1.10. anexos a la memoria -...
TRANSCRIPT

1.10. ANEXOS A LA MEMORIA
1.10.1. Extracción del azucar de la remolacha por difusión en agua
1.10.1.1. Balance de materia
• Materia seca de la remolacha: 23,60 % s/r• Azúcar en la remolacha: 16,30 % s/r• No-azúcar insoluble (marco): 4,70 % s/r• No-azúcar soluble: 2,40 % s/r• Materia seca en coseta agotada: 7,50 % s/r• Materia seca en pulpa prensada: 18,00 % s/r• Pérdidas de azúcar en difusión conuna extracción prefijada de 120 Kg % s/r: 0,20 % s/r
Supuesta una difusibidad igual para e1 azúcar que para las otrasmaterias solubles, la pureza del jugo de difusión sería:
Q = 16,3 / (16,3 + 2,4) = 87,16 %
Teniendo en cuenta la mayor difusibidad del azúcar, se aceptacomo valor de la pureza del jugo un entero más que el obtenido en elsupuesto anterior, con lo que tendremos:
Pureza del jugo: Q = 88'16 %
De la difusión saldrán, por cada 100 Kg de remolacha, 120 Kg dejugo conteniendo 16,1 Kg de azúcar y 16,1/0,8816 = 18,26 Kg de materiaseca.
Definimos el Brix (Bx), como el peso de materia seca en 100 Kgde solución; y la Polarización (Pol), como el peso de azúcar en 100 Kg desolución. La pureza será el cociente entre el peso de azúcar y el demateria seca (pureza real), o bien el cociente entre la polarización y elbrix (pureza aparente).
E1 balance global de materia seca para el conjunto difusión yprensado de pulpa será:
Coseta + Agua fresca = Jugo + Pulpa prensada
Suponiendo que el agua fresca no tiene sólidos en suspensión,tendremos los siguientes valores para la pulpa prensada, que tiene un18% de materia seca, es decir, 18° de Brix si la consideramos unasolución.
• Materia seca en pulpa prensada = 23,6 – 18,26 = 5,34 % s/r• Azúcar en pulpa prensada = 16,3 – 16,1 = 0,2 % s/r• No-azúcar en pulpa prensada = 5,34 – 0,2 = 5,14 % s/r• Caudal en pulpa prensada = 5,34 · 100/18 = 29,67 % s/r

E1 caudal de agua fresca necesaria para la difusión será:120,00 + 29,67 – 100,00 = 49,67 Kg % s/r
La polarización del agua de prensas, que tomamos igual a la de lapulpa prensada, será:
100,00 · 0,20/29,67 = 0,67
La pureza del agua de prensas, supuesta igual difusibidad para elazúcar y el no-azúcar soluble, será:
Q = 0,2 / (5,34 – 4,7) ·100 = 31,25 %
El Brix del agua de prensas será:
0,67/31,25 · 100 = 2,14 %
En el prensado, el balance de materia es:
Pulpa agotada = Pulpa prensada + Agua de prensas
de donde:
s/r % Kg 79,872,14-7,52,14-1826,67 Q
Bx-BxBx-Bx
Q Q
agotada Pulpa
prensada Aguaagotada Pulpa
prensada Aguaprensada Pulpaprensada Pulpaagotada Pulpa
=•=
•=
E1 caudal de agua de prensas a recuperar será el siguiente:
87,79 – 29,67 = 58,12 Kg % s/r
La materia seca que encontramos en el agua de prensas es:
58,12 · 2,14/100 = 1,24 Kg % s/r
Así, el azúcar del agua de prensas que intentamos recuperares:
58,12 · 0,67/100 = 0,39 Kg % s/r
Ordenando los valores obtenidos y deduciendo el resto,obtenemos:
M.S. Azúcar No-az. Caudal Bx. Pol. Riqueza
Coseta 23,6 16,3 7,1 100Jugo depurado 18,26 16,1 2,16 120 15,22 13,42 88,16Pulpa prensada 5,34 0,2 5,14 29,67 18 0,67 --Agua de prensas 1,24 0,39 0,85 58,12 2,14 0,67 31,25

Pulpa agotada 6,58 0,59 5,99 87,79 7,5 0,67 --Agua fresca -- -- -- 49,67 -- -- --Jugo de difusión 18,26 16,1 2,16 397,78 4,59 4,05 88,24Jugo recirculado 18,26 16,1 2,16 277,78 4,59 4,0588,24
Una porción del jugo que sale del difusor se recircula alescaldador en función de las necesidades de calentamiento de la coseta.
La cantidad de jugo que se recircula es siempre la misma, peroéste se va renovando. A depuración se envían 120 Kg % s/r.
1.10.1.2. Balance de energía
La temperatura ideal de trabajo en e1 difusor es de 70-75 °C. Paraconseguir mantener esta temperatura lleva zonas de calentamiento conentradas de vapor en cada una de ellas. En cada entrada se montará unaválvula automática que se accionará según la temperatura de la zonacorrespondiente.
Antes de entrar en el difusor se realiza un escaldado de la coseta,que suponemos a 20 °C, en el escaldador, gracias a las calorías que lecede el jugo recirculado que ha sido recalentado previamente hasta 88°C.
Los calores específicos de la coseta y del jugo son 0,9 Kcal/Kg°C. La mezcla coseta-jugo recirculado que sale del escaldador y va aldifusor estará a 70 ºC.
E1 jugo de difusión sale del difusor hacia el departamento derecirculación a una temperatura de 75 ºC.
Por el extremo superior del difusor entra agua fresca a 50 °C,pudiendo fijarse la temperatura de salida de la pulpa agotada en 60 °C.
Fijando estas temperaturas en las corrientes de entrada y salidadel difusor conseguimos afectar 1o menos posible al. mantenimiento dela temperatura adecuada constante en el difusor, y que debe estar siempreen e1 intervalo de 70 a 75 ºC.
La pulpa agotada se prensa, y el agua de prensas, que sale a unos550 ºC, se calienta hasta 80 ºC y se introduce en el difusor.
En resumen, necesitamos vapor para mantener la temperatura enel difusor entre 70 y 75 °C, para calentar el jugo recirculado de 75 a 80ºC.
Admitimos en el difusor unas pérdidas por radiación yconvección de 100 Kcal/m2·h, equivalente a 0,20 Kcal/m2 s/r.
Con todas las corrientes de las temperaturas fijadas, el diagramadel sistema de difusión quedaría así:

En primer lugar, vamos a calcular la cantidad de jugo de difusiónque es necesario recircular para calentar las cosetas en el escaldador.
El calor que necesita 1a coseta será:
Q = 100,00 · 0,90 · (70 – 20) = 4.500 Kcal % s/r
entonces, la cantidad de jugo necesaria:
4.500 = m · 0,90 · (88 – 70);m = 277,78 Kg % s/r

Por tanto, para calentar la coseta debemos recircular 277,78 Kg %s/r de jugo y calentarlo hasta 88 °C. Como la extracción que se realizaen el difusor es de 120, del difusor saldrán 297,78 Kg % s/r, de los que120 Kg % s/r pasarán al departamento de depuración y e1 resto serecircularán, lo que supone un 69,8 %.
Nosotros utilizamos dos difusores, recibiendo uno de ellos el 60%, y el otro e1 40 % del jugo y 1a coseta que entran a difusión. De todasformas, realizaremos el cálculo suponiendo un sólo difusor que recibe lamezcla jugo-coseta en su totalidad.
Con las consideraciones anteriores, podemos establecer elsiguiente balance de calor en el difusor:
Calor entrante
• En coseta:Q = 100,00 · 0,90 · 70 = 6.300 Kcal % s/r
• En jugo recirculado:Q = 277,78 · 0,90 · 70 = 15.500,14 Kcal % s/r
• En agua de prensas:Q = 58,12 · 1 · 80 = 4,649,6 Kcal % s/r
• En agua fresca:Q = 49,67 · 1 · 50 = 2.483,5 Kcal % s/r
Calor entrante total: 30.933,24 Kcal % s/r
Calor saliente:
• En jugo de difusión a depuración:Q = 120,00 · 0,90 · 75 = 8.100 Kcal % s/r
• En jugo de difusión arecirculación:
Q = 277,78 · 0,90 · 75 = 18.750,15 Kcal. % s/r
• En pulpa agotada:Q = 87,79 · 0,90 · 60 = 5.530,77 Kcal. % s/r
• En pérdidas:Q = 0,20 Kcal/m2 · 892 m2 = 178,40 Kcal. % s/r
Calor saliente total: 32.554,32 Kcal. % s/r
Según el balance, la cantidad de calor que tendremos quesuministrar a los difusores será de 1.626,08 Kcal. % s/r.
Superficie total de los difusores: 892 m2.
A continuación, vamos a realizar el balance de calor alescaldador:
Calor entrante:
• En coseta a 20°C:Q = 100 · 0,90 · 20 = 1.800 Kcal % s/r
• En jugo recirculado:Q = 277,78 · 0,90 · 88 = 22.000,18 Kcal % s/r
Calor entrante total: 23.800,18 Kcal % s/r
Calor saliente:
• En coseta a 70 °C:Q = 100 · 0,90 · 70 = 6.300 Kcal % s/r
• En jugo recirculado:Q = 277,78 · 0,90 · 70 = 17.500,18 Kcal % s/r
Calor saliente total: 23.800,18 Kcal % s/r
Además de en los difusores, debemos suministrar calor en otrosdos puntos:
Calor necesario para calentar el agua de prensas:
Q = 58,12 · 1 · (80 – 55) = 1.453 Kcal. % s/r
Calor necesario para calentar el jugo recirculado:
Q = 277,78 · 0,90 · (88 – 75) = 3.250,03 Kcal % s/r
Estas calefacciones necesarias se harán mediante un vapor de 100°C, al menos, que vendrá del 4° efecto de la evaporación.
1.10.2. Depuración del jugo de difusión
1.10.2.1. Horno de cal
1.10.2.1.1. Balance de materiaVamos a realizar los cálculos refiriéndolos a 100 Kg de
piedra caliza.La composición del coke a emplear la fijamos en un 86 %
de carbono, 13 % de cenizas y un 1 % de humedad; con unapotencia calorífica de 6.820 Kcal/Kg.
La piedra caliza tendrá un 98 % de CaC03 y un 2 % deincocidos. Se van a emplear 9 Kg de coke % s/p y un exceso de

aire sobre el teórico de un 20 %. La combustión de 1 Kg de cokepuro y seco exige un mínimo de 11,5 Kg de aire; por lo tanto,como el coke tiene un 86 % de carbono, tendremos que utilizar106,81 Kg de aire.
En el horno entran, por cada 100 Kg de piedra caliza:
• CaC03: 98 Kg• Incocidos: 2 Kg• Coke: 7,74 Kg• Agua: 0,09 Kg• Cenizas: 1,17 Kg• Oxígeno: 106,81 · 21/100 = 22,43 Kg• Nitrógeno: 106,81 · 81,78/100 = 83,31 Kg• Vapor de agua(del aire): 106,81 · 0,5/100 = 0,53 Kg
Total: 215,27 Kg
Del horno salen, por cada 100 Kg de piedra caliza:
• Ca0: 56 · 98/100 = 54,88 Kg• C02: (44· 98/100) + (7,74 · 44/12) = 71,50 Kg• Oxígeno: 1,79 Kg• Nitrógeno: 83,31 Kg• Vapor de agua: 3,17 Kg• Incocidos: 2 Kg
Total: 215,27 Kg
A 20 ºC y a presión atmosférica, el C02 pesa 1,97 Kg/m3,el 02 1,33 Kg/m3 y e1 N2 1,25 Kg/m3. Por tanto, podemos calcularel volumen de gas que se extrae del horno por la disociación de100 Kg de piedra caliza.- 1,79 Kg de 02 ocupan un volumen de 1,35 m3.- 71,50 Kg de C02 ocupan un volumen de 36,29 m3.- 83,31 Kg de N2 ocupan un volumen de 56,65 m3.
E1 volumen total de gas que sale del horno será de 104,29m3, y la riqueza del gas ó % de C02 en volumen será del 34,84%.
1.10.2.1.2. Balance de energíaComo hemos visto anteriormente, el horno de cal se
divide en tres zonas: zona de calentamiento, zona de combustióny zona de enfriamiento.
Las temperaturas necesarias para la disociación de lapiedra caliza se alcanzan únicamente en la zona de combustión,donde es de 900 a 1.250 °C.

La mezcla caliza-coke entra en el horno a 10 °C y seencuentra con el gas que sale a 400 °C.
Así mismo, e1 aire entra por las rejillas de extracción a 10°C y la cal sale a 200 °C.
E1 balance de energía del horno será:
Calorías aportadas:
• Por la mezcla piedra-coke:Q = 109,00 · 0,20 · 10 = 218 Kcal.
• Por el aire seco:Q = 106,81 · 0,24 · 10 = 254,21 Kcal.
• Por el vapor de agua del aire:Q = 0,53 Kg · 601,6 Kca1/Kg = 318,85 Kcal
• Por combustión del coke:Q = 9 Kg · 6.820 Kcal/Kg = 61.380 Kcal
Calorías aportadas totales: 62.171,06 Kcal.
Calorías absorbidas:
• Por la cal o incocidos:Q = 58,05 · 0,2 · 200 = 2.322 Kcal.
• Por gases secos:Q = 156,60 · 0,25 · 400 = 15.660 Kcal.
• Por vapor de agua:Q = 0,62 Kg · 748 Kcal/Kg = 463,76 Kcal.
• Por disociación del CaC03:Q = 98 Kg · 435 Kcal/Kg = 42.630 Kcal.
Calorías aportadas totales: 61.075,76 Kcal
• Pérdidas por radiación y convección en el horno:Q = 62.171,06 - 61.075,76 = 1.095,30 Kcal.
1.10.2.1.3. Aislamiento de los hornos de cal
Hemos calculado que las pérdidas por radiación yconvección son de 1.095,30 Kcal % s/piedra.
Entonces las pérdidas en Kcal./h en cada horno serían de:
Q = 1.095,30 Kcal % s/p · 3.280 Kg/h · 1/100 = 35.925,84Kcal./h.

