2. la fundición en moldes de arena -...
TRANSCRIPT

Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
Capítulo 2. La fundición en moldes de arena 5
2. La fundición en moldes de arena
La fundición es una de las primeras tecnologías utilizadas para la fabricación de producción de productos
de origen metálico. Aproximadamente desde el siglo VII a.C. se fabrican productos de fundición
evolucionando desde utensilios básicos para ornamentación y seguridad, hasta complejas geometrías de
turbinas hidráulicas. Esto ha generado una gran tradición y especialización en la producción de piezas cada
vez más complejas.
Aunque desde sus comienzos hasta estos últimos siglos la fundición se ha centrado en metal como material
de fundición, se ha ampliado su aplicación a otras familias de materiales.
La fundición consiste en una serie de operaciones mediante las cuales se obtiene un molde que reproduce
la forma de la pieza a fabricar y en el que se vierte el metal en el interior de un molde previamente fabricado.
Se emplea fundamentalmente en piezas como motores, cigüeñales, componentes de turbinas hidráulicas,
trenes de aterrizajes para aviación, entre otras.
El material del molde marca en gran medida las características generales del proceso de fundición. Existen
varias clasificaciones de moldes en función del tipo de material que se utilice:
Moldes desechables:
- Moldes de arena
- Moldes de yeso
- Moldes de cerámicas
- Fundición a la cera perdida
- Fundición en modelo evaporativo
Moldes permanentes:
- Moldes metálicos (alta resistencia a la temperatura)
Moldes compuestos (combinaciones de distintos materiales como arena, metal, etc. obteniéndose
propiedades distintas y utilizándose distintas tecnologías en su generación).
En la Tabla 2.1 se pueden apreciar diferentes características de algunos de los procesos mencionados
anteriormente.
Dentro de todas las variantes existentes en la fundición en arena la más común de ellas es la fundición de
arena en verde que consiste en la fabricación del molde, siendo este de una mezcla de arena de sílice en
un 80 90 % y bentonita a 4 9 % humedecida en un 9 %. La arena de sílice concede la refractariedad
necesaria para resistir las altas temperaturas de trabajo a la hora del vaciado de la colada. La cohesión la
brinda el contenido de agua e impurezas aportado a la mezcla la cual permite la durabilidad y resistencia
necesaria para la conservación del molde sin fragmentarse.
En este capítulo se expondrán las características fundamentales del proceso de fundición empleando
moldes de arena en verde.
Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
6 Capítulo 2. La fundición en moldes de arena
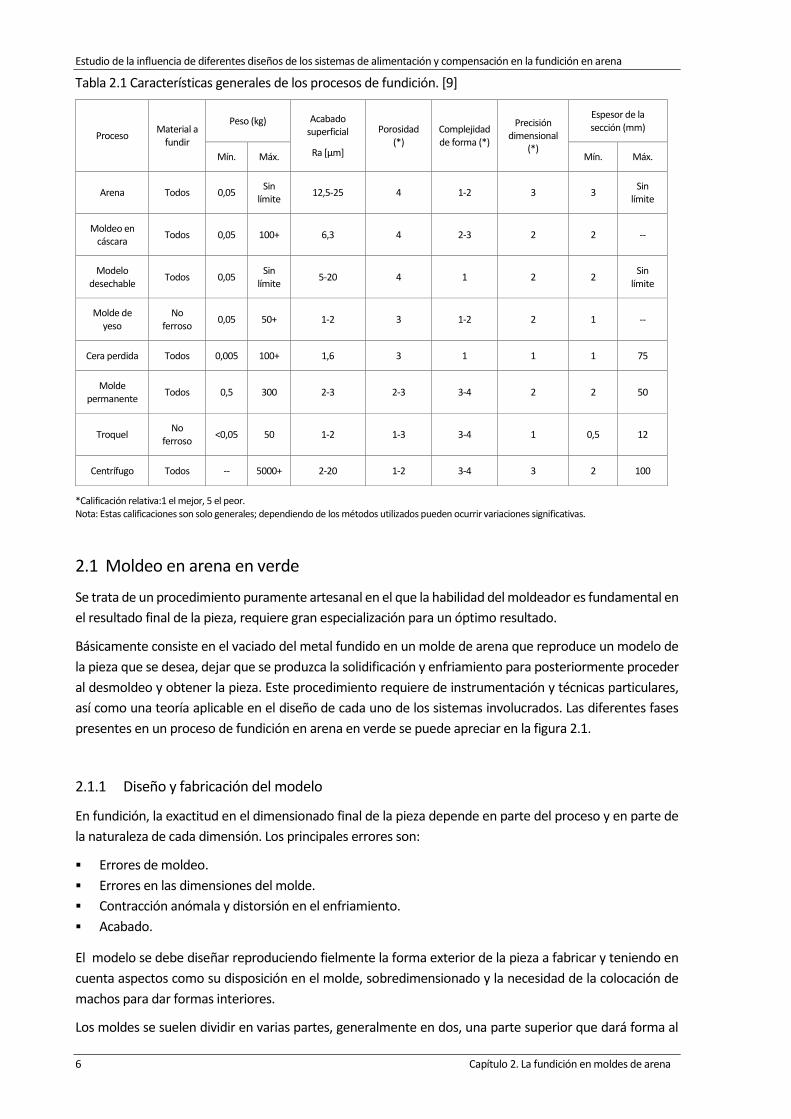
Tabla 2.1 Características generales de los procesos de fundición. [9]
Proceso Material a
fundir
Peso (kg) Acabado superficial
Ra [μm]
Porosidad (*)
Complejidad de forma (*)
Precisión dimensional
(*)
Espesor de la sección (mm)
Mín. Máx. Mín. Máx.
