5. Áreas de procesotesis.uson.mx/digital/tesis/docs/19258/capitulo5.pdf · · 2009-10-05para...
TRANSCRIPT
5. ÁREAS DE PROCESO
Para lograr nuestros objetivos en Mexicana de Cobre, Unidad La Caridad, el complejo
metalúrgico consta de tres áreas fundamentales las cuales son: Mina, Planta E.S.D.E. y Planta
Concentradora.
5.1. Mina.
La etapa de exploración realizada en 1964-1968 indicó que debía ser una explotación a
cielo abierto, debido principalmente a que existía una mineralización diseminada y por la poca
cantidad de tepetate que cubría el depósito mineralizado.
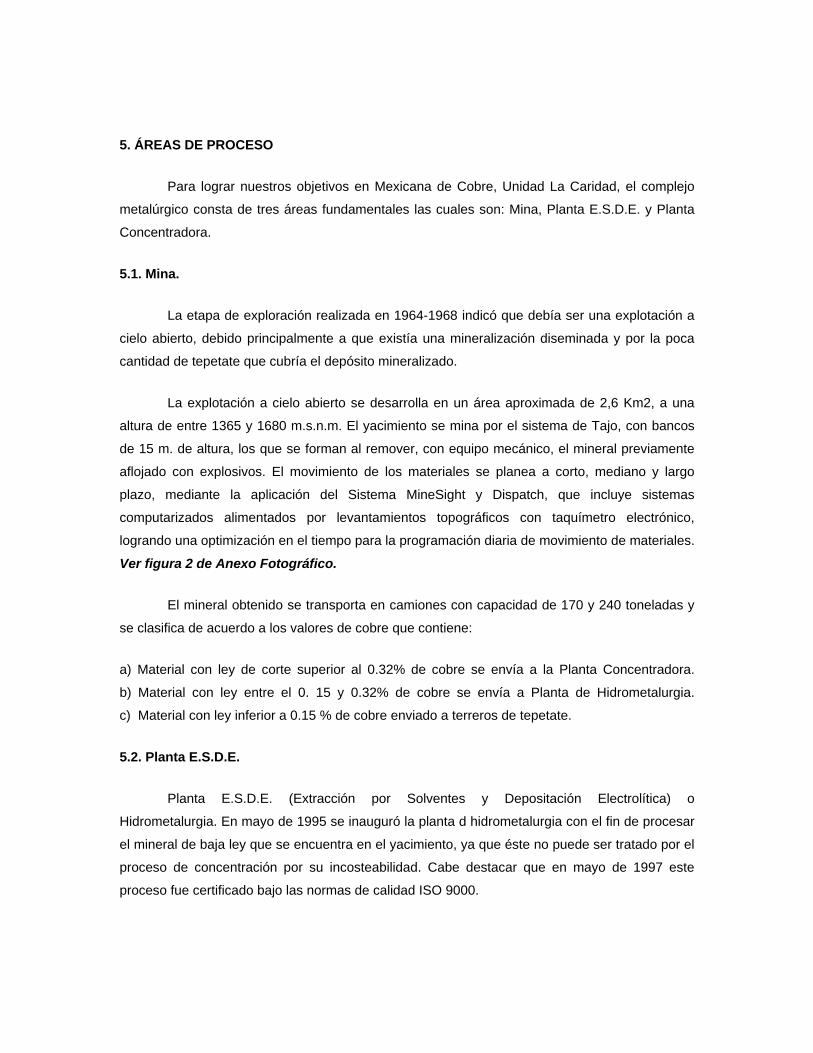
La explotación a cielo abierto se desarrolla en un área aproximada de 2,6 Km2, a una
altura de entre 1365 y 1680 m.s.n.m. El yacimiento se mina por el sistema de Tajo, con bancos
de 15 m. de altura, los que se forman al remover, con equipo mecánico, el mineral previamente
aflojado con explosivos. El movimiento de los materiales se planea a corto, mediano y largo
plazo, mediante la aplicación del Sistema MineSight y Dispatch, que incluye sistemas
computarizados alimentados por levantamientos topográficos con taquímetro electrónico,
logrando una optimización en el tiempo para la programación diaria de movimiento de materiales.
Ver figura 2 de Anexo Fotográfico.
El mineral obtenido se transporta en camiones con capacidad de 170 y 240 toneladas y
se clasifica de acuerdo a los valores de cobre que contiene:
a) Material con ley de corte superior al 0.32% de cobre se envía a la Planta Concentradora.
b) Material con ley entre el 0. 15 y 0.32% de cobre se envía a Planta de Hidrometalurgia.
c) Material con ley inferior a 0.15 % de cobre enviado a terreros de tepetate.
5.2. Planta E.S.D.E.
Planta E.S.D.E. (Extracción por Solventes y Depositación Electrolítica) o
Hidrometalurgia. En mayo de 1995 se inauguró la planta d hidrometalurgia con el fin de procesar
el mineral de baja ley que se encuentra en el yacimiento, ya que éste no puede ser tratado por el
proceso de concentración por su incosteabilidad. Cabe destacar que en mayo de 1997 este
proceso fue certificado bajo las normas de calidad ISO 9000.
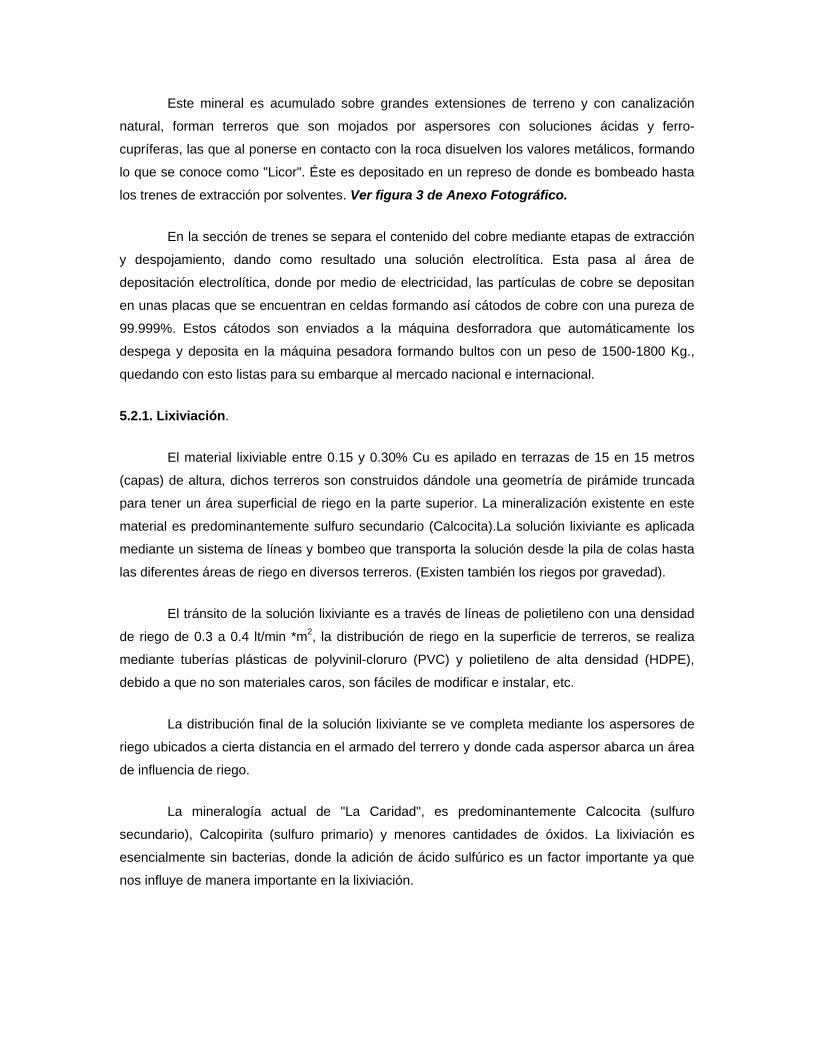
Este mineral es acumulado sobre grandes extensiones de terreno y con canalización
natural, forman terreros que son mojados por aspersores con soluciones ácidas y ferro-
cupríferas, las que al ponerse en contacto con la roca disuelven los valores metálicos, formando
lo que se conoce como "Licor". Éste es depositado en un represo de donde es bombeado hasta
los trenes de extracción por solventes. Ver figura 3 de Anexo Fotográfico.
En la sección de trenes se separa el contenido del cobre mediante etapas de extracción
y despojamiento, dando como resultado una solución electrolítica. Esta pasa al área de
depositación electrolítica, donde por medio de electricidad, las partículas de cobre se depositan
en unas placas que se encuentran en celdas formando así cátodos de cobre con una pureza de
99.999%. Estos cátodos son enviados a la máquina desforradora que automáticamente los
despega y deposita en la máquina pesadora formando bultos con un peso de 1500-1800 Kg.,
quedando con esto listas para su embarque al mercado nacional e internacional.
5.2.1. Lixiviación.
El material lixiviable entre 0.15 y 0.30% Cu es apilado en terrazas de 15 en 15 metros
(capas) de altura, dichos terreros son construidos dándole una geometría de pirámide truncada
para tener un área superficial de riego en la parte superior. La mineralización existente en este
material es predominantemente sulfuro secundario (Calcocita).La solución lixiviante es aplicada
mediante un sistema de líneas y bombeo que transporta la solución desde la pila de colas hasta
las diferentes áreas de riego en diversos terreros. (Existen también los riegos por gravedad).
El tránsito de la solución lixiviante es a través de líneas de polietileno con una densidad
de riego de 0.3 a 0.4 lt/min *m2, la distribución de riego en la superficie de terreros, se realiza
mediante tuberías plásticas de polyvinil-cloruro (PVC) y polietileno de alta densidad (HDPE),
debido a que no son materiales caros, son fáciles de modificar e instalar, etc.
La distribución final de la solución lixiviante se ve completa mediante los aspersores de
riego ubicados a cierta distancia en el armado del terrero y donde cada aspersor abarca un área
de influencia de riego.
La mineralogía actual de "La Caridad", es predominantemente Calcocita (sulfuro
secundario), Calcopirita (sulfuro primario) y menores cantidades de óxidos. La lixiviación es
esencialmente sin bacterias, donde la adición de ácido sulfúrico es un factor importante ya que
nos influye de manera importante en la lixiviación.
Las soluciones de lixiviación son valores disueltos en una solución acuosa por lixiviación
(disolución) y donde el metal es recuperado de la solución mediante el proceso de Extracción por
Solventes y Depositación Electrolítica.