Cada horno tendrá aproximadamente una superficieexterior de 165 m2, con lo que las pérdidas de calor serán de217,73 Kcal/h·m2 en cada horno.
Para calcular el aislamiento vamos a adoptar lascondiciones más desfavorables. Suponemos que la temperaturainterior es la temperatura de la zona más caliente, 1.400 °C, y quelas pérdidas sean de 217,73 Kcal/h·m2 en toda 1a superficie delhorno.
También suponemos 20 ºC para la temperatura ambienteexterior.
Determinamos la temperatura de la pared exterior delhorno por la siguiente ecuación:
217,73 = Hr + HC = 4,92 · 10-8 · 0,74 · (T14 + 204) + 1,50 · (T1
4 –20)1,25 = 75,70 ºC.
Consideramos que el horno es de diámetro infinito paratener la misma superficie de transmisión en el interior que en elexterior. Emplearemos una capa de ladrillo refractario tipo CeCade conductibidad 0,14 Kcal/h·m2·ºC, otra de ladrillo CeCa de 0,09Kcal/h·m2·ºC, y una tercera, que se dispondrá entre la capaanterior y la chapa metálica exterior de arena y de conductibidad0,05 Kcal/h·m2·ºC.
Tomando espesores de 21, 31,5 y 10,5 cmrespectivamente, tenemos una transmisión de calor de 217,73Kcal/h·m2 que es la considerada.
En resumen, e1 horno llevará una pared de 21,0 cm deladrillo refractario tipo CeCa; otra capa de 31,5 cm. de ladrillotipo CeCa y un relleno de 10,5 cm. de arena entre esta y la chapadel horno.
1.10.2.2. Proceso de depuración
1.10.2.2.1. Balance de materia
En primer lugar, vamos a realizar un balance global a todala depuración.
CaO CO2
Jugo de Jugo depuradodifusión

Agua de Espumas lavado
Jugo de difusión + Ca0 + C02 +Agua lavado Jugo depurado +Espumas
E1 jugo precarbonatado ha de tener un pH del orden de 9,lo que equivale a dejar de neutralizar en la precarbonatación 0,2% s/r de la cal que tiene el jugo que entra en el precarbonatador.E1 jugo carbonatado de 1ª ha de tener un pH del orden de 10,5, loque representa un contenido de 0,10 % s/r de cal libre. E1 jugo de2ª carbonatación debe tener un pH alrededor de 11, lo queequivale a un contenido de 0,02 % s/r de cal libre.
Por tanto, en la precarbonatación, 1ª carbonatación y 2ª
carbonatación se deben neutralizar 0,46 % s/r de CaO, 1,07 % s/rde Ca0 y 0,18 % s/r de Ca0 respectivamente. Para ello, senecesitarán 0,36, 0,84 y 0,14 % s/r de C02.
1.10.2.2.1.1. Jugo depurado
Si suponemos un efecto de depuración del 32 %del no-azúcar del jugo de difusión y una pérdida de azúcaren la depuración de 0,08 % s/r, tendremos un jugodepurado con el 16,02 Kg % s/r y un 1,47 Kg. % s/r de no-azúcar, habiéndose eliminado 0,69 Kg % s/r.
1.10.2.2.1.2. Espumas
Las espumas tendrán el 0,08 % s/r de azúcar y el3,76 % s/r de no-azúcar, resultante de sumar al CaC03formado el no-azúcar eliminado en la depuración.
Fijando un 50 % de humedad en las espumas,tendremos un caudal de 7,68 % s/r E1 agua de lavado paralas espumas será 5,76 % s/r.
1.10.2.2.1.3. Cuadro balance reducido
M.S. Az. No-az. Caudal Bx PolPureza (% s/r) (% s/r) (% s/r) (% s/r)
Jugo de difusión 18,26 16,1 2,16 120 15,22 13,4288,16+ lechada de cal 1,73 -- 1,73 9,76 -- -- --+ C02 1,34 -- 1,34 1,34 -- -- --+ Agua de lavado -- -- -- 5,75 -- -- --

- Espumas 3,84 0,08 3,76 7,68 50 1,042,08Jugo depurado 17,49 16,02 1,47 129,18 13,54 12,491,58
1.10.2.2.1.4. Jugo turbio de 1ª carbonatación sin reciclajede lodos del decantador
Tendremos el siguiente balance de materia:
Preencalado Precarbonatación Y 1ª carbonatación
Jugo de Jugodifusión decantado
Encalado Lodos masivo
En el caso que no se haga reciclaje de parte de loslodos obtenidos en el decantador, tendríamos el siguientejugo turbio:
M.S. Az. No-az. Caudal Bx PolPureza (% s/r) (% s/r) (% s/r) (% s/r)
Jugo de difusión 18,26 16,1 2,16 120 15,22 13,4288,16lechada en preencalado 0,66 -- 0,66 3,72 -- -- --CO 2 en precarbonatación 0,36 -- 0,36 0,36 -- -- --lechada en encalado 0,97 -- 0,97 5,47 -- -- --C02 en 1ª carbonatación 0,84 -- 0,84 0,84 -- -- --Jugo turbio de1ª carbonatación 21,09 16,1 2,16 4,99 130,39 12,3576,38
La materia sólida en suspensión en el jugo turbiode 1ª carbonatación sin reciclaje, supuesta unaprecipitación con el CaCO del 90 % del no-azúcar totaleliminado será:
• No-azúcar eliminado: 0,62 % s/r

• CaO: 1,63 % s/r• C02 : 1,20 % s/r
Total materia sólida: 3,45 % s/r
El jugo decantado tendrá las siguientescaracterísticas:
Bx = (21,09 – 3,45)/(130,39 – 3,45) = 13,9
Pol = 16,1/(130,39 – 3,45) = 12,68
1.10.2.2.1.5. Reciclaje de 1/3 de los lodos producidos en eldecantador
Este reciclaje estará formado por 3,45/3 % s/r demateria sólida en suspensión y por jugo decantado, quetendrá el mismo Bx y 1a misma Pol que de no hacersereciclaje; por tanto, tendrá 13,90 de Bx y 12,68 de Po1.En el decantador se exige un rendimiento del jugodecantado del 80% del jugo turbio. Si llamamos Z a lacantidad de lodos reciclados, tendremos:
Jugo turbio/lodos = 100/20 = (130,39 + Z)/3ZZ = 9,31 % s/r
Por tanto, se reciclan 9,31 % s/r de lodos.Entonces, las características técnicas de los lodos serán:
Bx lodos = (3,45/3 + (9,31 - 3,45/3) · 13,9)/9,31 = 24,54
Pol lodos = ((9,31 - 3,45/3) · 13,9)/9,31 = 11,111.10.2.2.1.6. Lodos de 2ª carbonatación
Supuesta en los filtros espesadores una relaciónentre el caudal de jugo filtrado, que es ya el totalmentedepurado, y el de lodos del 3,30 %, tendremos un caudalde lodos de 2ª carbonatación de:
129,18 · 3,3/100 = 4,26 % s/r
Los lodos estarán formados por jugo depurado ypor la materia sólida correspondiente a las impurezaseliminadas, al Ca0 y al C02 añadido.
La materia sólida en suspensión en el jugo turbiode la 2ª carbonatación, suponiendo una coprecipitacióncon el CaC03 del 10 % del no-azúcar total eliminado, será:
• Materia seca en lodos de 2ª:

0,69 · 0,1 + 0,1 + 0,14 + (4,26 – 0,309) • 13,54/100 = 0,84% s/r
• Azúcar en lodos de 2ª :(4,26 – 0,309) · 12,4/100 = 0,49 % s/r
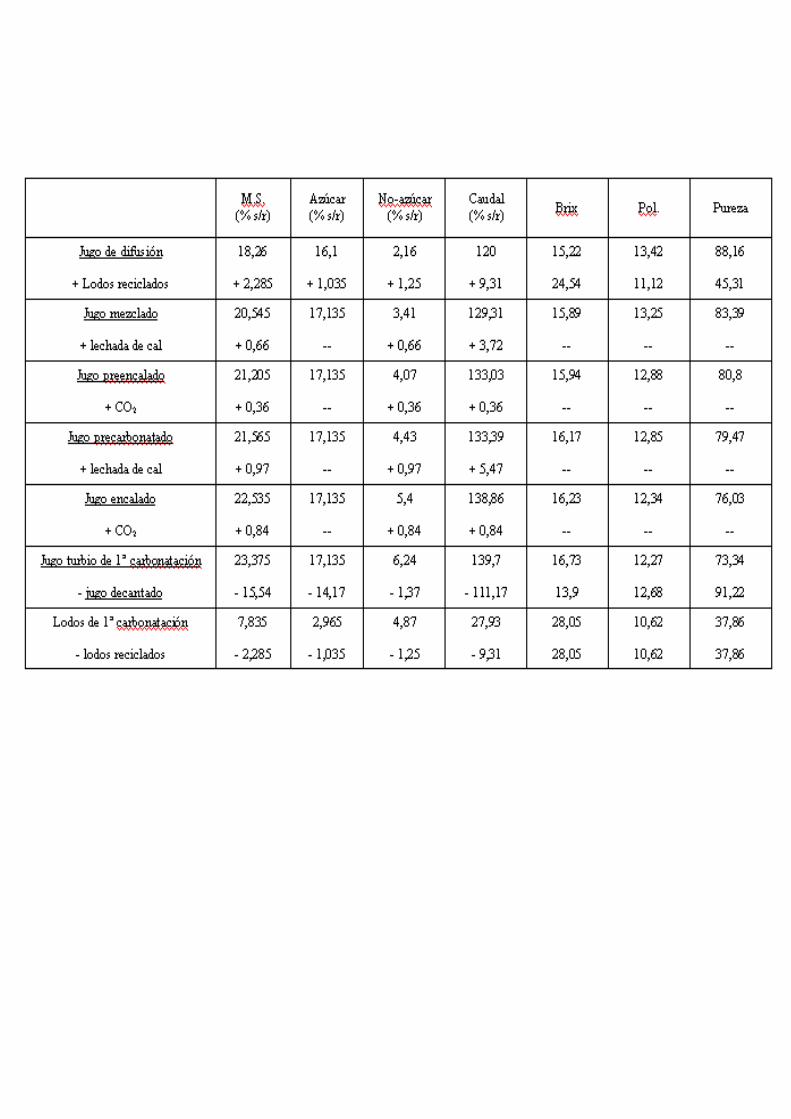
1.10.2.2.1.7. Balance general de la depuración
Con los datos anteriores, resulta el balance generalde depuración que se expone en las páginas siguientes:



1.10.2.2.2. Balance de energía
La buena marcha de la depuración hace necesario que losdistintos jugos azucarados tengan una temperatura apropiada enlas diferentes fases de la depuración.
Se consideran como temperaturas convenientes:
• Precarbonatación: 80 °C.• 1ª carbonatación: 86 °C.• Decantación: 90 ºC.• 2ª carbonatación: 97 °C.
Entre calentamiento y calentamiento suponemos que eljugo pierde 3 °C de temperatura por adiciones de lechada, C02,agua de lavado y pérdidas por radiación. Por tanto, habrá quecalentar el jugo mezclado desde 66 °C(esta temperatura es laresultante de mezclar el jugo de difusión que llega a 65 ºC con loslodos reciclados a 87 °C), hasta los 80 °C necesarios para unaóptima precarbonatación. Habrá que calentar el jugo encaladodesde 77 °C hasta 86 °C. Así mismo, el jugo turbio de la 1ªcarbonatación desde 83 °C a 90 °C y el jugo claro decantado de la1ª carbonatación desde 87 °C hasta 97 °C.
En la 1ª caja de evaporación fijaremos la temperatura deljugo en 130 °C, que es la máxima permisible para que no existanpérdidas por carbonatación del azúcar. Interesa que el jugo aevaporar entre en la 1ª caja de evaporación a la mayortemperatura posible con el fin de aumentar el coeficiente detransmisión de calor de este efecto y disminuir la superficie decalefacción necesaria.
Como calentamos con vapor de escape de 137 ºC,podremos calentar el jugo depurado hasta 120 ºC utilizando vapordel primer efecto de 130 ºC, y una vez que el jugo esté dentro delefecto añadimos algo más de vapor de escape para llevarlo hastala temperatura de ebullición.
Como medio de calefacción para los distintosrecalentamientos emplearemos vapor extraído del múltiple efectode la evaporación, teniendo en cuenta la economía que supone elhacer la extracción lo más atrás posible.
1.10.2.2.2.1. Recalentadores de jugo
El aparato más utilizado para el calentamiento de jugos esel recalentador. Este está esencialmente formado por una cámarade vapor atravesa da por un haz tubular en el interior del cualcircula el jugo a recalentar. Generalmente, este haz tubular esvertical.
Para un buen funcionamiento será preciso que evacuemosde una forma continua las aguas condensadas y los gasesincondensables.