Arena Todos 0,05 Sin
límite 12,5-25 4 1-2 3 3
Sin límite
Moldeo en cáscara
Todos 0,05 100+ 6,3 4 2-3 2 2 --
Modelo desechable
Todos 0,05 Sin
límite 5-20 4 1 2 2
Sin límite
Molde de yeso
No ferroso
0,05 50+ 1-2 3 1-2 2 1 --
Cera perdida Todos 0,005 100+ 1,6 3 1 1 1 75
Molde permanente
Todos 0,5 300 2-3 2-3 3-4 2 2 50
Troquel No
ferroso <0,05 50 1-2 1-3 3-4 1 0,5 12
Centrífugo Todos -- 5000+ 2-20 1-2 3-4 3 2 100
*Calificación relativa:1 el mejor, 5 el peor. Nota: Estas calificaciones son solo generales; dependiendo de los métodos utilizados pueden ocurrir variaciones significativas.
2.1 Moldeo en arena en verde
Se trata de un procedimiento puramente artesanal en el que la habilidad del moldeador es fundamental en
el resultado final de la pieza, requiere gran especialización para un óptimo resultado.
Básicamente consiste en el vaciado del metal fundido en un molde de arena que reproduce un modelo de
la pieza que se desea, dejar que se produzca la solidificación y enfriamiento para posteriormente proceder
al desmoldeo y obtener la pieza. Este procedimiento requiere de instrumentación y técnicas particulares,
así como una teoría aplicable en el diseño de cada uno de los sistemas involucrados. Las diferentes fases
presentes en un proceso de fundición en arena en verde se puede apreciar en la figura 2.1.
2.1.1 Diseño y fabricación del modelo
En fundición, la exactitud en el dimensionado final de la pieza depende en parte del proceso y en parte de
la naturaleza de cada dimensión. Los principales errores son:
Errores de moldeo.
Errores en las dimensiones del molde.
Contracción anómala y distorsión en el enfriamiento.
Acabado.
El modelo se debe diseñar reproduciendo fielmente la forma exterior de la pieza a fabricar y teniendo en
cuenta aspectos como su disposición en el molde, sobredimensionado y la necesidad de la colocación de
machos para dar formas interiores.
Los moldes se suelen dividir en varias partes, generalmente en dos, una parte superior que dará forma al

Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
Capítulo 2. La fundición en moldes de arena 7
molde de la caja superior y otra que lo hará en el molde de la caja inferior. Estos suelen estar construidos
de madera, plástico o metal. La norma UNE EN 12890:2001 establece las distintas calidades de los moldes
en función de los materiales que estén constituidos. La madera es el material más común por su facilidad
en la generación del modelo. El recubrimiento de su superficie con una fina capa de pintura facilita su
extracción pues evita su adhesión con la arena en verde, confiriendo además impermeabilidad.
Figura 2.1 Esquema del proceso de fundición manual en arena.
Las superficies del modelo deben diseñarse de forma que en su extracción no se produzcan
desprendimientos de las paredes del molde. Por ello, se deben respetar ángulos mínimos en la dirección
de desmoldeo así como áreas óptimas de los canales de alimentación que provoquen velocidades
razonables del fluido metálico en el interior del molde. El ángulo de salida para el desmoldeo para moldes
de madera se encuentra entre 3° y 0,5° según indica UNE EN 12890:2001.
Al verter el metal líquido y este ocupar la cavidad del molde, se produce contracción en el enfriamiento
hasta la temperatura ambiente provocando que la pieza final tenga dimensiones algo menores a las
deseadas. Teniendo en cuenta este fenómeno, el modelo se debe generar de acuerdo al grado de
contracción del metal de trabajo (véase apartado 3.1). Existen numerosas recomendaciones bibliográficas
que guían en el sobredimensionado del modelo necesario para contrarrestar la contracción volumétrica.
Estas recomendaciones indican tolerancias en las contracciones que van desde un ± 0,3 % de la mayor
dimensión hasta un 2 % de la menor dimensión.
Por lo general, la pieza resultante requiere un posterior mecanizado que retire la posible rebaba y aumente
la precisión dimensional en alguna de las zonas de la misma. En UNE EN 12890:2001 se establecen las
sobremedidas para el mecanizado de piezas fundidas tanto ferrosas como no ferrosas.
Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
8 Capítulo 2. La fundición en moldes de arena
2.1.2 Materiales de moldeo
El molde de arena se fabrica con la llamada mezcla de moldeo, que consiste en una mezcla de materiales
inorgánicos (arena de sílice y aglutinante arcilloso), con cierta cantidad de agua. Según la composición se
pueden clasificar en:
Básicos
- Arenas de moldeo (arena sílice SiO2, arena de zirconio ZrSiO4, arena de cromita FeO·Cr2O3).
- Arcillas de moldeo (arcillas refractarias, arcillas illítcas, arcillas montomorilloníticas (bentonita)).
Auxiliares
- Aglutinantes (aceites vegetales, resinas sintéticas, vidrio líquido, cemento, etc.).
- Los que evitan la adherencia del material de modelo o la pieza mejorando el acabado superficial
(grafito).
- Los que evitan la adherencia del material de moldeo al modelo (talco, yeso, polvo de sílice, petróleo
(modelos metálicos).
- Los que ayudan a mejorar la permeabilidad (serrín de madera, cisco de coque).
