support.industry.siemens.com · campo de manejo sinumerik 840d sl hmi-embedded edición 11/2006...
TRANSCRIPT
SINUMERIK 840D sl
HMI-Embedded
Edición 11/2006
Manual del usuario
Introducción 1
Componentes de
manejo/Suceciones de
operaciones
2
Ejemplo de manejo 3
Campo de manejo
Máquina 4
Campo de manejo
Parámetros 5
Campo de manejo
Programa 6
Campo de manejo
Servicios 7
Campo de manejo
Diagnóstico 8
Campo de manejo
Puesta en marcha 9
Mantenimiento 10
Anexo A
Válidas para Controlador Versión de softwareSINUMERIK 840D sl / 840DE sl Software
Versión
Software de sistema NCU para 840D sl/840DE sl
1.4
con HMI Embedded 7.2
Documentación SINUMERIK® Clave de ediciones Las ediciones abajo indicadas han sido editadas con anterioridad a la presente. En la columna "Observación" se indica mediante una letra el estado de las ediciones publicadas hasta la fecha. Significado del estado en la columna "Observación": A .... Documentación nueva B .... Reimpresión no modificada con referencia nueva C .... Edición reelaborada con versión nueva
Edición Referencia Observación 02.01 6FC5298-6AC00-0EP0 A 11.01 6FC5298-6AC00-0EP1 C 11.02 6FC5298-6AC00-0EP2 C 03.04 6FC5298-6AC00-0EP3 C 08/2005 6FC5398-1AP10-0EA0 C 11/2006 6FC5398-1AP10-1EA0 C
Marcas
Todos los nombres marcados con ® son marcas registradas de Siemens AG. Los restantes nombres y designaciones contenidos en el presente documento pueden ser marcas registradas cuya utilización por terceros para sus propios fines puede violar los derechos de sus titulares.
Exención de responsabilidad Hemos verificado la coincidencia entre el contenido de este impreso y el software y hardware descritos. Sin embargo, como nunca pueden excluirse divergencias, no nos responsabilizamos de la plena coincidencia. No obstante, se comprueba regularmente la información aquí contenida y las correcciones necesarias se incluirán en la próxima edición.
Copyright © Siemens AG 1995 - 2006. Referencia 6FC5398-1AP10-1EA0 Siemens AG 2006. Sujeto a cambios sin previo aviso

0 11/2006 Prólogo
Uso conforme 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 iii
Prólogo Organización de la
documentación La documentación SINUMERIK se estructura en 3 niveles: • Documentación general • Documentación para el usuario • Documentación para el fabricante/servicio Una lista de publicaciones actualizada mensualmente con los idiomas disponibles en cada caso se encuentra en Internet bajo: http://www.siemens.com/motioncontrol Siga los puntos de menú "Support" "Documentación técnica" "Lista de publicaciones". La edición de Internet de DOConCD, la DOConWEB, se encuentra bajo:http://www.automation.siemens.com/doconweb Para más información sobre la oferta de formación y sobre las FAQ (preguntas frecuentes) visite la web: http://www.siemens.com/motioncontrol, una vez allí haga clic en el punto de menú "Soporte"
Validez Estas Instrucciones de manejo rigen para HMI Embedded SW 7.2
Servicio técnico y asistencia
Si desea hacer algún tipo de consulta diríjase a la siguiente hotline:
Zona horaria de Europa y África: A&D Technical Support Tel.: +49 (0) 180 / 5050 - 222 Fax: +49 (0) 180 / 5050 - 223 Internet:http://www.siemens.com/automation/support-request E-Mail: mailto:[email protected] Zona horaria de Asia y Australia: A&D Technical Support Tel.: +86 1064 719 990 Fax: +86 1064 747 474 Internet: http://www.siemens.com/automation/support-request E-Mail: mailto:[email protected] Zona horaria de América: A&D Technical Support Tel.: +1 423 262 2522 Fax: +1 423 262 2289 Internet: http://www.siemens.com/automation/support-request E-Mail: mailto:[email protected]
0 Prólogo 11/2006
Uso conforme 0
© Siemens AG 2006 All rights reserved. iv SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Nota
Los números de teléfono específicos de cada país para el asesoramiento técnico se encuentran en Internet: http://www.siemens.com/automation/service&support
Preguntas sobre el manual
Para cualquier consulta con respecto a la documentación (sugerencias, correcciones), sírvase enviar un fax o un e-mail a la siguiente dirección: Fax: +49 (0) 9131 / 98 - 63315 E-Mail: mailto:[email protected] Formulario para fax: ver hoja de revisiones al final de la documentación.
Dirección de Internet SINUMERIK
http://www.siemens.com/sinumerik
Declaración de
conformidad CE
La declaración de conformidad CE sobre la Directiva CEM se encuentra/obtiene en Internet: http://www.ad.siemens.de/csinfo bajo el número de producto/referencia 15257461 en la delegación correspondiente del área de negocios A&D MC de Siemens AG
Alcance estándar La presente documentación contiene una descripción de la funcionalidad
estándar. Los suplementos o las modificaciones realizados por el fabricante de la máquina son documentadas por el mismo. En el control pueden ejecutarse otras funciones adicionales no descritas en la presente documentación. Sin embargo, no existe derecho a reclamar estas funciones en nuevos suministros o en intervenciones de servicio técnico.
0 11/2006 Prólogo
Uso conforme 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 v
Personal cualificado
El aparato/sistema correspondiente sólo se puede ajustar y operar en combinación con esta documentación. Sólo está autorizado a intervenir en este equipo el personal cualificado. Personal cualificado, según las indicaciones técnicas de seguridad de este manual, son aquellas personas que tienen la autorización necesaria para poner en marcha, poner a tierra e identificar equipos, sistemas y circuitos eléctricos conforme a las normas en materia de seguridad.
Uso conforme Respete lo siguiente: Advertencia
El equipo sólo se puede utilizar para los casos de aplicación contemplados en el catálogo y en la descripción técnica en combinación con los aparatos y componentes de otros fabricantes recomendados o autorizados por Siemens. El funcionamiento correcto y seguro del producto presupone un transporte, un almacenamiento, una instalación y un montaje conforme a las prácticas de la buena ingeniería, así como un manejo y un mantenimiento rigurosos.
Estructura de las
descripciones Todas las funciones y posibilidades de manejo se han descrito con arreglo a la misma estructura interna, siempre que ha sido posible y que ha resultado conveniente. La distribución en diversos niveles de información permite acceder directamente a las informaciones que se requieren en cada momento.
0 Prólogo 11/2006
Uso conforme 0
© Siemens AG 2006 All rights reserved. vi SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Aclaración de los símbolos
Funcionamiento
Esta parte teórica sirve de base didáctica sobre todo para las personas que se inician en el manejo del CN. Ésta proporciona información fundamental para comprender las funciones de manejo. Lea detenidamente, al menos una vez, el manual completo a fin de adquirir una visión de conjunto de todas las funciones y prestaciones de su control SINUMERIK.
Pasos a seguir
Aquí se muestra la serie de teclas que hay que accionar para manejar el control. Si es necesario introducir datos durante los pasos de manejo o se requiere información adicional, ésta se encuentra descrita junto a los dibujos de las teclas.
Notas
Este símbolo aparece siempre que se dan informaciones suplementarias y es preciso observar una cuestión especial.
Fabricante de la máquina
Por razones de seguridad, algunas funciones están bloqueadas para personas no autorizadas. El fabricante de la máquina puede influir en el comportamiento de las funciones o modificarlo. Por eso, es imprescindible observar las indicaciones dadas por el fabricante de la máquina.
Observaciones adicionales
Por razones de seguridad, algunas funciones están bloqueadas para personas no autorizadas. El fabricante de la máquina puede influir en el comportamiento de las funciones o modificarlo. Por eso, es imprescindible observar las indicaciones dadas por el fabricante de la máquina.
Referencia a la bibliografía
Este símbolo aparece siempre que hay alguna cuestión que se puede consultar con más detalle en la bibliografía. En el anexo de este manual se expone una lista completa de la bibliografía.
0 11/2006 Prólogo
Uso conforme 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 vii
Complemento a los datos de pedido
Este símbolo aparece siempre que se da un complemento a los datos de pedido. La función descrita sólo puede ser ejecutada por el control si éste tiene incluida la opción señalada.
Consignas de seguridad
Este manual contiene indicaciones que hay que tener en cuenta para su propia seguridad, así como para evitar daños materiales. Las consignas para la seguridad personal se destacan mediante un triángulo de advertencia, las referentes solamente a daños materiales figuran sin dicho triángulo. Según el nivel de peligro, así se representarán los triángulos de advertencia en serie menguante según se indica a continuación.
Peligro
Significa que, si no se adoptan las medidas preventivas adecuadas, se producirá la muerte, o bien lesiones corporales graves.
Advertencia
Significa que, si no se adoptan las medidas preventivas adecuadas, puede producirse la muerte, o bien lesiones corporales graves.
Precaución
Con triángulo de advertencia significa que puede producirse una lesión leve si no se toman las medidas preventivas adecuadas.
Precaución
Sin triángulo de advertencia significa que se puede producir un daño material si no se cumplan las medidas preventivas correspondientes.
Atención
Significa que se puede producir un evento o estado no deseado, si no se toma en consideración la indicación respectiva.
Si se presentan varios niveles de peligro siempre se utiliza la advertencia del nivel más alto. Si se advierte de daños personales con un triángulo de advertencia, también se puede incluir en el mismo triángulo una advertencia de daños materiales.