En un recalentador, el jugo no hierve, aunque la ebulliciónes muy favorable para la transmisión de calor.
Para disminuir el costo inicial y e1 stock de repuestos, seproyecta utilizar un único tipo de calentador.
Conociendo las cantidades de calor que se han detransmitir en cada calentador y los coeficientes de transmisión,conocidos por experiencia, y fijada la superficie de calefacción, sedeterminan las diferencias de temperatura que han de existir comomínimo entre e1 vapor y el jugo.
E1 cuadro adjunto recoge todos los datos de losrecalentadores: para el calentamiento de jugos es el recalentador.Éste está esencialmente formado por una cámara de vaporatravesa da por un haz tubular en el interior del cual circula eljugo a recalentar. Generalmente, este haz tubular es vertical.
Para un buen funcionamiento será preciso que evacuemosde una forma continua las aguas condensadas y los gasesincondensables.
En un recalentador, el jugo no hierve, aunque la ebulliciónes muy favorable para la transmisión de calor.
Para disminuir el costo inicial y el stock de repuestos, seproyecta utilizar un único tipo de calentador.
Conociendo las cantidades de calor que se han detransmitir en cada calentador y los coeficientes de transmisión,conocidos por experiencia, y fijada la superficie de calefacción, sedeterminan las diferencias de temperatura que han de existir comomínimo entre el vapor y e1 jugo.
El cuadro adjunto recoge todos los datos de losrecalentadores:



1.10.3. Evaporación del jugo por múltiple efecto
1.10.3.1. Extracciones de vapor
Para determinar las extracciones de vapor realizadas partimos deunas temperaturas aproximadas de vapor saturado en cada efecto de 130,124, 112 y 100 °C. Las variaciones moderadas de estas temperaturasno influyen apreciablemente en las cantidades de vapor extraídas debidoa que la entalpía del vapor y de los condensados son prácticamente lasmismas aunque sus temperaturas varíen en uno o dos grados.
Con estas temperaturas, las cantidades de vapor extraídas son lassiguientes:
• Extracciones del 1° efecto:
- 2° recalentador de jugo antes de evaporación129,09 Kg. % s/r 106 – 120 ºCCalorías absorbidas por e1 jugo = 1.626,53 Kcal % s/rTemp. vapor: 130 °CTemp. condensado: 129°CCantidad de vapor = 1.626,53/(649,3 – 129) = 3,13 Kg % s/r
• Extracciones del 2° efecto:
- Necesitamos vapor para el secadero de azúcar en una cantidadque se estima en 1,05 Kg % s/r
- 1° recalentador de jugo antes de evaporación129,09 Kg. % s/r 92 – 106 ºCCalorías absorbidas por el jugo = 1.626,53 Kcal % s/rTemp. vapor: 124 °CTemp. condensado: 122 °CCantidad de vapor = 1.626,53/(647,4 – 122) = 3,1 Kg % s/r
• Extracciones del 3° efecto:
- Extraemos vapor para la calefacción de las tachas en unacantidad de 26,16 Kg. % s/r.
- Recalentador de jugo turbio de 2ª carbonatación132,73 Kg % s/r 87 – 97 ºCCalorías absorbidas por el jugo = 1.194,57 Kcal % s/rTemp. vapor: 112 °CTemp. condensado: 109 °CCantidad de vapor = 1.194,57/(643,2 – 109) = 2,24 Kg % s/r
• Extracciones del 4° efecto:
- Recalentador de agua de prensas I58,12 Kg % s/r 55 – 70 °C

Calorías absorbidas por el jugo = 871,80 Kca1 % s/rTemp. vapor: 100 °CTemp. condensado: 92 °CCantidad de vapor = 871,8/(638,9 – 92) = 1,59 Kg % s/r
- Recalentador de agua de prensas II58,12 Kg. % s/r 70 – 80 °CCalorías absorbidas por el jugo = 581,2 Kcal % s/rTemp. vapor: 100 °CTemp. condensado: 91°CCantidad de vapor = 581,2/(638,9 – 91) = 1,06 Kg % s/r
- Recalentador de jugo recirculado277,78 Kg % s/r 75 – 88 ºCCalorías absorbidas por el jugo = 3250,03 Kcal % s/rTemp. vapor: 100 ºCTemp. condensado: 91 ºCCantidad de vapor = 3.250,03/(638,9 – 91) = 5,93 Kg % s/r
- También se extrae vapor del 4° efecto para mantener latemperatura adecuada en los difusores. La cantidad de vapor quenecesitamos se estima en 1.626,08/(638,9 – 91) = 2,97 Kg % s/r.
- Recalentador de jugo mezcla129,31 Kg % s/r 66 – 80 ºCCalorías absorbidas por el jugo = 1.629,31 Kcal % s/rTemp. vapor: 100 °CTemp. condensado: 92 °CCantidad de vapor = 1.629,31/(638,9 – 92) = 2,98 Kg % s/r
- Recalentador de jugo encalado138,86 Kg. % s/r 76 – 86 ºCCalorías absorbidas por el jugo = 1.125,58 Kcal % s/rTemp. vapor: 100 °CTemp. condensado: 96 °CCantidad de vapor = 1.125,58/(638,9 – 96) = 2,3 Kg % s/r
- Recalentador de jugo turbio de 1ª carbonatación139,7 Kg % s/r 83 – 90 ºCCalorías absorbidas por el jugo = 880,11 Kcal % s/rTemp. vapor: 100 °CTemp. condensado: 97 °CCantidad de vapor = 880,11/(638,9 – 97) = 1,62 Kg % s/r
Las extracciones de cada efecto son las siguientes:
- Del 1º efecto: 3,13 Kg % s/r- Del 2º efecto: 4,15 Kg % s/r- Del 3º efecto: 28,4 Kg % s/r- Del 4º efecto: 18,45 Kg % s/r

1.10.3.2. Balance de materia y energía
E1 caudal y brix del jugo antes de evaporación es 122,47 Kg %s/r y 13,48. Se pretende diseñar la instalación para conseguir un jarabe de68 Brix aproximadamente. Por lo tanto, el caudal de jarabe será de 24,28Kg % s/r.
La cantidad de agua a evaporar será: 122,47 – 24,28 = 98,19 Kg.% s/r.
A partir de este dato se dimensionará la instalación.Como hemos visto anteriormente, e1 jugo debe entrar al primer
efecto a 130 °C. Para llevarlo hasta esta temperatura utilizamos vaporvivo, por lo que vamos a calentarlo dentro de la 1ª caja de evaporación.Para esto, introduciremos una cantidad adicional de vapor vivo que serála necesaria para calentar 122,47 Kg % s/r de jugo que entra a evaporardesde 120 a 130 °C.
V = 122,47 · 0,9 · (130 – 120)/(651,5 – 137) = 2,14 Kg % s/r
Las adiciones de vapor por expansionamientos de las aguascondensadas que se realizan de la forma descrita antes, serán:
Al 3º efecto: X1Al 4º efecto: X2Al 4º efecto: X3
Sea V el vapor condensado en el 1° efecto, y E1, E2, E3 y E4 lascantidades de vapor producidas en los distintos efectos.
En un cálculo previo podemos suponer que un kilo de vapor de unefecto evapora otro kilo en el efecto siguiente y tendremos por balance demateria y energía los siguientes valores aproximados:
E1 = 34, E2 = 32, E3 = 27, E4 = 5,19
Fijadas las temperaturas de cada cuerpo en 130, 124, 112 y 100°C respectivamente y suponiendo las evaporaciones anteriores en cadaefecto, tendremos las siguientes concentraciones a la salida de losdistintos efectos:
Entrada 1º efecto; Brix: 13,48
Salida 1º efecto:
B1 = 13,48 · 122,47/(122,47 – 34) = 18,66
Salida 2º efecto:
B2 = 13,48 · 122,47/(122,47 – 34 – 32) = 29,23
Salida 3º efecto:

B3 = 13,48 · 122,47/(122,47 – 34 – 32 – 27) = 56,02
Salida 4º efecto:
B4 = 13,48 · 122,47/(122,47 – 34 – 32 – 27 – 5,19) = 68
Los Brix promedios en cada efecto son:
I II III IVBx promedio: 16,07 24,15 42,63 62,01
Para plantear el balance de materia necesitaremos conocer laselevaciones del punto de ebullición del jugo en cada efecto.
En primer lugar, calcularemos las alturas de los tubos de lascalandrias. Densidad del jugo con el brix promedio del 4º efecto: 1.298,3Kg/m3. Consideramos la temperatura de salida del 4º efecto de 100 ºC. El
aumento del punto de ebullición debido a la concentración y a lapresión del efecto es aproximadamente de 3 ºC. Por tanto, si e1 aumentose debiera sólo a la columna líquida, herviría a 100 + 3 = 103 °C. Esto esa una presión:
P = Po + ρghP103 = P100 + ρghP103 = 1,1489 Kg/cm2
P100 = 1,0332 Kg/cm2
h = 891,2 m
Como el nivel óptimo para la altura del jugo en los tubos es de 1/3de la longitud de éstos tendremos que la altura de los tubos del 4º efectoserá:
h = 2673,5 m
Si consideramos 200 mm. más por efecto tendremos:
I II III IVLongitud máxima: 3.275 3.075 2.875 2.675
Elevación del punto de ebullición
Bx promedio h tubos (m.)
Densigad(Kg/m)
Presión (N/m2) Tª
I 16,07 3,275 1.063,5 269.931,2 130
II 24,15 3,075 1.099,6 224.880,6 124
III 42,63 2,875 1.189,9 153.056,4 112
IV 62,01 2,675 1.298,3 101.253,6 100

• Efecto I
P = 269.931,2 + 1.063,5 · 9,8 · 3,275/3 = 281.308,9 N/m2,que equivale a 131,38 °C.∆ pel = 0,5 + 131,38 – 130 = 1,88 ºC
• Efecto II
P = 224.880,6 + 1.099,6 · 9,8 · 3,075/3 = 235.926,1 N/m2,que equivale a 125,48 °C.∆ pe2 = 0,5 + 125,48 – 124 = 1,98 ºC
• Efecto III
P = 153.056,4 + 1.189,9 · 9,8 · 2,875/3 = 164.231,5 N/m2,que equivale a 114,09 °C.∆ pe3 = 0,5 + 114,09 – 112 = 2,59 ºC
• Efecto IV
P = 101.253,6 + 1.298,3 · 9,8 · 2,675/3 = 112.598,6 N/m2,que equivale a 103 °C.∆ pe4 = 0,5 + 103 – 100 = 3,5 ºC
Escala de temperaturas corregidas:
∆ Pe T.jugo Caída real de Tª
Vapor escape(calefacción I) 137º
1º efecto T = 7 130º 1,88 131,88 5,12
2º efecto T = 6 124º 1,98 125,98 4,02
3º efecto T = 12 112º 2,59 114,59 9,41
4º efecto T = 12 100 º 3,50 103,50 8,50
Con estos datos podemos establecer unos balances de materia yenergía más aproximados para determinar las cantidades de vapor decalefacción en el primer efecto, las producidas en cada uno de loscuerpos y las procedentes de las expansiones de aguas condensadas.
Las ecuaciones son:
1) V · (651,5 – 137) + 122,47 · 120,23 = E1 · 649,3 + (122,47 – E1)·118,1;
2) (E1 – 3,13) · (649,3 – 130) + (122,47 – E1) · 118,1 == E2 · 647,4 + (122,47 – E1 – E2) · 105,36;

3) (E2 – 4,15) · (647,4 – 123) + (122,47 – E1 – E2) · 105,36 == E3 · 643,2 + (122,47 – E1 – E2 – E3) · 78,64;
4) (E3 – 28,4 + X1) · (643,2 – 111) + (122,47 – E1 – E2 – E3) · 78,64 == E4 · 638,9 + (122,47 – E1 – E2 – E3 – E4) · 64,09;
5) E4 + X2 + X3 = 18,45;
6) (V + 2,14) · 137 + (E1 – 3,13) · 130 == (V + 2,14 + E1 – 3,13) · 112 + Xl · (643,2 – 112);
7) (V + 2,14 + E1 – 3,13 – X1) · 112 == (V + 2,14 + E1 – 3,13 – X1) · 100 + X2 · (638,9 – 100);
8) (E2 – 4,15) · 123 + (E3 – 28,4 + X1 ) · 111 + 3,13 · 129 + 3,1 · 122+
+ 26,16 · 106 + 2,24 · 109 = (E2 – 4,15 + E3 – 28,4 + Xl + 3,13 + 3,1 +26,16 + 2,24) · 100 + X3 · (6389 – 100);
9) E1 + E2 + E3 + E4 = 98,19;
Resolviendo este sistema se obtienen los siguientes valores:
V = Vapor de escape para la evaporación y para calentar el jugo de120 a 130 °C = 37,0878 Kg % s/rEl = 34,3374 Kg % s/rE2 = 31,9697 Kg % s/rE3 = 28,4980 Kg % s/rE4 = 3,3880 Kg % s/rXl = 2,8034 Kg % s/rX2 = 1,4597 Kg % s/rX3 = 1,8697 Kg % s/r
A continuación, se deberán recalcular estos valores para conseguirmejores resultados.
Si repetimos de nuevo todo el proceso:
Bx promedio: 16,11 24,06 44,53 63,83
A estos bx promedio le corresponden los siguientes incrementosen los puntos de ebullición de los jugos:
∆pe: 1,87 2,04 2,69 3,5
Con estos datos, la escala de temperaturas corregidas sería:
∆pe T. jugo Caída real de Tª

Vapor escape 137º
1° cuerpo 130º 1,87 131,87 5,13
2° cuerpo 124º 2,04 126,04 3,96
3° cuerpo 112º 2,69 114,69 9,31
4° cuerpo 100º 3,50 103,50 8,50Después de plantear y resolver las ecuaciones del mismo modo
que en el primer cálculo, obtenemos los resultados:
V = 36,7258 Kg % s/rE1 = 33,9971 Kg % s/rE2 = 31,1761 Kg % s/rE3 = 29,2056 Kg % s/rE4 = 3,8112 Kg % s/rXl = 2,7744 Kg % s/rX2 = 1,4445 Kg % s/rX3 = 1,8495 Kg % s/r
Con estos nuevos valores, volvemos a realizar otro tanteo paraconseguir unos resultados más cercanos a la realidad.
Comenzamos con el cálculo de los brix a la salida de losevaporadores y con los brix promedio en el interior de los mismos:
Bx promedio: 16,07 23,73 43,79 63,38
A estos brix promedio le corresponden los siguientes incrementosen los puntos de ebullición de los jugos:
∆pe: 1,85 2,04 2,63 3,5
A partir de estos valores se construye una nueva tabla detemperaturas corregidas:
∆pe T. jugo Caída real de Tª
Vapor escape 137º
1° cuerpo 130º 1,85 131,85 5,15
2° cuerpo 124º 2,04 126,04 3,96
3° cuerpo 112º 2,6 114,63 9,37
4° cuerpo 100º 3,5 103,5 8,5
Una vez resueltas las ecuaciones tendremos:

V = 37,0681 Kg % s/rE1 = 34,3217 Kg % s/rE2 = 31,9148 Kg % s/rE3 = 28,5739 Kg % s/rE4 = 3,3825 Kg % s/rXl = 2,8017 Kg % s/rX2 = 1,4589 Kg % s/rX3 = 1,8686 Kg % s/r
Con estos valores se ha confeccionado el esquema de trabajo enevaporación que figura en el plano 6/10.
1.10.3.3. Cálculo de las superficies de calefacción
Para calcular las superficies de calefacción nos basamos en lasiguiente expresión:
Q = U · S · ∆t
En el trabajo de evaporación se define un coeficiente deevaporación específico real o C.E.E.R., que incluye la temperatura realdel jugo en el tubo. Estos C.E.E.R. se calculan mediante la siguienteexpresión:
C = 0,001 · (100 – Bx) – (T – 54)
Bx: Brix promedio.T: Temperatura del vapor que calienta.
Los coeficientes calculados para nuestros evaporadores son:
Cl = 6,97 Kg/h · m2 · ºC de caída realC2 = 5,80 Kg/h · m2 · ºC de caída realC3 = 3,93 Kg/h · m2 · ºC de caída realC4 = 2,12 Kg/h · m2 · ºC de caída real
También sabemos que U = C · Hvapor
Por tanto:
S = Q / U · ∆t = Mvapor / C · ∆t
A partir de esta fórmula calculamos los valores para lassuperficies de calefacción:
S1 = 1.992 m2; Tomamos 2.000 m2
S2 = 2.895 m2; Tomamos 2.900 m2.S3 = 1.627 m2; Tomamos 1.600 m2.S4 = 391 m2; Tomamos 400 m2.

