2. la microelectrónica convencional. · microelectrónica tiene exactamente que ver con los...
TRANSCRIPT
13 2. La microelectrónica convencional. Desde la invención del transistor en 1926 por el físico alemán Julius LILIENFELD, y la realización práctica de un transistor bipolar veinte años mas tarde por SHOCKLEY, BARDEEN y BRATTAIN, un enorme esfuerzo por parte de investigadores e ingenieros llevó a la realización del circuito integrado (IC), que en 1967 había llegado a una densidad de apenas 190 transistores por mm2. En comparación, los microprocesadores actuales contienen arriba de 100 millones de transistores en el mismo área, - tendencia creciente. Esta tendencia, conocida como Ley de MOORE, predice un redoble del número de transistores integrados en un IC de silicio cada dos años. Sigue aproximadamente válida hasta el presente. No obstante, existen limitaciones naturales, hasta donde la miniaturización puede llegar. 2.1 Desenvolvimiento de la microelectrónica. En la medida que se aumentó el área de las obleas de silicio, se logró además un aumento considerable de la eficiencia de colocación (packing efficiency) de los dispositivos, tanto como una reducción impresionante de las dimensiones laterales. Se habla de una integración a pequeña escala (small-scale integration, SSI) teniendo menos de 100 componentes en un chip (1960); de una integración a mediana escala (médium-scale integration, MSI), con hasta 1,000 componentes por chip (1966); de una integración a escala grande (large-scale integration, LSI), con 1000 a 10,000 componentes por chip (1969); de una integración a escala muy alta (very large-scale integration, VLSI) con 10,000 a 100,000 componentes; y de ULSI (U-ultra) arriba de 100,000 componentes. Estas tendencias se aproximan exitosamente por funciones exponenciales. El ancho de línea (feature size) Θ, por ejemplo, sigue una dependencia Θ = 2 [μm]⋅exp[− 0.135(t − 1980)] (2.1) donde t representa el año calendario después de 1980. Si no consideramos límites de algún índole (ver el siguiente capítulo), se tienen dimensiones laterales mínimas abajo de 90 nanómetros despues año 2002. Esto se compara por ejemplo con la longitud de onda de la luz verde de λ = 535 nm. Aún más notable para la microelectrónica clásica resultan tendencias para el ancho de línea cuando no se considera un crecimiento del tamaño de la oblea ni tampoco de la eficiencia de colocación: Θ = 0.53 [μm]⋅exp [ − 0.23 (t − 1990)] (2.2)

14 o basando la función en el año 1985, Θ = 1.02 [μm]⋅exp [ − 0.23( t − 1985)]. (2.3) La figura 2.1 visualiza el desarrollo de la dimensión característica Θ de integración durante los años pasados con su alcance hasta el año 2016. El término microelectrónica tiene exactamente que ver con los circuitos integrados de alta densidad y su diseño sobre un solo chip.
Figura 2.1: Desarrollo del tamaño característico en la tecnología planar sobre obleas de Si. Los principios de operación de transistores convencionales, como también la arquitectura del diseño de los circuitos integrados, llegaron a ó pasaron limites físicos: el control del transporte de portadores eléctricos a través de ’depletion layers’, formados por potenciales electroestáticos, se degrada con la negativa consecuencia de corrientes subumbrales. Mas aún, por la semejanza en tamaño entre las dimensiones laterales de las estructuras y la longitud de onda DeBROGLIE de portadores de carga móviles, los electrones obedecen las leyes del
15 tunelamiento mecánico-cuántico y pasan fácilmente por barreras de potencial formadas por capas incluso de aislantes. Aparte del silicio, otros semiconductores han tomado importancia en la microelectrónica: el arseniuro de galio, GaAs es un ejemplo. No obstante, existe una diferencia tecnológica muy notable entre el Si y el GaAs: mientras el Si posee un óxido extraordinariamente estable y útil, el óxido del GaAs se disuelve en agua y no es durable. Además su precio de crecimiento y producción del GaAs es por un factor de 100 veces mas alto que el del silicio. Es consecuencia lógica entonces que el 80% de todos los dispositivos semiconductores estén fabricados en base a silicio. Tanto la integración de dispositivos siempre mas alta como la perspectiva de nuevas estructuras nanométricas resultan en dispositivos más pequeños, menos profundos respecto a la superficie de la oblea, y con transiciones más abruptas entre regiones de diferente química por dopamiento o aleación. La pureza cristalina de las obleas y de las uniones entre diferentes zonas ha de ser muy alta. El caballo de batalla en el desarrollo de la microelectrónica son los circuitos de memoria. El almacenamiento de información en regiones del semiconductor muy pequeñas pone fuertes exigencias no solamente al material semiconductor, sino también al material aislante (como dieléctrico en condensadores de almacenamiento de carga), y al material metálico como pista eléctrica o interconexión entre diferentes dispositivos. Una