2 desarrollo experimental -...
TRANSCRIPT
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
41
2 Desarrollo experimental
La metodología seguida para obtener los límites de conformabilidad por SPIF y el diagrama
límite de conformado para el AISI 304 se exponen en esta sección. Se describen tres partes
Primero la captura y procesamiento de imágenes con ARGUS® de una serie de probetas
deformadas por SIPF a fin de obtener y analizar los límites de conformado por este proceso.
Segundo, la obtención del diagrama de límite de conformado realizando ensayos tipo Nakazima
y las mediciones de las deformaciones por el sistema óptico ARAMIS® y tercero la
determinación de las deformaciones principales en fractura, a partir de la medida en la
reducción del espesor tanto por SPIF como de los ensayos Nakazima.
2.1 Deformaciones límite por deformación incremental
2.1.1 Ensayos en SPIF
El análisis de las deformaciones límite se han realizado sobre una serie de ensayos de SPIF en
chapas de acero 304 de 0.8 mm de espesor. Fueron efectuados en una máquina de fresado de
tres ejes Kondia® HS1000. Son parte del trabajo presentado en Centeno et al. (2011) y se
desarrollaron para determinar la conformabilidad bajo distintos niveles de flexión.
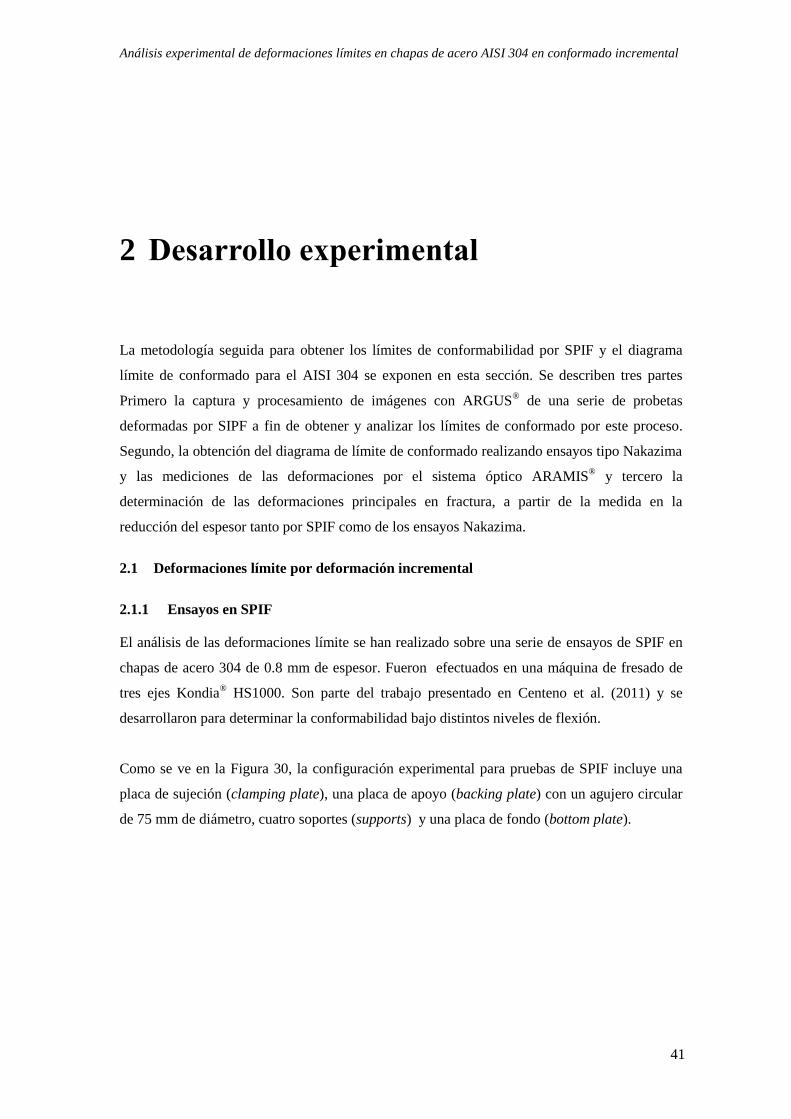
Como se ve en la Figura 30, la configuración experimental para pruebas de SPIF incluye una
placa de sujeción (clamping plate), una placa de apoyo (backing plate) con un agujero circular
de 75 mm de diámetro, cuatro soportes (supports) y una placa de fondo (bottom plate).
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
42
Figura 30 Dispositivo experimental SPIF montado en una fresadora CNC Kondia®
Los recortes del material tenían dimensiones de 150 x 150 mm, siendo el área de trabajo
efectivo 120x120 mm. La geometría utilizada en este trabajo fue un tronco cónico con
generatriz circular. El diámetro inicial del tronco de cono se estableció en 70 mm, siendo el