5.2.2. Extracción por Solventes.
El propósito de la extracción por solventes el de purificar y concentrar una solución
acuosa producto del proceso de lixiviación en terreros, dicha solución acuosa es sulfato de cobre
(1.5 a 2 gr Cu/lt de solución) y como se menciona anteriormente, la concentración de cobre se
tendrá que incrementar hasta un rango de 40 gr Cu/lt de solución aproximadamente.
Al poner en contacto la solución acuosa (cabezas) con una solución orgánica (mezcla de
92% keroseno y 8% de reactivo Lix) mediante una etapa de agitación primaria y una etapa de
agitación secundaria con mezcladores, se obtendrá una reacción química de extracción la cual
queda descrita con la siguiente formula:
(2RH)org. + [M+2 + SO4 -] acuoso --------> (R2M) orgánico + [2H+ + SO4 -] acuoso (5.1)
Donde: R = Extractante Orgánico.
H = Ion Hidrógeno
M = Catión metálico divalente
SO4 = Ion sulfato.
Después de ponerse en contacto ambas soluciones se produce la solución de orgánico
cargado ya que el Ion orgánico atrapa selectivamente al Ion cobre (etapa de extracción), tal
como lo describe la reacción, una vez obtenida la solución de orgánico cargado, ésta se despoja
mediante una solución electrolítica con una concentración alta de ácido (180 gr/lt) a lo que se
denomina etapa de despojamiento.
Una vez puesta en contacto y mezcladas las soluciones en las dos etapas (Extracción y
Despojamiento), estas soluciones son arrojadas a los asentadores donde se llevará a cabo la
separación de fases por diferencia de densidades.
El extractante está especialmente formulado químicamente para extraer los iones cobre
y rechazar iones de cualquier otro elemento (selectividad). El rechazo de otros iones no se lleva
a cabo al cien por ciento y esto es afectado por la carga máxima de orgánico. El extractante
tomará los iones de cobre preferentemente, pero si no localiza iones cobre tomará los iones de
otros elementos tales como fierro, manganeso, calcio, etc. lo que causaría una contaminación de
la solución orgánica y electrolítica con fierro principalmente.
Después de la extracción, una gran cantidad de cobre de la solución de cabezas es
extraído quedando dicha solución empobrecida y a la cual se le denomina solución refinada, la
cual es enviada a pila de colas donde regresará al circuito de lixiviación.
En la planta de extracción por solventes existen tres trenes de operación existiendo dos
etapas de extracción y dos etapas de despojamiento por cada tren, en cada etapa de extracción
existe un agitador primario y un agitador secundario, en cada etapa de despojamiento existe un
agitador primario exclusivamente. En las etapas de extracción, se tiene doble agitación debido a
que se requiere mayor tiempo de contacto entre la solución orgánica y la solución de cabezas,
no así en las etapas de despojamiento, donde el flujo de electrolito pobre es diez veces menor al
flujo de cabezas.
La mezcla producida por los impulsores consiste de gotas de una fase suspendida en
una matriz continua de otra fase. Si las gotas son orgánicas y la matriz es acuosa, la mezcla será
denominada "Continuidad Acuosa", contrariamente si las gotas son acuosas y la matriz orgánica
la mezcla se denominará "Continuidad Orgánica".
Como se mencionó anteriormente, el proceso de extracción por solventes consta de tres
procesos paralelos (trenes de extracción), donde cada uno consta de dos etapas de
despojamiento y dos de extracción:
Parámetros de Operación principales en Extracción por Solventes:
1. Flujo Total de Cabezas: 30,500 lt/min.
2. Flujo por Tren de Cabezas: 10,500 lt/min.
3. Tiempo de operación de la Planta (programado): 24 horas los 7 días de la semana.
4. Análisis de Cabeza (ensayes):
a. Cobre: 1.5 a 2.0 gr Cu /lt de solución.
b. Fierro: 0 a 10 gr Fe tot. /lt de solución.
c. Ion Férrico: 0 a 8 gr Fe+3 /lt de solución
d. Ion Ferroso: 0 a 2 gr Fe+2 /lt de solución
e. Acido Sulfúrico: 5 a 10 gr H2SO4 /lt de solución
f. Cantidad de sólidos: 20 a 50 ppm
g. pH: 1.8 a 1.9
h. Temperatura: 18 grados centígrados
1. Nombre del Extractante: Lix 984N al 6% de porcentaje de reactivo.
2. Nombre del Diluyente: Conoco 170 Exempt o Calumet.
3. Número de etapas en cada Tren:
a. 2 cajas mezcladoras por etapa de extracción (Primaria y Secundaria)
b. 1 caja mezcladora por etapa de despojamiento (Primaria)
1. Tiempo de retención en cajas mezcladoras: En extracción 180 seg., en despojamiento
90 seg.
2. Rango de Flujo en cada Asentador: 3.5 m3/hr * m2
3. Velocidad de sol. orgánica en asentador: 3 cm/seg
4. Sistema de limpieza de arrastres en Electrolito: Celdas Jamenson (Primarias y
Secundarias)
5. Tipos de Tanques de Almacenamiento en Planta y tiempos de residencia:
a. Pila de Cabezas: 16 horas
b. Tanque de Orgánico cargado: 30 minutos
c. Pila de Colas: 20 Horas
d. Tanque de Electrolito Rico: 1 Hora
1. Capacidad de Tanques: 440 m3 Tanque de Grumos y 610 m3 Holding.
2. Tuberías y materiales:
a. Líneas de proceso principales en Planta E.S.D.E. con material HDPE, manifolds de
bombas de acero inoxidable 316L, líneas codificadas con su respectivo color de
identificación y dirección del flujo, líneas secundarias de PVC.
b. Cajas mezcladoras de acero inoxidable 316L (incluidos impulsores)
1. Instrumentación en Planta:
a. Todas las válvulas de entrada y salida de flujo son accionadas por By-pass neumáticos
los cuales operan con actuadores que son operados a control remoto desde cuarto de
control, los niveles de los diversos tanques en planta son monitoreados mediante
sensores que transmiten la señal a cuarto de control, los flujos en planta son
monitoreados mediante medidores Vortex magnéticos.
b. Los cambios de continuidad orgánica a continuidad acuosa son monitoreados por
medidores de conductividad en cada caja de agitación, con su respectiva alarma.
c. El apagado y encendido de bombas de orgánico, electrolito, etc., son accionadas a
control remoto desde cuarto de control.
d. Monitoreo de Pila de Colas y Pila de Cabezas también son monitoreadas con sensores
de nivel al igual que los tanques de almacenamiento de orgánico y electrolito.
1. Continuidad de fases: Continuidad Orgánica en las 4 etapas (extracción y
despojamiento)
2. Relación orgánico/acuoso: aproximadamente 1.0
3. Tipo de Impulsores: De doble pared, con 8 aspas para bombeo de mezcla, impulsor
montado sobre la flecha al fondo de la caja de agitación.
4. Dimensiones de diseño de las diversas fases en el asentador:
a. Dimensión total: 1254 mm
b. Dimensión de Orgánico: 254 mm
c. Dimensión Acuoso: 670 mm
d. Espacio libre: 330 mm
Otros aspectos importantes son:
a. La Granja de tanques esta localizada entre el área de extracción por solventes y el área
de electrodepositación (Tanque de Orgánico para Tren A, B y C, Tanque de Electrolito
Rico y Pobre, Tanque de grumos y Holding).
b. La función del tanque Holding es la de almacenar el volumen de grumos provenientes de
cada limpieza de trenes mensual, ya ubicados en dicho tanque se recirculan para poder
recuperar la mayor cantidad posible de orgánico que fue atrapado en los grumos. Nos
sirve también como un tanque de almacenamiento de electrolito cuando es necesario.
c. Tanque de Filtrado: Es relativamente pequeño (2.5m de diámetro por 3m de alto) está
equipado con agitador, baffles y un chute para adicionar material de bentonita, este
tanque será usado en conjunto con el filtro para tratamiento de grumos para
recuperación de orgánico.
d. Tanque de Recirculación de electrolito: El tanque esta hecho con acero inoxidable 316L
y donde se ubica un separador (baffle) cuyo propósito es el de dividir el volumen de
electrolito pobre proveniente de las celdas comerciales y el electrolito de recirculación
proveniente de la mezcla del electrolito pobre y el electrolito proveniente de celdas
limpiadoras el cual es mandado a celdas comerciales para depositar cobre metálico.

e. Intercambiador de calor y vapor para electrolito: El intercambiador de electrolito
transfiere calor del electrolito empobrecido al electrolito rico, eleva la temperatura
aproximadamente a 43 grados centígrados
f. Celdas Jamenson: Son celdas de flotación localizadas antes de los intercambiadores de
calor de electrolito, se componen de una celda primaria y una secundaria, ambas
operada en serie. La alimentación en la primera celda es una combinación de los
electrolitos ricos del tren A, B y C. Cada celda esta provista de 4 inyectores de aire a
presión y bombas de alimentación de electrolito rico con una bomba adicional
compartida para ambas y en posición stand-by. El propósito de la operación es el de
eliminar los arrastres de orgánico en la solución de electrolito rico proveniente de los
trenes, mediante la generación de burbujas por inyección de aire lo cual provocará que
el orgánico se adhiera a la burbuja de aire (por sus propiedades hidrofílicas) flotando así
el orgánico en la parte superior de las celdas y por donde derramará a un contenedor
donde se enviará posteriormente hacia las etapas de despojamiento en trenes.
Tanque de preparación de reactivos: Este pequeño tanque esta ubicada a un costado de
la sala de compresores y sirve para la preparación de sulfato de cobalto y guartec al proceso de
electrodepositación. Esta equipado con un agitador pequeño que bombea el reactivo al tanque
de electrolito de recirculación y de ahí hacia las celdas limpiadoras introduciéndose por todo el
circuito de electrolito.
5.2.3. Electro depositación. El propósito de la electrodepositación (EW) es producir cátodo de
cobre electrowon de grado A para la venta (LME: London Metal Exchanges). La planta de
electrodepositación produce cobre metálico de una solución electrolítica conteniendo sulfato de
cobre y ácido sulfúrico. En la nave de electrodepositación se localizan 94 celdas, 78 comerciales
y 16 limpiadoras, en dichas celdas se lleva a cabo el proceso electrolítico donde el Ion cobre se
deposita en una hoja de acero inoxidable 316L llamada CÁTODO y se liberan vapores de
hidrógeno y oxígeno en el medio ambiente debido a la reacción química suscitada. Ver figura 4
de Anexo Fotográfico.
