tomando especial cuidado de no dañar la superficie de la misma, hecho esto, la válvula debe ser abierta antes de instalarse, ya que la compuerta podría dañarse y afectar el sello de la válvula.
La compuerta viene cromada o revestida con una capa de bisulfuro de molibdeno. El revestimiento es de un color gris plateado opaco mientras que el revestimiento de cromo tiene una apariencia brillante. No se frote ni se trate de remover en forma alguna este acabado, ya que actúa como lubricante e inhibidor de corrosión.
VÁLVULA DE COMPUERTA MARCA FIP
112 Elaboró: Ing. Juan José Cortés Romo
INSTRUCCIONES DE INSTALACIÓN
La válvula debe ser instalada siempre en posición abierta, esta observación es de primordial importancia en válvulas de conexiones a soldar, ya que en esta forma se evita que la escoria dañe la compuerta.
Una vez que la válvula ha sido instalada y la prueba hidrostática de la tubería ha concluido, la válvula debe drenarse totalmente para eliminar el agua o fluido del cuerpo de la misma.
VÁLVULA DE COMPUERTA MARCA FIP
113 Elaboró: Ing. Juan José Cortés Romo
INSTRUCCIONES DE OPERACIÓN
Operación de la válvula de compuerta tipo expansión de
paso completo y continuado.
El diseño de la compuerta tipo expansión de las válvulas FIP,
es famoso por su sello absoluto, sin embargo, para que este
sello funcione correctamente, la válvula debe abrirse
completamente o cerrarse totalmente a fin de acuñar la
compuerta y el segmento de la misma contra los asientos. No
devuelva el volante, siempre dejelo apretado al cerrar o abrir
la válvula. Este método de operación también evitara que las
superficies del sello de la compuerta y los asientos se dañen,
prolongando así la vida de la válvula.
VÁLVULA DE COMPUERTA MARCA FIP

114 Elaboró: Ing. Juan José Cortés Romo
INSTRUCCIONES DE OPERACIÓN
Operación de la válvula de compuerta sólida de paso
completo o continuado.
Esta válvula tiene dos asientos flotantes, cada asiento consta
de un anillo de acero con injerto de un elastómero en su cara
y de un “O” Ring de elastómero. Las válvulas provistas de
graseras externas para la lubricación de los asientos cuentan
con una ranura periférica y un “O” Ring adicional.
A medida que la compuerta se mueve a través de la apertura
de la válvula, la acción flotante de los asientos abre la
compuerta, produce un sello total accionando por presión,
tanto del lado de entrada como del lado de salida de la
válvula. Debido precisamente a este tipo de sello accionado
por presión, no es necesario apretar fuertemente el volante al
cerrar la válvula, para obtener el sellos hermético.
VÁLVULA DE COMPUERTA MARCA FIP
115 Elaboró: Ing. Juan José Cortés Romo
INSTRUCCIONES DE OPERACIÓN
Operación de la válvula de compuerta sólida de paso
completo o continuado.
En caso de presiones diferenciales muy bajas, se
recomienda en las válvulas FIP que no vienen equipadas con
dispositivos limitadores de la carrera del vástago, regresar el
vástago una vuelta de la posición completamente abierta o
totalmente cerrada para permitir que la compuerta y asientos
floten libremente y así obtener un sello más efectivo.
VÁLVULA DE COMPUERTA MARCA FIP

116 Elaboró: Ing. Juan José Cortés Romo
SEPARADOR HIDRÁULICO DE BRIDAS TIPO
PASADOR

117 Elaboró: Ing. Juan José Cortés Romo
• TIPOS DE EXTREMOS
• EXTREMOS ROSCADOS
• Las válvulas con este tipo de extremos se instalan
fácilmente y son las de menor costo.
• La rosca debe cubrir perfectamente las características
especificadas por la norma para cuerdas de tubo.
• Los extremos roscados solo se tienen en válvulas de 6” y
menores.
• No son recomendables donde existan esfuerzos de
flexión o temperaturas elevadas, ya que podrían
generarse fugas a través de las cuerdas.
ACOPLAMIENTOS DE VÁLVULAS

118 Elaboró: Ing. Juan José Cortés Romo
• TIPOS DE EXTREMOS
• EXTREMOS BRIDADOS
• Los extremos bridados se utilizan en válvulas que son
removidas frecuentemente para su inspección, limpieza o
rehabilitación, este tipo de uniones se recomienda para
instalaciones donde se manejan fluidos viscosos como
ek líneas de conducción de refinerías y plantas de
procesos químicos.
• Existe una gran variedad de tipos de bridas, como por
ejemplo se tiene los tipos más comunes: RTJ ,CR, FF.
• En válvulas con extremos bridados nunca se debe unir un
tipo de bridas con otro tipo diferente.
ACOPLAMIENTOS DE VÁLVULAS