En la práctica, se suelen instalar los tres primeros efectos igualesy un 4° efecto más pequeño. Nosotros vamos a optar por una instalaciónen la que los tres primeros evaporadores tengan una superficie decalefacción de 2.000 m2 y el cuarto evaporador de 900 m2.
Con estas nuevas superficies de calefacción se alterarán losequilibrios establecidos en cada evaporador y variarán las temperaturasde los vapores y los jugos que salen de cada evaporador. Lavariación en el equilibrio de un evaporador se compensa yequilibra con los evaporadores a los que está unidos. De todasformas estas variaciones son suficientemente pequeñas comopara no afectar al régimen de trabajo diseñado para laevaporación.
Como hemos dicho antes, vamos a utilizar los mismos tubos decalandria para todos los efectos. Las distintas superficies necesarias seconseguirán variando el número de tubos de cada evaporador según lalongitud de los tubos.
∆ Pe T.jugo Caída real de Tª
Vapor escape 137º
1º efecto ∆T = 6,98º 130,02º 1,85 131,87 5,13
2º efecto ∆T = 7,77º 122,25º 2,04 124,29 5,73
3º efecto ∆T = 10,2 112,05º 2,63 114,68 7,57
4º efecto ∆T = 7,19º 104,86º 3,5 108,36 3,69
Esta es la tabla con las temperaturas corregidas para lasnuevas superficies.
1.10.4. Cocción del jarabe
1.10.4.1. Balance de materia
1.10.4.1.1. Generalidades
Para realizar el balance de materia vamos a partir del finaldel proceso, es decir, de la melaza, y vamos a utilizar algunosdatos de partida como los siguientes:
• Pureza del jarabe: 91,5517• Azúcar blanca envasada: 14,2867• Brix jugo ante-evaporación: 13,4790• Pureza de la melaza: 53,7764• Azúcar en melaza: 1,6433

Además, el balance se hace sobre la materia seca, azúcar yno-azúcar para tener mayor seguridad. Para los caudales de cadacorriente se deja mayor libertad ya que son variables con lascondiciones diarias de la remolacha y de la fábrica, si queremosobtener los rendimientos prefijados buscados.
De todas formas, vamos a fijar unos datos como los Brixde las masas cocidas y de otros productos, azúcar de 2ª, azúcaramarillo o azúcar de 3ª, y los refundidos de azúcar de 2ª yde 3ª, para poder realizar un balance global.1.10.4.1.2. No-azúcar eliminado por el quentin
E1 no-azúcar de la miel que sale del Quentin es1,3886.
E1 laboratorio da un análisis de 0,028 de Mg2+ en lamiel Quentin.
Sea 0,028/1,3886 · 100 = 2,02 % de Mg2+ conrelación al no-azúcar.
Se ha encontrado por otra parte que Na+ era el 12 %del K+ antes del Quentin. Así, se puede escribir:
K+/(2 · 39) + Na+/(2 · 23) = Mg2+/24 = 0,028/24
Reemplazando Na+ por 0,12 K+ y deduciendo:
K+/(2 · 39) + 0,12 · K+/(2 · 23) = 0,028/24
K+ = 0,0753Na+= 0,0103
E1 no-azúcar anterior al Quentin era:
1,3886 + 0,0753 + 0,0103 – 0,0280 = 1,4462
E1 no-azúcar eliminado por e1 Quentin:
1,4462 – 1,3886 = 0,0576
1.10.4.1.3. Masa cocida de 3ª tacha.
E1 azúcar "amarillo" o azúcar de 3ª producido tendrá elsiguiente análisis:
• Polarización: 92,1911• Agua: 1,9749• No-azúcar: 5,8340
La pureza sería: 92,1911/(92,1911 – 5,834) · 100 =94,0485

Sea m la melaza y S3 el azúcar del 3er jet. Se puede escribirpara las purezas:
m · 53,7764 + S3 · 94'0485 = (m + S3) · 74,5208
Por otra parte: m = 1,6433 + 1,4125 = 3,0558
Se deduce que: S3 = 3,2462
La masa cocida del 3°- jet sería:
Azúcar No-azúcar Mat.seca Pureza
Melaza 1,6433 1,4125 3,0558 53,7764
Azúcar de 3ª 3,0530 0,1932 3,2462 94,0485
Masa cocidade 3ª (MCIII) 4,6963 1,6057 6,3020 74,5208
Teniendo en cuenta el brix de la masa cocida (95,06), elpeso teórico de masa cocida sería: 6,302/0,9506 = 6,6295 Kg %s/r.
Como llevamos esta cocción hasta una densidad de MCIIIde 1,478 Kg/l, tendremos 4,51 l.
Esta densidad pequeña se explica por el hecho de que losaparatos se miden en caliente y que por tanto, la evolución delnivel no tiene excesivas garantías. Consideraremos unabatimiento de la densidad por la relación a la densidad teórica enel cálculo del 1er y 2° jet del mismo orden que el encontrado parael 3er jet.
Para preparar el estudio del afinado, descomponemos elazúcar amarillo en azúcar cristalizado y miel, siendo en esta mieldonde se encuentra el no-azúcar. Se considera que la miel tiene lapureza de la melaza, ya que en la centrifugación de este productono hay beneficiado ni separación de mieles.
Si llamamos E3 a esta miel, el azúcar contenido en E3 será:
0,1932 · 53,7764/(100 – 53,7764) = 0,2248
El azúcar de 3ª se puede escribir:
• Azúcar cristalizado: 3,0530 – 0,2248 = 2,8282• E3
No-azúcar: 0,1932Azúcar: 0,2248
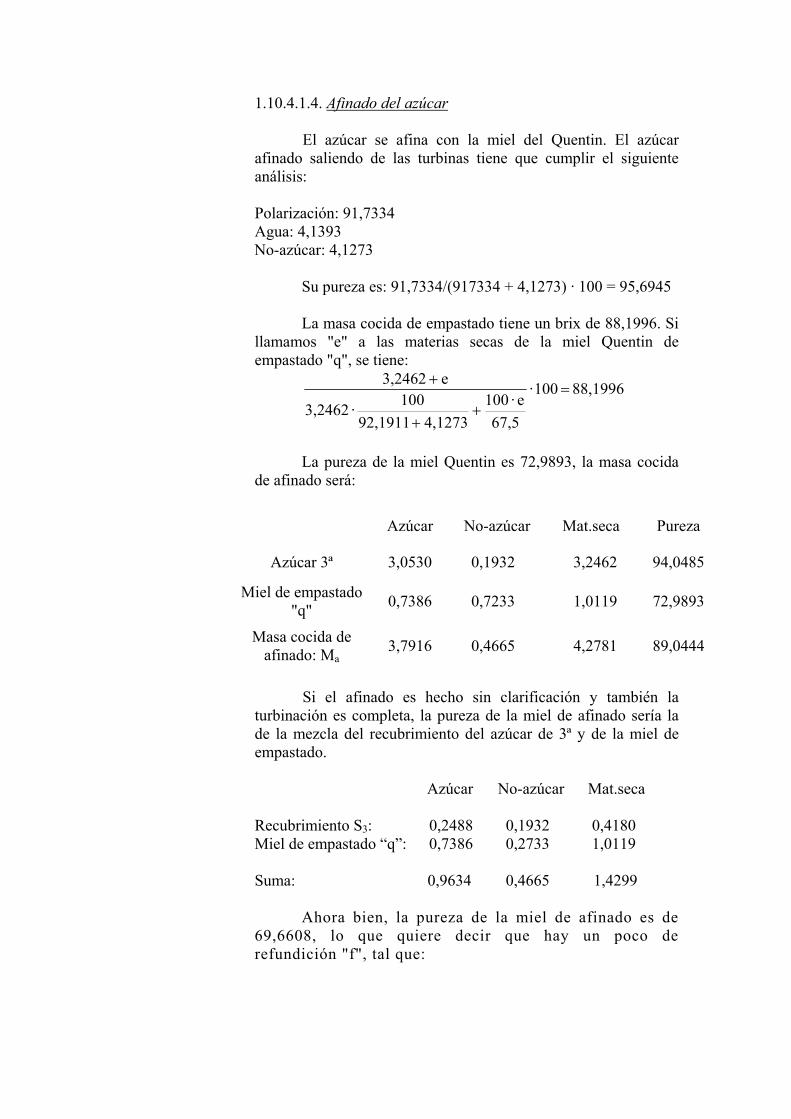
1.10.4.1.4. Afinado del azúcar
El azúcar se afina con la miel del Quentin. El azúcarafinado saliendo de las turbinas tiene que cumplir el siguienteanálisis:
Polarización: 91,7334Agua: 4,1393No-azúcar: 4,1273
Su pureza es: 91,7334/(917334 + 4,1273) · 100 = 95,6945
La masa cocida de empastado tiene un brix de 88,1996. Sillamamos "e" a las materias secas de la miel Quentin deempastado "q", se tiene:
88,1996 100 ·
67,5e · 100
4,1273 92,1911100 · 3,2462
e 3,2462=
++
+
La pureza de la miel Quentin es 72,9893, la masa cocidade afinado será:
Azúcar No-azúcar Mat.seca Pureza
Azúcar 3ª 3,0530 0,1932 3,2462 94,0485
Miel de empastado"q" 0,7386 0,7233 1,0119 72,9893
Masa cocida deafinado: Ma
3,7916 0,4665 4,2781 89,0444
Si el afinado es hecho sin clarificación y también laturbinación es completa, la pureza de la miel de afinado sería lade la mezcla del recubrimiento del azúcar de 3ª y de la miel deempastado.
Azúcar No-azúcar Mat.seca
Recubrimiento S3: 0,2488 0,1932 0,4180Miel de empastado “q”: 0,7386 0,2733 1,0119
Suma: 0,9634 0,4665 1,4299
Ahora bien, la pureza de la miel de afinado es de69,6608, lo que quiere decir que hay un poco derefundición "f", tal que:

1077,0f 69,6608 100 · f 4299,1f 0,9634
AA
A =⇒=++
Esta refundición reduce el azúcar cristalizadopreexistente en el azúcar de 3ª a afinado.
2,8282 – 0,1077 = 2,7205
Esto representa un 3,81 % de refundición.E1 azúcar afinado, conteniendo 2,7205 de azúcar
cristal y una miel madre de afinado de pureza 69,6608.Como el azúcar afinado tiene una pureza de 95,6945podemos determinar el valor de la miel madre tal que:
95,6945 100 · E 2,7205
10069,6608 ·E 2,7205
A
A =+
+
E = 0,4499 Kg de materia seca en miel madre delafinado en % s/r.
Azúcar afinado
• Azúcar cristalizado: 2,7205• Miel:
Azúcar: 0,4499 · 69,6608/100 = 0,3134No-azúcar: 0,4499 – 0,3134 = 0,1365Total: 3,1704La definición de la masa cocida de afinado puede
resumirse de la manera siguiente por los productosentrantes y los productos salientes:
Azúcar Azúcar en No-azúcar Mat.seca
Cristal solución
Entradas:Azúcar: 2,8282 0,2248 0,19323,2462Miel empastado “q”: -- 0,7386 0,27331,0119
Salidas:Azúcar afinado Sa: 2,7205 0,3134 0,13653,1704Miel de afinado: -- 0,7577 0,331,0877
1.10.4.1.5. Componentes de la masa a cocción al 3er jet

La masa a cocción de 3er jet (MIII) está constituída por lamiel Quentin que no se ha necesitado en el afinado, por la miel deafinado y por un complemento eventual de miel rica de 2ª (ERII)para ajustar la pureza.
Se ha visto anteriormente que la masa cocida de 3er jet era:
Azúcar No-azúcar Mat.seca Pureza
MIII 4,6963 1,6057 6,3020 74,5208
-Ea 0,7577 0,3300 1,0877 69,6609
Diferencia 3,9386 1,2757 5,2143
Esta diferencia representa la suma de 1a miel del Quentinque no va al afinado Q + ERII (miel rica del 2° jet aportada al3er jet).
Sabiendo que Q tiene una pureza de 72,9893 y ERII de85,1777, se puede escribir:
Q + ERII = 5,2143Q · 72,9893/100 + ERII · 85,1777/100 = 3,9386
ERII = 1,0854 (parte de la ERII total)Q = 4,1289
La definición completa del 3er jet puede escribirsefinalmente por las entradas y salidas.
Azúcar No-azúcar Mat.secaEntradas:Ea: 0,7577 0,3300 1,0877Q: 3,0136 1,1153 4,1289ERII: 0,9250 0,1604 1,0854
Salidas:S3: 3,0530 0,1932 3,2462m: 1,6433 1,4125 3,0558
1.10.4.1.6. Miel pobre II (EPII) anterior al quentin
Se ha visto anteriormente que la miel Quentin seutiliza para el empastado artificial y el resto vadirectamente al 3er jet. Las cantidades respectivas son lassiguientes:

Azúcar No-azúcar Mat.seca Pureza
q 0,7386 0,2733 1,0119 72,9893
Q 3,0136 1,1153 4,1289 72,9893
Miel Quentin(Suma) 3,7522 1,3886 5,1408 72,9893
Hemos visto anteriormente que el Quentin elimina0,0576 del no-azúcar. La EPII antes del Quentin tiene, portanto, de no-azúcar:
1,3886 + 0,0576 = 1,4462 y se escribe:
Azúcar No-azúcar Mat.seca Pureza
EPII 3,7522 1,4462 5,1989 72,1799
1.10.4.1.7. Masa cocida de 2° jet.
La MCII da EPII, ERII y S2. El azúcar S2 es azúcar de 2ªque irá a refundido. Este azúcar, a 1a salida de las centrífugaspresenta el siguiente análisis:
• Polarización: 97,4574• Agua: 1,9728• No-azúcar: 0,5698
Su pureza es: 97,4574/(974574 + 0,5698) · 100 = 99,4188E1 volumen de MCII es de 10,86 l % s/r. Para tener en
cuenta la observación hecha a propósito del 3er jet, tomaremosuna densidad de 1,467 para un brix de 93,73. E1 peso de la MCIIen materias secas resulta pues:
10,86 · 1,467 · 93,73/100 = 14,9329Pureza = 88,1028
Azúcar No-azúcar Mat.seca Pureza
MCII 13,1563 1,7766 14,9329 88,1028
- EPII 3,7522 1,4462 5,1984 72,1999

S2 + ERII 9,4041 0,3304 9,7345
que representa la suma del S2 y ERII. Sabiendo que lapureza del azúcar es 99,4188 y la pureza de la ERII 85,1777, sepuede escribir:
9,7345 = S2 + ERII99,4188/100 · S2 + 85,1777/100 · ERII = 9,4041S2 = 7,8112ERII = 1,9233
La masa cocida II estará formada por:
Azúcar No-azúcar Mat.seca Pureza
S2 7,7658 0,0454 7,8112 99,4188
EPII 3,7522 1,4462 5,1984 72,1999
ERII 1,6383 0,2850 1,9233 85,1777
13,1563 1,6766 14,9329 88,1028
1.10.4.1.8. Miel rica II (ERII)
La miel rica está constituida por la miel pobre que quedaen la turbina a1 principio del lavado y el azúcar cristalizado quees refundido por el lavado. Este razonamiento es válido tanto parael azúcar blanco como para el azúcar que contiene todavía no-azúcar a condición de considerar el recubrimiento de este azúcarcomo de la miel rica. Desconpondremos primero el azúcar S2 enazúcar cristal más el recubrimiento: S’2 + E2.
S’2 + E2 = 7,81121,00 · S’2 + 85,1777/100 · E2 = 7,7658S’2 = 7,5049E2 = 0,3063
La ERII total y comprendido el recubrimiento delazúcar es entonces:
1,9233 + 0,3063 = 2,2296
Si f2 es la fracción de cristales que se disuelven yllamamos epII a la cantidad de EPII comprendida en laERII:
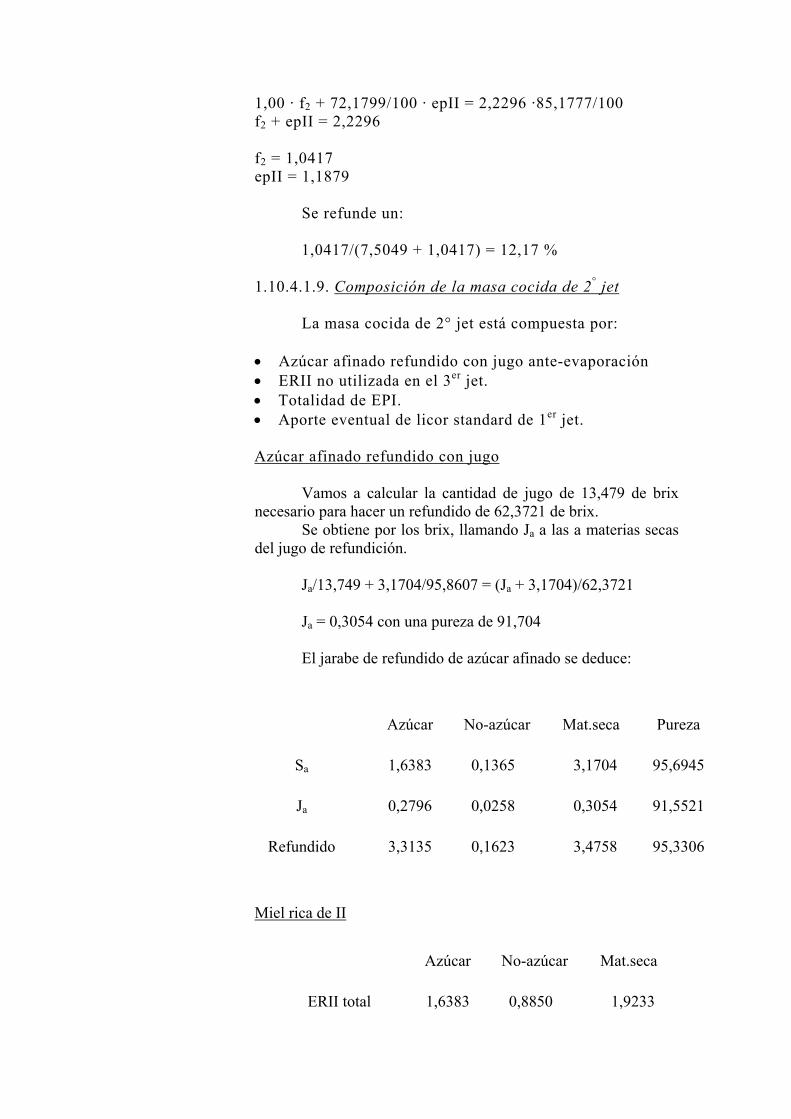
1,00 · f2 + 72,1799/100 · epII = 2,2296 ·85,1777/100f2 + epII = 2,2296
f2 = 1,0417epII = 1,1879
Se refunde un:
1,0417/(7,5049 + 1,0417) = 12,17 %
1.10.4.1.9. Composición de la masa cocida de 2° jet
La masa cocida de 2° jet está compuesta por:
• Azúcar afinado refundido con jugo ante-evaporación• ERII no utilizada en el 3er jet.• Totalidad de EPI.• Aporte eventual de licor standard de 1er jet.
Azúcar afinado refundido con jugo
Vamos a calcular la cantidad de jugo de 13,479 de brixnecesario para hacer un refundido de 62,3721 de brix.
Se obtiene por los brix, llamando Ja a las a materias secasdel jugo de refundición.
Ja/13,749 + 3,1704/95,8607 = (Ja + 3,1704)/62,3721
Ja = 0,3054 con una pureza de 91,704
El jarabe de refundido de azúcar afinado se deduce:
Azúcar No-azúcar Mat.seca Pureza
Sa 1,6383 0,1365 3,1704 95,6945
Ja 0,2796 0,0258 0,3054 91,5521
Refundido 3,3135 0,1623 3,4758 95,3306
Miel rica de II
Azúcar No-azúcar Mat.seca
ERII total 1,6383 0,8850 1,9233

- ERII al 3er jet 0,7133 0,1246 0,8379
ERII al 2º jet 0,9250 0,7604 1,6854
Total refundido + ERII al 2º jet
Azúcar No-azúcar Mat.seca
4,2385 0,3227 4,5612
La masa cocida de 2º jet:
Azúcar No-azúcar Mat.seca Pureza
Masa II 13,2963 1,7601 15,0564 --
- (R + ERII) 4,2385 0,3227 4,5612 --
EPI + jarabestandard 9,0578 1,4374 10,4952 86,3042
Se ve pues que EPI tiene una pureza de 85,3338 y portanto, hay una cierta entrada de jarabe standard. Se podríaterminar el cálculo del 2º jet aquí tomando la pureza de las masascocidas del 1er jet, que es la del licor standard.
1.10.4.1.10. Masa cocida de 1er jet
Igual que en el 2° jet, determinaremos primero el peso demasa cocida del 1er jet, MCI, suponiendo una densidad de 1,465 yteniendo en cuenta un brix de 93,5900 y sabiendo que el volumende masa cocida es de 23,26 l.
MCI = 23,26 · 1,465 · 93,59/100 = 31,8865La masa cocida del 1er jet está enteramente realizada con
jarabe standard del cual una pequeña parte va al 2° jet.El jarabe standard está constituido por:
Totalidad del jarabe virgen y refundido de azúcar de 2ª.Miel rica de 1er jet (ERI).
No olvidemos deducir del azúcar entrante bajo forma dejarabe virgen, el jugo de refundición del azúcar afinado que ya ha
entrado en el esquema en el 2° jet, y el jugo de refundición deazúcar de 2ª.
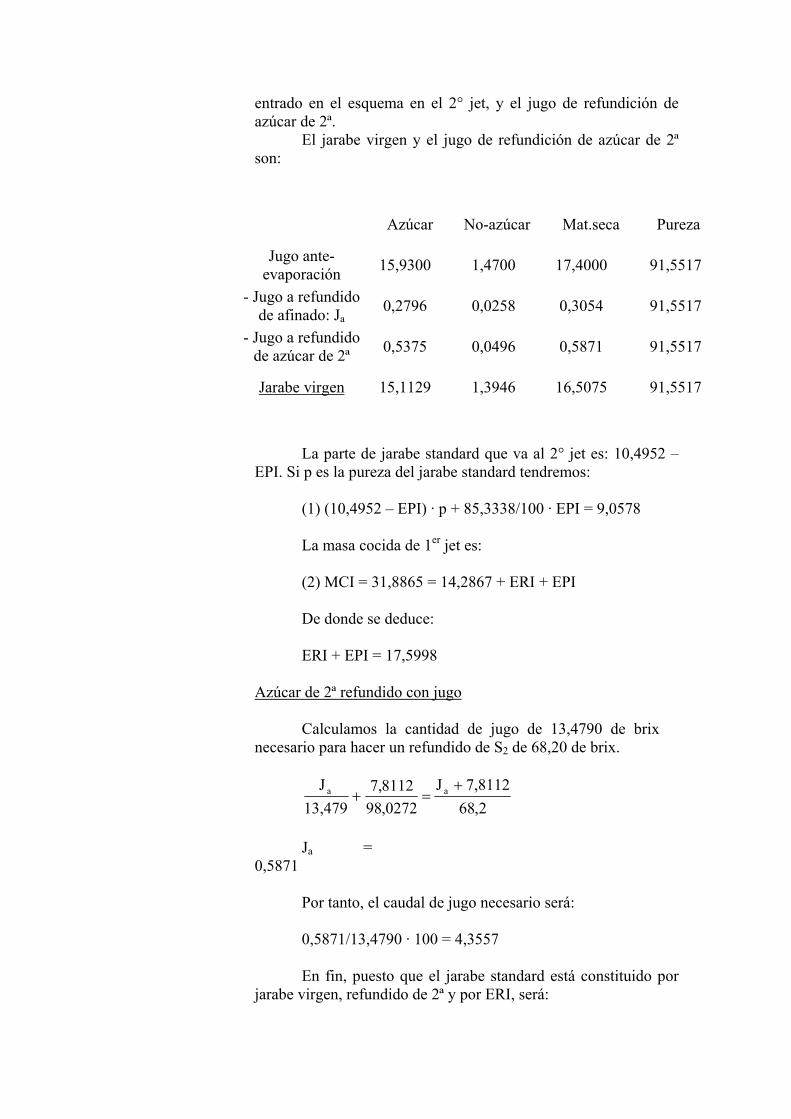
El jarabe virgen y el jugo de refundición de azúcar de 2ªson:
Azúcar No-azúcar Mat.seca Pureza
Jugo ante-evaporación 15,9300 1,4700 17,4000 91,5517
- Jugo a refundidode afinado: Ja
0,2796 0,0258 0,3054 91,5517
- Jugo a refundidode azúcar de 2ª 0,5375 0,0496 0,5871 91,5517
Jarabe virgen 15,1129 1,3946 16,5075 91,5517
La parte de jarabe standard que va al 2° jet es: 10,4952 –EPI. Si p es la pureza del jarabe standard tendremos:
(1) (10,4952 – EPI) · p + 85,3338/100 · EPI = 9,0578
La masa cocida de 1er jet es:
(2) MCI = 31,8865 = 14,2867 + ERI + EPI
De donde se deduce:
ERI + EPI = 17,5998
Azúcar de 2ª refundido con jugo
Calculamos la cantidad de jugo de 13,4790 de brixnecesario para hacer un refundido de S2 de 68,20 de brix.
2,687,8112 J
0272,988112,7
13,479J aa +
=+
Ja =0,5871
Por tanto, el caudal de jugo necesario será:
0,5871/13,4790 · 100 = 4,3557
En fin, puesto que el jarabe standard está constituido porjarabe virgen, refundido de 2ª y por ERI, será:

Azúcar No-azúcar Mat.seca
Jarabe virgen 15,1129 1,3946 16,5075
S2 8,3032 0,0950 8,3982
ERI 95,3911/100 ·ERI
0,0407 ·ERI ERI
Esto permite escribir que la pureza p del jarabe standardes:
(III) ERI 9057,24
ERI · 10095,9311 4161,23
p+
+=
De las tres ecuaciones planteadas, se puede deducir laecuación de p que sería:
(IV) 32,0103 p2 – 45,5238 p + 29"1135 = 0
p = 94,4258
Este valor permite calcular:
ERI = 7,7220EPI = 9,8778
Deduciendo la composición del jarabe standard:
Azúcar No-azúcar Mat.seca
Jarabe virgen 15,1129 1,3946 16,5075
Refundido de 2ª 8,3032 0,0950 8,3982
ERI 7,4078 0,3142 7,7220
Suma 30,8239 1,8038 32,6277
Por diferencia con MCI que puede escribirse manteniendola pureza de 94,5750:

Azúcar No-azúcar Mat.seca
MI 30,123 1,7629 31,8865
Jarabe Standarden el 2º jet 0,7003 0,0409 0,7412
La expresión completa del 1er jet para las entradas y lassalidas son las siguientes:
Azúcar No-Azúcar Mat. seca Pureza
Entradas:Jarabe standard: 30,1236 1,7629 31,886594,4716
Salidas:Azúcar blanquilla: 14,2867 -- 14,2867100EPI: 8,4291 1,4487 9,8778
85,3338ERI: 7,4078 0,3142 7,7220
95,9311
1.10.4.1.11. Expresión final de la masa cocida del 2º jet
Teniendo en cuenta el jarabe entrante en el pie del 2° jet sepuede explicitar completamente la masa cocida de 2º jet por lasentradas y salidas:
Azúcar No-Azúcar Mat. seca Pureza
Entradas:Jarabe standard: 0,7003 0,0409 0,741294,4258Refundido S3: 3,3136 0,1624 3,476095,3306EPI: 8,4291 1,4487 9,877885,3338ERII (parte): 0,7133 0,1246 0,837985,1777
Salidas:

S2: 7,7658 0,1246 7,811299,4188EPII: 3,7522 1,4462 5,1984
72,1799ERII: 1,6383 0,2850 1,9233
88,1777
1.10.4.1.12. Cuadro global de balance de materia
E1 siguiente cuadro recoge las características de todas lascorrientes involucradas en este proceso.





