002-001-016 fraccional 17 - izartool.com · aceros al carbono no aleados - aceros bonifi cados...
TRANSCRIPT
2017
PulgadasInches
Pouces
izartool.com
2017FRACTIONAL

2 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
Amorebieta 17/10/2016
Estimados clientes, colaboradores y amigos,
Continuamos viviendo tiempos difíciles, pero ya desde
el año 2014 se aprecian señales francamente positivas
en la evolución de los diferentes mercados, incluido
nuestro mercado nacional, que continúa siendo muy
importante para nosotros.
Este catálogo en pulgadas, sin embargo, está más diri-
gido hacia los mercados exteriores, y más en concreto
al continente americano, donde queremos hacer valer
nuestro enfoque a la calidad, la innovación y la inter-
nacionalización.
Siempre hemos apostado por la calidad, e incluso
nuestro suministro de acero es europeo. Hemos tam-
bién continuado invirtiendo con fuerza en medios pro-
ductivos más modernos, al objeto de mejorar nuestros
procesos y también nuestro servicio.
Confiamos por todo ello, en continuar mereciendo su
confianza con este nuevo catálogo en pulgadas 2017
y estamos muy orgullosos de contar con una base
de clientes muy fiel, que aprecian, no solo nuestro
producto, sino también la calidad humana de nuestras
personas.
Chers Clients, partenaires et amis,
On continue dans des temps difficiles, mais depuis
l´année 2014 on perçoit des signes positifs dans
l´évolution des différents marchés, comprenant notre
marché national qui reste encore très important pour
notre société.
Cépendant, ce catalogue en pouces est dirigé aux
marchés extérieurs et surtout au continent américain,
où on veut dévélopper notre gamme vers la qualité,
l´innovation et les marchés extérieurs.
Toujours on a parié pour la qualité et pour la matière
première européenne. On a investi fort en biens de
productions plus modernes, pour améliorer nos procès
et notre service aux clients.
On souhaite maintenir où gagner votre confiance avec
ce nouveau catalogue Pouces 2017 et on est très fier
d´avoir un cahier clients très fidèle qui croient non seu-
lement à notre produit, mais aussi à la qualité humaine
de nos personnes.
Dear customers, partners and friends,
We are still facing tough times, but since 2014
positive signals can be seen related to the evolution
of different markets, our Spanish market –still so
important for us– included.
This catalogue in inches, however, is more directed
to external markets and, more specifically, to the
American continent, where we want to assert our
focus on quality, innovation and internationalization.
We have always bet on quality and even our steel
provision is European. We have also continued hardly
investing in our most modern means of production,
in order to improve our processes and also our
service.
We are confident we will continue deserving your
trust with this new 2017 Fractional Catalogue, and
we are very proud to have a very loyal customer base
that appreciates, not only our product, but also our
people’s human quality.
ENFOCADOS HACIA EL CLIENTECustomer focus Orientés vers le client
Carlos Pujana
DIRECTOR GERENTE
Managing Director Directeur Gérant

3Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
UNA EMPRESA CON VALORES A Company With Values Une entreprise avec des valeurs
LA CALIDAD TOTAL NOS DISTINGUE Total quality makes a difference La qualité totale nous diférencie
ISO
9001:2
008
ISO
14001:2
004
VP
A
PREMIO INTERNACIONAL EISEN 2014 CSR
a la Responsabilidad Social de Empresa
EISEN 2014 CSR International Award
to Corporate Social Responsibility
Prix International EISEN 2014 CSR
À la Responsabilité Sociale de l´entreprise
TERNACIONAL EISEN
team
reliabilityinnovationperformance
sustainabilitytechnical support
responsibility
leadership
technologyrangepride
improvement
internationalizationdifferentiation
professionalism
development
honestycommitment
interest
qualitycommitment
service
commitment
UNA EMPRESA SOCIÁLMENTE RESPONSABLE
A socially responsible company
Une enterprise socialement responsable
Valores IZAR
- La honestidad
- El compromiso por el trabajo bien hecho
- El interés por la tecnología y la innovación
- La adaptación al cambio
- El trabajo en equipo
- La sencillez sobre la complejidad
- El enfoque al cliente
IZAR Values
- Honesty
- Commitment to the job well done
- Interest for technology and innovation
- Adaptation to change
- Team-work
- Simplicity over complexity
- Customer focus
Valeurs IZAR
- L’honnêteté
- L’engagement pour le travail bien fait
- L’intérêt pour la technologie et l’innovation
- L’adaptation au changement
- Le travail en équipe
- La simplicité sur la complexité
- L’orientation client
COMPROMETIDOS CON LA FABRICACIÓN Y EL EMPLEOCommited to manufacturing and jobs Engagés dans la fabrication et l’emploi

4 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
izartool.com
Export Sales
Tel. (+34) 94 630 02 45 / 46
Fax. (+34) 94 630 02 37
EXPORTADORES A NIVEL MUNDIAL A Major Figure in the global market Présent sur tous les marchés mondiaux
Itziar Urrutxua
Idoia Luengas
Maite Olariaga
Mikel Goyarrola
Export Area Manager
Aitor Casasempere
Export Manager
Mireia Fernández
Aitxiber Soutiño
Xabier Asensio
Export Area Manager
1 3 5 7
82 4 6
1
2
3
4
5
7
8
6

5Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
Mónica González
Key Account Manager
Nerea Caneiro
Administrativa Comercial
Loli Zurinaga
Administrativa Comercial
Isabel Hernández
Administrativa Comercial
Siv Bermeosolo
Product Manager Professional
José Manuel de Pedro
Product Manager Industrial
Iker Beobide
Asistencia Técnica
Mari Feli Arrizabalaga
Administrativa Comercial
Leire Layana
Administrativa Comercial
Yolanda Barrena
Administrativa Comercial
Manuel Arada
Jefe Ventas Nacional
Ventas Mercado Nacional
Tel. 94 630 02 41
Fax. 94 630 02 36
1
2
3
4
5
7
8
9
10
11
6
1 3 5 7 10
8 11
9
2 4 6
LÍDERES EN MERCADO NACIONAL Domestic market leaders Leader sur le marché national

6 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
TABLA MATERIALESMaterial Table
Tableau de Materiaux
GRUPO
GROUP
GROUPE
SUBGRUPO
SUBGROUP
S. GROUPE
MATERIALES
MATERIALS
MATERIAUX
DUREZA
HARDNESS
DURETÉ
1.ACERO
STEEL
ACIER
1.1
Aceros Construcción - Aceros Cementación
Structural Steels - Case Hardening Steels
Aciers de Construction - Aciers Superieurs 57000 - 130000 psi
(< 24,5 HRC)Aceros al Carbono No Aleados - Aceros Bonifi cados
Unalloyed Carbon Steels - Heat-Treatable Steels
Acieurs au Carbone Sans Alliage - Aciers Superieurs
1.2
Aceros Aleados
Alloyed Steels
Aciers Allies
130000 - 175000 psi
(< 31,6 HRC)
1.3
Aceros Aleados Tratados - Aceros Bonifi cados
Heat-Treatable Alloyed Steels
Aciers Allies Superieurs
<210000 psi
(31,6 - 42,8 HRC)
2.INOX
STAINLESS STEEL
INOX
2.1
INOX Austenístico
Austenitic Stainless
INOX Austenitiques
Serie 3
(< 24,5 HRC)
2.2
INOX Ferríticos-Martensíticos
Ferritic-Martensitic Stainless
INOX Ferritiques/Martensitiques
Serie 4
(< 34 HRC)
3.FUNDICIÓN
CAST IRON
FONTE
3.1
Fundición Gris Grafi to Esferoidal - Fundición Maleable
Spheroidal Graphite Cast Iron - Malleable Cast Iron
Fonte Grise Graphite Spherique
< 100000 psi
3.2
Fundición Gris Grafi to Esferoidal - Fundición Maleable
Spheroidal Graphite Cast Iron - Malleable Cast Iron
Fonte Grise Graphite Spherique
100000 - 145000 psi
(< 31,6 HRC)
4.TITANIO
TITANIUM
TITANE
Aleaciones Titanio / Alloyed Titanium / Alliages Titane Titanium
5.COBRE
BRONCE - LATÓN
COPPER
BRONZE - BRASS
CUIVRE
BRONZE - LAITON
5.1
Cobre - Bronce - Latón Viruta Corta
Copper - Bronze - Brass (Short Chip)
Cuivre - Bronze - laiton (Coupeaux Courts)
Bronce-Bronze
5.2
Cobre - Bronce - Latón Viruta Larga
Copper - Bronze - Brass (Long Chip)
Cuivre - Bronze - laiton (Coupeaux Longs)
Laton-Brass
6.ALUMINIO
MAGNESIO
ALUMINIUM
MAGNESIUM
6.1
Al - Mg No Aleado
Unalloyed Al - Mg
Al - Mg Sans Alliage
NO ALEADO
Unalloyed
Sans Alliage
6.2
Aleaciones Al Si < 10%
Al Alloys Si < 10%
Alliages Al Si < 10%
< 10% Si
6,3
Aleaciones Al Si > 10%
Al Alloys Si > 10%
Alliages Al Si > 10%
> 10% Si
7.MATERIALES SINTÉTICOS
SYNTHETIC MATERIALS
MATERIAUX SYNTHETIQUES
7.1
Termoplásticos
Thermo-Plastics
Thermoplastiques
7.2
Duroplásticos
Hard-Plastics
Plastiques Durs

7Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
TABLA MATERIALESMaterial Table
Tableau de Materiaux
EE.UU. - USA - États-Unis AISI
ACEROS ALEADOS BONIFICADOS HEAT-TREATABLE ALLOYED STEEL ACIERS ALLIES SUPERIEURS (<210000 psi)
1.3
ACEROS ALEADOS HERRAMIENTAS
ALLOYED TOOL STEELS
ACIERS ALLIES OUTILS
ACEROS ALEADOS HTAS. TRABAJO
CALIENTE
TOOL STEELS WARM WORKING
ACIERS ALLIES OUTILS TRAVAIL EN
CHAUD
ACEROS BONIFICADOS
HEAT-TREATABLE STEELS
ACIERS SUPERIEURS
ACEROS NITRURACIÓN
NITRIDING STEELS
ACIERS AVEC NITRATE
H 11
H 13
L 6 H 10
L 6 H 21
S 1
GRUPO GROUP GROUPE 1 ACEROS STEELS ACIERS
1.1
ACEROS DE
CONSTRUCCIÓN
STRUCTURAL STEELS
ACIERS DE CONSTRUCTION
(57000-130000 psi)
ACEROS DE CEMENTACIÓN
CASE HARDENING STEELS
ACIERS DE CIMENTERIE
ACEROS DE FACIL
MECANIZACIÓN
FREE-CUTTING STEELS
ACIERS D´USINAGE
MECANIQUE FACILE
ACEROS DE CONSTRUCCIÓN
FUNDIDOS
CAST STEELS
ACIERS DE CONSTRUCTION
FONTE
ACEROS AL CARBONO NO
ALEADOS
UNALLOYED CARBON STEELS
ACIERS AU CARBONE SANS
ALLIAGE
ACEROS BONIFICADOS
HEAT-TREATABLE STEELS
ACIERS SUPERIEURS
A 570 GR.33,36 M 1015 1213 GR.N 1 M1023
A 283 CR.C 1010 12 L 13 GR.N 2 GR.1035
A 570 GR.40 GR.1016 GR.1108 GR.80-40 GR.1043
A 570 GR.50 5015 1140 GR.105-85 GR.1055
A 572 GR.65 NO.5115 1146 1060
5120 1215 1020
A 284 GR.D 1035
1038
1045
1055
1060
1.2
ACEROS ALEADOS ALLOYED STEELS ACIERS ALLIES 130000-175000 psi
ACEROS ALEADOS PARA
HERRAMIENTAS
ALLOYED TOOL STEELS
ACIERS ALLIES POUR OUTILS
ACEROS RÁPIDOS
HIGH SPEED STEELS
ACIERS RAPIDES
FUNDICIÓN ALEADA
ALLOYED CAST IRON
FONTE ALLIEE
ACEROS BONIFICADOS
ALLOYED HEAT-TREATABLE
STEELS
ACIERS SUPERIEURS
ACEROS NITRURACIÓN
NITRIDING STEELS
ACIERS AVEC NITRATE
L 1 , L 3 T 15 4130 GR.1043
D 3 T 42 4130 4130
A 2 M 35 GR.414O A 355 CI.D
D 2 M 42 4150 A 355 CI.A
O 1 M 2
S 1
O 2
GRUPO GROUP GROUPE 2 ACEROS INOXIDABLES STAINLESS STEELS ACIERS INOX
2.1 2.2ACEROS INOX AUSTENÍTICOS
AUSTENITIC STAINLESS STEELS
ACIERS INOX AUSTENITIQUES
(Stainless Steel Serie 3)
ACEROS- INOX MARTENSÍTICOS
MARTENSITIC STAINLESS STEEL
ACIERS INOX MARTENSITIQUES
(Stainless Steel Serie 4)
ACEROS INOX FERRÍICOS
FERRITIC STAINLESS STEELS
ACIERS INOX FERRITIQUES
(Stainless Steel Serie 4)
302 420 405
304 431 410
304 LN HNV 3 430
316 LN 430 TI
316 L 409
321
316 TI
316 TI
309

8 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
TABLA MATERIALESMaterial Table
Tableau de Materiaux
EE.UU. - USA - États-Unis AISI
GRUPO GROUP GROUPE 3 FUNDICION CAST IRON FONTE
3.1 3.2
F. GRIS GRAFITO ESFEROIDAL
CAST IRON SPHEROIDAL GRAPHITE
F. GRISE GRAPHITE SPHERIQUE
(Cast Iron Gray)
F. GRIS GRAFITO ESFEROIDAL
CAST IRON SPHEROIDAL GRAPHITE
F. GRISE GRAPHITE SPHERIQUE
(Cast Iron Ductile)
100-70-03
GR.60-40-18 GR.120-90-02
65-45-12
GR.80-55-06
GR.32510
GR.45006
6004
GRUPO GROUP GROUPE 4 TITANIO TITANIUM TITANE
TITANIO PURO
UNALLOYED TITANIUM
TITANE PUR
TITANIO ALEADO
ALLOYED TITANIUM
ALLIAGES TITANE
GRUPO GROUP GROUPE 5 COBRE - LATÓN - BRONCE COPPER - BRASS - BRONZE CUIVRE - LAITON - BRONZE
5.1 5.2
BRONCES
BRONZE
BRONZES
ALEACIONES COBRE VIRUTA CORTA
SHORT CHIPPING COPPER
ALLIAGE CUIVRE COPEAUX COURTS
LATONES
BRASS
LAITONS
ALEACIÓN Cu VIRUTA LARGA
LONG CHIPS ALLOYED Cu
ALLIAGE Cu COPEAUX LONGS
C 28000 C 24000 C 17000
C 38000 C 26000 C 17200
C 27400
GRUPO GROUP GROUPE 6 ALUMINIO - MAGNESIO ALUMINIUM - MAGNESIUM ALUMINIUM - MAGNESIUM
6.1 6.2 6.3
Al - Mg SIN ALEAR
UNALLOYED ALUMINIUM -
MAGNESIUM
ALUMINIUM - MAGNESIUM SANS
ALLIAGE
ALEACIONES ALUMINIO
ALUMINIUM ALLOYS
ALLIAGES ALUMINIUM
Si<10%
FUNDICIÓN ALUMINIO
CAST ALUMINIUM
FONTE ALUMINIUM
ALEACIONES ALUMINIO
ALUMINIUM ALLOYS
ALLIAGES ALUMINIUM
Si>10%
A 93003 A 05200 A-0359.0
A 92017 A-04130
2024
A 9775
GRUPO GROUP GROUPE 7 MATERIALES SINTÉTICOS SYNTHETIC MATERIALS MATERIELS SYNTHETIQUES
7.1 7.2
TERMOPLÁSTICOS
THERMOPLASTICS
THERMOPLASTIQUES
DUROPLÁSTICOS
HARD-PLASTICS
PLASTIQUES DURS

9Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
TABLA USO TALADRADODrilling Use Table
Tableau Usage PerçageB
RO
CA
S
Twis
t D
rill
s /
Fore
tsNorma
Norm / NormeNAS ANSI Std. ANSI Std. ANSI Std.
ASME
Std.ANSI Std. ANSI Std. ANSI Std. ANSI Std. ANSI Std.
ASME
Std.
Elab. / Manuf. 907 J N N N N N N
Ref. 1700 1721 1720 1752 1370 1070 1702 1717 1751 1710 1380
MaterialCobalt
5%
Cobalt
5%
Cobalt
5%
Cobalt
5%
Cobalt
5%HSS HSS HSS HSS HSS HSS
Recubrimiento
Coating
Revêtement
TIN
Pag. 18 19 20 24 28 21 22 23 25 27 28
Foto
Picture
Photo
Material
57000 - 130000 psi
(< 24,5 HRC)
130000 - 175000 psi
(< 31,6 HRC)
<210000 psi
(31,6 - 42,8 HRC)
INOX
Stainless Steel
Serie 3
(< 24,5 HRC)
Serie 4
(< 34 HRC)
FUNDICIÓN
Cast Iron
Fonte
< 100000 psi
100000 - 145000 psi
(< 31,6 HRC)
Ti
Cu - BRONCE - LATÓN
Copper - Bronze - Brass
Cuivre - Bronze - Laiton
VIRUTA CORTA
Short Chip
Coupeaux Courts
VIRUTA LARGA
Long Chip
Coupeaux Longs
ALUMINIO -
MAGNESIO
Aluminium - Magnesium
NO ALEADO
Unalloyed
Sans Alliage
< 10% Si
> 10% Si
TERMOPLÁSTICOS
Thermo-Plastics
Thermoplastiques
DUROPLÁSTICOS
Hard-Plastics
Plastiques Durs
1.
2.
3.
4.
5.
6.
7.
1.1
2.2
3.2
1.3
5.2
6.2
7.1
1.2
2.1
3.1
5.1
6.1
6.3
7.2
Uso Recomendado / Recommended Use / Utilisation Conseillée
Uso Alternativo / Alternative Use / Option d´emploi

10 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
TABLA USO ROSCADOThreading Use Table
Tableau Usage TaraudageM
AC
HO
S
Ta
ps
Ta
rau
ds
Rosca / Thread / Filet Whitworth Whitworth Whitworth Whitworth UNC UNC UNC
Uso
Use
Usage
Máquina /
Machine
Máquina /
Machine
Máquina /
MachineMano / Hand / Main
Máquina /
Machine
Máquina /
Machine
Máquina /
Machine
Ref. 3112 3102 3152 3032 3114 3134 3154
DIN 371 371 371 352 371 371 371
Ref. 3212 3202 3252 3012 3214 3234 3254
DIN 376 376 376 352 376 376 376
Material Cobalt 5% Cobalt 5% Cobalt 5% HSS Cobalt 5% Cobalt 5% Cobalt 5%
Recubrimiento /
Coating / Revêtement
Pag. 32 33 34 35-36 37 38 39
Foto
Picture
Photo
Entrada / Point / Entrée C 2-3h B 3,5-5h C 2-3h C 2-3h C 2-3h B 3,5-5h C 2-3h
Tol. 6H 6H 2B 2B
Material
57000 - 130000 psi
(< 24,5 HRC)
130000 - 175000 psi
(< 31,6 HRC)
<210000 psi
(31,6 - 42,8 HRC)
INOX
Stainless Steel
Serie 3
(< 24,5 HRC)
Serie 4
(< 34 HRC)
FUNDICIÓN
Cast Iron
Fonte
< 100000 psi
100000 - 145000 psi
(< 31,6 HRC)
Ti
Cu - BRONCE - LATÓN
Copper - Bronze - Brass
Cuivre - Bronze - Laiton
VIRUTA CORTA
Short Chip
Coupeaux Courts
VIRUTA LARGA
Long Chip
Coupeaux Longs
ALUMINIO -
MAGNESIO
Aluminium - Magnesium
NO ALEADO
Unalloyed
Sans Alliage
< 10% Si
> 10% Si
TERMOPLÁSTICOS
Thermo-Plastics
Thermoplastiques
DUROPLÁSTICOS
Hard-Plastics
Plastiques Durs
Uso Recomendado / Recommended Use / Utilisation Conseillée
Uso Alternativo / Alternative Use / Option d´emploi
1.
2.
3.
4.
5.
6.
7.
1.1
2.2
3.2
1.3
5.2
6.2
7.1
1.2
2.1
3.1
5.1
6.1
6.3
7.2
11Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
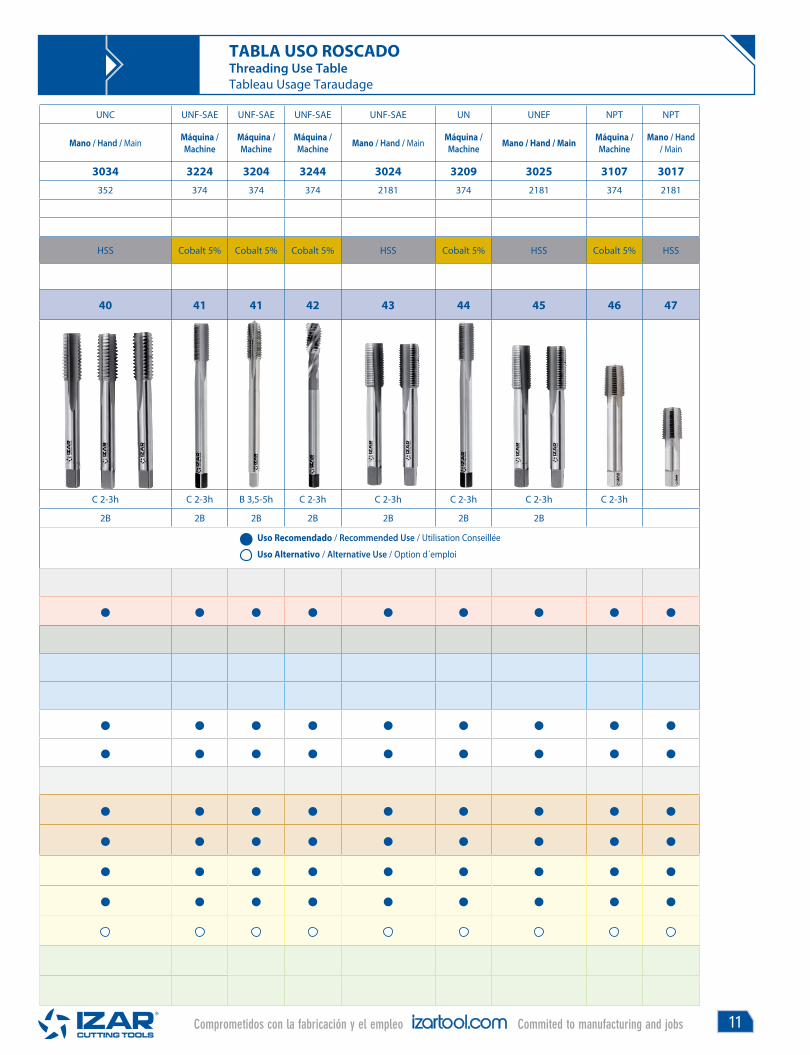
TABLA USO ROSCADOThreading Use Table
Tableau Usage Taraudage
UNC UNF-SAE UNF-SAE UNF-SAE UNF-SAE UN UNEF NPT NPT
Mano / Hand / MainMáquina /
Machine
Máquina /
Machine
Máquina /
MachineMano / Hand / Main
Máquina /
MachineMano / Hand / Main
Máquina /
Machine
Mano / Hand
/ Main
3034 3224 3204 3244 3024 3209 3025 3107 3017
352 374 374 374 2181 374 2181 374 2181
HSS Cobalt 5% Cobalt 5% Cobalt 5% HSS Cobalt 5% HSS Cobalt 5% HSS
40 41 41 42 43 44 45 46 47
C 2-3h C 2-3h B 3,5-5h C 2-3h C 2-3h C 2-3h C 2-3h C 2-3h
2B 2B 2B 2B 2B 2B 2B
Uso Recomendado / Recommended Use / Utilisation Conseillée
Uso Alternativo / Alternative Use / Option d´emploi
12 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
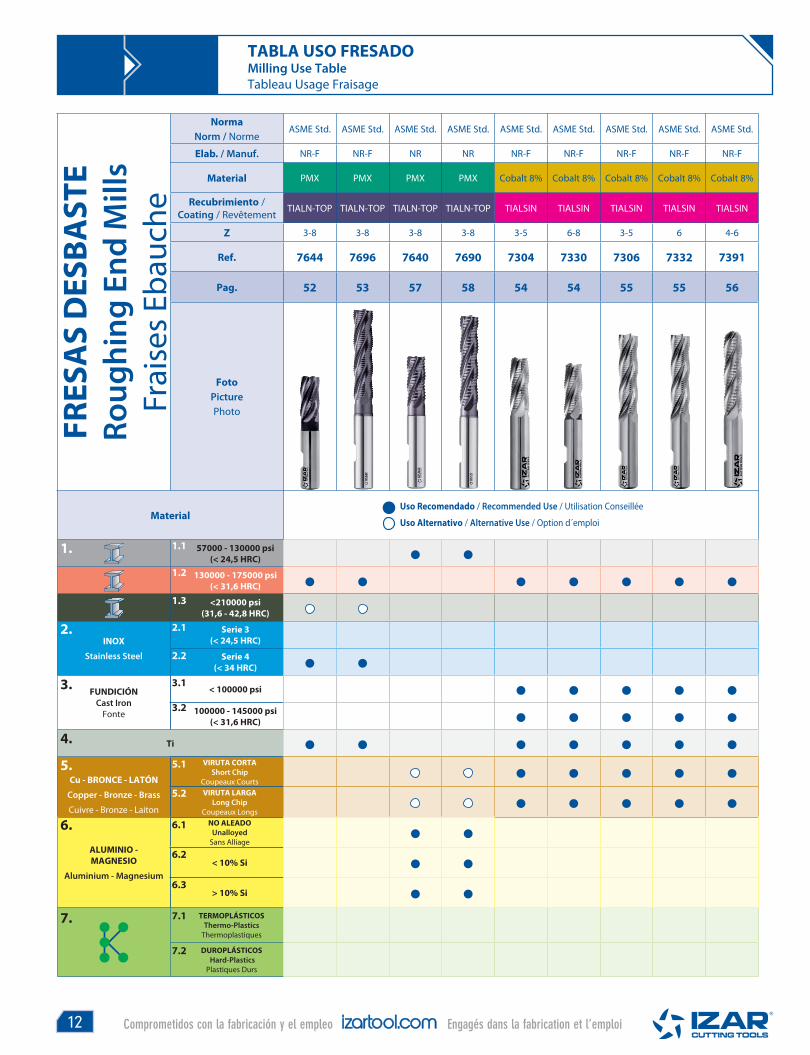
TABLA USO FRESADOMilling Use Table
Tableau Usage FraisageF
RE
SA
S D
ES
BA
ST
E
Ro
ug
hin
g E
nd
Mil
ls
Fra
ise
s E
ba
uch
eNorma
Norm / NormeASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std.
Elab. / Manuf. NR-F NR-F NR NR NR-F NR-F NR-F NR-F NR-F
Material PMX PMX PMX PMX Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8%
Recubrimiento /
Coating / RevêtementTIALN-TOP TIALN-TOP TIALN-TOP TIALN-TOP TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN
Z 3-8 3-8 3-8 3-8 3-5 6-8 3-5 6 4-6
Ref. 7644 7696 7640 7690 7304 7330 7306 7332 7391
Pag. 52 53 57 58 54 54 55 55 56
Foto
Picture
Photo
Material
57000 - 130000 psi
(< 24,5 HRC)
130000 - 175000 psi
(< 31,6 HRC)
<210000 psi
(31,6 - 42,8 HRC)
INOX
Stainless Steel
Serie 3
(< 24,5 HRC)
Serie 4
(< 34 HRC)
FUNDICIÓN
Cast Iron
Fonte
< 100000 psi
100000 - 145000 psi
(< 31,6 HRC)
Ti
Cu - BRONCE - LATÓN
Copper - Bronze - Brass
Cuivre - Bronze - Laiton
VIRUTA CORTA
Short Chip
Coupeaux Courts
VIRUTA LARGA
Long Chip
Coupeaux Longs
ALUMINIO -
MAGNESIO
Aluminium - Magnesium
NO ALEADO
Unalloyed
Sans Alliage
< 10% Si
> 10% Si
TERMOPLÁSTICOS
Thermo-Plastics
Thermoplastiques
DUROPLÁSTICOS
Hard-Plastics
Plastiques Durs
1.
2.
3.
4.
5.
6.
7.
1.1
2.2
3.2
1.3
5.2
6.2
7.1
1.2
2.1
3.1
5.1
6.1
6.3
7.2
Uso Recomendado / Recommended Use / Utilisation Conseillée
Uso Alternativo / Alternative Use / Option d´emploi

13Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
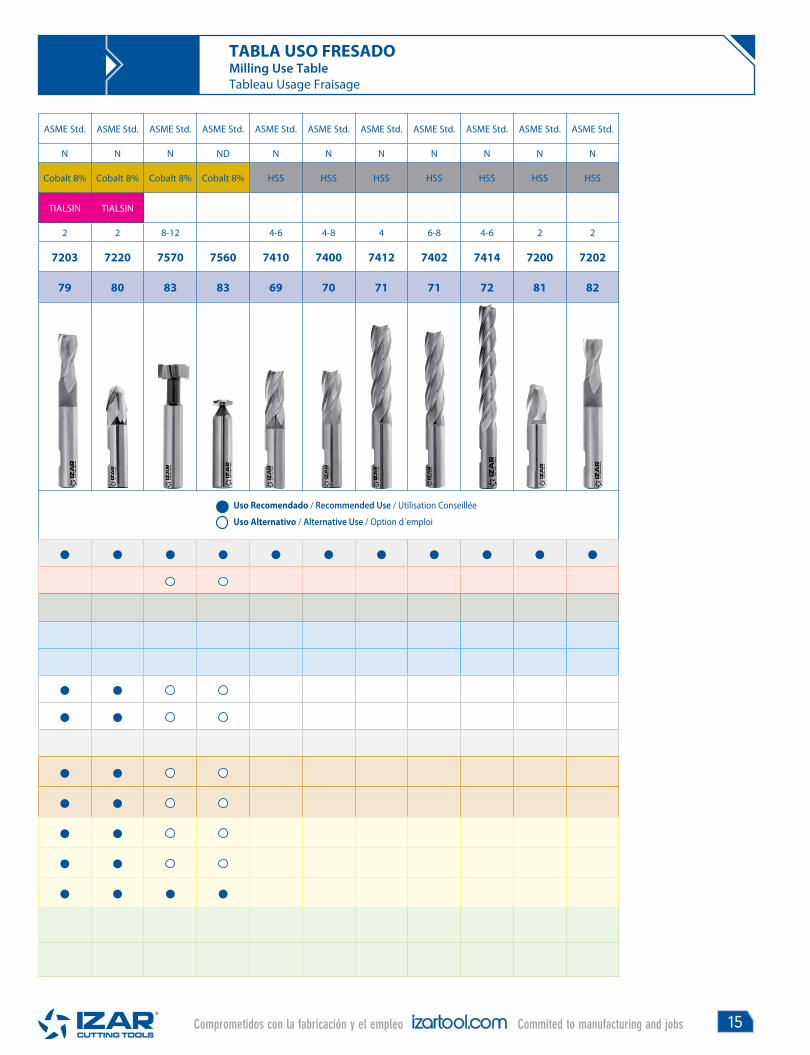
TABLA USO FRESADOMilling Use Table
Tableau Usage Fraisage
ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std.
NR NR NR NR NR NF NR-F NR-F NR-F NR WR WR
Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8%
TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN
3-5 6-8 3-6 6-8 3-8 4-8 3 3 3 3 3 3
7300 7340 7302 7342 7390 7366 7521 7523 7320 7324 7370 7372
59 59 60 61 62 63 73 73 74 74 75 76
Uso Recomendado / Recommended Use / Utilisation Conseillée
Uso Alternativo / Alternative Use / Option d´emploi

14 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
TABLA USO FRESADOMilling Use Table
Tableau Usage FraisageF
RE
SA
S A
CA
BA
DO
Fin
ish
ing
En
d M
ills
Fra
ise
s Fi
nit
ion
Norma
Norm / NormeASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std.
Elab. / Manuf. N N N N N N N N N
Material PMX PMX Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8%
Recubrimiento /
Coating / RevêtementTIALN-TOP TIALN-TOP TIALSIN TIALSIN TIALSIN TIALSIN TIALSIN
Z 4 4-6 4-6 4-8 4-6 4-6 3 3 2
Ref. 7600 7666 7411 7413 7415 7420 7530 7532 7205
Pag. 64 65 66 67 67 68 77 77 78
Foto
Picture
Photo
Material
57000 - 130000 psi
(< 24,5 HRC)
130000 - 175000 psi
(< 31,6 HRC)
<210000 psi
(31,6 - 42,8 HRC)
INOX
Stainless Steel
Serie 3
(< 24,5 HRC)
Serie 4
(< 34 HRC)
FUNDICIÓN
Cast Iron
Fonte
< 100000 psi
100000 - 145000 psi
(< 31,6 HRC)
Ti
Cu - BRONCE - LATÓN
Copper - Bronze - Brass
Cuivre - Bronze - Laiton
VIRUTA CORTA
Short Chip
Coupeaux Courts
VIRUTA LARGA
Long Chip
Coupeaux Longs
ALUMINIO -
MAGNESIO
Aluminium - Magnesium
NO ALEADO
Unalloyed
Sans Alliage
< 10% Si
> 10% Si
TERMOPLÁSTICOS
Thermo-Plastics
Thermoplastiques
DUROPLÁSTICOS
Hard-Plastics
Plastiques Durs
1.
2.
3.
4.
5.
6.
7.
1.1
2.2
3.2
1.3
5.2
6.2
7.1
1.2
2.1
3.1
5.1
6.1
6.3
7.2
Uso Recomendado / Recommended Use / Utilisation Conseillée
Uso Alternativo / Alternative Use / Option d´emploi
15Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
TABLA USO FRESADOMilling Use Table
Tableau Usage Fraisage
ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std. ASME Std.
N N N ND N N N N N N N
Cobalt 8% Cobalt 8% Cobalt 8% Cobalt 8% HSS HSS HSS HSS HSS HSS HSS
TIALSIN TIALSIN
2 2 8-12 4-6 4-8 4 6-8 4-6 2 2
7203 7220 7570 7560 7410 7400 7412 7402 7414 7200 7202
79 80 83 83 69 70 71 71 72 81 82
Uso Recomendado / Recommended Use / Utilisation Conseillée
Uso Alternativo / Alternative Use / Option d´emploi

16 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploingagésssss dddadadadadaadansnsnsnsnns llllllaaaaa ffffffaffafaaaffaaafaafaaabbbbbrbbbrbrbrbrbrbbrbriiiiicicicicicicic tatatatataatatatatatatiioioioiionnnnnnn tettetet lllllll’’’emploi
ÍNDICE GENERALGeneral Index
Index Général
BROCAS MANGO CILÍNDRICO
Straight Shank Twist Drills
Forets Queue Cylindrique
JUEGOS BROCAS
Twist Drill Sets
Jeux Forets
BROCAS MANGO CÓNICO
Morse Taper Shank Twist Drills
Forets Queue Cône Morse
MACHOS WHITWORTH
Whitworth Taps
Tarauds Whitworth
MACHOS UNC
UNC Taps
Tarauds UNC
MACHOS UNF-SAE
UNF-SAE Taps
Tarauds UNF-SAE
FRESAS FRONTALES DESBASTE
NZ
NZ Roughing End Mills
Fraises Ebauche NZ
FRESAS FRONTALES ACABADO
NZ
NZ Finishing End Mills
Fraises Finition NZ
FRESAS FRONTALES DESBASTE-
ACABADO 3Z
3Z Roughing-Finishing End Mills
Fraises Ebauche-Finition 3Z
BROCAS CENTRAR
Center Drills
Forets à Centrer
BROCAS CONSTRUCCIÓN
Construction Drill Bits
Forets Construction
FRESAS HUECAS MÁQUINAS
ELECTROMAGNÉTICAS
Electromagnetic Machine Hole-
Cutters
Fraises à Carotter pour Unités de
Perçage Electro-Magnetiques
MACHOS UN-UNEF-NPT
UN-UNEF-NPT Taps
Tarauds UN-UNEF-NPT
COJINETES
Dies
Filières
FRESAS FRONTALES ACABADO
2Z
2Z Finishing End Mills
Fraises Finition 2Z
FRESAS ESPECIALES
Shank Tools
Fraises Spéciales
18
32
52
28
44
78
26
37
64
29
49
83
27
41
73
30
Otros Catalogos IZAR disponibles Other IZAR Catalogues available Autres Catalogues IZAR disponibles
Compppppppppppppppppprrroororrorooooororor memememememeememememmm iitiitititiittittititititiddododdododododdododosssss s s ccocococococccc n n lala ffababriricacacción y e
g p
Construcción mm
Metric Construction
Construction mm
Industrial mm
Metric Industrial
Industriel mm
PRO 16

17Comprometidos con la fabricación y el empleo izartool.com Commited to manufacturing and jobs 17CoCoCoCoCoCompmpmpm roororomememememmmmmm tidodoooossssssss cococococoon la fabbbbbrrirr cacacaccciiiiióónónónón yyyyy eeeel l eemememempllllleeoeoeooeeee iiiiiiiizzzzzzzzzaaaaaaarrrrrrtttttooooool.ccoooooooooommmmmmmmmmiiiiiiiizzzzzzzzzzaaaaaaarrrrrrrtttttooooool.ccoooooooooommmmmmmmm Commmmmmmmmmm ititititteedeed ttooo mmmammanunufafaaf cturiningg annnndddd joj bsbssss 17Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs 17Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
BROCAS MANGO CILÍNDRICOStraight Shank Twist Drills
Forets Queue Cylindrique
JUEGOS BROCASTwist Drill Sets
Jeux Forets
BROCAS MANGO CÓNICOMorse Taper Shank Twist Drills
Forets Queue Cône Morse
BROCAS CENTRARCenter Drills
Forets à Centrer
BROCAS CONSTRUCCIÓNConstruction Drill Bits
Forets Construction
FRESAS HUECAS MÁQUINAS
ELECTROMAGNÉTICASElectromagnetic Machine Hole-Cutters
Fraises à Carotter pour Unités de Perçage Electro-Magnetiques
TALADRADODrilling
Perçage
18
26
27
28
29
30