Otras clasificaciones de los materiales de moldeo son las siguientes:
Según su utilización
- Para moldes
- Para machos
Según el estado del molde
- Para molde húmedo
- Para molde seco
Según el tipo de arena empleada
- Naturales
- Sintéticas
Según el tipo de moldeo empleado
- Para moldeo manual
- Para moldeo a máquina
Según el tipo de aleación de la pieza
- Para acero
- Para hierro fundido
- Para metales no ferrosos
Las arenas de moldeo han de cumplir las siguientes propiedades:
1. Plasticidad para reproducir con fidelidad los detalles de la superficie del modelo o de la caja de machos.
2. Cohesión para que el moldeo o macho conserven su forma cuando se retire el modelo o se abra la caja
de machos, se maniobren las cajas y se cuele la aleación líquida.
3. Refractariedad o capacidad para resistir la elevada temperatura del metal colado en el molde sin que
éste funda y se vitrifique en la superficie de la pieza. Permeabilidad o capacidad para dejar pasar por
su interior los gases que se originan durante la colada.
5. Conductividad calorífica que regula la velocidad de enfriamiento del metal en el molde y con ello, su
estructura. La arena seca posee menor conductividad calorífica que la húmeda. También se puede
disminuir la conductividad de la arena acondicionándola con carbón mineral molido.
Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
Capítulo 2. La fundición en moldes de arena 9
6. Flexibilidad o capacidad de deformarse para permitir la contracción de la pieza durante su
enfriamiento.
7. Desmoldeabilidad: capacidad de la mezcla de disgregarse con facilidad para permitir que se desaloje la
pieza después de enfriada y que le comunique buen aspecto superficial.
8. Fluidez: capacidad para fluir en el molde hacia todas sus partes en función de los esfuerzos del
apisonado.
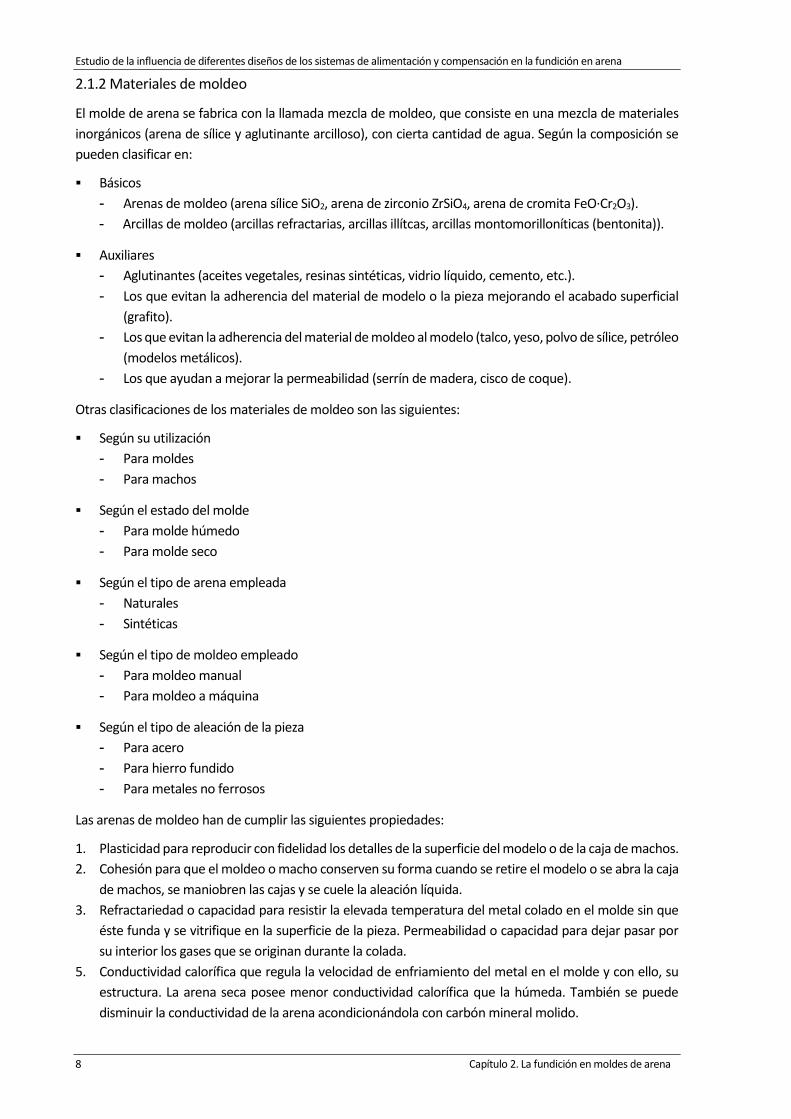
En la Tabla 2.2 se indican algunas propiedades de varias arenas de moldeo.
Tabla 2.2 Propiedades de algunos materiales de moldeo.
Material del molde
Conductividad térmica
κ [W/(m·K)]
Densidad
ρ [kg/dm³]
Calor específico
Cp [J/(kg·K)]
Expansión 20-1 200°C
(%)
Temperatura fusión
[K]
Arena silícea 0,52 1,60 1 170 1,90 1 986
Arena de cromita 0,38 2,65 990 0,60 2 363
Arena de olivino 0,35 1,70 990 1,10 2 143
Arena de zirconio 1,04 2,72 840 0,45 2 813
2.1.3 Preparación de la arena
La generación del molde conlleva tanto la preparación de la arena como el moldeo de la misma. A las
características propias de la arena en verde ya descritas en el apartado 2.1 se suman las propias adquiridas
por el apisonamiento en torno al modelo.
La preparación de la arena se realiza en un molino en el cual se añaden tanto la arena como el agua y el
resto de los componentes que se estimen y se remueve la mezcla hasta que adquiere el tamaño de grano
y el nivel de consistencia deseado. Un ejemplo del molino y la preparación se muestra en la figura 2.2.