Cuando la corriente directa entra a un ánodo insoluble, esta pasa a través del electrolito
hacia el cátodo de acero inoxidable 316L y el oxigeno es liberado, el hidrógeno remanente en el
acuoso en un estado iónico incrementa la acidez en el electrolito. El oxigeno forma gas y
burbujas hacia fuera de la celda. El Ión sulfato no se ve envuelto en la reacción.
La reacción total es:
Cu +2 + SO4 -2 + H2O + 2e- Cu 0 + 2H + SO4 -2 + 1/2 O2 (gas) (5.2)
Energía Requerida.
Teóricamente, la energía requerida para producir un kilogramo de cobre es 843.3 amp-hr
si la eficiencia de corriente es del 100 por ciento. Bajo condiciones normales de operación,
quizás la eficiencia de corriente sea un poco menor al 100%. La eficiencia de corriente total de
diseño del área de electrodepositación se espera sea del 95%.
Existen algunos factores que influyen en la eficiencia de corriente:
a. El número y grado de severidad de los cortos circuitos generados entre ánodos y
cátodos.
b. Composición del electrolito y su temperatura.
c. Altas y bajas de corriente eléctrica en celdas.
d. Limpieza de buses de cobre conductores de corriente en celdas.
e. Reacción de oxidación en los ánodos de plomo.
El amperaje suministrado en las celdas es usado para controlar la producción de cobre
catódico electrowon. La planta ha sido diseñada para operar con una densidad de corriente de
236 Amp/m2 lo cual hará posible producir un cátodo de cobre con un mínimo de impurezas. La
estructura física de la hoja de cobre depositada en el cátodo está influenciada
considerablemente por las condiciones que se dan en el tiempo de cosecha. Cuando se
siembran cátodos de acero inoxidable como blancos en la celda electrolítica, la operación marca
que la siembra y extracción de cátodos en una celda se hará sobre una tercera parte del
contenido total por celda (54 cátodos). Mientras el periodo donde hay solamente dos sets de
cátodos (set de 18 cátodos) la densidad de corriente será mas alta que lo normal (323 Amp/m2)
debido al faltante de área para depositación de cobre en cátodos.
Los cátodos son finalmente procesados a través de una maquina desforradora donde el
ciclo de reposo es de aproximadamente de 5 a 7 días.
Temperatura del electrolito.
La energía eléctrica usada en exceso con respecto a la energía teórica requerida
producirá calor en las celdas la cual será absorbida por el electrolito. En orden para utilizar algo
de esta energía, el electrolito empobrecido pasa a través del intercambiador de calor donde el
calor es transferido del electrolito pobre al electrolito rico que entrará a celdas limpiadoras, por lo
general dicha transferencia de calor proveerá la temperatura suficiente para que se pueda llevar
a cabo el proceso de electrodepositación donde la temperatura es un factor importante.
Reactivos utilizados.
El sulfato de Cobalto (CoSO4) es usado en electrodepositación para producir una dura
capa de oxido que se adhiere a la superficie de los ánodos, dicha capa extiende la vida útil de los
ánodos, minimiza su corrosión, y previene la contaminación del cátodo por plomo. La
concentración de cobalto se mantendrá en un nivel óptimo de operación (100-150 ppm) el cual
será evaluado mediante las pruebas analíticas de laboratorio.
El Guartec es adicionado al electrolito en las celdas de Electrodepositación para mejorar
la calidad en la depositación del cátodo (provoca una depositación densa de cobre con mínima
cantidad de impurezas).
Purga de Fierro
Bajo condiciones normales una pequeña cantidad de electrolito de recirculación debe ser
purgada y su volumen repuesto con un volumen igual de agua fresca para diluir la concentración
de Fierro en el circuito de electrolito, el Fierro como elemento debe ser purgado ya que afecta de
manera importante en la eficiencia de corriente puesto que se deposita fierro en lugar de cobre
en la hoja de acero inoxidable.
La concentración máxima de Fierro en electrolito permisible es de 3 gr/lt
Acidez en el Electrolito Pobre.
Gran cantidad de ácido (iones hidrógeno) es generado por la reacción de
electrodepositación, esta cantidad de ácido es necesaria para que se pueda llevar a cabo el
despojamiento en los trenes, debido a las purgas de electrolito por fierro se requerirá adicionar
una cantidad extra de ácido sulfúrico al circuito de electrolito (180-200 gr/lt).
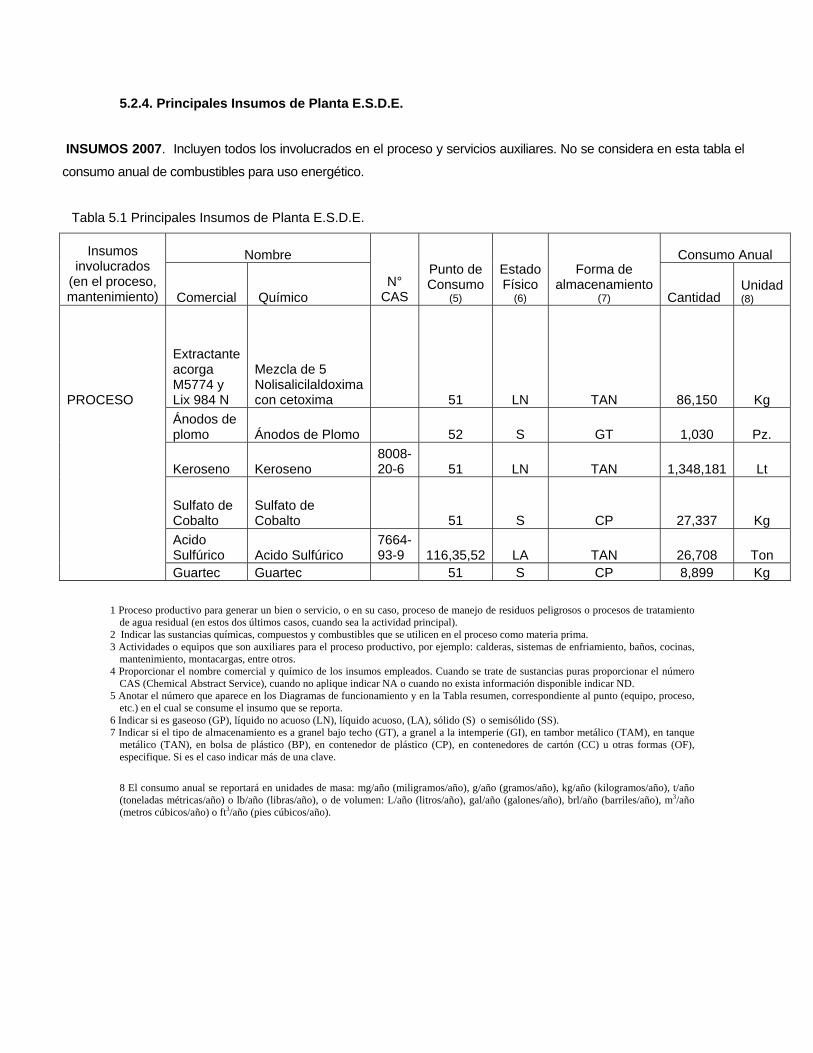
5.2.4. Principales Insumos de Planta E.S.D.E.
INSUMOS 2007. Incluyen todos los involucrados en el proceso y servicios auxiliares. No se considera en esta tabla el
consumo anual de combustibles para uso energético.
Tabla 5.1 Principales Insumos de Planta E.S.D.E.
Nombre Consumo Anual Insumos involucrados
(en el proceso, mantenimiento) Comercial Químico
N° CAS
Punto de Consumo
(5)
Estado Físico
(6)
Forma de almacenamiento
(7) Cantidad Unidad (8)
PROCESO
Extractante acorga M5774 y Lix 984 N
Mezcla de 5 Nolisalicilaldoxima con cetoxima 51 LN TAN 86,150 Kg
Ánodos de plomo Ánodos de Plomo 52 S GT 1,030 Pz.
Keroseno Keroseno 8008-20-6 51 LN TAN 1,348,181 Lt
Sulfato de Cobalto
Sulfato de Cobalto 51 S CP 27,337 Kg
Acido Sulfúrico Acido Sulfúrico
7664-93-9 116,35,52 LA TAN 26,708 Ton
Guartec Guartec 51 S CP 8,899 Kg
1 Proceso productivo para generar un bien o servicio, o en su caso, proceso de manejo de residuos peligrosos o procesos de tratamiento de agua residual (en estos dos últimos casos, cuando sea la actividad principal).
2 Indicar las sustancias químicas, compuestos y combustibles que se utilicen en el proceso como materia prima. 3 Actividades o equipos que son auxiliares para el proceso productivo, por ejemplo: calderas, sistemas de enfriamiento, baños, cocinas,
mantenimiento, montacargas, entre otros. 4 Proporcionar el nombre comercial y químico de los insumos empleados. Cuando se trate de sustancias puras proporcionar el número
CAS (Chemical Abstract Service), cuando no aplique indicar NA o cuando no exista información disponible indicar ND. 5 Anotar el número que aparece en los Diagramas de funcionamiento y en la Tabla resumen, correspondiente al punto (equipo, proceso,
etc.) en el cual se consume el insumo que se reporta. 6 Indicar si es gaseoso (GP), líquido no acuoso (LN), líquido acuoso, (LA), sólido (S) o semisólido (SS). 7 Indicar si el tipo de almacenamiento es a granel bajo techo (GT), a granel a la intemperie (GI), en tambor metálico (TAM), en tanque
metálico (TAN), en bolsa de plástico (BP), en contenedor de plástico (CP), en contenedores de cartón (CC) u otras formas (OF), especifique. Si es el caso indicar más de una clave.
8 El consumo anual se reportará en unidades de masa: mg/año (miligramos/año), g/año (gramos/año), kg/año (kilogramos/año), t/año (toneladas métricas/año) o lb/año (libras/año), o de volumen: L/año (litros/año), gal/año (galones/año), brl/año (barriles/año), m3/año (metros cúbicos/año) o ft3/año (pies cúbicos/año).