0 Prólogo 11/2006
Uso conforme 0
© Siemens AG 2006 All rights reserved. viii SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
0 11/2006 Contenido 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 ix
Contenido
Introducción 1-15
1.1 El producto SINUMERIK 840D sl ............................................................................. 1-16
1.2 Conexión/desconexión del control............................................................................ 1-17
1.3 Campos de manejo................................................................................................... 1-18
Componentes de manejo/Sucesiones de operaciones 2-21
2.1 Paneles de operador ................................................................................................ 2-22 2.1.1 Teclas del panel de operador ................................................................................... 2-23
2.2 Panel de mando de máquina.................................................................................... 2-27
2.3 Teclas del panel de mando de máquina................................................................... 2-28 2.3.1 Pulsador de parada de emergencia ......................................................................... 2-28 2.3.2 Modos de operación y funciones de máquina .......................................................... 2-28 2.3.3 Mando del avance..................................................................................................... 2-30 2.3.4 Mando del cabezal.................................................................................................... 2-31 2.3.5 Interruptor de llave .................................................................................................... 2-33 2.3.6 Mando de programas................................................................................................ 2-34 2.3.7 Teclado estándar de PC MF-II.................................................................................. 2-35
2.4 Distribución de la pantalla......................................................................................... 2-36 2.4.1 Vista de conjunto ...................................................................................................... 2-36 2.4.2 Indicación global de estado de la máquina .............................................................. 2-38 2.4.3 Indicación de la influenciación del programa............................................................ 2-41
2.5 Secuencias de manejo generales ............................................................................ 2-42 2.5.1 Vista general y selección de programas................................................................... 2-42 2.5.2 Seleccionar y abrir directorio/fichero ........................................................................ 2-43 2.5.3 Editor......................................................................................................................... 2-43 2.5.4 Programación de contornos...................................................................................... 2-45 2.5.5 Vista general del programa....................................................................................... 2-45 2.5.6 Conmutar ventana de menú ..................................................................................... 2-45 2.5.7 Editar entradas/valores............................................................................................. 2-46 2.5.8 Confirmar/cancelar entrada ...................................................................................... 2-47 2.5.9 Editar programa de pieza con el editor ASCII .......................................................... 2-47 2.5.10 Conmutar canal......................................................................................................... 2-53 2.5.11 Calculadora............................................................................................................... 2-55 2.5.12 Entrada de ajustes .................................................................................................... 2-56 2.5.13 Pantalla de estado de error "Blue Screen" ............................................................... 2-57
Ejemplo de manejo 3-59
3.1 Sucesión de operaciones típica................................................................................ 3-60
Campo de manejo Máquina 4-61
4.1 Estructura de datos del control NCK ........................................................................ 4-62
0 Contenido 11/2006
0
© Siemens AG 2006 All rights reserved. x SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
4.1.1 Modos de operación y funciones de máquina ..........................................................4-62 4.1.2 Grupo de modos de operación y canales .................................................................4-64 4.1.3 Selección/cambio del modo de operación ................................................................4-65
4.2 Funciones e indicaciones generales.........................................................................4-68 4.2.1 Iniciar/parar/cancelar/continuar el programa de pieza .............................................4-68 4.2.2 Visualizar nivel de programa.....................................................................................4-69 4.2.3 Conmutar sistema de coordenadas de máquina/pieza (MKS/WKS)........................4-70 4.2.4 Visualización del valor real: Sistema de origen ajustable, ENS ...............................4-72 4.2.5 Visualizar avances de ejes .......................................................................................4-72 4.2.6 Visualizar cabezales .................................................................................................4-73 4.2.7 Visualizar funciones auxiliares..................................................................................4-74 4.2.8 Visualizar transformaciones, funciones G y datos de orientación ............................4-75 4.2.9 Volante ......................................................................................................................4-76 4.2.10 Preset ........................................................................................................................4-77 4.2.11 Poner valor real .........................................................................................................4-78 4.2.12 Conmutación pulgadas/metros .................................................................................4-79
4.3 Búsqueda del punto de referencia ............................................................................4-80
4.4 Modo de operación Jog.............................................................................................4-82 4.4.1 Función e imagen básica ..........................................................................................4-82 4.4.2 Desplazar ejes ..........................................................................................................4-85 4.4.3 Inc: desplazamiento Incremental ..............................................................................4-86 4.4.4 Repos ........................................................................................................................4-87 4.4.5 SI (Safety Integrated): Conformidad del usuario ......................................................4-88 4.4.6 Aproximación con contacto/determinar decalaje de origen......................................4-89
4.5 Modo de operación MDA ..........................................................................................4-92 4.5.1 Función e imagen básica ..........................................................................................4-92 4.5.2 Guardar programa.....................................................................................................4-94 4.5.3 Teach In ....................................................................................................................4-94
4.6 Modo de operación Automático ................................................................................4-97 4.6.1 Función e imagen básica ..........................................................................................4-97 4.6.2 Ejecutar programa.....................................................................................................4-99 4.6.3 Corrección del programa ........................................................................................4-100 4.6.4 Búsqueda de secuencias/Definir destino de búsqueda..........................................4-101 4.6.5 Búsqueda de secuencias acelerada para ejecución de externo ............................4-104 4.6.6 Sobrememorizar......................................................................................................4-105 4.6.7 Influenciación del programa....................................................................................4-107 4.6.8 Decalaje DRF..........................................................................................................4-108
Campo de manejo Parámetros 5-109
5.1 Datos de herramienta..............................................................................................5-111 5.1.1 Estructura de la corrección de herramientas ..........................................................5-111 5.1.2 Tipos y parámetros de herramienta ........................................................................5-111
5.2 Corrección de herramienta .....................................................................................5-125 5.2.1 Función e imagen básica Corrección de herramienta ............................................5-125 5.2.2 Crear nueva herramienta ........................................................................................5-127
0 11/2006 Contenido 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 xi
5.2.3 Visualizar herramienta ............................................................................................ 5-128 5.2.4 Buscar herramienta................................................................................................. 5-128 5.2.5 Borrar herramienta.................................................................................................. 5-129 5.2.6 Crear nuevo filo....................................................................................................... 5-130 5.2.7 Visualizar filo........................................................................................................... 5-130 5.2.8 Buscar filo ............................................................................................................... 5-131 5.2.9 Borrar filo ................................................................................................................ 5-131 5.2.10 Calcular correcciones de herramienta.................................................................... 5-132 5.2.11 Correcciones de herramienta con sólo números D (números D simples) ............. 5-133 5.2.12 Activar inmediatamente la corrección de herramienta ........................................... 5-134 5.3 Gestión de herramientas ........................................................................................ 5-135
5.3.1 Imagen básica: gestión de herramientas................................................................ 5-136 5.3.2 Seleccionar herramienta......................................................................................... 5-138 5.3.3 Mostrar y modificar datos de herramienta .............................................................. 5-139 5.3.4 Cargar herramienta................................................................................................. 5-140 5.3.5 Descargar herramienta ........................................................................................... 5-142 5.3.6 Trasladar herramienta ............................................................................................ 5-143 5.3.7 Buscar y posicionar herramienta ............................................................................ 5-144
5.4 Gestión de herramientas ShopMill.......................................................................... 5-145 5.4.1 Funcionalidad.......................................................................................................... 5-146 5.4.2 Seleccionar lista de herramientas........................................................................... 5-147 5.4.3 Crear nueva herramienta........................................................................................ 5-148 5.4.4 Crear varios filos por herramienta .......................................................................... 5-149 5.4.5 Cambiar nombre de herramienta............................................................................ 5-150 5.4.6 Crear herramientas duplo/de repuesto................................................................... 5-151 5.4.7 Herramientas manuales.......................................................................................... 5-151 5.4.8 Introducir datos de desgaste de herramienta ......................................................... 5-152 5.4.9 Activar vigilancia de herramientas .......................................................................... 5-153 5.4.10 Gestionarpuestos en el almacén ............................................................................ 5-156 5.4.11 Borrar herramienta.................................................................................................. 5-157 5.4.12 Cambiar tipo de herramienta .................................................................................. 5-157 5.4.13 Cargar y descargar herramienta en el almacén ..................................................... 5-158 5.4.14 Trasladar herramienta ............................................................................................ 5-160 5.4.15 Posicionar almacén................................................................................................. 5-162 5.4.16 Ordenar herramientas en la lista de herramientas ................................................. 5-162
5.5 Gestión de herramientas ShopTurn ....................................................................... 5-163 5.5.1 Funcionalidad.......................................................................................................... 5-164 5.5.2 Seleccionar lista de herramientas........................................................................... 5-165 5.5.3 Crear nueva herramienta........................................................................................ 5-165 5.5.4 Crear varios filos por herramienta .......................................................................... 5-167 5.5.5 Crear herramientas duplo/de repuesto................................................................... 5-168 5.5.6 Clasificar herramientas ........................................................................................... 5-169 5.5.7 Borrar herramientas................................................................................................ 5-169 5.5.8 Cargar y descargar herramienta en el almacén ..................................................... 5-170 5.5.9 Trasladar herramienta ............................................................................................ 5-171 5.5.10 Posicionar almacén................................................................................................. 5-173
0 Contenido 11/2006
0
© Siemens AG 2006 All rights reserved. xii SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
5.5.11 Introducir datos de desgaste de herramienta .........................................................5-173 5.5.12 Activar vigilancia de herramienta ............................................................................5-174 5.5.13 Administrar puestos de almacén.............................................................................5-176
5.6 Parámetros R ..........................................................................................................5-177 5.6.1 Funcionamiento.......................................................................................................5-177 5.6.2 Modificar/borrar/buscar parámetros R ....................................................................5-177