Figura 2.2 Molino empleado en la preparación de la arena de moldeo.

Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
10 Capítulo 2. La fundición en moldes de arena
2.1.4 Preparación del molde
La obtención de un molde resistente depende de una buena compactación de la arena alrededor del
modelo. El objetivo de la compactación es llevar el valor de densidad aparente, es decir, la relación entre el
peso seco y el volumen, de 0,6 0,8 g/cm³ a un valor final tras la compactación de 1,6 1,8 g/cm³. [1]
La influencia de las propiedades de la compactación se refleja en la figura 2.3, en la que se muestra
directamente la relación entre la resistencia y la densidad aparente. La densidad de compactación no es
uniforme en torno al volumen molde, esta distribución depende del método de compactación y de la
distinta presión ejercida en cada una de los apisonamientos.
Figura 2.3 Influencia de la densidad aparente en la permeabilidad y la resistencia. [1]
La compactación se puede realizar mediante varios métodos dependiendo del nivel de producción
necesario. Así pues, para necesidades de alta producción se realiza mediante métodos automáticos con
máquinas especializadas cuyo macho de apisonamiento puede ser específico para el modelo. Para baja
producción se realiza de forma manual mediante punzonamiento con distintas superficies de cabeza, esto
es, punzones con área pequeña en su extremo para transmitir energía local y punzones con área grande en
su extremo para un apisonamiento de menor energía. Se realiza por tanto un apisonamiento progresivo
mayor en las proximidades del modelo dando lugar a capas de densidad variable verticalmente. Una
distribución típica de densidad aparente es la mostrada en la figura 2.4 en la que se contemplan resultados
de la compactación manual y con máquina apisonadora.
Figura 2.4 Distribución de dureza del molde según el método de apisonado. [1]

Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
Capítulo 2. La fundición en moldes de arena 11
2.1.5 Ensamblaje del molde
La unión entre molde superior e inferior puede conferir a la pieza rebaba por su contorno si esta unión no
es totalmente perfecta. Se conseguirá su perfecta unión tras una buena compactación de ambas partes del
molde y un buen cierre entre ambas cajas. Además, en la unión de cada caja de moldeo se aporta una fina
película de grafito para que no se produzca adhesión entre ambos moldes, y entre modelo y metal.
2.1.6 Colada del metal
El vaciado del metal fundido dentro de la cavidad del molde se realiza por gravedad. La velocidad de vaciado
deberá ser la justa para que llene la totalidad del molde sin producir turbulencias. Las turbulencias del flujo
responden a variaciones erráticas en la velocidad del fluido. Esta turbulencia debe evitarse pues puede
producir la degradación del molde y el desprendimiento local del mismo afectando directamente a la forma
final de la pieza. Además, la turbulencia tiende a la generación de óxidos metálicos que dificultan la
solidificación y degradan la calidad de la fundición.
Durante el vaciado y la solidificación se produce la evacuación de gas hacia la atmósfera. Este gas proviene
la propia evaporación de la humedad, aditivos, CO y CO2 del molde o por la expansión del aire presente en
la cavidad del molde y entre los huecos de arena. Por norma general este gas es evacuado por la propia
permeabilidad del material del molde, aunque es posible realizar canales de evacuación del gas mediante
conductos delgados agujereando localmente algunas zonas del molde en las que la evacuación natural no
sea posible o esté impedida.
2.1.7 Desmoldeo y limpieza
Tras la solidificación y el enfriamiento, se realiza el desmoldeo generalmente mediante vibración. La pieza
resultante requiere una limpieza inicial en la que se elimine la posible arena adherida a las paredes de la
pieza y los posibles residuos. Además, se hace necesario separar los conductos del sistema de alimentación
y posibles mazarotas añadidas en el diseño, así como posibles rebabas y excesos de material. Esta limpieza
posterior puede ser reducida con una buena elección y preparación del material del molde, y una óptima
localización de las puertas de llenado. Un proceso común en las superficies exteriores de la pieza para
eliminar restos y dejar lisa las paredes es el granallado, que no es más que el tratado de la superficie externa
con un chorro erosivo. Otra forma es su limpieza hidráulica con chorro a presión el cual suele incorporar
sólidos abrasivos.
El mecanizado posterior se hace casi imprescindible a la hora de eliminar la posible rebaba originada en la
unión de las cajas de fundición, así como el corte de los sistemas de alimentación y mazarotas. Son posibles
varios métodos adicionales con este fin, como puede ser el corte por cizalla u oxicorte.
2.2 Solidificación y enfriamiento
Este es un punto importante dentro del proceso de fundición pues es un factor del que dependerá el
resultado final de la pieza. Los fenómenos físico-químicos que resultan de la solidificación influyen
directamente en la generación de defectos como porosidades. Tanto del proceso de transformación de
estado líquido-sólido como del enfriamiento depende la morfología y la estructura final de la pieza. Por ello,
se ven involucradas las propiedades mecánicas y funcionales del material que influirán directamente en el
Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
12 Capítulo 2. La fundición en moldes de arena
uso del mismo. Por lo tanto, es intuitivo valorar esta etapa pues de la derivación a defectos como la
porosidad debida a contracción volumétrica dependerá de la funcionalidad de la pieza resultante.
En la solidificación el intercambio de calor se produce en mayor mediada mediante convección y
conducción en las zonas en las que el molde está en contacto con el medio ambiente o en las que el metal
aún no se ha solidificado, y en menor medida en radiación para las partes no cubiertas por el molde.