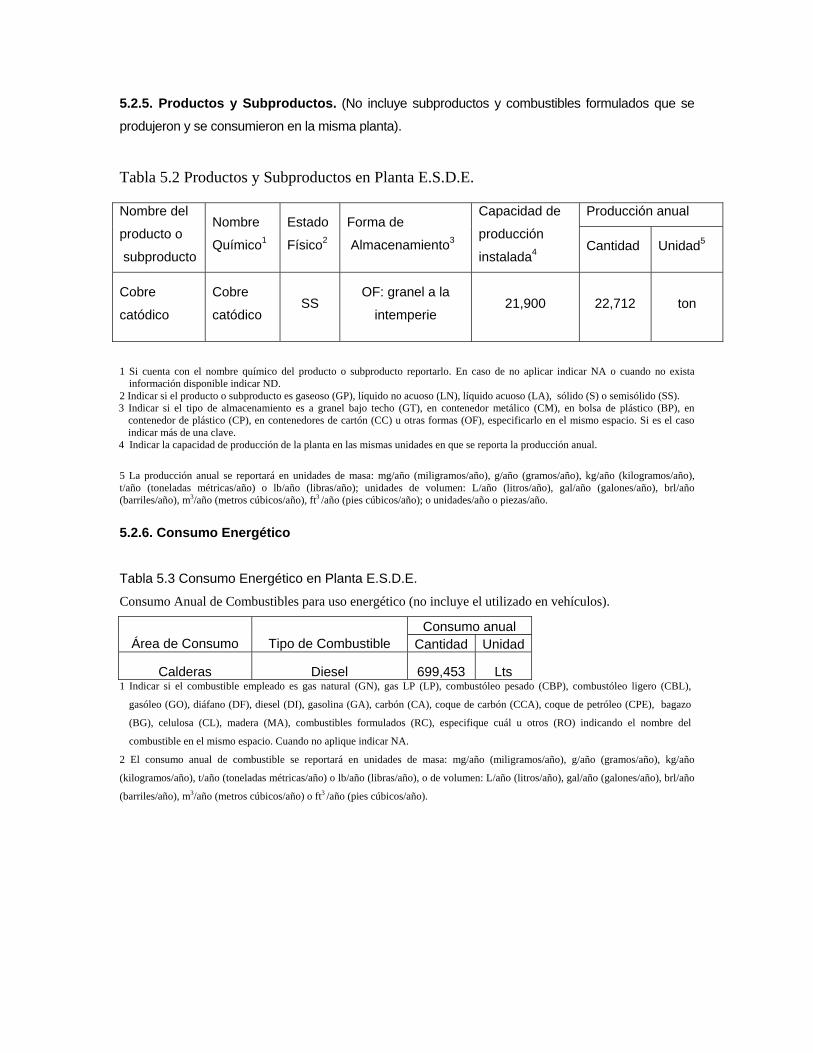
5.2.5. Productos y Subproductos. (No incluye subproductos y combustibles formulados que se
produjeron y se consumieron en la misma planta).
Tabla 5.2 Productos y Subproductos en Planta E.S.D.E.
1 Si cuenta con el nombre químico del producto o subproducto reportarlo. En caso de no aplicar indicar NA o cuando no exista
información disponible indicar ND. 2 Indicar si el producto o subproducto es gaseoso (GP), líquido no acuoso (LN), líquido acuoso (LA), sólido (S) o semisólido (SS). 3 Indicar si el tipo de almacenamiento es a granel bajo techo (GT), en contenedor metálico (CM), en bolsa de plástico (BP), en
contenedor de plástico (CP), en contenedores de cartón (CC) u otras formas (OF), especificarlo en el mismo espacio. Si es el caso indicar más de una clave.
4 Indicar la capacidad de producción de la planta en las mismas unidades en que se reporta la producción anual.
5 La producción anual se reportará en unidades de masa: mg/año (miligramos/año), g/año (gramos/año), kg/año (kilogramos/año), t/año (toneladas métricas/año) o lb/año (libras/año); unidades de volumen: L/año (litros/año), gal/año (galones/año), brl/año (barriles/año), m3/año (metros cúbicos/año), ft3 /año (pies cúbicos/año); o unidades/año o piezas/año.
5.2.6. Consumo Energético Tabla 5.3 Consumo Energético en Planta E.S.D.E.
Consumo Anual de Combustibles para uso energético (no incluye el utilizado en vehículos).
Consumo anual Área de Consumo Tipo de Combustible Cantidad Unidad
Calderas Diesel 699,453 Lts 1 Indicar si el combustible empleado es gas natural (GN), gas LP (LP), combustóleo pesado (CBP), combustóleo ligero (CBL),
gasóleo (GO), diáfano (DF), diesel (DI), gasolina (GA), carbón (CA), coque de carbón (CCA), coque de petróleo (CPE), bagazo
(BG), celulosa (CL), madera (MA), combustibles formulados (RC), especifique cuál u otros (RO) indicando el nombre del
combustible en el mismo espacio. Cuando no aplique indicar NA.
2 El consumo anual de combustible se reportará en unidades de masa: mg/año (miligramos/año), g/año (gramos/año), kg/año
(kilogramos/año), t/año (toneladas métricas/año) o lb/año (libras/año), o de volumen: L/año (litros/año), gal/año (galones/año), brl/año
(barriles/año), m3/año (metros cúbicos/año) o ft3 /año (pies cúbicos/año).
Producción anual Nombre del
producto o
subproducto
Nombre
Químico1
Estado
Físico2
Forma de
Almacenamiento3
Capacidad de
producción
instalada4 Cantidad Unidad5
Cobre
catódico
Cobre
catódico SS
OF: granel a la
intemperie 21,900
22,712
ton
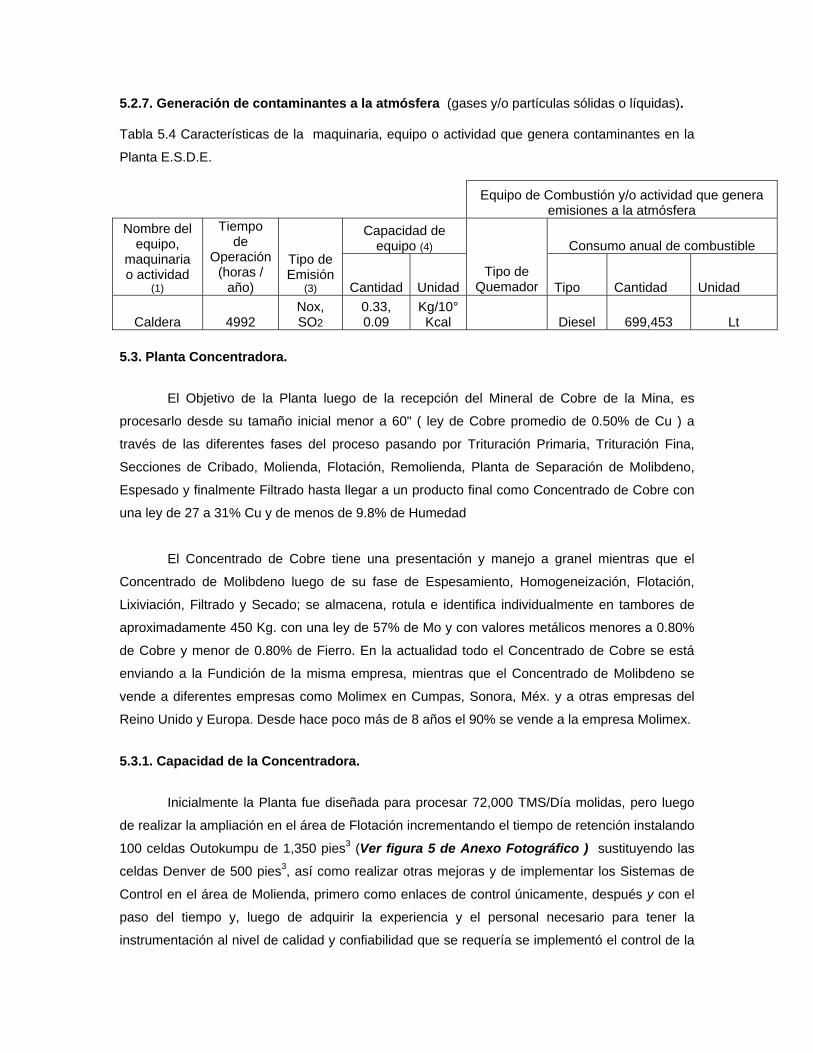
5.2.7. Generación de contaminantes a la atmósfera (gases y/o partículas sólidas o líquidas).
Tabla 5.4 Características de la maquinaria, equipo o actividad que genera contaminantes en la
Planta E.S.D.E.
Equipo de Combustión y/o actividad que genera
emisiones a la atmósfera Capacidad de
equipo (4) Consumo anual de combustible Nombre del
equipo, maquinaria o actividad
(1)
Tiempo de
Operación (horas /
año)
Tipo de Emisión
(3) Cantidad UnidadTipo de
Quemador Tipo Cantidad Unidad
Caldera 4992 Nox, SO2
0.33, 0.09
Kg/10° Kcal Diesel 699,453 Lt
5.3. Planta Concentradora.
El Objetivo de la Planta luego de la recepción del Mineral de Cobre de la Mina, es
procesarlo desde su tamaño inicial menor a 60" ( ley de Cobre promedio de 0.50% de Cu ) a
través de las diferentes fases del proceso pasando por Trituración Primaria, Trituración Fina,
Secciones de Cribado, Molienda, Flotación, Remolienda, Planta de Separación de Molibdeno,
Espesado y finalmente Filtrado hasta llegar a un producto final como Concentrado de Cobre con
una ley de 27 a 31% Cu y de menos de 9.8% de Humedad
El Concentrado de Cobre tiene una presentación y manejo a granel mientras que el
Concentrado de Molibdeno luego de su fase de Espesamiento, Homogeneización, Flotación,
Lixiviación, Filtrado y Secado; se almacena, rotula e identifica individualmente en tambores de
aproximadamente 450 Kg. con una ley de 57% de Mo y con valores metálicos menores a 0.80%
de Cobre y menor de 0.80% de Fierro. En la actualidad todo el Concentrado de Cobre se está
enviando a la Fundición de la misma empresa, mientras que el Concentrado de Molibdeno se
vende a diferentes empresas como Molimex en Cumpas, Sonora, Méx. y a otras empresas del
Reino Unido y Europa. Desde hace poco más de 8 años el 90% se vende a la empresa Molimex.