5.7 Datos de operador ..................................................................................................5-178 5.7.1 Limitación del campo de trabajo .............................................................................5-178 5.7.2 Datos Jog ................................................................................................................5-179 5.7.3 Datos del cabezal....................................................................................................5-180 5.7.4 Avance de recorrido de prueba para modo de prueba DRY ..................................5-181 5.7.5 Ángulo inicial para roscado.....................................................................................5-182 5.7.6 Otros datos de operador .........................................................................................5-183 5.7.7 Zonas protegidas ....................................................................................................5-184
5.8 Decalaje de origen ..................................................................................................5-185 5.8.1 Función....................................................................................................................5-185 5.8.2 Visualizar decalajes de origen ................................................................................5-187 5.8.3 Modificar decalaje de origen ajustable (G54...) ......................................................5-188 5.8.4 Establecer con efectividad inmediata el decalaje de origen activo y el frame base .............................................................................5-190 5.8.5 Decalaje de origen global/Frame global (Decalaje de origen básico) ....................5-190
5.9 Visualización de frames de sistema........................................................................5-192
5.10 Datos de usuario/Variables de usuario (GUD, PUD, LUD) ....................................5-193 5.10.1 Generalidades.........................................................................................................5-193
Campo de manejo Programa 6-195
6.1 Tipos de programa ..................................................................................................6-196 6.1.1 Programa de pieza..................................................................................................6-196 6.1.2 Subprograma ..........................................................................................................6-196 6.1.3 Pieza .......................................................................................................................6-196 6.1.4 Ciclos.......................................................................................................................6-196
6.2 Archivado de programas.........................................................................................6-196
6.3 Imagen básica Programa........................................................................................6-197
6.4 Editar programa ......................................................................................................6-199 6.4.1 Editor de textos .......................................................................................................6-199
6.4.2 Protección de programa selectiva: RO ...................................................................6-200 6.4.3 Visualizar líneas de programa ocultas: Visualizar HD............................................6-201 6.4.4 Secuencia de caracteres reservada .......................................................................6-201 6.4.5 Definir y activar datos de usuario (GUD, LUD).......................................................6-202
6.5 Programación libre de contornos ............................................................................6-204 6.5.1 Generalidades.........................................................................................................6-204 6.5.2 Representación gráfica del contorno ......................................................................6-205 6.5.3 Crear contorno ........................................................................................................6-205
0 11/2006 Contenido 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 xiii
6.5.4 Modificar contorno .................................................................................................. 6-208 6.5.5 Elementos de contorno generales.......................................................................... 6-209 6.5.6 Crear, modificar, borrar elementos de contorno..................................................... 6-210 6.5.7 Ayuda...................................................................................................................... 6-214 6.5.8 Descripción de parámetros de los elementos de contorno recta/círculo y polo..... 6-215 6.5.9 Ejemplos para la programación de contornos libres .............................................. 6-217
6.6 Simulación de programas ....................................................................................... 6-220 6.6.1 Simulación de giro .................................................................................................. 6-220 6.6.2 Simulación de fresado antes del mecanizado........................................................ 6-222 6.6.3 Simulación de fresado durante el mecanizado....................................................... 6-223
6.7 Administrar programas ........................................................................................... 6-225 6.7.1 Vista de conjunto .................................................................................................... 6-225 6.7.2 Tipos de ficheros, módulos/bloques y directorios .................................................. 6-226 6.7.3 Manejo de ficheros.................................................................................................. 6-228 6.7.4 Crear nueva pieza/nuevo programa de pieza ........................................................ 6-230 6.7.5 Ejecutar programa .................................................................................................. 6-233 6.7.6 Liberar pieza/programa........................................................................................... 6-234 6.7.7 Copiar e insertar fichero ......................................................................................... 6-235 6.7.8 Renombrar fichero .................................................................................................. 6-235 6.7.9 Borrar fichero .......................................................................................................... 6-236 6.7.10 Función "Muestra de pieza".................................................................................... 6-237
6.8 Información de memoria ......................................................................................... 6-238
6.9 EXTCALL ................................................................................................................ 6-238
Campo de manejo Servicios 7-245
7.1 Función ................................................................................................................... 7-246
7.2 Estructura del directorio.......................................................................................... 7-246 7.2.1 Directorios............................................................................................................... 7-246 7.2.2 Selección de datos.................................................................................................. 7-247
7.3 Formatos para guardar y leer datos ....................................................................... 7-250 7.3.1 Formato de cinta perforada .................................................................................... 7-250 7.3.2 Formato PC Formato binario .................................................................................. 7-254
7.4 Imagen básica Servicios......................................................................................... 7-254 7.4.1 Puesta en marcha en serie..................................................................................... 7-255 7.4.2 Salida de protocolo de errores/protocolo de transmisión ....................................... 7-257 7.4.3 Leer en memoria/emitir programas ISO ................................................................. 7-258
Campo de manejo Diagnóstico 8-263
8.1 Imagen básica Diagnóstico..................................................................................... 8-264
8.2 Visualizar alarmas y avisos .................................................................................... 8-264
8.3 Indicación de service .............................................................................................. 8-266 8.3.1 Service eje .............................................................................................................. 8-266 8.3.2 Service accionamiento............................................................................................ 8-267
0 Contenido 11/2006
0
© Siemens AG 2006 All rights reserved. xiv SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
8.3.3 Service Safety Integrated........................................................................................8-268 8.3.4 Visualizar recursos del sistema ..............................................................................8-271 8.3.5 Protocolo de alarmas ..............................................................................................8-272 8.3.6 Protocolo de errores de comunicación ...................................................................8-273 8.3.7 Registrador de acciones .........................................................................................8-273
8.4 Abrir imagen de versiones ......................................................................................8-274 8.4.1 Visualizar imagen de versiones de los ciclos .........................................................8-275 8.4.2 Visualizar imagen de versiones de los ciclos cocompilados cargables .................8-277 8.4.3 Visualizar imagen de versiones de las definiciones ...............................................8-278 8.4.4 Mostrar versión de hardware ..................................................................................8-278
8.5 PLC .........................................................................................................................8-279 8.5.1 Generalidades.........................................................................................................8-279 8.5.2 Modificar/borrar valor del operando ........................................................................8-280 8.5.3 Seleccionar/crear máscara de operandos para el estado del PLC ........................8-282 8.5.4 Ajustar hora/fecha ...................................................................................................8-283
8.6 Activar telediagnóstico ............................................................................................8-285
Campo de manejo Puesta en marcha 9-287
9.1 Imagen básica Puesta en marcha ..........................................................................9-288
9.2 Visualizar datos de máquina...................................................................................9-290 9.2.1 Opciones de visualización: Filtro de visualización..................................................9-292
9.3 Ajustes de CN .........................................................................................................9-294
9.4 PLC .........................................................................................................................9-295
9.5 Modificar la interfaz HMI .........................................................................................9-296 9.5.1 Ajuste del color........................................................................................................9-296 9.5.2 Selección del idioma ...............................................................................................9-297 9.5.3 Registrador de acciones .........................................................................................9-298 9.5.4 Editor (sólo HMI) .....................................................................................................9-298
9.6 Configurar unidades lógicas ...................................................................................9-299
9.7 Ejecutar reset del NCK............................................................................................9-299
9.8 Ajustar, borrar, modificar contraseña......................................................................9-299
9.9 Visualizar o modificar recursos del sistema............................................................9-300
Mantenimiento 10-303
10.1 Datos de operación ...............................................................................................10-304
10.2 Limpieza ................................................................................................................10-304
Anexo A-305
A Abreviaturas ........................................................................................................... A-306
B Conceptos .............................................................................................................. A-315
I Index......................................................................................................................... I-339
1 11/2006 Introducción 1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 1-15
Introducción 1.1 El producto SINUMERIK 840D sl.............................................................................. 1-16
1.2 Conexión/desconexión del control ............................................................................ 1-17
1.3 Campos de manejo................................................................................................... 1-18
1 Introducción 11/2006 1.1 El producto SINUMERIK 840D sl
1
© Siemens AG 2006 All rights reserved. 1-16 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
1.1 El producto SINUMERIK 840D sl Generalidades El SINUMERIK 840D sl es un control CNC (Computerized Numerical
Control) para máquinas de mecanizado (p. ej.: máquinas herramienta). Para países que requieren una homologación se ofrece el SINUMERIK 840DE como versión de exportación. La pieza principal del SINUMERIK 840D sl constituye la Unidad de Control Numérico NCU 710, la cual unifica NCK, PLC, HMI, tareas de regulación y comunicación.
El panel de operador del control permite realizar, entre otras, las siguientes funciones básicas en combinación con una máquina herramienta:
• Creación y adaptación de programas de pieza • Ejecución de programas de pieza • Control manual • Carga y descarga de programas de pieza y datos • Edición de datos para programas • Visualización y corrección concreta de alarmas • Edición de datos de máquina • Creación de enlaces de comunicación entre una y varias TCUs
El usuario tiene acceso a todas las funciones a través de la interfaz
gráfica del control. La interfaz gráfica se compone de:
• Unidades de visualización, tales como pantalla, diodos luminiscentes, etc.
• Elementos de manejo: teclas, interruptores, volantes, etc.
Estas instrucciones de manejo describen la forma de proceder del Software HMI Embedded, SW 7.2
En el suministro de la NCU, el software HMI Embedded sl se encuentra, de forma estándar, en la CompactFlash Card.
Antes de todos los siguientes apartados, debería leer atentamente el apartado 2 "Manejo". ¡Para los siguientes apartados se asume que así lo ha hecho!
1 11/2006 Introducción1.2 Conexión/desconexión del control
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 1-17
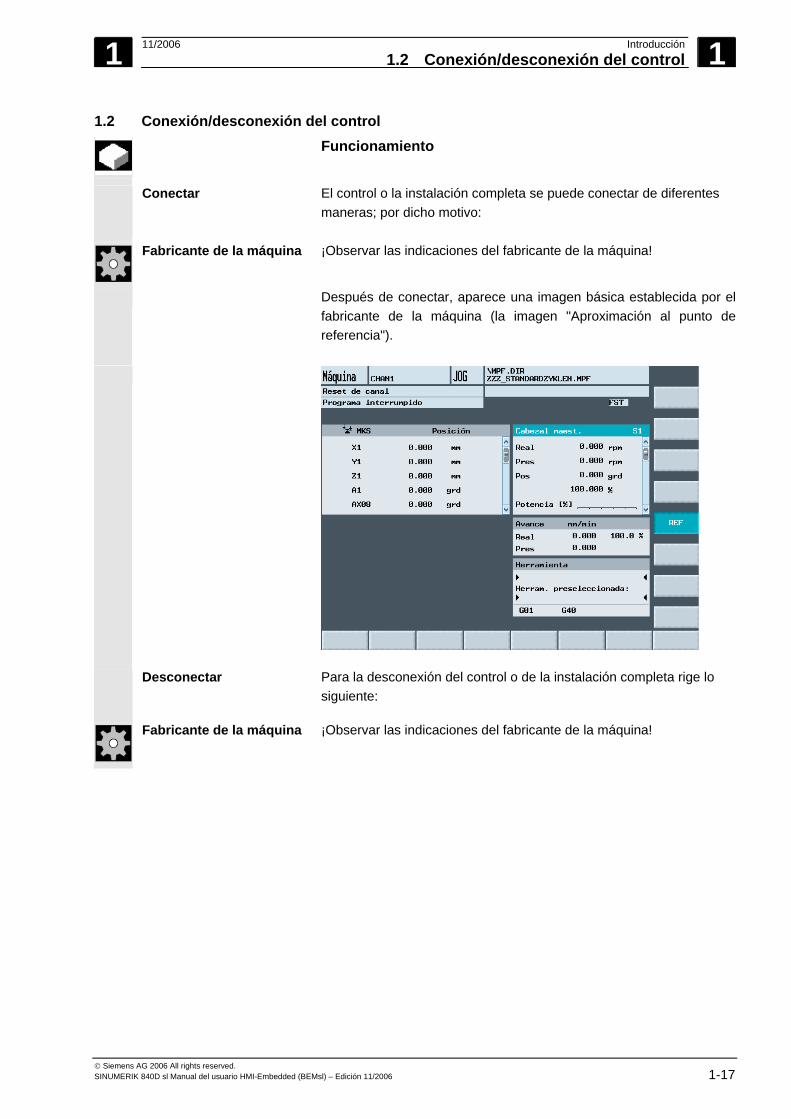
1.2 Conexión/desconexión del control
Funcionamiento
Conectar El control o la instalación completa se puede conectar de diferentes
maneras; por dicho motivo:
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Después de conectar, aparece una imagen básica establecida por elfabricante de la máquina (la imagen "Aproximación al punto dereferencia").