ángulo de formación inicial de 20 º y el radio generatriz 40 mm. Los diámetros de herramientas
utilizadas fueron de 10 y 20 mm, siendo el paso en profundidad ajustado a 0.2 y 0.5 mm para
cada caso. La rotación de la herramienta fue libre y a 1000rpm. La velocidad de avance
utilizado para todas las pruebas fue ajustada a 3000 mm/min. Se utilizó lubricante (Houghton
TD-52) para aplicaciones de laminación de metales
Se realizaron 22 ensayos (Ver Anexo 4) variando el diámetro de la herramienta, la profundidad
por pasada y la velocidad de giro del husillo, realizándose como mínimo 3 ensayos con cada
configuración posible para garantizar el sentido estadístico de los experimentos. Dada la
repetitividad en los resultados obtenidos y considerando el exhaustivo proceso de medición
experimental necesario para post-procesar cada ensayo, se decidió seleccionar un ensayo
representativo por cada conjunto de parámetros, según se muestra en la Tabla 1
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
43
ENSAYO Dh
mm
Δz
(mm/pass)
S
rpm
3 20 0.2 0
5 20 0.5 0
8 20 0.2 1000
11 20 0.5 1000
13 10 0.2 0
18 10 0.5 0
20 10 0.2 1000
22 10 0.5 1000
Tabla 1 Parámetros de ensayos del SPIF
2.1.2 Captura de imágenes
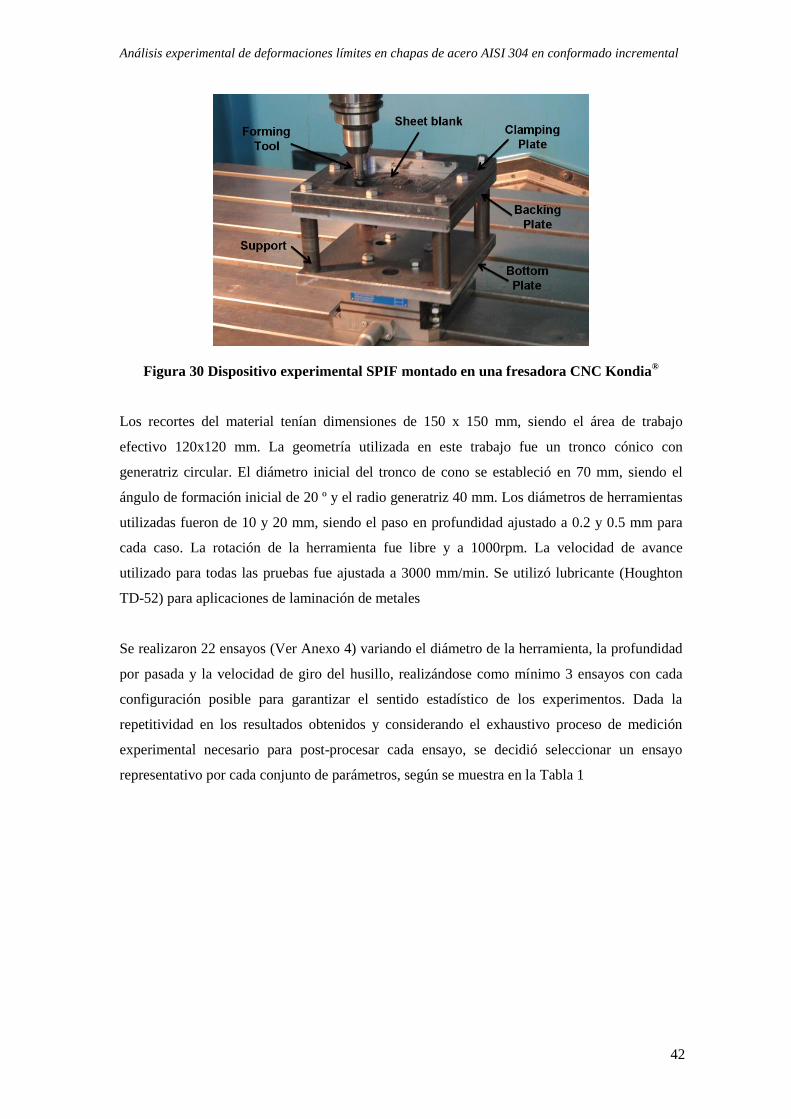
El procedimiento de captura de imágenes se realizó con una cámara NIKON D300S
(4288x2848 pixeles de resolución) instalada en un trípode. El enfoque se fijó a 320 mm desde
el lente de la cámara hasta la superficie de la pared del cono. La probeta y un juego de escalas
negro/blanco (coded marks) se montó sobre un plato giratorio (Figura 31). Para el primer y
segundo ángulo de la cámara se tomaron aproximadamente 30 fotografías y unas 8 para la vista
superior con intervalos de giro del plato. Es importante mencionar que se debe tener cuidado en
todo momento, que las escalas nunca se muevan con respecto a la probeta. De suceder hay que
repetir todo el proceso de captura de imágenes.