18 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
D Corte
Flute / CoupeOAL
Nº Art.
Cobalt€
3/64 3/4 1 3/4 10 10785 1,04
1/16 7/8 1 7/8 10 29771 0,99
5/64 1 2 10 29780 0,99
3/32 1 1/4 2 1/4 10 29790 0,99
7/64 1 1/2 2 5/8 10 29800 1,04
1/8 1 5/8 2 3/4 10 29808 1,28
9/64 1 3/4 2 7/8 10 29815 1,28
5/32 2 3 1/8 10 29821 1,46
11/64 2 1/8 3 1/4 10 29830 1,53
3/16 2 5/16 3 1/2 10 27637 1,70
13/64 2 7/16 3 5/8 10 29843 2,04
7/32 2 1/2 3 3/4 10 29850 2,21
15/64 2 5/8 3 7/8 10 29855 2,36
1/4 2 3/4 4 10 27638 2,51
17/64 2 7/8 4 1/8 10 29864 2,88
9/32 2 15/16 4 1/4 10 29871 2,99
19/64 3 1/16 4 3/8 10 29876 3,63
5/16 3 3/16 4 1/2 10 29878 3,91
21/64 3 5/16 4 5/8 10 29882 4,26
11/32 3 7/16 4 3/4 10 29888 4,65
23/64 3 1/2 4 7/8 10 29893 5,40
3/8 3 5/8 5 10 29896 5,40
D Corte
Flute / CoupeOAL
Nº Art.
Cobalt€
25/64 3 3/4 5 1/8 10 29900 6,11
13/32 3 7/8 5 1/4 5 29904 6,38
27/64 3 15/16 5 3/8 5 29907 7,07
7/16 4 1/16 5 1/2 5 29909 7,23
29/64 4 3/16 5 5/8 5 29912 8,66
15/32 4 5/16 5 3/4 5 29913 8,83
31/64 4 3/8 5 7/8 5 29916 9,09
1/2 4 1/2 6 5 29918 9,09
33/64 4 13/16 6 5/8 1 29920 16,34
17/32 4 13/16 6 5/8 1 29921 17,10
35/64 4 13/16 6 5/8 1 29922 18,55
9/16 4 13/16 6 5/8 1 29923 19,44
37/64 4 13/16 6 5/8 1 29924 19,44
19/32 5 3/16 7 1/8 1 29925 19,97
39/64 5 3/16 7 1/8 1 29926 21,42
5/8 5 3/16 7 1/8 1 29927 22,91
41/64 5 3/16 7 1/8 1 29928 24,05
21/32 5 3/16 7 1/8 1 29929 25,97
43/64 5 5/8 7 5/8 1 29931 26,23
11/16 5 5/8 7 5/8 1 29932 29,75
3/4 6 7/64 9 31/32 1 18844 36,30
Cobalt5%
NAS
907 J
Ambar
Gold Finish
Finition Or
Rectificado
Ground
Taillé Meulé
A.R.I.*
I.H.P.*
H.P.I.*
* Alto Rendimiento Intensivo
* Intensive High Performance
* Haute Performance Intensif
BROCA MANGO CILÍNDRICO MATERIALES DUROS. SERIE CORTAHard Materials Straight Shank Twist Drill. Jobber Series
Foret Queue Cylindrique Matériaux Durs. Série CourteRef. 1700
135°
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0008 0,0014 0,0018 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0063 0,0071 0,0075 0,0098
0,0012 0,0016 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0059 0,0067 0,0083 0,0098 0,0118
0,0008 0,0012 0,0016 0,0020 0,0024 0,0028 0,0031 0,0039 0,0047 0,0055 0,0063 0,0079 0,0094
Vc (ft/min.)
5% Co
26 - 49
26 - 39
33-49
Material
Group Sub.
1 1.3
2 2.2
4 4
Ø
Vc x 1.000
π x ør.p.m. =
Flute
OAL
Ø

19Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
D Corte
Flute / CoupeOAL
Nº Art.
Cobalt€
1/16 7/8 1 7/8 10 35066 1,81
5/64 1 2 10 35067 1,74
3/32 1 1/4 2 1/4 10 35068 1,74
7/64 1 1/2 2 5/8 10 35069 1,90
1/8 1 5/8 2 3/4 10 35070 2,28
9/64 1 3/4 2 7/8 10 35071 2,26
5/32 2 3 1/8 10 35072 2,58
11/64 2 1/8 3 1/4 10 35073 2,81
3/16 2 5/16 3 1/2 10 35074 3,03
13/64 2 7/16 3 5/8 10 35075 3,75
7/32 2 1/2 3 3/4 10 35076 3,91
15/64 2 5/8 3 7/8 10 35077 4,15
1/4 2 3/4 4 10 35078 4,34
17/64 2 7/8 4 1/8 10 35079 4,97
9/32 2 15/16 4 1/4 10 35080 5,16
19/64 3 1/16 4 3/8 10 35081 6,24
D Corte
Flute / CoupeOAL
Nº Art.
Cobalt€
5/16 3 3/16 4 1/2 10 35082 6,70
21/64 3 5/16 4 5/8 10 35083 7,36
11/32 3 7/16 4 3/4 10 35084 7,97
23/64 3 1/2 4 7/8 10 35085 9,25
3/8 3 5/8 5 10 35086 9,25
25/64 3 3/4 5 1/8 10 35087 10,50
13/32 3 7/8 5 1/4 5 35088 11,06
27/64 3 15/16 5 3/8 5 35089 11,57
7/16 4 1/16 5 1/2 5 35090 11,84
29/64 4 3/16 5 5/8 5 35091 13,64
15/32 4 5/16 5 3/4 5 35092 13,93
31/64 4 3/8 5 7/8 5 35093 13,12
1/2 4 1/2 6 5 35094 12,99
Cobalt5%
ANSI
Std.
Blue+
Gold
Finish
Rectificado
Ground
Taillé Meulé
BROCA MANGO CILÍNDRICO MULTI INOX. SERIE CORTAMulti-STAINLESS Steel Straight Shank Twist Drill. Jobber Series
Foret Queue Cylindrique Multi INOX. Serie CourteRef. 1721
135°
Flute
OAL
Ø
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0018 0,0022 0,0028 0,0031 0,0039 0,0047 0,0059 0,0063 0,0071 0,0098 0,0118 0,0122 0,0157
0,0012 0,0016 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0059 0,0067 0,0083 0,0098 0,0118
0,0012 0,0016 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0059 0,0067 0,0083 0,0098 0,0118
0,0016 0,0020 0,0024 0,0031 0,0035 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
Vc (ft/min.)
5% Co
82 - 98
17 - 39
26 - 39
164-197
82-98
197-262
197-262
131-164
Material
Group Sub.
1 1.1
22.1
2.2
55.1
5.2
6
6.1
6.2
6.3
Vc x 1.000
π x ør.p.m. =
> 5/32
Ø

20 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
D Corte
Flute / CoupeOAL
Nº Art.
Cobalt€
3/64 3/4 1 3/4 10 32051 1,53
1/16 7/8 1 7/8 10 37549 1,46
5/64 1 2 10 37550 1,41
3/32 1 1/4 2 1/4 10 37551 1,41
7/64 1 1/2 2 5/8 10 37552 1,53
1/8 1 5/8 2 3/4 10 37553 1,84
9/64 1 3/4 2 7/8 10 37554 1,83
5/32 2 3 1/8 10 37555 2,09
11/64 2 1/8 3 1/4 10 37556 2,27
3/16 2 5/16 3 1/2 10 37557 2,45
13/64 2 7/16 3 5/8 10 37558 3,02
7/32 2 1/2 3 3/4 10 37559 3,16
15/64 2 5/8 3 7/8 10 37560 3,35
1/4 2 3/4 4 10 37561 3,51
17/64 2 7/8 4 1/8 10 37562 4,01
9/32 2 15/16 4 1/4 10 37563 4,17
D Corte
Flute / CoupeOAL
Nº Art.
Cobalt€
19/64 3 1/16 4 3/8 10 37564 5,04
5/16 3 3/16 4 1/2 10 37565 5,41
21/64 3 5/16 4 5/8 10 37566 5,94
11/32 3 7/16 4 3/4 10 37567 6,44
23/64 3 1/2 4 7/8 10 37568 7,48
3/8 3 5/8 5 10 37569 7,48
25/64 3 3/4 5 1/8 10 37570 8,48
13/32 3 7/8 5 1/4 5 37571 8,94
27/64 3 15/16 5 3/8 5 37572 9,35
7/16 4 1/16 5 1/2 5 37573 9,57
29/64 4 3/16 5 5/8 5 37574 11,03
15/32 4 5/16 5 3/4 5 37575 11,25
31/64 4 3/8 5 7/8 5 37576 10,59
1/2 4 1/2 6 5 37577 10,49
Cobalt5%
ANSI
Std.
Rectificado
Ground
Taillé Meulé
BROCA MANGO CILÍNDRICO INOX. SERIE CORTAStainless Steel Straight Shank Twist Drill. Jobber Series
Foret Queue Cylindrique Inoxydable. Série Courte Ref. 1720
135°
Flute
OAL
Ø
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0012 0,0016 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0059 0,0067 0,0083 0,0098 0,0118
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
Vc (ft/min.)
5% Co
17 - 39
197-262
197-262
131-164
Material
Group Sub.
2 2.1
6
6.1
6.2
6.3
Vc x 1.000
π x ør.p.m. =
Blanca
Bright Finish
Finition Blanc
Ø

21Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
D Corte
Flute / CoupeOAL
Nº Art.
HSS€
Nº Art.
TIN€
1/64 3/16 3/4 10 19871 0,88 13913 1,72
1/32 1/2 1 3/8 10 17700 0,72 13914 1,56
3/64 3/4 1 3/4 10 17721 0,63 13919 1,49
1/16 7/8 1 7/8 10 17733 0,68 13922 1,49
5/64 1 2 10 17751 0,63 13925 1,47
3/32 1 1/4 2 1/4 10 17772 0,62 13931 1,46
7/64 1 1/2 2 5/8 10 17793 0,74 13934 1,56
1/8 1 5/8 2 3/4 10 17811 0,71 13940 1,76
9/64 1 3/4 2 7/8 10 17820 0,83 13942 1,85
5/32 2 3 1/8 10 17841 0,86 13948 1,90
11/64 2 1/8 3 1/4 10 17862 0,97 13952 2,01
3/16 2 5/16 3 1/2 10 17880 0,99 13957 2,04
13/64 2 7/16 3 5/8 10 17904 1,17 13960 2,19
7/32 2 1/2 3 3/4 10 17919 1,31 13964 2,34
15/64 2 5/8 3 7/8 10 17931 1,48 13967 2,51
1/4 2 3/4 4 10 17943 1,48 13970 3,56
17/64 2 7/8 4 1/8 10 17955 1,98 13973 4,05
9/32 2 15/16 4 1/4 10 18593 2,07 13977 4,16
19/64 3 1/16 4 3/8 10 20597 2,38 13978 4,46
5/16 3 3/16 4 1/2 10 20603 2,52 13980 4,61
21/64 3 5/16 4 5/8 10 21500 2,90 13982 4,98
11/32 3 7/16 4 3/4 10 21539 3,13 13985 5,21
23/64 3 1/2 4 7/8 10 22679 3,24 13988 5,32
3/8 3 5/8 5 10 24017 3,50 13990 5,57
25/64 3 3/4 5 1/8 10 24026 3,86 13992 8,01
13/32 3 7/8 5 1/4 5 24038 4,24 13995 8,40
27/64 3 15/16 5 3/8 5 24044 4,49 13996 8,65
7/16 4 1/16 5 1/2 5 24050 4,84 13997 9,00
29/64 4 3/16 5 5/8 5 24053 5,27 13998 9,44
15/32 4 5/16 5 3/4 5 25701 5,61 13999 10,32
31/64 4 3/8 5 7/8 5 25704 6,28 14000 10,44
1/2 4 1/2 6 5 25707 6,78 14001 10,93
D Corte
Flute / CoupeOAL
Nº Art.
HSS€
33/64 4 13/16 6 5/8 1 17928 9,40
17/32 4 13/16 6 5/8 1 25713 9,40
35/64 4 13/16 6 5/8 1 25722 8,81
9/16 4 13/16 6 5/8 1 25725 10,89
37/64 4 13/16 6 5/8 1 25731 10,89
19/32 5 3/16 7 1/8 1 25734 12,71
39/64 5 3/16 7 1/8 1 17930 13,62
5/8 5 3/16 7 1/8 1 25740 14,54
41/64 5 3/16 7 1/8 1 25743 16,02
21/32 5 3/16 7 1/8 1 25746 16,02
43/64 5 5/8 7 5/8 1 24143 19,35
11/16 5 5/8 7 5/8 1 25752 22,66
45/64 5 5/8 9 1/2 1 13683 23,38
23/32 5 5/8 9 1/2 1 13686 24,86
47/64 5 5/8 9 3/4 1 24149 26,61
3/4 5 7/8 9 3/4 1 25767 27,65
25/32 6 9 7/8 1 25776 32,85
13/16 6 1/8 10 1 25779 38,05
27/32 6 1/8 10 1 25782 41,88
7/8 6 1/8 10 1 25785 45,77
29/32 6 1/8 10 1 29845 49,25
59/64 6 1/8 10 3/4 1 29841 51,00
15/16 6 1/8 10 3/4 1 29842 52,73
31/32 6 3/8 11 1 29844 57,69
1 6 3/8 11 1 25800 62,61
TIN
BROCA MANGO CILÍNDRICO USO GENERAL. SERIE CORTAGeneral Purpose Straight Shank Twist Drill. Jobber Series
Foret Queue Cylindrique Utilisation Générale. Série CourteRef. 1070
Flute
OAL
Ø
ANSI
Std. N118°
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0018 0,0022 0,0028 0,0031 0,0039 0,0047 0,0059 0,0063 0,0071 0,0098 0,0118 0,0122 0,0157
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
0,0020 0,0028 0,0031 0,0039 0,0047 0,0055 0,0067 0,0079 0,0094 0,0110 0,0134 0,0161 0,0193
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
Vc (ft/min.)
HSS TIN
82 - 98 98-115
98-115 118-138
82-98 98-118
196-262 236-315
196-262 236-315
131-164 157-197
Material
Group Sub.
1 1.1
33.1
3.2
6
6.1
6.2
6.3
Vc x 1.000
π x ør.p.m. =
Bright
Finish
Rectificado
Ground
Taillé MeuléHSS
Ø
22 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
D Corte
Flute / CoupeOAL
Nº Art.
HSS€
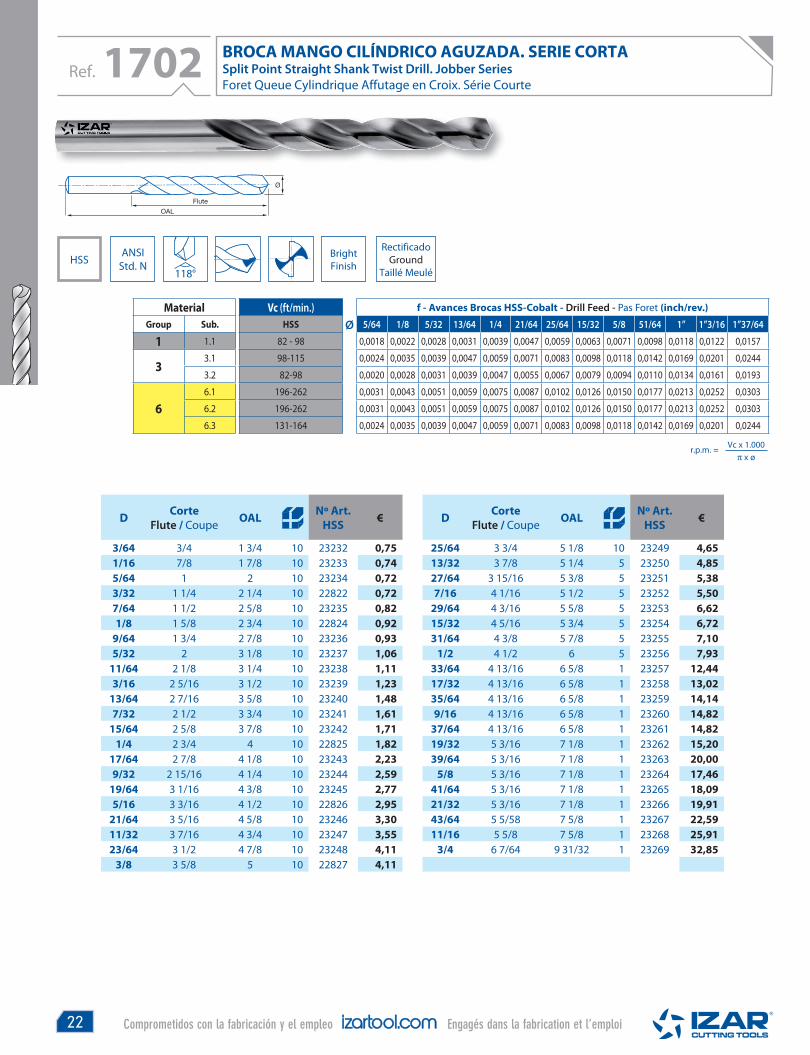
3/64 3/4 1 3/4 10 23232 0,75
1/16 7/8 1 7/8 10 23233 0,74
5/64 1 2 10 23234 0,72
3/32 1 1/4 2 1/4 10 22822 0,72
7/64 1 1/2 2 5/8 10 23235 0,82
1/8 1 5/8 2 3/4 10 22824 0,92
9/64 1 3/4 2 7/8 10 23236 0,93
5/32 2 3 1/8 10 23237 1,06
11/64 2 1/8 3 1/4 10 23238 1,11
3/16 2 5/16 3 1/2 10 23239 1,23
13/64 2 7/16 3 5/8 10 23240 1,48
7/32 2 1/2 3 3/4 10 23241 1,61
15/64 2 5/8 3 7/8 10 23242 1,71
1/4 2 3/4 4 10 22825 1,82
17/64 2 7/8 4 1/8 10 23243 2,23
9/32 2 15/16 4 1/4 10 23244 2,59
19/64 3 1/16 4 3/8 10 23245 2,77
5/16 3 3/16 4 1/2 10 22826 2,95
21/64 3 5/16 4 5/8 10 23246 3,30
11/32 3 7/16 4 3/4 10 23247 3,55
23/64 3 1/2 4 7/8 10 23248 4,11
3/8 3 5/8 5 10 22827 4,11
D Corte
Flute / CoupeOAL
Nº Art.
HSS€
25/64 3 3/4 5 1/8 10 23249 4,65
13/32 3 7/8 5 1/4 5 23250 4,85
27/64 3 15/16 5 3/8 5 23251 5,38
7/16 4 1/16 5 1/2 5 23252 5,50
29/64 4 3/16 5 5/8 5 23253 6,62
15/32 4 5/16 5 3/4 5 23254 6,72
31/64 4 3/8 5 7/8 5 23255 7,10
1/2 4 1/2 6 5 23256 7,93
33/64 4 13/16 6 5/8 1 23257 12,44
17/32 4 13/16 6 5/8 1 23258 13,02
35/64 4 13/16 6 5/8 1 23259 14,14
9/16 4 13/16 6 5/8 1 23260 14,82
37/64 4 13/16 6 5/8 1 23261 14,82
19/32 5 3/16 7 1/8 1 23262 15,20
39/64 5 3/16 7 1/8 1 23263 20,00
5/8 5 3/16 7 1/8 1 23264 17,46
41/64 5 3/16 7 1/8 1 23265 18,09
21/32 5 3/16 7 1/8 1 23266 19,91
43/64 5 5/58 7 5/8 1 23267 22,59
11/16 5 5/8 7 5/8 1 23268 25,91
3/4 6 7/64 9 31/32 1 23269 32,85
HSSANSI
Std. N
BROCA MANGO CILÍNDRICO AGUZADA. SERIE CORTASplit Point Straight Shank Twist Drill. Jobber Series
Foret Queue Cylindrique Affutage en Croix. Série CourteRef. 1702
118°
Flute
OAL
Ø
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0018 0,0022 0,0028 0,0031 0,0039 0,0047 0,0059 0,0063 0,0071 0,0098 0,0118 0,0122 0,0157
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
0,0020 0,0028 0,0031 0,0039 0,0047 0,0055 0,0067 0,0079 0,0094 0,0110 0,0134 0,0161 0,0193
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
Vc (ft/min.)
HSS
82 - 98
98-115
82-98
196-262
196-262
131-164
Material
Group Sub.
1 1.1
33.1
3.2
6
6.1
6.2
6.3
Vc x 1.000
π x ør.p.m. =
Bright
Finish
Rectificado
Ground
Taillé Meulé
Ø

23Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
D Corte
Flute / CoupeOAL
Nº Art.
HSS€
17/32 3 6 1 22864 15,74
9/16 3 6 1 22866 16,47
19/32 3 6 1 22869 17,70
5/8 3 6 1 22872 18,91
21/32 3 6 1 22874 20,41
11/16 3 6 1 22875 24,92
23/32 3 6 1 22876 27,34
3/4 3 6 1 22877 30,42
25/32 3 6 1 22878 41,85
13/16 3 6 1 22879 41,85
27/32 3 6 1 24616 41,85
7/8 3 6 1 22881 48,04
29/32 3 6 1 24617 48,04
15/16 3 6 1 22883 55,37
31/32 3 6 1 24618 55,37
1 3 6 1 22884 65,74
1 1/16 3 6 1 22885 72,30
1 1/8 3 6 1 22886 82,10
1 5/32 3 6 1 24619 92,93
1 3/16 3 6 1 22887 85,35
1 1/4 3 6 1 22888 92,93
1 5/16 3 6 1 22890 97,11
1 3/8 3 6 1 22892 106,32
1 7/16 3 6 1 24620 129,72
1 1/2 3 6 1 22893 134,69
BROCA MANGO REBAJADO. SERIE CORTAReduced Shank Twist Drill. Jobber Series
Foret Queue Reduit. Série CourteRef. 1717
Flute
OAL
Ø
ANSI
Std. N118°
Blue
Finish
Rectificado
Ground
Taillé Meulé
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0018 0,0022 0,0028 0,0031 0,0039 0,0047 0,0059 0,0063 0,0071 0,0098 0,0118 0,0122 0,0157
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
0,0020 0,0028 0,0031 0,0039 0,0047 0,0055 0,0067 0,0079 0,0094 0,0110 0,0134 0,0161 0,0193
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0031 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150 0,0177 0,0213 0,0252 0,0303
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
Vc (ft/min.)
HSS
82 - 98
98-115
82-98
196-262
196-262
131-164
Material
Group Sub.
1 1.1
33.1
3.2
6
6.1
6.2
6.3
Vc x 1.000
π x ør.p.m. =
HSS
Ø=1/2
Ø

24 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
D Corte
Flute / CoupeOAL
Nº Art.
Cobalt€
3/64 1/2 1 3/8 10 13333 1,01
1/16 5/8 1 5/8 10 29649 0,92
5/64 11/16 1 11/16 10 29655 0,92
3/32 3/4 1 3/4 10 29662 0,92
7/64 13/16 1 13/16 10 29670 1,01
1/8 7/8 1 7/8 10 29676 1,17
9/64 15/16 1 15/16 10 29679 1,17
5/32 1 2 1/16 10 29685 1,29
11/64 1 1/16 2 1/8 10 29691 1,45
3/16 1 1/8 2 3/16 10 29697 1,73
13/64 1 3/16 2 1/4 10 29704 1,98
7/32 1 1/4 2 3/8 10 29709 2,17
15/64 1 5/16 2 7/16 10 29713 2,33
1/4 1 3/8 2 1/2 10 29717 2,36
17/64 1 7/16 2 5/8 10 29720 2,73
9/32 1 1/2 2 11/16 10 29724 3,02
19/64 1 9/12 2 3/4 10 29727 3,44
5/16 1 5/8 2 13/16 10 29729 3,69
21/64 1 11/16 2 15/16 10 29732 4,10
11/32 1 11/16 3 10 29735 4,45
23/64 1 3/4 3 1/16 10 29738 5,12
3/8 1 13/16 3 1/8 10 29740 5,12
25/64 1 7/8 3 1/4 10 29743 5,84
13/32 1 15/16 3 5/16 5 29746 6,00
D Corte
Flute / CoupeOAL
Nº Art.
Cobalt€
27/64 2 3 3/8 5 29748 6,70
7/16 2 1/16 3 7/16 5 29749 6,87
29/64 2 1/8 3 9/16 5 29750 8,23
15/32 2 1/8 3 5/8 5 29751 8,23
31/64 2 3/16 3 11/16 5 29752 8,23
1/2 2 1/4 3 3/4 5 29753 8,23
33/64 2 3/8 3 7/8 1 13334 18,76
17/32 2 3/8 3 7/8 1 29754 20,24
35/64 2 1/2 4 1 13335 20,99
9/16 2 43/64 4 11/64 1 29756 20,99
19/32 2 5/8 4 1/8 1 13336 22,56
39/64 2 3/4 4 1/4 1 13337 29,03
5/8 2 15/16 4 7/16 1 29759 24,34
41/64 2 7/8 4 1/2 1 13338 25,64
21/32 2 7/8 4 1/2 1 13339 26,86
11/16 3 5/64 4 53/64 1 29760 26,54
3/4 3 11/32 5 7/32 1 29761 35,44
25/32 3 1/4 5 1/8 1 68674 42,71
13/16 3 3/8 5 1/4 1 68617 49,47
27/32 3 1/2 5 3/8 1 68675 54,44
7/8 3 1/2 5 1/2 1 68618 59,50
1 4 6 1 68619 81,39
BROCA MANGO CILÍNDRICO MATERIALES DUROS. SERIE EXTRA CORTAHard Materials Straight Shank Twist Drill. Stub Series
Foret Queue Cylindrique Matériaux Durs. Série Extra-CourteRef. 1752
Flute
OAL
Ø
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0008 0,0014 0,0018 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0063 0,0071 0,0075 0,0098
0,0012 0,0016 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0059 0,0067 0,0083 0,0098 0,0118
0,0008 0,0012 0,0016 0,0020 0,0024 0,0028 0,0031 0,0039 0,0047 0,0055 0,0063 0,0079 0,0094
Vc (ft/min.)
5% Co
26 - 49
26 - 39
33-49
Material
Group Sub.
1 1.3
2 2.2
4 4
Vc x 1.000
π x ør.p.m. =
Cobalt5%
ANSI
Std. N
Ambar
Gold Finish
Finition Or
Rectificado
Ground
Taillé Meulé135°
Ø
Nº AArt
new !
Nº AArt
new !

25Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
D Corte
Flute / CoupeOAL
Nº Art.
HSS€
Nº 30 15/16 1 15/16 10 15177 0,99
Nº 20 1 1/16 2 1/8 10 15180 1,13
Nº 11 1 3/16 2 1/4 10 15183 1,13
BROCA MANGO CILÍNDRICO USO GENERAL. SERIE EXTRA CORTAGeneral Purpose Straight Shank Twist Drill. Stub Series
Foret Queue Cylindrique Utilisation Générale. Série Extra-CourteRef. 1751
Flute
OAL
Ø
Sin destalonar
No Clear
Pas détalonnée
HSSANSI
Std. N135°
Blue
Finish
Rectificado
Ground
Taillé Meulé
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0018 0,0022 0,0028 0,0031 0,0039 0,0047 0,0059 0,0063 0,0071 0,0098 0,0118 0,0122 0,0157
Vc (ft/min.)
HSS
82 - 98
Material
Group Sub.
1 1.1
Vc x 1.000
π x ør.p.m. =
Láminas
Metal
Sheets/ Tôle
Ø

26 Comprometidos con la fabricación y el empleo izartool.com Engagés dans la fabrication et l’emploi
JUEGO BROCAS. 13 PCS. (1/16 - 1/4 X 1/64)Twist Drill Set. 13 pcs. (1/16 - 1/4 x 1/64)Jeu de Forets. 13 pcs. (1/16 - 1/4 x 1/64)
Ref. 1493
JUEGO BROCAS. 15 PCS. (1/16 - 1/2 X 1/32)Twist Drill Set. 15 pcs. (1/16 - 1/2 x 1/32)Jeu de Forets. 15 pcs. (1/16 - 1/2 x 1/32)
Ref. 1495
JUEGO BROCAS. 29 PCS. (1/16 - 1/2 X 1/64)Twist Drill Set. 29 pcs. (1/16 - 1/2 x 1/64) Jeu de Forets. 29 pcs. (1/16 - 1/2 x 1/64)
Ref. 1496
N° Art.HSS
€
13065 29,38
N° Art.HSS
€
13067 70,69
N° Art.HSS
€
20423 99,41
Ref.1070
Ref.1070
Ref.1070
N° Art.TIN
€
14279 46,67
N° Art.TIN
€
19230 112,02
N° Art.TIN
€
19231 179,46
Ref.1700
Ref.1700
Ref.1700
N° Art.Cobalt
€
14280 37,05
N° Art.Cobalt
€
14272 92,00
N° Art.Cobalt
€
14271 142,26
Ref.1070 TIN
Ref.1070 TIN
Ref.1070 TIN

27Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
BROCA MANGO CÓNICO. SERIE CORTAMorse Taper Shank Twist Drill. Jobber Series
Foret Queue Cóne Morse. Série CourteRef. 1710
HSSANSI
Std. N118°
Blue
Finish
Rectificado
Ground
Taillé Meulé
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0018 0,0022 0,0028 0,0031 0,0039 0,0047 0,0059 0,0063 0,0071 0,0098 0,0118 0,0122 0,0157
0,0014 0,0018 0,0020 0,0024 0,0031 0,0039 0,0047 0,0051 0,0063 0,0079 0,0098 0,0102 0,0118
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
0,0020 0,0028 0,0031 0,0039 0,0047 0,0055 0,0067 0,0079 0,0094 0,0110 0,0134 0,0161 0,0193
0,0016 0,0020 0,0024 0,0031 0,0035 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
Vc (ft/min.)
HSS
82 - 98
49 - 66
98-115
82-98
180-215
82-98
Material
Group Sub.
11.1
1.2
33.1
3.2
55.1
5.2
Vc x 1.000
π x ør.p.m. =
FluteOAL
Ø
D Corte
Flute / CoupeOAL
CM
Taper
Nº Art.
HSS€
1/2 3 63/64 7 11/64 1 1 22894 18,07
33/64 3 63/64 7 11/64 1 1 22896 20,34
17/32 4 1/4 7 7/16 1 1 22899 20,27
35/64 4 1/4 7 7/16 1 1 22901 21,40
9/16 4 31/64 8 11/32 2 1 22902 21,16
37/64 4 31/64 8 11/32 2 1 22903 21,40
19/32 4 23/32 8 37/64 2 1 22905 21,40
39/64 4 23/32 8 37/64 2 1 22906 22,24
5/8 4 23/32 8 37/64 2 1 22908 22,24
41/64 4 59/64 8 25/32 2 1 22911 23,51
21/32 4 59/64 8 25/32 2 1 22913 23,51
43/64 5 1/8 8 31/32 2 1 22914 25,03
11/16 5 1/8 8 31/32 2 1 22915 25,03
45/64 5 1/8 8 31/32 2 1 22916 25,97
23/32 5 5/16 9 11/64 2 1 22917 27,49
47/64 5 5/16 9 11/64 2 1 22918 29,01
3/4 5 33/64 9 3/8 2 1 22919 29,01
49/64 5 33/64 9 3/8 2 1 22920 39,77
25/32 5 33/64 9 3/8 2 1 22921 39,77
51/64 5 45/64 9 9/16 2 1 22922 39,77
13/16 5 45/64 9 9/16 2 1 22923 39,77
53/64 5 45/64 9 9/16 2 1 22924 47,85
27/32 5 29/32 9 49/64 2 1 22926 47,85
55/64 5 29/32 9 49/64 2 1 22927 47,85
7/8 5 29/32 9 61/64 2 1 22928 47,85
57/64 6 7/64 9 61/64 2 1 22929 55,13
29/32 6 7/64 9 61/64 2 1 22930 55,13
59/64 6 7/64 10 55/64 3 1 22931 55,13
D Corte
Flute / CoupeOAL
CM
Taper
Nº Art.
HSS€
15/16 6 19/64 11 1/16 3 1 22932 55,13
61/64 6 19/64 11 1/16 3 1 22933 65,46
31/32 6 19/64 11 1/16 3 1 22934 65,46
63/64 6 1/2 11 17/64 3 1 22935 65,46
1 6 1/2 11 17/64 3 1 22936 65,46
1 1/32 6 1/2 11 17/64 3 1 22937 68,89
1 1/16 6 11/16 11 29/64 3 1 22938 71,75
1 3/32 6 11/16 11 29/64 3 1 22939 75,27
1 1/8 6 57/64 11 21/32 3 1 22940 83,71
1 5/32 6 57/64 11 21/32 3 1 22941 85,79
1 3/16 7 3/32 11 27/32 3 1 22942 90,43
1 7/32 7 3/32 11 27/32 3 1 22943 92,72
1 1/4 7 9/32 12 3/64 3 1 22944 106,08
1 9/32 7 9/32 13 5/32 4 1 22946 112,55
1 5/16 7 9/32 13 5/32 4 1 22947 114,37
1 11/32 7 31/64 13 11/32 4 1 22948 119,92
1 3/8 7 31/64 13 11/32 4 1 22949 123,51
1 13/32 7 43/64 13 35/64 4 1 22950 136,61
1 7/16 7 43/64 13 35/64 4 1 22951 143,93
1 1/2 7 7/8 13 47/64 4 1 22952 167,54
1 9/16 7 7/8 13 47/64 4 1 22953 178,70
1 5/8 8 5/64 13 15/16 4 1 22954 193,77
1 11/16 8 17/64 14 9/64 4 1 22955 200,82
1 3/4 8 17/64 14 9/64 4 1 22956 208,44
1 13/16 8 15/32 14 21/64 4 1 22957 230,58
1 7/8 8 21/32 14 17/32 4 1 22958 247,14
1 15/16 8 21/32 14 17/32 4 1 22959 272,57
2 8 55/64 14 23/32 4 1 22960 272,57
Ø

28 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
BROCA CENTRAR DOBLE COBALTOCobalt Double Center Drill
Foret à Centrer Double CobaltRef. 1370
BROCA CENTRAR DOBLE HSSHSS Double Center Drill
Foret à Centrer Double HSSRef. 1380
ASME
Std.
ASME
Std.
118°
118°
Rectificado
Ground
Taillé Meulé
Rectificado
Ground
Taillé Meulé
DBroca diam.
Drill / Foret
Cuerpo diam.
Body / CorpsOAL
Nº Art.
Cobalt€
0 1/32 3/32 1 1/8 1 42859 5,30
1 3/64 1/8 1 1/4 1 42860 5,30
2 5/64 3/16 1 7/8 1 42861 5,21
3 7/64 1/4 2 1 42862 5,21
4 1/8 5/16 2 1/8 1 42864 5,00
5 3/16 7/16 2 3/4 1 42867 8,94
6 7/32 1/2 3 1 42870 13,71
7 1/4 5/8 3 1/4 1 42871 22,05
8 5/16 3/4 3 1/2 1 42873 31,82
DBroca diam.
Drill / Foret
Cuerpo diam.
Body / CorpsOAL
Nº Art.
HSS€
0 1/32 3/32 1 1/8 1 43940 4,17
1 3/64 1/8 1 1/4 1 40054 4,17
2 5/64 3/16 1 7/8 1 40056 4,06
3 7/64 1/4 2 1 40059 4,06
4 1/8 5/16 2 1/8 1 40060 3,91
5 3/16 7/16 2 3/4 1 40250 7,01
6 7/32 1/2 3 1 40253 10,75
7 1/4 5/8 3 1/4 1 40062 17,29
8 5/16 3/4 3 1/2 1 40064 25,77
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0018 0,0022 0,0028 0,0031 0,0039 0,0047 0,0059 0,0063 0,0071 0,0098 0,0118 0,0122 0,0157
0,0014 0,0018 0,0020 0,0024 0,0031 0,0039 0,0047 0,0051 0,0063 0,0079 0,0098 0,0102 0,0118
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
0,0020 0,0028 0,0031 0,0039 0,0047 0,0055 0,0067 0,0079 0,0094 0,0110 0,0134 0,0161 0,0193
0,0016 0,0020 0,0024 0,0031 0,0035 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
Vc (ft/min.)
5% Co
71-90
29-43
72-87
54-72
90-108
Material
Group Sub.
11.1
1.2
33.1
3.2
5 5.1
6 6.3
Vc x 1.000
π x ør.p.m. =
Cobalt5%
HSS
60°
60°
Blanca
Bright Finish
Finition Blanc
Blanca
Bright Finish
Finition Blanc
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0018 0,0022 0,0028 0,0031 0,0039 0,0047 0,0059 0,0063 0,0071 0,0098 0,0118 0,0122 0,0157
0,0014 0,0018 0,0020 0,0024 0,0031 0,0039 0,0047 0,0051 0,0063 0,0079 0,0098 0,0102 0,0118
0,0012 0,0016 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0059 0,0067 0,0083 0,0098 0,0118
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
0,0020 0,0028 0,0031 0,0039 0,0047 0,0055 0,0067 0,0079 0,0094 0,0110 0,0134 0,0161 0,0193
0,0016 0,0020 0,0024 0,0031 0,0035 0,0043 0,0051 0,0059 0,0075 0,0087 0,0102 0,0126 0,0150
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
0,0024 0,0035 0,0039 0,0047 0,0059 0,0071 0,0083 0,0098 0,0118 0,0142 0,0169 0,0201 0,0244
Vc (ft/min.)
HSS
65-82
26-39
20-26
65-79
49-65
82-98
82-98
Material
Group Sub.
11.1
1.2
2 2.2
33.1
3.2
55.1
5.2
6 6.3
Vc x 1.000
π x ør.p.m. =
CuerpoBody Corps
OAL
BrocaDrill Foret
CuerpoBody Corps
OAL
BrocaDrill Foret
Ø
Ø

29Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
BROCA PUNTA METAL DURO PARED STANDARDStandard MASONRY Carbide Tipped Twist Drill
Foret Pointe Carbure MAÇONNERIE StandardRef. 1880
130°
Bright Finish
(Black Flute)
D Corte
Flute / CoupeOAL
Nº Art.
HSS€
1/8 1 3/16 2 1/2 18495 0,74
5/32 1 9/16 3 18496 0,76
3/16 2 3 1/2 18498 0,85
3/16 3 1/2 6 30174 1,38
1/4 2 3/8 4 22337 1,24
1/4 3 1/2 6 23212 1,68
5/16 2 3/8 4 23434 1,43
5/16 3 1/2 6 23435 2,16
3/8 3 1/2 6 23224 2,70
1/2 3 1/2 6 30180 2,80
5/8 3 1/2 6 23436 4,23
3/4 3 1/2 6 23223 6,00
7/8 3 1/2 6 23336 6,59
1 3 1/2 6 23337 9,40
1/4 11 13/16 16 23437 5,91
5/16 11 13/16 16 23438 5,91
3/8 11 13/16 16 23439 6,22
1/2 11 13/16 16 23440 8,49
5/8 11 13/16 16 23441 10,90
3/4 11 13/16 16 23442 16,11
7/8 11 13/16 16 23443 24,48
1 11 13/16 16 23444 29,03

30 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA HUECA MÁQUINAS ELECTROMAGNÉTICAS HSS CORTAShort HSS Electromagnetic Machine Hole-Cutter
Fraise à Carotter pour Unité de Perçage Electro-Magnetique HSS CourteRef. 7070
EXPULSOREjector
Ejecteur Ref. 4075
HSS
Serie Corta
Short Length
Série Courte
Apto con Poca Lubricación
Suitable with Minimal Cooling
Apte avec Lubrification minimale
Aceros Construcción
Structural Steels
Aciers de Construction
Rectificado
Ground
Taillé Meulé
Aceros<850 N/mm2
Steels/Aciers
Aceros<1000 N/mm2
Steels/Aciers
FundiciónCast Iron
Fonté3/
4
1 3/16
D Corte
Flute / Couped
Nº Art.
HSS€
1/2 1 3/16 3/4 65762 33,68
9/16 1 3/16 3/4 65763 36,11
5/8 1 3/16 3/4 43598 37,15
11/16 1 3/16 3/4 43599 36,11
3/4 1 3/16 3/4 43600 43,06
13/16 1 3/16 3/4 43601 45,49
7/8 1 3/16 3/4 65764 48,96
15/16 1 3/16 3/4 43602 50,69
1" 1 3/16 3/4 65765 52,78
1 1/16 1 3/16 3/4 43603 57,29
1 1/8 1 3/16 3/4 43604 60,42
1 3/16 1 3/16 3/4 65766 66,32
1 1/4 1 3/16 3/4 43605 68,06
1 5/16 1 3/16 3/4 65767 82,64
1 3/8 1 3/16 3/4 65769 90,97
1 7/16 1 3/16 3/4 65770 98,26
1 1/2 1 3/16 3/4 43606 101,74
1 9/16 1 3/16 3/4 65772 106,25
1 5/8 1 3/16 3/4 65773 116,32
1 11/16 1 3/16 3/4 65774 120,14
1 3/4 1 3/16 3/4 65775 131,60
1 13/16 1 3/16 3/4 65776 138,54
1 7/8 1 3/16 3/4 65777 140,63
1 15/16 1 3/16 3/4 65778 149,65
2" 1 3/16 3/4 65779 159,38
2 1/16 1 3/16 3/4 65780 186,46
D Corte
Flute / Coupe
Nº Art.
HSS€
1/4 1 3/16 21411 15,37
UNIVERSAL:
NITTO +
WELDON
HSS
new !
new !
Serie Larga bajo demanda / Long Series upon request / Serie Longue sur demande
31Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
MACHOS WHITWORTHWhitworth Taps
Tarauds Whitworth
MACHOS UNCUNC Taps
Tarauds UNC
MACHOS UNF-SAEUNF-SAE Taps
Tarauds UNF-SAE
MACHOS UN-UNEF-NPTUN-UNEF-NPT Taps
Tarauds UN-UNEF-NPT
COJINETESDies
Filières
32
37
41
44
49
ROSCADOThreading
Taraudage

32 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
Vc= ft/min.
Cobalt5%
Cobalt5%
DIN371
DIN376
C2-3h
C2-3h
α10° ± 2
α10° ± 2
WHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
W 3/32 48,00 1 31/32 23/64 7/64 5/64 3 75415 21,49
W 1/8 40,00 2 13/64 7/16 9/64 7/64 3 75413 17,93
W 5/32 32,00 2 31/64 33/64 11/64 9/64 3 75129 17,93
W 3/16 24,00 2 3/4 19/32 15/64 3/16 3 75414 17,93
W 7/32 24,00 3 5/32 5/8 15/64 3/16 3 75418 27,27
W 1/4 20,00 3 5/32 43/64 9/32 7/32 3 75412 20,46
W 5/16 18,00 3 35/64 25/32 5/16 1/4 3 75458 18,34
W 3/8 16,00 3 15/16 55/64 23/64 9/32 3 75456 26,57
WHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
W 3/8 16,00 3 15/16 55/64 9/32 7/32 3 70395 26,57
W 7/16 14,00 3 15/16 55/64 5/16 1/4 3 70396 34,99
W 1/2 12,00 4 21/64 15/16 23/64 9/32 3 70398 33,59
W 9/16 12,00 4 21/64 1 1/32 7/16 23/64 3 70399 48,16
W 5/8 11,00 4 21/64 1 1/16 15/32 23/64 3 70401 45,58
W 3/4 10,00 4 59/64 1 3/16 35/64 7/16 4 70402 60,97
W 7/8 9,00 5 33/64 1 17/64 45/64 37/64 4 70416 82,56
W 1" 8,00 6 19/64 1 27/64 45/64 37/64 4 70404 103,82
W 1"1/8 7,00 7 3/32 1 37/64 55/64 45/64 4 70450 134,67
W 1"1/4 7,00 7 3/32 1 37/64 55/64 45/64 4 70452 195,48
W 1"3/8 6,00 7 7/8 1 31/32 1 7/64 55/64 4 70453 321,39
W 1"1/2 6,00 7 7/8 1 31/32 1 17/64 15/16 4 70455 348,93
W 1"5/8 5,00 8 21/32 2 9/32 1 27/64 1 9/64 4 70456 487,20
W 1"7/8 4,50 8 21/32 2 9/32 1 27/64 1 9/64 4 70458 636,28
55°Rosca Whitworth cilíndricaStraight Whitworth Thread
Filetage Whitworth Cylindrique
55°Rosca Whitworth cilíndricaStraight Whitworth Thread
Filetage Whitworth Cylindrique
MACHO RECTO MÁQUINA WHITWORTH MANGO REFORZADOReinforced Shank Whitworth Machine Straight Tap
Taraud Droit Machine Whitworth Queue Renforcée
MACHO RECTO MÁQUINA WHITWORTHWhitworth Machine Straight Tap
Taraud Droit Machine Whitworth
Ref.
Ref.
3112
3212
OAL ≤ 1,5D1D
OAL < 1,5D
OAL ≤ 1,5D1D
OAL < 1,5D
OALFlute
Shank
OALFlute
Shank
Queue Renforcée
new !
new !

33Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
Vc= ft/min.
WHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
W 1/8 40,00 2 13/64 7/16 9/64 7/64 3 62897 19,81
W 5/32 32,00 2 31/64 33/64 11/64 9/64 3 62915 19,81
W 3/16 24,00 2 3/4 19/32 15/64 3/16 3 62903 19,81
W 1/4 20,00 3 5/32 43/64 9/32 7/32 3 62894 22,55
W 5/16 18,00 3 35/64 25/32 5/16 1/4 3 62912 26,40
W 3/8 16,00 3 15/16 55/64 23/64 9/32 3 73766 29,17
WHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
W 1/4 20,00 3 5/32 43/64 11/64 9/64 3 59861 17,35
W 5/16 18,00 3 35/64 25/32 15/64 3/16 3 14979 20,31
W 3/8 16,00 3 15/16 55/64 9/32 7/32 3 70420 22,45
W 7/16 14,00 3 15/16 55/64 5/16 1/4 3 70446 28,34
W 1/2 12,00 4 21/64 15/16 23/64 9/32 3 70417 29,67
W 9/16 12,00 4 21/64 1 1/32 7/16 23/64 3 70447 40,76
W 5/8 11,00 4 21/64 1 1/16 15/32 23/64 3 70443 38,51
W 3/4 10,00 4 59/64 1 3/16 35/64 7/16 4 70419 57,45
W 7/8 9,00 5 33/64 1 17/64 45/64 37/64 4 70444 69,87
W 1" 8,00 6 19/64 1 27/64 45/64 37/64 4 70449 87,84
55°Rosca Whitworth cilíndricaStraight Whitworth Thread
Filetage Whitworth Cylindrique
55°Rosca Whitworth cilíndricaStraight Whitworth Thread
Filetage Whitworth Cylindrique
MACHO RECTO MÁQUINA WHITWORTH MANGO REFORZADOReinforced Shank Whitworth Machine Straight Tap
Taraud Droit Machine Whitworth Queue Renforcée
MACHO RECTO MÁQUINA WHITWORTHWhitworth Machine Straight Tap
Taraud Droit Machine Whitworth
Ref.
Ref.
3102
3202
OAL ≤ 2D1D
OAL < 1,5D
OAL ≤ 1,5D1D
OAL < 1,5D
OALFlute
Shank
OALFlute
Shank
Cobalt5%
Cobalt5%
DIN371
DIN376
B3,5-5h
B3,5-5h
α10 -12°
GUN
GUN
α10 -12°
th Queue Renforcé
new !
new !

34 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
Vc= ft/min.
WHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
W 1/8 40,00 2 13/64 13/64 9/64 7/64 3 63152 22,55
W 5/32 32,00 2 31/64 9/32 11/64 9/64 3 63170 22,55
W 3/16 24,00 2 3/4 5/16 15/64 3/16 3 63161 22,55
W 1/4 20,00 3 5/32 25/64 9/32 7/32 3 63149 25,45
W 5/16 18,00 3 35/64 15/32 5/16 1/4 3 63167 29,84
W 3/8 16,00 3 15/16 35/64 23/64 9/32 3 63158 34,09
WHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
W 3/16 24,00 2 3/4 5/16 9/64 7/64 3 59857 17,35
W 1/4 20,00 3 5/32 33/64 11/64 9/64 3 59858 23,50
W 5/16 18,00 3 35/64 35/64 15/64 3/16 3 59859 27,55
W 3/8 16,00 3 15/16 5/8 9/32 7/32 3 70408 30,42
W 7/16 14,00 3 15/16 5/8 5/16 1/4 3 70411 43,81
W 1/2 12,00 4 21/64 45/64 23/64 9/32 3 70405 41,99
W 9/16 12,00 4 21/64 25/32 7/16 23/64 3 70413 59,70
W 5/8 11,00 4 21/64 25/32 15/32 23/64 4 70410 56,93
W 3/4 10,00 4 59/64 63/64 35/64 7/16 4 70407 76,27
W 7/8 9,00 5 33/64 1 1/16 45/64 37/64 4 10909 81,41
W 1" 8,00 6 19/64 1 3/16 45/64 37/64 4 70414 129,51
55°Rosca Whitworth cilíndricaStraight Whitworth Thread
Filetage Whitworth Cylindrique
55°Rosca Whitworth cilíndricaStraight Whitworth Thread
Filetage Whitworth Cylindrique
MACHO HELICOIDAL MÁQUINA WHITWORTH MANGO REFORZADOReinforced Shank Whitworth Machine Spiral Tap
Taraud Hélicoïdal Machine Whitworth Queue Renforcée
MACHO HELICOIDAL MÁQUINA WHITWORTHWhitworth Machine Spiral Tap
Taraud Hélicoïdal Machine Whitworth
Ref.
Ref.
3152
3252
OAL < 2D
OAL < 2D
OAL < 1,5D
OAL < 1,5D
OALFlute
Shank
OALFlute
Shank
Cobalt5%
Cobalt5%
DIN371
DIN376
C2-3h
C2-3h α
10° ± 2
α10° ± 2
35°
35°
orth Queue Renfo
new !
new !

35Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
WHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z Nº Art.
HSS€
W 3/32 48,00 1 27/64 25/64 7/64 5/64 3 62663 30,02
W 1/8 40,00 1 37/64 15/32 9/64 7/64 3 62642 24,42
W 5/32 32,00 1 49/64 35/64 11/64 9/64 3 62675 24,42
W 3/16 24,00 1 31/32 45/64 15/64 3/16 3 62660 24,42
W 7/32 24,00 1 31/32 45/64 15/64 3/16 3 62684 36,92
W 1/4 20,00 1 31/32 3/4 15/64 3/16 3 62633 27,79
W 5/16 18,00 2 13/64 55/64 15/64 3/16 4 62669 33,09
W 3/8 16,00 2 3/4 15/16 9/32 7/32 4 62654 36,60
W 7/16 14,00 2 3/4 15/16 5/16 1/4 4 62681 47,94
W 1/2 12,00 2 61/64 1 9/64 23/64 9/32 4 62630 52,97
W 9/16 12,00 3 5/32 1 3/16 7/16 23/64 4 62687 71,56
W 5/8 11,00 3 5/32 1 17/64 15/32 23/64 4 62666 82,77
W 3/4 10,00 3 47/64 1 37/64 35/64 7/16 4 62645 117,82
W 7/8 9,00 3 15/16 1 37/64 45/64 37/64 4 62678 146,32
W 1" 8,00 4 21/64 1 31/32 45/64 37/64 4 62693 180,66
W 1"1/8 7,00 5 13/64 2 13/64 55/64 45/64 4 62702 267,82
W 1"1/4 7,00 5 13/64 2 13/64 55/64 45/64 4 62699 316,77
W 1"3/8 6,00 5 29/32 2 31/64 1 7/64 55/64 4 42713 393,97
W 1"1/2 6,00 5 29/32 2 31/64 1 17/64 15/16 4 62696 474,31
W 1"5/8 5,00 6 19/64 2 3/4 1 17/64 15/16 4 59880 610,86
W 1"3/4 5,00 6 19/64 2 3/4 1 27/64 1 9/64 6 59881 751,83
W 1"7/8 4,50 7 31/64 3 5/32 1 27/64 1 9/64 6 59882 971,04
W 2" 4,50 7 31/64 3 5/32 1 37/64 1 17/64 6 59883 1019,41
JUEGO MACHOS MANO WHITWORTHWhitworth Hand Tap Set
Jeu de Tarauds à Main WhitworthRef. 3032
HSSDIN352
C2-3h α
10° ± 2
Grupo 1
Subgr. 1.1
Grupo 5
Subgr. 5.1
Grupo 3
Subgr.
3.1/3.2
Grupo 6
Subgr.
6.1/6.2/6.3
N°2 SemidesbasteSemiroughingSemi-Ebauche
N°3 AcabadoFinishing - Finition
(Ref. 3012)
N°1 DesbasteRoughingEbauche
55°Rosca Whitworth cilíndricaStraight Whitworth Thread
Filetage Whitworth Cylindrique
OAL ≤ 1,5DOAL < 2D
1D
OAL < 1,5D
new !

36 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
WHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z Nº Art.
HSS€
W 3/32 48,00 1 27/64 25/64 7/64 5/64 3 75404 10,01
W 1/8 40,00 1 37/64 15/32 9/64 7/64 3 75401 8,15
W 5/32 32,00 1 49/64 35/64 11/64 9/64 3 75069 8,15
W 3/16 24,00 1 31/32 45/64 15/64 3/16 3 74825 8,15
W 7/32 24,00 1 31/32 45/64 15/64 3/16 3 75409 12,31
W 1/4 20,00 1 31/32 3/4 15/64 3/16 3 75400 9,25
W 5/16 18,00 2 13/64 55/64 15/64 3/16 4 75406 11,05
W 3/8 16,00 2 3/4 15/16 9/32 7/32 4 75403 12,20
W 7/16 14,00 2 3/4 15/16 5/16 1/4 4 75408 15,99
W 1/2 12,00 2 61/64 1 9/64 23/64 9/32 4 75399 17,65
W 9/16 12,00 3 5/32 1 3/16 7/16 23/64 4 75448 23,82
W 5/8 11,00 3 5/32 1 17/64 15/32 23/64 4 75405 27,59
W 3/4 10,00 3 47/64 1 37/64 35/64 7/16 4 75402 39,28
W 7/8 9,00 3 15/16 1 37/64 45/64 37/64 4 75407 48,77
W 1" 8,00 4 21/64 1 31/32 45/64 37/64 4 75410 60,23
W 1"1/8 7,00 5 13/64 2 13/64 55/64 45/64 4 76255 89,27
W1"1/4 7,00 5 13/64 2 13/64 55/64 45/64 4 76259 107,51
W 1"3/8 6,00 5 29/32 2 31/64 1 7/64 55/64 4 76264 134,33
W 1"1/2 6,00 5 29/32 2 31/64 1 17/64 15/16 4 76269 161,74
W 1"5/8 5,00 6 19/64 2 3/4 1 17/64 15/16 4 76274 211,03
W 1"3/4 5,00 6 19/64 2 3/4 1 27/64 1 9/64 4 76280 259,62
W 1"7/8 4,50 7 31/64 3 5/32 1 27/64 1 9/64 4 76286 335,34
W 2" 4,50 7 31/64 3 5/32 1 37/64 1 17/64 4 76291 352,05
MACHO ÚNICO MANO WHITWORTHWhitworth Hand Tap
Taraud à Main WhitworthRef. 3012
Grupo 1
Subgr. 1.1
Grupo 5
Subgr. 5.1
Grupo 3
Subgr.
3.1/3.2
Grupo 6
Subgr.
6.1/6.2/6.3
HSSDIN352
C2-3h α
10° ± 2
N°3 AcabadoFinishingFinition
55°Rosca Whitworth cilíndricaStraight Whitworth Thread
Filetage Whitworth Cylindrique
OAL ≤ 1,5DOAL < 2D
1D
OAL < 1,5D
new !

37Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
UNCHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNC Nº5 40 2 13/64 7/16 9/64 7/64 3 75615 24,49UNC Nº6 32 2 13/64 33/64 5/32 1/8 3 75616 23,29UNC Nº8 32 2 31/64 33/64 11/64 9/64 3 75617 23,29UNC Nº10 24 2 3/4 5/8 15/64 3/16 3 75618 24,49UNC Nº12 24 3 5/32 43/64 15/64 3/16 3 75619 25,68UNC 1/4 20 3 5/32 3/4 9/32 7/32 3 75507 21,72UNC 5/16 18 3 35/64 55/64 5/16 1/4 3 16693 25,02UNC 3/8 16 3 35/64 55/64 23/64 9/32 3 75509 28,60
MACHO RECTO MÁQUINA UNC MANGO REFORZADOReinforced Shank UNC Machine Straight Tap
Taraud Droit Machine UNC Queue RenforcéeRef. 3114
OAL ≤ 1,5D1D
OAL < 1,5D
OALFlute
Shank
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
UNCHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNC 7/16 14 3 15/16 15/16 5/16 1/4 3 70485 38,56
UNC 1/2 13 4 21/64 1 9/64 23/64 9/32 3 70486 42,28
UNC 9/16 12 4 21/64 1 3/16 7/16 23/64 3 70488 57,61
UNC 5/8 11 4 21/64 1 17/64 15/32 23/64 3 70489 55,91
UNC 3/4 10 4 59/64 1 11/32 35/64 7/16 3 70491 74,04
UNC 7/8 9 5 33/64 1 11/32 45/64 37/64 3 70492 97,38
UNC 1" 8 6 19/64 1 1/2 45/64 37/64 3 70494 127,86
UNC 1"1/8 7 7 3/32 1 49/64 55/64 45/64 4 75339 155,06
MACHO RECTO MÁQUINA UNCUNC Machine Straight Tap
Taraud Droit Machine UNCRef. 3214
OAL ≤ 1,5D1D
OAL < 1,5DOAL
Flute
Shank
Cobalt5%
DIN376
C2-3h Tol.
2Bα
10° ± 2
Cobalt5%
DIN371
C2-3h Tol.
2Bα
10° ± 2
Ref. 3114 bajo demanda / upon request / sur demande
Ref. 3214 bajo demanda / upon request / sur demande
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
e Renforcée
new !
new !

38 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
UNCHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNC Nº5 40 2 13/64 23/64 9/64 7/64 3 75627 29,35
UNC Nº6 32 2 13/64 7/16 5/32 1/8 3 75628 27,97
UNC Nº8 32 2 31/64 15/32 11/64 9/64 3 75629 27,97
UNC Nº10 24 2 3/4 33/64 15/64 3/16 3 75630 29,35
UNC Nº12 24 3 5/32 19/32 15/64 3/16 3 75631 30,79
UNC 1/4 20 3 5/32 19/32 9/32 7/32 3 75527 23,71
UNC 5/16 18 3 35/64 45/64 5/16 1/4 3 75531 27,64
UNC 3/8 16 3 35/64 25/32 23/64 9/32 3 75529 29,83
MACHO RECTO MÁQUINA UNC MANGO REFORZADOReinforced Shank UNC Machine Straight Tap
Taraud Droit Machine UNC Queue RenforcéeRef. 3134
OAL ≤ 2D
OAL ≤ 2D
1D
OAL < 1,5D
OALFlute
Shank
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
UNCHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNC 7/16 14 3 15/16 25/32 5/16 1/4 3 70521 42,33
UNC 1/2 13 4 21/64 29/32 23/64 9/32 3 70512 46,39
UNC 9/16 12 4 21/64 63/64 7/16 23/64 3 70522 63,18
UNC 5/8 11 4 21/64 63/64 15/32 23/64 3 70516 61,53
UNC 3/4 10 4 59/64 1 3/16 35/64 7/16 3 70513 81,40
UNC 7/8 9 5 33/64 1 3/16 45/64 37/64 3 70519 107,03
UNC 1" 8 6 19/64 1 27/64 45/64 37/64 3 70524 140,60
MACHO RECTO MÁQUINA UNCUNC Machine Straight Tap
Taraud Droit Machine UNCRef. 3234
1D
OAL < 1,5DOAL
Flute
Shank
Ref. 3134 bajo demanda / upon request / sur demande
Ref. 3234 bajo demanda / upon request / sur demande
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
Cobalt5%
Cobalt5%
DIN371
DIN376
B3,5-5h
B3,5-5h
α10 -14°
α10 -14°
Tol.2B
Tol.2B
GUN
GUN
ue e o cée
new !
new !

39Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
UNCHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNC Nº6 32 2 13/64 9/32 5/32 1/8 3 75634 31,88
UNC Nº10 24 2 3/4 5/16 15/64 3/16 3 75636 33,44
UNC 1/4 20 3 5/32 25/64 9/32 13/64 3 75537 32,24
UNC 5/16 18 3 35/64 33/64 5/16 1/4 3 75541 36,38
UNC 3/8 16 3 35/64 19/32 23/64 9/32 3 75539 40,94
UNCHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNC 7/16 14 3 15/16 45/64 5/16 1/4 3 70507 49,64
UNC 1/2 13 4 21/64 25/32 23/64 9/32 3 70495 54,27
UNC 9/16 12 4 21/64 25/32 7/16 23/64 3 70509 73,67
UNC 5/8 11 4 21/64 25/32 15/32 23/64 3 70500 71,68
UNC 3/4 10 4 59/64 63/64 35/64 7/16 4 70497 94,92
UNC 7/8 9 5 33/64 63/64 45/64 37/64 4 70506 148,52
UNC 1" 8 6 19/64 1 3/16 45/64 37/64 4 70510 186,32
MACHO HELICOIDAL MÁQUINA UNC MANGO REFORZADOReinforced Shank UNC Machine Spiral Tap
Taraud Hélicoïdal Machine UNC Queue RenforcéeRef. 3154
OALFlute
Shank
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
MACHO HELICOIDAL MÁQUINA UNCUNC Machine Spiral Tap
Taraud Hélicoïdal Machine UNCRef. 3254
OALFlute
Shank
Ref. 3154 bajo demanda / upon request / sur demande
Ref. 3254 bajo demanda / upon request / sur demande
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
Cobalt5%
Cobalt5%
DIN371
DIN376
C2-3h
C2-3h
Tol.2B
Tol.2B
α10° ± 2
α10° ± 2
35°
35°
OAL < 2D OAL < 1,5D
OAL < 2D OAL < 1,5D
Queue e o cée
new !
new !

40 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
JUEGO MACHOS MANO UNCUNC Hand Tap Set
Jeu de Tarauds à Main UNCRef. 3034
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
Macho único Ref. 3004 bajo demanda
Single Tap Ref. 3004 upon request
Taraud Ref. 3004 sur demande
HSSDIN352
DIN352
C2-3h Tol.
2Bα
10° ± 2
Grupo 1
Subgr. 1.1
Grupo 5
Subgr. 5.1
Grupo 3
Subgr.
3.1/3.2
Grupo 6
Subgr.
6.1/6.2/6.3
N°2 SemidesbasteSemiroughingSemi-Ebauche
N°3 AcabadoFinishing - Finition
(Ref. 3004)
N°1 DesbasteRoughingEbauche
UNCHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z Nº Art.
HSS€
UNC Nº5 40 1 37/64 15/32 9/64 15/16 3 75594 45,21
UNC Nº6 32 1 49/64 35/64 5/32 1/8 3 75596 45,21
UNC Nº8 32 1 49/64 35/64 11/64 9/64 3 75597 45,21
UNC Nº10 24 1 31/32 5/8 15/64 3/16 3 75598 45,21
UNC Nº12 24 1 31/32 45/64 15/64 3/16 3 75599 45,21
UNC 1/4 20 2 13/64 3/4 15/64 3/16 3 62732 45,21
UNC 5/16 18 2 13/64 55/64 15/64 3/16 3 62744 48,84
UNC 3/8 16 2 31/64 15/16 9/32 7/32 3 62738 55,15
UNC 7/16 14 2 3/4 15/16 5/16 1/4 3 62750 71,90
UNC 1/2 13 2 61/64 1 9/64 23/64 9/32 3 75115 82,72
UNC 9/16 12 3 5/32 1 3/16 7/16 23/64 4 62753 97,68
UNC 5/8 11 3 5/32 1 17/64 15/32 23/64 4 62741 134,72
UNC 3/4 10 3 47/64 1 37/64 35/64 7/16 4 62735 183,38
UNC 7/8 9 3 15/16 1 37/64 45/64 37/64 4 62747 225,92
UNC 1" 8 4 21/64 1 31/32 45/64 37/64 4 62756 305,10
OAL ≤ 1,5DOAL < 2D
1D
OAL < 1,5D
new !
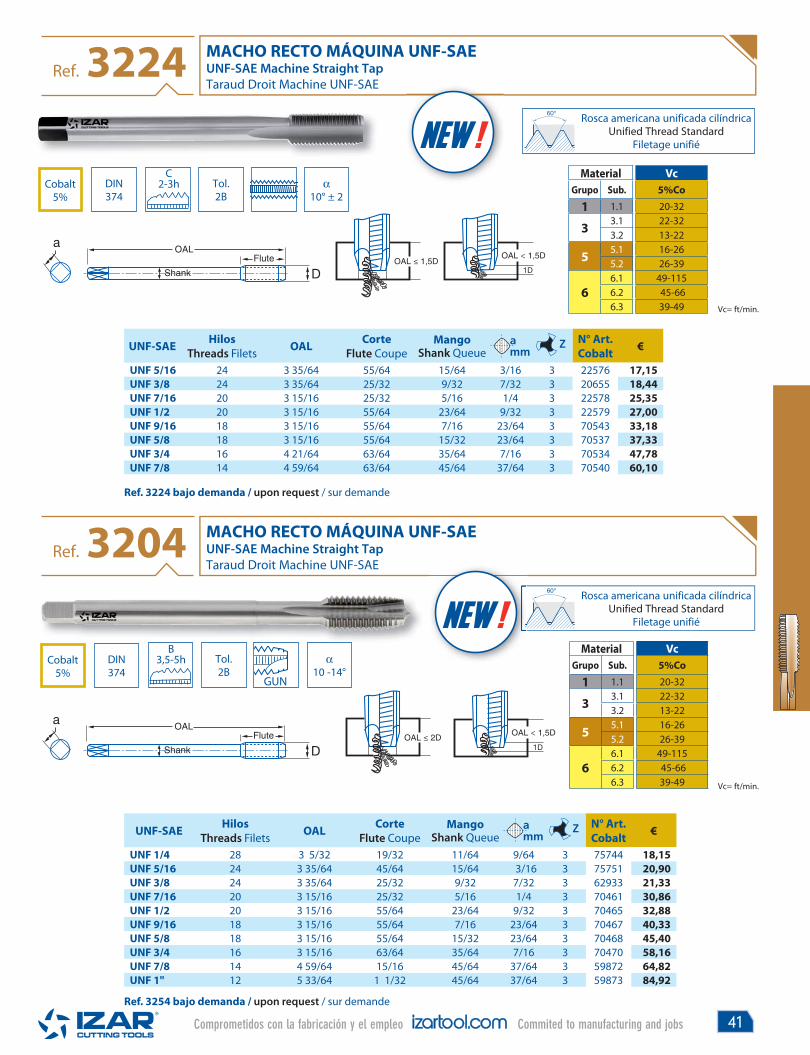
41Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
UNF-SAEHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNF 5/16 24 3 35/64 55/64 15/64 3/16 3 22576 17,15
UNF 3/8 24 3 35/64 25/32 9/32 7/32 3 20655 18,44
UNF 7/16 20 3 15/16 25/32 5/16 1/4 3 22578 25,35
UNF 1/2 20 3 15/16 55/64 23/64 9/32 3 22579 27,00
UNF 9/16 18 3 15/16 55/64 7/16 23/64 3 70543 33,18
UNF 5/8 18 3 15/16 55/64 15/32 23/64 3 70537 37,33
UNF 3/4 16 4 21/64 63/64 35/64 7/16 3 70534 47,78
UNF 7/8 14 4 59/64 63/64 45/64 37/64 3 70540 60,10
MACHO RECTO MÁQUINA UNF-SAEUNF-SAE Machine Straight Tap
Taraud Droit Machine UNF-SAERef. 3224
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
UNF-SAEHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNF 1/4 28 3 5/32 19/32 11/64 9/64 3 75744 18,15
UNF 5/16 24 3 35/64 45/64 15/64 3/16 3 75751 20,90
UNF 3/8 24 3 35/64 25/32 9/32 7/32 3 62933 21,33
UNF 7/16 20 3 15/16 25/32 5/16 1/4 3 70461 30,86
UNF 1/2 20 3 15/16 55/64 23/64 9/32 3 70465 32,88
UNF 9/16 18 3 15/16 55/64 7/16 23/64 3 70467 40,33
UNF 5/8 18 3 15/16 55/64 15/32 23/64 3 70468 45,40
UNF 3/4 16 3 15/16 63/64 35/64 7/16 3 70470 58,16
UNF 7/8 14 4 59/64 15/16 45/64 37/64 3 59872 64,82
UNF 1" 12 5 33/64 1 1/32 45/64 37/64 3 59873 84,92
MACHO RECTO MÁQUINA UNF-SAEUNF-SAE Machine Straight Tap
Taraud Droit Machine UNF-SAERef. 3204
Ref. 3224 bajo demanda / upon request / sur demande
Ref. 3254 bajo demanda / upon request / sur demande
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
Cobalt5%
DIN374
C2-3h Tol.
2Bα
10° ± 2
Cobalt5%
DIN374
B3,5-5h α
10 -14°Tol.2B
GUN
OAL ≤ 1,5D1D
OAL < 1,5DOAL
Flute
Shank
OAL ≤ 2D1D
OAL < 1,5DOAL
Flute
Shank
new !
new !
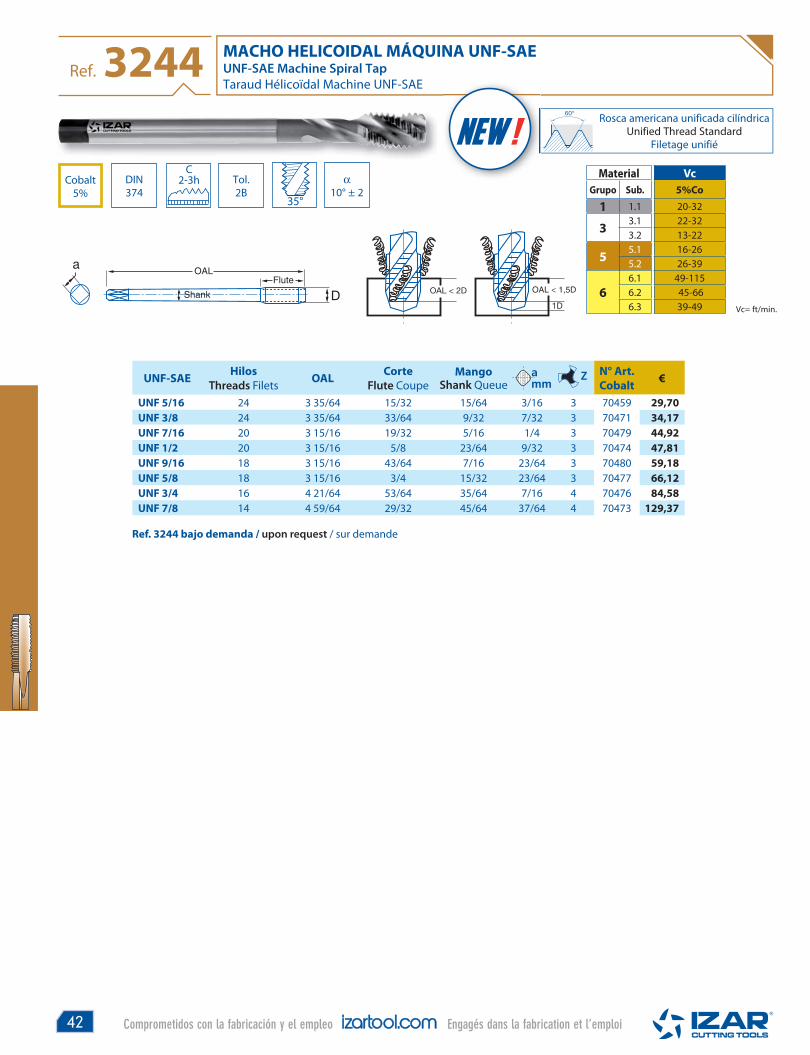
42 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
MACHO HELICOIDAL MÁQUINA UNF-SAEUNF-SAE Machine Spiral Tap
Taraud Hélicoïdal Machine UNF-SAERef. 3244
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
UNF-SAEHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UNF 5/16 24 3 35/64 15/32 15/64 3/16 3 70459 29,70
UNF 3/8 24 3 35/64 33/64 9/32 7/32 3 70471 34,17
UNF 7/16 20 3 15/16 19/32 5/16 1/4 3 70479 44,92
UNF 1/2 20 3 15/16 5/8 23/64 9/32 3 70474 47,81
UNF 9/16 18 3 15/16 43/64 7/16 23/64 3 70480 59,18
UNF 5/8 18 3 15/16 3/4 15/32 23/64 3 70477 66,12
UNF 3/4 16 4 21/64 53/64 35/64 7/16 4 70476 84,58
UNF 7/8 14 4 59/64 29/32 45/64 37/64 4 70473 129,37
Cobalt5%
DIN374
C2-3h Tol.
2B
Ref. 3244 bajo demanda / upon request / sur demande
α10° ± 2
35°
OALFlute
Shank OAL < 2D OAL < 1,5D
new !

43Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
JUEGO MACHOS MANO UNF-SAEUNF-SAE Hand Tap Set
Jeu de Tarauds à Main UNF-SAERef. 3024
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
UNF-SAEHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z Nº Art.
HSS€
UNF Nº5 44 1 27/64 7/16 9/64 7/64 3 75601 35,94
UNF Nº6 40 1 37/64 15/32 5/32 1/8 3 75602 34,45
UNF Nº8 36 1 37/64 15/32 11/64 9/64 3 75603 34,45
UNF Nº10 32 1 49/64 35/64 15/64 3/16 3 75604 34,45
UNF Nº12 28 1 31/32 35/64 15/64 3/16 3 75605 35,94
UNF 1/4 28 1 31/32 45/64 15/64 3/16 3 62462 28,90
UNF 5/16 24 2 13/64 55/64 15/64 3/16 3 62477 31,58
UNF 3/8 24 2 31/64 55/64 9/32 7/32 3 62471 35,74
UNF 7/16 20 2 31/64 55/64 5/16 1/4 3 62483 47,47
UNF 1/2 20 2 61/64 15/16 23/64 9/32 3 62459 48,49
UNF 9/16 18 3 5/32 1 7/64 7/16 23/64 4 62486 63,23
UNF 5/8 18 3 5/32 1 7/64 15/32 23/64 4 62474 81,65
UNF 3/4 16 3 47/64 1 17/64 35/64 7/16 4 62465 109,76
UNF 7/8 14 3 15/16 1 17/64 45/64 37/64 4 62480 140,99
UNF 1" 12 4 21/64 1 37/64 45/64 37/64 4 62489 186,99
UNF 1"1/4 12 5 13/64 2 13/64 55/64 45/64 4 76158 364,21
HSSDIN
2181
C2-3h Tol.
2Bα
10° ± 2
Grupo 1
Subgr. 1.1
Grupo 5
Subgr. 5.1
Grupo 3
Subgr.
3.1/3.2
Grupo 6
Subgr.
6.1/6.2/6.3
N°3 AcabadoFinishing - Finition
(Ref. 3014)
N°1 DesbasteRoughingEbauche
Macho único Ref. 3014 bajo demanda
Single Tap Ref. 3014 upon request
Taraud Ref. 3014 sur demande
OAL ≤ 1,5DOAL < 2D
1D
OAL < 1,5D
new !

