3. propuestas de mejora -...
TRANSCRIPT
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 31
3. Propuestas de mejora:
En este almacén con casi 30.000 salidas al mes, se producen muchos retrasos en los despachos debido a diferentes motivos, los cuales vamos a analizar y proponer mejoras. Estos retrasos se transforman en penalizaciones y costes para la empresa, que vamos a intentar evitar.
1. Debido a la poca visibilidad del proceso de forma general, por parte de toda la plantilla y la falta de comunicación entre las distintas secciones, se propone implantar una reunión de paneles diaria SQCDP (detallado en el apartado 3.1), en el que se hará visual los datos diarios del proceso, para poder actuar de manera rápida antes situaciones anormales, y mejorar la comunicación del área.
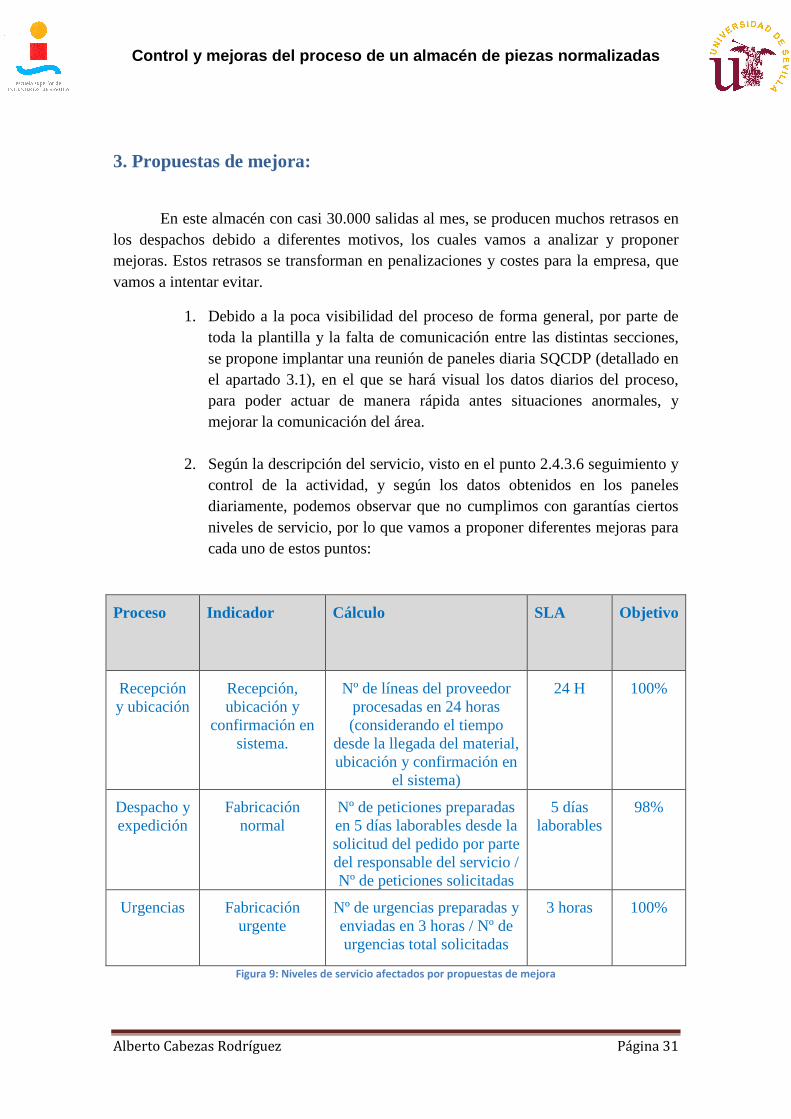
2. Según la descripción del servicio, visto en el punto 2.4.3.6 seguimiento y control de la actividad, y según los datos obtenidos en los paneles diariamente, podemos observar que no cumplimos con garantías ciertos niveles de servicio, por lo que vamos a proponer diferentes mejoras para cada uno de estos puntos:
Proceso Indicador Cálculo SLA Objetivo
Recepción y ubicación
Recepción, ubicación y
confirmación en sistema.
Nº de líneas del proveedor procesadas en 24 horas (considerando el tiempo
desde la llegada del material, ubicación y confirmación en
el sistema)
24 H 100%
Despacho y expedición
Fabricación normal
Nº de peticiones preparadas en 5 días laborables desde la solicitud del pedido por parte del responsable del servicio / Nº de peticiones solicitadas
5 días laborables
98%
Urgencias Fabricación urgente
Nº de urgencias preparadas y enviadas en 3 horas / Nº de urgencias total solicitadas
3 horas 100%
Figura 9: Niveles de servicio afectados por propuestas de mejora
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 32
a. Para el proceso de despacho y expedición, actualmente no se consigue dar el nivel de servicio debido a la carga de trabajo y la estructura de este área, por lo que se procede a intentar equilibrar esta carga de trabajo con otros almacenes, situando estas materiales lo más cerca a su destino final.
b. Para el proceso de recepción y ubicación sí que se cumple el nivel de servicio, pero tras un estudio, se obtiene la conclusión de que casi un 30% de las entradas del material tienen pendiente una salida, por lo que se reconduce este flujo, mejorando productividades en esta área.
c. A partir de la falta de servicio en los transportes, surge la posibilidad de compartir el servicio de transportes con el almacén colindante que utiliza otras líneas de transporte de AIM, siempre respetando el flujo de mercancía original.
d. Debido a la duplicidad de las peticiones de urgencias y varios interlocutores, se centraliza esta actividad en una única persona y se implanta un sistema que centraliza todas las urgencias a través de un canal donde el cliente y los proveedores tienen visibilidad.