Estos mecanismos pueden generar distribuciones de temperaturas en las que las discontinuidades que
puedan aparecer serán generadas por zonas de separación. De estas distribuciones de temperaturas se
puede obtener información precisa de cómo se produce la solidificación en el interior del molde. La
distribución de temperaturas se puede interpretar bien por isotermas aproximadamente paralelas a la
superficie del molde o mediante gradientes térmicos en la dirección normal a la superficie.
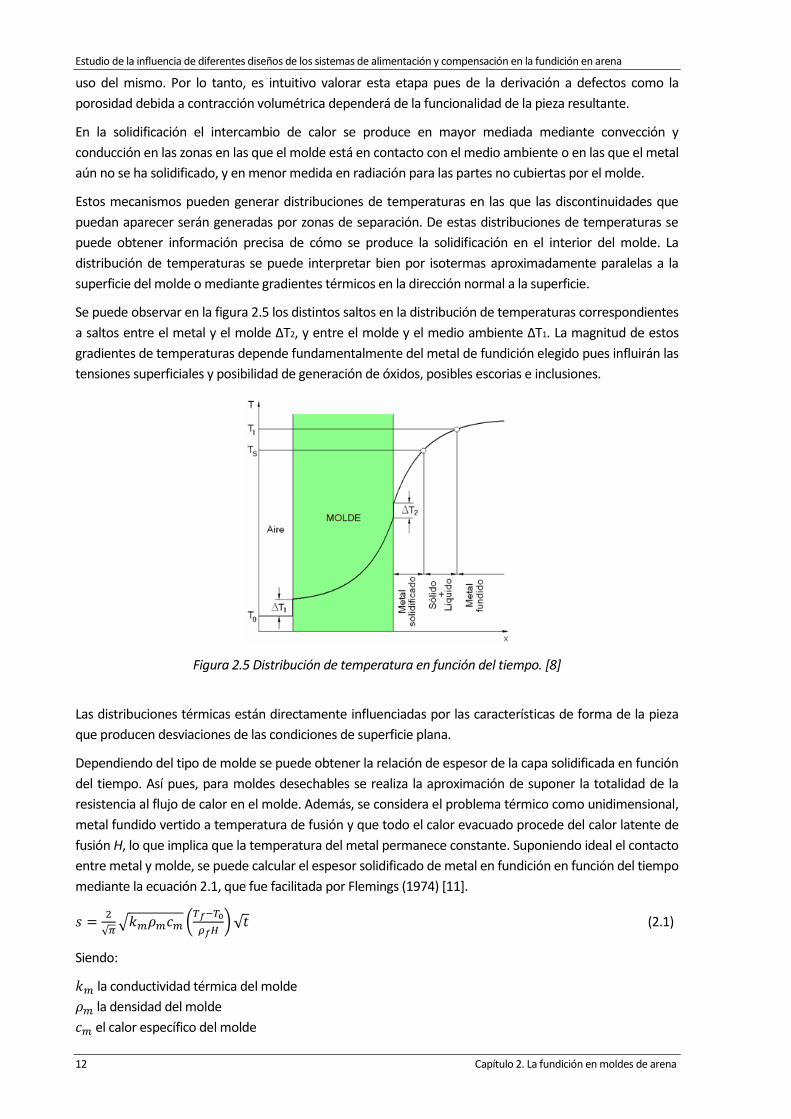
Se puede observar en la figura 2.5 los distintos saltos en la distribución de temperaturas correspondientes
a saltos entre el metal y el molde ∆T2, y entre el molde y el medio ambiente ∆T1. La magnitud de estos
gradientes de temperaturas depende fundamentalmente del metal de fundición elegido pues influirán las
tensiones superficiales y posibilidad de generación de óxidos, posibles escorias e inclusiones.
Figura 2.5 Distribución de temperatura en función del tiempo. [8]
Las distribuciones térmicas están directamente influenciadas por las características de forma de la pieza
que producen desviaciones de las condiciones de superficie plana.
Dependiendo del tipo de molde se puede obtener la relación de espesor de la capa solidificada en función
del tiempo. Así pues, para moldes desechables se realiza la aproximación de suponer la totalidad de la
resistencia al flujo de calor en el molde. Además, se considera el problema térmico como unidimensional,
metal fundido vertido a temperatura de fusión y que todo el calor evacuado procede del calor latente de
fusión H, lo que implica que la temperatura del metal permanece constante. Suponiendo ideal el contacto
entre metal y molde, se puede calcular el espesor solidificado de metal en fundición en función del tiempo
mediante la ecuación 2.1, que fue facilitada por Flemings (1974) [11].
𝑠 =2
√𝜋√𝑘𝑚𝜌𝑚𝑐𝑚 (
𝑇𝑓−𝑇0
𝜌𝑓𝐻)√𝑡 (2.1)
Siendo:
𝑘𝑚 la conductividad térmica del molde
𝜌𝑚 la densidad del molde
𝑐𝑚 el calor específico del molde
Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
Capítulo 2. La fundición en moldes de arena 13
𝜌𝑓 densidad del metal fundido
𝑇𝑓 temperatura de fusión del metal
Observándose que el espesor de metal solidificado es función de las características del molde desechable
y de las especificaciones del metal de fundición.
Para moldes permanentes, la resistencia térmica al flujo de calor se encuentra principalmente en la
superficie de separación entre metal y molde. Suponiéndose al igual que para moldes desechables que el
problema térmico es unidimensional, metal fundido vertido a temperatura de fusión. El espesor de metal
solidificado puede obtenerse según la ecuación 2.2.
𝑠 = ℎ𝑇𝑓−𝑇0
𝜌𝑓𝐻𝑡 (2.2)
Siendo h el coeficiente de transmisión de calor.
Para la temperatura del vertido superior a la temperatura de fusión del metal, sobrecalentamiento del
metal fundido, el calor evacuado en la solidificación se obtiene según [11] expresa en la ecuación 2.3.