44 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
MACHO RECTO MÁQUINA UNUN Machine Straight Tap
Taraud Droit Machine UN Ref. 3209
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
UNHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
UN 1"1/8 8 7 3/32 1 49/64 55/64 45/64 4 38311 183,04
UN 1"1/4 8 7 3/32 1 49/64 55/64 45/64 4 38312 236,13
UN 1"3/8 8 7 7/8 2 13/64 1 7/64 55/64 4 38313 267,87
UN 1"1/2 8 7 7/8 2 13/64 1 7/64 55/64 5 38314 351,70
UN 1"5/8 8 7 7/8 2 13/64 1 7/64 55/64 5 38315 411,40
UN 1"3/4 8 7 7/8 2 13/64 1 7/64 55/64 5 38316 501,15
UN 2" 8 8 55/64 1 31/32 1 37/64 1 17/64 5 38317 536,98
OALFlute
Shank
Cobalt5%
DIN374
C2-3h Tol.
2Bα
10° ± 2
OAL ≤ 1,5D1D
OAL < 1,5D
new !

45Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
JUEGO MACHOS MANO UNEFUNEF Hand Tap Set
Jeu de Tarauds à Main UNEFRef. 3025
60°Rosca americana unificada cilíndrica
Unified Thread StandardFiletage unifié
UNEFHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z Nº Art.
HSS€
UNEF 1/4 32 1 31/32 45/64 15/64 3/16 3 38269 73,21
UNEF 5/16 32 2 13/64 55/64 15/64 3/16 3 75857 81,78
UNEF 3/8 32 2 31/64 55/64 9/32 7/32 3 75863 93,57
UNEF 7/16 28 2 31/64 55/64 5/16 1/4 4 38270 119,10
UNEF 1/2 28 2 61/64 15/16 23/64 9/32 4 75876 134,59
UNEF 9/16 24 3 5/32 1 7/64 7/16 23/64 4 16853 157,45
UNEF 5/8 24 3 5/32 1 7/64 15/32 23/64 4 38271 219,14
UNEF 3/4 20 3 47/64 1 17/64 35/64 7/16 4 38272 324,50
UNEF 1" 20 4 21/64 1 37/64 45/64 37/64 4 38273 464,32
DIN2181
Tol.2B
C2-3h α
10° ± 2
Grupo 1
Subgr. 1.1
Grupo 5
Subgr. 5.1
Grupo 3
Subgr.
3.1/3.2
Grupo 6
Subgr.
6.1/6.2/6.3
N°3 AcabadoFinishingFinition
N°1 DesbasteRoughingEbauche
OALFlute
Shank
HSS
OAL ≤ 1,5DOAL < 2D
1D
OAL < 1,5D
new !

46 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
Material
Grupo Sub.
1 1.1
33.1
3.2
55.1
5.2
66.1
6.2
6.3
Vc
5%Co
20-32
22-32
13-22
16-26
26-39
49-115
45-66
39-49 Vc= ft/min.
MACHO RECTO MÁQUINA NPTNPT Machine Straight Tap
Taraud Droit Machine NPTRef. 3107
NPTHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z N° Art.
Cobalt€
NPT 1/8 27,00 3 35/64 45/64 5/16 1/4 4 77890 34,98
NPT 1/4 18,00 3 15/16 1 1/16 7/16 23/64 4 15165 49,05
NPT 3/8 18,00 3 15/16 1 1/16 15/32 23/64 5 75872 63,02
NPT 1/2 14,00 4 59/64 1 3/8 5/8 15/32 5 15830 82,05
NPT 3/4 14,00 5 33/64 1 3/8 25/32 5/8 5 77892 127,11
NPT 1" 11,50 6 19/64 1 3/4 63/64 25/32 6 17937 165,21
NPT 1"1/2 11,50 7 31/64 1 3/4 1 27/64 1 9/64 6 17941 355,23
NPT 2" 11,50 8 55/64 1 3/4 1 49/64 1 3/8 8 17946 557,13
OALFlute
Shank OAL ≤ 1,5D1D
OAL < 1,5D
Cobalt5%
DIN374
C2-3h α
10° ± 2
Ref. 3107 bajo demanda / upon request / sur demande
1:16
60° Rosca americana no estanca para tubo (Briggs)Briggs Standard Pipe Tap
Taraud pour Tubes Standard Briggsnew !

47Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
HSSDIN
2181
1,5-2h α10° ± 2
Ref. 3017 bajo demanda / upon request / sur demande
N°3 AcabadoFinishingFinition
MACHO ÚNICO MANO NPTNPT Hand Single Tap
Taraud à Main NPTRef. 3017
NPTHilos
Threads FiletsOAL
Corte
Flute CoupeMango
Shank Queueamm
Z Nº Art.
HSS€
NPT 1/8 27,00 2 9/16 3/4 5/16 1/4 4 62315 27,03
NPT 1/4 18,00 2 3/4 63/64 7/16 23/64 4 62309 37,92
NPT 3/8 18,00 2 61/64 63/64 15/32 23/64 5 62327 52,30
NPT1/2 14,00 3 5/32 1 7/32 5/8 15/32 5 62303 73,20
NPT 3/4 14,00 3 15/16 1 19/64 25/32 5/8 5 62321 111,84
NPT 1" 11,50 4 21/64 1 1/2 63/64 25/32 6 62330 124,59
NPT 1"1/4 11,50 4 59/64 1 39/64 1 17/64 15/16 6 17945 204,28
NPT 1"1/2 11,50 5 33/64 1 21/32 1 27/64 1 9/64 6 17944 310,37
NPT 2" 11,50 6 19/64 1 47/64 1 49/64 1 3/8 8 76063 484,50
1:16
60° Rosca americana no estanca para tubo (Briggs)Briggs Standard Pipe Tap
Taraud pour Tubes Standard Briggs
OAL ≤ 1,5DOAL < 2D
1D
OAL < 1,5D
new !

48 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
COJINETE MANO WHITWORTHWhitworth Hand Die
Filière à Main WhitworthRef. 3502
W P D ENº Art.
HSS€
W 3/32 48 5/8 13/64 63344 38,10
W 1/8 40 25/32 13/64 63329 30,78
W 5/32 32 25/32 9/32 63356 32,07
W 3/16 24 25/32 9/32 63341 32,07
W 7/32 24 25/32 9/32 63365 42,04
W 1/4 20 25/32 9/32 63323 30,78
W 5/16 18 63/64 23/64 63350 32,07
W 3/8 16 1 3/16 7/16 63335 46,45
W 7/16 14 1 3/16 7/16 63362 46,45
W 1/2 12 1 1/2 35/64 63320 46,45
W 9/16 12 1 1/2 35/64 63368 55,62
W 5/8 11 1 49/64 45/64 63347 67,56
W 3/4 10 1 49/64 45/64 63332 67,56
W 7/8 9 2 11/64 55/64 63359 99,35
W 1" 8 2 11/64 55/64 63374 99,35
W 1"1/8 7 2 9/16 63/64 63383 156,38
HSSDIN223
Chaflán Entrada 1,75hChamfer 1,75 threadsChanfrein 1,75 filets
α10 - 17°
W new !
COJINETE MANO UNCUNC Hand Die
Filière à Main UNCRef. 3534
UNC P D ENº Art.
HSS€
UNC 1/4 20 25/32 9/32 75557 35,88
UNC 5/16 18 63/64 23/64 75561 37,54
UNC 3/8 16 1 3/16 7/16 75559 55,26
UNC 7/16 14 1 3/16 7/16 75563 55,26
UNC 1/2 13 1 1/2 35/64 75556 56,90
UNC 9/16 12 1 1/2 35/64 75564 59,54
UNC 5/8 11 1 49/64 45/64 75560 78,16
UNC 3/4 10 1 49/64 45/64 75558 78,16
UNC 7/8 9 2 11/64 55/64 75562 102,18
UNC 1" 8 2 11/64 55/64 75565 102,18
HSSDIN223
Tol.2A
α10 - 17°
Chaflán Entrada 1,75hChamfer 1,75 threadsChanfrein 1,75 filets
UNC new !
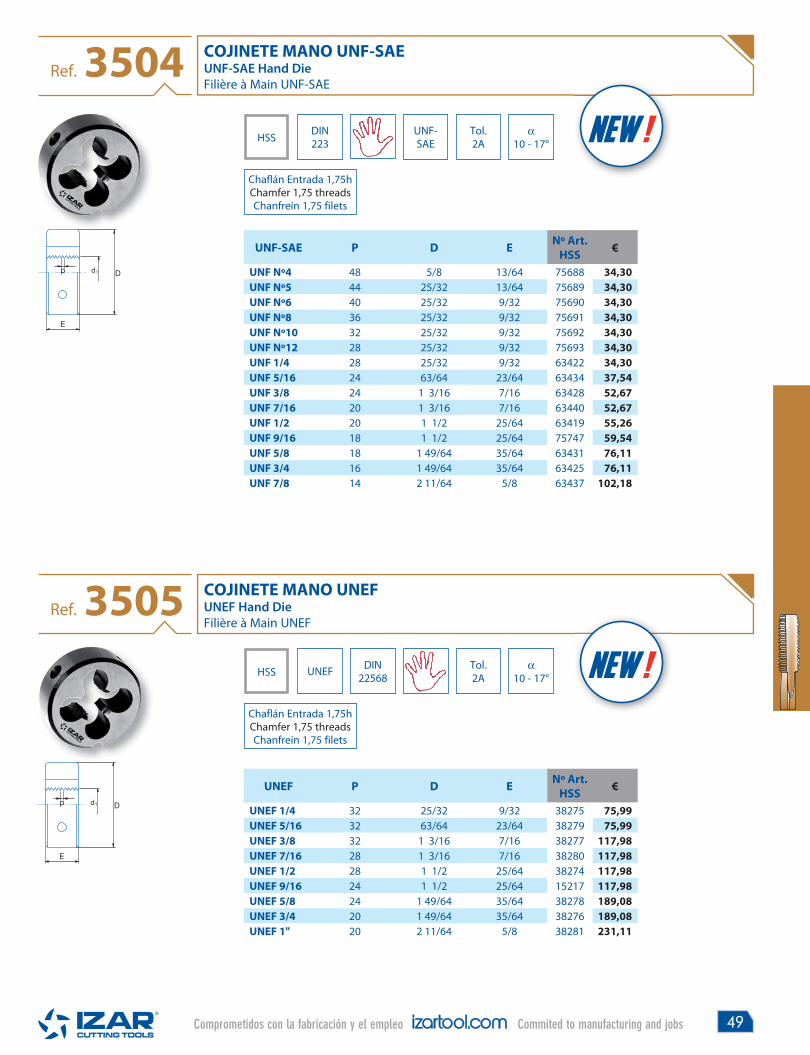
49Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
COJINETE MANO UNF-SAEUNF-SAE Hand Die
Filière à Main UNF-SAERef. 3504
HSSDIN223
Tol.2A
UNF-SAE
α10 - 17°
Chaflán Entrada 1,75hChamfer 1,75 threadsChanfrein 1,75 filets
UNF-SAE P D ENº Art.
HSS€
UNF Nº4 48 5/8 13/64 75688 34,30
UNF Nº5 44 25/32 13/64 75689 34,30
UNF Nº6 40 25/32 9/32 75690 34,30
UNF Nº8 36 25/32 9/32 75691 34,30
UNF Nº10 32 25/32 9/32 75692 34,30
UNF Nº12 28 25/32 9/32 75693 34,30
UNF 1/4 28 25/32 9/32 63422 34,30
UNF 5/16 24 63/64 23/64 63434 37,54
UNF 3/8 24 1 3/16 7/16 63428 52,67
UNF 7/16 20 1 3/16 7/16 63440 52,67
UNF 1/2 20 1 1/2 25/64 63419 55,26
UNF 9/16 18 1 1/2 25/64 75747 59,54
UNF 5/8 18 1 49/64 35/64 63431 76,11
UNF 3/4 16 1 49/64 35/64 63425 76,11
UNF 7/8 14 2 11/64 5/8 63437 102,18
new !
COJINETE MANO UNEFUNEF Hand Die
Filière à Main UNEFRef. 3505
HSSDIN
22568Tol.2A
α10 - 17°
Chaflán Entrada 1,75hChamfer 1,75 threadsChanfrein 1,75 filets
UNEF
UNEF P D ENº Art.
HSS€
UNEF 1/4 32 25/32 9/32 38275 75,99
UNEF 5/16 32 63/64 23/64 38279 75,99
UNEF 3/8 32 1 3/16 7/16 38277 117,98
UNEF 7/16 28 1 3/16 7/16 38280 117,98
UNEF 1/2 28 1 1/2 25/64 38274 117,98
UNEF 9/16 24 1 1/2 25/64 15217 117,98
UNEF 5/8 24 1 49/64 35/64 38278 189,08
UNEF 3/4 20 1 49/64 35/64 38276 189,08
UNEF 1" 20 2 11/64 5/8 38281 231,11
new !

50 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
COJINETE MANO NPTNPT Hand Die
Filière à Main NPTRef. 3507
NPT P D ENº Art.
HSS€
NPT 1/8 27,00 1 3/16 7/16 76043 63,81
NPT 1/4 18,00 1 1/2 35/64 77707 63,81
NPT 3/8 18,00 1 49/64 45/64 22395 83,18
NPT 1/2 14,00 1 49/64 45/64 45894 83,18
NPT 3/4 14,00 2 11/64 55/64 76052 152,11
NPT 1" 11,50 2 9/16 63/64 63476 182,91
NPT 1"1/4 11,50 2 61/64 1 1/32 22456 227,26
NPT 1"1/2 11,50 3 35/64 1 1/16 22460 317,06
NPT 2" 11,50 4 9/64 1 7/64 22475 441,41
HSSDIN
22568α
10 - 17°
Chaflán Entrada 1,75hChamfer 1,75 threadsChanfrein 1,75 filets
Ref. 3507 bajo demanda / upon request / sur demande
NPT new !

51Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESAS FRONTALES DESBASTE NZNZ Roughing End Mills
Fraises Ebauche NZ
FRESAS FRONTALES ACABADO NZNZ Finishing End Mills
Fraises Finition NZ
FRESAS FRONTALES DESBASTE-ACABADO 3Z3Z Roughing-Finishing End Mills
Fraises Ebauche-Finition 3Z
FRESAS FRONTALES ACABADO 2Z2Z Finishing End Mills
Fraises Finition 2Z
FRESAS ESPECIALESShank Tools
Fraises Spéciales
TALADRADODrilling
Perçage
52
64
73
78
83
FRESADOMilling
Fraisage

52 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL DESBASTE FINO PMX NZNZ PMX Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin PMX NZRef. 7644
f - Avances Fresas PMX - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 1/4 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0006 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
Material
Group Sub.
1 1.2
1 1.3
2 2.2
4 4
Vc (ft/min.)
PMX TIALN-TOP
98-138 147-246
39-59 65-115
59-79 98-147
59-79 98-147
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
PMXPMX
+TIALN-TOP
ASMEStd. NR-F
3-8 Z30°
Tol.+0,00394-0,00197
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
PMX€
N° Art.
TIALN-TOP€
1/4 3/8 5/8 2 7/16 3 24065 24,92 14449 31,71
5/16 3/8 3/4 2 1/2 3 24066 24,92 14451 31,71
3/8 3/8 3/4 2 1/2 4 24067 24,92 22336 32,34
7/16 3/8 1 2 11/16 4 24068 35,14 24078 43,21
1/2 1/2 1 1/4 3 1/4 4 17663 35,14 22321 44,24
5/8 5/8 1 5/8 3 3/4 4 24069 43,62 22322 54,25
3/4 5/8 1 5/8 3 3/4 4 24070 54,53 24079 67,65
3/4 3/4 1 5/8 3 3/4 4 24071 55,93 22323 69,04
7/8 3/4 1 7/8 4 1/8 5 24073 82,98 24080 101,01
1 3/4 2 4 1/4 5 24074 90,89 24081 116,45
1 1 2 4 1/2 5 17429 90,89 22324 116,45
1 1/4 1 1/4 2 4 1/2 6 24075 165,08 24082 190,65
1 1/2 1 1/4 2 4 1/2 6 24076 185,50 24083 221,55
2 1 1/4 2 4 1/2 8 24077 304,20 24084 366,18
Ø
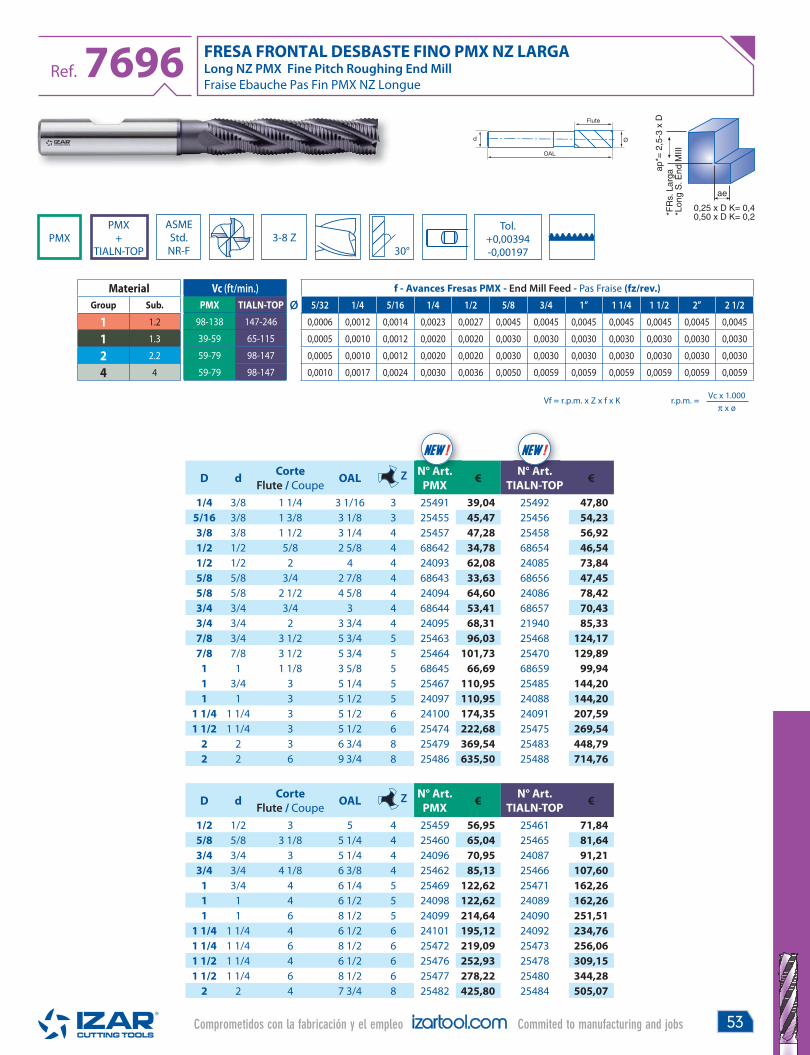
53Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL DESBASTE FINO PMX NZ LARGALong NZ PMX Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin PMX NZ LongueRef. 7696
f - Avances Fresas PMX - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 1/4 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0006 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
Material
Group Sub.
1 1.2
1 1.3
2 2.2
4 4
Vc (ft/min.)
PMX TIALN-TOP
98-138 147-246
39-59 65-115
59-79 98-147
59-79 98-147
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
PMX€
N° Art.
TIALN-TOP€
1/4 3/8 1 1/4 3 1/16 3 25491 39,04 25492 47,80
5/16 3/8 1 3/8 3 1/8 3 25455 45,47 25456 54,23
3/8 3/8 1 1/2 3 1/4 4 25457 47,28 25458 56,92
1/2 1/2 5/8 2 5/8 4 68642 34,78 68654 46,54
1/2 1/2 2 4 4 24093 62,08 24085 73,84
5/8 5/8 3/4 2 7/8 4 68643 33,63 68656 47,45
5/8 5/8 2 1/2 4 5/8 4 24094 64,60 24086 78,42
3/4 3/4 3/4 3 4 68644 53,41 68657 70,43
3/4 3/4 2 3 3/4 4 24095 68,31 21940 85,33
7/8 3/4 3 1/2 5 3/4 5 25463 96,03 25468 124,17
7/8 7/8 3 1/2 5 3/4 5 25464 101,73 25470 129,89
1 1 1 1/8 3 5/8 5 68645 66,69 68659 99,94
1 3/4 3 5 1/4 5 25467 110,95 25485 144,20
1 1 3 5 1/2 5 24097 110,95 24088 144,20
1 1/4 1 1/4 3 5 1/2 6 24100 174,35 24091 207,59
1 1/2 1 1/4 3 5 1/2 6 25474 222,68 25475 269,54
2 2 3 6 3/4 8 25479 369,54 25483 448,79
2 2 6 9 3/4 8 25486 635,50 25488 714,76
D dCorte
Flute / CoupeOAL Z N° Art.
PMX€
N° Art.
TIALN-TOP€
1/2 1/2 3 5 4 25459 56,95 25461 71,84
5/8 5/8 3 1/8 5 1/4 4 25460 65,04 25465 81,64
3/4 3/4 3 5 1/4 4 24096 70,95 24087 91,21
3/4 3/4 4 1/8 6 3/8 4 25462 85,13 25466 107,60
1 3/4 4 6 1/4 5 25469 122,62 25471 162,26
1 1 4 6 1/2 5 24098 122,62 24089 162,26
1 1 6 8 1/2 5 24099 214,64 24090 251,51
1 1/4 1 1/4 4 6 1/2 6 24101 195,12 24092 234,76
1 1/4 1 1/4 6 8 1/2 6 25472 219,09 25473 256,06
1 1/2 1 1/4 4 6 1/2 6 25476 252,93 25478 309,15
1 1/2 1 1/4 6 8 1/2 6 25477 278,22 25480 344,28
2 2 4 7 3/4 8 25482 425,80 25484 505,07
ASMEStd. NR-F
3-8 Z30°
Tol.+0,00394-0,00197
PMXPMX
+TIALN-TOP
Ø
N°°° AAAAA trtrtrt.
new !
N°N°°° AAAAArtrtrt.
new !

54 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL DESBASTE FINO COBALTO 8% NZNZ Cobalt 8% Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin Cobalt 8% NZRef. 7304
FRESA FRONTAL DESBASTE FINO COBALTO 8% NZNZ Cobalt 8% Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin Cobalt 8% NZRef. 7330
Cobalt8%
Cobalt8%
TIALSIN
TIALSIN
ASMEStd. NR-F
ASMEStd. NR-F
3-5 Z
6-8 Z
30°
30°
Flute
OAL
Ød
Flute
OAL
Ød
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 5/8 2 7/16 3 42409 20,74 23640 28,21
5/16 3/8 3/4 2 1/2 3 42410 20,74 23641 28,21
3/8 3/8 3/4 2 1/2 4 42411 20,74 23643 28,90
7/16 3/8 1 2 11/16 4 42412 29,41 23644 38,42
1/2 1/2 1 1/4 3 1/4 4 42413 29,41 23645 39,50
5/8 5/8 1 5/8 3 3/4 4 42414 39,95 23646 53,56
3/4 5/8 1 5/8 3 3/4 4 42415 41,84 23647 57,04
3/4 3/4 1 5/8 3 3/4 4 42416 44,94 23649 60,27
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
7/8 3/4 1 7/8 4 1/8 5 42417 56,50 23650 77,66
1 3/4 2 4 1/4 5 42325 70,21 23651 100,08
1 1 2 4 1/2 5 42327 70,21 23652 100,08
1 1/4 1 1/4 2 4 1/2 6 42333 121,45 23658 151,47
1 1/2 1 1/4 2 4 1/2 6 42418 150,15 23662 192,57
2 1 1/4 2 4 1/2 8 66762 246,23 23665 296,61
D dCorte
Flute / CoupeOAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1/8 1 2 4 1/2 5 54011 83,16 23604 113,161 1/4 3/4 2 4 1/4 6 54017 96,95 23605 126,961 1/4 1 1/4 2 4 1/2 6 54020 96,95 23607 126,961 1/2 1 1/4 2 4 1/2 6 54029 131,42 23610 173,69
2 1 1/4 2 4 1/2 8 54041 185,40 23613 245,01
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0043 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.2
33.1
3.2
4 4
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
80-115 115-151
65-98 82-131
49-65 65-82
49-65 65-82
164-295 229-410
164-295 229-410Vc x 1.000
π x ør.p.m. =
Vc x 1.000
π x ør.p.m. =
Vf = r.p.m. x Z x f x K
Vf = r.p.m. x Z x f x K
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
Tol.+0,00394-0,00197
Ø
Ø

55Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL DESBASTE FINO COBALTO 8% NZ LARGA (ESPECIAL)Long (Special) NZ Cobalt 8% Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin Cobalt 8% NZ Longue (Spéciale)Ref. 7306
Cobalt8%
TIALSIN
ASMEStd. NR-F
3-5 Z30°
Flute
OAL
Ød
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 7/8 2 11/16 3 42423 19,81 23667 27,30
1/4 3/8 1 1/8 2 15/16 3 42424 25,18 23668 32,66
1/4 3/8 1 1/4 3 1/16 3 42558 25,18 23670 32,66
5/16 3/8 7/16 2 3/16 3 42425 19,81 23671 27,30
5/16 3/8 1 1/8 2 15/16 3 42426 25,18 23673 32,66
5/16 3/8 1 3/8 3 1/8 4 42693 36,84 23674 44,32
3/8 3/8 3/4 2 9/16 4 42427 19,81 23675 28,05
3/8 3/8 1 1/8 2 15/16 4 42429 26,74 23676 34,93
3/8 3/8 1 1/2 3 1/4 4 66742 38,30 66743 46,11
1/2 1/2 5/8 2 5/8 4 42432 21,46 23677 31,50
1/2 1/2 1 3 4 42433 24,74 23679 34,79
1/2 1/2 1 5/8 3 5/8 4 42435 24,74 23680 34,79
1/2 1/2 2 4 4 42339 38,30 23682 48,33
1/2 1/2 3 5 4 42342 45,93 23684 58,60
5/8 5/8 3/4 2 7/8 4 42344 25,14 23685 37,59
5/8 5/8 1 1/4 3 3/8 4 42345 32,03 23686 44,50
5/8 5/8 2 1/2 4 5/8 4 42347 48,29 23688 60,75
5/8 5/8 3 1/8 5 1/4 4 66744 48,78 66745 61,23
3/4 3/4 3/4 3 4 42349 38,45 23689 53,78
3/4 3/4 1 1/4 3 1/2 4 42351 33,43 23698 48,76
3/4 3/4 2 1/2 4 5/8 4 42353 51,08 23691 69,51
3/4 3/4 2 1/2 4 3/4 4 42354 51,08 23697 69,51
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
3/4 3/4 3 5 1/4 4 42436 51,08 23692 69,51
3/4 3/4 4 1/8 6 3/8 4 66746 61,29 66747 77,47
7/8 3/4 3 1/2 5 5/8 5 42437 77,68 24258 102,95
7/8 3/4 3 1/2 5 3/4 5 66748 77,68 66749 102,95
7/8 7/8 3 1/2 5 3/4 5 66750 82,40 66751 105,21
1 1 1 1/8 3 5/8 5 42440 48,03 23700 78,03
1 1 1 5/8 4 1/8 5 42441 48,93 23701 78,96
1 3/4 3 5 1/4 5 42361 79,91 24263 109,90
1 1 3 5 1/2 5 42442 79,91 23694 109,90
1 3/4 4 6 1/4 5 42444 85,16 24266 120,90
1 1 4 6 1/2 5 42448 85,16 23695 120,90
1 1 6 8 1/2 5 66752 150,25 66753 176,06
1 1/4 1 1/4 3 5 1/2 6 42456 131,84 23696 161,85
1 1/4 1 1/4 4 6 1/2 6 42462 144,40 24308 180,13
1 1/4 1 1/4 6 8 1/2 6 42463 187,71 24309 227,55
1 1/2 1 1/4 3 5 1/2 6 66754 166,06 66755 216,76
1 1/2 1 1/4 4 6 1/2 6 42373 166,06 24312 216,76
1 1/2 1 1/4 6 8 1/2 6 66716 182,66 66763 226,03
2 2 3 6 3/4 8 66756 277,15 66757 336,59
2 2 6 9 3/4 8 66758 476,63 66759 536,07
2 2 4 7 3/4 8 66760 319,35 66761 378,80
Vc x 1.000
π x ør.p.m. =
Vf = r.p.m. x Z x f x K
Refs. 7306-7332 f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0043 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.2
33.1
3.2
4 4
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
80-115 115-151
65-98 82-131
49-65 65-82
49-65 65-82
164-295 229-410
164-295 229-410
Tol.+0,00394-0,00197
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1/4 1 1/4 3 5 1/2 6 54083 131,84 23631 161,85
1 1/4 1 1/4 4 6 1/2 6 54089 135,51 23632 171,26
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1/2 1 1/4 3 5 1/2 6 42350 160,37 23634 202,64
1 1/2 1 1/4 4 6 1/2 6 54101 161,26 23636 211,97
FRESA FRONTAL DESBASTE FINO COBALTO 8% NZ LARGALong NZ Cobalt 8% Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin Cobalt 8% NZ LongueRef. 7332
Cobalt8%
TIALSIN
ASMEStd. NR-F
6 Z30°
Flute
OAL
Ød
Tol.+0,00394-0,00197
Ø

56 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL DESBASTE FINO COBALTO 8% NZ RADIALRadial NZ Cobalt 8% Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin Cobalt 8% NZ HemisphériqueRef. 7391
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
3/8 3/8 3/4 2 1/2 4 26057 29,03 26189 37,19
1/2 1/2 1 1/4 3 1/4 4 26058 41,17 26190 51,28
1/2 1/2 2 4 4 26344 41,17 26379 51,28
5/8 5/8 1 5/8 3 3/4 4 26059 51,29 26191 63,75
5/8 5/8 2 4 1/8 4 26345 51,29 26380 63,75
5/8 5/8 2 1/2 4 5/8 4 26347 51,29 26381 63,75
3/4 3/4 1 5/8 3 7/8 4 26060 62,91 26192 78,25
3/4 3/4 1 3/4 4 4 26348 62,91 26382 78,25
3/4 3/4 2 1/4 4 1/2 4 26349 62,91 26383 78,25
3/4 3/4 3 5 1/4 4 26350 62,91 26385 78,25
7/8 7/8 1 7/8 4 1/8 5 26061 79,09 26193 100,24
7/8 7/8 3 1/2 5 3/4 5 26352 79,09 26386 100,24
1 1 2 4 1/2 5 26063 98,31 26194 128,18
1 1 3 5 1/2 5 26353 98,31 26387 128,18
1 1 4 6 1/2 5 26354 98,31 26388 128,18
1 1/4 1 1/4 2 4 1/2 6 26066 170,04 26195 200,06
1 1/4 1 1/4 3 5 1/2 6 26355 170,04 26390 200,06
1 1/4 1 1/4 4 6 1/2 6 26356 170,04 26391 200,06
1 1/2 1 1/4 2 4 1/2 6 26067 210,20 26196 252,63
2 2 2 5 3/4 6 26069 370,30 26197 429,93
2 2 4 6 3/4 6 26357 370,30 26392 429,93
2 2 6 9 3/4 6 26358 370,30 26394 429,93
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0043 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.2
33.1
3.2
4 4
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
80-115 115-151
65-98 82-131
49-65 65-82
49-65 65-82
164-295 229-410
164-295 229-410
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Cobalt8%
TIALSIN
ASMEStd. NR-F
4-6 Z30°
Tol.+0,00394-0,00197
K = 1
Ø

57Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL DESBASTE GRUESO PMX NZNZ PMX Coarse Roughing End Mill
Fraise Ebauche PMX NZ Ref. 7640
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
PMX€
N° Art.
TIALN-TOP€
1/4 3/8 5/8 2 7/16 3 24058 24,82 24048 31,76
5/16 3/8 3/4 2 1/2 3 24059 24,82 24049 31,76
3/8 3/8 3/4 2 1/2 4 24060 24,82 24051 32,48
7/16 3/8 1 2 11/16 4 25400 33,47 25414 41,55
1/2 1/2 1 1/4 3 1/4 4 24061 33,47 24052 42,57
5/8 5/8 1 5/8 3 3/4 4 24062 43,44 24054 54,59
3/4 5/8 1 5/8 3 3/4 4 25401 51,94 25415 65,05
3/4 3/4 1 5/8 3 3/4 4 24063 55,70 24055 69,44
7/8 3/4 1 7/8 4 1/8 5 25402 79,03 25416 97,06
1 3/4 2 4 1/4 5 25403 86,56 25417 112,10
1 1 2 4 1/2 5 24064 90,54 24057 117,25
1 1/4 1 1/4 2 4 1/2 6 25404 164,43 25418 191,16
1 1/2 1 1/4 2 4 1/2 6 25405 176,67 25420 212,72
2 1 1/4 2 4 1/2 8 25406 302,99 25421 366,73
ASMEStd. NR
3-8 Z30°
Tol.+0,00394-0,00197
PMX
f - Avances Fresas PMX - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 1/4 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
Material
Group Sub.
1 1.1
55.1
5.2
6
6.1
6.2
6.3
Vc (ft/min.)
PMX TIALN-TOP
115-147 180-262
197-328 295-623
197-328 295-623
623-787 951-1378
623-787 951-1378
197-315 295-557
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
TIALN-TOP
Ø

58 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL DESBASTE GRUESO PMX NZ LARGALong NZ PMX Coarse Roughing End Mill
Fraise Ebauche PMX NZ Longue Ref. 7690
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
PMX€
N° Art.
TIALN-TOP€
1/4 3/8 1 1/4 3 1/16 3 24109 37,19 24102 45,89
5/16 3/8 1 3/8 3 1/8 3 24110 43,29 24103 52,08
3/8 3/8 1 1/2 3 1/4 4 24111 45,03 24104 54,67
1/2 1/2 5/8 2 5/8 4 68646 55,45 68660 67,21
1/2 1/2 2 4 4 24112 59,09 24105 70,85
5/8 5/8 3/4 2 7/8 4 68647 40,23 68661 54,06
5/8 5/8 2 1/2 4 5/8 4 24113 61,51 24106 75,34
3/4 3/4 3/4 3 4 68648 53,15 68662 70,16
3/4 3/4 2 1/2 4 3/4 4 25439 65,07 25441 82,08
7/8 3/4 3 1/2 5 3/4 5 25437 93,98 25440 120,82
7/8 7/8 3 1/2 5 3/4 5 25407 96,89 25423 125,02
1 1 1 1/8 3 5/8 5 68650 77,97 68663 111,25
1 3/4 3 5 1/4 5 25408 105,66 25424 138,94
1 1 3 5 1/2 5 25409 105,66 25426 138,94
1 1/4 1 1/4 3 5 1/2 6 25410 166,04 25427 199,29
1 1/2 1 1/4 3 5 1/2 6 25411 212,09 25429 258,94
2 2 3 6 3/4 8 25412 351,94 25430 431,21
2 2 6 9 3/4 8 25413 605,25 25431 684,48
D dCorte
Flute / CoupeOAL Z N° Art.
PMX€
N° Art.
TIALN-TOP€
1/2 1/2 3 5 4 25425 54,23 25432 69,11
5/8 5/8 3 1/8 5 1/4 4 25428 61,95 25433 78,54
3/4 3/4 3 5 1/4 4 24114 67,56 24107 83,12
3/4 3/4 4 1/8 6 3/8 4 25434 81,08 25438 103,55
1 3/4 4 6 1/4 5 25449 116,78 25422 156,41
1 1 4 6 1/2 5 24115 116,78 24108 156,41
1 1 6 8 1/2 5 25419 204,44 25435 241,29
1 1/4 1 1/4 4 6 1/2 6 25442 185,84 28618 225,48
1 1/4 1 1/4 6 8 1/2 6 25443 208,62 25436 245,49
1 1/2 1 1/4 4 6 1/2 6 25444 240,88 25450 297,11
1 1/2 1 1/4 6 8 1/2 6 25445 264,98 25451 331,03
2 2 4 7 3/4 8 25446 405,52 25452 484,75
ASMEStd. NR
3-8 Z30°
Tol.+0,00394-0,00197
PMX TIALN-TOP
f - Avances Fresas PMX - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 1/4 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
Material
Group Sub.
1 1.1
55.1
5.2
66.1
6.2
Vc (ft/min.)
PMX TIALN-TOP
115-147 180-262
197-328 295-623
197-328 295-623
623-787 951-1378
623-787 951-1378
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Ø
N° AAArtrt
new !
N°° AAA trt
new !

59Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL DESBASTE GRUESO COBALTO 8% NZNZ Cobalt 8% Coarse Roughing End Mill
Fraise Ebauche Cobalt 8% NZRef. 7300
Cobalt8%
TIALSIN
ASMEStd. NR
3-5 Z30°
Flute
OAL
Ød
Vc x 1.000
π x ør.p.m. =
Vf = r.p.m. x Z x f x K
FRESA FRONTAL DESBASTE GRUESO COBALTO 8% NZNZ Cobalt 8% Coarse Roughing End Mill
Fraise Ebauche Cobalt 8% NZRef. 7340
Cobalt8%
TIALSIN
ASMEStd. NR
6-8 Z30°
Flute
OAL
Ød
Tol.+0,00394-0,00197
Refs. 7300-7340 f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
Tol.+0,00394-0,00197
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
3/16 3/8 1/2 2 3/8 3 42300 19,89 23484 26,42
1/4 3/8 5/8 2 7/16 3 42303 19,89 23485 27,38
9/32 3/8 3/4 2 1/2 3 53387 19,89 23486 27,38
5/16 3/8 3/4 2 1/2 3 53390 19,89 23487 27,38
11/32 3/8 3/4 2 1/2 3 42306 19,89 23488 28,10
3/8 3/8 3/4 2 1/2 4 53396 19,89 23489 28,10
13/32 3/8 1 2 11/16 4 17441 28,42 23490 37,39
7/16 3/8 1 2 11/16 4 53399 28,42 23491 37,39
15/32 1/2 1 1/4 3 1/4 4 53402 28,42 23492 37,39
1/2 1/2 1 1/4 3 1/4 4 53405 28,42 23494 38,45
9/16 1/2 1 3/8 3 3/8 4 53408 33,75 23495 46,21
5/8 5/8 1 5/8 3 3/4 4 53411 33,75 23496 46,21
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1/8 3/4 2 4 1/4 6 54320 78,62 23880 108,65
1 1/8 3/4 2 4 1/2 6 24331 85,40 24332 116,51
1 1/8 1 2 4 1/2 6 54323 78,62 23881 108,65
1 1/4 3/4 2 4 1/2 6 23419 100,11 23481 131,23
1 1/4 1 2 4 1/2 6 54329 92,18 23883 122,21
1 1/4 1 1/4 2 4 1/2 6 54332 92,18 23884 122,21
1 3/8 3/4 2 4 1/4 6 54335 108,66 23885 142,78
1 1/2 3/4 1 1/8 3 3/8 6 23420 135,92 24333 179,74
1 1/2 3/4 1 1/2 3 3/4 6 23421 135,92 24334 179,74
1 1/2 3/4 2 4 1/4 6 54341 125,16 23886 167,43
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
11/16 5/8 1 5/8 3 3/4 4 53414 43,32 23497 59,17
3/4 5/8 1 5/8 3 3/4 4 42309 43,32 23498 59,17
3/4 3/4 1 5/8 3 3/4 4 53420 43,32 23499 59,17
13/16 3/4 1 7/8 4 1/8 4 23916 53,80 23917 74,96
7/8 3/4 1 7/8 4 1/8 5 42313 56,69 23500 76,88
7/8 7/8 1 7/8 4 1/8 5 53429 56,69 23501 88,03
1 3/4 2 4 1/4 5 23518 65,60 23519 98,15
1 1 2 4 1/2 5 53435 65,60 23502 98,15
1 1/4 1 1/4 2 4 1/2 6 53447 106,02 23508 138,77
1 1/2 1 1/4 2 4 1/2 6 42324 143,94 23512 186,19
2 1 1/4 2 4 1/2 8 16384 251,91 23514 311,54
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1/2 3/4 2 4 1/2 6 23422 135,92 24335 179,74
1 1/2 1 1/4 2 4 1/2 6 54344 125,16 23887 167,43
1 3/4 3/4 2 4 1/2 6 24337 164,03 24338 225,82
1 3/4 1 1/4 2 4 1/2 6 54353 158,58 23890 221,18
2 3/4 2 4 1/4 6 24339 191,76 24342 253,56
2 3/4 2 4 1/2 6 24340 191,76 24343 253,56
2 1/1/4 2 4 1/2 8 54359 176,57 23892 236,18
2 1 1/4 3 1/8 5 5/8 8 24341 279,27 24344 341,06
Ø

60 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL DESBASTE GRUESO COBALTO 8% NZ LARGALong NZ Cobalt 8% Coarse Roughing End Mill
Fraise Ebauche Cobalt 8% NZ LongueRef. 7302
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 5/16 2 1/8 3 42283 32,58 23520 39,46
1/4 3/8 7/8 2 11/16 3 53474 32,58 23521 39,46
1/4 3/8 1 1/4 3 1/16 3 66731 32,58 66732 39,46
1/4 3/8 1 1/8 2 15/16 3 42286 32,58 23523 39,46
1/4 3/8 1 3/8 3 1/8 3 53480 32,58 23524 39,46
5/16 3/8 7/16 2 3/16 3 42289 32,58 23525 39,46
5/16 3/8 1 1/8 2 15/16 3 42516 32,58 23526 39,46
5/16 3/8 1 3/8 3 1/8 3 53489 29,52 23527 37,39
3/8 3/8 7/16 2 3/16 4 53492 32,58 23529 40,12
3/8 3/8 1 1/8 2 15/16 4 42517 32,58 23530 40,12
3/8 3/8 1 1/2 3 1/4 4 66733 32,58 66734 40,12
3/8 3/8 1 5/8 3 3/16 4 53498 32,58 23531 40,12
1/2 1/2 5/8 2 5/8 4 53501 34,46 23532 43,69
1/2 1/2 1 3 4 42519 34,46 23533 43,69
1/2 1/2 1 5/8 3 5/8 4 53507 34,46 23534 43,69
1/2 1/2 2 4 4 53510 36,72 23535 45,94
1/2 1/2 2 1/2 4 1/2 4 53513 36,72 23536 45,94
1/2 1/2 3 5 4 53516 42,72 23538 54,35
5/8 5/8 3/4 2 7/8 4 53519 29,83 23539 41,40
5/8 5/8 1 1/4 3 3/8 4 53522 29,83 23540 41,40
5/8 5/8 2 1/8 4 1/4 4 42298 36,11 23541 48,10
5/8 5/8 2 1/2 4 5/8 4 53528 45,61 23542 57,07
5/8 5/8 3 1/8 5 1/4 4 42301 47,79 23543 62,20
3/4 3/4 3/4 3 4 53534 38,24 23544 52,46
3/4 3/4 1 1/4 3 1/2 4 53537 38,24 23545 52,46
3/4 3/4 2 1/2 4 5/8 4 53540 46,85 23546 61,65
3/4 3/4 2 1/2 4 3/4 4 66735 46,85 66736 61,65
3/4 3/4 3 5 1/4 4 53543 46,85 23547 64,63
3/4 3/4 4 1/8 6 3/8 4 53546 63,61 23548 82,25
7/8 3/4 1 1/8 3 3/8 5 53549 48,50 23549 67,96
7/8 7/8 1 1/8 3 3/8 5 80586 48,50 23583 67,96
7/8 3/4 3 1/2 5 5/8 4 42304 84,51 23550 107,84
7/8 7/8 3 1/2 5 3/4 5 53555 84,51 23551 107,84
1 3/4 1 1/8 3 3/8 6 42307 48,50 23552 76,11
1 1 1 1/8 3 5/8 5 53561 56,09 23553 83,70
1 3/4 1 1/2 3 3/4 5 42310 64,11 23554 95,66
1 1 1 5/8 4 1/8 5 53567 61,71 23555 89,30
1 3/4 3 5 1/4 5 42520 84,51 23556 114,94
Cobalt8%
TIALSIN
ASMEStd. NR
3-5 Z30°
Tol.+0,00394-0,00197
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Ø

61Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL DESBASTE GRUESO COBALTO 8% NZ LARGALong NZ Cobalt 8% Coarse Roughing End Mill
Fraise Ebauche Cobalt 8% NZ LongueRef. 7302
FRESA FRONTAL DESBASTE GRUESO COBALTO 8% NZ LARGALong NZ Cobalt 8% Coarse Roughing End Mill
Fraise Ebauche Cobalt 8% NZ LongueRef. 7342
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1 3 5 1/2 5 53573 87,72 23557 119,27
1 3/4 4 6 1/4 5 42522 91,42 23558 124,68
1 1 4 6 1/2 5 53579 93,58 23559 126,46
1 1 6 8 1/2 5 42525 120,94 23560 153,81
1 1/4 1 1/4 3 5 1/2 6 53597 120,94 23565 149,86
1 1/4 1 1/4 4 6 1/2 6 53600 132,47 23566 166,90
1 1/4 1 1/4 6 8 1/2 6 53603 152,28 23568 189,83
1 1/2 1 1/4 3 5 1/2 6 53615 147,13 23574 186,01
1 1/2 1 1/4 4 6 1/2 6 53618 169,20 23575 215,83
1 1/2 1 1/4 6 8 1/2 6 53621 200,22 23576 246,83
2 2 3 6 3/4 8 66738 249,88 66739 306,16
2 2 6 9 3/4 8 66740 429,73 66741 485,98
2 2 4 7 3/4 8 16027 290,13 23584 359,05
D dCorte
Flute / CoupeOAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1/8 1 3 1/2 6 6 54464 125,55 23369 155,57
1 1/4 1 1/4 3 5 1/2 6 54467 125,55 23370 155,58
1 1/4 3/4 4 6 1/4 6 11092 129,06 11094 164,80
1 1/4 1 1/4 4 6 1/2 6 54473 129,06 23371 164,80
1 1/4 1 1/4 6 8 1/2 6 54476 129,06 23372 164,80
1 1/2 1 1/4 3 5 1/2 6 54479 152,73 23373 195,01
1 1/2 1 1/4 4 6 1/2 6 54485 152,73 23375 203,44
1 1/2 1 1/4 6 8 1/2 6 54491 152,73 23377 203,44
1 1/2 1 1/4 6 1/8 8 5/8 6 23423 165,88 24336 218,44
1 3/4 1 1/4 4 6 1/2 6 54494 188,62 23378 248,25
2 1 1/4 4 6 1/2 8 54500 257,12 23379 316,73
2 2 4 7 3/4 8 23350 257,12 23380 328,65
2 1 1/4 6 1/8 8 5/8 8 23349 326,84 23381 398,39
Cobalt8%
TIALSIN
ASMEStd. NR
6-8 Z30°
Tol.+0,00394-0,00197
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Ø

62 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL DESBASTE GRUESO COBALTO 8% NZ RADIALRadial NZ Cobalt 8% Coarse Roughing End Mill
Fraise Ebauche Cobalt 8% NZ HemisphériqueRef. 7390
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 5/8 2 7/6 3 26036 29,45 26174 37,75
5/16 3/8 3/4 2 1/2 3 26037 29,45 26175 37,75
3/8 3/8 3/4 2 1/2 4 26039 29,45 26176 38,55
1/2 1/2 1 1/4 3 1/4 4 26040 42,07 26177 53,21
1/2 1/2 2 4 4 26262 42,07 26359 53,21
1/2 1/2 2 1/2 4 1/2 4 26263 42,07 26362 53,21
5/8 5/8 1 5/8 3 3/4 4 26042 47,67 26178 61,50
5/8 5/8 2 1/2 4 5/8 4 26265 47,67 26364 61,50
3/4 3/4 1 5/8 3 7/8 4 26043 59,54 26179 76,56
3/4 3/4 1 3/4 4 4 26266 59,54 26365 81,40
3/4 3/4 2 1/4 4 1/2 4 26268 59,54 26366 76,56
3/4 3/4 3 5 1/4 4 26269 59,54 26367 76,56
7/8 7/8 1 7/8 4 1/8 5 26044 90,67 26180 114,15
7/8 7/8 3 1/2 5 3/4 5 26271 90,67 26368 114,15
1 3/4 2 4 1/2 5 26045 84,96 26182 117,57
1 1 2 4 1/2 5 26046 91,75 26181 124,14
1 1 3 5 1/2 5 26329 91,75 26369 123,45
1 1 4 6 1/2 5 26334 91,75 26370 123,45
1 1/4 3/4 2 4 1/2 6 26048 137,30 26183 170,63
1 1/4 1 1/4 2 4 1/2 6 26047 137,30 26184 170,63
1 1/4 1 1/4 3 5 1/2 6 26335 137,30 26371 170,63
1 1/4 1 1/4 4 6 1/2 6 26336 137,30 26372 170,63
1 1/2 1 1/4 2 4 1/2 6 25979 213,05 26186 259,95
1 1/2 1 1/2 2 4 1/2 6 26051 213,05 26185 259,95
1 1/2 3/4 2 4 1/2 6 26049 213,05 26187 259,95
1 1/2 1 1/2 4 6 1/2 6 26337 213,05 26373 259,95
2 2 2 5 3/4 6 26052 355,93 26188 422,11
2 2 4 7 3/4 6 26338 355,93 26374 422,11
2 2 4 7 3/4 8 26340 355,93 26376 422,11
2 2 6 9 3/4 6 26341 355,93 26377 422,11
2 2 6 9 3/4 8 26343 355,93 26378 422,11
Cobalt8%
TIALSIN
ASMEStd. NR
3-8 Z30°
Tol.+0,00394-0,00197
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
K = 1
Ø

63Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL DESBASTE MEDIO COBALTO 8% NZ ESPECIALSpecial NZ Cobalt 8% Roughing & Finishing End Mill
Fraise Semi-Finition Cobalt 8% NZ Spéciale Ref. 7366
Flute
OAL
Ød
Cobalt8%
TIALSIN
ASMEStd. NF
4-8 Z30°
Tol.+0,00394-0,00197
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 5/16 2 1/8 4 24393 23,84 24394 32,38
1/4 3/8 5/8 2 7/16 4 21300 23,84 23784 32,38
1/4 3/8 7/8 2 11/16 4 24353 23,84 24354 32,38
1/4 3/8 1 1/8 2 15/16 4 24355 24,68 24356 32,51
5/16 3/8 7/16 2 1/4 4 24395 24,68 24396 32,51
5/16 3/8 3/4 2 9/16 4 24357 24,68 24358 32,51
5/16 3/8 1 1/8 2 15/16 4 21302 24,68 23785 32,51
3/8 3/8 7/16 2 1/4 4 24397 24,68 24398 32,51
3/8 3/8 3/4 2 9/16 4 23929 24,68 23939 32,51
3/8 3/8 1 1/8 2 15/16 4 21303 24,68 23786 32,51
3/8 3/8 1 3/8 3 3/16 4 23930 30,35 23940 38,91
7/16 3/8 1 2 11/16 4 21304 30,35 23787 39,70
15/32 1/2 1 1/4 3 1/4 4 24399 30,35 24400 40,85
1/2 1/2 5/8 2 5/8 4 23931 30,35 23941 40,85
1/2 1/2 1 3 4 23932 30,35 23942 40,85
1/2 1/2 1 1/4 3 1/4 4 21305 30,35 23788 40,85
1/2 1/2 1 5/8 3 5/8 4 24359 30,35 24360 40,85
1/2 1/2 2 4 4 24361 43,49 24362 53,99
1/2 1/2 2 1/2 4 1/2 4 24402 43,49 24403 53,99
1/2 1/2 3 5 4 24404 43,49 24405 53,99
9/16 1/2 1 3/8 3 3/8 4 23933 49,15 23943 62,19
5/8 5/8 3/4 2 7/8 4 24363 39,25 24364 53,45
5/8 5/8 1 1/4 3 3/8 4 23934 39,25 23944 53,45
5/8 5/8 1 5/8 3 3/4 4 21306 39,25 23789 53,45
5/8 5/8 2 1/2 4 5/8 4 24365 45,21 24366 58,24
5/8 5/8 3 1/8 5 1/4 4 24367 45,21 24368 58,24
11/16 5/8 1 5/8 3 3/4 4 24369 45,21 24370 58,24
3/4 3/4 3/4 2 7/8 4 24371 45,21 24372 61,26
3/4 3/4 1 1/4 3 1/2 4 21307 45,21 23790 61,26
3/4 5/8 1 5/8 3 3/4 4 23935 45,21 23945 61,26
3/4 3/4 1 5/8 3 7/8 4 55244 45,21 23791 61,26
3/4 3/4 1 5/8 3 7/8 4 24444 45,21 24445 61,26
3/4 3/4 2 1/2 4 3/4 4 24373 54,69 24374 70,74
3/4 3/4 3 5 1/4 4 23936 56,49 23946 75,77
3/4 3/4 4 1/8 6 3/8 4 24375 67,22 24376 83,27
13/16 3/4 1 7/8 4 1/8 4 24377 48,41 24378 70,52
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
7/8 3/4 1 1/8 3 3/8 4 24379 57,94 24380 80,06
7/8 3/4 1 3/4 4 3 24381 57,94 24382 80,06
7/8 3/4 3 1/2 5 5/8 4 24406 66,77 24407 88,88
7/8 7/8 3 1/2 5 3/4 5 24383 70,10 24384 96,64
1 1 1 1/8 3 5/8 6 21308 58,18 23792 95,59
1 1 1 5/8 4 1/8 6 24385 61,09 24386 98,49
1 3/4 2 4 1/4 4 24387 67,19 24388 98,60
1 1 2 4 1/2 5 23937 67,19 23947 98,60
1 1 2 4 1/2 6 24446 67,19 24447 98,60
1 1 3 5 1/2 5 23938 84,65 23948 116,04
1 1 4 6 1/2 6 24389 88,88 24390 126,27
1 1 6 8 1/2 5 24391 117,32 24392 154,72
1 1/8 3/4 1 1/8 3 3/8 6 24408 83,04 24409 120,41
1 1/8 3/4 2 4 1/4 6 24410 87,18 24411 124,56
1 1/8 1 3 1/2 6 6 24412 105,48 24413 142,87
1 1/4 3/4 1 1/2 3 3/4 6 24414 93,94 24415 125,32
1 1/4 3/4 2 4 1/2 6 24448 103,32 24449 140,70
1 1/4 1 1/4 2 4 1/2 6 24416 101,25 24417 138,64
1 1/4 1 1/4 3 5 1/2 6 24418 125,54 24419 162,92
1 1/4 1 1/4 4 6 1/2 6 24420 138,09 24421 175,48
1 3/8 3/4 1 1/8 3 3/8 6 24422 114,38 24423 156,01
1 3/8 3/4 2 4 1/4 6 24424 122,38 24425 164,00
1 1/2 3/4 1 1/8 3 3/8 6 24426 116,25 24427 160,45
1 1/2 3/4 1 1/2 3 3/4 6 24428 124,39 24429 168,59
1 1/2 3/4 2 4 1/2 6 24450 128,10 24451 172,31
1 1/2 1 1/4 4 6 1/2 6 24430 166,06 24431 210,26
1 3/4 3/4 11/8 3 3/8 6 24432 153,93 24433 200,18
1 3/4 3/4 2 4 1/4 6 24434 153,93 24435 216,28
1 3/4 1 1/4 4 6 1/2 6 24436 200,11 24437 262,46
2 3/4 1 1/8 3 3/8 8 24438 144,08 24439 218,91
2 3/4 2 4 1/2 8 24452 153,27 24453 228,09
2 2 4 7 3/4 8 24440 196,71 24441 278,32
2 1 1/4 6 1/8 8 5/8 8 24442 247,85 24443 322,67
SpecialØ-s
Ø

64 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL ACABADO PMX NZNZ PMX Finishing End Mill
Fraise Finition PMX NZRef. 7600
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
PMX€
N° Art.
TIALN-TOP€
1/8 3/8 3/8 2 5/16 4 24294 12,57 14452 19,85
5/32 3/8 3/8 2 3/8 4 24295 12,57 14454 19,85
3/16 3/8 1/2 2 3/8 4 24296 12,57 14446 19,85
7/32 3/8 5/8 2 7/16 4 24297 12,57 24291 19,85
1/4 3/8 5/8 2 7/16 4 24298 12,57 22325 20,86
9/32 3/8 3/4 2 1/2 4 24299 12,57 24292 20,86
5/16 3/8 3/4 2 1/2 4 24300 12,57 22326 22,30
3/8 3/8 3/4 2 1/2 4 24301 13,23 22327 23,80
7/16 3/8 1 2 11/16 4 24302 17,60 24293 27,00
1/2 1/2 1 1/4 3 1/4 4 24303 16,14 22329 26,68
5/8 5/8 1 5/8 3 3/4 4 24304 22,91 22330 35,99
3/4 3/4 1 5/8 3 7/8 4 24305 37,39 22331 53,50
1 1 2 4 1/2 4 24306 62,52 14448 94,03
f - Avances Fresas PMX - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 1/4 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0006 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0006 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
Material
Group Sub.
11.2
1.3
22.1
2.2
33.1
3.2
4 4
5 5.1
66.2
6.3
Vc (ft/min.)
PMX TIALN-TOP
98-138 147-246
39-59 65-115
17-39 26-56
59-79 98-147
79-118 115-213
79-118 115-213
59-79 98-147
197-328 295-623
623-787 951-1378
197-315 295-557
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
0,05-0,10 x D K=10,3 x D K=0,6
PMX TIALN-TOP
ASMEStd.
N4 Z
30°
Tol.+0,00150-0,00000
Ø

65Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL ACABADO PMX NZ HELICE VARIABLEUnequal Spiral Angle NZ PMX Finishing End Mill
Fraise Finition PMX NZ Hélice VariableRef. 7666
Flute
OAL
Ød
D dCorte
Flute / CoupeOAL Z N° Art.
PMX€
N° Art.
TIALN-TOP€
1/4 3/8 5/8 2 7/16 4 39893 15,56 39901 27,12
5/16 3/8 3/4 2 1/2 4 39894 15,56 39902 29,22
3/8 3/8 3/4 2 1/2 4 39895 16,38 39903 31,66
7/16 3/8 1 2 11/16 4 39896 21,79 39904 36,45
1/2 1/2 1 1/4 3 1/4 4 39897 19,98 39905 36,02
5/8 5/8 1 5/8 3 3/4 5 39898 30,54 39906 50,40
3/4 3/4 1 5/8 3 7/8 5 39899 49,84 39907 74,89
1 1 2 4 1/2 6 39900 83,35 39908 131,65
f - Avances Fresas PMX - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 1/4 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0006 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0006 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
0,0008 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
Material
Group Sub.
11.2
1.3
22.1
2.2
33.1
3.2
4 4
5 5.1
66.2
6.3
Vc (ft/min.)
PMX TIALN-TOP
98-138 147-246
39-59 65-115
17-39 26-56
59-79 98-147
79-118 115-213
79-118 115-213
59-79 98-147
197-328 295-623
623-787 951-1378
197-315 295-557
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
0,05-0,10 x D K=10,3 x D K=0,6
PMX TIALN-TOP
ASMEStd.
N4-6 Z
30°
Tol.+0,00150-0,0000035°
40° 0,20x45°
Ø
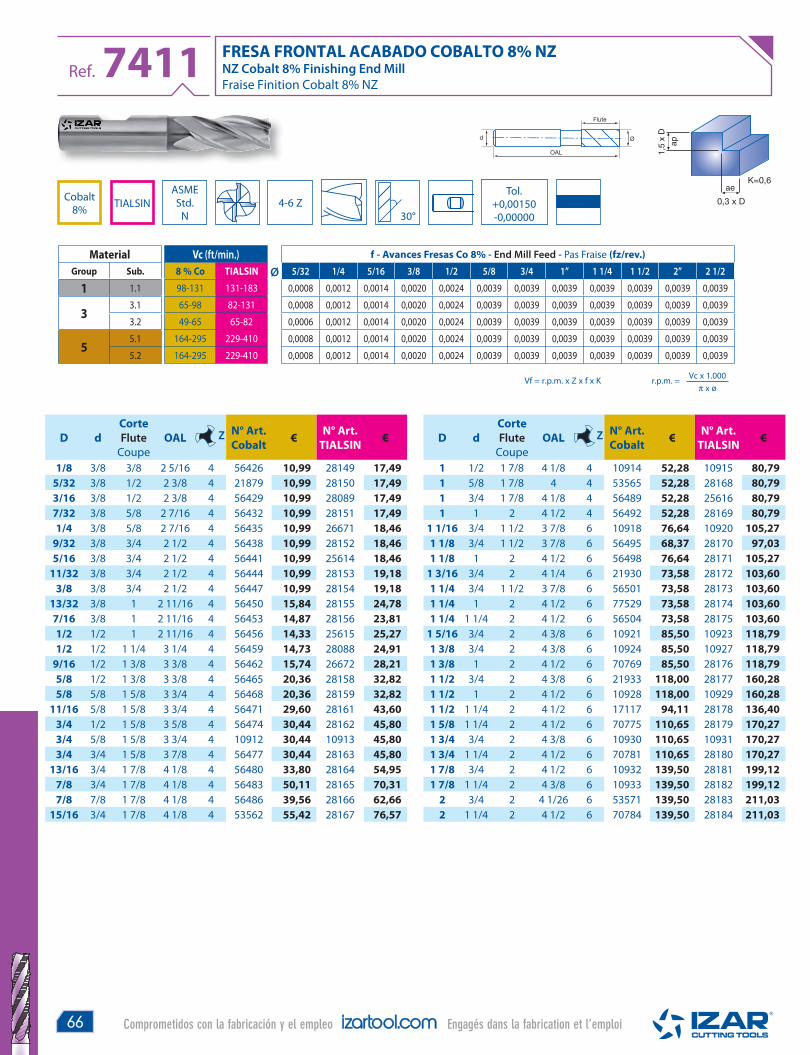
66 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL ACABADO COBALTO 8% NZNZ Cobalt 8% Finishing End Mill
Fraise Finition Cobalt 8% NZRef. 7411
Flute
OAL
Ød
Cobalt8%
TIALSIN
ASMEStd.
N4-6 Z
30°
Tol.+0,00150-0,00000
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
0,3 x D
K=0,6
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/8 3/8 3/8 2 5/16 4 56426 10,99 28149 17,49
5/32 3/8 1/2 2 3/8 4 21879 10,99 28150 17,49
3/16 3/8 1/2 2 3/8 4 56429 10,99 28089 17,49
7/32 3/8 5/8 2 7/16 4 56432 10,99 28151 17,49
1/4 3/8 5/8 2 7/16 4 56435 10,99 26671 18,46
9/32 3/8 3/4 2 1/2 4 56438 10,99 28152 18,46
5/16 3/8 3/4 2 1/2 4 56441 10,99 25614 18,46
11/32 3/8 3/4 2 1/2 4 56444 10,99 28153 19,18
3/8 3/8 3/4 2 1/2 4 56447 10,99 28154 19,18
13/32 3/8 1 2 11/16 4 56450 15,84 28155 24,78
7/16 3/8 1 2 11/16 4 56453 14,87 28156 23,81
1/2 1/2 1 2 11/16 4 56456 14,33 25615 25,27
1/2 1/2 1 1/4 3 1/4 4 56459 14,73 28088 24,91
9/16 1/2 1 3/8 3 3/8 4 56462 15,74 26672 28,21
5/8 1/2 1 3/8 3 3/8 4 56465 20,36 28158 32,82
5/8 5/8 1 5/8 3 3/4 4 56468 20,36 28159 32,82
11/16 5/8 1 5/8 3 3/4 4 56471 29,60 28161 43,60
3/4 1/2 1 5/8 3 5/8 4 56474 30,44 28162 45,80
3/4 5/8 1 5/8 3 3/4 4 10912 30,44 10913 45,80
3/4 3/4 1 5/8 3 7/8 4 56477 30,44 28163 45,80
13/16 3/4 1 7/8 4 1/8 4 56480 33,80 28164 54,95
7/8 3/4 1 7/8 4 1/8 4 56483 50,11 28165 70,31
7/8 7/8 1 7/8 4 1/8 4 56486 39,56 28166 62,66
15/16 3/4 1 7/8 4 1/8 4 53562 55,42 28167 76,57
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1/2 1 7/8 4 1/8 4 10914 52,28 10915 80,79
1 5/8 1 7/8 4 4 53565 52,28 28168 80,79
1 3/4 1 7/8 4 1/8 4 56489 52,28 25616 80,79
1 1 2 4 1/2 4 56492 52,28 28169 80,79
1 1/16 3/4 1 1/2 3 7/8 6 10918 76,64 10920 105,27
1 1/8 3/4 1 1/2 3 7/8 6 56495 68,37 28170 97,03
1 1/8 1 2 4 1/2 6 56498 76,64 28171 105,27
1 3/16 3/4 2 4 1/4 6 21930 73,58 28172 103,60
1 1/4 3/4 1 1/2 3 7/8 6 56501 73,58 28173 103,60
1 1/4 1 2 4 1/2 6 77529 73,58 28174 103,60
1 1/4 1 1/4 2 4 1/2 6 56504 73,58 28175 103,60
1 5/16 3/4 2 4 3/8 6 10921 85,50 10923 118,79
1 3/8 3/4 2 4 3/8 6 10924 85,50 10927 118,79
1 3/8 1 2 4 1/2 6 70769 85,50 28176 118,79
1 1/2 3/4 2 4 3/8 6 21933 118,00 28177 160,28
1 1/2 1 2 4 1/2 6 10928 118,00 10929 160,28
1 1/2 1 1/4 2 4 1/2 6 17117 94,11 28178 136,40
1 5/8 1 1/4 2 4 1/2 6 70775 110,65 28179 170,27
1 3/4 3/4 2 4 3/8 6 10930 110,65 10931 170,27
1 3/4 1 1/4 2 4 1/2 6 70781 110,65 28180 170,27
1 7/8 3/4 2 4 1/2 6 10932 139,50 28181 199,12
1 7/8 1 1/4 2 4 3/8 6 10933 139,50 28182 199,12
2 3/4 2 4 1/26 6 53571 139,50 28183 211,03
2 1 1/4 2 4 1/2 6 70784 139,50 28184 211,03
Ø
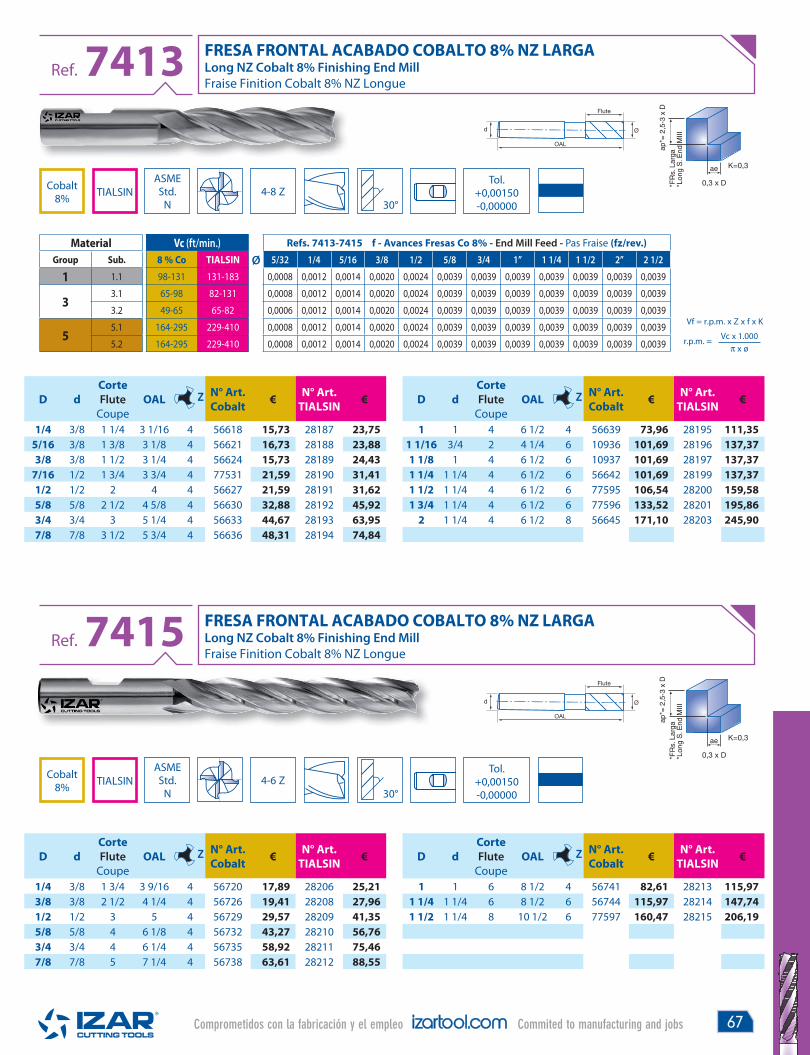
67Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
Refs. 7413-7415 f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 1 1/4 3 1/16 4 56618 15,73 28187 23,75
5/16 3/8 1 3/8 3 1/8 4 56621 16,73 28188 23,88
3/8 3/8 1 1/2 3 1/4 4 56624 15,73 28189 24,43
7/16 1/2 1 3/4 3 3/4 4 77531 21,59 28190 31,41
1/2 1/2 2 4 4 56627 21,59 28191 31,62
5/8 5/8 2 1/2 4 5/8 4 56630 32,88 28192 45,92
3/4 3/4 3 5 1/4 4 56633 44,67 28193 63,95
7/8 7/8 3 1/2 5 3/4 4 56636 48,31 28194 74,84
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 1 3/4 3 9/16 4 56720 17,89 28206 25,21
3/8 3/8 2 1/2 4 1/4 4 56726 19,41 28208 27,96
1/2 1/2 3 5 4 56729 29,57 28209 41,35
5/8 5/8 4 6 1/8 4 56732 43,27 28210 56,76
3/4 3/4 4 6 1/4 4 56735 58,92 28211 75,46
7/8 7/8 5 7 1/4 4 56738 63,61 28212 88,55
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1 4 6 1/2 4 56639 73,96 28195 111,35
1 1/16 3/4 2 4 1/4 6 10936 101,69 28196 137,37
1 1/8 1 4 6 1/2 6 10937 101,69 28197 137,37
1 1/4 1 1/4 4 6 1/2 6 56642 101,69 28199 137,37
1 1/2 1 1/4 4 6 1/2 6 77595 106,54 28200 159,58
1 3/4 1 1/4 4 6 1/2 6 77596 133,52 28201 195,86
2 1 1/4 4 6 1/2 8 56645 171,10 28203 245,90
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1 6 8 1/2 4 56741 82,61 28213 115,97
1 1/4 1 1/4 6 8 1/2 6 56744 115,97 28214 147,74
1 1/2 1 1/4 8 10 1/2 6 77597 160,47 28215 206,19
FRESA FRONTAL ACABADO COBALTO 8% NZ LARGALong NZ Cobalt 8% Finishing End Mill
Fraise Finition Cobalt 8% NZ LongueRef. 7413
FRESA FRONTAL ACABADO COBALTO 8% NZ LARGALong NZ Cobalt 8% Finishing End Mill
Fraise Finition Cobalt 8% NZ LongueRef. 7415
Cobalt8%
Cobalt8%
TIALSIN
TIALSIN
ASMEStd.
N
ASMEStd.
N
4-8 Z
4-6 Z
30°
30°
Flute
OAL
Ød
Flute
OAL
Ød
Vc x 1.000
π x ør.p.m. =
Vf = r.p.m. x Z x f x K
Tol.+0,00150-0,00000
Tol.+0,00150-0,00000
0,3 x D
K=0,3
0,3 x D
K=0,3
Ø
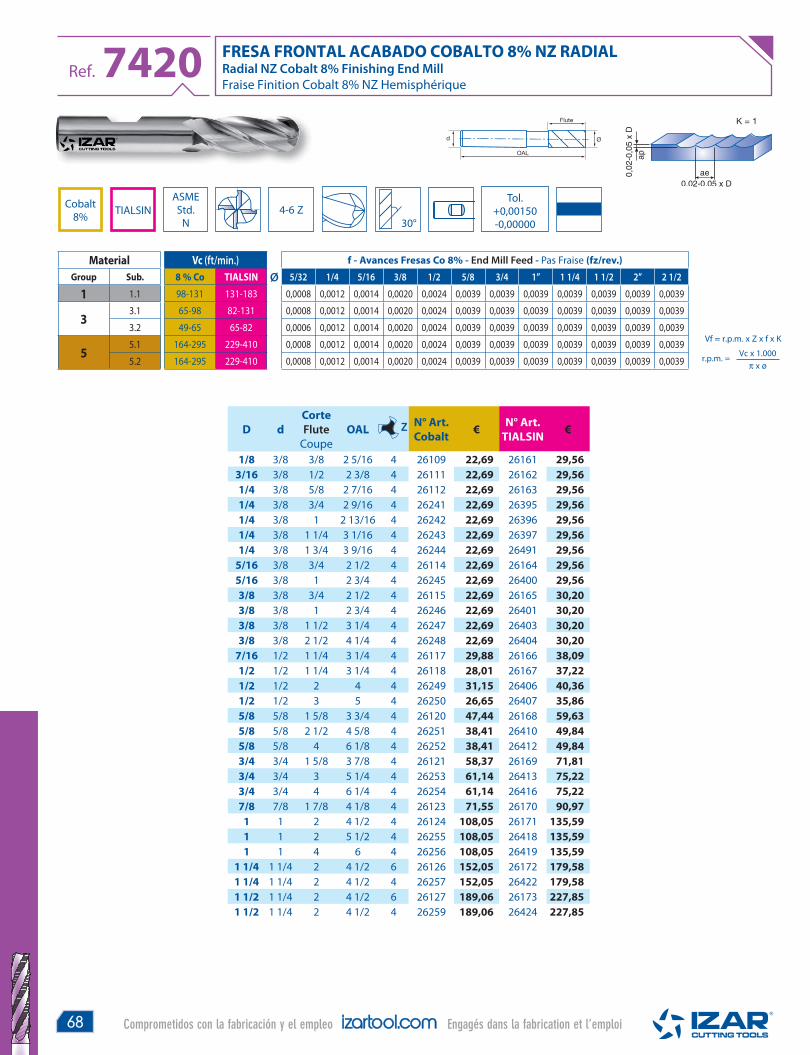
68 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL ACABADO COBALTO 8% NZ RADIALRadial NZ Cobalt 8% Finishing End Mill
Fraise Finition Cobalt 8% NZ HemisphériqueRef. 7420
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/8 3/8 3/8 2 5/16 4 26109 22,69 26161 29,56
3/16 3/8 1/2 2 3/8 4 26111 22,69 26162 29,56
1/4 3/8 5/8 2 7/16 4 26112 22,69 26163 29,56
1/4 3/8 3/4 2 9/16 4 26241 22,69 26395 29,56
1/4 3/8 1 2 13/16 4 26242 22,69 26396 29,56
1/4 3/8 1 1/4 3 1/16 4 26243 22,69 26397 29,56
1/4 3/8 1 3/4 3 9/16 4 26244 22,69 26491 29,56
5/16 3/8 3/4 2 1/2 4 26114 22,69 26164 29,56
5/16 3/8 1 2 3/4 4 26245 22,69 26400 29,56
3/8 3/8 3/4 2 1/2 4 26115 22,69 26165 30,20
3/8 3/8 1 2 3/4 4 26246 22,69 26401 30,20
3/8 3/8 1 1/2 3 1/4 4 26247 22,69 26403 30,20
3/8 3/8 2 1/2 4 1/4 4 26248 22,69 26404 30,20
7/16 1/2 1 1/4 3 1/4 4 26117 29,88 26166 38,09
1/2 1/2 1 1/4 3 1/4 4 26118 28,01 26167 37,22
1/2 1/2 2 4 4 26249 31,15 26406 40,36
1/2 1/2 3 5 4 26250 26,65 26407 35,86
5/8 5/8 1 5/8 3 3/4 4 26120 47,44 26168 59,63
5/8 5/8 2 1/2 4 5/8 4 26251 38,41 26410 49,84
5/8 5/8 4 6 1/8 4 26252 38,41 26412 49,84
3/4 3/4 1 5/8 3 7/8 4 26121 58,37 26169 71,81
3/4 3/4 3 5 1/4 4 26253 61,14 26413 75,22
3/4 3/4 4 6 1/4 4 26254 61,14 26416 75,22
7/8 7/8 1 7/8 4 1/8 4 26123 71,55 26170 90,97
1 1 2 4 1/2 4 26124 108,05 26171 135,59
1 1 2 5 1/2 4 26255 108,05 26418 135,59
1 1 4 6 4 26256 108,05 26419 135,59
1 1/4 1 1/4 2 4 1/2 6 26126 152,05 26172 179,58
1 1/4 1 1/4 2 4 1/2 4 26257 152,05 26422 179,58
1 1/2 1 1/4 2 4 1/2 6 26127 189,06 26173 227,85
1 1/2 1 1/4 2 4 1/2 4 26259 189,06 26424 227,85
Vc x 1.000
π x ør.p.m. =
Vf = r.p.m. x Z x f x K
Flute
OAL
Ød
Cobalt8%
TIALSIN
ASMEStd.
N4-6 Z
30°
Tol.+0,00150-0,00000
K = 1
Ø

69Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL ACABADO HSS NZNZ HSS Finishing End Mill
Fraise Finition HSS NZRef. 7410
Flute
OAL
Ød
HSS
ASMEStd.
N4-6 Z
30°
Tol.+0,00150-0,00000
f - Avances Fresas HSS - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0049 0,0049 0,0049 0,0049
Material
Group Sub.
1 1.1
Vc (ft/min.)
HSS
65-80
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
0,3 x D
K=0,6
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1/8 3/8 3/8 2 5/16 4 55991 8,51
5/32 3/8 1/2 2 3/8 4 42680 8,51
3/16 3/8 1/2 2 3/8 4 56003 8,51
7/32 3/8 5/8 2 7/16 4 42681 8,51
1/4 3/8 5/8 2 7/16 4 56015 8,51
9/32 3/8 3/4 2 1/2 4 42208 8,22
5/16 3/8 3/4 2 1/2 4 56027 8,22
11/32 3/8 3/4 2 1/2 4 42694 8,22
3/8 3/8 3/4 2 1/2 4 56039 8,22
13/32 3/8 1 2 11/16 4 42695 11,89
7/16 3/8 1 2 11/16 4 42210 11,89
1/2 3/8 1 2 11/16 4 56063 11,89
1/2 1/2 1 1/4 3 1/4 4 56066 11,89
9/16 1/2 1 3/8 3 3/8 4 56069 14,49
5/8 1/2 1 3/8 3 3/8 4 56072 18,19
5/8 5/8 1 5/8 3 3/4 4 56075 18,19
11/16 5/8 1 5/8 3 3/4 4 56081 22,13
3/4 1/2 1 5/8 3 5/8 4 56084 23,18
3/4 5/8 1 5/8 3 3/4 4 56087 23,18
3/4 3/4 1 5/8 3 7/8 4 56090 23,18
13/16 3/4 1 7/8 4 1/8 4 56096 27,78
7/8 3/4 1 7/8 4 1/8 4 56105 28,47
7/8 7/8 1 7/8 4 1/8 4 56108 28,47
15/16 3/4 1 7/8 4 1/8 4 56111 33,74
1 5/8 1 7/8 4 4 42216 33,78
1 1/2 1 7/8 4 1/8 4 42682 33,78
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1 3/4 1 7/8 4 1/8 4 56120 33,78
1 1 2 4 1/2 4 56126 33,78
1 1/16 3/4 1 1/2 3 7/8 6 42683 63,00
1 1/8 3/4 1 1/2 3 7/8 6 56132 56,21
1 1/8 1 2 4 1/2 6 42219 56,21
1 3/16 3/4 2 4 1/4 6 42222 60,50
1 1/4 3/4 1 1/2 3 7/8 6 56141 60,50
1 1/4 1 2 4 1/2 6 56144 60,50
1 1/4 1 1/4 2 4 1/2 6 56147 60,50
1 5/16 3/4 2 4 3/8 6 42228 68,36
1 3/8 3/4 2 4 3/8 6 56153 68,36
1 3/8 1 2 4 1/2 6 42230 68,36
1 1/2 3/4 2 4 3/8 6 56162 75,23
1 1/2 1 2 4 1/2 6 42685 75,23
1 1/2 1 1/4 2 4 1/2 6 56168 75,23
1 5/8 3/4 2 4 3/8 6 56171 88,45
1 5/8 1 1/4 2 4 1/2 6 56174 88,45
1 3/4 3/4 2 4 3/8 6 56177 88,45
1 3/4 1 1/4 2 4 1/2 6 56180 88,45
1 7/8 3/4 2 4 1/2 6 42697 111,53
1 7/8 1 1/4 2 4 3/8 6 42698 111,53
2 3/4 2 4 1/26 6 56189 111,53
2 1 1/4 2 4 1/2 6 56192 111,53
Ø
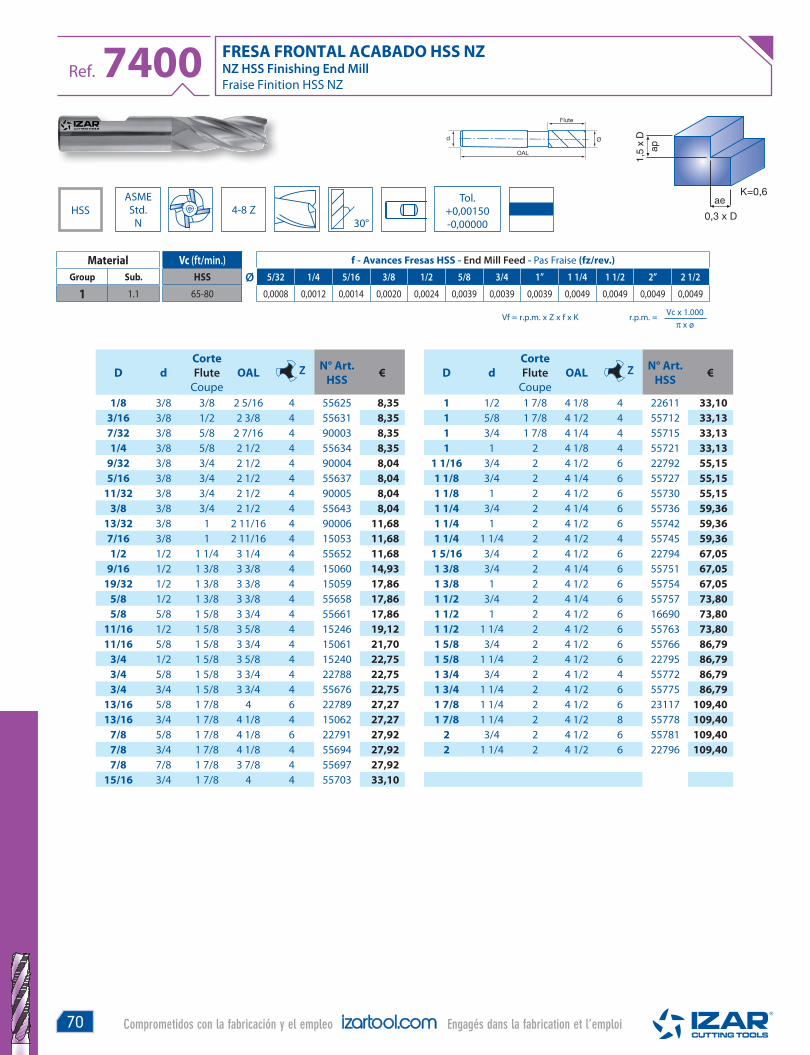
70 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL ACABADO HSS NZNZ HSS Finishing End Mill
Fraise Finition HSS NZRef. 7400
Flute
OAL
Ød
HSS
ASMEStd.
N4-8 Z
30°
Tol.+0,00150-0,00000
f - Avances Fresas HSS - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0049 0,0049 0,0049 0,0049
Material
Group Sub.
1 1.1
Vc (ft/min.)
HSS
65-80
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
0,3 x D
K=0,6
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1/8 3/8 3/8 2 5/16 4 55625 8,35
3/16 3/8 1/2 2 3/8 4 55631 8,35
7/32 3/8 5/8 2 7/16 4 90003 8,35
1/4 3/8 5/8 2 1/2 4 55634 8,35
9/32 3/8 3/4 2 1/2 4 90004 8,04
5/16 3/8 3/4 2 1/2 4 55637 8,04
11/32 3/8 3/4 2 1/2 4 90005 8,04
3/8 3/8 3/4 2 1/2 4 55643 8,04
13/32 3/8 1 2 11/16 4 90006 11,68
7/16 3/8 1 2 11/16 4 15053 11,68
1/2 1/2 1 1/4 3 1/4 4 55652 11,68
9/16 1/2 1 3/8 3 3/8 4 15060 14,93
19/32 1/2 1 3/8 3 3/8 4 15059 17,86
5/8 1/2 1 3/8 3 3/8 4 55658 17,86
5/8 5/8 1 5/8 3 3/4 4 55661 17,86
11/16 1/2 1 5/8 3 5/8 4 15246 19,12
11/16 5/8 1 5/8 3 3/4 4 15061 21,70
3/4 1/2 1 5/8 3 5/8 4 15240 22,75
3/4 5/8 1 5/8 3 3/4 4 22788 22,75
3/4 3/4 1 5/8 3 3/4 4 55676 22,75
13/16 5/8 1 7/8 4 6 22789 27,27
13/16 3/4 1 7/8 4 1/8 4 15062 27,27
7/8 5/8 1 7/8 4 1/8 6 22791 27,92
7/8 3/4 1 7/8 4 1/8 4 55694 27,92
7/8 7/8 1 7/8 3 7/8 4 55697 27,92
15/16 3/4 1 7/8 4 4 55703 33,10
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1 1/2 1 7/8 4 1/8 4 22611 33,10
1 5/8 1 7/8 4 1/2 4 55712 33,13
1 3/4 1 7/8 4 1/4 4 55715 33,13
1 1 2 4 1/8 4 55721 33,13
1 1/16 3/4 2 4 1/2 6 22792 55,15
1 1/8 3/4 2 4 1/4 6 55727 55,15
1 1/8 1 2 4 1/2 6 55730 55,15
1 1/4 3/4 2 4 1/4 6 55736 59,36
1 1/4 1 2 4 1/2 6 55742 59,36
1 1/4 1 1/4 2 4 1/2 4 55745 59,36
1 5/16 3/4 2 4 1/2 6 22794 67,05
1 3/8 3/4 2 4 1/4 6 55751 67,05
1 3/8 1 2 4 1/2 6 55754 67,05
1 1/2 3/4 2 4 1/4 6 55757 73,80
1 1/2 1 2 4 1/2 6 16690 73,80
1 1/2 1 1/4 2 4 1/2 6 55763 73,80
1 5/8 3/4 2 4 1/2 6 55766 86,79
1 5/8 1 1/4 2 4 1/2 6 22795 86,79
1 3/4 3/4 2 4 1/2 4 55772 86,79
1 3/4 1 1/4 2 4 1/2 6 55775 86,79
1 7/8 1 1/4 2 4 1/2 6 23117 109,40
1 7/8 1 1/4 2 4 1/2 8 55778 109,40
2 3/4 2 4 1/2 6 55781 109,40
2 1 1/4 2 4 1/2 6 22796 109,40
Ø
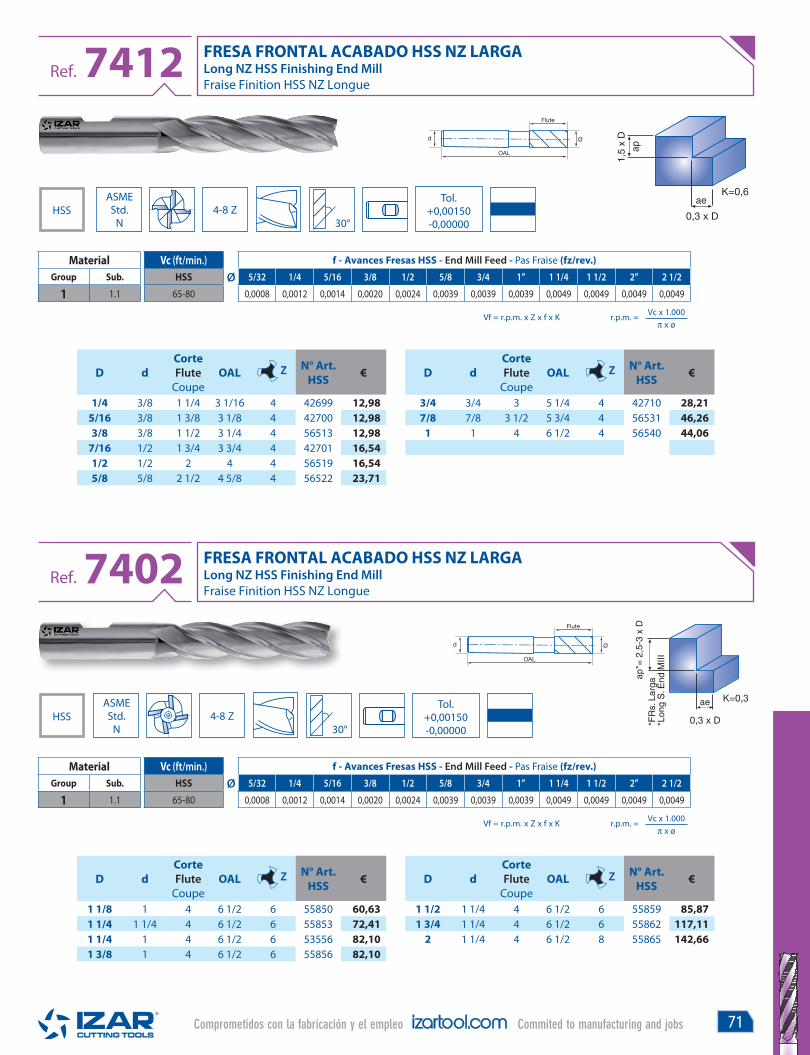
71Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL ACABADO HSS NZ LARGALong NZ HSS Finishing End Mill
Fraise Finition HSS NZ LongueRef. 7412
FRESA FRONTAL ACABADO HSS NZ LARGALong NZ HSS Finishing End Mill
Fraise Finition HSS NZ LongueRef. 7402
Flute
OAL
Ød
Flute
OAL
Ød
HSS
HSS
ASMEStd.
N4-8 Z
30°
Tol.+0,00150-0,00000
f - Avances Fresas HSS - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0049 0,0049 0,0049 0,0049
f - Avances Fresas HSS - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0049 0,0049 0,0049 0,0049
Material
Group Sub.
1 1.1
Material
Group Sub.
1 1.1
Vc (ft/min.)
HSS
65-80
Vc (ft/min.)
HSS
65-80
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
0,3 x D
K=0,6
ASMEStd.
N4-8 Z
30°
Tol.+0,00150-0,00000
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1/4 3/8 1 1/4 3 1/16 4 42699 12,98
5/16 3/8 1 3/8 3 1/8 4 42700 12,98
3/8 3/8 1 1/2 3 1/4 4 56513 12,98
7/16 1/2 1 3/4 3 3/4 4 42701 16,54
1/2 1/2 2 4 4 56519 16,54
5/8 5/8 2 1/2 4 5/8 4 56522 23,71
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1 1/8 1 4 6 1/2 6 55850 60,63
1 1/4 1 1/4 4 6 1/2 6 55853 72,41
1 1/4 1 4 6 1/2 6 53556 82,10
1 3/8 1 4 6 1/2 6 55856 82,10
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
3/4 3/4 3 5 1/4 4 42710 28,21
7/8 7/8 3 1/2 5 3/4 4 56531 46,26
1 1 4 6 1/2 4 56540 44,06
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1 1/2 1 1/4 4 6 1/2 6 55859 85,87
1 3/4 1 1/4 4 6 1/2 6 55862 117,11
2 1 1/4 4 6 1/2 8 55865 142,66
0,3 x D
K=0,3
Ø
Ø
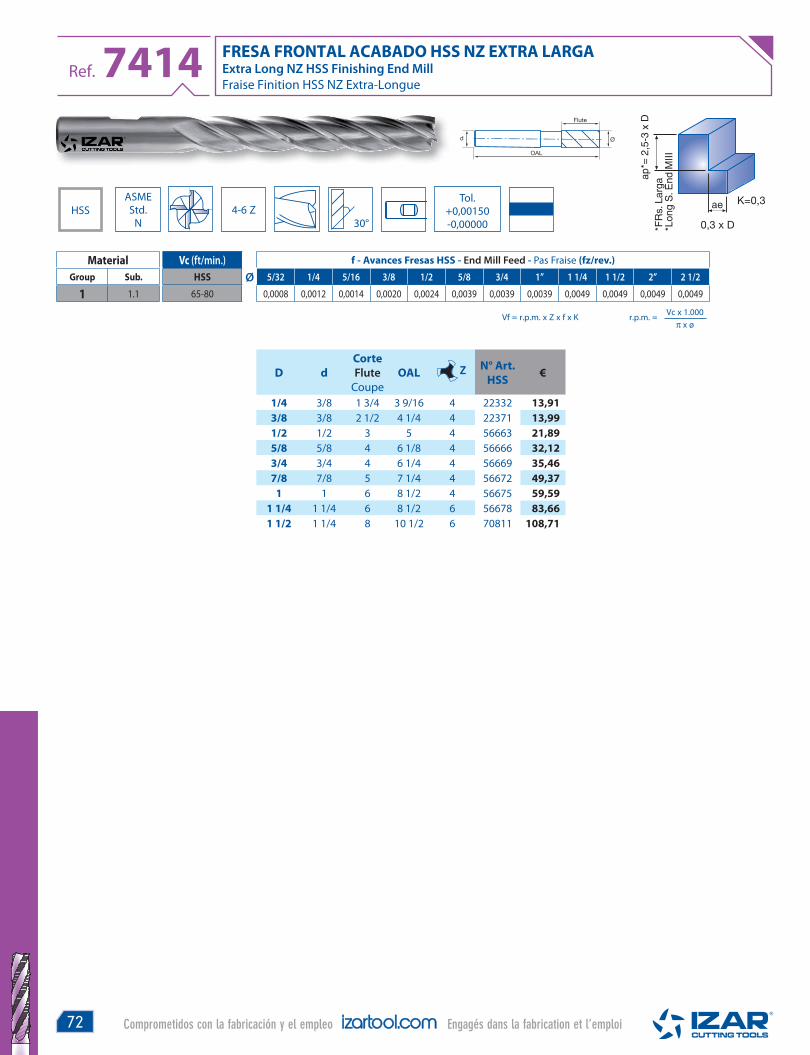
72 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL ACABADO HSS NZ EXTRA LARGAExtra Long NZ HSS Finishing End Mill
Fraise Finition HSS NZ Extra-LongueRef. 7414
Flute
OAL
Ød
HSS
ASMEStd.
N4-6 Z
30°
Tol.+0,00150-0,00000
f - Avances Fresas HSS - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0049 0,0049 0,0049 0,0049
Material
Group Sub.
1 1.1
Vc (ft/min.)
HSS
65-80
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1/4 3/8 1 3/4 3 9/16 4 22332 13,91
3/8 3/8 2 1/2 4 1/4 4 22371 13,99
1/2 1/2 3 5 4 56663 21,89
5/8 5/8 4 6 1/8 4 56666 32,12
3/4 3/4 4 6 1/4 4 56669 35,46
7/8 7/8 5 7 1/4 4 56672 49,37
1 1 6 8 1/2 4 56675 59,59
1 1/4 1 1/4 6 8 1/2 6 56678 83,66
1 1/2 1 1/4 8 10 1/2 6 70811 108,71
0,3 x D
K=0,3
Ø
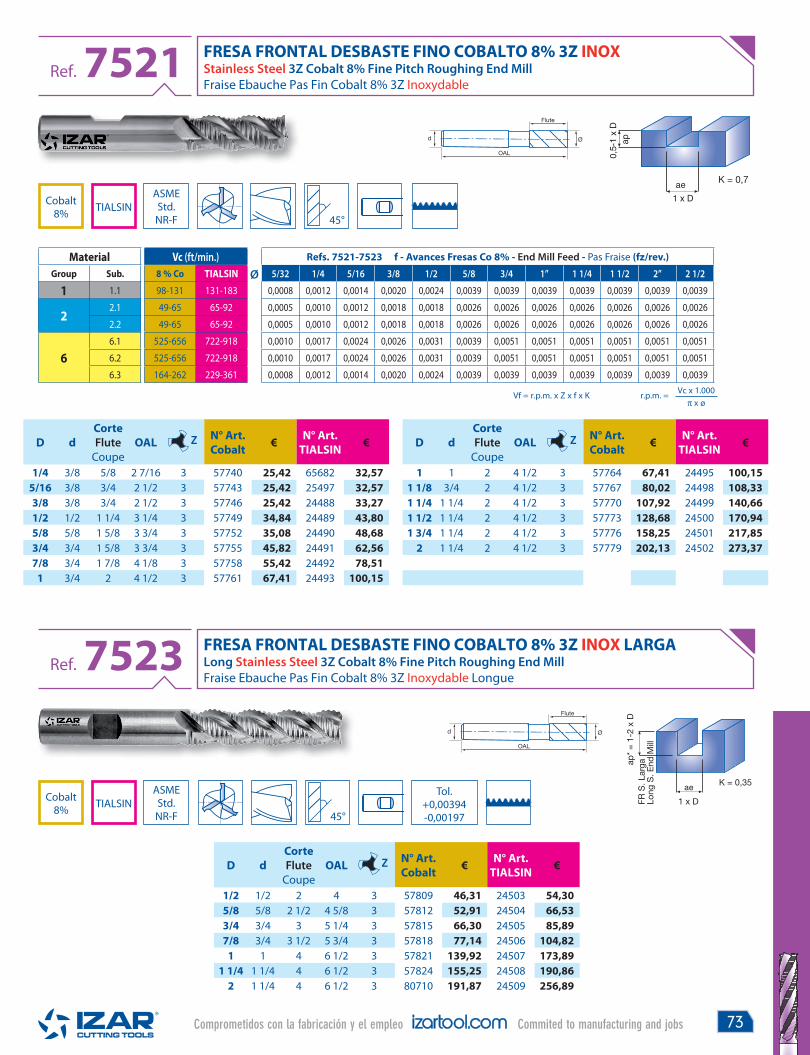
73Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL DESBASTE FINO COBALTO 8% 3Z INOXStainless Steel 3Z Cobalt 8% Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin Cobalt 8% 3Z InoxydableRef. 7521
FRESA FRONTAL DESBASTE FINO COBALTO 8% 3Z INOX LARGALong Stainless Steel 3Z Cobalt 8% Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin Cobalt 8% 3Z Inoxydable LongueRef. 7523
Flute
OAL
Ød
Flute
OAL
Ød
Refs. 7521-7523 f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0005 0,0010 0,0012 0,0018 0,0018 0,0026 0,0026 0,0026 0,0026 0,0026 0,0026 0,0026
0,0005 0,0010 0,0012 0,0018 0,0018 0,0026 0,0026 0,0026 0,0026 0,0026 0,0026 0,0026
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
22.1
2.2
6
6.1
6.2
6.3
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
49-65 65-92
49-65 65-92
525-656 722-918
525-656 722-918
164-262 229-361
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
K = 0,7
Cobalt8%
Cobalt8%
TIALSIN
TIALSIN
ASMEStd. NR-F
ASMEStd. NR-F
45°
45°
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 5/8 2 7/16 3 57740 25,42 65682 32,57
5/16 3/8 3/4 2 1/2 3 57743 25,42 25497 32,57
3/8 3/8 3/4 2 1/2 3 57746 25,42 24488 33,27
1/2 1/2 1 1/4 3 1/4 3 57749 34,84 24489 43,80
5/8 5/8 1 5/8 3 3/4 3 57752 35,08 24490 48,68
3/4 3/4 1 5/8 3 3/4 3 57755 45,82 24491 62,56
7/8 3/4 1 7/8 4 1/8 3 57758 55,42 24492 78,51
1 3/4 2 4 1/2 3 57761 67,41 24493 100,15
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/2 1/2 2 4 3 57809 46,31 24503 54,30
5/8 5/8 2 1/2 4 5/8 3 57812 52,91 24504 66,53
3/4 3/4 3 5 1/4 3 57815 66,30 24505 85,89
7/8 3/4 3 1/2 5 3/4 3 57818 77,14 24506 104,82
1 1 4 6 1/2 3 57821 139,92 24507 173,89
1 1/4 1 1/4 4 6 1/2 3 57824 155,25 24508 190,86
2 1 1/4 4 6 1/2 3 80710 191,87 24509 256,89
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 1 2 4 1/2 3 57764 67,41 24495 100,15
1 1/8 3/4 2 4 1/2 3 57767 80,02 24498 108,33
1 1/4 1 1/4 2 4 1/2 3 57770 107,92 24499 140,66
1 1/2 1 1/4 2 4 1/2 3 57773 128,68 24500 170,94
1 3/4 1 1/4 2 4 1/2 3 57776 158,25 24501 217,85
2 1 1/4 2 4 1/2 3 57779 202,13 24502 273,37
Tol.+0,00394-0,00197
ap*
= 1
-2 x
D*
FR S
. Lar
ga*
Long
S. E
nd M
ill
1 x D
K = 0,35
Ø

74 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL DESBASTE FINO 3Z EXTRA CORTA ALUMINIO VIRUTA CORTAShort Chip Aluminium Stub 3Z Fine Pitch Roughing End Mill
Fraise Ebauche Pas Fin 3Z Extra-Courte Aluminium Coupeau CourtRef. 7320
Flute
OAL
Ød
Flute
OAL
Ød
K = 0,7
K = 0,7
Cobalt8%
TIALSIN
ASMEStd. NR-F
FRESA FRONTAL DESBASTE GRUESO 3Z EXTRA CORTA ALUMINIOAluminium Stub 3Z Coarse Roughing End Mill
Fraise Ebauche 3Z Extra-Courte AluminiumRef. 7324
Cobalt8%
TIALSIN
ASMEStd. NR
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 1/4 2 1/16 3 21284 22,14 23710 29,63
3/8 3/8 3/8 2 5/32 3 21285 22,14 23711 30,35
1/2 1/2 1/2 2 1/2 3 21286 29,85 23712 39,90
5/8 5/8 5/8 2 3/4 3 21288 38,03 23713 50,48
7/8 3/4 7/8 3 1/8 3 21290 60,72 23715 81,89
1 1 1 3 1/2 3 21291 71,70 23716 101,72
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 1/4 2 1/16 3 21292 21,09 23703 28,59
3/8 3/8 3/8 2 5/32 3 21294 21,09 23704 29,27
1/2 1/2 1/2 2 1/2 3 21296 28,69 23706 38,72
5/8 5/8 5/8 2 3/4 3 21297 36,21 23707 48,66
3/4 3/4 3/4 2 7/8 3 21299 42,35 23708 57,71
7/8 3/4 7/8 3 1/8 3 25495 57,83 25496 78,99
1 1 1 3 1/2 3 21301 68,30 23709 98,31
Refs. 7320-7324 f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0043 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
4 4
55.1
5.2
6
6.1
6.2
6.3
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
49-65 65-82
164-295 229-410
164-295 229-410
525-656 722-918
525-656 722-918
164-262 229-361
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
30°
Tol.+0,00394-0,00197
30°
Tol.+0,00394-0,00197
Ø
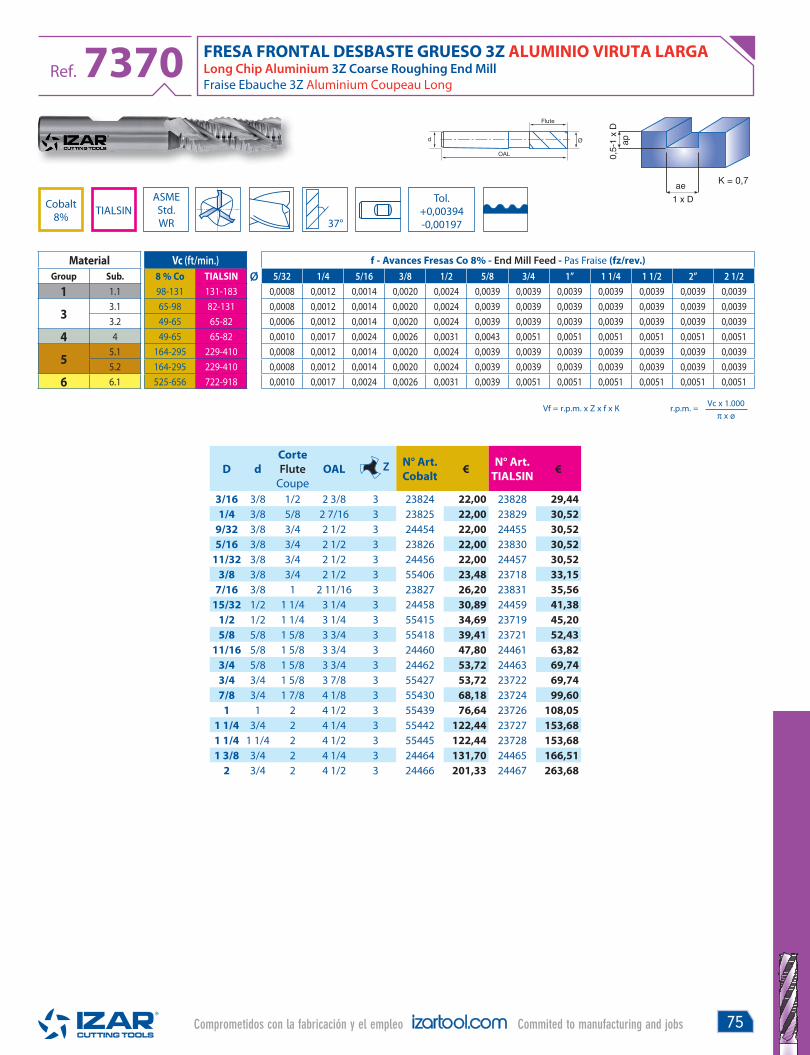
75Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL DESBASTE GRUESO 3Z ALUMINIO VIRUTA LARGALong Chip Aluminium 3Z Coarse Roughing End Mill
Fraise Ebauche 3Z Aluminium Coupeau Long Ref. 7370
Flute
OAL
Ød
K = 0,7
Cobalt8%
TIALSIN
ASMEStd. WR
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
37°
Tol.+0,00394-0,00197
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0043 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
Material
Group Sub.
1 1.1
33.1
3.2
4 4
55.1
5.2
6 6.1
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
49-65 65-82
164-295 229-410
164-295 229-410
525-656 722-918
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
3/16 3/8 1/2 2 3/8 3 23824 22,00 23828 29,44
1/4 3/8 5/8 2 7/16 3 23825 22,00 23829 30,52
9/32 3/8 3/4 2 1/2 3 24454 22,00 24455 30,52
5/16 3/8 3/4 2 1/2 3 23826 22,00 23830 30,52
11/32 3/8 3/4 2 1/2 3 24456 22,00 24457 30,52
3/8 3/8 3/4 2 1/2 3 55406 23,48 23718 33,15
7/16 3/8 1 2 11/16 3 23827 26,20 23831 35,56
15/32 1/2 1 1/4 3 1/4 3 24458 30,89 24459 41,38
1/2 1/2 1 1/4 3 1/4 3 55415 34,69 23719 45,20
5/8 5/8 1 5/8 3 3/4 3 55418 39,41 23721 52,43
11/16 5/8 1 5/8 3 3/4 3 24460 47,80 24461 63,82
3/4 5/8 1 5/8 3 3/4 3 24462 53,72 24463 69,74
3/4 3/4 1 5/8 3 7/8 3 55427 53,72 23722 69,74
7/8 3/4 1 7/8 4 1/8 3 55430 68,18 23724 99,60
1 1 2 4 1/2 3 55439 76,64 23726 108,05
1 1/4 3/4 2 4 1/4 3 55442 122,44 23727 153,68
1 1/4 1 1/4 2 4 1/2 3 55445 122,44 23728 153,68
1 3/8 3/4 2 4 1/4 3 24464 131,70 24465 166,51
2 3/4 2 4 1/2 3 24466 201,33 24467 263,68
Ø

76 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
Cobalt8%
TIALSIN
ASMEStd. WR 37°
Tol.+0,00394-0,00197
Flute
OAL
Ød
FRESA FRONTAL DESBASTE GRUESO 3Z ALUMINIO VIRUTA LARGALong Chip Aluminium 3Z Coarse Roughing End Mill
Fraise Ebauche 3Z Aluminium Coupeau LongRef. 7372
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 1 3/8 3 1/8 3 23841 28,88 23844 36,70
5/16 3/8 1 3/8 3 1/8 3 23842 30,88 23845 38,71
3/8 3/8 1 5/8 3 3/16 3 23843 30,88 23847 39,44
1/2 1/2 2 4 3 55478 42,55 23733 53,03
1/2 1/2 3 5 3 24468 52,48 24469 65,50
5/8 5/8 2 1/2 4 5/8 3 55484 57,14 23734 70,14
5/8 5/8 3 1/8 5 1/4 3 24470 65,21 24471 81,26
3/4 3/4 2 4 1/4 3 52326 67,18 23736 83,16
3/4 3/4 3 5 1/4 3 55490 70,69 23737 89,96
1 1 3 5 1/2 3 55499 92,88 23739 124,27
1 1 4 6 1/2 3 55502 101,59 23742 138,96
1 1/4 1 1/4 3 5 1/2 3 55505 143,28 23743 174,70
1 1/4 1 1/4 4 6 1/2 3 55508 154,64 23745 191,88
1 1/2 1 1/4 4 6 1/2 3 24472 208,29 24473 260,69
2 1 1/4 4 6 1/2 3 55520 313,64 23748 375,97
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0043 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
Material
Group Sub.
1 1.1
33.1
3.2
4 4
55.1
5.2
6 6.1
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
49-65 65-82
164-295 229-410
164-295 229-410
525-656 722-918
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Ø
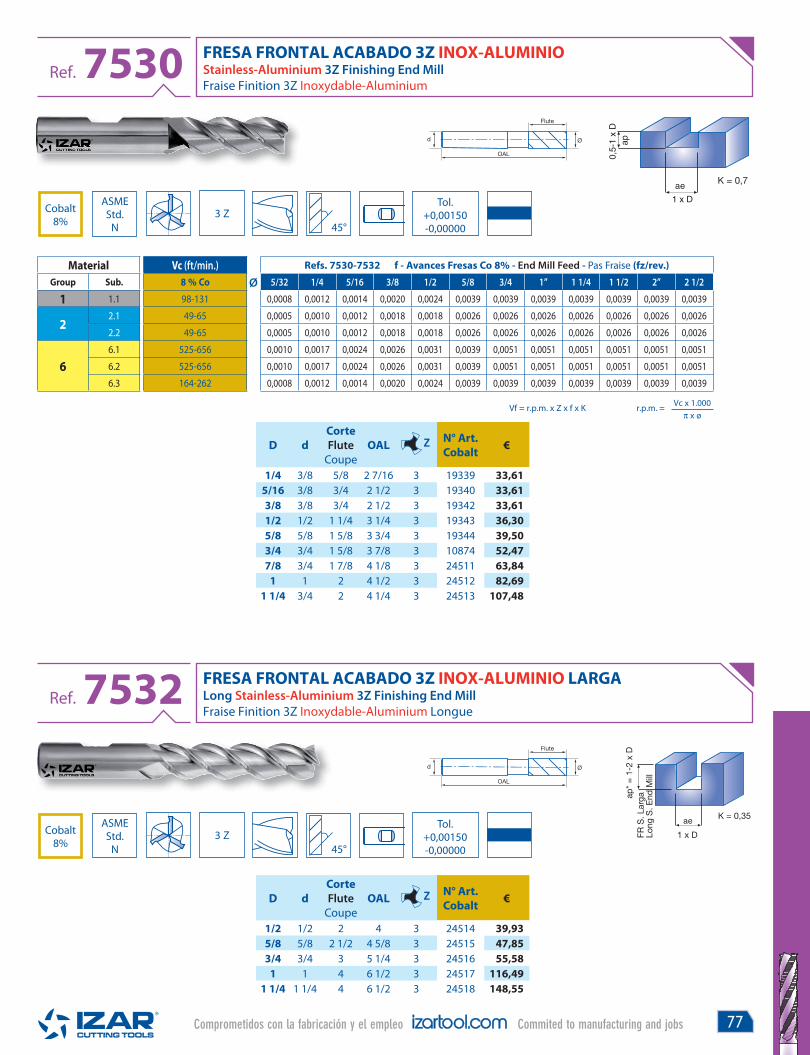
77Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL ACABADO 3Z INOX-ALUMINIOStainless-Aluminium 3Z Finishing End Mill
Fraise Finition 3Z Inoxydable-AluminiumRef. 7530
Flute
OAL
Ød
Flute
OAL
Ød
K = 0,7
Cobalt8%
Cobalt8%
FRESA FRONTAL ACABADO 3Z INOX-ALUMINIO LARGALong Stainless-Aluminium 3Z Finishing End Mill
Fraise Finition 3Z Inoxydable-Aluminium LongueRef. 7532
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
1/4 3/8 5/8 2 7/16 3 19339 33,61
5/16 3/8 3/4 2 1/2 3 19340 33,61
3/8 3/8 3/4 2 1/2 3 19342 33,61
1/2 1/2 1 1/4 3 1/4 3 19343 36,30
5/8 5/8 1 5/8 3 3/4 3 19344 39,50
3/4 3/4 1 5/8 3 7/8 3 10874 52,47
7/8 3/4 1 7/8 4 1/8 3 24511 63,84
1 1 2 4 1/2 3 24512 82,69
1 1/4 3/4 2 4 1/4 3 24513 107,48
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
1/2 1/2 2 4 3 24514 39,93
5/8 5/8 2 1/2 4 5/8 3 24515 47,85
3/4 3/4 3 5 1/4 3 24516 55,58
1 1 4 6 1/2 3 24517 116,49
1 1/4 1 1/4 4 6 1/2 3 24518 148,55
ASMEStd.
N
ASMEStd.
N
45°
45°
Tol.+0,00150-0,00000
Tol.+0,00150-0,00000
Refs. 7530-7532 f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0005 0,0010 0,0012 0,0018 0,0018 0,0026 0,0026 0,0026 0,0026 0,0026 0,0026 0,0026
0,0005 0,0010 0,0012 0,0018 0,0018 0,0026 0,0026 0,0026 0,0026 0,0026 0,0026 0,0026
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
22.1
2.2
6
6.1
6.2
6.3
Vc (ft/min.)
8 % Co
98-131
49-65
49-65
525-656
525-656
164-262
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
3 Z
3 Z
ap*
= 1
-2 x
D*
FR S
. Lar
ga*
Long
S. E
nd M
ill
1 x D
K = 0,35
Ø