Figura 31 Elemento dispuesto previo a la medición con ARGUS®
30º
60º
90º
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
44
2.1.3 Procesamiento de imágenes con ARGUS®
El procesamiento del conjunto de imágenes se lleva cabo con el sistema óptico ARGUS®.
Como se explicó previamente ARGUS®
reconoce los centros de las elipses que se han formado
a partir del patrón de círculos y su posición en el espacio, lo que permite generar una malla de
puntos sobre la superficie en el estado deformado de la probeta. Es importante en este paso
cerrar la malla e interpolar las zonas que no fueron procesadas principalmente donde se ha dado
el fallo.
2.1.4 Deformaciones principales
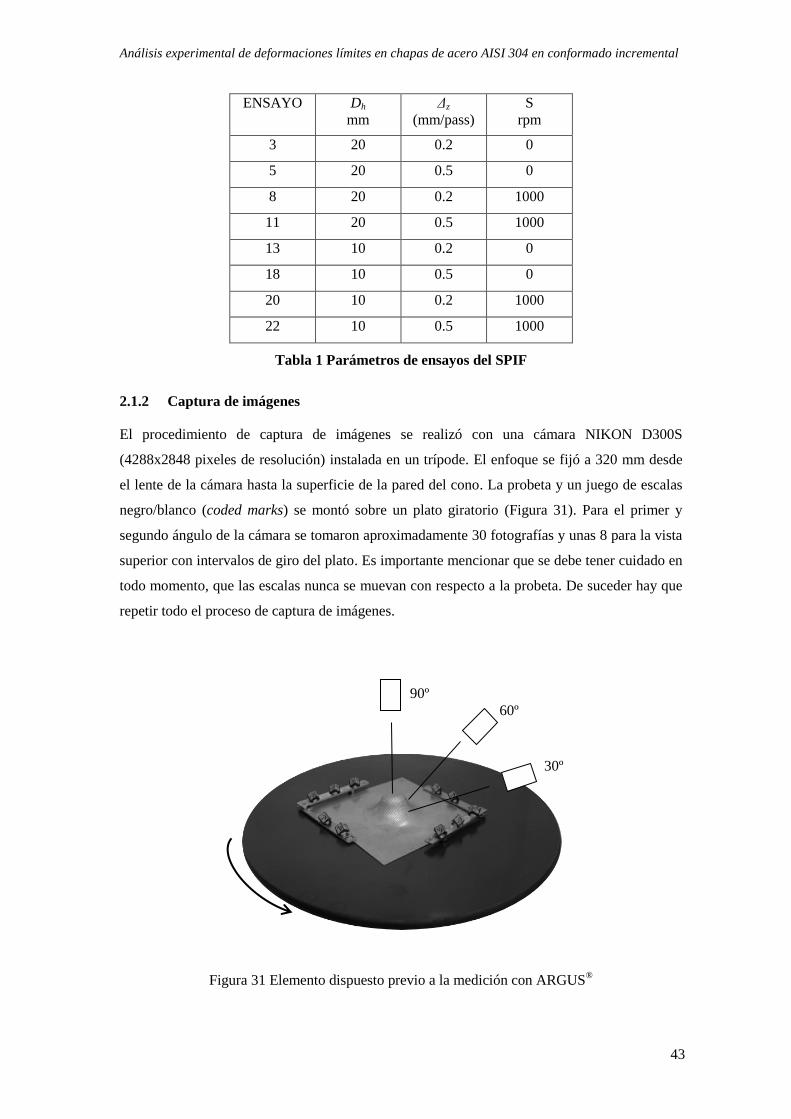
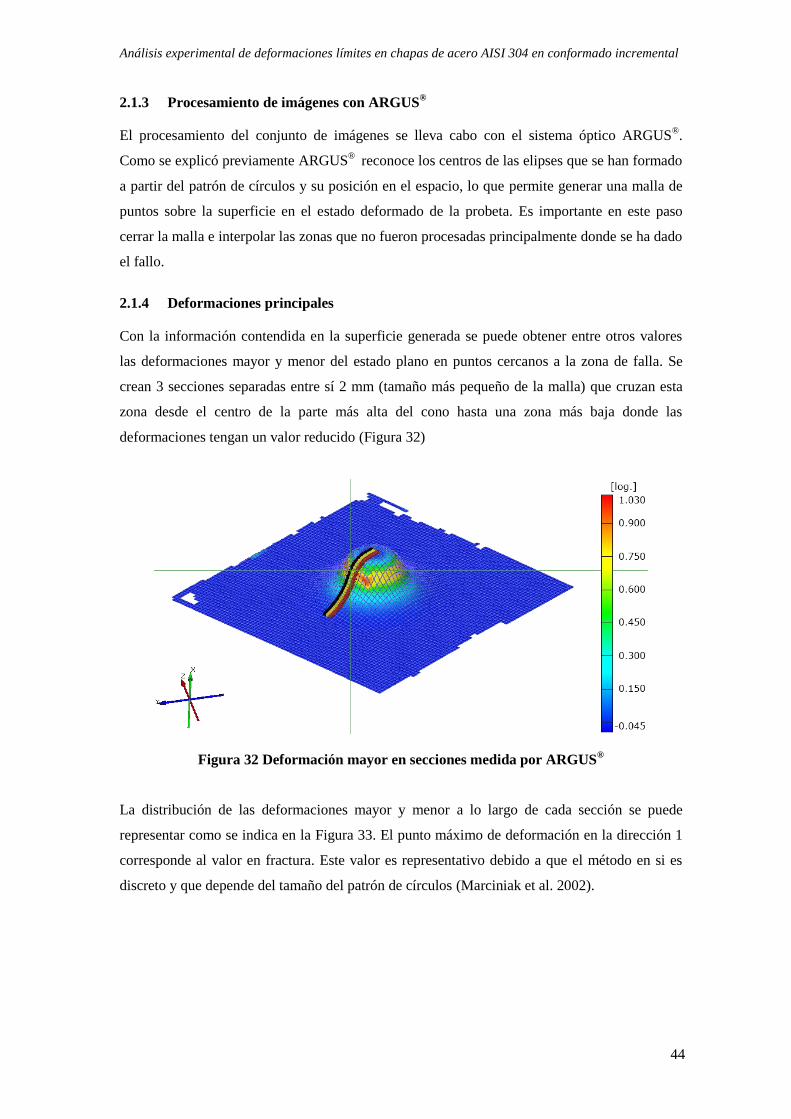
Con la información contendida en la superficie generada se puede obtener entre otros valores
las deformaciones mayor y menor del estado plano en puntos cercanos a la zona de falla. Se
crean 3 secciones separadas entre sí 2 mm (tamaño más pequeño de la malla) que cruzan esta
zona desde el centro de la parte más alta del cono hasta una zona más baja donde las
deformaciones tengan un valor reducido (Figura 32)
Figura 32 Deformación mayor en secciones medida por ARGUS®
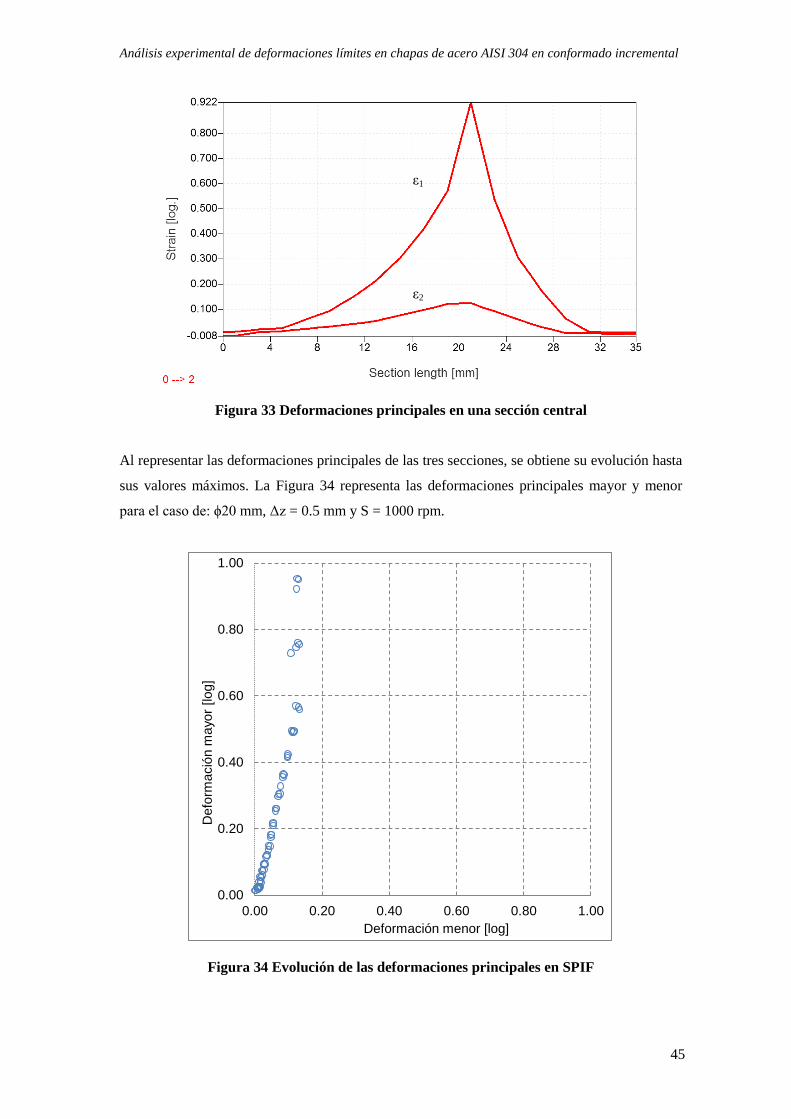
La distribución de las deformaciones mayor y menor a lo largo de cada sección se puede
representar como se indica en la Figura 33. El punto máximo de deformación en la dirección 1
corresponde al valor en fractura. Este valor es representativo debido a que el método en si es
discreto y que depende del tamaño del patrón de círculos (Marciniak et al. 2002).
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
45
Figura 33 Deformaciones principales en una sección central
Al representar las deformaciones principales de las tres secciones, se obtiene su evolución hasta
sus valores máximos. La Figura 34 representa las deformaciones principales mayor y menor
para el caso de: ϕ20 mm, Δz = 0.5 mm y S = 1000 rpm.