5.3.1. Capacidad de la Concentradora.
Inicialmente la Planta fue diseñada para procesar 72,000 TMS/Día molidas, pero luego
de realizar la ampliación en el área de Flotación incrementando el tiempo de retención instalando
100 celdas Outokumpu de 1,350 pies3 (Ver figura 5 de Anexo Fotográfico ) sustituyendo las
celdas Denver de 500 pies3, así como realizar otras mejoras y de implementar los Sistemas de
Control en el área de Molienda, primero como enlaces de control únicamente, después y con el
paso del tiempo y, luego de adquirir la experiencia y el personal necesario para tener la
instrumentación al nivel de calidad y confiabilidad que se requería se implementó el control de la
operación bajo los Sistemas Expertos y tercero, luego de construir el Almacén de Finos, fue
posible eliminar el "cuello de botella" presente en ese entonces en el proceso y que evitaba que
pudiéramos cumplir las metas establecidas.
Fue entonces que pudimos sobrepasar las 90,000 TMS por Día que actualmente
estamos procesando de manera sostenida (capacidad actual de la planta) y que incluso nos
permitió establecer nuevos récords de producción que en ese tiempo considerábamos muy
difíciles de alcanzar y que no hubieran sido posibles lograr sin estas y muchas otras mejoras que
se han realizado por todos los Departamentos hasta la fecha.
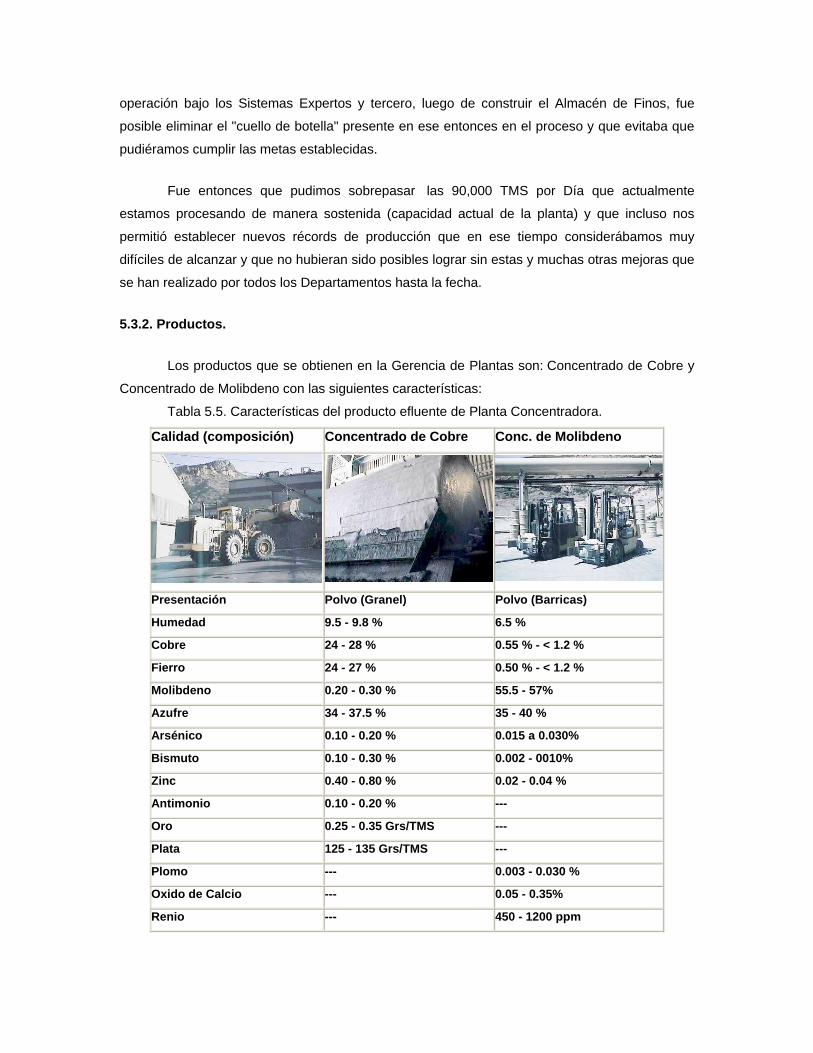
5.3.2. Productos.
Los productos que se obtienen en la Gerencia de Plantas son: Concentrado de Cobre y
Concentrado de Molibdeno con las siguientes características:
Tabla 5.5. Características del producto efluente de Planta Concentradora.
Calidad (composición) Concentrado de Cobre Conc. de Molibdeno
Presentación Polvo (Granel) Polvo (Barricas)
Humedad 9.5 - 9.8 % 6.5 %
Cobre 24 - 28 % 0.55 % - < 1.2 %
Fierro 24 - 27 % 0.50 % - < 1.2 %
Molibdeno 0.20 - 0.30 % 55.5 - 57%
Azufre 34 - 37.5 % 35 - 40 %
Arsénico 0.10 - 0.20 % 0.015 a 0.030%
Bismuto 0.10 - 0.30 % 0.002 - 0010%
Zinc 0.40 - 0.80 % 0.02 - 0.04 %
Antimonio 0.10 - 0.20 % ---
Oro 0.25 - 0.35 Grs/TMS ---
Plata 125 - 135 Grs/TMS ---
Plomo --- 0.003 - 0.030 %
Oxido de Calcio --- 0.05 - 0.35%
Renio --- 450 - 1200 ppm
Dentro de los servicios que proporciona la Gerencia de Concentradora (antes Plantas),
están los de mantener presentables las instalaciones de la Planta, así como sus caminos de
acceso a cada una de las áreas de la misma, para lo cual, se auxilia con maquinaria y equipo
como: Waldons, BobCats, Barredoras, Cargadores Frontales, Camiones, Tractores, etc.,
Estos equipos tienen también la finalidad de apoyar directamente la producción como es
el caso de los tractores en los periodos cuando se presenta la condición de bajo nivel de carga
en los almacenes de mineral ya sea, el de Gruesos o el de Finos provocados por: Mantenimiento
a Bandas transportadoras, afectación de lluvias, etc., tiempo en el que se vuelven un factor
importantísimo para mantener los niveles de producción tanto en la Trituración como en la
Concentradora, de tal manera que en los últimos años la estadística por concepto de falta de
carga en la Molienda haya desaparecido casi por completo luego que en años pasados, este
factor equivalía al 50% del total de tiempos fuera de operación de los equipos en el área de
Molienda.