78 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL ACABADO COBALTO 8% 2Z2Z Cobalt 8% Finishing End Mill
Fraise Finition Cobalt 8% 2ZRef. 7205
Flute
OAL
Ød
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
6
6.1
6.2
6.3
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
525-656 722-918
525-656 722-918
164-262 229-361
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Cobalt8%
TIALSIN
ASMEStd.
N2 Z
30°
Tol.+0,00000-0,00150
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/8 3/8 3/8 2 5/16 2 16648 9,53 28217 14,06
5/32 3/8 7/16 2 5/16 2 16649 9,53 28218 14,06
3/16 3/8 7/16 2 5/16 2 16650 9,53 28219 14,06
7/32 3/8 1/2 2 5/16 2 16651 9,67 28220 14,19
1/4 3/8 1/2 2 5/16 2 16652 9,67 28221 14,92
9/32 3/8 9/16 2 5/16 2 16654 10,10 28222 15,60
5/16 3/8 9/16 2 5/16 2 16655 9,67 28223 14,92
11/32 3/8 9/16 2 5/16 2 16657 10,99 28224 16,21
3/8 3/8 9/16 2 5/16 2 16658 10,99 28225 16,21
13/32 3/8 13/16 2 1/2 2 16659 12,58 28226 18,54
7/16 3/8 13/16 2 1/2 2 16660 13,98 28227 19,78
1/2 1/2 1 3 2 16664 13,37 28230 19,69
9/16 1/2 1 1/8 3 1/8 2 16665 18,10 28232 26,60
5/8 1/2 1 1/8 3 1/8 2 11569 22,39 28233 29,81
5/8 5/8 1 5/16 3 7/16 2 16666 21,39 28235 28,63
11/16 1/2 1 5/16 3 5/16 2 11775 27,44 28236 35,77
11/16 5/8 1 5/16 3 7/16 2 16667 27,44 28237 35,77
3/4 1/2 1 5/16 3 5/16 2 11799 27,44 28239 36,60
3/4 5/8 1 5/16 3 7/16 2 11802 27,44 28240 36,60
3/4 3/4 1 5/16 3 9/16 2 16669 27,44 28241 36,60
13/16 3/4 1 1/2 3 3/4 2 16670 41,74 28244 66,22
7/8 5/8 1 1/2 3 5/8 2 13870 40,55 28246 53,21
7/8 3/4 1 1/2 3 3/4 2 16672 40,55 28247 53,21
7/8 7/8 1 1/2 3 3/4 2 11125 40,55 28248 53,21
15/16 3/4 1 1/2 3 3/4 2 16680 42,27 28249 54,05
1 5/8 1 1/2 3 5/8 2 13871 44,21 28250 62,57
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1 3/4 1 1/2 3 3/4 2 11127 44,21 28251 62,57
1 1 1 5/8 4 1/8 2 16673 44,21 28253 62,57
1 1/16 3/4 1 5/8 3 7/8 2 16681 68,37 28254 83,82
1 1/8 3/4 1 5/8 3 7/8 2 13872 68,37 28255 83,82
1 1/8 7/8 1 5/8 3 7/8 2 13873 68,37 28242 83,82
1 1/8 1 1 5/8 4 1/8 2 16674 68,37 28256 83,82
1 3/16 3/4 1 5/8 3 7/8 2 16682 76,95 28257 92,86
1 1/4 3/4 1 5/8 3 7/8 2 13874 76,95 28258 92,86
1 1/4 1 1 5/8 4 1/8 2 13875 73,58 28259 88,80
1 1/4 1 1/4 1 5/8 4 1/8 2 16675 76,95 28261 92,86
1 5/16 3/4 1 5/8 3 7/8 2 16685 83,12 28262 100,73
1 3/8 3/4 1 5/8 3 7/8 2 13876 83,12 28263 100,73
1 3/8 1 1 5/8 4 1/8 2 16686 86,93 28264 105,35
1 3/8 1 1/4 1 5/8 4 1/8 2 13877 86,93 28265 105,35
1 7/16 3/4 1 5/8 4 1/8 2 13878 91,51 28266 114,58
1 1/2 3/4 1 5/8 3 7/8 2 13879 95,70 28268 119,82
1 1/2 1 1 5/8 4 1/8 2 13880 95,70 28269 119,82
1 1/2 1 1/4 1 5/8 4 1/8 2 16676 95,70 28270 119,82
1 5/8 3/4 1 5/8 4 1/8 2 13881 110,65 28271 144,25
1 5/8 1 1/4 1 5/8 4 1/8 2 16687 110,65 28272 144,25
1 3/4 3/4 1 5/8 4 1/8 2 13882 110,65 28273 144,25
1 3/4 1 1/4 1 5/8 4 1/8 2 16678 115,73 28274 150,87
1 7/8 3/4 1 5/8 4 1/8 2 13883 135,84 28275 170,00
1 7/8 1 1/4 1 5/8 4 1/8 2 16688 135,84 28276 170,00
2 3/4 1 5/8 4 1/8 2 13884 141,84 28277 183,66
2 1 1/4 1 5/8 4 1/8 2 16679 141,84 28278 183,66
K = 0,6
Ø
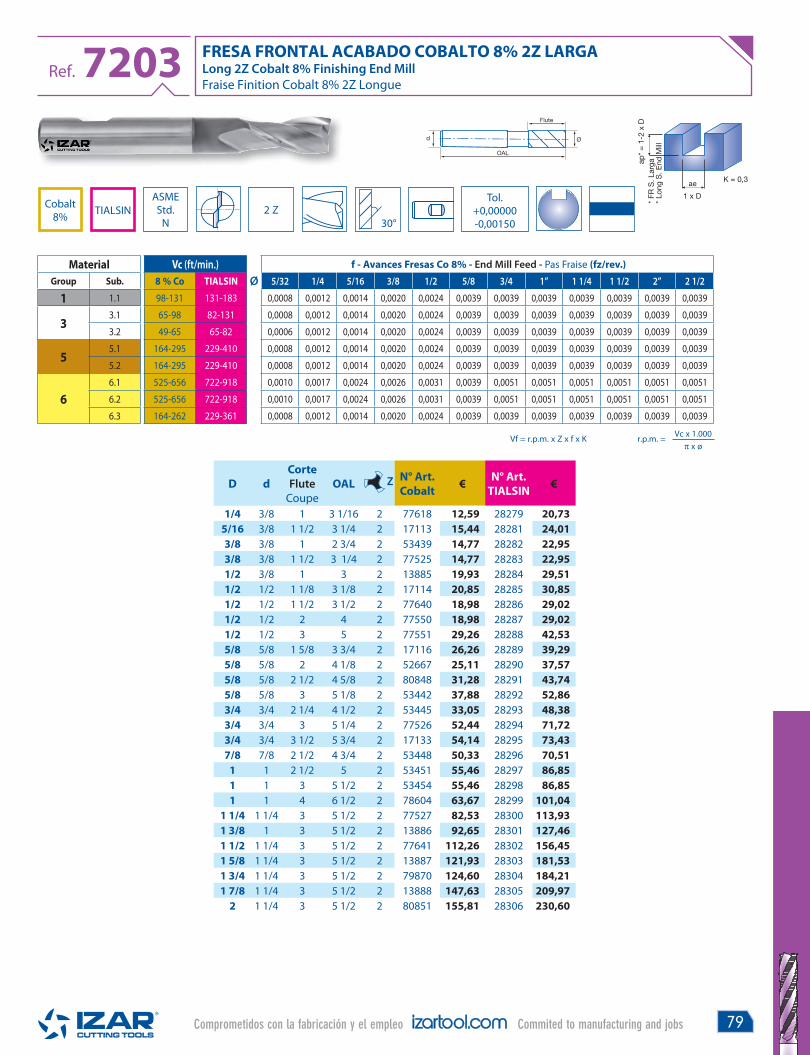
79Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL ACABADO COBALTO 8% 2Z LARGALong 2Z Cobalt 8% Finishing End Mill
Fraise Finition Cobalt 8% 2Z LongueRef. 7203
Flute
OAL
Ød
Cobalt8%
TIALSIN
ASMEStd.
N2 Z
30°
Tol.+0,00000-0,00150
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/4 3/8 1 3 1/16 2 77618 12,59 28279 20,73
5/16 3/8 1 1/2 3 1/4 2 17113 15,44 28281 24,01
3/8 3/8 1 2 3/4 2 53439 14,77 28282 22,95
3/8 3/8 1 1/2 3 1/4 2 77525 14,77 28283 22,95
1/2 3/8 1 3 2 13885 19,93 28284 29,51
1/2 1/2 1 1/8 3 1/8 2 17114 20,85 28285 30,85
1/2 1/2 1 1/2 3 1/2 2 77640 18,98 28286 29,02
1/2 1/2 2 4 2 77550 18,98 28287 29,02
1/2 1/2 3 5 2 77551 29,26 28288 42,53
5/8 5/8 1 5/8 3 3/4 2 17116 26,26 28289 39,29
5/8 5/8 2 4 1/8 2 52667 25,11 28290 37,57
5/8 5/8 2 1/2 4 5/8 2 80848 31,28 28291 43,74
5/8 5/8 3 5 1/8 2 53442 37,88 28292 52,86
3/4 3/4 2 1/4 4 1/2 2 53445 33,05 28293 48,38
3/4 3/4 3 5 1/4 2 77526 52,44 28294 71,72
3/4 3/4 3 1/2 5 3/4 2 17133 54,14 28295 73,43
7/8 7/8 2 1/2 4 3/4 2 53448 50,33 28296 70,51
1 1 2 1/2 5 2 53451 55,46 28297 86,85
1 1 3 5 1/2 2 53454 55,46 28298 86,85
1 1 4 6 1/2 2 78604 63,67 28299 101,04
1 1/4 1 1/4 3 5 1/2 2 77527 82,53 28300 113,93
1 3/8 1 3 5 1/2 2 13886 92,65 28301 127,46
1 1/2 1 1/4 3 5 1/2 2 77641 112,26 28302 156,45
1 5/8 1 1/4 3 5 1/2 2 13887 121,93 28303 181,53
1 3/4 1 1/4 3 5 1/2 2 79870 124,60 28304 184,21
1 7/8 1 1/4 3 5 1/2 2 13888 147,63 28305 209,97
2 1 1/4 3 5 1/2 2 80851 155,81 28306 230,60
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
6
6.1
6.2
6.3
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
525-656 722-918
525-656 722-918
164-262 229-361
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
ap*
= 1
-2 x
D*
FR S
. Lar
ga*
Long
S. E
nd M
ill
1 x D
K = 0,3
Ø
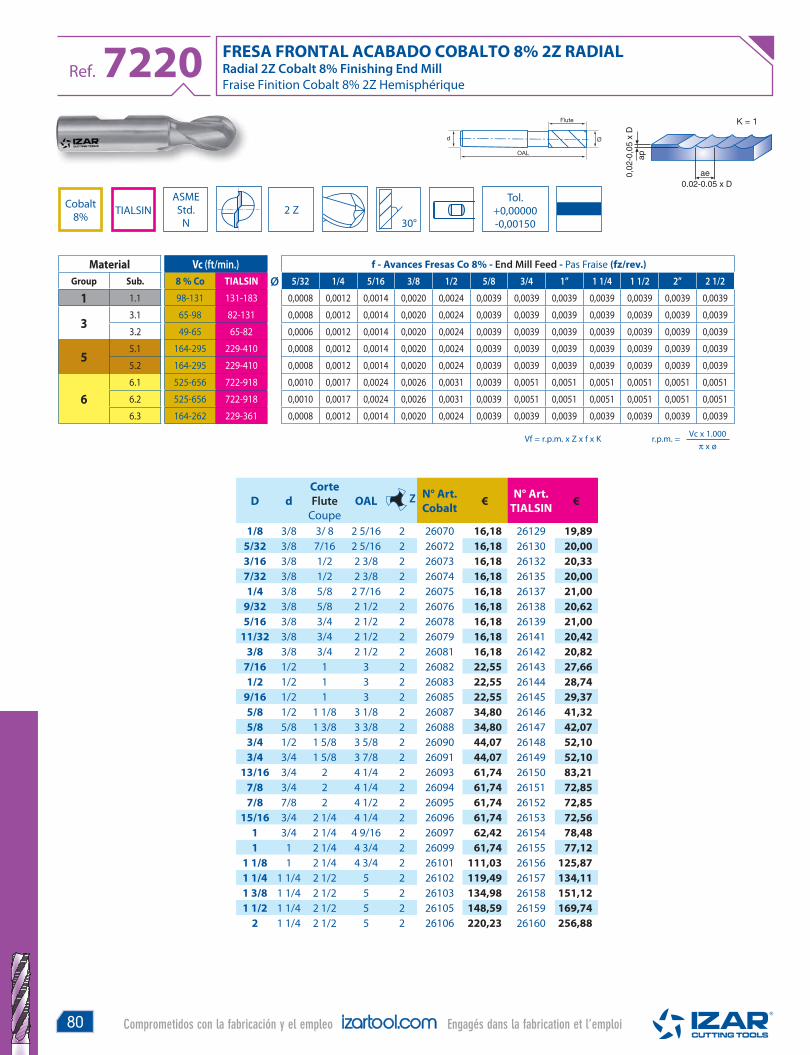
80 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL ACABADO COBALTO 8% 2Z RADIALRadial 2Z Cobalt 8% Finishing End Mill
Fraise Finition Cobalt 8% 2Z HemisphériqueRef. 7220
Flute
OAL
Ød
f - Avances Fresas Co 8% - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0006 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0010 0,0017 0,0024 0,0026 0,0031 0,0039 0,0051 0,0051 0,0051 0,0051 0,0051 0,0051
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039 0,0039
Material
Group Sub.
1 1.1
33.1
3.2
55.1
5.2
6
6.1
6.2
6.3
Vc (ft/min.)
8 % Co TIALSIN
98-131 131-183
65-98 82-131
49-65 65-82
164-295 229-410
164-295 229-410
525-656 722-918
525-656 722-918
164-262 229-361
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Cobalt8%
TIALSIN
ASMEStd.
N2 Z
30°
Tol.+0,00000-0,00150
D d
Corte
Flute
Coupe
OAL Z N° Art.
Cobalt€
N° Art.
TIALSIN€
1/8 3/8 3/ 8 2 5/16 2 26070 16,18 26129 19,89
5/32 3/8 7/16 2 5/16 2 26072 16,18 26130 20,00
3/16 3/8 1/2 2 3/8 2 26073 16,18 26132 20,33
7/32 3/8 1/2 2 3/8 2 26074 16,18 26135 20,00
1/4 3/8 5/8 2 7/16 2 26075 16,18 26137 21,00
9/32 3/8 5/8 2 1/2 2 26076 16,18 26138 20,62
5/16 3/8 3/4 2 1/2 2 26078 16,18 26139 21,00
11/32 3/8 3/4 2 1/2 2 26079 16,18 26141 20,42
3/8 3/8 3/4 2 1/2 2 26081 16,18 26142 20,82
7/16 1/2 1 3 2 26082 22,55 26143 27,66
1/2 1/2 1 3 2 26083 22,55 26144 28,74
9/16 1/2 1 3 2 26085 22,55 26145 29,37
5/8 1/2 1 1/8 3 1/8 2 26087 34,80 26146 41,32
5/8 5/8 1 3/8 3 3/8 2 26088 34,80 26147 42,07
3/4 1/2 1 5/8 3 5/8 2 26090 44,07 26148 52,10
3/4 3/4 1 5/8 3 7/8 2 26091 44,07 26149 52,10
13/16 3/4 2 4 1/4 2 26093 61,74 26150 83,21
7/8 3/4 2 4 1/4 2 26094 61,74 26151 72,85
7/8 7/8 2 4 1/2 2 26095 61,74 26152 72,85
15/16 3/4 2 1/4 4 1/4 2 26096 61,74 26153 72,56
1 3/4 2 1/4 4 9/16 2 26097 62,42 26154 78,48
1 1 2 1/4 4 3/4 2 26099 61,74 26155 77,12
1 1/8 1 2 1/4 4 3/4 2 26101 111,03 26156 125,87
1 1/4 1 1/4 2 1/2 5 2 26102 119,49 26157 134,11
1 3/8 1 1/4 2 1/2 5 2 26103 134,98 26158 151,12
1 1/2 1 1/4 2 1/2 5 2 26105 148,59 26159 169,74
2 1 1/4 2 1/2 5 2 26106 220,23 26160 256,88
K = 1
Ø

81Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA FRONTAL ACABADO HSS 2Z2Z HSS Finishing End Mill
Fraise Finition HSS 2ZRef. 7200
Flute
OAL
Ød
K = 0,6
HSS
ASMEStd.
N2 Z
30°
Tol.+0,00000-0,00150
f - Avances Fresas HSS - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0049 0,0049 0,0049 0,0049
Material
Group Sub.
1 1.1
Vc (ft/min.)
HSS
65-80
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1/8 3/8 3/8 2 5/16 2 51923 7,37
5/32 3/8 7/16 2 5/16 2 14532 8,22
3/16 3/8 7/16 2 5/16 2 51935 7,88
7/32 3/8 1/2 2 5/16 2 90001 7,91
1/4 3/8 1/2 2 5/16 2 51944 7,91
9/32 3/8 9/16 2 5/16 2 90002 7,91
5/16 3/8 9/16 2 5/16 2 51950 7,37
11/32 3/8 9/16 2 1/2 2 41971 9,88
3/8 3/8 9/16 2 1/2 2 51956 9,88
13/32 3/8 13/16 3 2 41976 10,34
7/16 3/8 13/16 3 1/8 2 41979 10,34
1/2 1/2 1 3 1/8 2 51971 9,88
9/16 1/2 1 1/8 3 7/16 2 41986 15,05
5/8 1/2 1 1/8 3 5/16 2 41988 17,15
5/8 5/8 1 5/16 3 7/16 2 51983 16,96
11/16 1/2 1 5/16 3 5/16 2 41991 19,33
11/16 5/8 1 5/16 3 7/16 2 41992 19,33
3/4 1/2 1 5/16 3 5/16 2 41996 22,90
3/4 5/8 1 5/16 3 7/16 2 51995 22,90
3/4 3/4 1 5/16 3 9/16 2 51998 22,90
13/16 3/4 1 1/2 3 3/4 2 52007 27,43
7/8 5/8 1 1/2 3 5/8 2 42001 26,88
7/8 3/4 1 1/2 3 3/4 2 52016 26,88
7/8 7/8 1 1/2 3 3/4 2 52019 28,12
15/16 3/4 1 1/2 3 3/4 2 42005 31,88
1 5/8 1 1/2 3 5/8 2 52037 33,34
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1 3/4 1 1/2 3 3/4 2 52040 33,34
1 1 1 5/8 4 1/8 2 52046 33,34
1 1/16 3/4 1 5/8 3 7/8 2 52049 53,06
1 1/8 3/4 1 5/8 3 7/8 2 52052 53,06
1 1/8 1 1 5/8 4 1/8 2 42013 53,06
1 3/16 3/4 1 5/8 3 7/8 2 52061 57,11
1 1/4 3/4 1 5/8 3 7/8 2 52064 57,11
1 1/4 1 1 5/8 4 1/8 2 52070 57,11
1 1/4 1 1/4 1 5/8 4 1/8 2 52073 57,11
1 5/16 3/4 1 5/8 3 7/8 2 42015 64,51
1 3/8 3/4 1 5/8 3 7/8 2 52079 64,51
1 3/8 1 1 5/8 4 1/8 2 52082 64,51
1 3/8 1 1/4 1 5/8 4 1/8 2 42016 67,46
1 7/16 3/4 1 5/8 4 1/8 2 42017 70,99
1 1/2 3/4 1 5/8 3 7/8 2 52088 74,26
1 1/2 1 1 5/8 4 1/8 2 52091 74,26
1 1/2 1 1/4 1 5/8 4 1/8 2 42018 74,26
1 5/8 3/4 1 5/8 4 1/8 2 52097 83,48
1 5/8 1 1/4 1 5/8 4 1/8 2 52100 83,48
1 3/4 3/4 1 5/8 4 1/8 2 52103 87,31
1 3/4 1 1/4 1 5/8 4 1/8 2 52106 87,31
1 7/8 3/4 1 5/8 4 1/8 2 52109 102,49
1 7/8 1 1/4 1 5/8 4 1/8 2 52112 102,49
2 3/4 1 5/8 4 1/8 2 42019 110,08
2 1 1/4 1 5/8 4 1/8 2 42020 110,08
Ø

82 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
FRESA FRONTAL ACABADO HSS 2Z LARGALong 2Z HSS Finishing End Mill
Fraise Finition HSS 2Z LongueRef. 7202
Flute
OAL
Ød
HSS
ASMEStd.
N2 Z
30°
Tol.+0,00000-0,00150
f - Avances Fresas HSS - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 3/8 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0008 0,0012 0,0014 0,0020 0,0024 0,0039 0,0039 0,0039 0,0049 0,0049 0,0049 0,0049
Material
Group Sub.
1 1.1
Vc (ft/min.)
HSS
65-80
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
D d
Corte
Flute
Coupe
OAL Z N° Art.
HSS€
1/4 3/8 1 3 1/16 2 42021 9,58
5/16 3/8 1 1/2 3 1/4 2 42024 11,47
3/8 3/8 1 2 3/4 2 52493 11,47
3/8 3/8 1 1/2 3 1/4 2 52496 11,47
1/2 3/8 1 3 2 42026 16,17
1/2 1/2 1 1/8 3 1/8 2 42027 15,46
1/2 1/2 1 1/2 3 1/2 2 52502 15,46
1/2 1/2 2 4 2 52505 15,69
1/2 1/2 3 5 2 52508 21,69
5/8 5/8 1 5/8 3 3/4 2 42028 18,60
5/8 5/8 2 4 1/8 2 52511 19,45
5/8 5/8 2 1/2 4 5/8 2 52514 24,23
5/8 5/8 3 5 1/8 2 52517 28,06
3/4 3/4 2 1/4 4 1/2 2 52523 29,35
3/4 3/4 3 5 1/4 2 52526 37,84
3/4 3/4 3 1/2 5 3/4 2 22807 40,86
7/8 7/8 2 1/2 4 3/4 2 52532 39,06
1 1 2 1/2 5 2 22785 39,99
1 1 3 5 1/2 2 52544 39,99
1 1 4 6 1/2 2 52547 45,93
1 1/4 1 1/4 3 5 1/2 2 52553 64,03
1 3/8 1 3 5 1/2 2 52562 71,90
1 1/2 1 1/4 3 5 1/2 2 52565 87,11
1 5/8 1 1/4 3 5 1/2 2 53430 96,20
1 3/4 1 1/4 3 5 1/2 2 52574 98,34
1 7/8 1 1/4 3 5 1/2 2 53433 111,37
2 1 1/4 3 5 1/2 2 52580 117,54
ap*
= 1
-2 x
D*
FR S
. Lar
ga*
Long
S. E
nd M
ill
1 x D
K = 0,3
Ø

83Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESA ESPECIAL RANURAS “T”“T” Slots Shank Tool
Fraise Spéciale Rainures à “T”Ref. 7570
FRESA ESPECIAL RANURAS WOODRUFFWoodruff Slots Shank Tool
Fraise Spéciale Rainures WoodruffRef. 7560
f - Avances Fresas en “T” Co 8% - “T” End Mill Feed - Pas Fraise (fz/rev.)
≤ 5/8 5/8 - 1” 1” - 2” 1/4
0,0007-0,0011 0,0017-0,0020 0,0022-0,0023
0,0006-0,0010 0,0014-0,0018 0,0020-0,0023
0,0007-0,0011 0,0017-0,0020 0,0022-0,0023
0,0007-0,0011 0,0017-0,0020 0,0022-0,0023
0,0015-0,0018 0,0022-0,0024 0,0024-0,0027
0,0015-0,0018 0,0022-0,0024 0,0024-0,0027
0,0017-0,0026 0,0039-0,0043 0,0049-0,0050
0,0017-0,0026 0,0039-0,0043 0,0049-0,0050
0,0017-0,0026 0,0039-0,0043 0,0049-0,0050
Material
Group Sub.
11.1
1.2
33.1
3.2
55.1
5.2
6
6.1
6.2
6.3
Vc (ft/min.)
8% Co
65-80
98-197
98-197
328-525
328-525
328-525
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
Cobalt8%
Cobalt8%
Tornillo diam.
Bolt Boulon
Corte diam.
Flute Coupe
Mango diam.
Shank Queue
Ancho Corte
Cut Width Largeur Coupe
Cuello diam.
Neck CouOAL Z N° Art.
Cobalt€
1/4 9/16 1/2 15/64 17/64 2 19/32 8 40555 58,14
5/16 21/32 1/2 17/64 21/64 2 11/16 8 41331 65,72
3/8 25/32 3/4 21/64 13/32 3 1/4 8 41332 72,43
1/2 31/32 3/4 25/64 17/32 3 7/16 10 58388 98,32
5/8 1 1/4 1 31/64 21/32 3 15/16 10 41334 128,64
3/4 1 15/32 1 5/8 25/32 4 7/16 10 41335 168,46
1 1 27/32 1 1/4 53/64 1 1/32 4 13/16 10 41337 266,34
1 1/4 2 7/32 1 1/4 1 3/32 1 9/32 5 3/8 10 41338 336,78
1 1/2 2 21/32 1 1/4 1 11/32 1 17/32 5 29/32 12 24029 448,73
D
Nominal
Cara
Face VisageOAL
American
Std.
N° Art.
Cobalt€
1/2 1/16 2 1/16 204 58267 31,52
1/2 3/32 2 3/32 304 25945 31,52
1/2 1/8 2 1/8 404 25871 31,52
5/8 3/32 2 3/32 305 25873 31,52
5/8 1/8 2 1/8 405 25874 31,52
5/8 5/32 2 5/32 505 25875 31,52
5/8 3/16 2 3/16 605 25939 31,52
3/4 1/8 2 1/8 406 25876 35,99
3/4 5/32 2 5/32 506 25927 35,99
3/4 1/4 2 1/4 806 25878 35,99
3/4 3/16 2 3/16 606 25877 35,99
7/8 5/32 2 5/32 507 25879 36,34
D
Nominal
Cara
Face VisageOAL
American
Std.
N° Art.
Cobalt€
1 3/16 2 3/16 608 25880 47,40
1 7/32 2 7/32 708 25930 47,40
1 1/4 2 1/4 808 25882 47,40
1 5/16 2 5/16 1008 25883 47,40
1 3/8 2 3/8 1208 25884 47,40
1 1/8 1/4 2 1/4 809 25934 48,35
1 1/4 3/16 2 3/16 610 25885 48,35
1 1/4 1/4 2 1/4 810 25886 53,30
1 1/2 1/4 2 1/4 812 25887 53,30
1 1/2 5/16 2 5/16 1012 25888 61,74
1 1/2 3/8 2 3/8 1212 25889 61,74
ASMEStd.
N
ASMEStd. ND
Tol.ASMEStd.
Tol.ASMEStd.
10°
Ø

84 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
BROCA-FRESA ROTOZIP® / ROTOCUT® CERÁMICASCeramic Rotozip® / Rotocut® Cutout Bit
Foret-Fraise Rotozip® / Rotocut® CeramiqueRef. 7009
BROCA-FRESA ROTOZIP® / ROTOCUT® ESCAYOLADrywall Rotozip® / Rotocut® Cutout Bit
Foret-Fraise Rotozip® / Rotocut® PlátreRef. 7002
Argamasa, Azulejos Cerámica, Estuco, Mármol, Placas Cemento, Yeso
Concrete Panels, Ceramic Tiles, Marble, Mortar, Plaster, Stucco
Mortier, Carreaux Faience Céramique, Stuc, Marbre, Plaques de ciment, Plâtre
Escayola, Muros Prefabricados
Drywall, Prefabricated Walls
Plâtre, Murs Préfabriqués
D L IN° Art.
MD/HM€
1/8 1 31/32 13/16 1 18933 16,68
1/4 1 43/64 13/16 1 18939 27,96
D L I Z N° Art.
HSS€
1/8 2 9/32 1 3/8 3 1 18927 4,16
MD
HM
Carbure
HSS PladurEscayola
Drywall
Plâtre

85Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
BROCA-FRESA ROTOZIP® / ROTOCUT® AUTO-GUÍAAutocenter Rotozip® / Rotocut® Cutout Bit
Foret-Fraise Rotozip® / Rotocut® AutocentréRef. 7003
BROCA-FRESA ROTOZIP® / ROTOCUT® MADERAWood Rotozip® / Rotocut® Cutout Bit
Foret-Fraise Rotozip® / Rotocut® BoisRef. 7001
Escayola, Espuma, Muros Prefabricados
Drywall, Foam, Prefabricated Walls
Plâtre, Mousse, Murs Préfabriqués
Aglomerado, Aluminio, Espuma, Fibra Vidrio, Laminados, Plástico, Plexiglás, Vinilo
Aluminium, Chipboard, FibreGlass, Foam, Laminated, Plastics, Plexiglas, Vinyl
Agglomérat, Aluminium, Mousse, Fibre de Verre, Laminés, Plastiques, Plexiglas, Vinyle
D L I Z N° Art.
HSS€
1/8 2 3/8 1 23/64 1 2 19002 4,16
1/4 3 1/4 1 3/4 1 1 18930 9,32
D L I Z N° Art.
HSS€
1/8 2 3/4 1 29/64 1 2 18999 4,16
HSS
HSS
Auto-center
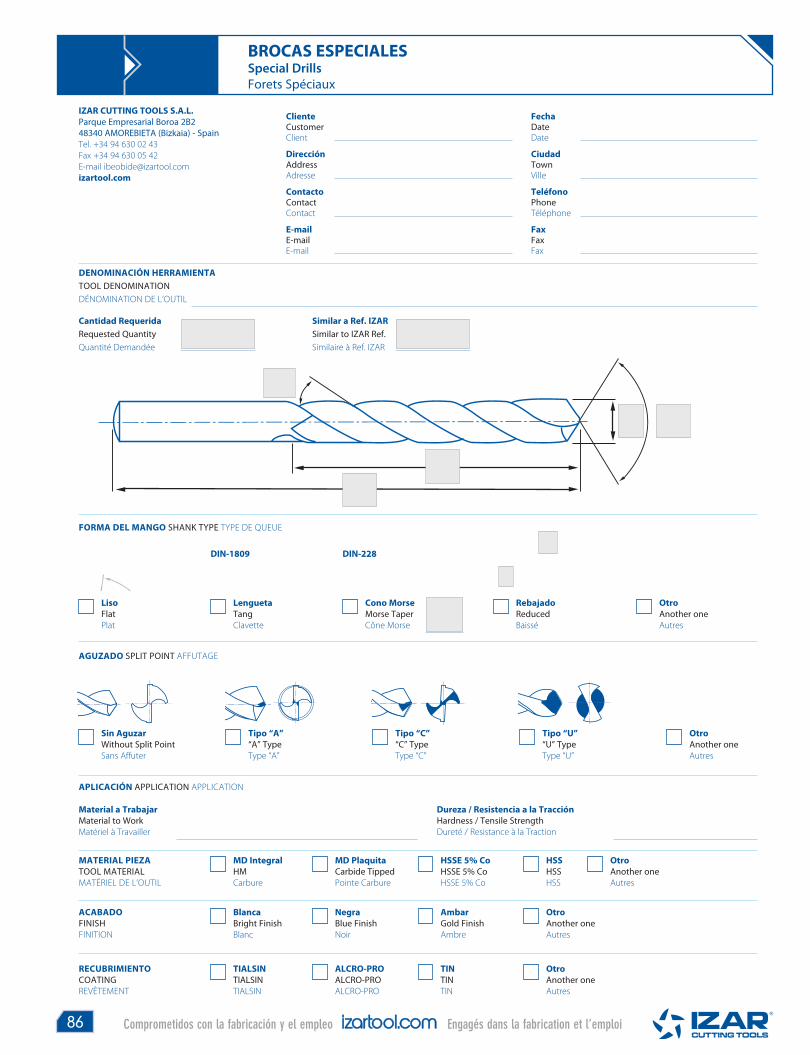
86 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
IZAR CUTTING TOOLS S.A.L.
Parque Empresarial Boroa 2B2
48340 AMOREBIETA (Bizkaia) - Spain
Tel. +34 94 630 02 43
Fax +34 94 630 05 42
E-mail [email protected]
izartool.com
Cliente CustomerClient
Fecha DateDate
Dirección AddressAdresse
Contacto ContactContact
E-mail E-mailE-mail
Ciudad TownVille
TeléfonoPhoneTéléphone
FaxFaxFax
DENOMINACIÓN HERRAMIENTA
TOOL DENOMINATION
DÉNOMINATION DE L’OUTIL
Cantidad Requerida
Requested Quantity
Quantité Demandée
FORMA DEL MANGO SHANK TYPE TYPE DE QUEUE
Similar a Ref. IZAR
Similar to IZAR Ref.
Similaire à Ref. IZAR
Liso
Flat
Plat
Rebajado
Reduced
Baissé
Cono Morse
Morse Taper
Cône Morse
Lengueta
Tang
Clavette
Otro
Another one
Autres
Sin Aguzar
Without Split Point
Sans Affuter
Tipo “A”
“A” Type
Type “A”
AGUZADO SPLIT POINT AFFUTAGE
APLICACIÓN APPLICATION APPLICATION
MATERIAL PIEZA
TOOL MATERIAL
MATÉRIEL DE L’OUTIL
ACABADO
FINISH
FINITION
Tipo “C”
“C” Type
Type “C”
Tipo “U”
“U” Type
Type “U”
Otro
Another one
Autres
Material a Trabajar
Material to Work
Matériel à Travailler
Dureza / Resistencia a la Tracción
Hardness / Tensile Strength
Dureté / Resistance à la Traction
MD Integral
HM
Carbure
Blanca
Bright Finish
Blanc
Negra
Blue Finish
Noir
Ambar
Gold Finish
Ambre
MD Plaquita
Carbide Tipped
Pointe Carbure
HSSE 5% Co
HSSE 5% Co
HSSE 5% Co
HSS
HSS
HSS
Otro
Another one
Autres
Otro
Another one
Autres
RECUBRIMIENTO
COATING
REVÊTEMENT
TIALSIN
TIALSIN
TIALSIN
ALCRO-PRO
ALCRO-PRO
ALCRO-PRO
TIN
TIN
TIN
Otro
Another one
Autres
DIN-228DIN-1809
BROCAS ESPECIALES Special Drills
Forets Spéciaux
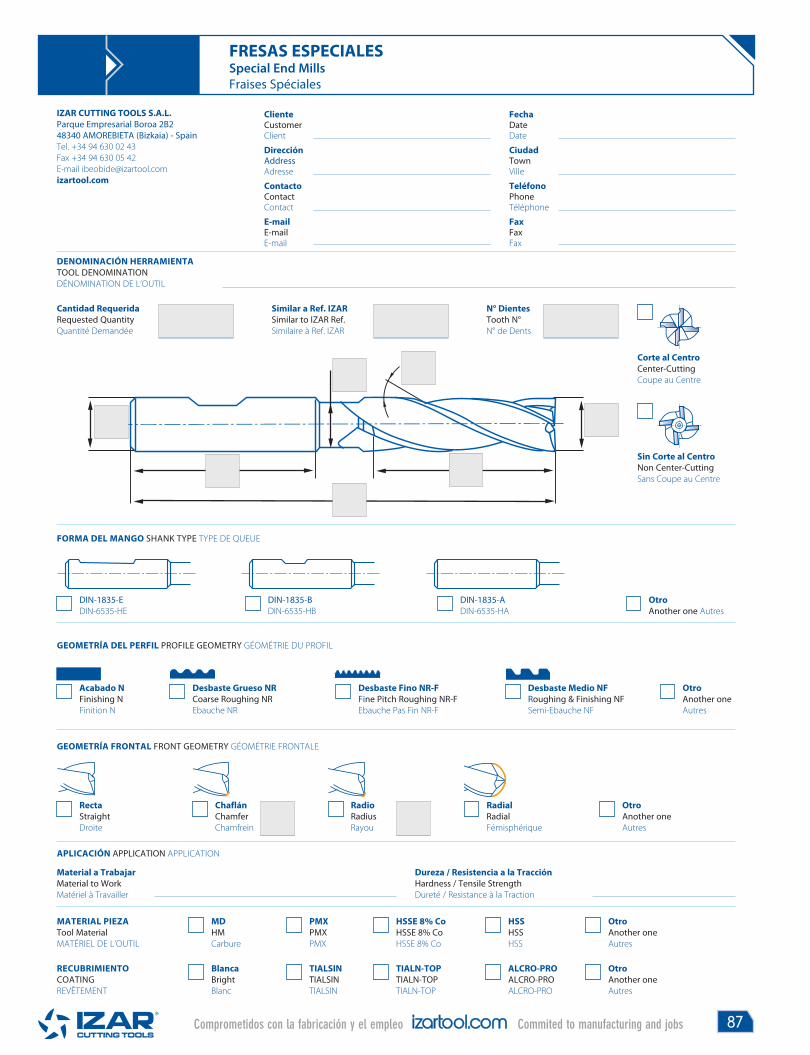
87Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
FRESAS ESPECIALES Special End Mills
Fraises Spéciales
IZAR CUTTING TOOLS S.A.L.
Parque Empresarial Boroa 2B2
48340 AMOREBIETA (Bizkaia) - Spain
Tel. +34 94 630 02 43
Fax +34 94 630 05 42
E-mail [email protected]
izartool.com
Cliente CustomerClient
Fecha DateDate
Dirección AddressAdresse
Contacto ContactContact
E-mail E-mailE-mail
Ciudad TownVille
TeléfonoPhoneTéléphone
FaxFaxFax
DENOMINACIÓN HERRAMIENTA
TOOL DENOMINATION
DÉNOMINATION DE L’OUTIL
Cantidad Requerida
Requested Quantity
Quantité Demandée
FORMA DEL MANGO SHANK TYPE TYPE DE QUEUE
Similar a Ref. IZAR
Similar to IZAR Ref.
Similaire à Ref. IZAR
N° Dientes
Tooth N°
N° de Dents
Corte al Centro
Center-Cutting
Coupe au Centre
Sin Corte al Centro
Non Center-Cutting
Sans Coupe au Centre
DIN-1835-E
DIN-6535-HE
DIN-1835-B
DIN-6535-HB
DIN-1835-A
DIN-6535-HA
Otro
Another one Autres
APLICACIÓN APPLICATION APPLICATION
Material a Trabajar
Material to Work
Matériel à Travailler
Dureza / Resistencia a la Tracción
Hardness / Tensile Strength
Dureté / Resistance à la Traction
MATERIAL PIEZA
Tool Material
MATÉRIEL DE L’OUTIL
RECUBRIMIENTO
COATING
REVÊTEMENT
MD
HM
Carbure
Blanca
Bright
Blanc
TIALSIN
TIALSIN
TIALSIN
TIALN-TOP
TIALN-TOP
TIALN-TOP
ALCRO-PRO
ALCRO-PRO
ALCRO-PRO
PMX
PMX
PMX
HSSE 8% Co
HSSE 8% Co
HSSE 8% Co
HSS
HSS
HSS
Otro
Another one
Autres
Otro
Another one
Autres
GEOMETRÍA DEL PERFIL PROFILE GEOMETRY GÉOMÉTRIE DU PROFIL
Acabado N
Finishing N
Finition N
Recta
Straight
Droite
Chaflán
Chamfer
Chamfrein
Desbaste Grueso NR
Coarse Roughing NR
Ebauche NR
Desbaste Fino NR-F
Fine Pitch Roughing NR-F
Ebauche Pas Fin NR-F
Desbaste Medio NF
Roughing & Finishing NF
Semi-Ebauche NF
Otro
Another one
Autres
GEOMETRÍA FRONTAL FRONT GEOMETRY GÉOMÉTRIE FRONTALE
Radio
Radius
Rayou
Radial
Radial
Fémisphérique
Otro
Another one
Autres