celda de memoria MOS-DRAM consiste de un transistor de interrupción o switcheo y de un condensador de almacenamiento (storage capacitor). El tamaño del condensador debe ser tal que garantice la inmunidad contra fuentes de ruido, como por ejemplo, la generación de portadores minoritarios por partículas alfa provenientes del entorno. Como mínimo de la carga de operación almacenada se considera Qs > 2⋅10-13 As, mientras una partícula alfa genera típicamente una carga de 1⋅10-13 As. Vemos la ecuación para la carga de un condensador de placas: Qs = ε⋅Α⋅Ε (ε-constante dieléctrica del medio, A-área de las placas del condensador, E-valor del campo eléctrico entre las placas, dado por E = U/d, con d como la separación entre las placas o bien el espesor del dieléctrico, y U el voltaje aplicado y anteriormente estandarizado internacionalmente). Es obvio que no se puede reducir A demasiado sin reducir al mismo tiempo d. Con U fijo a 3 volts, esto significa que el campo eléctrico llegará pronto al campo de ruptura del dieléctrico, que para el SiO2 tiene un valor debajo de 8MV/cm. La constante dieléctrica del SiO2 con ε=3.9 no es suficiente, si el área del condensador fuera más y más pequeña. Nuevos materiales dieléctricos con
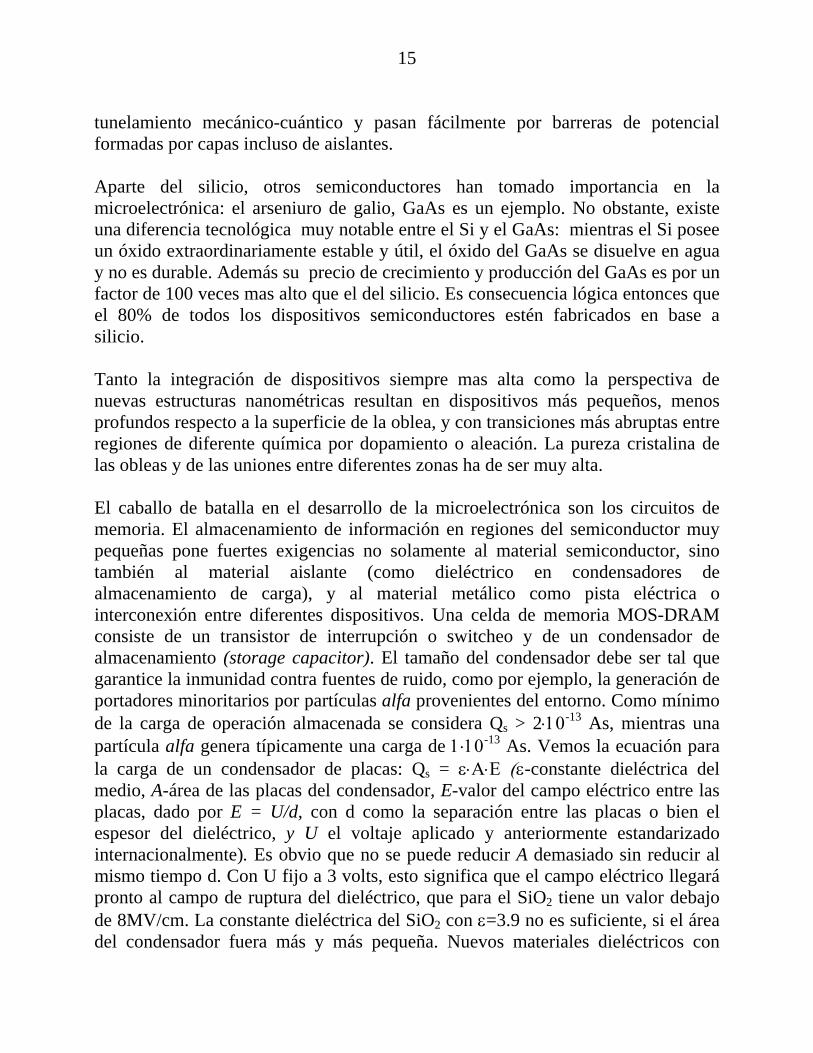
16 mayores valores y compatibles con el proceso de la microfabricación son deseables y bajo estudio como medida de optimización de la microelectrónica convencional. 2.2 Tecnologías avanzadas en la microelectrónica. La ultra-alta integración en la microelectrónica es indivisiblemente ligada a tecnologías de crecimiento de estructuras finas tanto en dirección vertical a la oblea como en dirección lateral para la definición e interconexión de los dispositivos. Como dos tecnologías básicas con estas características se han desarrollado durante los últimos 50 años la MO-CVD y la MBE con numerosas especializaciones y variantes para el crecimiento de capas delgados hasta el nivel mono-atómica, tanto como la fotolitografía utilizando como radiación una parte del espectro con siempre más corta longitud de onda. En lo que sigue, se da una breve descripción de unas características tecnológicas. 2.2.1 Estructuración vertical y lateral. MBE: La Epitaxia por Haz Molecular es una técnica de crecimiento de capas cristalinas que comprende la reacción controlada de uno o más haces térmicos de moléculas o átomos de diferente naturaleza con una superficie cristalina (substrato) caliente bajo condiciones de ultra-alto vacío (presión total < 10-8 Pa). Por su potencial extraordinario para la investigación básica y aplicada en los campos de la ciencia de las superficies, interfaces, películas delgadas sólidas, y de materiales en estado sólido y sus conceptos físicos y electrónicos que utilizan la técnica de vacío, se asemejan las áreas de investigación, unificadas por el término genérico ’Física del Vacío’. Al mismo tiempo el método MBE se ha extendido del nivel de investigación a una aplicación real de materiales y dispositivos electrónicos en la escala de producción (Figura 2.2).
Figura 2.2a: Un equipo completo para la realización de crecimiento de capas ultradelgadas y epitaxiales por MBE (RIBER).
17
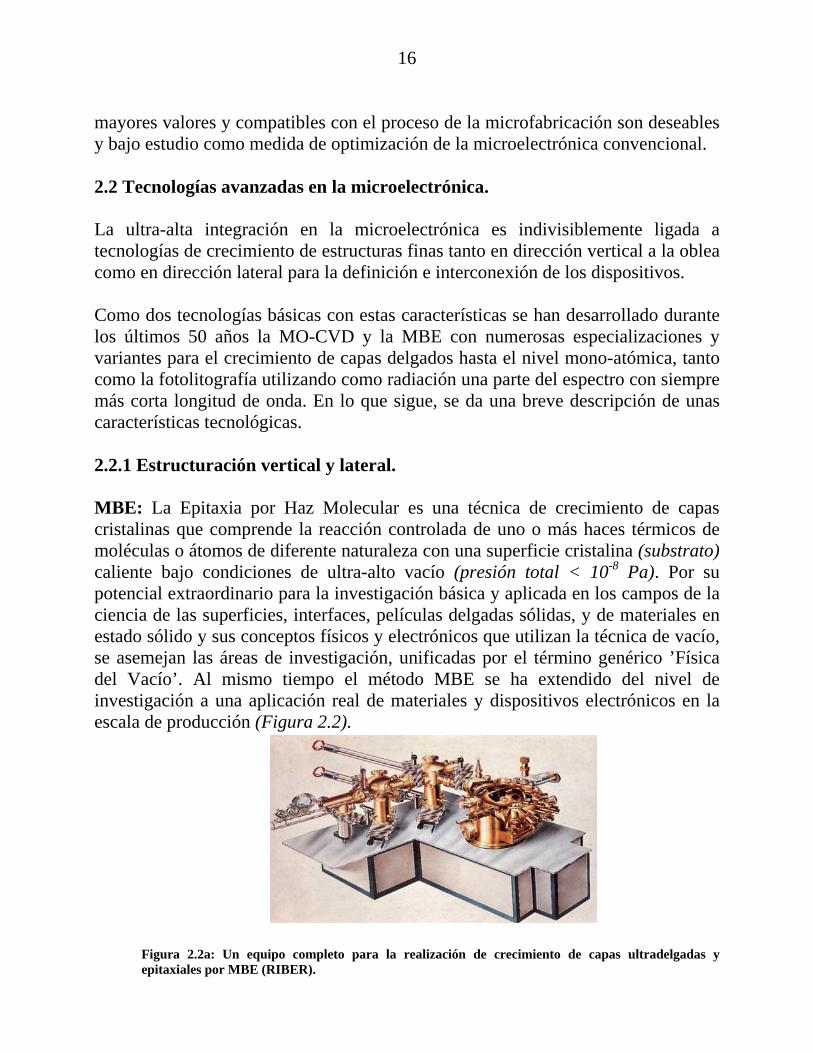
Figura 2.2b: Configuración de la cámara MBE-3 de vacío para el crecimiento epitaxial de aislantes y metales sobre obleas de silicio (Zehe: Wiss. Z. TU Dresden 37, 179-188, (1988))
El GaAs más perfecto es producido por el método MBE. Los LASERes y sensores semiconductores son por ejemplo producidos por MBE en grandes cantidades. El progreso de la investigación en la física de la materia condensada y la realización tecnológica de efectos descubiertos es prácticamente reducido a un solo proceso: El reconocimiento de la alta movilidad de portadores de estructuras dopadas en forma modulada con mutipozos cuánticos, proporciona inmediatamente el transistor de alta movilidad del electrón (HEMT) producida por MBE y disponible en el mercado. Históricamente, el uso de MBE se inicio alrededor de 1970 fuera de las técnicas convencionales de evaporación al vacío, cuando surgió la necesidad de obtener dispositivos optoelectrónicos y de micro-ondas en dimensiones pequeñas y estructuras más restringidas. Ahora las heteroestructuras a nivel de monocapas, multipozos cuánticos dopadas selectivamente, estructuras de banda talladas, y semiconductores con niveles de pureza arriba de 1014 átomos/cm3, es un indicio claro del alto estándar logrado en la MBE. La naturaleza cristalina de las películas y estructuras deseadas origina restricciones en la variedad de materiales aplicables: A diferencia de la deposición de películas delgadas, en la epitaxia es necesario satisfacer ciertas relaciones cristalográficas con respecto a la simetría de la red y a la distancia interatómica. Sin embargo, tampoco un gran porcentaje de enrejado incongruente no impide el crecimiento perfecto de heteroestructuras con superredes de capas tensionadas.