3.1 Implantación paneles SQCDP5:
El objetivo principal de esta implantación es la de hacer visual el proceso y poder actuar de manera rápida ante situaciones anormales. Aparte tiene otros objetivos entre los que destacaría los siguientes:
• Comunicar el estado actual, que refleja la realidad del día a día, frente al objetivo definido en las planificaciones y que no siempre es posible conseguir.
• Posibilitar la toma de decisiones basándose en el estado real del almacén, teniendo en cuenta hechos, no conjeturas.
• Ayudar a priorizar actividades de mejora.
• Conectar al cliente con el negocio, incluso dentro del almacén, donde un área de trabajo puede ser cliente de la anterior, e informar acerca del estado y evolución de las actividades en cada área.
• Comunicación fluida y eficiente, en la cual fluyen los objetivos y la información, siendo una parte vital para el correcto funcionamiento del almacén.
5 Proyecto fin de carrera: Aplicación de conceptos y herramientas lean en MRO de una empresa de
mantenimiento aeronáutico (Paneles SQCDP).
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 33
Pienso que este último objetivo es bastante importante frente a los otros:
Por una parte, el flujo de objetivos sigue una trayectoria descendente por la pirámide jerárquica: desde su concepción, en la alta dirección de la empresa, los objetivos deben ir descendiendo hasta los niveles inferiores, de modo que todo el personal los conozca y actúe en consonancia para su consecución.
Por otro lado, se tiene el flujo de información, y éste debe ser bidireccional. Éste es el flujo más importante dentro de la organización, y su origen parte de los niveles inferiores. El personal encargado de producción conoce a la perfección su trabajo, sabe si el producto va adelantado o retrasado respecto a la planificación, y los problemas que surgen del día a día en el almacén. Por tanto, es un grupo que proporciona información rápida y eficaz a los niveles inmediatamente superiores, para que se puedan tomar acciones de control y corrección.
Figura 10: Flujo bidireccional de información
A continuación se detallan los indicadores seleccionados, exponiendo sus formatos y características relevantes:
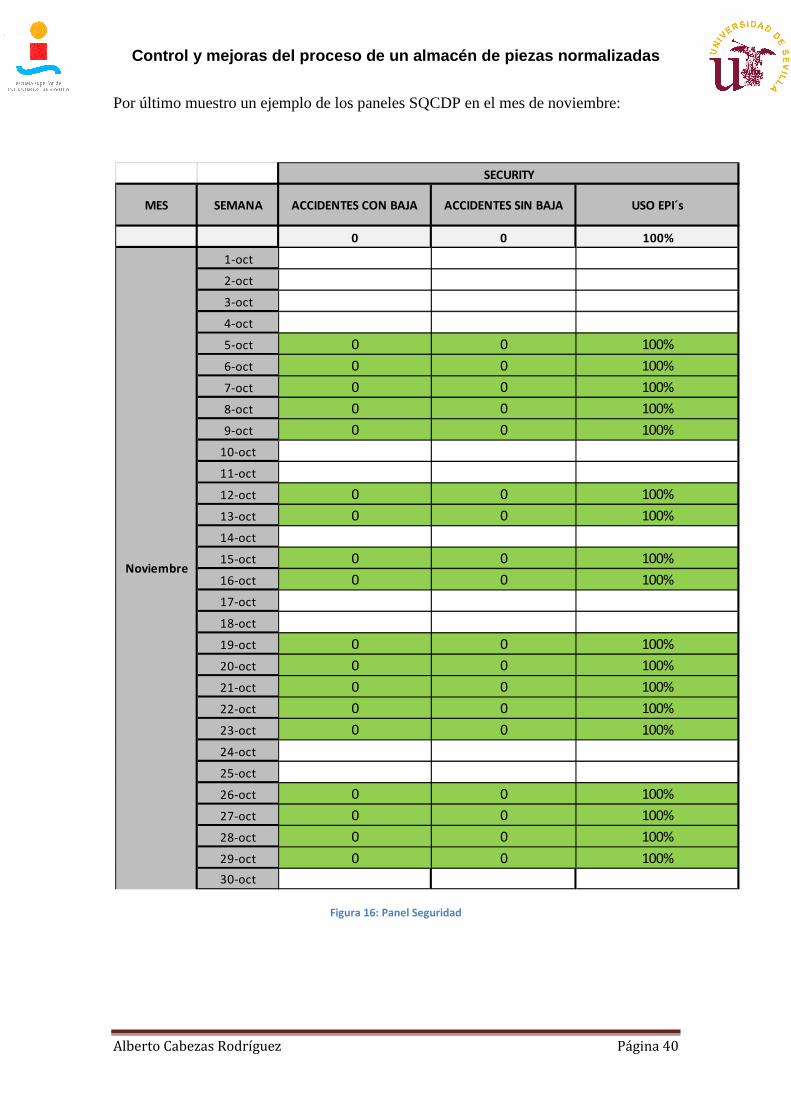
1. Indicador de Seguridad
Éste indicador tiene como objetivo indicar si se ha producido algún tipo de incidencia que repercuta directamente en la seguridad en el área de trabajo. Entre las posibles situaciones anómalas, el indicador distingue entre accidentes sin baja, accidentes con baja y el uso de EPIs.

Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 34
SECURITY ACCIDENTES
CON BAJA ACCIDENTES
SIN BAJA USO EPI´s
0 0 100% Figura 11: Tabla de indicador de seguridad
Accidentes con baja:
• Objetivo=0
• Explicación, accidentes producidos en el periodo a medir que lleven aparejado una baja por las SS.
Accidentes sin baja:
• Objetivo=0
• Explicación, accidentes producidos en el periodo a medir que no lleven aparejado una baja por las SS.
Uso EPI´s:
• Objetivo=100%
• Explicación, utilización por parte del personal del equipo de protección personal.
En el caso de que no se haya producido ninguna de las situaciones descritas, el indicador deberá ser rellenado en color verde. Si se ha producido alguna, entonces aparecerá en color rojo sobre el día concreto. El departamento deberá conocer diariamente mediante las reuniones en el panel el estado de éste indicador, y propondrá acciones correctoras para solventar las posibles incidencias que se produzcan.
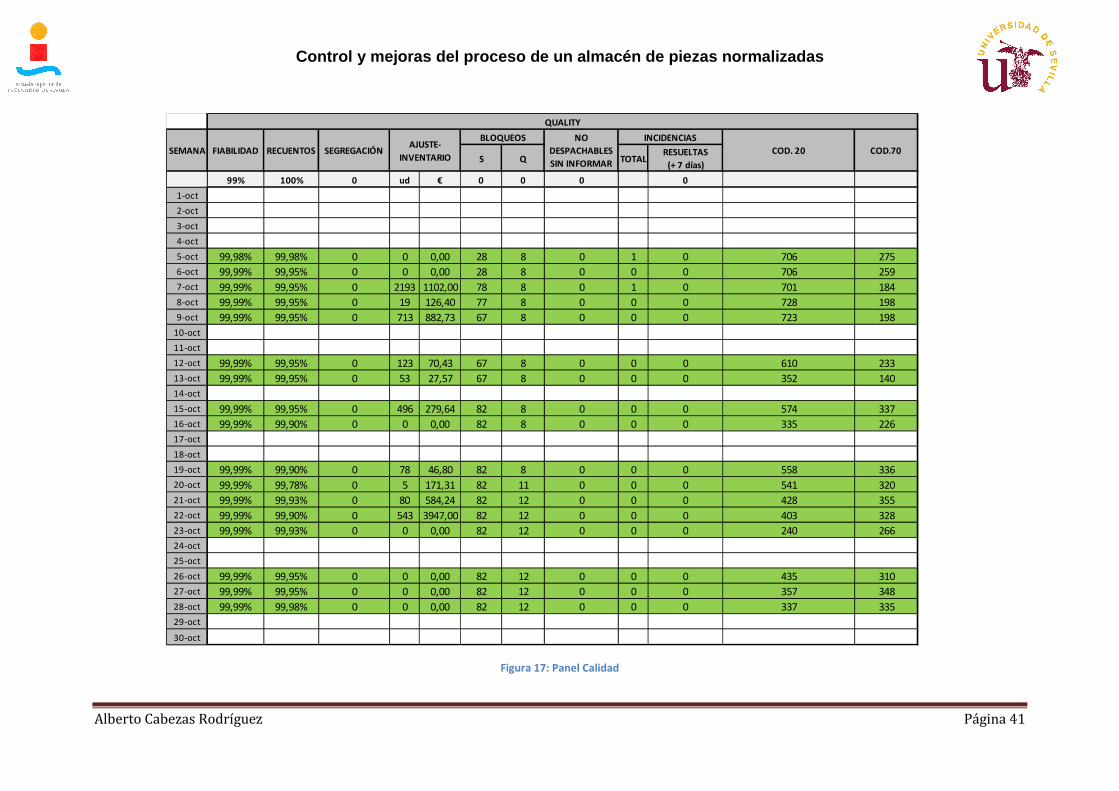
2. Indicador de Calidad
El indicador de calidad refleja el estado de las principales anomalías de calidad que pueden ocurrir en la línea productiva, afectando al producto final. Se distingue entre:
*Este tipo de tabla/figuras tiene que ir con su pie correspondiente.*
Figura 12: Tabla de indicador de calidad
S Q TOTALRESUELTAS
(+ 7 días)
99% 100% 0 0 0 0 0
COD.70
QUALITY
FIABILIDAD RECUENTOS SEGREGACIÓN AJUSTE-INVENTARIO
BLOQUEOSNO DESPACHABLES
SIN INFORMAR
INCIDENCIAS
COD. 20
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 35
Fiabilidad:
• Objetivo≥ 99 %
• Explicación, El sistema diferencia entre fiabilidad en importe y en cantidad, se coge el menor % que indica el sistema.
Recuentos:
• Objetivo=0.
• Explicación, los recuentos que el sistema indica diariamente deben quedar realizados sin demora. Dichos recuentos se pueden consultar en el sistema. También se deben recontar las ubicaciones vacías.
Segregación:
• Objetivo=0
• Explicación, diariamente se ha de consultar en el sistema y los elementos a segregar deben quedar realizados, no pueden quedar pendientes.
Ajustes de inventario:
• Explicación, se debe poner el dato que indique el nº de ajustes realizados en el sistema tras realizar los recuentos y este dato se pondrá semanalmente.