𝑄 = 𝜌𝑉𝐻 + 𝜌𝑙𝑉𝑐𝑙∆𝑇 (2.3)
Siendo:
V el volumen del metal
𝜌𝑙 densidad del metal líquido
𝑐𝑙 calor específico del metal fundido
Aunque las anteriores expresiones se obtienen suponiendo el problema térmico como unidimensional,
Chvorinov (1940) demostró experimentalmente que una aproximación para aplicar los modelos a
geometrías sencillas era sustituir el espesor del metal fundido s, por la relación V/S, también llamado
móludo, donde V es el volumen del metal solidificado y S es el área de la superficie exterior del modelo.
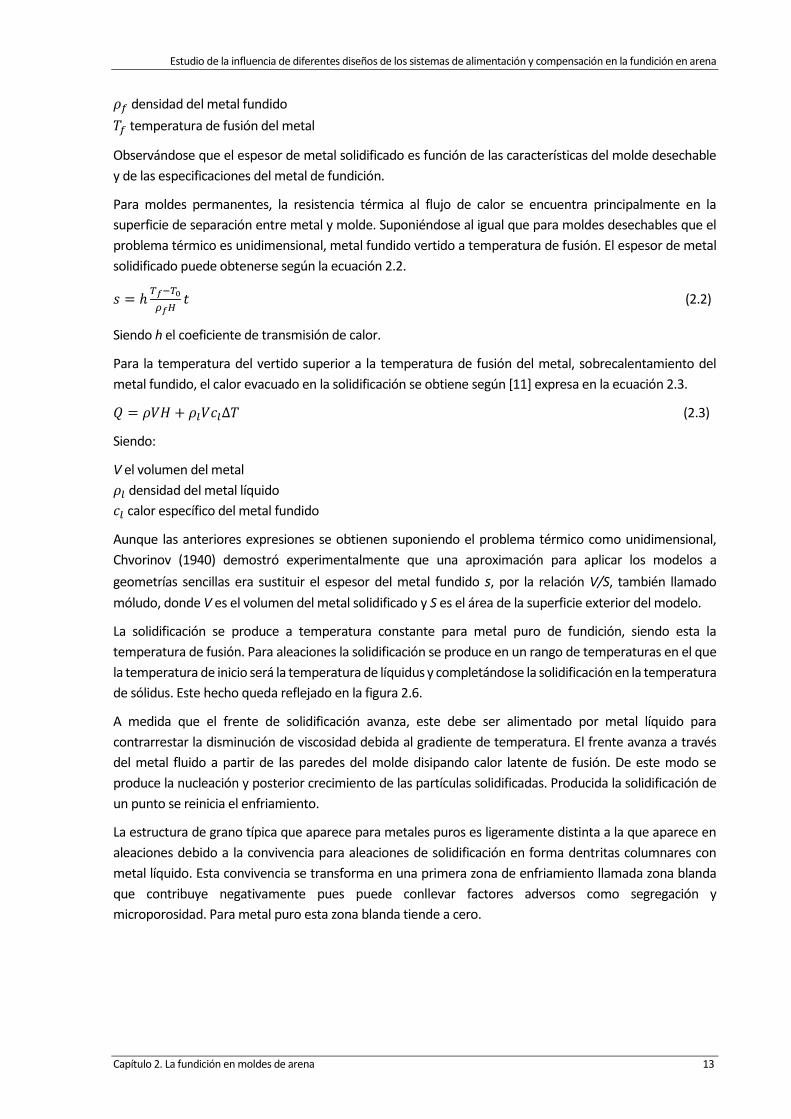
La solidificación se produce a temperatura constante para metal puro de fundición, siendo esta la
temperatura de fusión. Para aleaciones la solidificación se produce en un rango de temperaturas en el que
la temperatura de inicio será la temperatura de líquidus y completándose la solidificación en la temperatura
de sólidus. Este hecho queda reflejado en la figura 2.6.
A medida que el frente de solidificación avanza, este debe ser alimentado por metal líquido para
contrarrestar la disminución de viscosidad debida al gradiente de temperatura. El frente avanza a través
del metal fluido a partir de las paredes del molde disipando calor latente de fusión. De este modo se
produce la nucleación y posterior crecimiento de las partículas solidificadas. Producida la solidificación de
un punto se reinicia el enfriamiento.
La estructura de grano típica que aparece para metales puros es ligeramente distinta a la que aparece en
aleaciones debido a la convivencia para aleaciones de solidificación en forma dentritas columnares con
metal líquido. Esta convivencia se transforma en una primera zona de enfriamiento llamada zona blanda
que contribuye negativamente pues puede conllevar factores adversos como segregación y
microporosidad. Para metal puro esta zona blanda tiende a cero.
Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
14 Capítulo 2. La fundición en moldes de arena
Figura 2.6 Evolución de la solidificación.
El crecimiento de grano posterior a esta primera zona se generan de forma preferente perpendicular al
molde en forma de agujas, conociéndose como granos columnares. Para distancias mayores a las paredes
del molde y en fundiciones de metales puros, los granos crecen equiaxiales y grandes, generándose
nucleación homogénea en el centro del molde. Para aleaciones dependerá de la composición del eutéctico.
Para altas velocidades de enfriamiento o altos tiempos de solidificación, se generan estructuras dentríticas
gruesas, reduciéndose para tiempos menores. Este fenómeno implica que a medida que se reduce el
tamaño de grano se incrementa la resistencia y la ductilidad, reduciéndose la microporosidad y la tendencia
al agrietamiento.