Desconectar Para la desconexión del control o de la instalación completa rige lo
siguiente:
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
1 Introducción 11/2006 1.3 Campos de manejo
1
© Siemens AG 2006 All rights reserved. 1-18 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
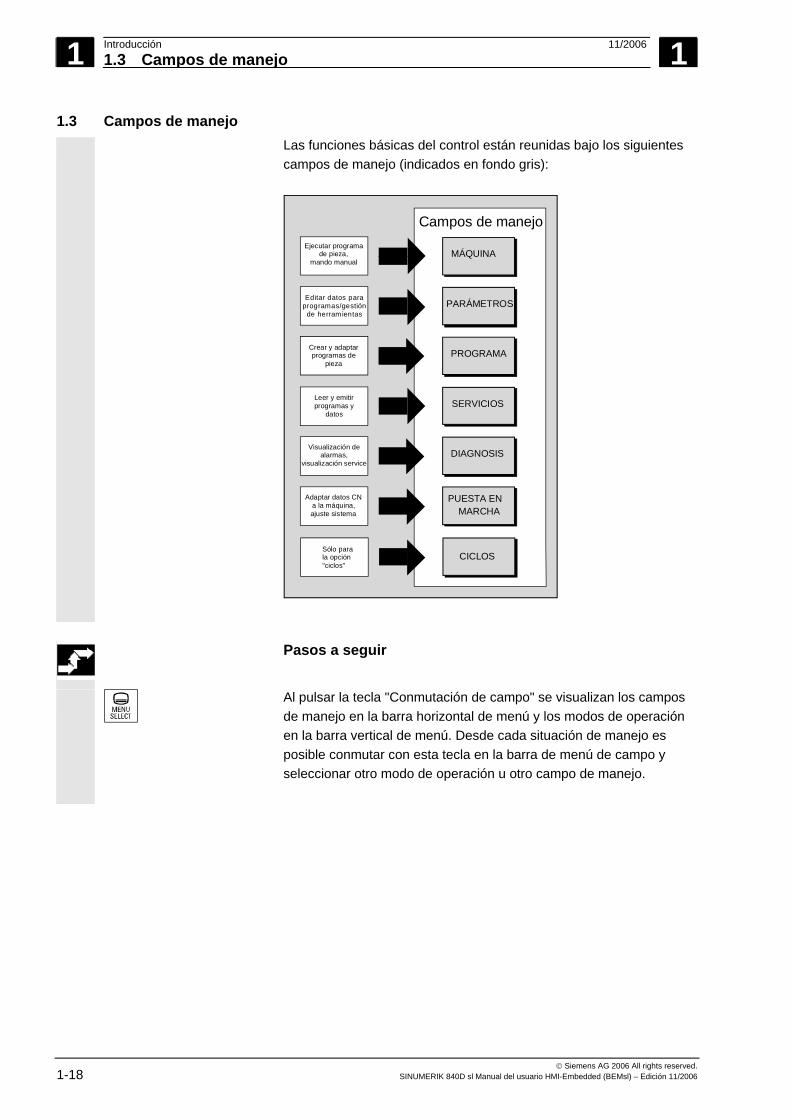
1.3 Campos de manejo Las funciones básicas del control están reunidas bajo los siguientes
campos de manejo (indicados en fondo gris):
MÁQUINA
PROGRAMA
SERVICIOS
DIAGNOSIS
PUESTA ENMARCHA
PARÁMETROS
Ejecutar programa de pieza,
mando manual
Crear y adaptarprogramas de
pieza
Leer y emitirprogramas y
datos
Visualización dealarmas,
visualización service
Adaptar datos CNa la máquina,ajuste sistema
Editar datos paraprogramas/gestión
de herramientas
CICLOSSólo parala opción "ciclos"
Campos de manejo
Pasos a seguir
Al pulsar la tecla "Conmutación de campo" se visualizan los campos de manejo en la barra horizontal de menú y los modos de operación en la barra vertical de menú. Desde cada situación de manejo es posible conmutar con esta tecla en la barra de menú de campo y seleccionar otro modo de operación u otro campo de manejo.
1 11/2006 Introducción1.3 Campos de manejo
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 1-19
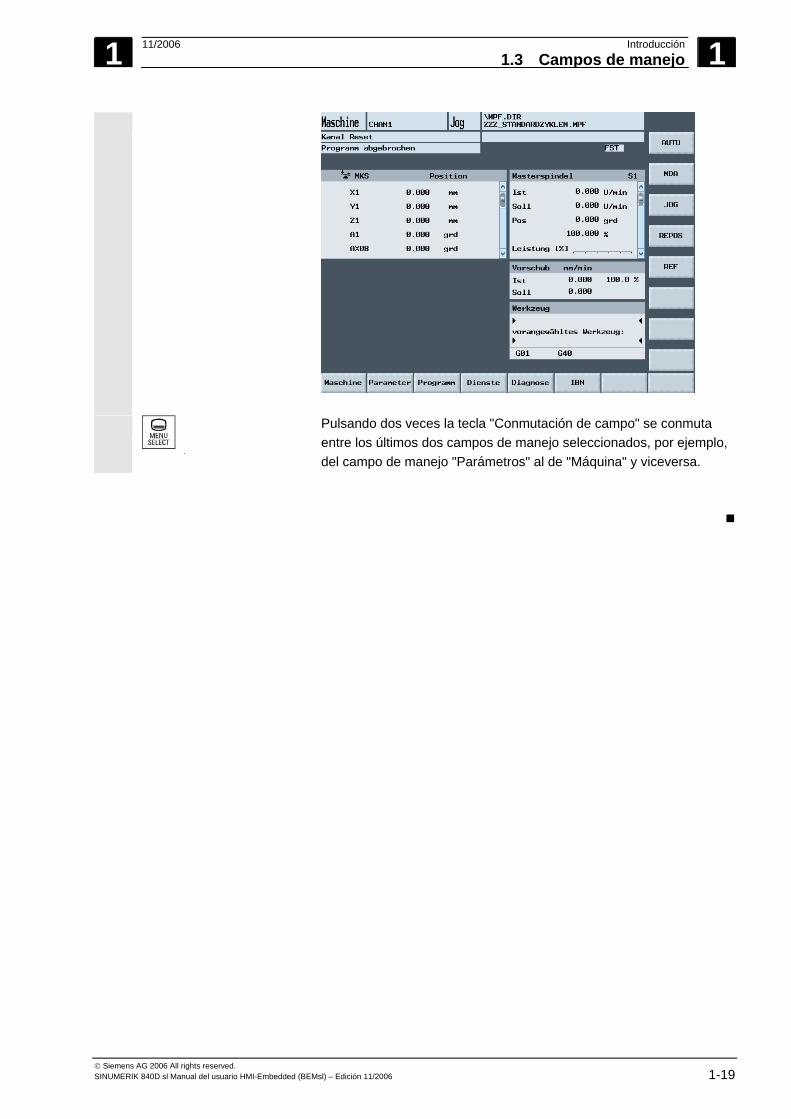
Pulsando dos veces la tecla "Conmutación de campo" se conmuta entre los últimos dos campos de manejo seleccionados, por ejemplo, del campo de manejo "Parámetros" al de "Máquina" y viceversa.

1 Introducción 11/2006 1.3 Campos de manejo
1
© Siemens AG 2006 All rights reserved. 1-20 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
2 11/2006 Componentes de manejo/Sucesiones de operaciones 2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-21
Componentes de manejo/Sucesiones de operaciones 2.1 Paneles de operador................................................................................................. 2-22
2.1.1 Teclas del panel de operador ................................................................................... 2-23
2.2 Panel de mando de máquina.................................................................................... 2-27
2.3 Teclas del panel de mando de máquina................................................................... 2-28 2.3.1 Pulsador de parada de emergencia.......................................................................... 2-28 2.3.2 Modos de operación y funciones de máquina .......................................................... 2-28 2.3.3 Mando del avance..................................................................................................... 2-30 2.3.4 Mando del cabezal.................................................................................................... 2-31 2.3.5 Interruptor de llave .................................................................................................... 2-33 2.3.6 Mando de programas................................................................................................ 2-34 2.3.7 Teclado estándar de PC MF-II.................................................................................. 2-35
2.4 Distribución de la pantalla......................................................................................... 2-36 2.4.1 Vista de conjunto ...................................................................................................... 2-36 2.4.2 Indicación global de estado de la máquina............................................................... 2-38 2.4.3 Indicación de la influenciación del programa............................................................ 2-41
2.5 Secuencias de manejo generales............................................................................. 2-42 2.5.1 Vista general y selección de programas................................................................... 2-42 2.5.2 Seleccionar y abrir directorio/fichero ........................................................................ 2-43 2.5.3 Editor......................................................................................................................... 2-43 2.5.4 Programación de contornos...................................................................................... 2-45 2.5.5 Vista general del programa....................................................................................... 2-45 2.5.6 Conmutar ventana de menú ..................................................................................... 2-45 2.5.7 Editar entradas/valores ............................................................................................. 2-46 2.5.8 Confirmar/cancelar entrada ...................................................................................... 2-47 2.5.9 Editar programa de pieza con el editor ASCII .......................................................... 2-47 2.5.10 Conmutar canal......................................................................................................... 2-53 2.5.11 Calculadora............................................................................................................... 2-55 2.5.12 Entrada de ajustes .................................................................................................... 2-56 2.5.13 Pantalla de estado de error "Blue Screen" ............................................................... 2-57
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.1 Paneles de operador
2
© Siemens AG 2006 All rights reserved. 2-22 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
2.1 Paneles de operador Ejemplo
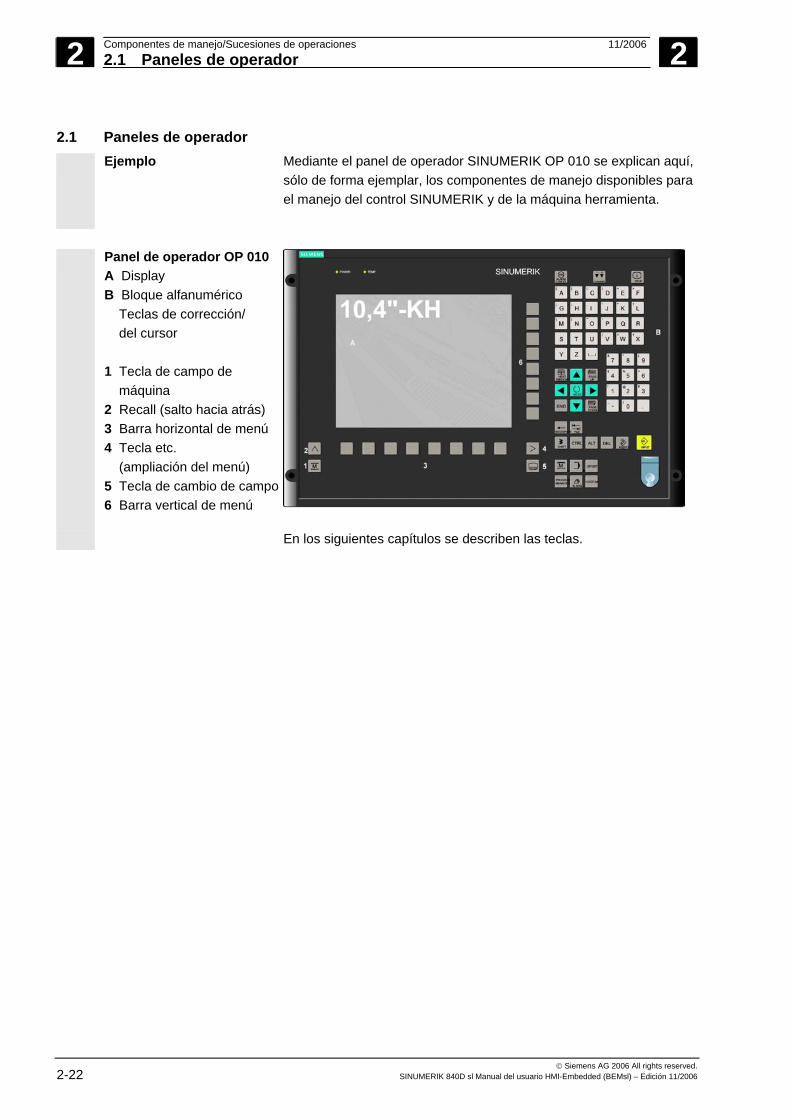
Mediante el panel de operador SINUMERIK OP 010 se explican aquí, sólo de forma ejemplar, los componentes de manejo disponibles para el manejo del control SINUMERIK y de la máquina herramienta.