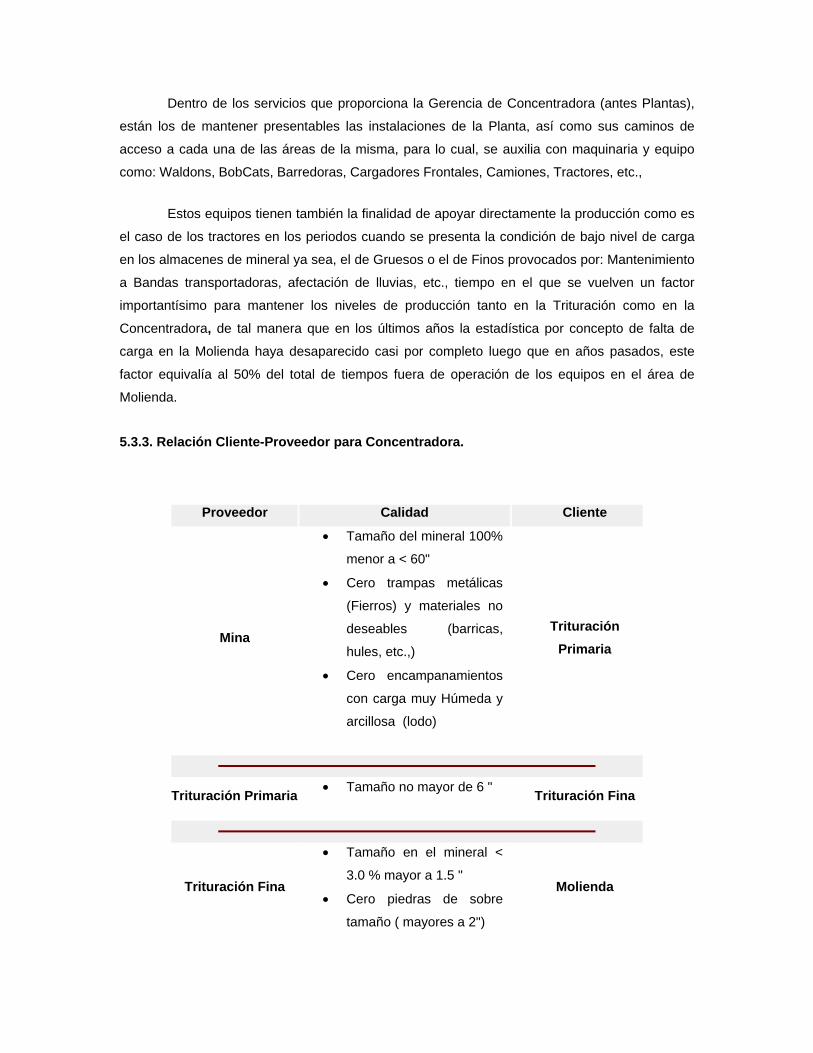
5.3.3. Relación Cliente-Proveedor para Concentradora.
Proveedor Calidad Cliente
Mina
• Tamaño del mineral 100%
menor a < 60"
• Cero trampas metálicas
(Fierros) y materiales no
deseables (barricas,
hules, etc.,)
• Cero encampanamientos
con carga muy Húmeda y
arcillosa (lodo)
Trituración Primaria
Trituración Primaria • Tamaño no mayor de 6 " Trituración Fina
Trituración Fina
• Tamaño en el mineral <
3.0 % mayor a 1.5 "
• Cero piedras de sobre
tamaño ( mayores a 2")
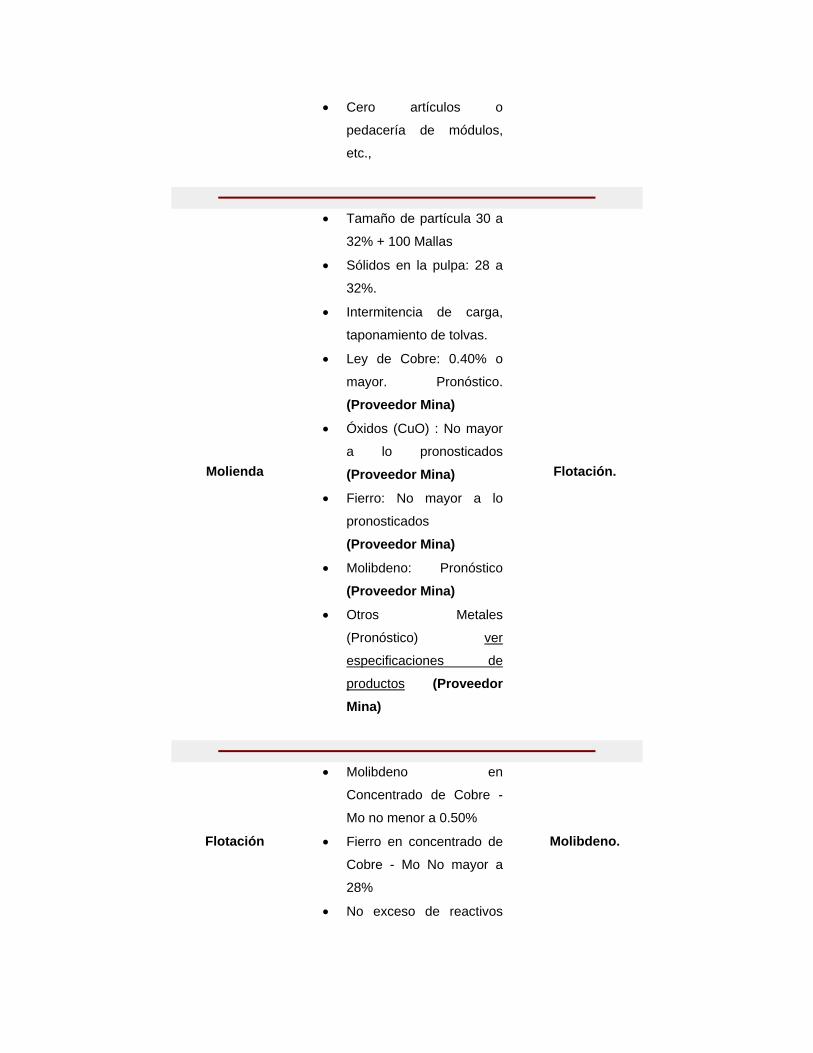
Molienda
• Cero artículos o
pedacería de módulos,
etc.,
Molienda
• Tamaño de partícula 30 a
32% + 100 Mallas
• Sólidos en la pulpa: 28 a
32%.
• Intermitencia de carga,
taponamiento de tolvas.
• Ley de Cobre: 0.40% o
mayor. Pronóstico.
(Proveedor Mina)
• Óxidos (CuO) : No mayor
a lo pronosticados
(Proveedor Mina)
• Fierro: No mayor a lo
pronosticados
(Proveedor Mina)
• Molibdeno: Pronóstico
(Proveedor Mina)
• Otros Metales
(Pronóstico) ver
especificaciones de
productos (Proveedor Mina)
Flotación.
Flotación
• Molibdeno en
Concentrado de Cobre -
Mo no menor a 0.50%
• Fierro en concentrado de
Cobre - Mo No mayor a
28%
• No exceso de reactivos
Molibdeno.
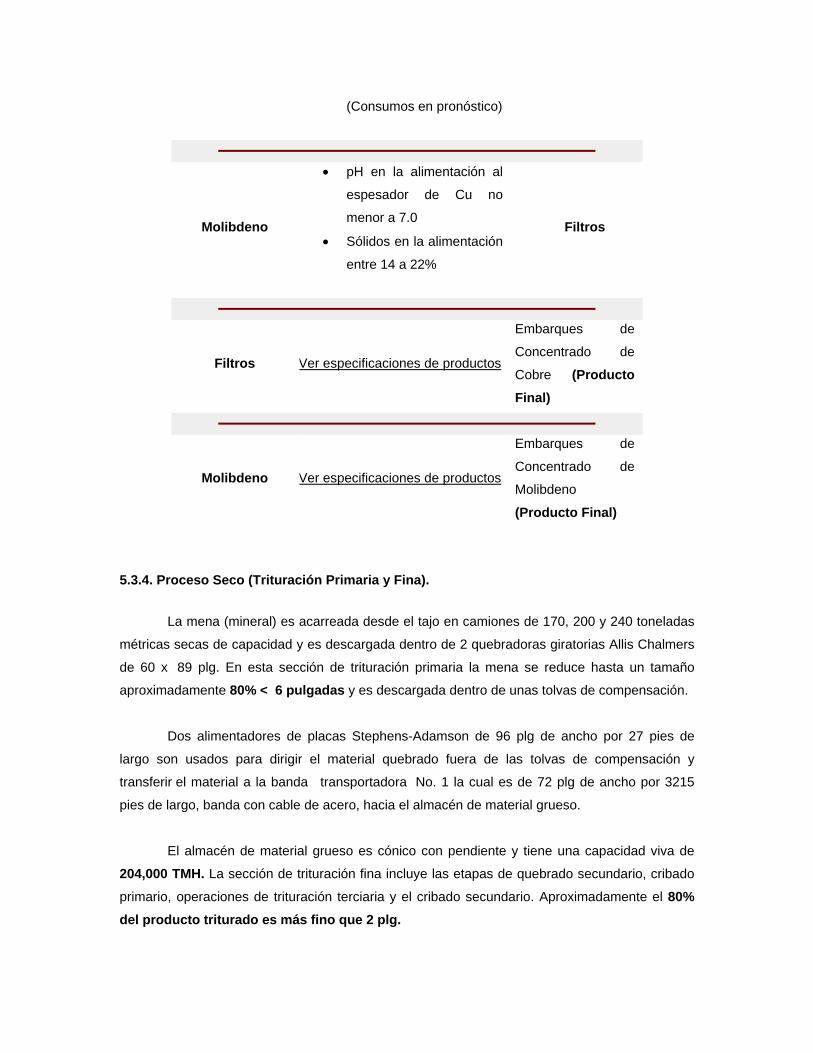
(Consumos en pronóstico)
Molibdeno
• pH en la alimentación al
espesador de Cu no
menor a 7.0
• Sólidos en la alimentación
entre 14 a 22%
Filtros
Filtros Ver especificaciones de productos
Embarques de
Concentrado de
Cobre (Producto Final)
Molibdeno Ver especificaciones de productos
Embarques de
Concentrado de
Molibdeno
(Producto Final)
5.3.4. Proceso Seco (Trituración Primaria y Fina).
La mena (mineral) es acarreada desde el tajo en camiones de 170, 200 y 240 toneladas
métricas secas de capacidad y es descargada dentro de 2 quebradoras giratorias Allis Chalmers
de 60 x 89 plg. En esta sección de trituración primaria la mena se reduce hasta un tamaño
aproximadamente 80% < 6 pulgadas y es descargada dentro de unas tolvas de compensación.
Dos alimentadores de placas Stephens-Adamson de 96 plg de ancho por 27 pies de
largo son usados para dirigir el material quebrado fuera de las tolvas de compensación y
transferir el material a la banda transportadora No. 1 la cual es de 72 plg de ancho por 3215
pies de largo, banda con cable de acero, hacia el almacén de material grueso.
El almacén de material grueso es cónico con pendiente y tiene una capacidad viva de
204,000 TMH. La sección de trituración fina incluye las etapas de quebrado secundario, cribado
primario, operaciones de trituración terciaria y el cribado secundario. Aproximadamente el 80% del producto triturado es más fino que 2 plg.
La mena es obtenida desde el almacén de material grueso usando 8 alimentadores de
placas pettibone universal de 48” por 12 pies localizados en 2 túneles de recuperación y
descarga dentro de una banda transportadora de 60” de ancho (BT 3A Y 3B). Cada uno de los 2
transportadores transfiere el material hacia un túnel conductor de 72” de ancho el cual envía la
alimentación a 3 tolvas de las quebradoras secundarias teniendo una capacidad viva de 1,350 TMH.
El cribado primario es efectuado por 6 cribas vibratorias de doble cama marca Tyler de 6
por 16 pies. El material menor a 7/16” descarga directamente en dos bandas transportadoras
(BT9A y 9B) para conducirlo al almacén de finos. Los tamaños gruesos son alimentados a la
trituradora secundaria. El circuito de trituración secundaria consiste de 6 quebradoras de cono
Allis Chalmers de 17 por 84”.
El producto de la trituración secundaria descarga en dos bandas transportadoras de 72”
de ancho (5A Y 5B), las cuales están equipadas con carros distribuidores de carga y esos
descargan en 20 tolvas de la planta de cribado. El material grueso de la planta de cribado
regresa a la planta de trituración por medio de dos bandas transportadoras (7A Y 7B) aceradas
equipadas con 12 tolvas de compensación de alimentación de 2700 TMH vivas. Bajo cada una
de esas tolvas 12 bandas alimentadoras de velocidad variable están instaladas para alimentar la
trituración terciaria.
El circuito de trituración terciaria consiste de 12 quebradoras de cono marca Allis
Chalmers de 3 por 84” operando en circuito cerrado. La planta de cribado fino está dividida en 2
secciones, cada sección consiste de 10 tolvas de compensación con una capacidad total de
4,500 TMH, bajo cada tolva están instaladas 20 bandas alimentadoras, cada una de las cuales
alimenta a una criba de doble cama vibratoria marca Tyler de 8 ft por 20 ft por sección, que
alimenta a cada una de las 10 de 8 por 20 pies. El material fino, producido por la planta de
trituración con no más de 2% +½ plg de tamaño, es enviado al almacén de material fino con
una capacidad de 309,000 TMH.
La planta de trituración fina tiene una eficiencia de operación muy alta usando un
sistema experto para controlar el proceso, este sistema de control de supervisión obtiene del
proceso mediante unos instrumentos muy complejos instalados en las quebradoras, bandas
transportadoras, sistemas hidráulicos y otros equipos, una serie de datos que son procesados en
el programa de cómputo que optimiza las acciones para controlar. Con este sistema experto
instalado en 1991la producción ha obtenido un incremento con unas operaciones muy estables,

ayudando a incrementar la disponibilidad mayor a 94% en 1999 con una eficiencia de más de
91,540 TMS por día.
5.3.5. Proceso Húmedo (Concentradora).
El material fino es sacado del almacén de Finos por 36 orificios de salida de 40 plg por
10 pies, 3 de cada uno de esos orificios en diferentes conductos de salida, alimentan a una
banda transportadora de 48 plg por 469 pies y que a su vez alimentan a cada uno de los 12
molinos de bolas.
El circuito de molienda primaria consiste de 12 molinos Dominion de 16.6 por 24 pies
con bolas de 3 plg como medio de molturación, movidos por motores de 4,000 hp. Los molinos
operan en circuito cerrado con ciclones krebs D-26. Ver Figura 6 de Anexo Fotográfico. Se tiene registrado el año 1999 con un récord de 33, 466,020 TMS de molienda, con una eficiencia de 91,688 TM por día y 342.8 TMS/Hr y una disponibilidad de los molinos de 93.40%.