El tiempo de solidificación será el tiempo total que tome la completa solidificación del metal fundido en el
interior del molde. Este tiempo depende del tamaño y forma de la fundición, así como del molde utilizado.
Fue empíricamente calculado para geometrías sencillas por Chvorinov (1940) en lo que se conoce como
regla de Chvorinov (ecuación 2.4).
𝑇𝑠 = 𝐶 (𝑉
𝑆)2
(2.4)
Siendo:
C una constante que depende del material del molde (véase [11])
V el volumen de la fundición [m³]
S el área superficial de la fundición [m²]
De la regla de Chvorinov se deduce que para dos fundiciones que requieren el mismo volumen de material
fundido, solidificará y enfriará a temperatura ambiente con mayor velocidad aquella que presente mayor
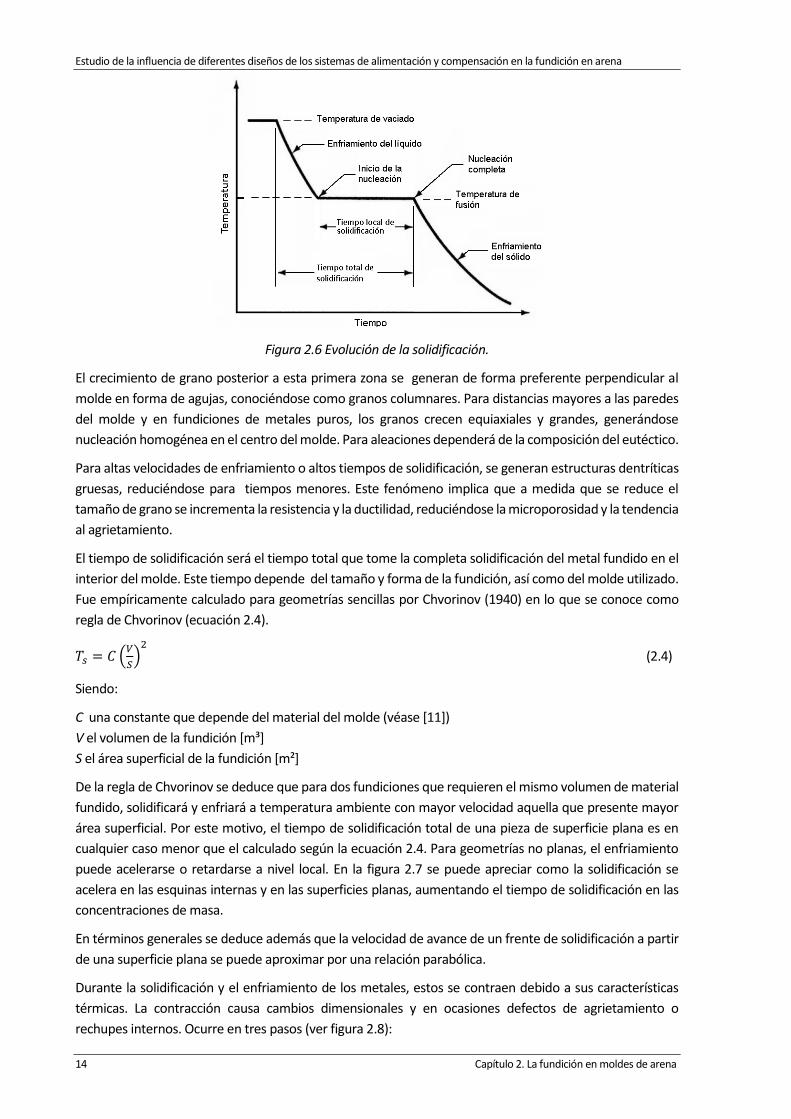
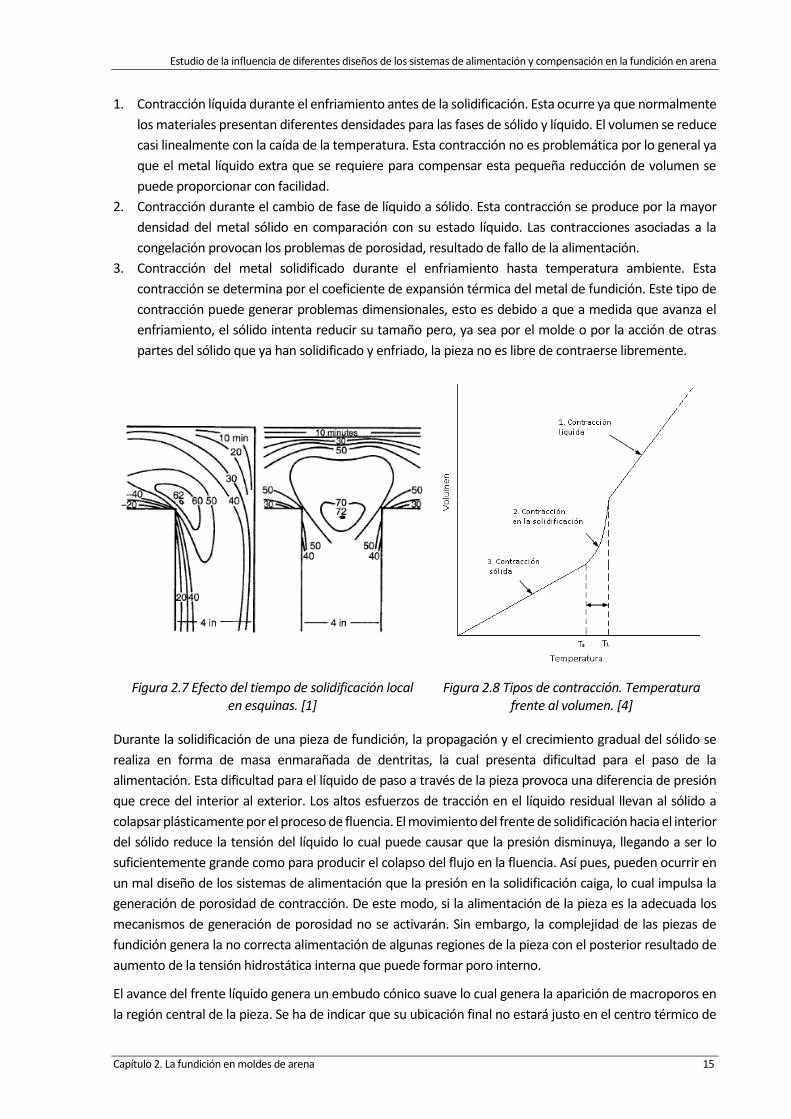
área superficial. Por este motivo, el tiempo de solidificación total de una pieza de superficie plana es en
cualquier caso menor que el calculado según la ecuación 2.4. Para geometrías no planas, el enfriamiento
puede acelerarse o retardarse a nivel local. En la figura 2.7 se puede apreciar como la solidificación se
acelera en las esquinas internas y en las superficies planas, aumentando el tiempo de solidificación en las
concentraciones de masa.