Figura 34 Evolución de las deformaciones principales en SPIF
0.00
0.20
0.40
0.60
0.80
1.00
0.00 0.20 0.40 0.60 0.80 1.00
Defo
rmació
n m
ayo
r [log]
Deformación menor [log]
ε1
ε2

Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
46
2.2 Obtención del Diagrama límite de conformado
2.2.1 Equipo para la experimentación
La máquina de ensayos requerida debe ser capaz de sujetar las chapas, ejercer una fuerza para
deformarla y tener control sobre la velocidad de avance. En muchos casos se utiliza una prensa
común y se acondicionan matrices para poder realizar los ensayos. El equipo utilizado en la
experimentación es una máquina de ensayos de embutición universal ERICHSEN® (Figura
35). Sus características técnicas se describen de la Tabla 2
Figura 35 Máquina de ensayos de embutición universal
La máquina cuenta con tres canales de medición analógicos los cuales permiten obtener los
datos de fuerza y desplazamiento del punzón, y controlar fuerza de sujeción del prensa chapa
durante el ensayo. Además se puede tomar estas señales y sincronizarlas con las fotografías
tomadas por el sistema de correlación de imágenes digitales ARAMIS®, para poder relacionar
estas medidas con las deformaciones de cada fotografía.
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
47
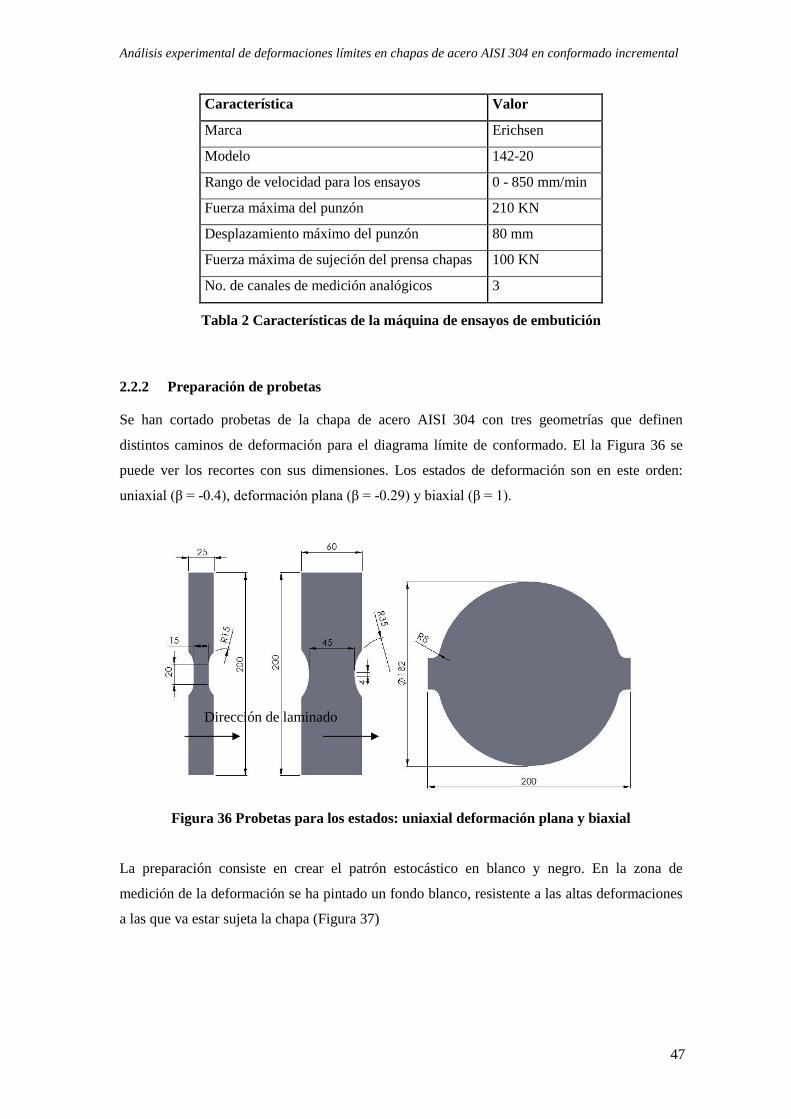
Característica Valor
Marca Erichsen
Modelo 142-20
Rango de velocidad para los ensayos 0 - 850 mm/min
Fuerza máxima del punzón 210 KN
Desplazamiento máximo del punzón 80 mm
Fuerza máxima de sujeción del prensa chapas 100 KN
No. de canales de medición analógicos 3
Tabla 2 Características de la máquina de ensayos de embutición
2.2.2 Preparación de probetas
Se han cortado probetas de la chapa de acero AISI 304 con tres geometrías que definen
distintos caminos de deformación para el diagrama límite de conformado. El la Figura 36 se
puede ver los recortes con sus dimensiones. Los estados de deformación son en este orden:
uniaxial (β = -0.4), deformación plana (β = -0.29) y biaxial (β = 1).
Figura 36 Probetas para los estados: uniaxial deformación plana y biaxial