1.10.4.2. Balance de energía
1.10.4.2.1. Generalidades
El calor específico de las soluciones azucaradas está dadoaproximadamente por la fórmula:
c = 1 – 0,0056 Brix (Kcal./Kg ºC)
Esta fórmula puede aplicarse sin grandes inconvenientes ajugos, jarabes y mieles de diversas purezas. Sin embargo, lasmasas cocidas llevan consigo cristales de azúcar que modifican elcalor específico total. Puede decirse que el calor específico de lasmasas cocidas es aproximadamente:
c = 1 – 0,0070 Brix (Kcal./Kg ºC)
Admitimos que el agua con la que se alimentan las tachaspara mantener el grado de saturación conveniente está a latemperatura de 60 ºC.
La temperatura dentro de la tacha la fijamos en 75 ºC.
1.10.4.2.2. Tachas de 1ª
Para establecer el balance de energía, señalamos acontinuación los caudales con sus temperaturas y caloresespecíficos o con las entalpías:
• Jarabe virgen 24,2757 % s/rTemperatura: 65 ºCCalor específico: 0,5920 Kcal/Kg°C
• ERI 10,0390 % s/rTemperatura: 60 ºCCalor específico: 0,5385 Kcal/Kg°C
• Refundido de azúcar de 2ª 12,3141 % s/rTemperatura: 60 ºCCalor específico: 0,6258 Kcal./Kg°C
Estas tres corrientes forman el jarabe standard que formaíntegramente la MI, excepto una pequeña porción que se utilizarácomo "pie de tacha" de 2ª cocción.
• Jarabe standard total 46,6288 % s/rTemperatura: 63,61°CCalor específico: 0,5802 Kcal/Kg°C
Después de restar la porción de jarabe que va a la MII,tendremos:

• Jarabe standard a MI 45,5694 % s/rTemperatura: 63,61°CCalor específico: 0,5802 Kcal/Kg°C
• Agua lavado tachas 0,5029 % s/rTemperatura: 60°CCalor específico: 1 Kcal/Kg°C
Las salidas de la 1ª tacha serán:
• MCI 34,0704 % s/rTemperatura: 75 °CCalor específico: 0,3449 Kcal/Kg°C
• Agua evaporada 12,0019 % s/rTemperatura: 75 °CEntalpía: 629,3 Kcal/Kg°C
Según esto, las necesidades de calor serán:
Calor que entra
• En jarabe standardQ = 45,5694 · 0,5802 · 63,61 = 1.681,8081 Kcal % s/r
• En agua lavado tachasQ = 0,5029 · 1 · 60 = 30,1740 Kcal % s/r
Total: 1.711,9821 Kcal % s/r
Calor que sale
• En MCIQ = 34,0704 · 0,3449 · 75 = 881,3161 Kcal % a/r
• En agua evaporadaQ = 12,0019 · 629,3 = 7.552,7957 Kcal % s/r
Total: 8.434,1118 Kcal % s/r
Por tanto, el calor ha suministrar sería:
Q = 8.434,1118 – 1.711,9821 = 6.722,1297 Kcal % s/r
Si consideramos que las pérdidas suben al 30 % y que elvapor proviene del 3er efecto, por lo que está a 112 ºC y condensaa 106 °C, tendremos que la cantidad real de vapor necesaria será:
Q = 1,3 · 6.722,1297/(629,3 – 106) = 16,6993 Kg % s/r
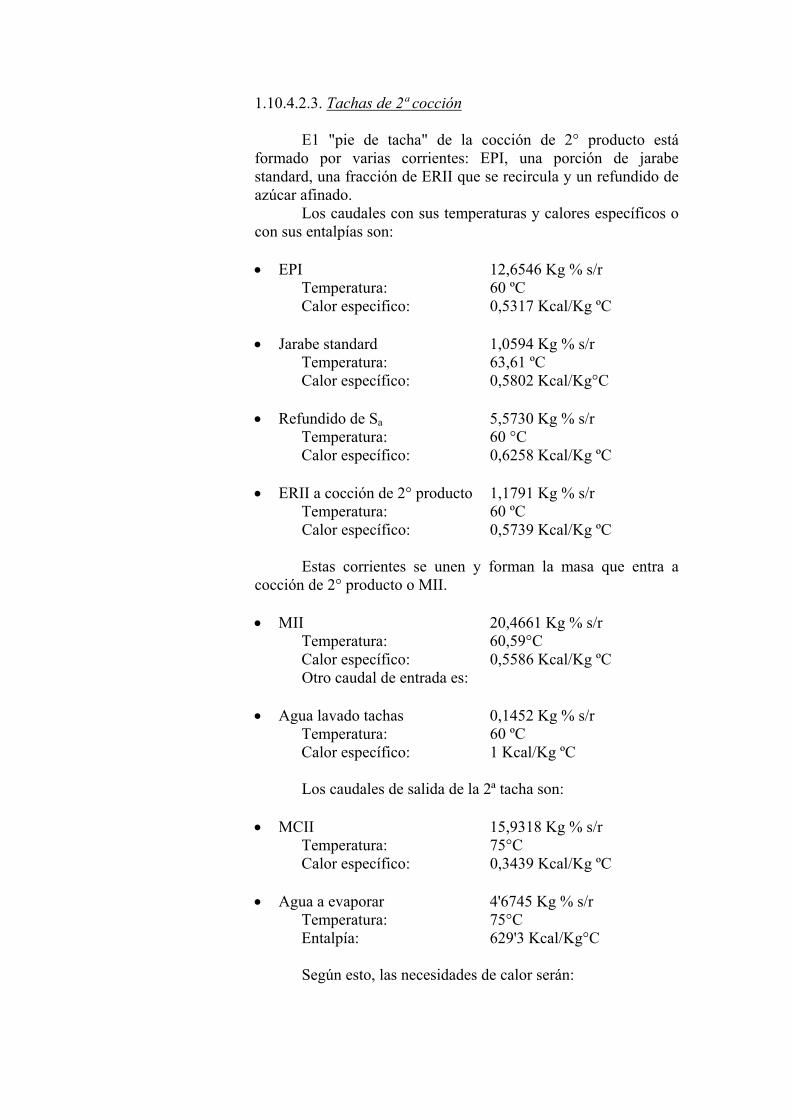
1.10.4.2.3. Tachas de 2ª cocción
E1 "pie de tacha" de la cocción de 2° producto estáformado por varias corrientes: EPI, una porción de jarabestandard, una fracción de ERII que se recircula y un refundido deazúcar afinado.
Los caudales con sus temperaturas y calores específicos ocon sus entalpías son:
• EPI 12,6546 Kg % s/rTemperatura: 60 ºCCalor especifico: 0,5317 Kcal/Kg ºC
• Jarabe standard 1,0594 Kg % s/rTemperatura: 63,61 ºCCalor específico: 0,5802 Kcal/Kg°C
• Refundido de Sa 5,5730 Kg % s/rTemperatura: 60 °CCalor específico: 0,6258 Kcal/Kg ºC
• ERII a cocción de 2° producto 1,1791 Kg % s/rTemperatura: 60 ºCCalor específico: 0,5739 Kcal/Kg ºC
Estas corrientes se unen y forman la masa que entra acocción de 2° producto o MII.
• MII 20,4661 Kg % s/rTemperatura: 60,59°CCalor específico: 0,5586 Kcal/Kg ºCOtro caudal de entrada es:
• Agua lavado tachas 0,1452 Kg % s/rTemperatura: 60 ºCCalor específico: 1 Kcal/Kg ºC
Los caudales de salida de la 2ª tacha son:
• MCII 15,9318 Kg % s/rTemperatura: 75°CCalor específico: 0,3439 Kcal/Kg ºC
• Agua a evaporar 4'6745 Kg % s/rTemperatura: 75°CEntalpía: 629'3 Kcal/Kg°C
Según esto, las necesidades de calor serán:
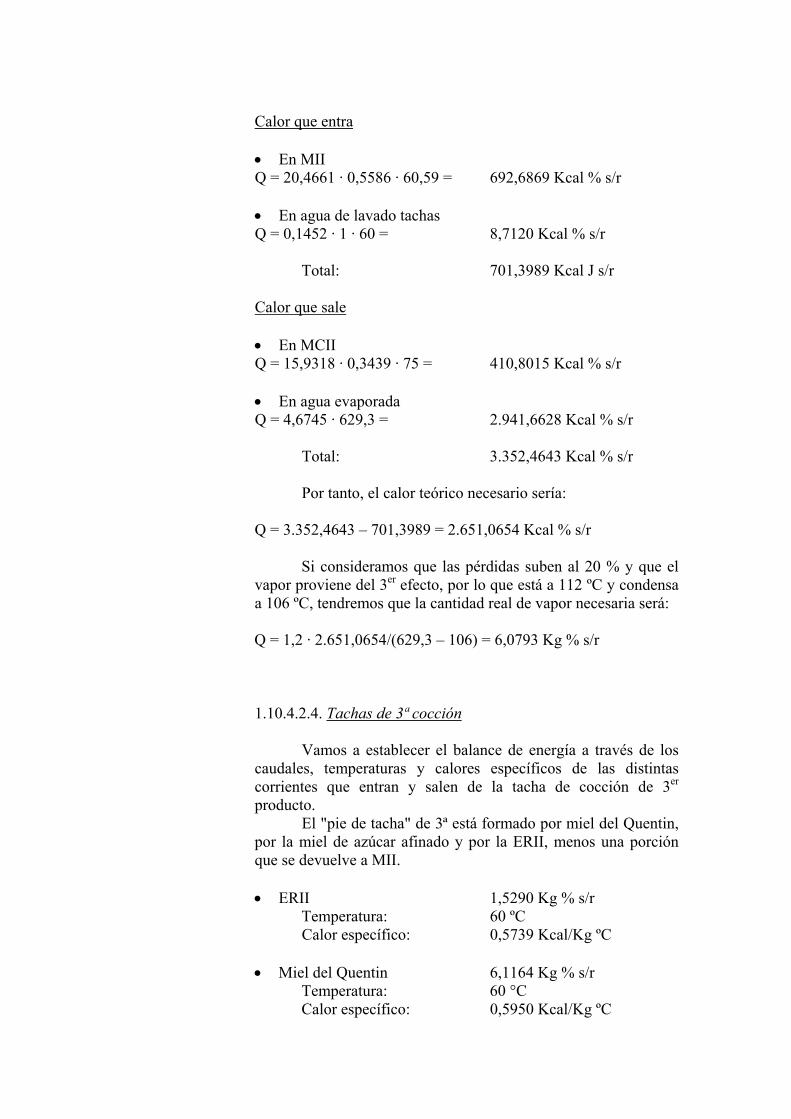
Calor que entra
• En MIIQ = 20,4661 · 0,5586 · 60,59 = 692,6869 Kcal % s/r
• En agua de lavado tachasQ = 0,1452 · 1 · 60 = 8,7120 Kcal % s/r
Total: 701,3989 Kcal J s/r
Calor que sale
• En MCIIQ = 15,9318 · 0,3439 · 75 = 410,8015 Kcal % s/r
• En agua evaporadaQ = 4,6745 · 629,3 = 2.941,6628 Kcal % s/r
Total: 3.352,4643 Kcal % s/r
Por tanto, el calor teórico necesario sería:
Q = 3.352,4643 – 701,3989 = 2.651,0654 Kcal % s/r
Si consideramos que las pérdidas suben al 20 % y que elvapor proviene del 3er efecto, por lo que está a 112 ºC y condensaa 106 ºC, tendremos que la cantidad real de vapor necesaria será:
Q = 1,2 · 2.651,0654/(629,3 – 106) = 6,0793 Kg % s/r
1.10.4.2.4. Tachas de 3ª cocción
Vamos a establecer el balance de energía a través de loscaudales, temperaturas y calores específicos de las distintascorrientes que entran y salen de la tacha de cocción de 3er
producto.El "pie de tacha" de 3ª está formado por miel del Quentin,
por la miel de azúcar afinado y por la ERII, menos una porciónque se devuelve a MII.
• ERII 1,5290 Kg % s/rTemperatura: 60 ºCCalor específico: 0,5739 Kcal/Kg ºC
• Miel del Quentin 6,1164 Kg % s/rTemperatura: 60 °CCalor específico: 0,5950 Kcal/Kg ºC