Bloqueos S-Q:
• Objetivo=0
• Explicación, el material bloqueado debe ser comunicado por la calidad de Airbus Military.
No despachable sin informar:
• Objetivo=0
• Explicación, corresponde a material liberado y que en principio no se despacha por falta de algún requisito. Así se debe informar a su receptor de este impedimento de despacho.
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 36
Incidencias (total/ resueltas con más de 7 días):
• Objetivo=0, se refiere al nº de incidencias que deben ser contestadas con más de 7 días de diferencia desde que se abrieron.
• Explicación, recoge el total de incidencias abiertas por un lado y por otro lado aquellas incidencias que hayan sido resueltas con más de 7 días desde que la abrieron.
Devoluciones
• Explicación, recoge el nº de devoluciones que se han producido en un periodo de tiempo (dato a rellenar semanalmente) por diferentes motivos.
COD. 20
• Explicación, recoge el nº de materiales que se encuentran bloqueado en este código 20 (material sin existencias).
COD. 70
• Explicación, recoge el nº de materiales que se encuentran bloqueado en este código 70 (material en Recepción pendiente de la orden de transporte por algún motivo: laboratorio, certificados,….).
En el caso de no haberse producido problemas de calidad, el indicador estará coloreado en verde; en caso contrario, aparecerá en color rojo. El departamento deberá analizar la causa de los defectos producidos, y discriminar asimismo si han sido provocados durante la manipulación en el almacén, o por el contrario es un defecto procedente de un proveedor externo.