18 El término haz molecular es aplicado usualmente para describir moléculas (y átomos) uniformes moviéndose en una dirección bien definida sin afectar colisiones entre ellos, dentro de una cámara de vacío. En su trayectoria interaccionan con ciertos obstáculos, como con las paredes del recipiente o con un substrato colocado intencionalmente (oblea) donde la adsorción puede o no ocurrir. Una fuente gaseosa (vapor sobre un fundido) a temperatura T libera moléculas dentro de un haz térmico molecular, donde la energía cinética mv2/2 tiene un valor promedio de 3kT/2 y la velocidad molecular v cubre la distribución Maxwelliana para dar un promedio cercano a 250 meV (1200 m/s) a 1100°C para átomos de silicio. Para presiones menores a 10-4 Pa el camino medio libre es del orden de 100 metros; para moléculas pequeñas es una distancia grande comparada con cualquier cámara normal de vacío. El llamado número KNUDSEN K* = λ/d es la relación del camino libre medio con una dimensión característica del sistema, por ejemplo el diámetro del recipiente. La región del flujo molecular es determinado por los valores K* > 1, y las propiedades del flujo dependen solo de las colisiones entre pared y gas. Debido a que las moléculas del gas no chocan entre si, dos haces moleculares dentro del mismo espacio pueden propagarse en direcciones opuestas y ninguno es afectado por la presencia del otro. La intensidad del haz térmico molecular y así la velocidad de crecimiento es determinado por la presión del vapor, P(T), de los materiales evaporados y puede ser controlada fácilmente por la temperatura del fundido. El número de celdas KNUDSEN independientes en un reactor de vacío y el control externo de la secuencia de su operación (shutters) permite el crecimiento de complicadas estructuras finas con propiedades eléctricas (dopamiento) predeterminadas. CVD: El método CVD representa otro procedimiento fundamental ya establecido dentro de la tecnología de capas delgadas. Al igual que en los procesos físicos (PVD, physical vapor deposition), el material de la capa es llevado en forma gaseosa hacia el sustrato. Lo que es diferente es la composición de la fase gaseosa en comparación con el método físico (MBE). En los procesos PVD, un cuerpo sólido es vaporizado dentro de un ámbito inmediatamente cercano al sustrato (evaporado a partir de celdas Knudsen, utilizando vaporizadores de haz de electrones o mediante el bombardeo iónico). Las partículas atómicas o moleculares se precipitan sobre su superficie o forman una película delgada. En cada caso es el vacío la condición previa para una buena calidad de capa. En los procesos CVD, al contrario, los componentes volátiles – de aquí en adelante compuestos gasiformes (llamados asimismos precursores) – reaccionan en las superficies calientes del reactor hacia el material de capa sólido, ocurriendo esto, -
19 (como es común en los reactores químicos) – de manera tanto más rápida como más alta sea la temperatura. A partir de cierto valor umbral la conversión química ocurre tan rápidamente que el coeficiente de deposición solo se determina a partir de la fusión de partículas e, inclusive, a ulterior aumento de temperatura no se incrementará mas. Pero la temperatura de proceso está normalmente por debajo de este umbral y es tan hasta cierto punto elevado, que el sustrato a recubrir todavía resiste. De los componentes moleculares orgánicos del compuesto respectivo depende la volatilidad del complejo. Un precursor ideal metalorgánico para procesos CVD debería ser fluido en condiciones normales, pero fácil de evaporar, descomponerse según un esquema conocido e influenciable, y no ser tóxico, ni corrosivo, ni en absoluto explosivo. Mientras la CVD permite aplicaciones con alta productividad, la MBE aparte de usos industriales, es una tecnología muy precisa para fines de investigación en nanoestructuras.
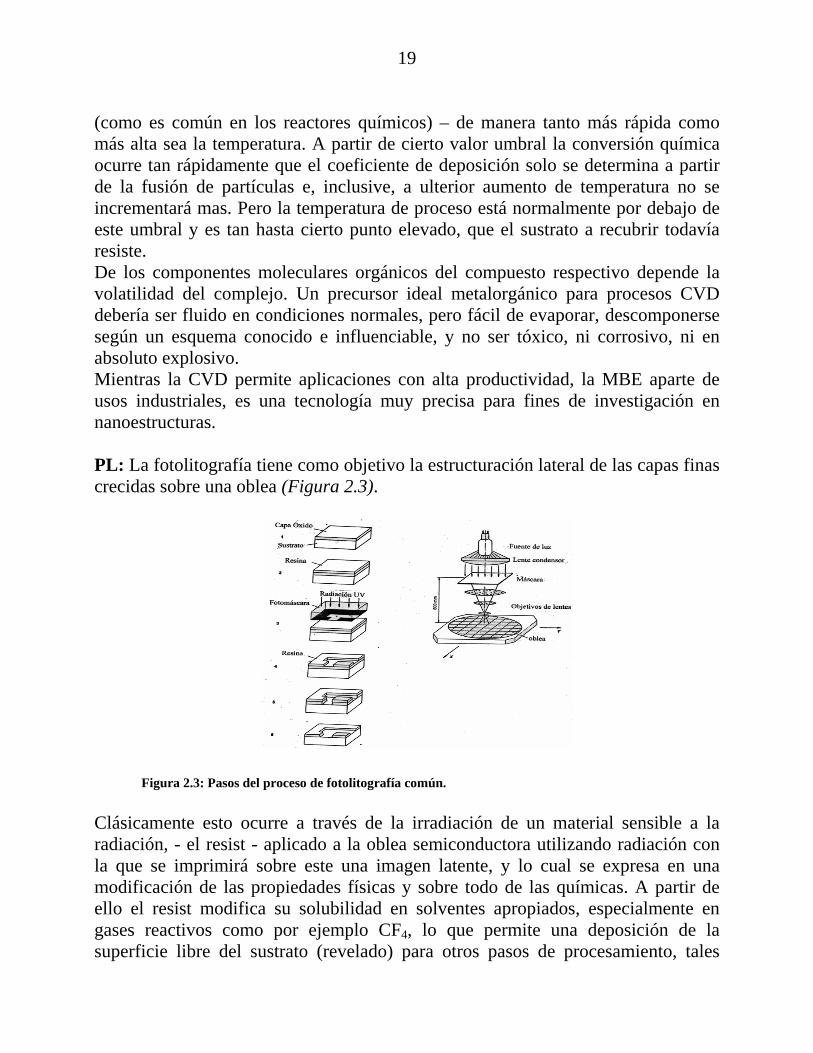
PL: La fotolitografía tiene como objetivo la estructuración lateral de las capas finas crecidas sobre una oblea (Figura 2.3).