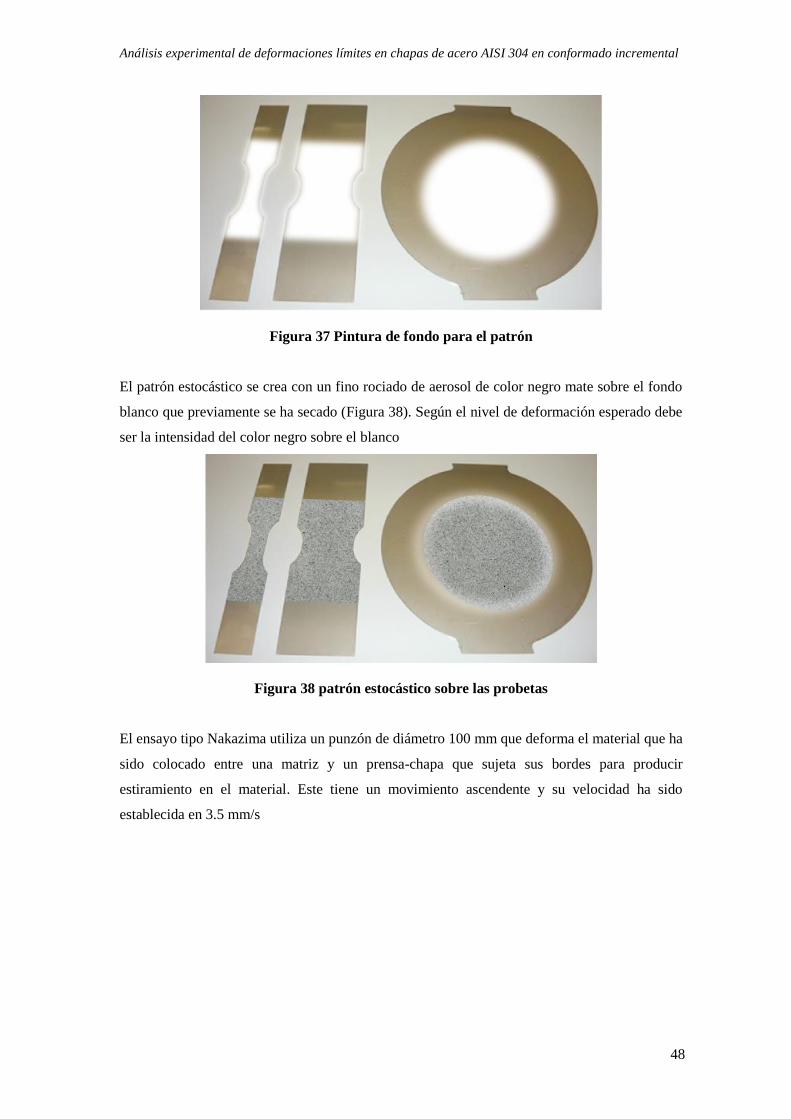
La preparación consiste en crear el patrón estocástico en blanco y negro. En la zona de
medición de la deformación se ha pintado un fondo blanco, resistente a las altas deformaciones
a las que va estar sujeta la chapa (Figura 37)
Dirección de laminado
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
48
Figura 37 Pintura de fondo para el patrón
El patrón estocástico se crea con un fino rociado de aerosol de color negro mate sobre el fondo
blanco que previamente se ha secado (Figura 38). Según el nivel de deformación esperado debe
ser la intensidad del color negro sobre el blanco
Figura 38 patrón estocástico sobre las probetas
El ensayo tipo Nakazima utiliza un punzón de diámetro 100 mm que deforma el material que ha
sido colocado entre una matriz y un prensa-chapa que sujeta sus bordes para producir
estiramiento en el material. Este tiene un movimiento ascendente y su velocidad ha sido
establecida en 3.5 mm/s
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
49
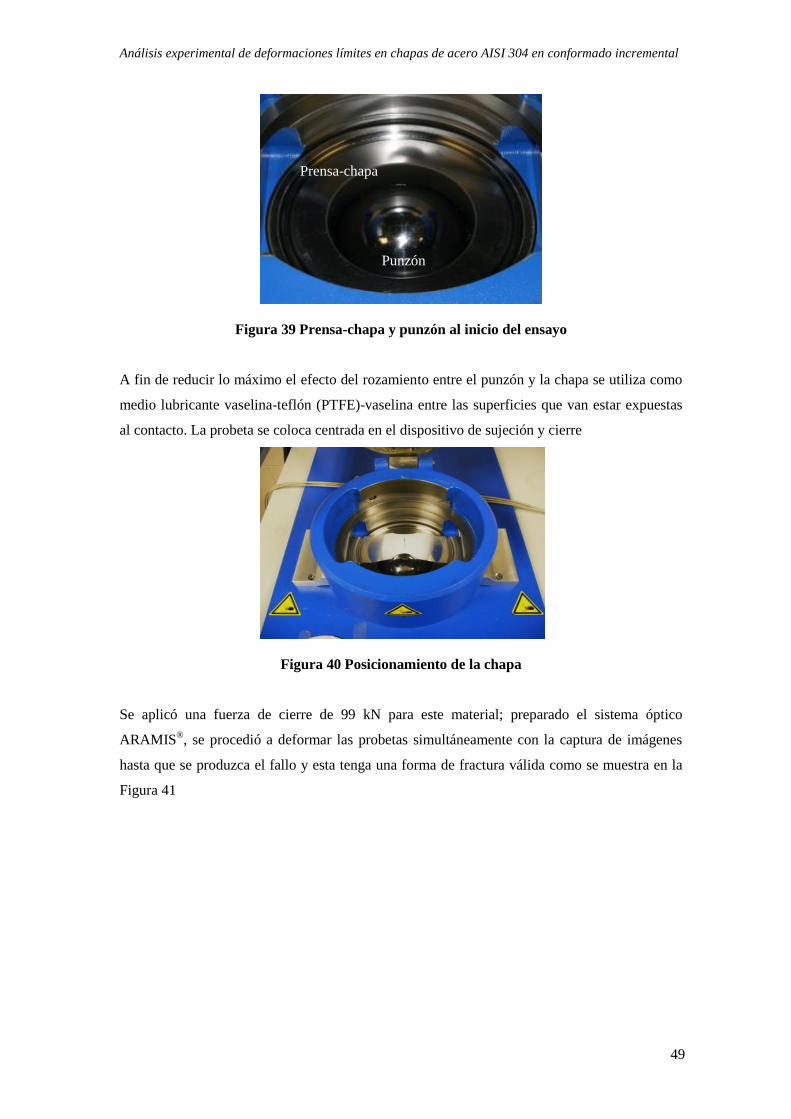
Figura 39 Prensa-chapa y punzón al inicio del ensayo
A fin de reducir lo máximo el efecto del rozamiento entre el punzón y la chapa se utiliza como
medio lubricante vaselina-teflón (PTFE)-vaselina entre las superficies que van estar expuestas
al contacto. La probeta se coloca centrada en el dispositivo de sujeción y cierre
Figura 40 Posicionamiento de la chapa
Se aplicó una fuerza de cierre de 99 kN para este material; preparado el sistema óptico
ARAMIS®, se procedió a deformar las probetas simultáneamente con la captura de imágenes
hasta que se produzca el fallo y esta tenga una forma de fractura válida como se muestra en la
Figura 41
Punzón
Prensa-chapa
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
50
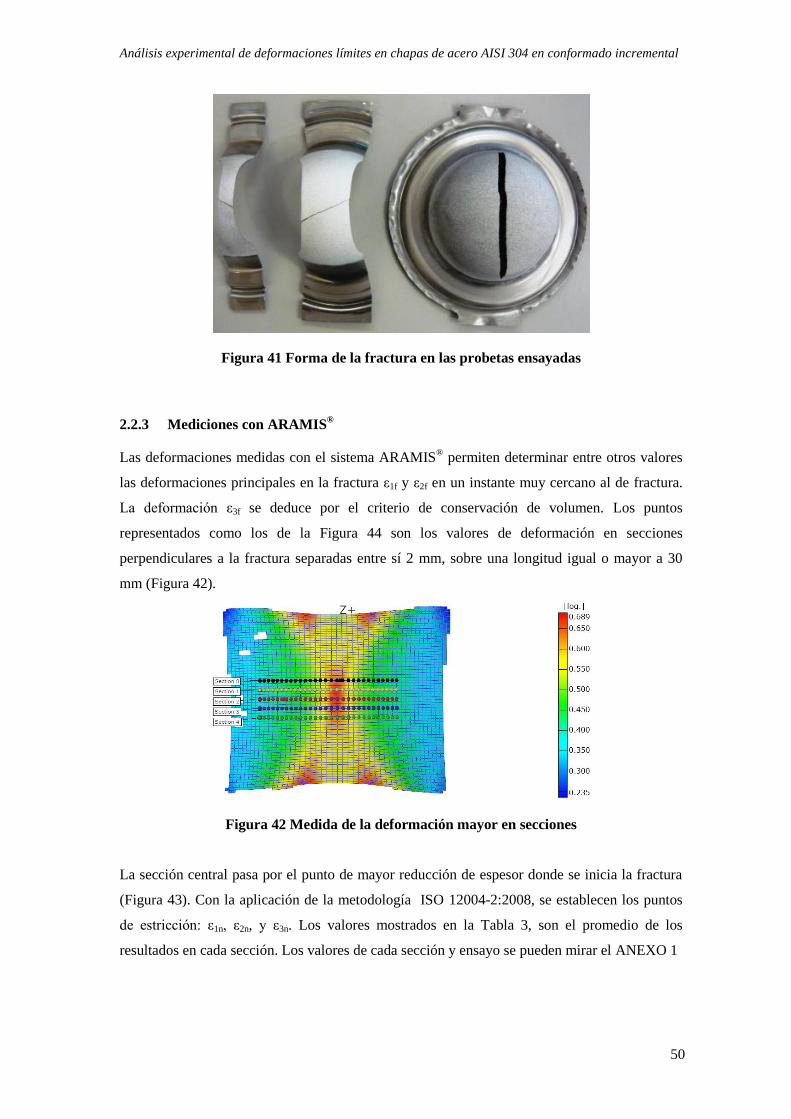
Figura 41 Forma de la fractura en las probetas ensayadas
2.2.3 Mediciones con ARAMIS®
Las deformaciones medidas con el sistema ARAMIS® permiten determinar entre otros valores
las deformaciones principales en la fractura ε1f y ε2f en un instante muy cercano al de fractura.