A su vez, completar un cuadro de evolución del defecto y el personal involucrado es una tarea que proporciona información adicional al proceso, y puede llegar a evitar la repetitividad del defecto de cara al futuro.
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 37
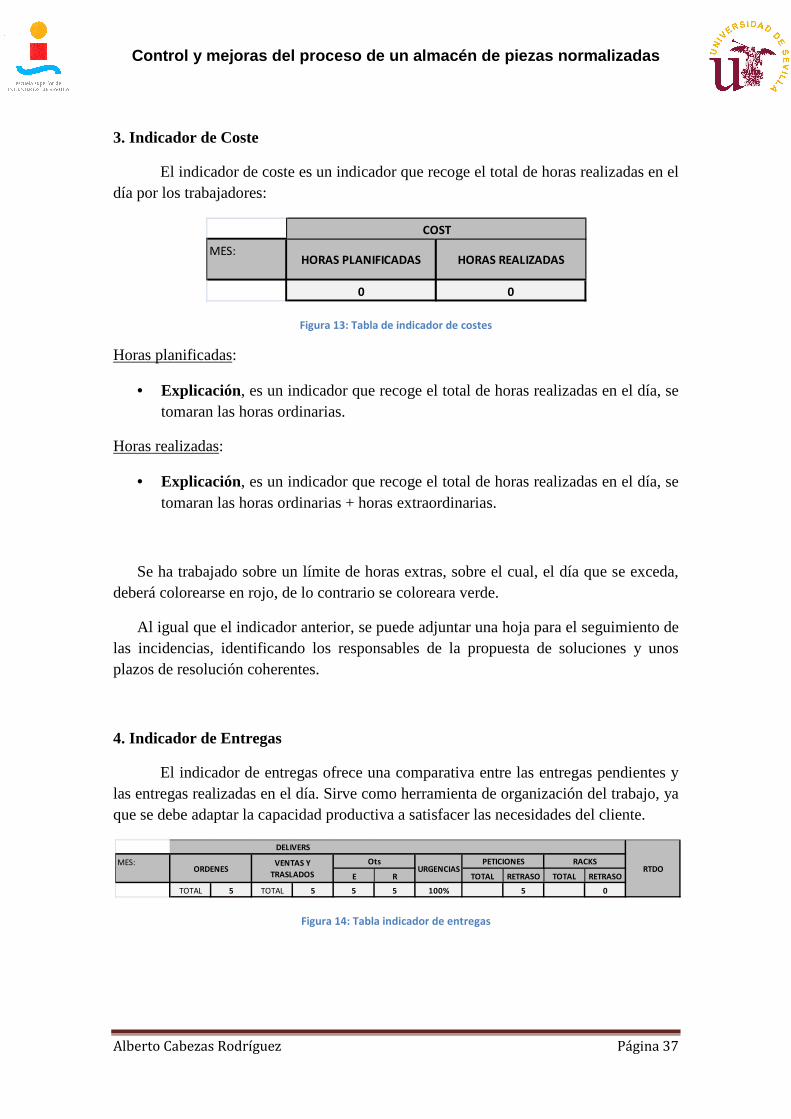
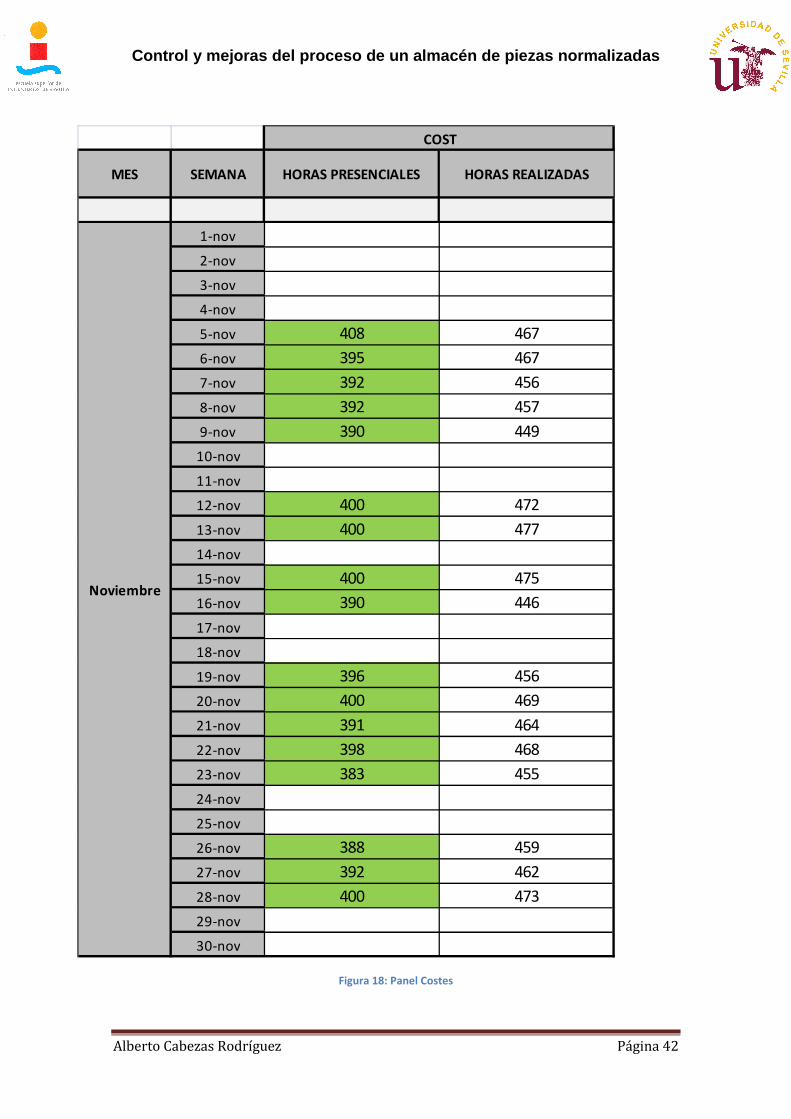
3. Indicador de Coste
El indicador de coste es un indicador que recoge el total de horas realizadas en el día por los trabajadores:
Figura 13: Tabla de indicador de costes
Horas planificadas:
• Explicación, es un indicador que recoge el total de horas realizadas en el día, se tomaran las horas ordinarias.
Horas realizadas:
• Explicación, es un indicador que recoge el total de horas realizadas en el día, se tomaran las horas ordinarias + horas extraordinarias.
Se ha trabajado sobre un límite de horas extras, sobre el cual, el día que se exceda, deberá colorearse en rojo, de lo contrario se coloreara verde.
Al igual que el indicador anterior, se puede adjuntar una hoja para el seguimiento de las incidencias, identificando los responsables de la propuesta de soluciones y unos plazos de resolución coherentes.
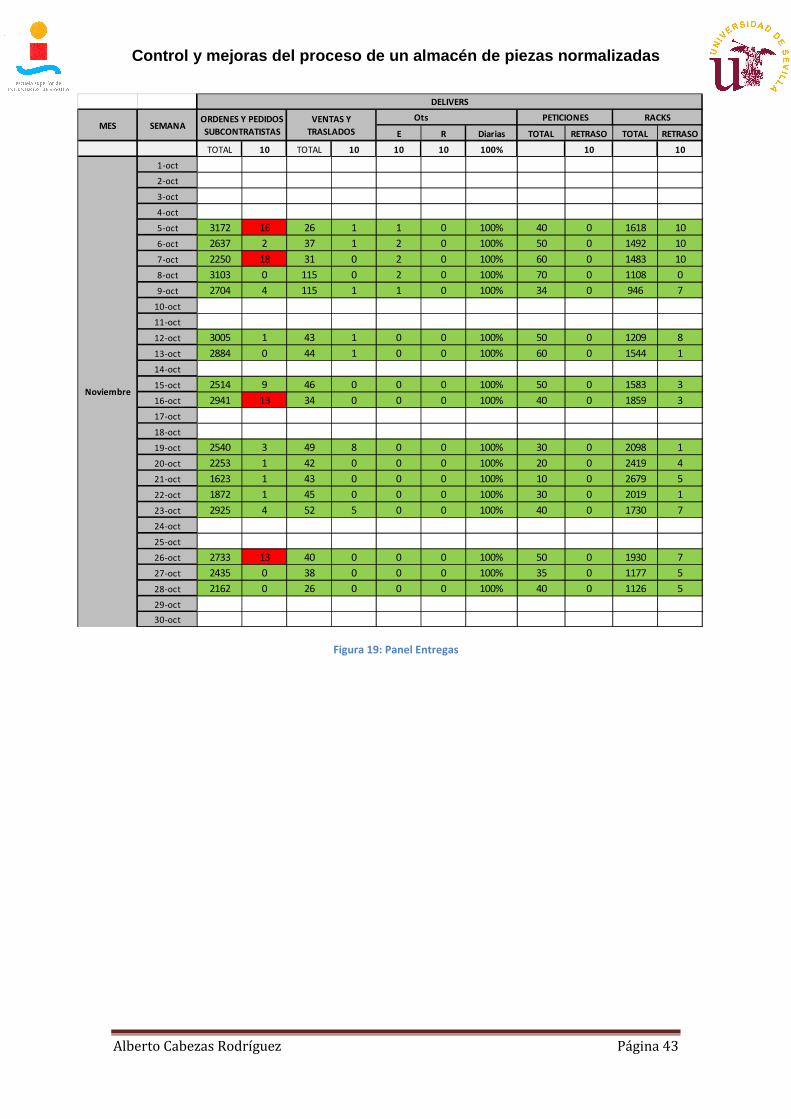
4. Indicador de Entregas
El indicador de entregas ofrece una comparativa entre las entregas pendientes y las entregas realizadas en el día. Sirve como herramienta de organización del trabajo, ya que se debe adaptar la capacidad productiva a satisfacer las necesidades del cliente.