Panel de operador OP 010
A Display B Bloque alfanumérico Teclas de corrección/ del cursor 1 Tecla de campo de máquina 2 Recall (salto hacia atrás) 3 Barra horizontal de menú 4 Tecla etc. (ampliación del menú) 5 Tecla de cambio de campo 6 Barra vertical de menú
En los siguientes capítulos se describen las teclas.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.1 Paneles de operador
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-23
2.1.1 Teclas del panel de operador
A continuación se ilustran y aclaran los elementos del teclado de operador y la representación en esta documentación. Las teclas marcadas con * corresponden a la versión para los EE.UU.
MACHINE Salto directo al campo de manejo "Máquina".
Tecla Recall Retroceso al menú de orden superior. Mediante "Recall", se cierra una ventana.
Tecla etc. Ampliación de la barra de menú horizontal en el mismo menú.
MENU SELECT Desde cada campo de manejo y cada situación se puede visualizar con esta tecla el menú básico. Pulsando dos veces la tecla cambia del campo manejo actual al anterior. El menú básico estándar se divide en los siguientes campos de manejo: 1. Máquina 2. Parámetros 3. Programa 4. Servicios 5. Diagnóstico 6. Puesta en marcha
ALARM CANCEL Pulsando esta tecla se acusa la alarma identificada con este signo de borrado.
CHANNEL En varios canales se puede realizar una conmutación de canal (desde el canal 1 hasta el n). Si se ha configurado un "Menú de canal" se visualizarán en el pulsador de menú todas las conexiones de comunicación con sus canales. (Ver también el apartado "Conmutar canal").
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.1 Paneles de operador
2
© Siemens AG 2006 All rights reserved. 2-24 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
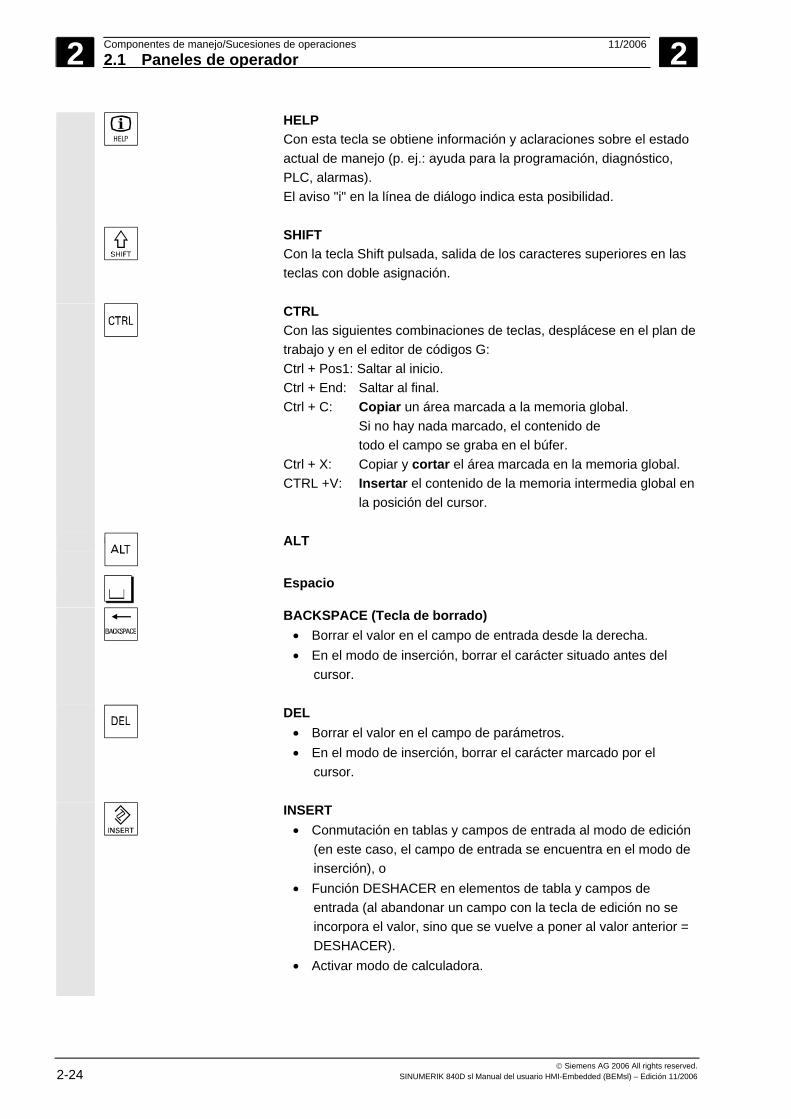
HELP Con esta tecla se obtiene información y aclaraciones sobre el estado actual de manejo (p. ej.: ayuda para la programación, diagnóstico, PLC, alarmas). El aviso "i" en la línea de diálogo indica esta posibilidad.
SHIFT Con la tecla Shift pulsada, salida de los caracteres superiores en las teclas con doble asignación.
CTRL Con las siguientes combinaciones de teclas, desplácese en el plan de trabajo y en el editor de códigos G: Ctrl + Pos1: Saltar al inicio. Ctrl + End: Saltar al final. Ctrl + C: Copiar un área marcada a la memoria global. Si no hay nada marcado, el contenido de todo el campo se graba en el búfer. Ctrl + X: Copiar y cortar el área marcada en la memoria global. CTRL +V: Insertar el contenido de la memoria intermedia global en la posición del cursor.
ALT
Espacio
BACKSPACE (Tecla de borrado) • Borrar el valor en el campo de entrada desde la derecha. • En el modo de inserción, borrar el carácter situado antes del
cursor.
DEL • Borrar el valor en el campo de parámetros. • En el modo de inserción, borrar el carácter marcado por el
cursor.
INSERT • Conmutación en tablas y campos de entrada al modo de edición
(en este caso, el campo de entrada se encuentra en el modo de inserción), o
• Función DESHACER en elementos de tabla y campos de entrada (al abandonar un campo con la tecla de edición no se incorpora el valor, sino que se vuelve a poner al valor anterior = DESHACER).
• Activar modo de calculadora.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.1 Paneles de operador
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-25
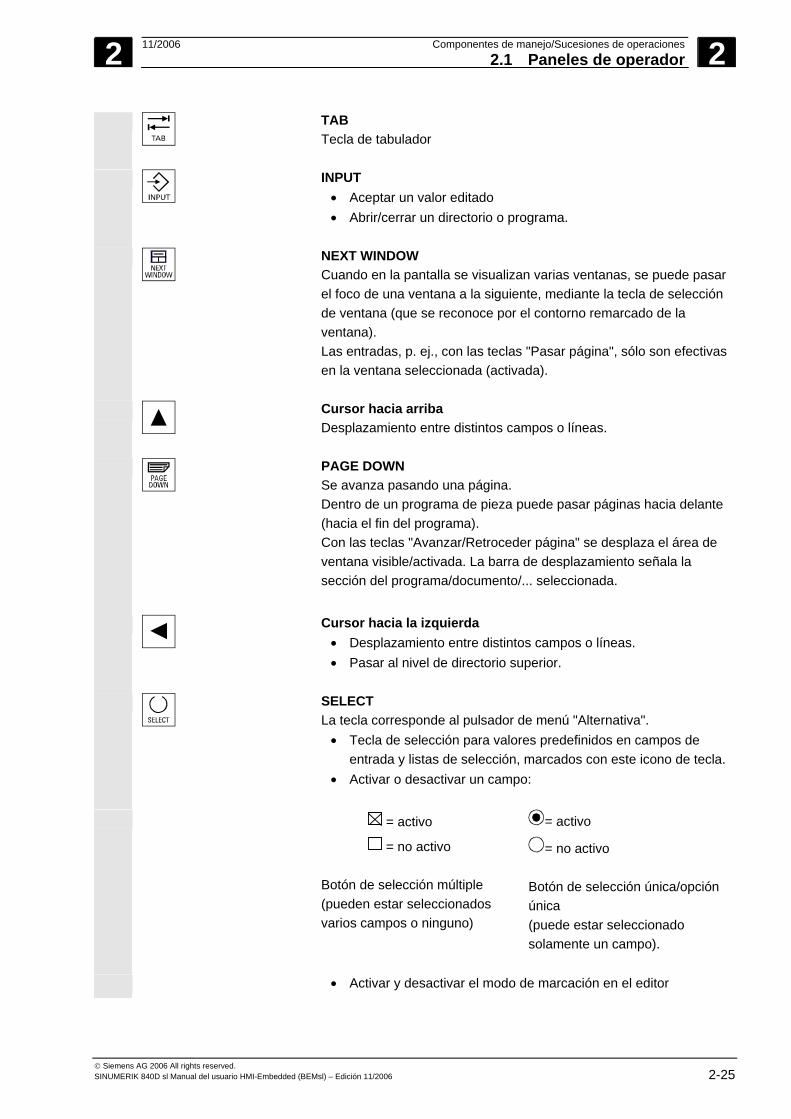
TAB Tecla de tabulador
INPUT • Aceptar un valor editado • Abrir/cerrar un directorio o programa.
NEXT WINDOW Cuando en la pantalla se visualizan varias ventanas, se puede pasar el foco de una ventana a la siguiente, mediante la tecla de selección de ventana (que se reconoce por el contorno remarcado de la ventana). Las entradas, p. ej., con las teclas "Pasar página", sólo son efectivas en la ventana seleccionada (activada).
Cursor hacia arriba Desplazamiento entre distintos campos o líneas.
PAGE DOWN Se avanza pasando una página. Dentro de un programa de pieza puede pasar páginas hacia delante (hacia el fin del programa). Con las teclas "Avanzar/Retroceder página" se desplaza el área de ventana visible/activada. La barra de desplazamiento señala la sección del programa/documento/... seleccionada.
Cursor hacia la izquierda • Desplazamiento entre distintos campos o líneas. • Pasar al nivel de directorio superior.
SELECT La tecla corresponde al pulsador de menú "Alternativa".
• Tecla de selección para valores predefinidos en campos de entrada y listas de selección, marcados con este icono de tecla.
• Activar o desactivar un campo:
= activo
= no activo Botón de selección múltiple (pueden estar seleccionados varios campos o ninguno)
= activo
= no activo Botón de selección única/opción única (puede estar seleccionado solamente un campo).