Figura 2.3: Pasos del proceso de fotolitografía común. Clásicamente esto ocurre a través de la irradiación de un material sensible a la radiación, - el resist - aplicado a la oblea semiconductora utilizando radiación con la que se imprimirá sobre este una imagen latente, y lo cual se expresa en una modificación de las propiedades físicas y sobre todo de las químicas. A partir de ello el resist modifica su solubilidad en solventes apropiados, especialmente en gases reactivos como por ejemplo CF4, lo que permite una deposición de la superficie libre del sustrato (revelado) para otros pasos de procesamiento, tales

20 como la aplicación de material de vía conductora, la implantación de iones con fines de dotación o el llenado de zanjas ácido-atacadas con material aislante. Antes, y si es el caso, las estructuras de laca son todavía reendurecidas mediante una radiación especial utilizando luz ultravioleta, esto con el fin de proteger mejor de la abrasión de la capa subyacente en el siguiente paso de ataque ácido. Normalmente se utilizan como resist fotolacas orgánicas con una alta sensibilidad en el campo ultravioleta del espectro electromagnético. Éstas son rociadas o proyectadas sobre el sustrato-semiconductor. Estando bajo la radiación se efectúa o bien una fotopolimerización de su estructura, lo que empeora la solubilidad de la zona correspondiente en medio ácido (resist negativo), o bien una fotoresolución de componentes con moléculas grandes, lo que a su vez aumentaría la solubilidad de las zonas radiadas (resist positivo). La longitud de onda de la radiación debe compararse con el tamaño característico de los componentes electrónicos, que se quieren formar. Con luz ultravioleta no se llegará más allá de los 100 nm. 2.2.2 Metrología en microsistemas. Uno de los objetivos principales de la analítica de superficies es la determinación de la naturaleza de los elementos químicos en la capa externa de un sólido. Además se requieren a menudo conocimientos de detalles estructurales, estados de ligazón y de la homogeneidad de composición. Propiedades y procesos, como lo son la contaminación, adsorción, adhesión oxidación, pasivación, interdifusión, dopaje, crecimiento de cristales y epitaxia, pueden ser controlados solamente por la analítica de superficies, interfaces y de capas delgadas con una resolución espacial de alta precisión. Casi todas las técnicas analíticas tienen alguna sensibilidad hacia la profundidad del sólido, a pesar de que la mayor parte de la información producida surge de la primera capa, la superficie física del sólido, la analítica de superficies e interfaces y la analítica de capas ultra-delgadas tiene una fuerte interrelación. El deseo de lograr una caracterización en 3 dimensiones (3D) requiere tanto una técnica de alta resolución lateral como de alta resolución vertical hacia la profundidad de la película. En calidad de ejemplo se mencionan unas técnicas de frecuente uso y de investigación, que dan lugar tanto a la caracterización como a la modificación de superficies. RHEED: La difracción de electrones de alta energía reflectados proporciona información sobre la estructura de la superficie, microestructura y uniformidad en ambas, tanto en el substrato anterior al crecimiento, como en la película epitaxial.
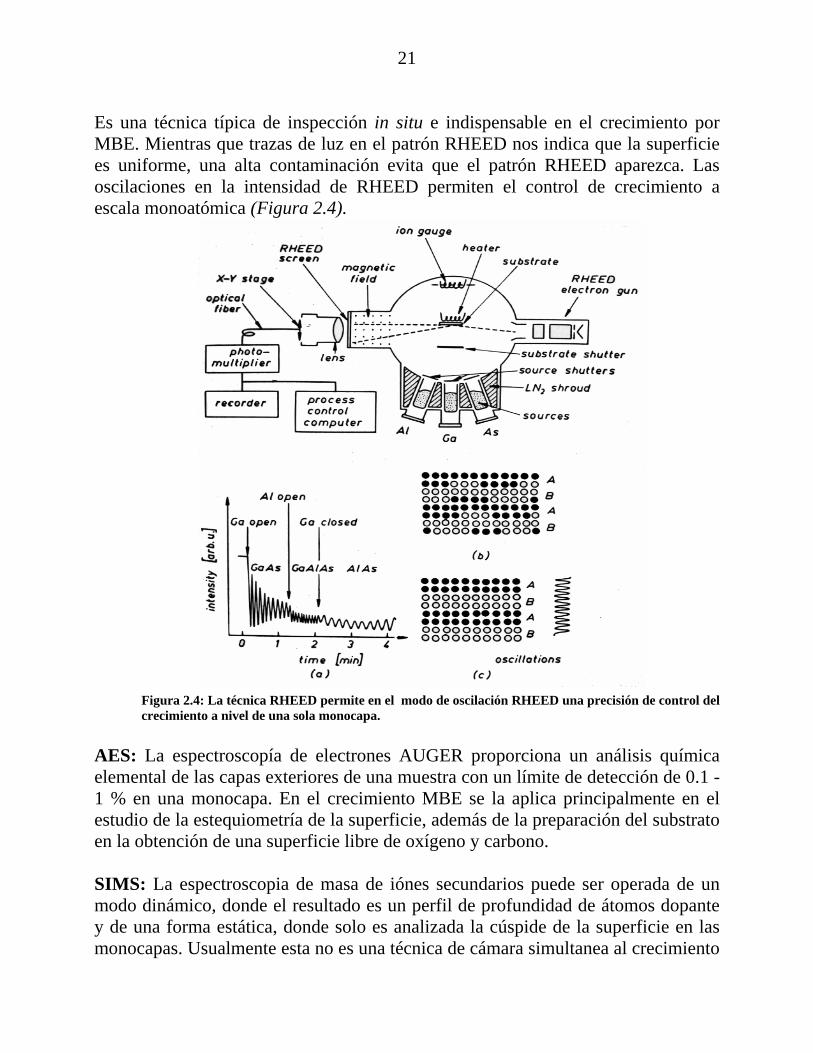
21 Es una técnica típica de inspección in situ e indispensable en el crecimiento por MBE. Mientras que trazas de luz en el patrón RHEED nos indica que la superficie es uniforme, una alta contaminación evita que el patrón RHEED aparezca. Las oscilaciones en la intensidad de RHEED permiten el control de crecimiento a escala monoatómica (Figura 2.4).
Figura 2.4: La técnica RHEED permite en el modo de oscilación RHEED una precisión de control del crecimiento a nivel de una sola monocapa.
AES: La espectroscopía de electrones AUGER proporciona un análisis química elemental de las capas exteriores de una muestra con un límite de detección de 0.1 - 1 % en una monocapa. En el crecimiento MBE se la aplica principalmente en el estudio de la estequiometría de la superficie, además de la preparación del substrato en la obtención de una superficie libre de oxígeno y carbono. SIMS: La espectroscopia de masa de iónes secundarios puede ser operada de un modo dinámico, donde el resultado es un perfil de profundidad de átomos dopante y de una forma estática, donde solo es analizada la cúspide de la superficie en las monocapas. Usualmente esta no es una técnica de cámara simultanea al crecimiento

22 MBE, aunque los datos obtenidos de la medición son de gran estimación para la alta resolución en los perfiles profundos. TIID: Las oscilaciones en la desorción inducida por imperfecciones transitorias se consideran un efecto llamativo durante el crecimiento de las capas MBE. El proceso fisico-químico involucra hechos experimentales, en donde los coeficientes de absorción del oxígeno y del hidrógeno por una superficie dañada del semiconductor excede por diversos órdenes de magnitud aquellos del semiconductor con plano especular del mismo material. Durante el proceso MBE las capas crecidas oscilan entre estas dos situaciones.