119 Elaboró: Ing. Juan José Cortés Romo
• EXTREMOS SOLDABLES
• Existen dos tipos de extremos soldables
• Extremo soldable a tope.
• Este tipo de extremo soldable se utiliza para todos los
tamaños de válvulas.
• EXTREMOS SOLDABLES EN CAJA
• Este tipo de extremos se utilizan solamente para
tamaños pequeños.
• Los extremos soldables solo se tienen en conexiones y
válvulas de acero, ya que soldar en hierro no es
económicamente costeable ni recomendable.
• Los extremos soldables en las válvulas de acero
permiten que se recomienden procesos donde se
manejen fluidos con temperaturas y presiones elevadas
y se requiere de uniones herméticas
EXTREMOS DE ACOPLAMIENTOS DE VÁLVULAS

120 Elaboró: Ing. Juan José Cortés Romo
TIPOS DE ACOPLAMIENTOS DE VÁLVULAS

121 Elaboró: Ing. Juan José Cortés Romo
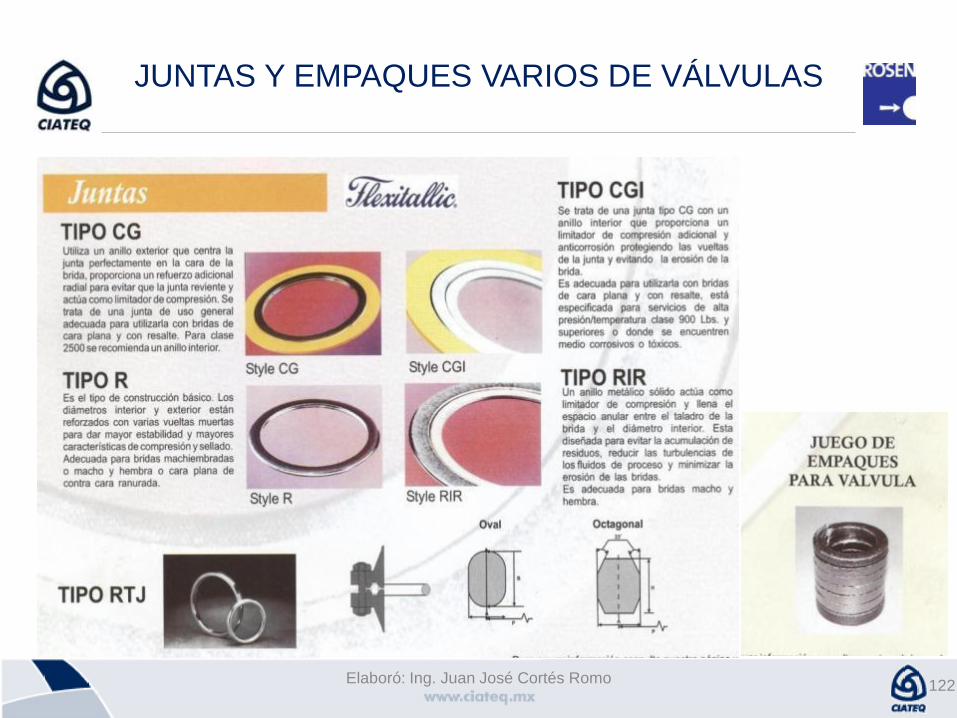
• TIPOS DE JUNTAS
• Hay tres tipos de juntas.
• Es necesario seleccionar la junta adecuadamente, ya que
la que es buena para un servicio puede no serlo para
otro.
• Junta plana
• Con o sin anillo centrador que cubre parte de la brida
• Junta plana completa
• La junta completa cubre toda la brida, y en ella se
insertan todos los birlos perforándola.
• Junta metálica
• Es una junta metálica tipo octagonal y oval, que se ajusta
en la ranura, este tipo de junta es recomendable para
usarse en alta presión y alta temperatura
DIFERENTES TIPOS DE JUNTAS PARA VÁLVULAS
122 Elaboró: Ing. Juan José Cortés Romo
JUNTAS Y EMPAQUES VARIOS DE VÁLVULAS

123 Elaboró: Ing. Juan José Cortés Romo
Ing. Juan José Cortes Romo
Tel : 5558847076
Email:[email protected]
Ing. Ignacio Cobos Ángeles
Tel: 4421961500 ext. 4240
E-mail: [email protected]
Ing. Antonio Mendoza Montes
Tel: 4421961500 ext. 4243
E-mail: [email protected]
CONTACTOS