• Activar y desactivar el modo de marcación en el editor
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.1 Paneles de operador
2
© Siemens AG 2006 All rights reserved. 2-26 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
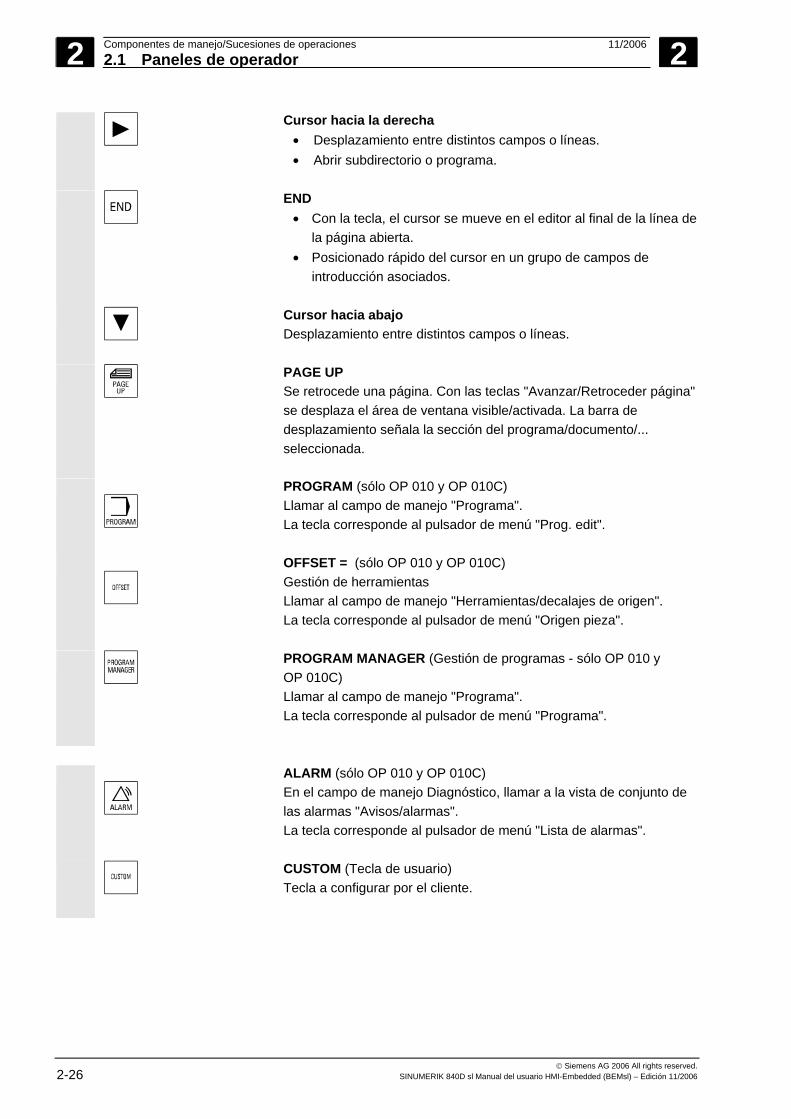
Cursor hacia la derecha • Desplazamiento entre distintos campos o líneas. • Abrir subdirectorio o programa.
END • Con la tecla, el cursor se mueve en el editor al final de la línea de
la página abierta. • Posicionado rápido del cursor en un grupo de campos de
introducción asociados.
Cursor hacia abajo Desplazamiento entre distintos campos o líneas.
PAGE UP Se retrocede una página. Con las teclas "Avanzar/Retroceder página" se desplaza el área de ventana visible/activada. La barra de desplazamiento señala la sección del programa/documento/... seleccionada.
PROGRAM (sólo OP 010 y OP 010C) Llamar al campo de manejo "Programa". La tecla corresponde al pulsador de menú "Prog. edit".
OFFSET = (sólo OP 010 y OP 010C) Gestión de herramientas Llamar al campo de manejo "Herramientas/decalajes de origen". La tecla corresponde al pulsador de menú "Origen pieza".
PROGRAM MANAGER (Gestión de programas - sólo OP 010 y OP 010C) Llamar al campo de manejo "Programa". La tecla corresponde al pulsador de menú "Programa".
ALARM (sólo OP 010 y OP 010C) En el campo de manejo Diagnóstico, llamar a la vista de conjunto de las alarmas "Avisos/alarmas". La tecla corresponde al pulsador de menú "Lista de alarmas".
CUSTOM (Tecla de usuario) Tecla a configurar por el cliente.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.2 Panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-27
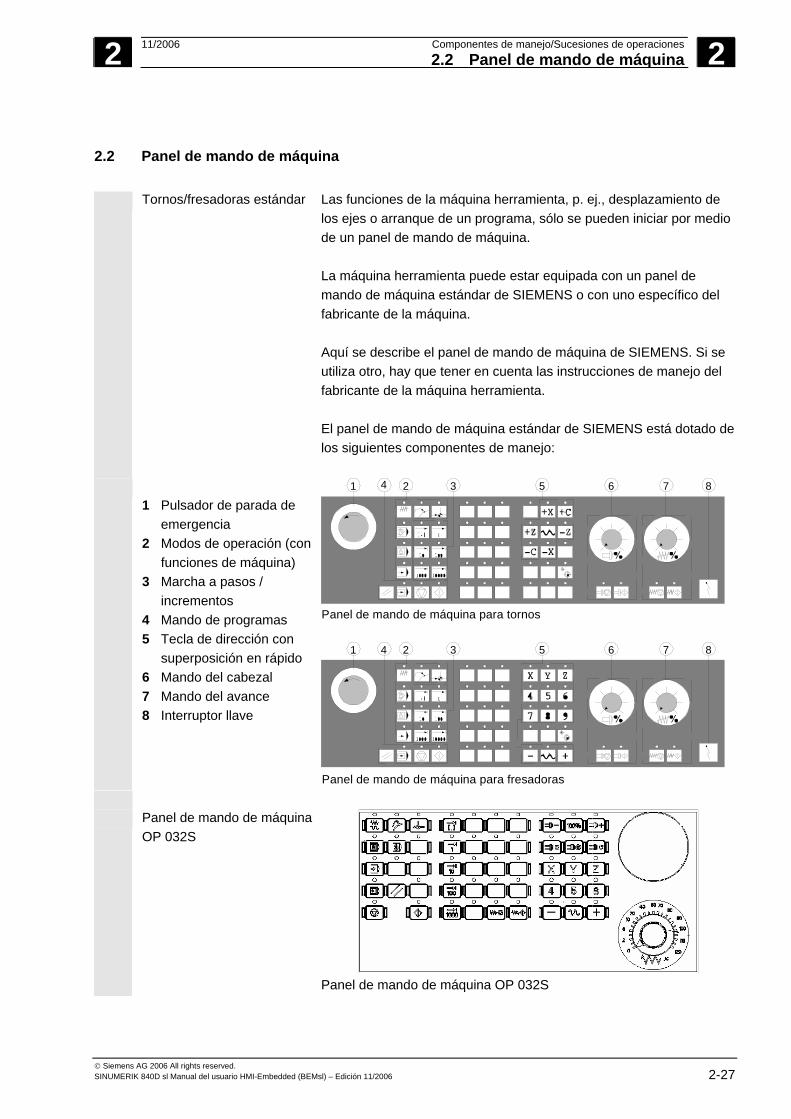
2.2 Panel de mando de máquina Tornos/fresadoras estándar Las funciones de la máquina herramienta, p. ej., desplazamiento de
los ejes o arranque de un programa, sólo se pueden iniciar por medio de un panel de mando de máquina. La máquina herramienta puede estar equipada con un panel de mando de máquina estándar de SIEMENS o con uno específico del fabricante de la máquina. Aquí se describe el panel de mando de máquina de SIEMENS. Si se utiliza otro, hay que tener en cuenta las instrucciones de manejo del fabricante de la máquina herramienta. El panel de mando de máquina estándar de SIEMENS está dotado de los siguientes componentes de manejo:
1 Pulsador de parada de
emergencia 2 Modos de operación (con
funciones de máquina) 3 Marcha a pasos /
incrementos 4 Mando de programas 5 Tecla de dirección con superposición en rápido 6 Mando del cabezal 7 Mando del avance 8 Interruptor llave
1 4 2 3 5 6 7 8
1 4 2 3 5 6 7 8
Panel de mando de máquina para tornos
Panel de mando de máquina para fresadoras Panel de mando de máquina
OP 032S
Panel de mando de máquina OP 032S
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.3 Teclas del panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. 2-28 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
2.3 Teclas del panel de mando de máquina
2.3.1 Pulsador de parada de emergencia
Accionar el pulsador rojo en situaciones de emergencia: 1. Si existe peligro para la vida de personas 2. Si existe riesgo de daños en la máquina o en la pieza Generalmente, la parada de emergencia hace que se detengan todos los accionamientos con el mayor par de frenado posible. Otras reacciones a la parada de emergencia:
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
2.3.2 Modos de operación y funciones de máquina
Pulsando la tecla "Modos de operación" se selecciona el modo de operación correspondiente, si es admisible; todos los demás modos de operación y funciones se desactivan.
El modo de operación activado se señaliza y confirma al iluminarse el correspondiente LED.
Jog
Jog Seleccionar el modo de manejo "Máquina manual". Desplazamiento convencional de los ejes mediante: • Movimiento continuo de los ejes por medio de las teclas de
dirección • Movimiento incremental de los ejes por medio de las teclas de
dirección • Volante
Teach In
Teach In Creación de programas en diálogo con la máquina, en el modo de operación "MDA".
MDA
MDA (Manual Data Automatic) Seleccionar el modo de manejo "Máquina Automático". Mando de la máquina mediante ejecución de una secuencia o sucesión de secuencias. La introducción de secuencias se realiza a través del panel de operador.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.3 Teclas del panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-29
Auto
Automático Seleccionar el modo de manejo "Máquina Automático". Mando de la máquina mediante ejecución automática de programas.
Teclas Inc Las funciones "Inc" se activan en combinación con los siguientes
modos de servicio: • Modo "JOG" • Modo "MDA/Teach In"
*VAR
VAR (Incremental Feed variable) Desplazamiento incremental con incremento variable (ver campo de manejo Parámetros, Datos del usuario).
1
10
100
1000
10000
Inc (Incremental Feed) Desplazamiento incremental con incremento fijo por defecto de 1, 10, 100, 1000 ó 10000.
La evaluación del incremento depende de un dato de máquina.
¡Observar las indicaciones del fabricante de la máquina! Funciones de máquina
Repos
Repos Reposicionamiento Reposicionamiento, retorno a una posición definida sobre el contorno en el modo de operación "Jog".
Ref Point
Ref Point Búsqueda del punto de referencia Aproximación al punto de referencia (Ref) en el modo de operación "Jog".
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.3 Teclas del panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. 2-30 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
2.3.3 Mando del avance
Avance corrección del rápido (Selector de corrección del avance)
Margen de regulación: 0% a 120% del avance programado. Con desplazamiento rápido, no se sobrepasa el valor 100%. Ajustes: 0%, 1%, 2%, 4%, 6%, 8%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 75%, 80%, 85%, 90%, 95%, 100%, 105%, 110%, 115%, 120%
Feed Stop
Feed Stop
• La ejecución del programa en curso se detiene • Los accionamientos de eje se paran de forma controlada • Se ilumina el correspondiente LED, tan pronto como el control acepta la "Parada avance" • Aparece FST (=Feed Stop) en el encabezamiento (indicación de
influenciación) Ejemplo: − En el modo "MDA" se detecta un error durante la ejecución de una
secuencia. − Se tiene que realizar un cambio de herramienta.
Feed Start
Feed Start
Cuando se acciona la tecla "Marcha avance": • El programa de pieza continúa en la secuencia actual • El avance aumenta al valor especificado por el programa • Se ilumina el correspondiente LED, tan pronto como el control
acepta "Marcha avance"
Teclas de ejes (para tornos):
X
Y Z
El eje seleccionado (X…Z) se desplaza.