Figura 2.5: Oscilaciones del coeficiente de desorción durante el crecimiento por MBE (Zehe et al.: Cryst. Res. Technol., 24, 853 (1989))
MEMS representan una combinación de la tecnología de procesamiento semiconductor con la ingeniería mecánica, -y esta a una escala muy pequeña. Contienen dos componentes principales, a saber un elemento mecánico y transductores. El elemento mecánico se desplaza o vibra en respuesta a una fuerza externa. Puede contar con un resorte suave y temblar con resonadores mecánicos para la medición de fuerzas estáticas o variables en tiempo, respectivamente. Los transductores integrados en MEMS convierten energía mecánica en señales eléctricas u ópticas, y viceversa. La absorción de sustancias químicas, o cambios de temperatura en la parte mecánica del sistema se hace notable en el cambio de la frecuencia, y puede ser detectada de esta forma. En general, la señal saliente de un dispositivo electromecánico es el movimiento de un elemento mecánico. Las técnicas aquí mencionadas, aunque usadas frecuentemente, no cubren la ancha escala de métodos analíticos existentes, que particularmente en la microelectrónica
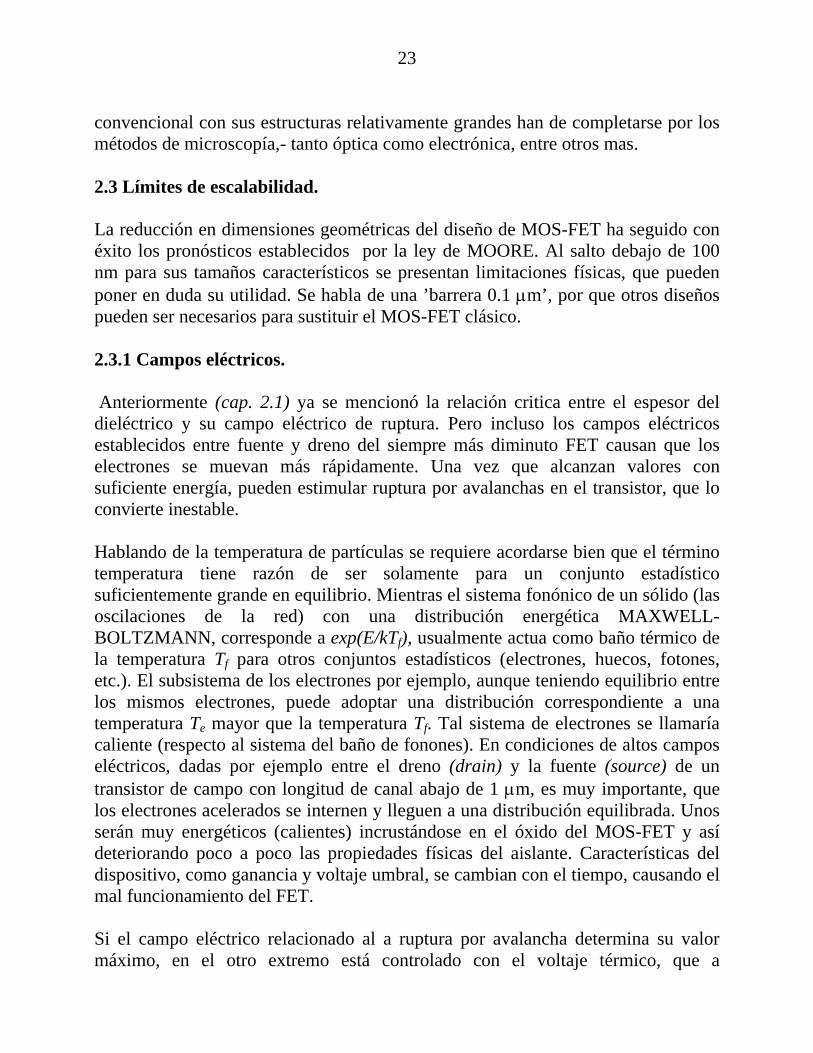
23 convencional con sus estructuras relativamente grandes han de completarse por los métodos de microscopía,- tanto óptica como electrónica, entre otros mas. 2.3 Límites de escalabilidad. La reducción en dimensiones geométricas del diseño de MOS-FET ha seguido con éxito los pronósticos establecidos por la ley de MOORE. Al salto debajo de 100 nm para sus tamaños característicos se presentan limitaciones físicas, que pueden poner en duda su utilidad. Se habla de una ’barrera 0.1 μm’, por que otros diseños pueden ser necesarios para sustituir el MOS-FET clásico. 2.3.1 Campos eléctricos. Anteriormente (cap. 2.1) ya se mencionó la relación critica entre el espesor del dieléctrico y su campo eléctrico de ruptura. Pero incluso los campos eléctricos establecidos entre fuente y dreno del siempre más diminuto FET causan que los electrones se muevan más rápidamente. Una vez que alcanzan valores con suficiente energía, pueden estimular ruptura por avalanchas en el transistor, que lo convierte inestable. Hablando de la temperatura de partículas se requiere acordarse bien que el término temperatura tiene razón de ser solamente para un conjunto estadístico suficientemente grande en equilibrio. Mientras el sistema fonónico de un sólido (las oscilaciones de la red) con una distribución energética MAXWELL-BOLTZMANN, corresponde a exp(E/kTf), usualmente actua como baño térmico de la temperatura Tf para otros conjuntos estadísticos (electrones, huecos, fotones, etc.). El subsistema de los electrones por ejemplo, aunque teniendo equilibrio entre los mismos electrones, puede adoptar una distribución correspondiente a una temperatura Te mayor que la temperatura Tf. Tal sistema de electrones se llamaría caliente (respecto al sistema del baño de fonones). En condiciones de altos campos eléctricos, dadas por ejemplo entre el dreno (drain) y la fuente (source) de un transistor de campo con longitud de canal abajo de 1 μm, es muy importante, que los electrones acelerados se internen y lleguen a una distribución equilibrada. Unos serán muy energéticos (calientes) incrustándose en el óxido del MOS-FET y así deteriorando poco a poco las propiedades físicas del aislante. Características del dispositivo, como ganancia y voltaje umbral, se cambian con el tiempo, causando el mal funcionamiento del FET. Si el campo eléctrico relacionado al a ruptura por avalancha determina su valor máximo, en el otro extremo está controlado con el voltaje térmico, que a
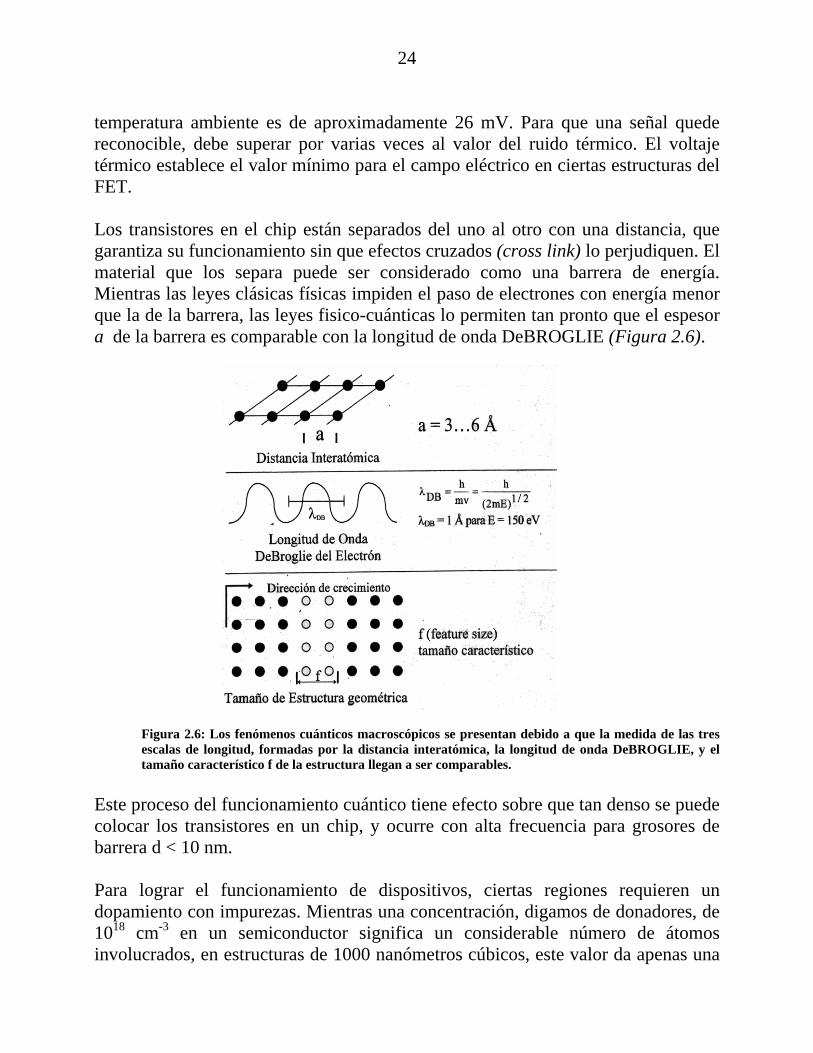
24 temperatura ambiente es de aproximadamente 26 mV. Para que una señal quede reconocible, debe superar por varias veces al valor del ruido térmico. El voltaje térmico establece el valor mínimo para el campo eléctrico en ciertas estructuras del FET. Los transistores en el chip están separados del uno al otro con una distancia, que garantiza su funcionamiento sin que efectos cruzados (cross link) lo perjudiquen. El material que los separa puede ser considerado como una barrera de energía. Mientras las leyes clásicas físicas impiden el paso de electrones con energía menor que la de la barrera, las leyes fisico-cuánticas lo permiten tan pronto que el espesor a de la barrera es comparable con la longitud de onda DeBROGLIE (Figura 2.6).