La deformación ε3f se deduce por el criterio de conservación de volumen. Los puntos
representados como los de la Figura 44 son los valores de deformación en secciones
perpendiculares a la fractura separadas entre sí 2 mm, sobre una longitud igual o mayor a 30
mm (Figura 42).
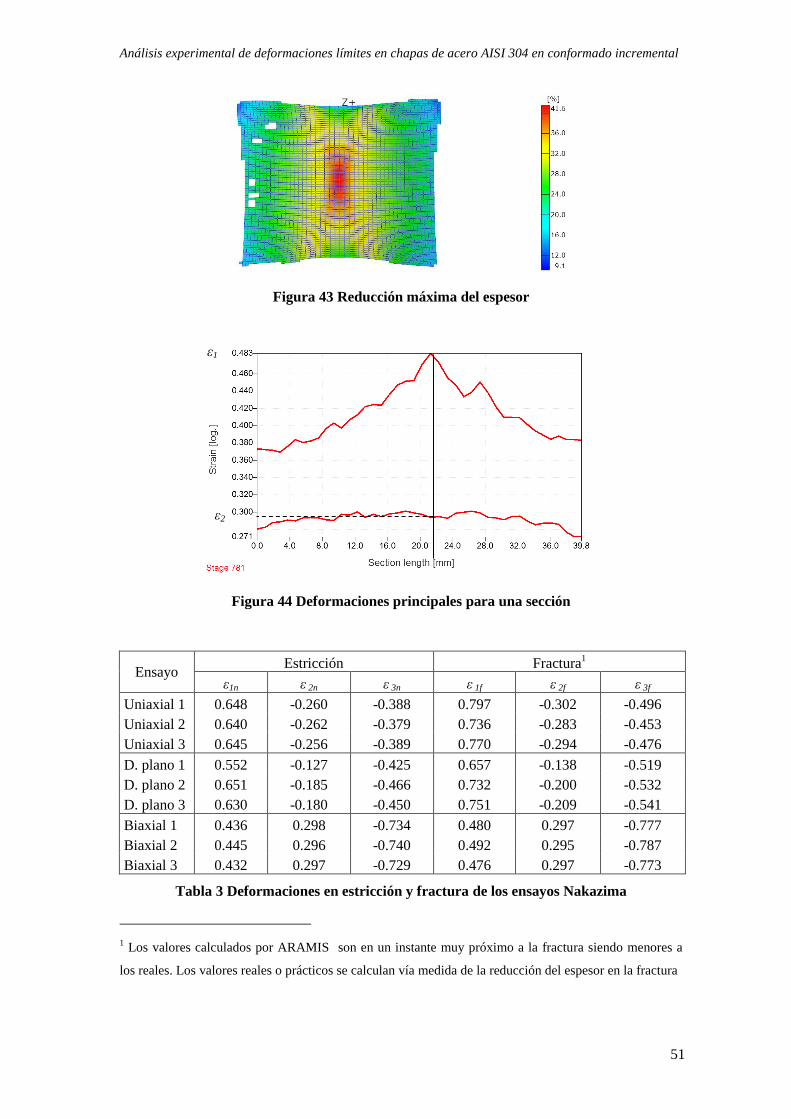
Figura 42 Medida de la deformación mayor en secciones
La sección central pasa por el punto de mayor reducción de espesor donde se inicia la fractura
(Figura 43). Con la aplicación de la metodología ISO 12004-2:2008, se establecen los puntos
de estricción: ε1n, ε2n, y ε3n. Los valores mostrados en la Tabla 3, son el promedio de los
resultados en cada sección. Los valores de cada sección y ensayo se pueden mirar el ANEXO 1
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
51
Figura 43 Reducción máxima del espesor
Figura 44 Deformaciones principales para una sección
Ensayo Estricción Fractura
1
ε1n ε 2n ε 3n ε 1f ε 2f ε 3f
Uniaxial 1 0.648 -0.260 -0.388 0.797 -0.302 -0.496
Uniaxial 2 0.640 -0.262 -0.379 0.736 -0.283 -0.453
Uniaxial 3 0.645 -0.256 -0.389 0.770 -0.294 -0.476
D. plano 1 0.552 -0.127 -0.425 0.657 -0.138 -0.519
D. plano 2 0.651 -0.185 -0.466 0.732 -0.200 -0.532
D. plano 3 0.630 -0.180 -0.450 0.751 -0.209 -0.541
Biaxial 1 0.436 0.298 -0.734 0.480 0.297 -0.777
Biaxial 2 0.445 0.296 -0.740 0.492 0.295 -0.787
Biaxial 3 0.432 0.297 -0.729 0.476 0.297 -0.773
Tabla 3 Deformaciones en estricción y fractura de los ensayos Nakazima
1 Los valores calculados por ARAMIS son en un instante muy próximo a la fractura siendo menores a
los reales. Los valores reales o prácticos se calculan vía medida de la reducción del espesor en la fractura
ε1
ε2

Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
52
2.3 Determinación de deformaciones en fractura vía reducción del espesor
El procedimiento para encontrar los puntos en FFL se basa en medir la reducción del espesor tf
en la zona de fractura. La deformación logarítmica se calcula tomado en cuenta su espesor
inicial t0
0
3 lnt
t f
f
Considerando que la variación de la deformación menor después de la estricción, es muy
próxima a cero, se estima que este valor es aproximadamente al que le corresponde en fractura,
es decir ε 2f ≈ ε 2n. Este principio se esquematiza en la Figura 45
Figura 45 Estimación de deformación en la fractura
Por conservación de volumen ε1 + ε2 + ε3 = 0 para cualquier estado de deformaciones, se
determina finalmente el valor de ε1f con la ecuación
fnf 321
Este procedimiento se aplica tanto a las probetas en SPIF como las que han fallado en los
ensayos Nakazima.