La operación de los molinos tiene también un sistema experto, instalado en 1988 y
actualizado constantemente de acuerdo con las nuevas versiones de programación y equipo de
cómputo. Este sistema complejo ha sido de vital importancia para obtener el alto nivel de
producción, de tal manera que se tiene personal técnico propio para efectuar modificaciones y
nuevos desarrollos en las demás áreas de la Gerencia, aspecto en el que se está continuamente
enfocando como un objetivo principal de los Departamento de Instrumentación, Eléctrico, Ing. de
Proceso, Operación e Ing. de Plantas.
Los reactivos para el proceso son cal, espumante CC1065-MIBC, Colector AP-8944 de
Cytec y una mezcla desarrollada por personal de Mexicana de Cobre llamada Hidromina, para
incrementar la recuperación de Molibdeno. Los circuitos de flotación están divididos en 2
secciones, cada una de ellas procesa el producto combinado de 6 molinos (del no. 1 al no. 6 y
del no. 7 al no. 12) en 5 filas de 10 celdas de flotación primaria de la marca Outokumpu de 1,350
pies cúbicos de capacidad.
Los concentrados primarios de cada sección de flotación avanzan a los circuitos de
remolienda-limpiadoras, 2 en total; cada uno de ellos consistiendo de 2 molinos remoledores
marca Dominion de 10 x 24 pies conectados a un motor de 1,100 HP, operando en circuito
cerrado con ciclones krebs D-15 y 4 filas de celdas limpiadoras marca Denver de 500 pies3 en un
arreglo 4-2-6 como 1ª limpia, 2ª limpia y Agotativas.
La combinación de colas primarias y Agotativas son espesadas en 6 espesadores de
pulpa, 5 de 350 pies y de uno de 500 pies de diámetro previo a enviarlo por gravedad a la presa
de jales. Ver figura 7 de Anexo Fotográfico.
La sección de flotación tiene un sistema experto para controlar el proceso, instalado en
1995, y existe el proyecto para tener un sistema experto más amplio y así integrar los 3 sistemas
expertos enlazando la trituración, molienda y flotación.
Una planta de cal provee la lechada de cal a la concentradora para controlar el pH y un
suplemento de agua cruda proveniente de la presa “La Angostura”, localizada en área
contigua a las instalaciones de la Planta Concentradora, son algunas de las instalaciones
auxiliares. Ver figura 8 de Anexo Fotográfico.
El sistema de agua recuperada recibe agua de los Espesadores de colas, Espesador de
concentrado y de la presa de jales.
El consumo de agua fresca es de 0.34 m3/TMS y el de agua recuperada es de 2.14 m3/TMS. El consumo promedio de energía es de 17.8 kw/TMS.
Además se amplió la Planta Concentradora en su sección primaria, instalándose 40
celdas Wemco de 1,000 pies3 de capacidad y un adicional circuito de limpieza para el producto
de estas celdas, consistente en una batería de ciclones de tamaño D-10, cuya descarga se
alimenta a un banco de flotación de tres celdas de 50 pies cúbicos, marca Denver y el
Concentrado obtenido va hacia un Molino Vertical de 60 HP (6’ X 36’) marca Svedala, el
producto es un Concentrado de Molibdeno.
Nota: Actualmente en proceso de ajustes de variables para mantener su continuidad y está
pendiente por terminar la sección de Cobre correspondiente a esta misma planta.
El concentrado final es enviado por gravedad a 2 espesadores de la planta de Molibdeno
de 160 pies de diámetro. En esta planta, a través de las operaciones unitarias de flotación,
concentración, lixiviación, filtrado y proceso de secado, es donde se produce el concentrado de
Molibdeno; y el concentrado de Cobre es rechazado y enviado para filtración y almacenamiento.
La sección de flotación, consta de flotación primaria y ocho etapas de limpieza y el producto
obtenido es espesado en un hidro-separador de 40’ y lixiviado en tanques agitados con
capacidad para 22 toneladas y finalmente el concentrado de Molibdeno, es filtrado, secado y
empacado en tambores de acero de 400 kilos de capacidad.
El concentrado de Cobre, libre de Molibdeno, es espesado en un hidro-separador de
concentrado de 140 pies de diámetro. El concentrado espesado es bombeado a la planta de
filtros (Ver figura 9 de Anexo Fotográfico), que consiste de 6 filtros de tambor marca Door-
Oliver de 12 por 20 pies.
El concentrado filtrado es conducido a un almacén con capacidad para 20,000 TMS de
producto, de donde es embarcado por camiones hacia la Planta de Fundición (Plantas Metalúrgicas) a 27 kilómetros de distancia.
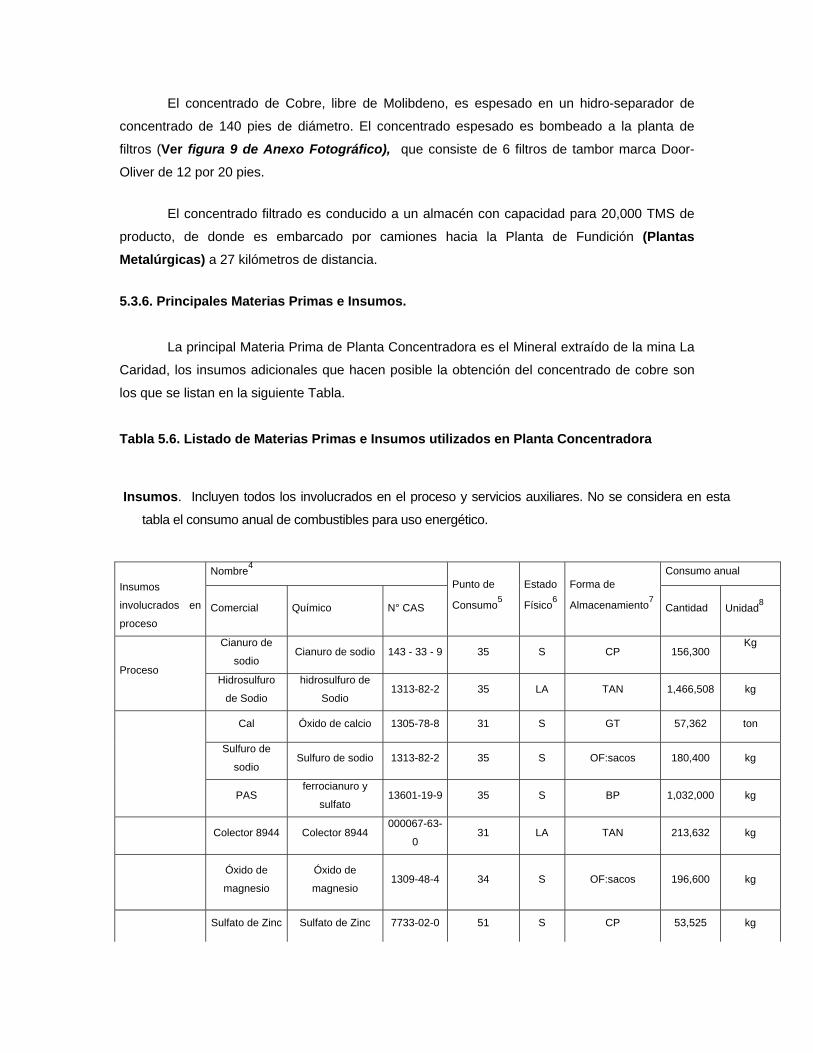
5.3.6. Principales Materias Primas e Insumos.
La principal Materia Prima de Planta Concentradora es el Mineral extraído de la mina La
Caridad, los insumos adicionales que hacen posible la obtención del concentrado de cobre son
los que se listan en la siguiente Tabla.
Tabla 5.6. Listado de Materias Primas e Insumos utilizados en Planta Concentradora
Nombre4 Consumo anual
Insumos
involucrados en
proceso Comercial Químico N° CAS
Punto de
Consumo5 Estado
Físico6Forma de
Almacenamiento7 Cantidad Unidad8
Cianuro de
sodio Cianuro de sodio 143 - 33 - 9 35 S CP 156,300
Kg
Proceso
Hidrosulfuro
de Sodio
hidrosulfuro de
Sodio 1313-82-2 35 LA TAN 1,466,508 kg
Cal Óxido de calcio 1305-78-8 31 S GT 57,362 ton
Sulfuro de
sodio Sulfuro de sodio 1313-82-2 35 S OF:sacos 180,400 kg
PAS ferrocianuro y
sulfato 13601-19-9 35 S BP 1,032,000 kg
Colector 8944 Colector 8944 000067-63-
0 31 LA TAN 213,632 kg
Óxido de
magnesio
Óxido de
magnesio
1309-48-4
34 S OF:sacos 196,600 kg
Sulfato de Zinc Sulfato de Zinc 7733-02-0 51 S CP 53,525 kg
Insumos. Incluyen todos los involucrados en el proceso y servicios auxiliares. No se considera en esta
tabla el consumo anual de combustibles para uso energético.
Ácido sulfúrico Acido sulfúrico 7664-93-9 116,35,52 LA TAN
1,002.5
ton
Teutón 609 Teutón T-609 ND 31,35 LA TAN 2,294,433 kg
Espumante
Teutón M-91
Espumante
Teutón M-91 ND 31 LA TAN 679,272 kg
Colector
teutón T-1018 Teutón T-1018 ND 31 LA TAN 986,138 kg
Anti
Incrustante
teutón T-721
Anti Incrustante
teutón T-721 ND 31 LA TAN
181,246
kg
Anti
Incrustante
Nalco 7801
Anti incrustante
Nalco 7801 ND 31 LA TAN 173,262 kg
Floculante
N7873 Floculante N7873 ND 31 LA TAM
6,902
kg
1 Proceso productivo para generar un bien o servicio, o en su caso, proceso de manejo de residuos peligrosos o procesos de tratamiento de agua residual (en estos dos últimos casos, cuando sea la actividad principal).
2 Indicar las sustancias químicas, compuestos y combustibles que se utilicen en el proceso como materia prima. 3 Actividades o equipos que son auxiliares para el proceso productivo, por ejemplo: calderas, sistemas de
enfriamiento, baños, cocinas, mantenimiento, montacargas, entre otros. 4 Proporcionar el nombre comercial y químico de los insumos empleados. Cuando se trate de sustancias puras
proporcionar el número CAS (Chemical Abstract Service), cuando no aplique indicar NA o cuando no exista información disponible indicar ND.