En términos generales se deduce además que la velocidad de avance de un frente de solidificación a partir
de una superficie plana se puede aproximar por una relación parabólica.
Durante la solidificación y el enfriamiento de los metales, estos se contraen debido a sus características
térmicas. La contracción causa cambios dimensionales y en ocasiones defectos de agrietamiento o
rechupes internos. Ocurre en tres pasos (ver figura 2.8):
Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
Capítulo 2. La fundición en moldes de arena 15
1. Contracción líquida durante el enfriamiento antes de la solidificación. Esta ocurre ya que normalmente
los materiales presentan diferentes densidades para las fases de sólido y líquido. El volumen se reduce
casi linealmente con la caída de la temperatura. Esta contracción no es problemática por lo general ya
que el metal líquido extra que se requiere para compensar esta pequeña reducción de volumen se
puede proporcionar con facilidad.
2. Contracción durante el cambio de fase de líquido a sólido. Esta contracción se produce por la mayor
densidad del metal sólido en comparación con su estado líquido. Las contracciones asociadas a la
congelación provocan los problemas de porosidad, resultado de fallo de la alimentación.
3. Contracción del metal solidificado durante el enfriamiento hasta temperatura ambiente. Esta
contracción se determina por el coeficiente de expansión térmica del metal de fundición. Este tipo de
contracción puede generar problemas dimensionales, esto es debido a que a medida que avanza el
enfriamiento, el sólido intenta reducir su tamaño pero, ya sea por el molde o por la acción de otras
partes del sólido que ya han solidificado y enfriado, la pieza no es libre de contraerse libremente.
Figura 2.7 Efecto del tiempo de solidificación local
en esquinas. [1] Figura 2.8 Tipos de contracción. Temperatura
frente al volumen. [4]
Durante la solidificación de una pieza de fundición, la propagación y el crecimiento gradual del sólido se
realiza en forma de masa enmarañada de dentritas, la cual presenta dificultad para el paso de la
alimentación. Esta dificultad para el líquido de paso a través de la pieza provoca una diferencia de presión
que crece del interior al exterior. Los altos esfuerzos de tracción en el líquido residual llevan al sólido a
colapsar plásticamente por el proceso de fluencia. El movimiento del frente de solidificación hacia el interior
del sólido reduce la tensión del líquido lo cual puede causar que la presión disminuya, llegando a ser lo
suficientemente grande como para producir el colapso del flujo en la fluencia. Así pues, pueden ocurrir en
un mal diseño de los sistemas de alimentación que la presión en la solidificación caiga, lo cual impulsa la
generación de porosidad de contracción. De este modo, si la alimentación de la pieza es la adecuada los
mecanismos de generación de porosidad no se activarán. Sin embargo, la complejidad de las piezas de
fundición genera la no correcta alimentación de algunas regiones de la pieza con el posterior resultado de
aumento de la tensión hidrostática interna que puede formar poro interno.
El avance del frente líquido genera un embudo cónico suave lo cual genera la aparición de macroporos en
la región central de la pieza. Se ha de indicar que su ubicación final no estará justo en el centro térmico de

Estudio de la influencia de diferentes diseños de los sistemas de alimentación y compensación en la fundición en arena
16 Capítulo 2. La fundición en moldes de arena
la región central ya que el poro flotará a la parte superior de esta región de líquido aislado.
Las diversas formas de contracción con porosidad se resumen en la figura 2.9. Estas son:
1. Línea central de porosidad la cual se forma por un inadecuado suministro de líquido desde el
alimentador. El poro se encuentra estrechamente paralelo al eje térmico de la pieza colada.
2. Porosidad esponja. Formado por una inadecuada alimentación aunque con un gradiente de
temperatura adecuado.
3. Capa de porosidad, resultado de la inadecuada alimentación interdendrítica en un gradiente de
temperatura pobre. La nucleación de la porosidad interna indica una deficiente limpieza del metal
líquido. Geométricamente los poros se forman en ángulo recto con el eje de la pieza colada.
4. Porosidad iniciado por superficie generada en condiciones de mal gradiente de temperatura pero una
buena limpieza de la masa fundida.
5. Porosidad de contracción externa, disipador de superficie formado en condiciones de líquido no
disponible desde el alimentador, pero buena limpieza de fusión, lo que resulta de una buena
alimentación sólida.
Figura 2.9 Tipos de porosidad. [4]