Figura 14: Tabla indicador de entregas
MES:
0 0
HORAS REALIZADASHORAS PLANIFICADAS
COST
MES:
E R TOTAL RETRASO TOTAL RETRASO
TOTAL 5 TOTAL 5 5 5 100% 5 0
DELIVERS
RTDOVENTAS Y
TRASLADOSORDENES
Ots PETICIONES RACKSURGENCIAS
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 38
ORDENES, VENTAS y TRASLADOS:
• Objetivo≤ 5 el nº de órdenes en atraso.
• Explicación, es un indicador que recoge el total de órdenes, ventas o traslados y las que están atrasadas según su lead time.
OT´s:
• Objetivo≤ 5 el nº de órdenes de transporte en atraso.
• Explicación, es un indicador que recoge el total de ordenes de transportes emitidas o recibidas y las que están atrasadas según su lead time.
URGENCIAS:
• Objetivo= 100%.
• Explicación, es un indicador que recoge el total de urgencias recibidas en el día y que deben ser atendidas en su lead time.
PETICIONES:
• Objetivo= 0 el nº de peticiones en atraso
• Explicación, es un indicador que recoge el total de peticiones recibidas que no aparecen en sistema y que deben ser atendidas en su lead time.
RACKS:
• Objetivo= 0 el nº de peticiones en atraso
• Explicación, es un indicador que recoge el total de capturas/peticiones de racks y que deben ser atendidas en su lead time.
En el caso de que no cumplan con los objetivos estipulados (apareciendo el indicador en color rojo), se debe indicar claramente la causa, y proponer un plan de acción para poder alcanzar el objetivo en un plazo razonable.
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 39
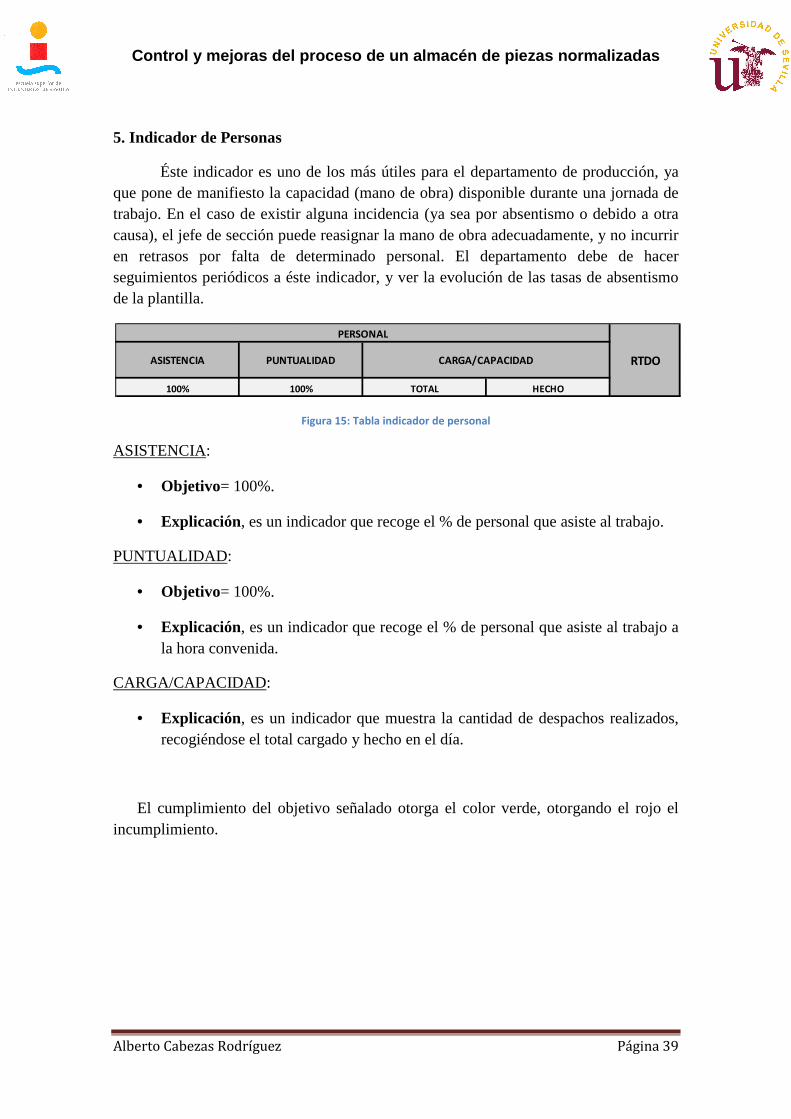
5. Indicador de Personas
Éste indicador es uno de los más útiles para el departamento de producción, ya que pone de manifiesto la capacidad (mano de obra) disponible durante una jornada de trabajo. En el caso de existir alguna incidencia (ya sea por absentismo o debido a otra causa), el jefe de sección puede reasignar la mano de obra adecuadamente, y no incurrir en retrasos por falta de determinado personal. El departamento debe de hacer seguimientos periódicos a éste indicador, y ver la evolución de las tasas de absentismo de la plantilla.