Teclas de ejes (para fresadoras):
Z.... 9th Axis
Seleccionar el eje (X … 9)
+
con la tecla "+" para el desplazamiento en sentido positivo o bien
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.3 Teclas del panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-31
con la tecla"–" para el desplazamiento en sentido negativo.
Rapid
Rapid Desplazar eje en rápido (velocidad más rápida).
Fabricante de la máquina − Los valores de incremento indicados y el margen de regulación son válidos para máquinas estándar.
− ¡Los valores de incremento y el margen de regulación pueden haber sido modificados por el fabricante de la máquina herramienta en función de la aplicación!
− La velocidad de avance/rápido y los valores para las posiciones de corrección del avance (cuando el interruptor de corrección del avance está también activado para desplazamiento rápido) se han establecido a través de un dato de máquina.
¡Observar las indicaciones del fabricante de la máquina!
WCS MCS
WCS/MCS (MKS/WKS) Conmutar entre el sistema de coordenadas de herramienta (WKS) y el sistema de coordenadas de máquina (MKS).
2.3.4 Mando del cabezal
Corrección del cabezal (Interruptor de corrección de la velocidad de giro del cabezal)
• El selector giratorio, dotado de muescas, permite aumentar o disminuir la velocidad de giro programada "S" (que equivale a un 100%).
• La velocidad "S" ajustada para el cabezal se visualiza en pantalla, en la imagen "Cabezales" a modo de valor absoluto y en tanto por ciento (pulsador de menú vertical en la imagen básica).
Margen de regulación: 50% a 120% de la velocidad programada para el cabezal Paso: 5% de una muesca a la siguiente
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.3 Teclas del panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. 2-32 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Spindle Stop
Parada del cabezal
Cuando se oprime la tecla "Parada cabezal": • Se reduce la velocidad de giro del cabezal hasta el reposo • El LED correspondiente se ilumina, tan pronto como se produce la
"Parada cabezal" Ejemplo: • Para realizar un cambio de herramienta • Para introducir funciones S, T, H, y M durante la Preparación
Spindle Start
Marcha cabezal
Cuando se oprime la tecla "Marcha cabezal": • La velocidad de giro del cabezal aumenta hasta el valor prescrito
por el programa • El LED correspondiente se ilumina, tan pronto como "Marcha
cabezal" es aceptado por el control
Fabricante de la máquina − El incremento indicado y el margen de regulación son válidos para
datos de máquina estándar (DM). Es posible que el fabricante de la máquina herramienta haya modificado estos datos en concordancia con la aplicación de la máquina.
− La velocidad máxima del cabezal y los valores para la posición de corrección de la misma están fijados mediante el dato de máquina o el dato del operador (ver las indicaciones del fabricante de la máquina herramienta).
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.3 Teclas del panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-33
2.3.5 Interruptor de llave
Interruptor de llave SIEMENS
El interruptor de llave del SINUMERIK 840D, 810D tiene 4 posiciones a las que están asignados los niveles de protección 4 a 7.
Fabricante de la máquina La asignación de funciones a las distintas posiciones del interruptor de llave puede realizarla el fabricante de la máquina. Con ayuda de datos de máquina es posible permitir el acceso a programas, datos y funciones según el usuario. Al interruptor le pertenecen tres llaves de distintos colores que se pueden retirar en las posiciones indicadas:
Posiciones de interruptor
Posición 0 Sin llave Nivel de protección 7 Posición 1 Llave 1, negro Nivel de protección 6 Posición 2 Llave 1, verde Nivel de protección 5 Posición 3 Llave 1, rojo Nivel de protección 4
Derecho de acceso más bajo
⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ↓ Derecho de acceso
más alto
Cambio del derecho de acceso
El cambio del derecho de acceso (p. ej.: modificando la posición del interruptor de llave) no implica automáticamente el refresco de la pantalla actual, sino sólo de la pantalla siguiente (p. ej.: cierre y abertura de un directorio). Al ejecutar una función se comprueban los derechos de acceso actualmente válidos.
Si el PLC está en estado de parada, no se consulta el estado de Stop del panel de mando de la máquina. En este caso, las posiciones del interruptor de llave no se evalúan durante el arranque.
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.3 Teclas del panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. 2-34 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Palabras clave (contraseña de acceso)
A fin de establecer el derecho de acceso, se tiene adicionalmente la posibilidad de introducir tres claves en el campo de manejo "Puesta en marcha". Si está activa una palabra clave, las posiciones del interruptor de llave no son relevantes.
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded,
apartado 4: Protección contra el acceso mediante contraseña e interruptor de llave
2.3.6 Mando de programas
Cycle Start
Inicio ciclo Iniciar la ejecución de un programa seleccionado; el correspondiente LED se enciende.
Cycle Stop
Parada ciclo Detener la ejecución de un programa de pieza en curso; el correspondiente LED se enciende. Reanudar la ejecución pulsando la tecla (Cycle-Start).
Single Block
Single Block Ejecutar un programa de pieza secuencia a secuencia. La función "Secuencia a secuencia" se puede activar en los modos de operación "Automático" y "MDA". Cuando está activada, luce el correspondiente LED en el panel de mando de máquina. Cuando está activada la ejecución secuencia a secuencia:
• Se muestra en pantalla (en la línea Indicación de influenciación del programa) Parada en el ciclo
• Se visualiza (en estado de interrupción) en la línea Aviso de servicio de canal el texto "Parada: Terminada secuencia en bloque a bloque (sec. a sec.)"
• La secuencia actual del programa de pieza no se ejecuta hasta que se pulsa la tecla "Cycle Start"
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.3 Teclas del panel de mando de máquina
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-35
• El programa se detiene automáticamente una vez que se ha ejecutado la secuencia
• La siguiente secuencia puede ejecutarse accionando de nuevo la tecla "Cycle Start"
La función se cancela si se vuelve a pulsar la tecla "Secuencia a secuencia". El estado actual aparece en la indicación de influenciación del programa (visualización del estado global de la máquina, ver capítulo 2: Distribución de la pantalla)
La función depende del ajuste en "Influenciación del programa" en el campo de manejo Máquina.
Reset
Reset (Reponer)
• Se cancela la ejecución del programa de pieza actual. • Los mensajes de la vigilancia se borran (excepto alarmas
POWER ON, Cycle-Start y "Confirmar alarma"). • El canal se pone en el estado "Reset", es decir:
− El NCK permanece sincronizado con la máquina − El control se encuentra en posición preferencial y preparado
para una nueva ejecución del programa Ver también:
Bibliografía /FB1/ K1: Descripción de funciones BAG (GCS), Canal modo de programa
2.3.7 Teclado estándar de PC MF-II
Es posible conectar un teclado de PC estándar. No obstante, además de este teclado se necesita un panel de mando de máquina.
Las teclas de funciones especiales del panel de operador también pueden utilizarse con el teclado estándar de PC. La tabla siguiente muestra en qué teclas están los pulsadores de menú horizontales y verticales:
F1 F2 F3 F4 F5 F6 F7 F8 F9 F10 F11 F12Tecladoestándarde PC
conSHIFT
puls.vert.
1
puls.vert.
2
puls.vert.
3vert.
4vert.
5vert.
6vert.
8
puls.horiz.
1
puls.horiz.
2
puls.horiz.
3
puls.horiz.
4
puls.horiz.
5
puls.horiz.
6
puls.horiz.
8
sinSHIFT
puls. puls. puls. puls.puls.vert.
7
puls.horiz.
7
CUSTOM
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.4 Distribución de la pantalla
2
© Siemens AG 2006 All rights reserved. 2-36 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
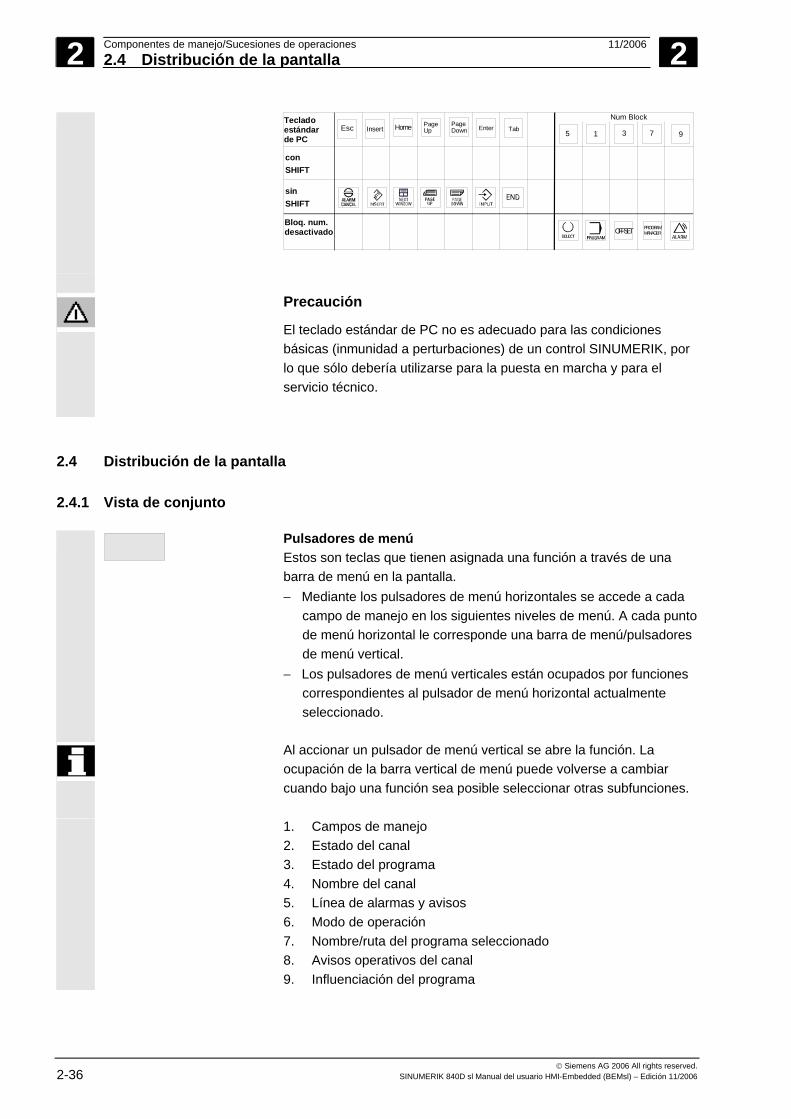
Esc Insert 1
Home PageUp
PageDown Enter
Tecladoestándarde PC
conSHIFT
sinSHIFT
Tab
Bloq. num.desactivado
5 3
OFFSET
7
PROGRAMMANAGER
9
Num Block
Precaución
El teclado estándar de PC no es adecuado para las condiciones básicas (inmunidad a perturbaciones) de un control SINUMERIK, por lo que sólo debería utilizarse para la puesta en marcha y para el servicio técnico.