Figura 2.6: Los fenómenos cuánticos macroscópicos se presentan debido a que la medida de las tres escalas de longitud, formadas por la distancia interatómica, la longitud de onda DeBROGLIE, y el tamaño característico f de la estructura llegan a ser comparables.
Este proceso del funcionamiento cuántico tiene efecto sobre que tan denso se puede colocar los transistores en un chip, y ocurre con alta frecuencia para grosores de barrera d < 10 nm. Para lograr el funcionamiento de dispositivos, ciertas regiones requieren un dopamiento con impurezas. Mientras una concentración, digamos de donadores, de 1018 cm-3 en un semiconductor significa un considerable número de átomos involucrados, en estructuras de 1000 nanómetros cúbicos, este valor da apenas una
25 sola impureza en el volumen activo. Efectos de equilibramiento basados en leyes estadísticas pierden completamente su sentido. La disipación de energía térmica en los chips es de preocupación particular. Con cierta densidad de corriente eléctrica incluso en IC´s con varios niveles sobrepuestos de pistas metálicas, el valor de calor térmico generado sobrepasa valores conocidos solamente de los hornos eléctricos. Sin enfriamiento eficiente, ya en el estado actual, resultarían fundidos. A tan altas temperaturas aumentan efectos no-deseados de interdifusión y de migración de materiales entre capas y dentro de las pistas metálicas. Merecen de una particular atención. 2.3.2 Electromigración Electromigración y la formación de agujeros (voids) y montecillos (hillocks) en pistas metálicas restringen la confiabilidad de interconexiones desde el inicio de la microelectrónica integrada. La aleación Al(+1⋅⋅⋅4%Cu) ha sido estudiada a fondo por ser el material preferido para aplicaciones en conductores metálicos. Debido a la reducción en los tamaños característicos y el crecimiento de densidades de corriente, cobre con su mejor conductividad eléctrica está sustituyendo el aluminio en la microelectrónica avanzada. El paso de corrientes eléctricas de pocos mA a través de estas pequeñas estructuras genera densidades de corriente mayores que 106 A/cm2 que con el tiempo rompen las pistas. Tales densidades de corriente dan lugar a un incremento y a un gradiente de temperatura dentro de la pista; el resultado es la presencia simultánea de procesos de electrotransporte y difusión. La electromigración es uno de esos mecanismos de transporte y está considerada como el principal factor de la degradación de las pistas. Se manifiesta microscópicamente, por arriba de un cierto valor de densidad de corriente, en forma de segregación, migración de bordes y crecimiento de poros y montecillos, entre otras. Existen en la literatura un gran número de trabajos sobre electromigración. En ellos se manifiesta que el fenómeno, por complejidad, aún no está descrito por la teoría de una manera satisfactoria. La electromigración en los sólidos ocurre como un resultado de la interacción entre los portadores de carga y los átomos. El incremento de la temperatura, por el paso de la corriente eléctrica produce un fuerte movimiento de los átomos. La acción de fuerzas anisotrópicas sobre los átomos incrementa la probabilidad de un proceso de cambio de lugar en una dirección determinada y se establece un transporte de iones o partículas.
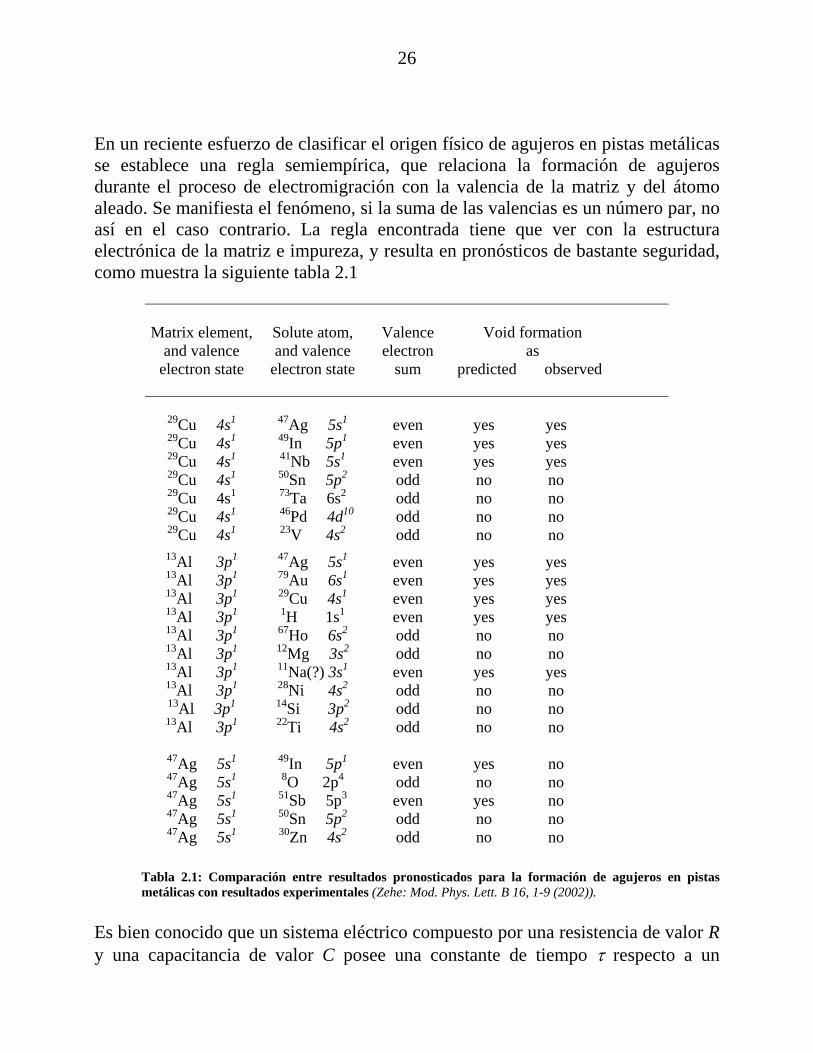
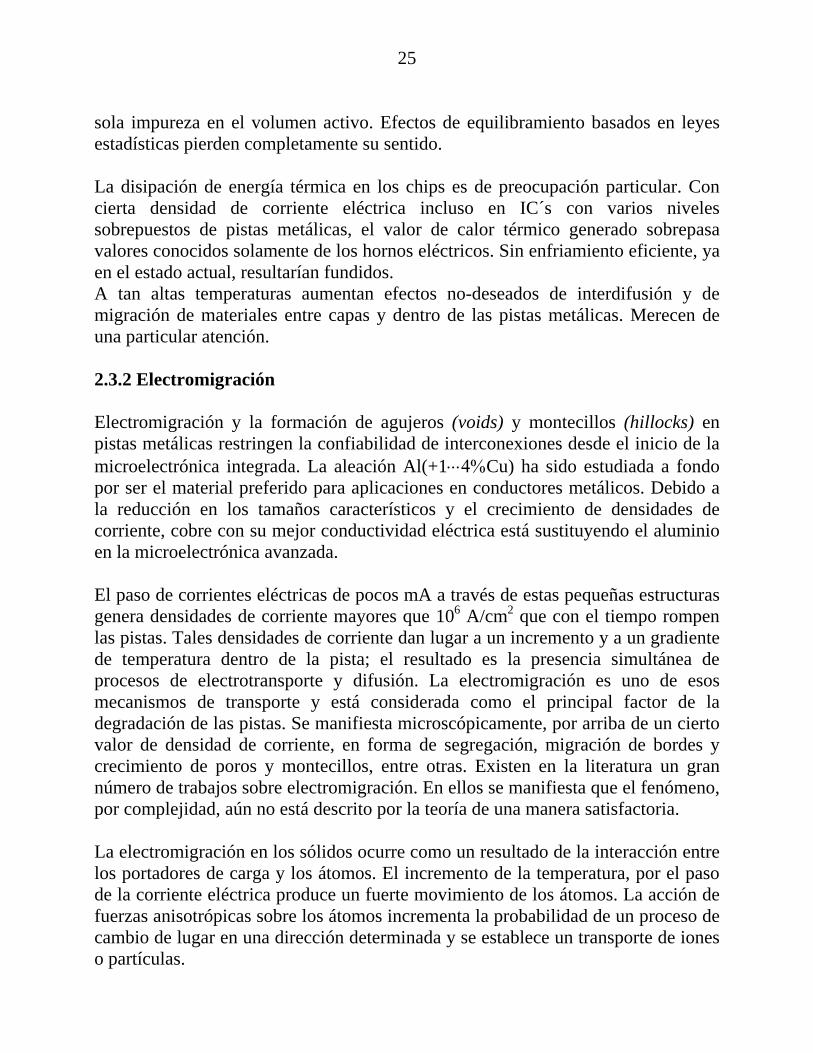
26 En un reciente esfuerzo de clasificar el origen físico de agujeros en pistas metálicas se establece una regla semiempírica, que relaciona la formación de agujeros durante el proceso de electromigración con la valencia de la matriz y del átomo aleado. Se manifiesta el fenómeno, si la suma de las valencias es un número par, no así en el caso contrario. La regla encontrada tiene que ver con la estructura electrónica de la matriz e impureza, y resulta en pronósticos de bastante seguridad, como muestra la siguiente tabla 2.1