Figura 15: Tabla indicador de personal
ASISTENCIA:
• Objetivo= 100%.
• Explicación, es un indicador que recoge el % de personal que asiste al trabajo.
PUNTUALIDAD:
• Objetivo= 100%.
• Explicación, es un indicador que recoge el % de personal que asiste al trabajo a la hora convenida.
CARGA/CAPACIDAD:
• Explicación, es un indicador que muestra la cantidad de despachos realizados, recogiéndose el total cargado y hecho en el día.
El cumplimiento del objetivo señalado otorga el color verde, otorgando el rojo el incumplimiento.
100% 100% TOTAL HECHO
ASISTENCIA PUNTUALIDAD
PERSONAL
RTDOCARGA/CAPACIDAD
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 40
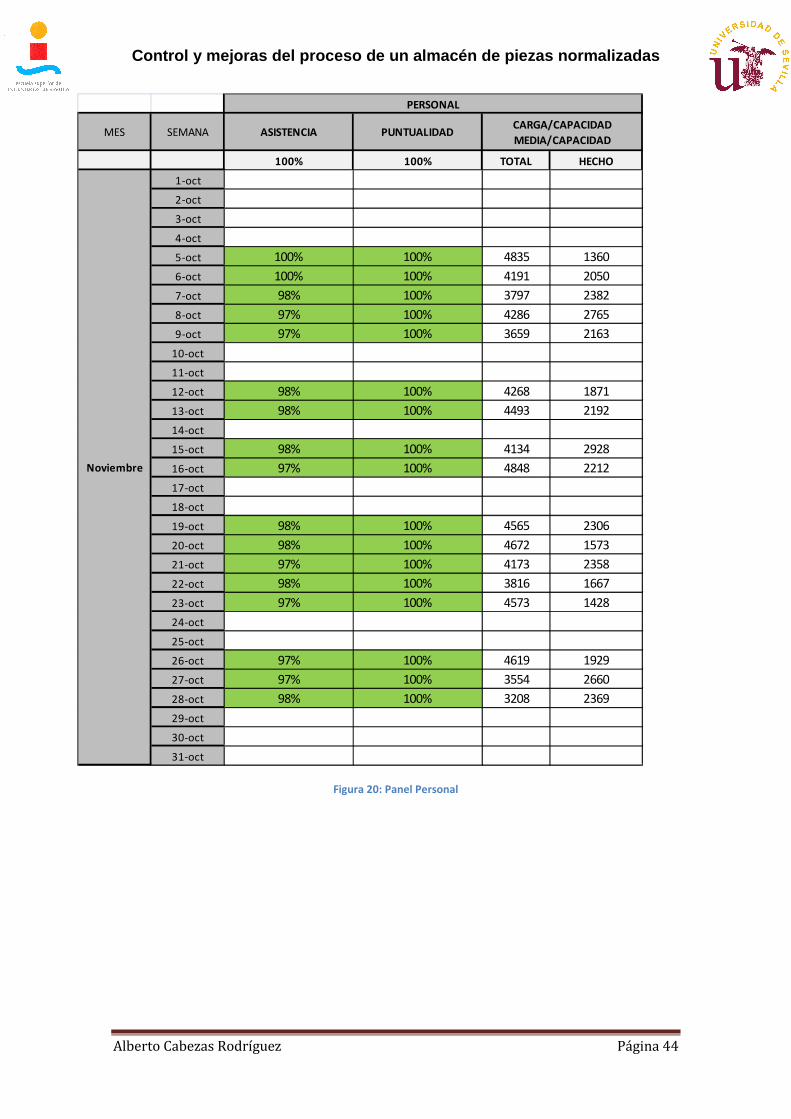
Por último muestro un ejemplo de los paneles SQCDP en el mes de noviembre:
Figura 16: Panel Seguridad
0 0 100%
1-oct
2-oct
3-oct
4-oct
5-oct 0 0 100%
6-oct 0 0 100%
7-oct 0 0 100%
8-oct 0 0 100%
9-oct 0 0 100%
10-oct
11-oct
12-oct 0 0 100%
13-oct 0 0 100%
14-oct
15-oct 0 0 100%
16-oct 0 0 100%
17-oct
18-oct
19-oct 0 0 100%
20-oct 0 0 100%
21-oct 0 0 100%
22-oct 0 0 100%
23-oct 0 0 100%
24-oct
25-oct
26-oct 0 0 100%
27-oct 0 0 100%
28-oct 0 0 100%
29-oct 0 0 100%
30-oct
SECURITY
MES SEMANA ACCIDENTES CON BAJA ACCIDENTES SIN BAJA USO EPI´s
Noviembre
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 41
Figura 17: Panel Calidad
S Q TOTALRESUELTAS
(+ 7 días)
99% 100% 0 ud € 0 0 0 0
1-oct
2-oct
3-oct
4-oct
5-oct 99,98% 99,98% 0 0 0,00 28 8 0 1 0 706 275
6-oct 99,99% 99,95% 0 0 0,00 28 8 0 0 0 706 259
7-oct 99,99% 99,95% 0 2193 1102,00 78 8 0 1 0 701 184
8-oct 99,99% 99,95% 0 19 126,40 77 8 0 0 0 728 198
9-oct 99,99% 99,95% 0 713 882,73 67 8 0 0 0 723 198
10-oct
11-oct
12-oct 99,99% 99,95% 0 123 70,43 67 8 0 0 0 610 233
13-oct 99,99% 99,95% 0 53 27,57 67 8 0 0 0 352 140
14-oct
15-oct 99,99% 99,95% 0 496 279,64 82 8 0 0 0 574 337
16-oct 99,99% 99,90% 0 0 0,00 82 8 0 0 0 335 226
17-oct
18-oct
19-oct 99,99% 99,90% 0 78 46,80 82 8 0 0 0 558 336
20-oct 99,99% 99,78% 0 5 171,31 82 11 0 0 0 541 320
21-oct 99,99% 99,93% 0 80 584,24 82 12 0 0 0 428 355
22-oct 99,99% 99,90% 0 543 3947,00 82 12 0 0 0 403 328
23-oct 99,99% 99,93% 0 0 0,00 82 12 0 0 0 240 266
24-oct
25-oct
26-oct 99,99% 99,95% 0 0 0,00 82 12 0 0 0 435 310
27-oct 99,99% 99,95% 0 0 0,00 82 12 0 0 0 357 348
28-oct 99,99% 99,98% 0 0 0,00 82 12 0 0 0 337 335
29-oct
30-oct
QUALITY
SEMANA FIABILIDAD RECUENTOS SEGREGACIÓNAJUSTE-