2.3.1 Puntos de fractura en SPIF
Para seguir el procedimiento indicado en el punto 2.3, las probetas del SPIF se cortan por la
mitad atravesando el punto donde es perceptible se inició la fractura (Figura 46). El valor de ε3,
se determinan a partir de la medida de reducción del espesor en los cuatro bordes de la grieta de
cada lado formado al seccionar la probeta.
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
53
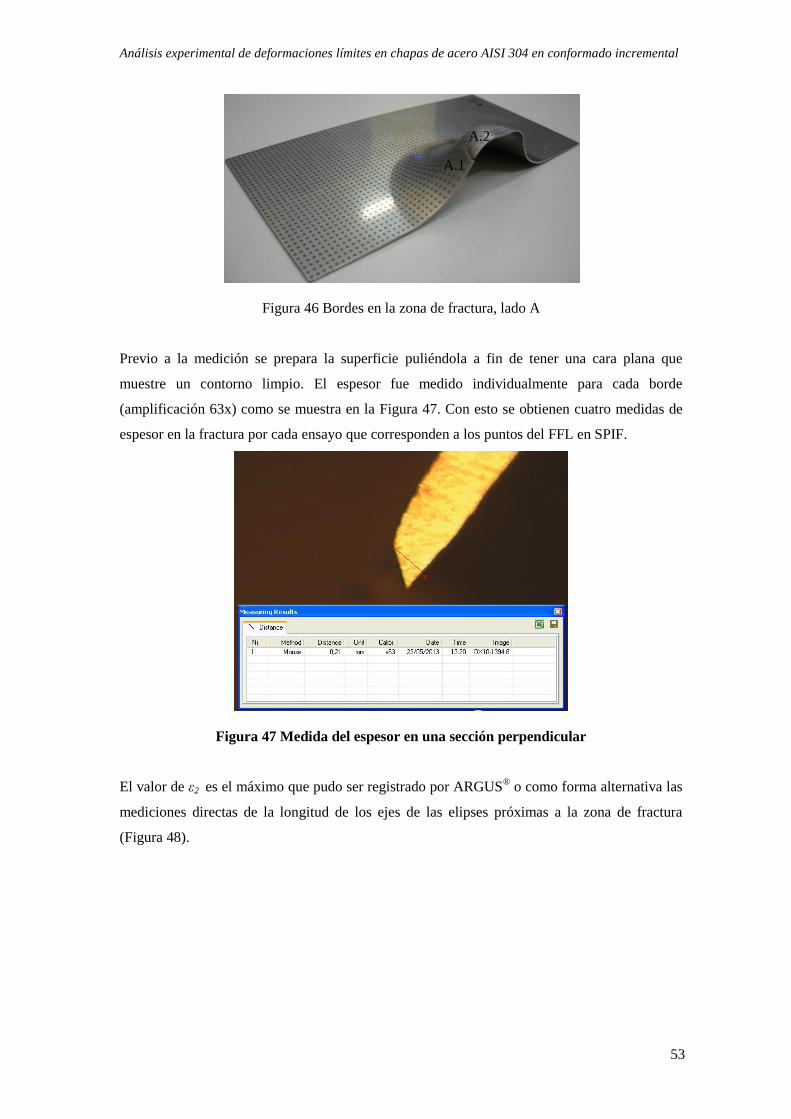
Figura 46 Bordes en la zona de fractura, lado A
Previo a la medición se prepara la superficie puliéndola a fin de tener una cara plana que
muestre un contorno limpio. El espesor fue medido individualmente para cada borde
(amplificación 63x) como se muestra en la Figura 47. Con esto se obtienen cuatro medidas de
espesor en la fractura por cada ensayo que corresponden a los puntos del FFL en SPIF.
Figura 47 Medida del espesor en una sección perpendicular
El valor de ε2 es el máximo que pudo ser registrado por ARGUS® o como forma alternativa las
mediciones directas de la longitud de los ejes de las elipses próximas a la zona de fractura
(Figura 48).
A.2
A.1
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
54
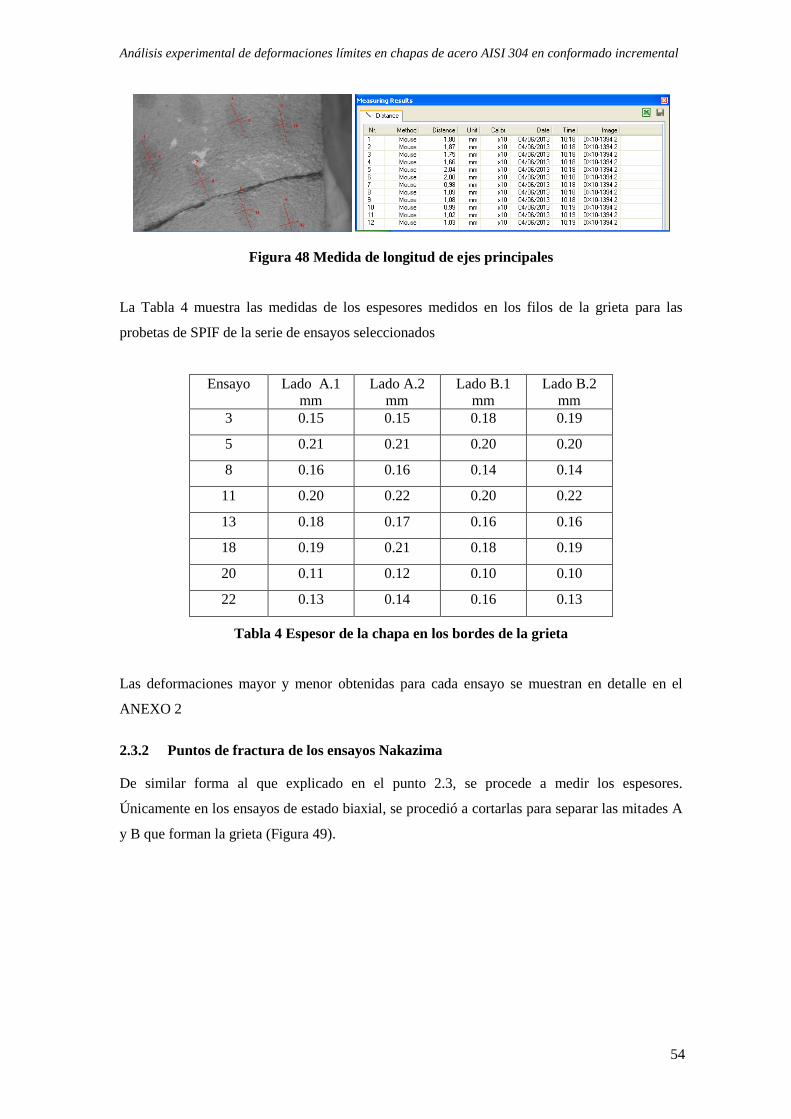
Figura 48 Medida de longitud de ejes principales
La Tabla 4 muestra las medidas de los espesores medidos en los filos de la grieta para las
probetas de SPIF de la serie de ensayos seleccionados
Ensayo Lado A.1
mm
Lado A.2
mm
Lado B.1
mm
Lado B.2
mm
3 0.15 0.15 0.18 0.19
5 0.21 0.21 0.20 0.20
8 0.16 0.16 0.14 0.14
11 0.20 0.22 0.20 0.22
13 0.18 0.17 0.16 0.16
18 0.19 0.21 0.18 0.19
20 0.11 0.12 0.10 0.10
22 0.13 0.14 0.16 0.13
Tabla 4 Espesor de la chapa en los bordes de la grieta
Las deformaciones mayor y menor obtenidas para cada ensayo se muestran en detalle en el
ANEXO 2
2.3.2 Puntos de fractura de los ensayos Nakazima
De similar forma al que explicado en el punto 2.3, se procede a medir los espesores.