88 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
CONDICIONES CORTE BROCASTwist Drill Cutting Conditions
Conditions Coupe Forets
Ejemplo Recomendaciones Iniciales.
- Vc: Velocidad Corte (pies/min)
- d ø: Diámetro broca
- f: Avance por revolución
- r.p.m.: Revoluciones por minuto
Initial Recommendation Example
- Vc: Cutting Speed (feet/min)
- d ø: diameter of the drills
- f: feed per revolution
- r.p.m.: revolution per minute
Conditions initiales conseillées
- Vc: Vitesse de coupe (pieds/min)
- d ø: Diametre foret
- f: Avance par tour
- r.p.m.: Tours par minute
Nota: En las tablas hay dos valores comunes
para todas las operaciones: π (3,14) y
1000.
Note: In the tables there are two common
values for all operations: π (3.14) &
1000.
Note: Dans les tableaux il y a deux valeurs
comunes pour toutes les opérations: π (3.14) y 1000
Vc x 1.000
π x ør.p.m. =
30 x 1.000
3,14 x 6,35= 1504r.p.m. = Vf = r.p.m. x f = 1504 x 0,0028 = 4,21 x min.
1º Determinar el material a trabajar.
Por ejemplo, 2.2 Stainless Steel.
Serie 4.
1º Choose working material.
For example, 2.2 Stainless Steel, Serie 4
1º Déterminer le matériel à usiner.
Par exemple acier INOX, série 4
2º Determinar un valor intermedio de
Vc.
Por ejemplo, 26-39 (30)
2º Choose a médium Vc.
For example, 26-39 (30)
2º Déterminer une valeur en moyenne
de Vc.
Par exemple, 26-39 (30)
3º Determinar f según diámetro.
Para 1/4, 0,0028
3º Choose f according to diameter.
For 1/4, 0,0028
3º Déterminer f selon diamèter.
Pour 1/4, 0,0028
Ref. 1700
f - Avances Brocas HSS-Cobalt - Drill Feed - Pas Foret (inch/rev.)
5/64 1/8 5/32 13/64 1/4 21/64 25/64 15/32 5/8 51/64 1” 1”3/16 1”37/64
0,0008 0,0014 0,0018 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0063 0,0071 0,0075 0,0098
0,0012 0,0016 0,0020 0,0024 0,0028 0,0035 0,0039 0,0047 0,0059 0,0067 0,0083 0,0098 0,0118
0,0008 0,0012 0,0016 0,0020 0,0024 0,0028 0,0031 0,0039 0,0047 0,0055 0,0063 0,0079 0,0094
Vc (ft/min.)
5% Co
26 - 49
26 - 39
33-49
Material
Group Sub.
1 1.3
2 2.2
4 4
Vc x 1.000
π x ør.p.m. =
1º
2º 3º
Ø

89Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
f - Avances Fresas PMX - End Mill Feed - Pas Fraise (fz/rev.)
5/32 1/4 5/16 1/4 1/2 5/8 3/4 1” 1 1/4 1 1/2 2” 2 1/2
0,0006 0,0012 0,0014 0,0023 0,0027 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045 0,0045
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0005 0,0010 0,0012 0,0020 0,0020 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030 0,0030
0,0010 0,0017 0,0024 0,0030 0,0036 0,0050 0,0059 0,0059 0,0059 0,0059 0,0059 0,0059
Material
Group Sub.
1 1.2
1 1.3
2 2.2
4 4
Vc (ft/min.)
PMX TIALN-TOP
98-138 147-246
39-59 65-115
59-79 98-147
59-79 98-147
Vc x 1.000
π x ør.p.m. =Vf = r.p.m. x Z x f x K
CONDICIONES CORTE FRESASEnd Mill Cutting Conditions
Conditions Coupe Forets
Ejemplo Recomendaciones Iniciales.
- Vc: Velocidad Corte (pies/min)
- d ø: Diámetro fresa
- z: Número dientes
- fz: Avance en pulgadas por diente y
revolución
- K: Constante a multiplicar depen-
diendo de la aplicación
- ae: Profundidad corte axial
- Vf: Avance en pulgadas por minuto
- π: 3,1416
Initial Recommendation Example
- Vc: Cutting Speed (feet/min)
- d ø: diameter of the End Mill
- z: Number of teeth
- fz: Feed in inches per tooth and Rev
- K: Constant to multiply depending
of aplication
- ae: Axis cut depth
- Vf: Feed in inches per minute
- π: 3,1416
Conditions initiales conseillées
- Vc: Vitesse de coupe (pieds/min)
- d ø: Diamètre fraise
- z: Number of teeth
- fz: Avance en pouces par dent et tour
- K: Valeur Constante a multiplier
selon l´application
- ae: Proffondeur coupe axiale
- Vf: Avance en pouces par minute
- π: 3,1416
Nota: En las tablas hay 2 valores comunes
para todas las operaciones: π (3,14) y
1000.
Importante: Condiciones de trabajo para pro-
longar la vida de la herramienta
- Para series largas, reducir el avance un 50%
- Cuando la fresa taladra, reducir el avance un
50%
Note: In the tables there are two common
values for all operations: π (3.14) &
1000
Important: Work conditions for a longer life of
the End Mill.
- For long length, reduce feed to 50%
- When the end mil lis drilling, reduce feed to
50%
Note: Dans les tableaux il y a deux valeurs
comunes pour toutes les opérations: π (3.14) y 1000
Important: Conditions de travail pour aug-
menter la vie de l´outil
- Pour séries longues, réduire l´avance un 50%
- Quand la fraise perce, réduire l´avance un
50%
1º Determinar el material a trabajar.
Por ejemplo, 2.2 Acero Inoxidabe, serie 4
1º Choose working material.
For example, 2.2 Stainless Steel, Serie 4
1º Déterminer le matériel à usiner.
Par exemple 2.2 Acier INOX, série 4
2º Determinar un valor intermedio de
Por ejemplo, 59-69 (60)
2º Choose a médium Vc.
For example, 59-69 (60)
2º Déterminer une valeur en moyenne
de Vc.
Par exemple, 59-69 (60)
3º Determinar f según diámetro.
Para 1/4, 0,0020
3º Choose f according to diameter.
For 1/4, 0,0020
3º Déterminer f selon diamèter.
Pour 1/4, 0,0020
1º
2º3º
Ref. 7644
Vc x 1.000
π x ør.p.m. =
60 x 1.000
3,14 x 6,35= 3009r.p.m. = Vf = r.p.m. x Z x f x K = 3009 x 4 x 0,0020 = 24,07 x min.
ae = Heavy PeripheralMaterial - Alloy Steel
ae = Heavy Peripheral ae = Heavy PeripheralF. N. Material - Carbon Steel
ae = 0,05-0,10 x Dae = Finish Operation
ae = 0,25 x Dae = 0,50 x D
K= 0,80K= 0,40
ae = 1 x D K= 0,40 ae = 0,25 x Dae = 0,50 x D
K= 1K= 0,7
ae = 0,30 x Dae = Light Peripheral
K= 0,6
K= 1
1 x
D
1 x
D
Ø

90 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
TABLA CONVERSIÓNConversion Table
Table Conversion
Pulgadas
Inches
Pouces
mm
Nº / Letra
Nº / Letter
Nº / Lettre
Equivalencia
Decimal
Equivalence80 0,0135
0,35 0,0138
79 0,0145
1/64 0,40 0,0156
0,40 0,0158
78 0,0160
0,45 0,0177
77 0,0180
0,50 0,0197
76 0,0200
75 0,0210
0,55 0,0217
74 0,0225
0,60 0,0236
73 0,0240
72 0,0250
0,65 0,0256
71 0,0260
0,70 0,0276
70 0,0280
69 0,0292
0,75 0,0295
68 0,0310
1/32 0,79 0,0312
0,80 0,0315
67 0,0320
66 0,0330
0,85 0,0335
65 0,0350
0,90 0,0354
64 0,0360
63 0,0370
0,95 0,0374
62 0,0380
61 0,0390
1,00 0,0394
60 0,0400
59 0,0410
1,05 0,0413
58 0,0420
57 0,0430
1,10 0,0433
1,15 0,0453
56 0,0465
3/64 1,19 0,0469
1,20 0,0472
1,25 0,0492
1,30 0,0512
55 0,0520
1,35 0,0531
54 0,0550
1,40 0,0551
1,45 0,0571
1,50 0,0591
53 0,0595
1,55 0,0610
1/16 1,59 0,0625
1,60 0,0630
52 0,0635
1,65 0,0650
1,70 0,0669
51 0,0670
1,75 0,0689
50 0,0700
1,80 0,0709
1,85 0,0728
Pulgadas
Inches
Pouces
mm
Nº / Letra
Nº / Letter
Nº / Lettre
Equivalencia
Decimal
Equivalence49 0,0730
1,90 0,0748
48 0,0760
1,95 0,0768
5/64 1,98 0,0781
47 0,0785
2,00 0,0787
2,05 0,0807
46 0,0810
45 0,0820
2,10 0,0827
2,15 0,0846
44 0,0860
2,20 0,0866
2,25 0,0886
43 0,0890
2,30 0,0906
2,35 0,0925
42 0,0935
3/32 2,38 0,0938
2,40 0,0945
41 0,0960
2,45 0,0965
40 0,0980
2,50 0,0984
39 0,0995
38 0,1015
2,60 0,1024
37 0,1040
2,70 0,1063
36 0,1065
2,75 0,1083
7/64 2,78 0,1094
35 0,1100
2,80 0,1102
34 0,1110
33 0,1130
2,90 0,1142
32 0,1160
3,00 0,1181
31 0,1200
3,10 0,1220
1/8 3,18 0,1250
3,20 0,1260
3,25 0,1280
30 0,1285
3,30 0,1299
3,40 0,1339
29 0,1360
3,50 0,1378
28 0,1405
9/64 3,57 0,1406
3,60 0,1417
27 0,1440
3,70 0,1457
26 0,1470
3,75 0,1476
25 0,1495
3,80 0,1496
24 0,1520
3,90 0,1535
23 0,1540
5/32 3,97 0,1562
22 0,1570
4,00 0,1575
21 0,1590
Pulgadas
Inches
Pouces
mm
Nº / Letra
Nº / Letter
Nº / Lettre
Equivalencia
Decimal
Equivalence20 0,1610
4,10 0,1614
4,20 0,1654
19 0,1660
4,25 0,1673
4,30 0,1693
18 0,1695
11/64 4,37 0,1719
17 0,1730
4,40 0,1732
16 0,1770
4,50 0,1772
15 0,1800
4,60 0,1811
14 0,1820
13 0,1850
4,70 0,1850
4,75 0,1870
3/16 4,76 0,1875
4,80 12 0,1890
11 0,1910
4,90 0,1929
10 0,1935
9 0,1960
5,00 0,1969
8 0,1990
5,10 0,2008
7 02010
13/64 5,16 0,2031
6 0,2040
5,20 0,2047
5 0,2055
5,25 0,2067
5,30 0,2087
4 0,2090
5,40 0,2126
3 0,2130
5,50 0,2165
7/32 5,56 0,2188
5,60 0,2205
2 0,2210
5,70 0,2244
5,75 0,2264
1 0,2280
5,80 0,2283
5,90 0,2323
A 0,2340
15/64 5,95 0,2344
6,00 0,2362
B 0,2380
6,10 0,2402
C 0,2420
6,20 0,2441
D 0,2460
6,25 0,2461
6,30 0,2480
1/4 6,35 E 0,2500
6,40 0,2520
6,50 0,2559
F 0,2570
6,60 0,2598
G 0,2610
6,70 0,2638
17/64 6,75 0,2656
6,75 0,2657
H 0,2660

91Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
TABLA CONVERSIÓNConversion Table
Table Conversion
Pulgadas
Inches
Pouces
mm
Equivalencia
Decimal
Equivalence10,50 0,4134
27/64 10,72 0,4219
11,00 0,4331
7/16 11,11 0,4375
11,50 0,4528
29/64 11,51 0,4531
15/32 11,91 0,4688
12,00 0,4724
31/64 12,30 0,4844
12,50 0,4921
1/2 12,70 0,5000
13,00 0,5118
33/64 13,10 0,5156
17/32 13,49 0,5312
13,50 0,5315
35/64 13,89 0,5469
14,00 0,5512
9/16 14,29 0,5625
14,50 0,5709
37/64 14,68 0,5781
15,00 0,5906
19/32 15,08 0,5938
39/64 15,48 0,6094
15,50 0,6102
5/8 15,88 0,6250
16,00 0,6299
41/64 16,27 0,6406
16,50 0,6496
21/32 16,67 0,6562
17,00 0,6693
43/64 17,07 0,6719
11/16 17,46 0,6875
17,50 0,6890
45/64 17,86 0,7031
18,00 0,7087
23/32 18,25 0,7188
18,50 0,7283
47/64 18,65 0,7344
19,00 0,7480
3/4 19,05 0,7500
49/64 19,45 0,7656
19,50 0,7677
25/32 19,84 0,7812
20,00 0,7874
51/64 20,24 0,7969
20,50 0,8071
13/16 20,64 0,8125
21,00 0,8268
53/64 21,03 0,8281
27/32 21,43 0,8438
21,50 0,8465
55/64 21,83 0,8594
22,00 0,8661
7/8 22,23 0,8750
22,50 0,8858
57/64 22,62 0,8906
23,00 0,9055
29/32 23,02 0,9062
59/64 23,42 0,9219
23,50 0,9252
15/16 23,81 0,9375
24,00 0,9449
61/64 24,21 0,9531
24,50 0,9646
31/32 24,61 0,9688
25,00 0,9843
Pulgadas
Inches
Pouces
mm
Nº / Letra
Nº / Letter
Nº / Lettre
Equivalencia
Decimal
Equivalence6,80 0,2677
6,90 0,2717
I 0,2720
7,00 0,2756
J 0,2770
7,10 0,2795
K 0,2810
9/32 7,14 0,2812
7,20 0,2835
7,25 0,2854
7,30 0,2874
L 0,2900
7,40 0,2913
M 0,2950
7,50 0,2953
19/64 7,54 0,2969
7,60 0,2992
N 0,3020
7,70 0,3031
7,75 0,3051
7,80 0,3071
7,90 0,3110
5/16 7,94 0,3125
8,00 0,3150
O 0,3160
8,10 0,3189
8,20 0,3228
P 0,3230
8,25 0,3248
8,30 0,3268
21/64 8,33 0,3281
8,40 0,3307
Q 0,3320
8,50 0,3346
8,60 0,3386
R 0,3390
8,70 0,3425
11/32 8,73 0,3438
8,75 0,3445
8,80 0,3465
S 0,3480
8,90 0,3504
9,00 0,3543
T 0,3580
9,10 0,3583
23/64 9,13 0,3594
9,20 0,3622
9,25 0,3642
9,30 0,3661
U 0,3680
9,40 0,3701
9,50 0,3740
3/8 9,53 0,3750
V 0,3770
9,60 0,3780
9,70 0,3819
9,75 0,3839
9,80 0,3858
W 0,3860
9,90 0,3898
25/64 9,92 0,3906
10,00 0,3937
X 0,3970
Y 0,4040
13/32 10,32 0,4062
Z 0,4130
Pulgadas
Inches
Pouces
mm
Equivalencia
Decimal
Equivalence63/64 25,00 0,9844
1" 25,40 1,0000
1 1/64 25,80 1,0156
1 1/32 26,19 1,0313
1 3/64 26,59 1,0469
1 1/16 26,99 1,0625
1 5/64 27,38 1,0781
1 3/32 27,78 1,0938
1 7/64 28,18 1,1094
1 1/8 28,58 1,1250
1 9/64 28,97 1,1406
1 5/32 29,37 1,1563
1 11/64 29,77 1,1719
1 3/16 30,16 1,1875
1 13/64 30,56 1,2031
1 7/32 30,96 1,2188
1 15/64 31,35 1,2344
1 1/4 31,75 1,2500
1 17/64 32,15 1,2656
1 9/32 32,54 1,2813
1 19/64 32,94 1,2969
1 5/16 33,34 1,3125
1 21/64 33,73 1,3281
1 11/32 34,13 1,3438
1 23/64 34,53 1,3594
1 3/8 34,93 1,3750
1 25/64 35,32 1,3906
1 13/32 35,72 1,4063
1 27/64 36,12 1,4219
1 7/16 36,51 1,4375
1 29/64 36,91 1,4531
1 15/32 37,31 1,4688
1 31/64 37,70 1,4844
1 1/2 38,10 1,5000
1 33/64 38,50 1,5156
1 17/32 38,89 1,5313
1 35/64 39,29 1,5469
1 9/16 39,69 1,5625
1 37/64 40,08 1,5781
1 19/32 40,48 1,5938
1 39/64 40,88 1,6094
1 5/8 41,28 1,6250
1 41/64 41,67 1,6406
1 21/32 42,07 1,6563
1 43/64 42,47 1,6719
1 11/16 42,86 1,6785
1 45/64 43,26 1,7031
1 23/32 43,66 1,7188
1 47/64 44,05 1,7344
1 3/4 44,45 1,7500
1 49/64 44,85 1,7656
1 25/32 45,24 1,7813
1 51/64 45,64 1,7969
1 13/16 46,04 1,8125
1 53/64 46,43 1,8281
1 27/32 46,83 1,8438
1 55/64 47,23 1,8594
1 7/8 47,63 1,8750
1 57/64 48,02 1,8906
1 29/32 48,42 1,9063
1 59/64 48,82 1,9219
1 15/16 49,21 1,9375
1 61/64 49,61 1,9531
1 31/32 50,01 1,9688
1 63/64 50,40 1,9844
2 50,80 2,0000

92 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
ÍNDICE SÍMBOLOSSymbol Index
Index de Symboles
Angulo Punta
Point Angle
Angle de Pointe135°
Aceros Trabajos en Frio/Caliente
Cold/Hot Work Steel
Aciers pour Travail à Froid / à Chaud
Especial Taladro Batería
Power Tool Special
Spécial Perceuse à Main
Acabado
Finishing
Finition
Desbaste Fino
Fine Pitch Roughing
Ebauche Pas Fin
Anillo de Color Indicativo de Uso
Use Colour Ring
Bague de Couleur d’Utilisation
Desbaste Grueso
Coarse Roughing
Ebauche
Desbaste Medio
Roughing & Finishing
Semi-Finition
Ranuras en “T”
T Slots
Rainures en T
Ranuras Woodruff
Woodruff Slots
Rainures Woodruff
SÍMBOLOS UTILIZACIÓN HERRAMIENTA - Tool Use Symbols - Symboles Usage Outils
TALADRADO - Drilling - Perçage
ROSCADO - Threading - Taraudage
FRESADO - Milling - Fraisage
GENERAL
SÍMBOLOS CARACTERÍSTICAS HERRAMIENTA - Tool Characteristics Symbols - Symboles Caractéristiques Outils
TALADRADO - Drilling - Perçage
Ladrillo
Brick
Brique
Hormigón
Concrete
Béton
Punta Metal
Duro
Carbide Tipped
Pointe Carbure
Avellanado
Countersink
Fraisage
Punta Cónica
con Afilado
Universal
Universal
Relieved Cone
Point
Pointe Conique
Universel
Afilado en Cruz
Tipo DIN 1412
“C”
Split Point DIN
1412 “C” type
Affûtage en
Croix type DIN
1412 “C”
Afilado Tipo
DIN 1412 “A”
Split Point DIN
1412 “A” type
Affùtage Pointe
type DIN 1412
“A”
Mango
Rebajado
Reduced Shank
Queue Réduite
Ø=1/2
60°Mango 3 Planos
3-Flat Shank
Attachement 3
Plans
> 5/32
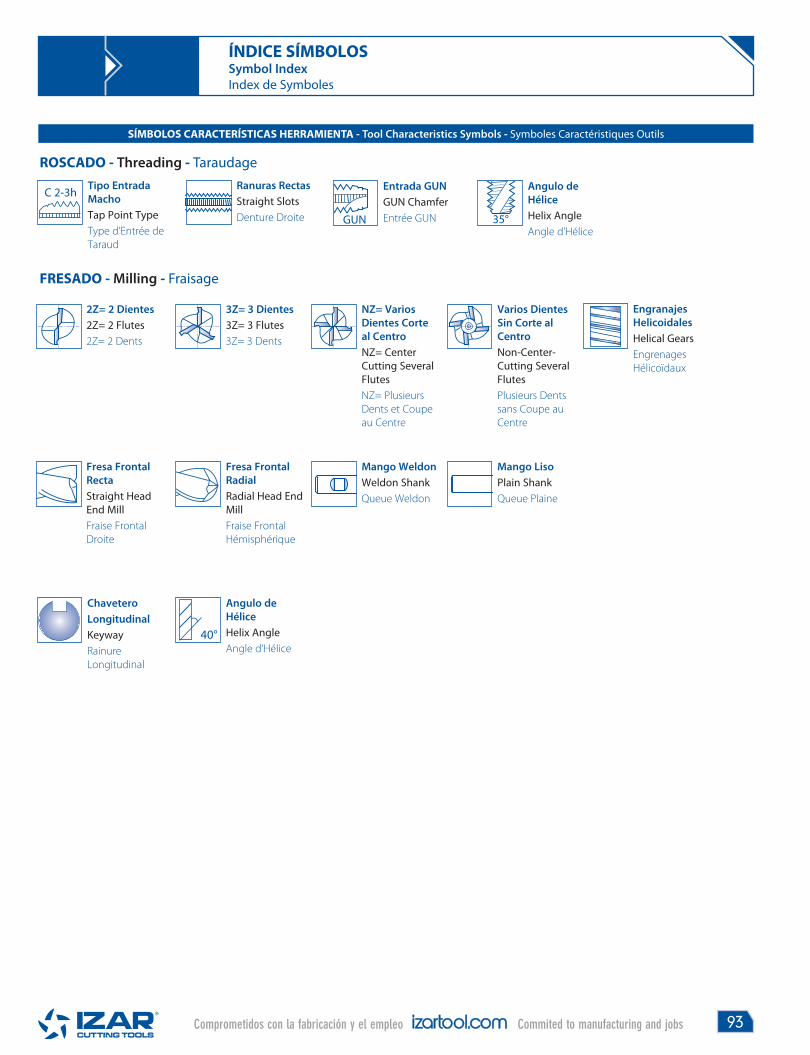
93Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
Angulo de
Hélice
Helix Angle
Angle d’Hélice40°
Chavetero
Longitudinal
Keyway
Rainure
Longitudinal
ÍNDICE SÍMBOLOSSymbol Index
Index de Symboles
SÍMBOLOS CARACTERÍSTICAS HERRAMIENTA - Tool Characteristics Symbols - Symboles Caractéristiques Outils
ROSCADO - Threading - Taraudage
FRESADO - Milling - Fraisage
Tipo Entrada
Macho
Tap Point Type
Type d’Entrée de
Taraud
C 2-3h
Fresa Frontal
Recta
Straight Head
End Mill
Fraise Frontal
Droite
Fresa Frontal
Radial
Radial Head End
Mill
Fraise Frontal
Hémisphérique
Mango Weldon
Weldon Shank
Queue Weldon
Mango Liso
Plain Shank
Queue Plaine
Engranajes
Helicoidales
Helical Gears
Engrenages
Hélicoïdaux
2Z= 2 Dientes
2Z= 2 Flutes
2Z= 2 Dents
3Z= 3 Dientes
3Z= 3 Flutes
3Z= 3 Dents
NZ= Varios
Dientes Corte
al Centro
NZ= Center
Cutting Several
Flutes
NZ= Plusieurs
Dents et Coupe
au Centre
Varios Dientes
Sin Corte al
Centro
Non-Center-
Cutting Several
Flutes
Plusieurs Dents
sans Coupe au
Centre
Entrada GUN
GUN Chamfer
Entrée GUN
Ranuras Rectas
Straight Slots
Denture Droite
Angulo de
Hélice
Helix Angle
Angle d’HéliceGUN 35°
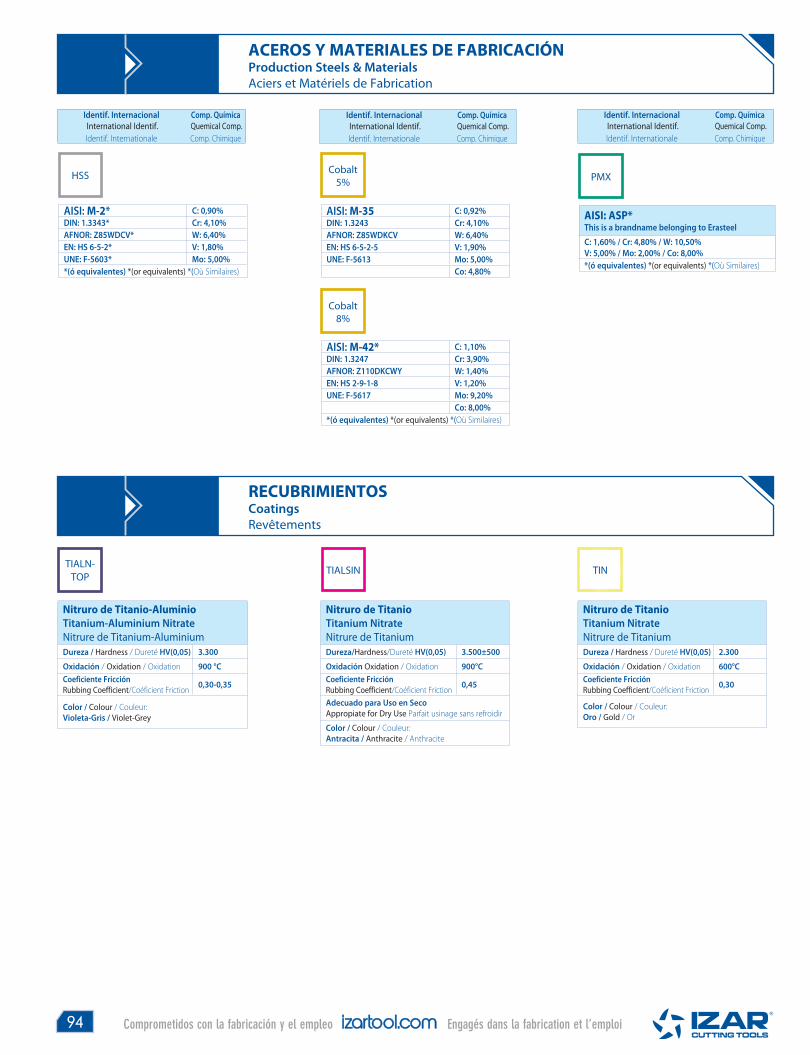
94 Comprometidos con la fabricación y el empleo izartool.comizartool.com Engagés dans la fabrication et l’emploi
ACEROS Y MATERIALES DE FABRICACIÓNProduction Steels & Materials
Aciers et Matériels de Fabrication
RECUBRIMIENTOSCoatings
Revêtements
HSS PMX
Identif. Internacional
International Identif.
Identif. Internationale
Comp. Química
Quemical Comp.
Comp. Chimique
Identif. Internacional
International Identif.
Identif. Internationale
Comp. Química
Quemical Comp.
Comp. Chimique
Identif. Internacional
International Identif.
Identif. Internationale
Comp. Química
Quemical Comp.
Comp. Chimique
AISI: M-2* C: 0,90%
DIN: 1.3343* Cr: 4,10%
AFNOR: Z85WDCV* W: 6,40%
EN: HS 6-5-2* V: 1,80%
UNE: F-5603* Mo: 5,00%
*(ó equivalentes) *(or equivalents) *(Où Similaires)
Cobalt
5%
AISI: M-35 C: 0,92%
DIN: 1.3243 Cr: 4,10%
AFNOR: Z85WDKCV W: 6,40%
EN: HS 6-5-2-5 V: 1,90%
UNE: F-5613 Mo: 5,00%
Co: 4,80%
AISI: ASP*This is a brandname belonging to Erasteel
C: 1,60% / Cr: 4,80% / W: 10,50%
V: 5,00% / Mo: 2,00% / Co: 8,00%
*(ó equivalentes) *(or equivalents) *(Où Similaires)
Cobalt
8%
AISI: M-42* C: 1,10%
DIN: 1.3247 Cr: 3,90%
AFNOR: Z110DKCWY W: 1,40%
EN: HS 2-9-1-8 V: 1,20%
UNE: F-5617 Mo: 9,20%
Co: 8,00%
*(ó equivalentes) *(or equivalents) *(Où Similaires)
TIN
Nitruro de Titanio
Titanium Nitrate
Nitrure de Titanium
Dureza / Hardness / Dureté HV(0,05) 2.300
Oxidación / Oxidation / Oxidation 600°C
Coeficiente Fricción
Rubbing Coefficient/Coéficient Friction0,30
Color / Colour / Couleur:
Oro / Gold / Or
TIALN-
TOP
Nitruro de Titanio-Aluminio
Titanium-Aluminium Nitrate
Nitrure de Titanium-Aluminium
Dureza / Hardness / Dureté HV(0,05) 3.300
Oxidación / Oxidation / Oxidation 900 °C
Coeficiente Fricción
Rubbing Coefficient/Coéficient Friction0,30-0,35
Color / Colour / Couleur:
Violeta-Gris / Violet-Grey
TIALSIN
Nitruro de Titanio
Titanium Nitrate
Nitrure de Titanium
Dureza/Hardness/Dureté HV(0,05) 3.500±500
Oxidación Oxidation / Oxidation 900°C
Coeficiente Fricción
Rubbing Coefficient/Coéficient Friction0,45
Adecuado para Uso en Seco
Appropiate for Dry Use Parfait usinage sans refroidir
Color / Colour / Couleur:
Antracita / Anthracite / Anthracite
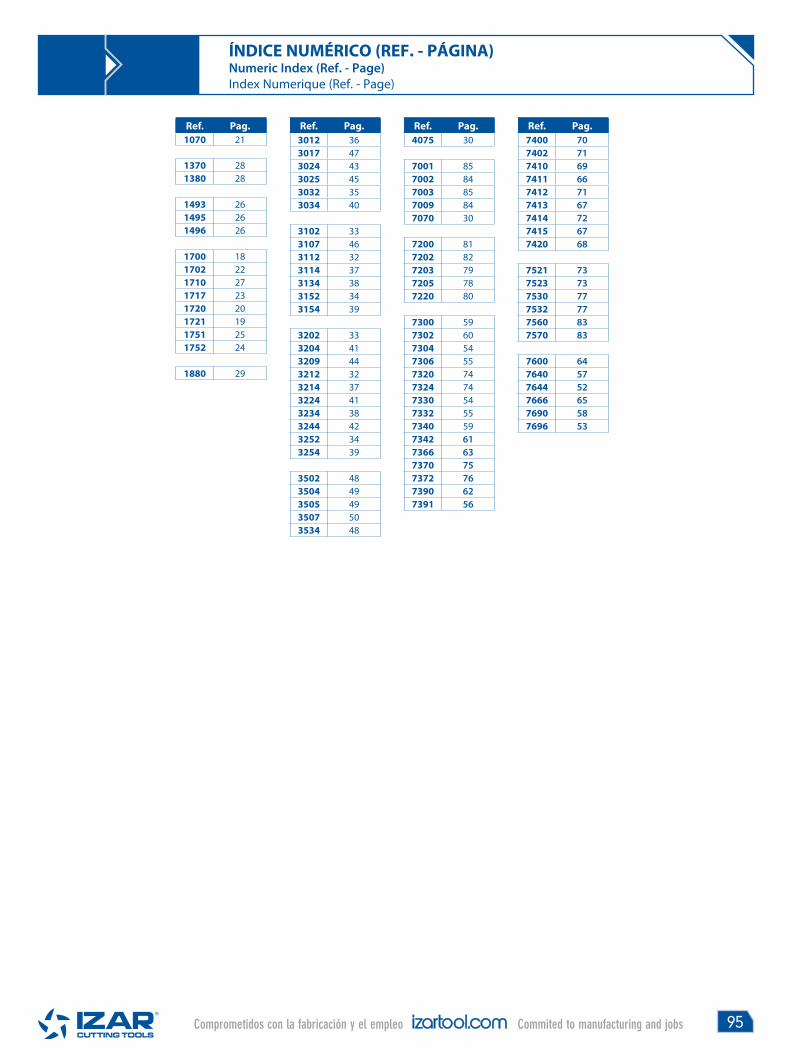
95Comprometidos con la fabricación y el empleo izartool.comizartool.com Commited to manufacturing and jobs
ÍNDICE NUMÉRICO (REF. - PÁGINA)Numeric Index (Ref. - Page)
Index Numerique (Ref. - Page)
Ref. Pag.
1070 21
1370 28
1380 28
1493 26
1495 26
1496 26
1700 18
1702 22
1710 27
1717 23
1720 20
1721 19
1751 25
1752 24
1880 29
Ref. Pag.
3012 36
3017 47
3024 43
3025 45
3032 35
3034 40
3102 33
3107 46
3112 32
3114 37
3134 38
3152 34
3154 39
3202 33
3204 41
3209 44
3212 32
3214 37
3224 41
3234 38
3244 42
3252 34
3254 39
3502 48
3504 49
3505 49
3507 50
3534 48
Ref. Pag.
4075 30
7001 85
7002 84
7003 85
7009 84
7070 30
7200 81
7202 82
7203 79
7205 78
7220 80
7300 59
7302 60
7304 54
7306 55
7320 74
7324 74
7330 54
7332 55
7340 59
7342 61
7366 63
7370 75
7372 76
7390 62
7391 56
Ref. Pag.
7400 70
7402 71
7410 69
7411 66
7412 71
7413 67
7414 72
7415 67
7420 68
7521 73
7523 73
7530 77
7532 77
7560 83
7570 83
7600 64
7640 57
7644 52
7666 65
7690 58
7696 53

izartool.com
GPS:43° 14’ 9’’ N
02° 45’ 38’’ W
COMERCIAL NACIONAL
E-mail [email protected]
Pedidos y Atención a Clientes
Tel. 94 630 02 41
Fax 94 630 02 36
Servicio Técnico
Tel. 94 630 02 43
Fax 94 630 05 42
EXPORT SALES
E-mail [email protected]
Orders & Customer Assistance
Tel. +34 94 630 02 45 / 46
Fax +34 94 630 02 37
Parque Empresarial Boroa 2B2 - 48340 Amorebieta, Bizkaia (Spain)
Ref. 9999 52 12 00295