INVENTARIO
BLOQUEOS NO
DESPACHABLES
SIN INFORMAR
INCIDENCIAS
COD. 20 COD.70
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 42
Figura 18: Panel Costes
1-nov
2-nov
3-nov
4-nov
5-nov 408 467
6-nov 395 467
7-nov 392 456
8-nov 392 457
9-nov 390 449
10-nov
11-nov
12-nov 400 472
13-nov 400 477
14-nov
15-nov 400 475
16-nov 390 446
17-nov
18-nov
19-nov 396 456
20-nov 400 469
21-nov 391 464
22-nov 398 468
23-nov 383 455
24-nov
25-nov
26-nov 388 459
27-nov 392 462
28-nov 400 473
29-nov
30-nov
COST
MES SEMANA HORAS PRESENCIALES HORAS REALIZADAS
Noviembre
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 43
Figura 19: Panel Entregas
E R Diarias TOTAL RETRASO TOTAL RETRASO
TOTAL 10 TOTAL 10 10 10 100% 10 10
1-oct
2-oct
3-oct
4-oct
5-oct 3172 16 26 1 1 0 100% 40 0 1618 10
6-oct 2637 2 37 1 2 0 100% 50 0 1492 10
7-oct 2250 18 31 0 2 0 100% 60 0 1483 10
8-oct 3103 0 115 0 2 0 100% 70 0 1108 0
9-oct 2704 4 115 1 1 0 100% 34 0 946 7
10-oct
11-oct
12-oct 3005 1 43 1 0 0 100% 50 0 1209 8
13-oct 2884 0 44 1 0 0 100% 60 0 1544 1
14-oct
15-oct 2514 9 46 0 0 0 100% 50 0 1583 3
16-oct 2941 13 34 0 0 0 100% 40 0 1859 3
17-oct
18-oct
19-oct 2540 3 49 8 0 0 100% 30 0 2098 1
20-oct 2253 1 42 0 0 0 100% 20 0 2419 4
21-oct 1623 1 43 0 0 0 100% 10 0 2679 5
22-oct 1872 1 45 0 0 0 100% 30 0 2019 1
23-oct 2925 4 52 5 0 0 100% 40 0 1730 7
24-oct
25-oct
26-oct 2733 13 40 0 0 0 100% 50 0 1930 7
27-oct 2435 0 38 0 0 0 100% 35 0 1177 5
28-oct 2162 0 26 0 0 0 100% 40 0 1126 5
29-oct
30-oct
DELIVERS
MES SEMANAORDENES Y PEDIDOS
SUBCONTRATISTAS
VENTAS Y
TRASLADOS
Ots PETICIONES RACKS
Noviembre
Control y mejoras del proceso de un almacén de piez as normalizadas
Alberto Cabezas Rodríguez Página 44
Figura 20: Panel Personal
100% 100% TOTAL HECHO
1-oct
2-oct
3-oct
4-oct
5-oct 100% 100% 4835 1360
6-oct 100% 100% 4191 2050
7-oct 98% 100% 3797 2382
8-oct 97% 100% 4286 2765
9-oct 97% 100% 3659 2163
10-oct
11-oct
12-oct 98% 100% 4268 1871
13-oct 98% 100% 4493 2192
14-oct
15-oct 98% 100% 4134 2928
16-oct 97% 100% 4848 2212
17-oct
18-oct
19-oct 98% 100% 4565 2306
20-oct 98% 100% 4672 1573
21-oct 97% 100% 4173 2358
22-oct 98% 100% 3816 1667
23-oct 97% 100% 4573 1428
24-oct
25-oct
26-oct 97% 100% 4619 1929
27-oct 97% 100% 3554 2660
28-oct 98% 100% 3208 2369
29-oct
30-oct
31-oct
PERSONAL
MES SEMANA ASISTENCIA PUNTUALIDADCARGA/CAPACIDAD
MEDIA/CAPACIDAD
Noviembre