Únicamente en los ensayos de estado biaxial, se procedió a cortarlas para separar las mitades A
y B que forman la grieta (Figura 49).
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
55
Figura 49 Superficie de fractura
Las medidas del espesor se realizaron en la región de mayor deformación para cada caso
(Figura 50). Se han tomado cinco valores por cada lado de la fractura y se han utilizado los
valores promedio para el cálculo de deformación. Los valores medidos son los indicados en la
Tabla 5
Figura 50 Medida de espesores en la zona de fractura
Ensayo Lado A
mm
Lado B
mm
t0
mm
tf
mm
ε3f ε2n ε1f
Uniaxial 1 0.300 0.304 0.8 0.302 -0.974 -0.260 1.234
Uniaxial 2 0.294 0.284 0.8 0.289 -1.018 -0.262 1.280
Uniaxial 3 0.304 0.304 0.8 0.304 -0.968 -0.256 1.223
D. plano 1 0.298 0.288 0.8 0.293 -1.004 -0.127 1.132
D. plano 2 0.298 0.288 0.8 0.293 -1.004 -0.185 1.189
D. plano 3 0.292 0.290 0.8 0.291 -1.011 -0.180 1.191
Biaxial 1 0.248 0.242 0.8 0.245 -1.183 0.298 0.885
Biaxial 2 0.248 0.242 0.8 0.245 -1.183 0.296 0.888
Biaxial 3 0.220 0.214 0.8 0.217 -1.305 0.297 1.008
Tabla 5 Espesores y deformaciones en fractura
A
B
Líneas de
corte
Análisis experimental de deformaciones límites en chapas de acero AISI 304 en conformado incremental
56
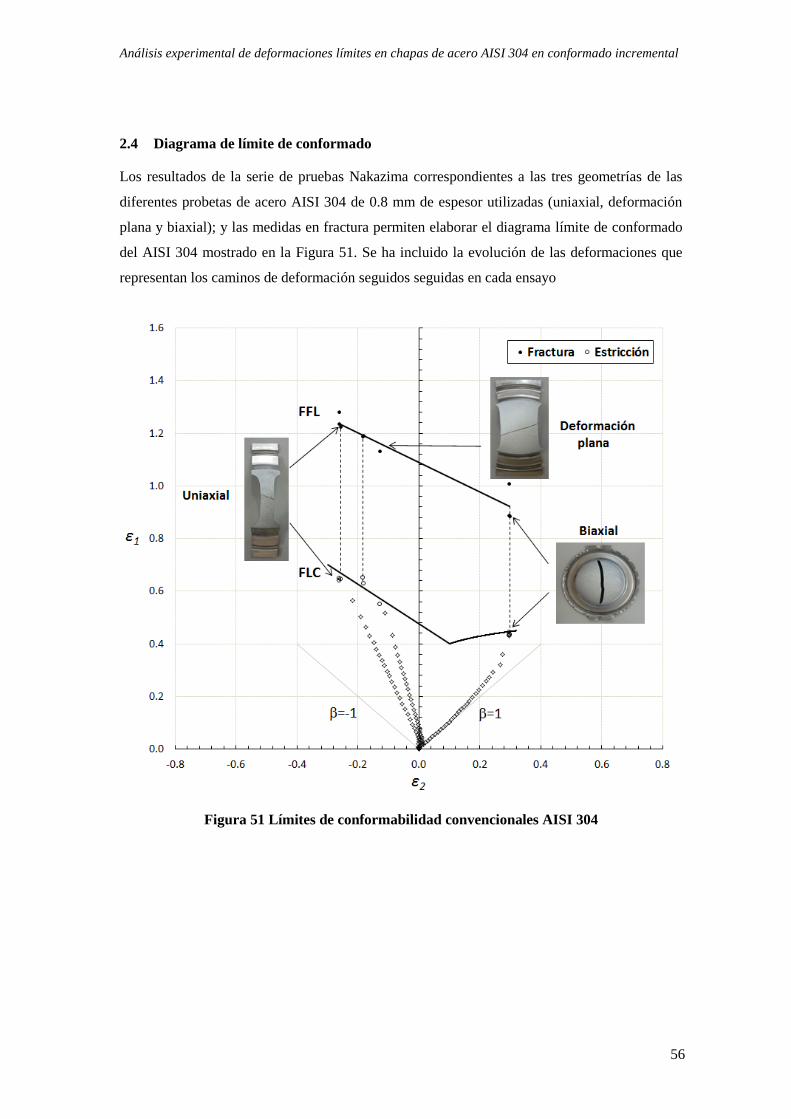
2.4 Diagrama de límite de conformado
Los resultados de la serie de pruebas Nakazima correspondientes a las tres geometrías de las
diferentes probetas de acero AISI 304 de 0.8 mm de espesor utilizadas (uniaxial, deformación
plana y biaxial); y las medidas en fractura permiten elaborar el diagrama límite de conformado
del AISI 304 mostrado en la Figura 51. Se ha incluido la evolución de las deformaciones que
representan los caminos de deformación seguidos seguidas en cada ensayo
Figura 51 Límites de conformabilidad convencionales AISI 304