Matrix element,
and valence electron state
Solute atom, and valence
electron state
Valence electron
sum
Void formation
as predicted observed
29Cu 4s1 47Ag 5s1 even yes yes 29Cu 4s1 49In 5p1 even yes yes 29Cu 4s1 41Nb 5s1 even yes yes 29Cu 4s1 50Sn 5p2 odd no no 29Cu 4s1 73Ta 6s2 odd no no 29Cu 4s1 46Pd 4d10 odd no no 29Cu 4s1 23V 4s2 odd no no 13Al 3p1
13Al 3p1
13Al 3p1
47Ag 5s1
79Au 6s1
29Cu 4s1
even even even
yes yes yes
yes yes yes
13Al 3p1 1H 1s1 even yes yes 13Al 3p1 67Ho 6s2 odd no no 13Al 3p1
13Al 3p1
12Mg 3s2 11Na(?) 3s1
odd even
no yes
no yes
13Al 3p1
13Al 3p1
13Al 3p1
47Ag 5s1
28Ni 4s2 14Si 3p2
22Ti 4s2
49In 5p1
odd odd odd
even
no no no
yes
no no no
no
47Ag 5s1 8O 2p4 odd no no 47Ag 5s1 51Sb 5p3 even yes no 47Ag 5s1 50Sn 5p2 odd no no 47Ag 5s1 30Zn 4s2 odd no no
Tabla 2.1: Comparación entre resultados pronosticados para la formación de agujeros en pistas metálicas con resultados experimentales (Zehe: Mod. Phys. Lett. B 16, 1-9 (2002)).
Es bien conocido que un sistema eléctrico compuesto por una resistencia de valor R y una capacitancia de valor C posee una constante de tiempo τ respecto a un
27 cambio de estado eléctrico: τ = RC. No es importante para tal efecto si la resistencia y la capacitancia son dispositivos discretos, o bien si se distribuyen a lo largo de una pista metálica. La alta integración lleva consigo un crecimiento en longitud de las pistas. Además la reducción del espesor del óxido tanto entre pistas metálicas y semiconductores, como entre las mismas pistas, causa que la capacitancia C crezca. Es correcto entonces decir que para un pulso eléctrico pasando por la pista, el retraso τ es más alto en sistemas de alta integración. Evidentemente este efecto es contraproducente al deseo de un switcheo rápido en dispositivos pequeños. Por un lado se mejora la situación con una arquitectura inteligente de la colocación de las pistas (reduciendo C), por otro lado solamente una disminución de la resistencia R del metal escogido (cobre en lugar de aluminio) para la pista permite la reducción en τ. 2.4 Otros fenómenos físicos útiles en la microelectrónica. La tecnología de procesamiento de información se fundamenta en dispositivos, que son basados plenamente en la carga eléctrica de los portadores (electrones y huecos). Esto aplica igual a los antiguos tubos eléctricos como a los microchips con millones de transistores, donde la carga eléctrica es lo que cuenta. No obstante, electrones tienen un espín, aparte de su carga eléctrica y masa, que hasta el momento quedó sin consideración. 2.4.1 Control de flujos eléctricos por campos magnéticos: Spintronics. Dispositivos de la magnetoelectrónica (electrónica basada en el espín) aprovechan diferencias en propiedades de transporte, que electrones con opuesta orientación del espín pueden tener. La polarización de espines en los flujos de corriente a través de los dispositivos es entonces indispensable, - y al mismo tiempo el mayor reto. La inyección de electrones espin-polarizados desde un material ferromagnético en semiconductores, o el dopamiento del semiconductor con átomos paramagnéticos para convertirlo en ferromagnético son dos posibles caminos. Manganeso (Mn) con estructura electrónica (3s23p63d54s2) es una de las opciones frecuentemente aplicadas; Cromo (Cr) y fierro (Fe) han sido usado desde hace mucho tiempo para la fabricación de GaAs semi-aislante (Fig. 2.7). Magnetismo (que es sinónimo al espín electrónico) juega un papel en el almacenamiento de información desde los inicios de la computación. El efecto de magnetorresistencia, es decir, un cambio de la resistencia eléctrica con la aplicación de un campo magnético, es usado en las cabecillas de lectura de datos impresos en los discos duros en forma de dominios magnéticos.