• Miel de azúcar afinado 1,7694 Kg % s/rTemperatura: 60 °CCalor específico: 0,6312 Kcal/Kg ºC
Estas corrientes forman la MIII
• MIII 9,4148 Kg % s/rTemperatura: 60 °CCalor específico: 0,5984 Kcal/Kg °C
• Agua lavado tachas 0,0518 Kg % s/rTemperatura: 60 °CCalor específico 1 Kcal/Kg ºC
Las salidas de la 3ª tacha serán las siguientes:
• MCIII 6,6295 Kg % s/rTemperatura: 75 ºCCalor específico: 0,3346 Kcal/Kg °C
• Agua evaporada 2,8371 Kg % s/rTemperatura: 75 ºCEntalpía: 629,3 Kcal/Kg °C
El balance de energía en esta tacha será:
Calor que entra
• En MIIIQ = 9,4148 · 0,5984 · 60 = 338,0290 Kcal % s/r
• En agua de lavado tachasQ = 0,0518 · 1 · 60 = 3,1080 Kcal % s/r
Total: 341,1370 Kcal J s/r
Calor que sale
• En MCIIIQ = 6,6295 · 0,3346 · 75 = 166,3673 Kcal % s/r
• En agua evaporadaQ = 2,8371 · 629,3 = 1.785,3870 Kcal % s/r
Total: 1.951,7543 Kcal % s/r
Por tanto, el calor teórico a suministrar:

Q = 1.951,7543 – 341,1370 = 1.610,6173 Kcal % s/r
Considerando unas pérdidas del 10 % y que el vaporproviene del 3er efecto, por lo que entrará a 112 °C y se condensahasta 106 °C, tenemos que la cantidad real de vapor necesariosería:
Q = 1,1 · 1.610,6173/(629,3 – 106) = 3,3856 Kg % s/r
1.10.4.2.5. Cantidad de vapor necesaria para tachas a extraer del3er cuerpo de evaporación
La cantidad de vapor a 112°C que necesitamos para lastachas es: 16,6993 + 6,0793 + 3,3856 = 26,1642 Kg % s/r.
1.10.4.3 Instalación del jet I
Se conoce como jet al conjunto formado por las tachas,malaxadores y centrífugas de las que se obtiene un tipo de azúcar.Nosotros tenemos tres productos: azúcar blanquilla, azúcar de 2ª y azúcarde 3ª o azúcar amarillo.
Por lo tanto, nuestro departamento de cocción estará dividido entres jets.
1.10.4.3.1. Tachas de cocción de 1ª
Se van a utilizar tachas de calandria de 520 Hl decapacidad útil y de un diseño adecuado para que el volumen demasa cocida quede a una altura de 1,5 m por encima de la placasuperior de la calandria. Para calcular el número de tachasnecesarias partimos del caudal de masa a cocción de 1er productoo MI.
Caudal = 45,5694 Kg % s/r = 94,9362 Tm/h = 2.278,47 Tm/dia
E1 peso de masa cocida, limitado por la capacidad útil dela tacha será:Peso cocida = 52.000 dm3 · 1 m3/1000 dm3 · 1,4 Tm/m3 = 72,8Tm.
Así, el número de cocidas necesarias será:
2.278,47/72,8 = 31,3 cocidas/día
El tiempo necesario para la cocción del 1er producto es de3 horas y 30 minutos aproximadamente, por lo que una tacha de520 Hl podrá realizar 6,8 cocidas al día. Por esta razón, seinstalarán 5 tachas para la cocción y 2 tachas más de reserva queserán mixtas con las tachas de 2ª.
Para el cálculo de las superficies de calefacción partiremosde un coeficiente de transmisión de calor de 6 Kcal/m2·ºC·min,

una duración de la transmisión de calor de 3 h/cocida y unatemperatura del vapor y de la MI de 112 y 75 °Crespectivamente.Tenemos:
( )( )
2m 8,145.175-112 · 3/3,5 · 24 · 60 · 610.000 · 3,5 · 16,6993 · 1062,643 S =
−=
Por tanto, las 5 tachas serán de 520 Hl de capacidad útil ycon una superficie de calefacción de 230 m2 cada una.
1.10.4.3.2. Malaxadores de 1ª
Como se recoge en la memoria, vamos a instalarcristalizadores de tipo Werkspoor. Estos cristalizadores estántrabajando en una fábrica cuya capacidad es de 208,33 Tm. deremolacha/hora, que emplea un sistema de 3 templas y seobtienen 232,56 l de masa cocida de primer producto, MCI, porcada tonelada de remolacha.
Volumen y dimensiones del Werkspoor
La cantidad de masa cocida por tratar es de 232,56 l deMCI/TR; es decir, un volumen total de: 232,56 · 208,33 =48.449,22 l/h
El tiempo necesario para que se enfríe suele ser de 1,5horas, de donde la capacidad del Werkspoor, es decir, la cantidadde masa cocida que debe contener es:
c = 48.449,22 · 1,5 = 72.673,83 l = 726,7383 Hl.
Vamos a instalar por tanto, 3 malaxadores de 375 Hl decapacidad cada uno, estando uno de reserva y dos enfuncionamiento contínuo. Vamos a calcular las dimensiones delmalaxador tomando como norma que la longitud del recipiente L,sea igual a 3,5 veces el diámetro D, éste será:
C = 1/8 · D2 · L = 1,37 D3 = 37,5; de donde: D = 3 m.
Se adoptará entonces un diámetro de 3 m. Para estediámetro, él volumen teórico de trabajo es:
u = 0,3927 D2 = 0,3927 · 32 = 3,53 m3.
de donde la longitud del recipiente es:
L = 37,5/3,53 = 10,62; Aproximadamente11 m.
Superficie de enfriamiento

Si el agua de enfriamiento puede obtenerse a 25 ºC y si sesupone que la temperatura del agua a la salida es de 50 ºC, y elvalor del coeficiente de transmisión del calor es de 73Kcal/m2·ºC·h, se tendrá:
( ) ( )( )( )
2
2
m 307 S
m 45,306254050-75Ln ·
25-40 - 50-7540 - 75 ·
430,3449 · 1,5 · 24.224,61 S
=
=−
=
La superficie de enfriamiento de un solo disco tiene elvalor de:
S = (1 + 0,1D) · D'2 = (1 + 3/10) · 2,982 = 11,54 m2.
de donde, el número de discos necesario es:
n = 307/11,54 = 26,6 discos
Es decir, 26 discos. Puede tenerse ahora un valor máspreciso del área:
S = 26,6 · 11,54 = 306,96; Aproximadamente 307 m2.
Ahora puede verificarse el espacio promedio entre losdiscos. Con una chimenea intermedia:
( ) m 417,024/10 1 - 1 - 26
11 · 0,5 - 11 e ==+
=
Recipiente para almacenamiento
Dado que el Werkspoor opera contínuamente y las tachaspueden ser contínuas o discontínuas, es necesario instalar unrecipiente intermedio que reciba la masa cocida entre el tacho y elWerkspoor.
Para este trabajo se emplea un mezclador ordinario. Esnecesario que su capacidad sea 1,5 veces la del tacho más grandeque descarga en él. Así, instalaremos un mezclador de 800 Hl.
1.10.4.3.3. Centrífugas de azúcar I
Desde los malaxadores la masa cae por gravedad al canalde masas de la batería de centrífugas de 1ª. Este canal de masasno es más que un depósito mezclador de unos 20 m3 decapacidad. El canal de masas tiene un movimiento de agitaciónde 5 r.p.m., accionado por un grupo motor de 15 C.V.
Desde ella se alimentan las centrífugas.

En la centrifugación de azúcar de 1ª vamos a instalarcentrífugas del tipo ASEA, con 1.050 r.p.m. Estas centrífugas sondiscontínuas y completamente automáticas.
Tendrán capacidad para realizar 19 operaciones/hora comomínimo, y una capacidad de carga de 650 Kg./operación.
41,2 ·24 ·19 650
TR/h 208,333 · azúcar/TR Kg 142,867 scentrífuga necesario Nº ==
Se montará una batería de 4 centrífugas ASEA de 650 Kg,una de reserva, para la céntrifugación de las masas de 1er
producto.
1.10.4.4. Instalación del 2° jet
1.10.4.4.1. Tachas de cocción de 2ª
Se instalarán tachas de calandria de 520 H1 de capacidadútil del mismo tipo que las de 1er producto.
Para calcular el número de tachas necesarias partimos delcaudal de masa a cocción del 2º producto o MII.
Caudal = 20,4661 Kg % s/r = 42,6377 Tm/h = 1.023,30 Tm/día
El peso de la masa a cocción, limitado por la capacidadútil de la tacha será:
Peso cocida = 52.000 dm3 · 1 m3/1000 dm3 · 1,4 Tm/m3 = 72,8Tm
Así, el número de cocidas necesarias será:
1.023,30/72,8 = 14,1 cocidas/día.
E1 tiempo de cocida para el 2° producto es de 5 h y 30minutos aproximadamente, por lo que una tacha de 520 Hl podrárealizar 4,4 cocidas/día. Por esta razón, se instalarán 4 tachas parala cocción y se podrán utilizar como reserva las 2 ya preparadas.
Para el cálculo de la superficie de calefacción partiremosde un coeficiente de transmisión de 6 Kcal/m2·ºC·min, untiempo de 5 h/cocida y una temperatura del vapor y de la MII de112 y 75 °C respectivamente. Tenemos:
( )( )
2m 1,61875-112 · 3/5,5 · 24 · 60 · 610.000 · 5,5 · 6,0793 · 1062,643 S =
−=
Por tanto, las 4 tachas serán de 520 Hl de capacidad útil ycon una superficie de calefacción mínima de 160 m2.

Aunque necesitamos esta superficie de calefacción, serápreferible utilizar la misma calandria en todas las tachas para asítener menos stocks en repuestos.
Por tanto, tendremos calandrias de 230 m2 como las del 1er
producto. Serán entonces, 4 tachas de 520 H1 y 230 m2 desuperficie de calefacción.
1.10.4.4.2. Malaxadores de 2ª
Para realizar el diseño de los cristalizadores debemos teneren cuenta que se obtienen 108,60 l de MCII por cada Tm. deremolacha.
Volumen y dimensiones del Werkspoor
La cantidad de masa cocida de 108,6 l de MCII/TR; esdecir, un volumen total de: 108,60 · 208,33 = 22.624,64 l/h.
El tiempo necesario para enfriar puede ser de 2 horas, dedonde la capacidad del Werkspoor, es decir, la cantidad de masacocida que debe contener es:
c = 22.624,64 · 2 = 45.249,28 l = 452,4928 Hl.
Vamos a instalar por tanto, 3 malaxadores de 250 Hl decapacidad cada uno, estando uno de reserva y dos enfuncionamiento contínuo. Vamos a calcular las dimensiones delmalaxador de forma similar a los malaxadores de 1ª. Losparámetros obtenidos son:
D = 2,5 m.
El volumen teórico de trabajo resulta:
u = 2,45 m3; L = 10,5 m
Superficie de enfriamiento
Temperatura del agua: 25 ºCTemperatura salida del agua: 50 ºCCoeficiente de transmisión de calor: 63 Kcal/m2·ºC·h
Se tendrá:
( ) ( )( )( )
2
2
m 221 S
m 86,220254050-75Ln ·
25-40 - 50-7540 - 75 ·
630,344 · 2 · 11.312 S
=
=−
=
La superficie de enfriamiento de un solo disco tiene tendráel valor de 4,61 m2, de donde el número de discos necesarios seráde 47 discos.

El espacio intermedio entre los discos, con una chimeneaintermedia es de 0,21 m.
Se instalará un recipiente intermedio que recibe la masacocida entre el tacho y el Werkspoor de 800 Hl
1.10.4.4.3. Centrífugas de azúcar II
Desde los malaxadores la masa cae por gravedad al canalde masas de la batería de 2° producto de características similaresa la del 1er producto. En la centrifugación del 2° producto vamos ainstalar centrífugas BOSCO de 30 Tm/h de capacidad.
N° necesario de centrífugas: = 1.023,3/(30 · 24) = 1,42
Se instalarán 2 centrífugas BOSCO B5 de esta capacidad.Además, se instalará una centrífuga BMA de reserva.
1.10.4.5. Instalación del 3er jet
1.10.4.5.1 Tachas de cocción de 3ª
Se instalarán tachas de calandria de 520 Hl de capacidadútil y de 230 m2 de superficie de calentamiento, del mismo tipoque los anteriores. Además, se instalará una tacha contínuahorizontal, muy apropiada para esta masa de 3ª. Esta tacha será de40 Tm/h de capacidad y podrá realizar un máximo de 4 cocidas aldía. La cocida de la MCIII dura 6 horas. La cantidad máxima demagma a introducir en esta tacha contínua será: 40 · 4 = 160Tm/día, que representa un 48,3 % de la MCIII total.
E1 resto de la MCIII en 1 tacha de las característicasescogidas para esta fábrica; es decir, 520 Hl de capacidad y 230m2 de superficie de calefacción. Esta tacha, al ser discontínua sólopodrá realizar 3 cocidas al día. Se instala otra tacha de similarescaracterísticas de reserva.
1.10.4.5.2. Malaxadores de 3ª
Caudal de MCIII: 44'85 l/TR
Volumen y dimensiones del Werkspoor
Volumen total: 44,85 · 208,33 = 9.343,6 l/h.E1 tiempo necesario para enfriar la masa es de 14 horas,
por lo que la cantidad de masa cocida que debe tener el cuerpo es:
c = 9.343,6 · 14 = 130.810,4 1 = 1.308,11 Hl
Vamos a instalar 5 malaxadores de 375 Hl de capacidad,estando 1 en reserva y 4 en funcionamiento.
Las dimensiones serán:

D=3m
E1 volumen teórico de trabajo es:
u = 3,53 m3; L = 11 m
Superficie de enfriamiento
Haciendo los cálculos de la misma forma que con losanteriores:
S = 653 m2
La superficie de enfriamiento de un solo disco es de 11,54m2, por lo que el número de discos es 56. Ahora se puede calcularun valor más preciso del área, que es de 654 m2
E1 espacio promedio entre los discos es de 0,18 m.
1.10.4.5.3. Centrífugas de 3ª
Como en los casos anteriores, la masa cae por gravedaddesde los malaxadores al canal de masas de la batería del 3er
producto o "azúcar amarillo". En este sector utilizaremoscentrífugas contínuas BOSCO B5 de 8 Tm/hora de capacidad.Para calcular el número de centrífugas necesarias:
N° necesario de centrífugas: = 331,475/(8 · 24) = 1,42
Se van a instalar 6 centrífugas BOSCO B5 de esacapacidad, 2 para el azúcar III, 2 para el azúcar afinado y 2 dereserva.
1.10.5. Operaciones finales: secado del azúcar
1.10.5.1. Cálculo del secadero-enfriador
El secadero consta de dos partes: calentador y enfriador quevamos a calcular por separado.
1.10.5.1.1. Cálculo del secadero
Los datos de partida para proyectar el secadero son:
• Caudal az. húmedo: 14,29 Kg % s/r = 29.7639 Kg/h• Agua a eliminar: 0,25 Kg % s/r = 511 Kg/h• Temp. entrada aire: 100 ºC• Temp. salida del aire del secador: 70 °C• Temp. azúcar a la entrada: 35°C• Temp. azúcar a la salida: 60°C

• Temp. ambiente: 20°C• Humedad ambiente: 0,01 Kg agua/Kg aire seco• Temp. húmeda en el secadero: 35 °C• Coeficiente volumétrico de transmisión de calor: 300
Kcal/m3°C.h• Caudal máximo de aire para no producir aire: 5.000 Kg/m2 · h• Calor específico cristales azúcar: 0,28 Kcal/Kg · ºC
En un secador a contracorriente, el calor intercambiadoserá:
Q = 29.763,9 · 0,28 · (60 – 35) + 511 · (35 + 577,5) + 0,475 · (60 +35) =
= 521.330,05 Kcal/h
Si suponemos unas pérdidas de calor de un 10 %,tendremos que el calor necesario en este proceso será:
Pérdidas: 52.133 Kcal/h Qt = 573.463,05 Kcal/h
Este calor será cedido por el aire caliente. Calor cedidopor el aire: 573.463,05 Kcal/h
Así, la cantidad de aire necesario es:
Aire necesario=573.463,05 Kcal/h/[0,24 · (100 – 60)] = 59.735,73Kg/h
E1 diámetro del secadero es:
m 9,34 · 000.5
73,735.59 d =Π
=
Si tomamos ∆tm la media logarítmica de las depresionesde ampolla húmeda del aire a la entrada y a la salida. Entonces:
Cº 5,48
35 - 7035 - 100Ln
70 - 100 t m ==∆
Determinamos el volumen del secadero según:
q = U · V · ∆ tmV = q/(U · ∆ tm) = 573.463,05/(300 · 48,5) = 39,41 m3
y la longitud: V = L · área = L · Π · r2
L = 4/ Π · V/d2 = 4/ Π · 39,41/3,92 = 3,3 m

Para el calentamiento del aire se utiliza vapor del 2° efectode evaporación, es decir, vapor saturado de 124 ºC.
Calor absorbido por el aire:
59.735,73 · 0,24 · (100 – 20) = 1.146.926,02 Kcal/h
La cantidad de vapor necesario es:
1.146.926,02/(648 – 124) = 2.188'79 Kg/h = 1,051 Kg %s/r
E1 calentador de aire está generalmente compuesto detubos con o sin aletas, de fundición o de aluminio, que sealimentan de vapor a 5 Kg/cm2. El vapor condensado se desalojapor la parte inferior. La superficie de este pequeño calentadorpuede calcularse por la siguiente fórmula:
[ ]2/) t (t - T ·K M S
01 +=
siendo:
S: superficie del calentador de aire en m2.M: cantidad de calor por transmitir en Kcal/h.K: coeficiente de transmisión del calor en Kcal/m2°C.h,que tiene un valor de 600.T: tª vapor saturado.t0: tª entrada aire frío.t1: tª salida aire caliente.
[ ]2m 30
20)/2 (100 - 124 · 600021.146.926, S =+
=
1.10.5.1.2. Cálculo del enfriador
Se calcula de una forma paralela a la anterior. Datos departida:
• Caudal de azúcar: 29.252,9 Kg/h• Tª entrada azúcar: 60 ºC• Tª salida azúcar: 40 ºC• Tª entrada aire: 20 ºC• Tª salida aire: 50 ºC• Diámetro del enfriador: 3,9 m
El calor perdido por el azúcar será:
Q = 29.252,9 · 0,28 · (60 – 40) = 163.816,24 Kcal/h

E1 caudal de aire necesario para tomar ese calor:
Caudal = 163.816,24/[0,24 · (50 – 20)] = 22.752,26 Kg/h·m2
Determinamos el volumen del enfriador:
V = 163.816,24/(15 · 300) = 36,4 m3.Longitud = 36,4/3,92 =
3,05 m
Así, el conjunto del secadero, formado por un calentador yun enfriador tendrá un volumen mínimo de 75,81 m3, con undiámetro de 3,9 m y una longitud de 6,35 m, que llevaremos hasta7 m.
1.10.6. Subproductos
1.10.6.1. Secaderos de pulpa
1.10.6.1.1. Balance de materia y energía
Partimos de los siguientes datos:
• Tª entrada gases: 700 ºC• Tª salida gases: 110 ºC• Calor específico gases: 0,24 Kcal/Kg·ºC• Tª ambiente: 20 ºC• Humedad ambiente: 0,01 Kg agua/Kg aire seco• Tª entrada pulpa: 40 ºC• Tª salida pulpa: 65 ºC (punto de rocío)• Calor específico pulpa: 0,3 Kcal/Kg·ºC• Caudal pulpa seca: 5,93 Kg % s/r• Caudal pulpa prensada: 29,67 Kg % s/r• Agua eliminada: 23,74 Kg % s/r• Entalpía agua a 110 ºC: 648 Kcal/Kg·ºC
El calor necesario para secar la pulpa será
Q = 23,74 · (648 – 40) + 5,93 · 0,3 · (65 – 40) = 14.478,39 Kcal %s/r
Considerando unas pérdidas en los secaderos porradiación, entrada de aire falso y otros del 5 %, el caudal de gasesnecesario será:
G = [14.478,39/(0,24 · (700 – 110))] · 1,05 == 107,36 Kg de gases a 700 ºC % s/r.

El combustible utilizado en el hogar será fuel-oil a 90 ºC,de calor específico 0,45 Kcal/Kg·ºC y de la siguientecomposición:
• Carbono 86 %• Hidrógeno 10 %• Azufre 1 %• Oxígeno 1,5 %• Nitrógeno 0,5 %• Cenizas 1 %
Las reacciones de combustión serán:
C + O2 CO2 + 97,7 Kcal2 H2O + O2 2 H2O (vapor) + 114,8 KcalS + O2 SO2 + 71 Kcal
y el poder calorífico del fuel-oil:
860/12 · 97,7 + 100/4 · 114,8 + 10/32 · 71 = 9.893 Kcal/Kg·ºC
E1 oxígeno teórico necesario para la combustión será:
0,86/12 · 32 + 0,1/2 · 16 + 0,01/32 · 32 – 0,015 == 3.088 Kg de O2/Kg de fuel-oil
El aire seco teórico:
3,088 · 100/23 = 13,427 Kg de aire seco/Kg fuel-oil:
El aire húmedo teórico:
13,427 · 1,01 = 13,561 Kg de aire húmedo/Kg de fuel-oil
Los gases de combustión sin exceso de aire serán:
• CO2: 0,86/12 · 44 3,153• H2O: 0,1/2 ·18 + 0,134 1,034• SO2: 0,01/32 · 64 0,021• N2: 13,427 · 0,77 + 0,005 10,344
Total gases húmedos/Kg fuel-oil 14,551 Kg
Para obtener los gases de combustión a 700 ºC seañadirá una cantidad de aire en exceso que determinamos acontinuación por un bakance de calor:

oil-fuel de exceso/Kg húmedo aire Kg 44,487 exceso Aire0,24 · 20) - 700(
·700 0,24 · 14,551 - ·20 0,24 · 13,561 90 · 0,45 · 1 9,893 · 0,97 exceso Aire
=
++=
Se han considerado unas pérdidas en el hogar del 3% del poder calorífico del fuel-oil.
Entonces se admitirá en el hogar:
13,561 + 44,467 = 58,028 Kg aire húmedo/Kg fuel-oil
y se producirán:
14,551 + 44,467 – 59,02 Kg de gases húmedos/Kg fuel-oil.
El consumo de fuel-oil será de:
107,36/59,02 · 1,82 Kg fuel-oil % s/r = = 3.791,77 Kg de fuel-oil/h.
La composición en peso de los gases que salen delhogar y entran en el secadero será:
• CO2: 100 · 3,153/59,02 = 5,34 %• H2O: 100 · (1,034 + 0,44)/59,02 = 2,497 %• SO2: 100 · 0,02/59,02 = 0,034 %• N2: 100 · (10,34 + 0,77 + 44,027)/59,02 = 74,965 %• O2:100 · (0,23 + 44,027)/59,02 = 17,157 %
La composición en peso de los gases de salida delsecadero, con peso total de 59,02 + 23,74/1,82 = 72,064Kg/Kg de fuel-oil, será:
• CO2: 100 · 3,153/72,064 = 4,375 %• H2O: 100 · (1,474 + 13,106)/72,064 = 20,232 %• SO2: 100 · 0,02/72,064 = 0,028 %• N2: 100 · 44,244/72,064 = 61,395 %• O2:100 · 10,126/72,06459,02 = 14,051 %
Los kilomoles de los componentes de los gases desalida del secadero por Kg de fuel-oil serán:
• CO2: 4,3750/44 = 0,0994 Kilomoles/Kg fuel-oil• H2O: 20,2320/18= 1,124 Kilomoles/Kg fuel-oil• SO2: 0,028/64= 0,0004 Kilomoles/Kg fuel-oil• N2: 61,395/28 = 2,1927 Kilomoles/Kg fuel-oil• O2: 14,0510/32 = 0,4391 Kilomoles/Kg fuel-oil
Total = 3,8556 Kilomoles/Kg fuel-oil

El punto de rocío y la temperatura húmeda de estosgases serán 65 y 68 ºC, respectivamente.
1.10.6.1.2. Hogares
Cada uno de los dos secaderos a instalar tendrá suhogar, los hogares serán de revestimiento interior derefractario y sus medidas las calculamos partiendo de unaintensidad admisible de desprendimiento de calor de 150.000Kcal/m3·h.
En cada uno de los hogares se queman 1.565,66 Kg defuel-oil/hora y se producen 15.489.074 Kcal/h, esto nos lleva a unvolumen interior del horno de 103,26 m3.
Se construirán dos hornos en forma cúbica de 4,75 m delado interior. Las paredes tendrán un espesor de refractario de 20cm y 11 cm de ladrillo rojo corriente, con lo que las pérdidas através de las paredes se reducen al orden de 1.000 Kcal/h·m2
En los frentes llevará cada horno 8 quemadores depulverización mecánica para un caudal máximo de 300 Kg defuel-oil/h. La alimentación de fuel-oil a los quemadores seefectuará a una presión de hasta 25 Kg/m2 y a 90°C, desde laestación de preparación de fuel-oil que se instalará en la sala decalderas.
En cada hogar entrarán:
58,028 · 1.565,66 = 90.852,12 Kg aire/h1/1,2 · 90.852,12 Kg aire/h = 75.710,1 m3/h.
Luego se montarán ventiladores de las siguientes-características:
• Caudal: 80.000 m3/h.• Presión total: 80 mm. c.a.• Potencia motor: 50 C.V.
1.10.6.1.3. Características de los secaderos
El caudal de aire a la salida de los secaderos será:
3,8550 Kmoles/Kg fuel-oil · 3.791,77 = 14.617,27Kmoles/h14.617,27 · 22,4 · 383/273 = 459.357,18 m3/h.
A la salida del secadero se montará un ventilador-aspirador, de aspiración bilateral, de las siguientes características:
• Caudal: 190.000 m3/h• Presión total: 80 mm.c.a.• Potencia motor: 100 C.V.

En la impulsión de los ventiladores se montarán sendosciclones para la recuperación del polvo y pedazos de pulpillaarrastrados por el aire.
La circulación del aire ha de ser del orden de 9.000Kg/m2·h para evitar una formación excesiva de polvo. Ello noslleva a elegir un diámetro de 5,5 m para los secaderos.
Podemos tomar como temperatura constante de lapulpa, la temperatura húmeda de los gases. Por tanto:
Cº 200
68 - 11068 - 700Ln · 2,3
110 - 700 t m ==
E1 calor cambiado en cada secadero asciende a13.062.210 Kcal/h. Tomando un coeficiente de transmisiónde calor de 400 Kcal/m3·h·°C, tendremos:
Volumen secadero = 13.062.210/(200 · 400) = 163,28 m3
Longitud secadero 163,28/23,76 = 7 m
Se montarán dos secaderos de 5'5 m de diámetro y 7m de longitud, accionado por un motor de 50 C.V. y 1,2r.p.m.
Los secaderos llevarán en la salida un acoplamientode cierre, de la parte superior tomarán los ventiladores yen la inferior se instalará una hélice para sacar la pulpaseca, de 5 m de longitud y 0,5 m de diámetro. Esta héliceestará accionada por un motor de 20 C.V.