5 Anotar el número que aparece en los Diagramas de funcionamiento y en la Tabla resumen, correspondiente al punto (equipo, proceso, etc.) en el cual se consume el insumo que se reporta.
6 Indicar si es gaseoso (GP), líquido no acuoso (LN), líquido acuoso, (LA), sólido (S) o semisólido (SS). 7 Indicar si el tipo de almacenamiento es a granel bajo techo (GT), a granel a la intemperie (GI), en tambor metálico
(TAM), en tanque metálico (TAN), en bolsa de plástico (BP), en contenedor de plástico (CP), en contenedores de cartón (CC) u otras formas (OF), especifique. Si es el caso indicar más de una clave.
8 El consumo anual se reportará en unidades de masa: mg/año (miligramos/año), g/año (gramos/año), kg/año (kilogramos/año), t/año (toneladas métricas/año) o lb/año (libras/año), o de volumen: L/año (litros/año), gal/año (galones/año), brl/año (barriles/año), m3/año (metros cúbicos/año) o ft3/año (pies cúbicos/año).
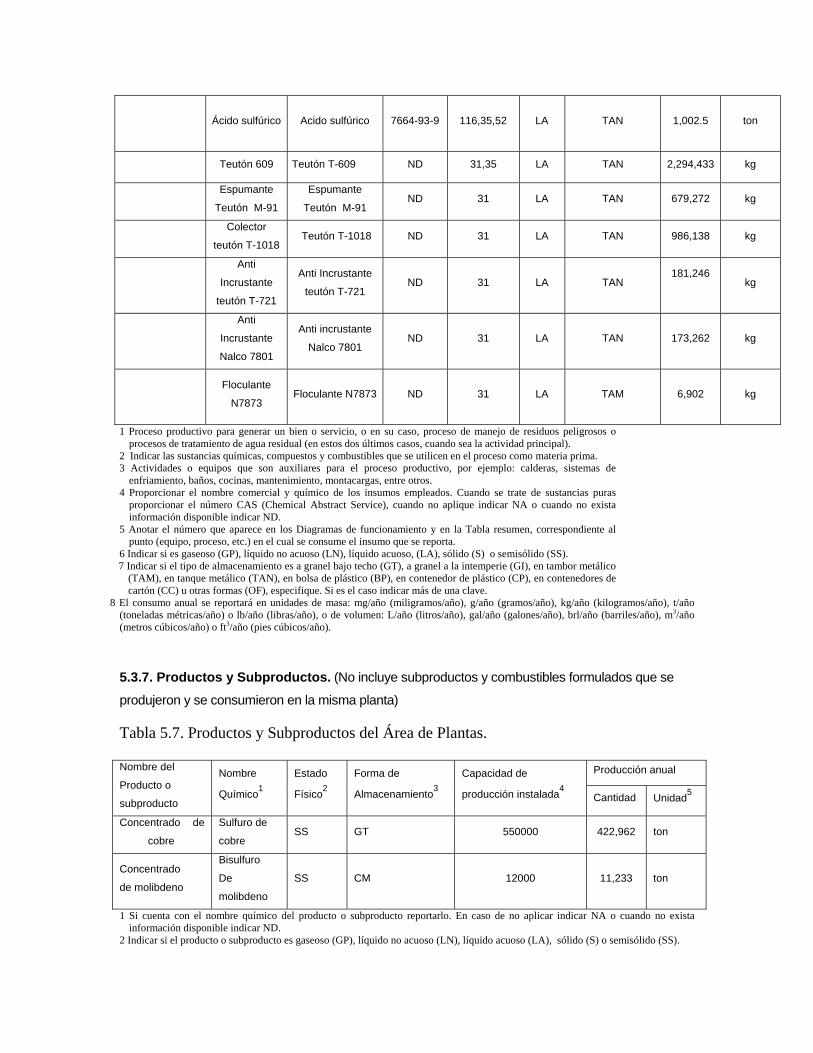
5.3.7. Productos y Subproductos. (No incluye subproductos y combustibles formulados que se
produjeron y se consumieron en la misma planta)
Tabla 5.7. Productos y Subproductos del Área de Plantas.
Producción anual Nombre del
Producto o
subproducto
Nombre
Químico1 Estado
Físico2 Forma de
Almacenamiento3 Capacidad de
producción instalada4 Cantidad Unidad5
Concentrado de
cobre
Sulfuro de
cobre SS GT 550000 422,962 ton
Concentrado
de molibdeno
Bisulfuro
De
molibdeno
SS CM 12000 11,233 ton
1 Si cuenta con el nombre químico del producto o subproducto reportarlo. En caso de no aplicar indicar NA o cuando no exista información disponible indicar ND.
2 Indicar si el producto o subproducto es gaseoso (GP), líquido no acuoso (LN), líquido acuoso (LA), sólido (S) o semisólido (SS).
3 Indicar si el tipo de almacenamiento es a granel bajo techo (GT), en contenedor metálico (CM), en bolsa de plástico (BP), en contenedor de plástico (CP), en contenedores de cartón (CC) u otras formas (OF), especificarlo en el mismo espacio. Si es el caso indicar más de una clave.
4 Indicar la capacidad de producción de la planta en las mismas unidades en que se reporta la producción anual. 5 La producción anual se reportará en unidades de masa: mg/año (miligramos/año), g/año (gramos/año), kg/año (kilogramos/año),
t/año (toneladas métricas/año) o lb/año (libras/año); unidades de volumen: L/año (litros/año), gal/año (galones/año), brl/año (barriles/año), m3/año (metros cúbicos/año), ft3 /año (pies cúbicos/año); o unidades/año o piezas/año.
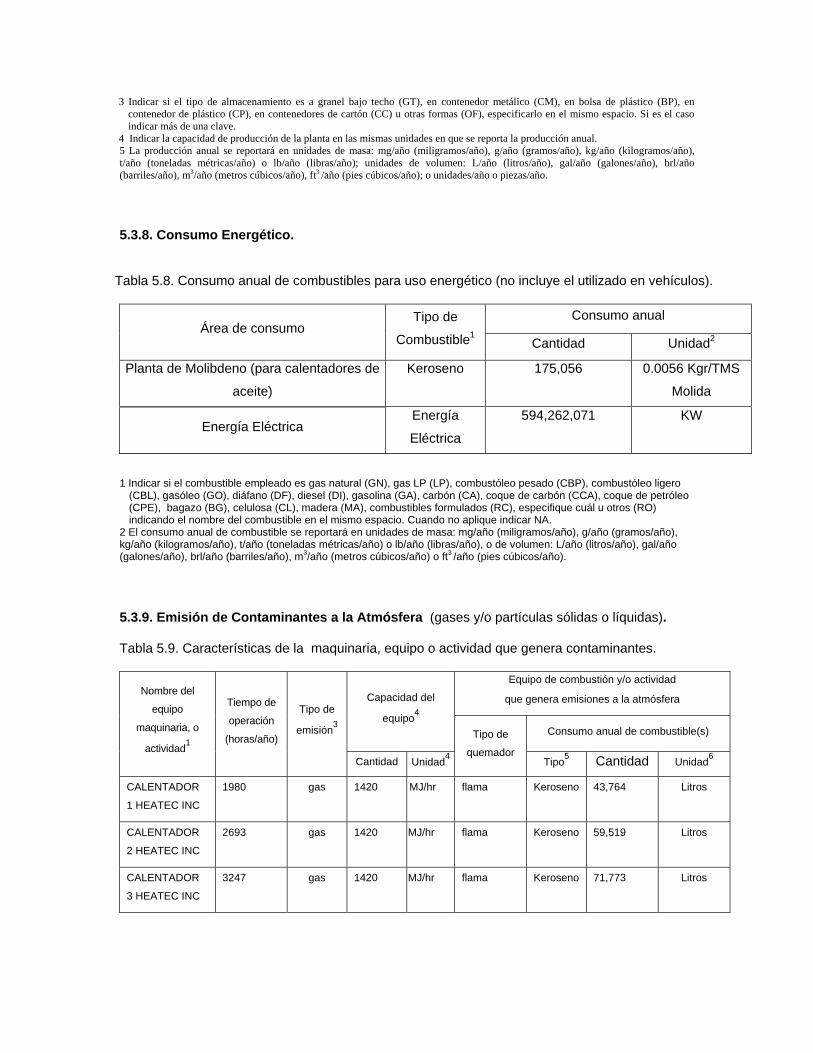
5.3.8. Consumo Energético.
Tabla 5.8. Consumo anual de combustibles para uso energético (no incluye el utilizado en vehículos).
Consumo anual Área de consumo
Tipo de
Combustible1 Cantidad Unidad2
Planta de Molibdeno (para calentadores de
aceite)
Keroseno 175,056 0.0056 Kgr/TMS
Molida
Energía Eléctrica Energía
Eléctrica
594,262,071 KW
1 Indicar si el combustible empleado es gas natural (GN), gas LP (LP), combustóleo pesado (CBP), combustóleo ligero
(CBL), gasóleo (GO), diáfano (DF), diesel (DI), gasolina (GA), carbón (CA), coque de carbón (CCA), coque de petróleo (CPE), bagazo (BG), celulosa (CL), madera (MA), combustibles formulados (RC), especifique cuál u otros (RO) indicando el nombre del combustible en el mismo espacio. Cuando no aplique indicar NA.
2 El consumo anual de combustible se reportará en unidades de masa: mg/año (miligramos/año), g/año (gramos/año), kg/año (kilogramos/año), t/año (toneladas métricas/año) o lb/año (libras/año), o de volumen: L/año (litros/año), gal/año (galones/año), brl/año (barriles/año), m3/año (metros cúbicos/año) o ft3 /año (pies cúbicos/año).
5.3.9. Emisión de Contaminantes a la Atmósfera (gases y/o partículas sólidas o líquidas).
Tabla 5.9. Características de la maquinaria, equipo o actividad que genera contaminantes.
Equipo de combustión y/o actividad
que genera emisiones a la atmósfera Capacidad del
equipo4
Consumo anual de combustible(s)
Nombre del
equipo
maquinaria, o
actividad1
Tiempo de
operación
(horas/año)
Tipo de
emisión3
Cantidad Unidad4
Tipo de
quemador Tipo5 Cantidad Unidad6
CALENTADOR
1 HEATEC INC
1980 gas 1420 MJ/hr flama Keroseno 43,764 Litros
CALENTADOR
2 HEATEC INC
2693 gas 1420 MJ/hr flama Keroseno 59,519 Litros
CALENTADOR
3 HEATEC INC
3247 gas 1420 MJ/hr flama Keroseno 71,773 Litros