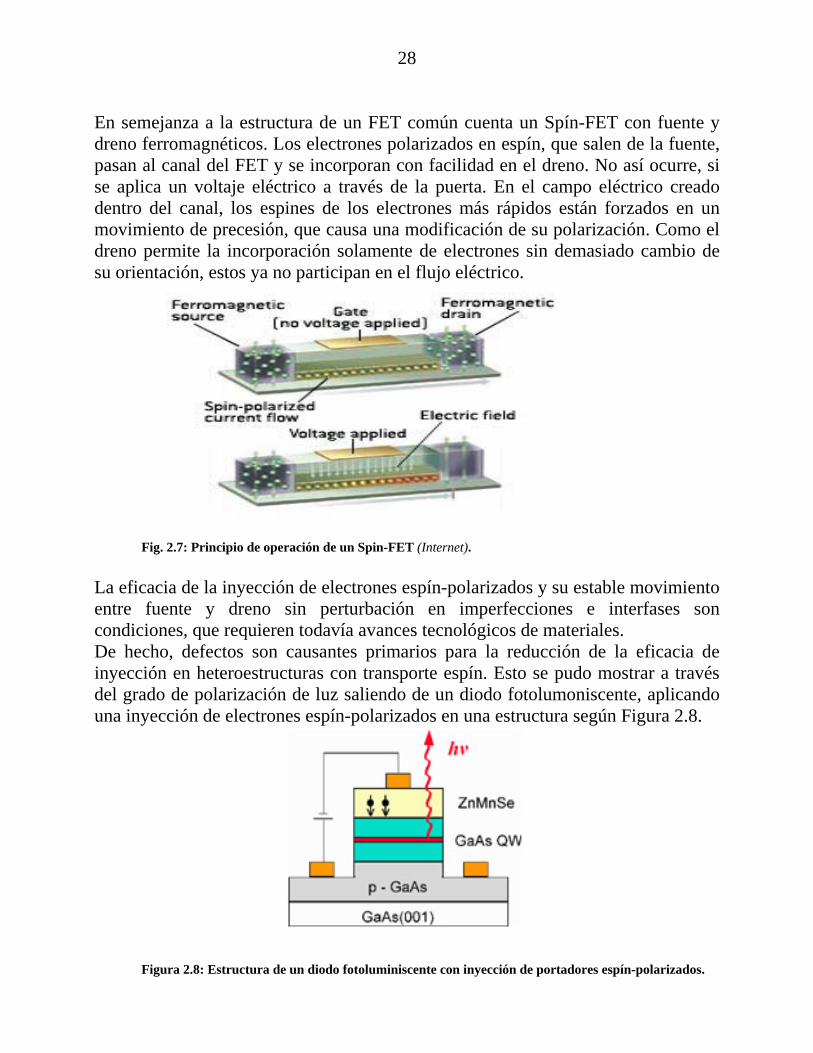
28 En semejanza a la estructura de un FET común cuenta un Spín-FET con fuente y dreno ferromagnéticos. Los electrones polarizados en espín, que salen de la fuente, pasan al canal del FET y se incorporan con facilidad en el dreno. No así ocurre, si se aplica un voltaje eléctrico a través de la puerta. En el campo eléctrico creado dentro del canal, los espines de los electrones más rápidos están forzados en un movimiento de precesión, que causa una modificación de su polarización. Como el dreno permite la incorporación solamente de electrones sin demasiado cambio de su orientación, estos ya no participan en el flujo eléctrico.
Fig. 2.7: Principio de operación de un Spin-FET (Internet). La eficacia de la inyección de electrones espín-polarizados y su estable movimiento entre fuente y dreno sin perturbación en imperfecciones e interfases son condiciones, que requieren todavía avances tecnológicos de materiales. De hecho, defectos son causantes primarios para la reducción de la eficacia de inyección en heteroestructuras con transporte espín. Esto se pudo mostrar a través del grado de polarización de luz saliendo de un diodo fotolumoniscente, aplicando una inyección de electrones espín-polarizados en una estructura según Figura 2.8.
Figura 2.8: Estructura de un diodo fotoluminiscente con inyección de portadores espín-polarizados.
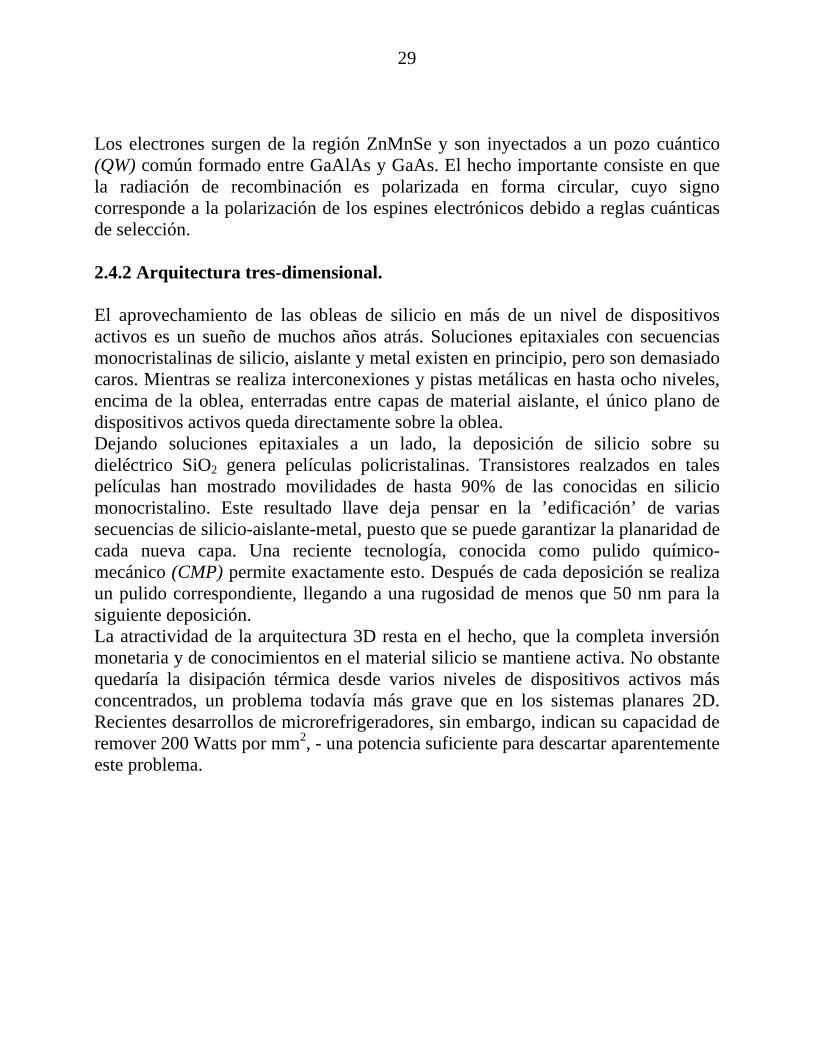
29 Los electrones surgen de la región ZnMnSe y son inyectados a un pozo cuántico (QW) común formado entre GaAlAs y GaAs. El hecho importante consiste en que la radiación de recombinación es polarizada en forma circular, cuyo signo corresponde a la polarización de los espines electrónicos debido a reglas cuánticas de selección. 2.4.2 Arquitectura tres-dimensional. El aprovechamiento de las obleas de silicio en más de un nivel de dispositivos activos es un sueño de muchos años atrás. Soluciones epitaxiales con secuencias monocristalinas de silicio, aislante y metal existen en principio, pero son demasiado caros. Mientras se realiza interconexiones y pistas metálicas en hasta ocho niveles, encima de la oblea, enterradas entre capas de material aislante, el único plano de dispositivos activos queda directamente sobre la oblea. Dejando soluciones epitaxiales a un lado, la deposición de silicio sobre su dieléctrico SiO2 genera películas policristalinas. Transistores realzados en tales películas han mostrado movilidades de hasta 90% de las conocidas en silicio monocristalino. Este resultado llave deja pensar en la ’edificación’ de varias secuencias de silicio-aislante-metal, puesto que se puede garantizar la planaridad de cada nueva capa. Una reciente tecnología, conocida como pulido químico-mecánico (CMP) permite exactamente esto. Después de cada deposición se realiza un pulido correspondiente, llegando a una rugosidad de menos que 50 nm para la siguiente deposición. La atractividad de la arquitectura 3D resta en el hecho, que la completa inversión monetaria y de conocimientos en el material silicio se mantiene activa. No obstante quedaría la disipación térmica desde varios niveles de dispositivos activos más concentrados, un problema todavía más grave que en los sistemas planares 2D. Recientes desarrollos de microrefrigeradores, sin embargo, indican su capacidad de remover 200 Watts por mm2, - una potencia suficiente para descartar aparentemente este problema.