2.4 Distribución de la pantalla
2.4.1 Vista de conjunto
Pulsadores de menú Estos son teclas que tienen asignada una función a través de una barra de menú en la pantalla. − Mediante los pulsadores de menú horizontales se accede a cada
campo de manejo en los siguientes niveles de menú. A cada punto de menú horizontal le corresponde una barra de menú/pulsadores de menú vertical.
− Los pulsadores de menú verticales están ocupados por funciones correspondientes al pulsador de menú horizontal actualmente seleccionado.
Al accionar un pulsador de menú vertical se abre la función. La ocupación de la barra vertical de menú puede volverse a cambiar cuando bajo una función sea posible seleccionar otras subfunciones.
1. Campos de manejo 2. Estado del canal 3. Estado del programa 4. Nombre del canal 5. Línea de alarmas y avisos 6. Modo de operación 7. Nombre/ruta del programa seleccionado 8. Avisos operativos del canal 9. Influenciación del programa
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.4 Distribución de la pantalla
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-37
10. Posibilidad de consultar explicaciones adicionales (ayuda) i Se puede mostrar información a través de la tecla i ^ Recall: retorno al menú anterior > etc.: ampliación de la barra de menú horizontal en el mismo Menú
11. Ventana de trabajo y visualizaciones CN
Se visualizan las ventanas de trabajo disponibles (editor de programas) y las visualizaciones CN (avance, herramienta) del campo de manejo seleccionado. Los datos de posición en la ventana de trabajo muestran delante de la unidad el símbolo de diámetro ∅ si el eje actual es un eje transversal y está ajustado el sistema de coordenadas de herramienta. Si se anula la programación de diámetro con DIAMOF, desaparece también el símbolo delante de la unidad.
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.4 Distribución de la pantalla
2
© Siemens AG 2006 All rights reserved. 2-38 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
12. Línea de diálogo con indicaciones para el operador
Para la función seleccionada aparecen aquí indicaciones para el operador (si están disponibles).
13. Foco La ventana seleccionada se identifica por un marco propio. La línea de encabezamiento de la ventana se visualiza en vídeo inverso. Aquí se activan las entradas del panel del operador.
14. Barra horizontal de menú 15. Barra vertical de menú
Las funciones de pulsadores de menú disponibles para el campo de manejo seleccionado se visualizan en las barras de menú horizontal y vertical (equivalen a F1 ~ F8 en el teclado completo).
2.4.2 Indicación global de estado de la máquina
1 Campos de manejo Se visualiza el campo de manejo actualmente seleccionado (Máquina,Parámetros, Programa, Servicios, Diagnóstico, Puesta en marcha).
2 Estado del canal Se indica el estado actual del canal: • Reset canal • Canal interrumpido • Canal activo
3 Estado del programa Se emite el estado actual del programa de pieza que se está procesando: • Programa interrumpido • Programa en curso • Programa parado
4 Nombre del canal Nombre del canal en el que se está ejecutando el programa.
5 Línea de alarmas y avisos • Alarmas y avisos o • Notas que se integraron en el programa de pieza con la orden de
mando MSG (si no hay ninguna alarma activa)
6 Visualización del modo de operación
Se visualiza el modo de operación seleccionado momentáneamente: Jog, MDA o Auto (Automático).
7 Nombre del programa El programa se puede ejecutar con "Cycle Start".
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.4 Distribución de la pantalla
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-39
8 Avisos operativos del canal
123456789
10
Parada: falta CN preparado servicio Parada: falta GCS (GMO) preparado servicio Parada: PARADA EMERGENCIA activa Parada: activa alarma con Stop Parada: M0/M1 activa Parada: terminó secuencia en secuencia a secuencia Parada: stop ciclo activo Esperar: falta habilitar lectura Esperar: falta habilitar avance Esperar: tiempo de espera restante: ... seg.
1112131415
Esperar: falta acuse de func. aux. Esperar: falta habilitar eje Esperar: no alcanzó parada precisa Esperar: a eje de posicionamiento Esperar: a cabezal
1617181920
Esperar: a otro canal Esperar: corrección del avance en 0% Parada: secuencia CN errónea Esperar: a secuencias CN externas Esperar: por instrucción SYNACT
21222324252627282930
Esperar: búsqueda secuencia activa Esperar: falta habilitar cabezal Esperar: valor avance ejes es 0 Esperar: a acuse cambio de herramienta Esperar: a cambio escalón de reductor Esperar: a regulación de posición Esperar: a primer corte de rosca Esperar: Esperar: a estampado Esperar: a servicio seguro
313233
34353637
Parada: falta canal preparado Parada: está activo vaivén (oscilación) Parada: activo cambio de eje (cambio de secuencia impedido debido a que se ha disparado un cambio de eje) Esperar: a giro de contenedor ejes Esperar: eje AXCT como eje esclavo activo Esperar: eje AXCT como eje maestro activo Esperar: eje AXCT cambia a seguimiento
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.4 Distribución de la pantalla
2
© Siemens AG 2006 All rights reserved. 2-40 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
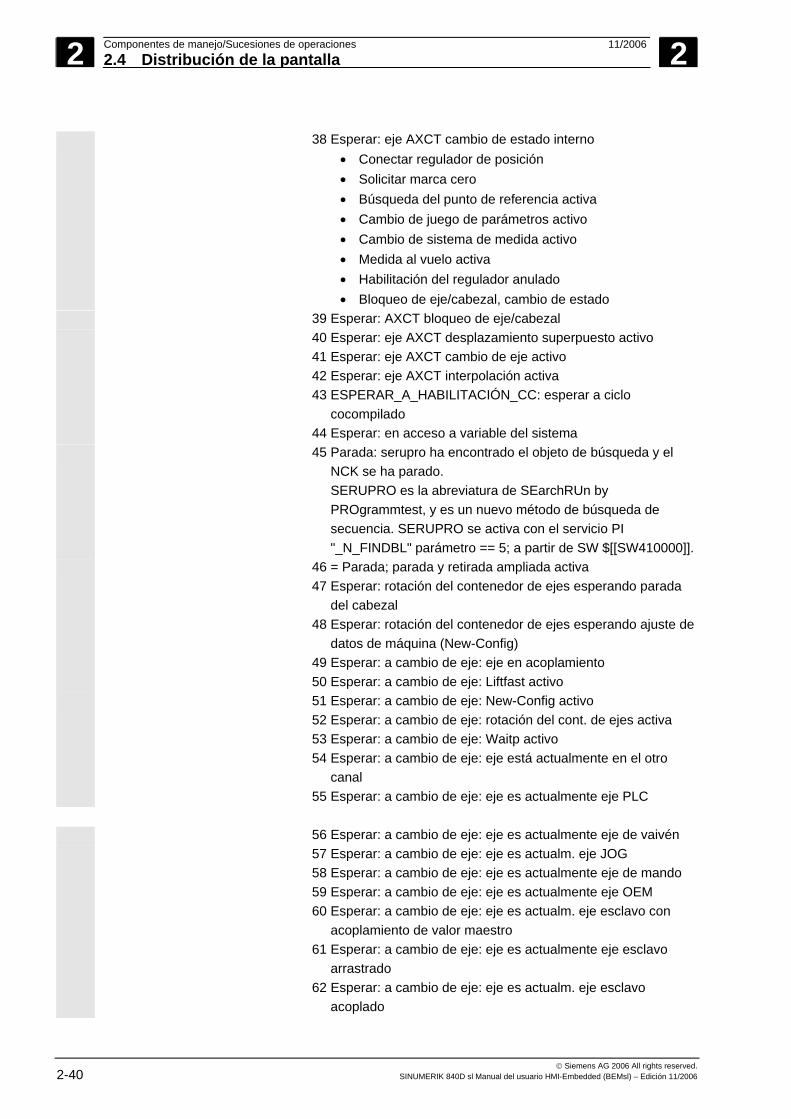
38 Esperar: eje AXCT cambio de estado interno
• Conectar regulador de posición • Solicitar marca cero • Búsqueda del punto de referencia activa • Cambio de juego de parámetros activo • Cambio de sistema de medida activo • Medida al vuelo activa • Habilitación del regulador anulado • Bloqueo de eje/cabezal, cambio de estado
39 40 41 42 43
44
Esperar: AXCT bloqueo de eje/cabezal Esperar: eje AXCT desplazamiento superpuesto activo Esperar: eje AXCT cambio de eje activo Esperar: eje AXCT interpolación activa ESPERAR_A_HABILITACIÓN_CC: esperar a ciclo cocompilado Esperar: en acceso a variable del sistema
45 Parada: serupro ha encontrado el objeto de búsqueda y el NCK se ha parado. SERUPRO es la abreviatura de SEarchRUn by PROgrammtest, y es un nuevo método de búsqueda de secuencia. SERUPRO se activa con el servicio PI "_N_FINDBL" parámetro == 5; a partir de SW $[[SW410000]].
46 47
48
49 50
= Parada; parada y retirada ampliada activa Esperar: rotación del contenedor de ejes esperando parada del cabezal Esperar: rotación del contenedor de ejes esperando ajuste de datos de máquina (New-Config) Esperar: a cambio de eje: eje en acoplamiento Esperar: a cambio de eje: Liftfast activo
51 52 53 54
55
Esperar: a cambio de eje: New-Config activo Esperar: a cambio de eje: rotación del cont. de ejes activa Esperar: a cambio de eje: Waitp activo Esperar: a cambio de eje: eje está actualmente en el otro canal Esperar: a cambio de eje: eje es actualmente eje PLC
56
57 58 59 60
61
62
Esperar: a cambio de eje: eje es actualmente eje de vaivén Esperar: a cambio de eje: eje es actualm. eje JOG Esperar: a cambio de eje: eje es actualmente eje de mando Esperar: a cambio de eje: eje es actualmente eje OEM Esperar: a cambio de eje: eje es actualm. eje esclavo con acoplamiento de valor maestro Esperar: a cambio de eje: eje es actualmente eje esclavo arrastrado Esperar: a cambio de eje: eje es actualm. eje esclavo acoplado
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.4 Distribución de la pantalla
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-41
9 Influenciación de programa Se visualizan las funciones que han sido activadas
(ajustables a través de "Influenciación del programa").
2.4.3 Indicación de la influenciación del programa
Son visibles solamente las funciones que fueron activadas (ajustables a través de la "Influenciación del programa"). La línea de estado se visualiza independientemente del menú seleccionado.
SKP
Secuencia opcional
Bibliografía /PG/ Instrucciones de programación Conceptos, apartado 2
DRY Avance de recorrido de prueba
Los desplazamientos se efectúan con el valor de avance prescrito mediante el dato de operador "Avance de recorrido de prueba". Este avance actúa en lugar de las órdenes de desplazamiento programadas.
ROV Corrección del rápido
El selector de corrección para el avance actúa también en el avance en marcha rápida.
M01 Parada programada
Estando la función activada, la ejecución del programa se detiene en las secuencias en que está programada la función adicional M01. En la pantalla se indica entonces "Parada: M00/M01 activa". El mecanizado se vuelve a iniciar con la tecla "Marcha CN". Si la función no está activada, se ignora la función adicional M01 (del programa depieza).
M101 Parada al final del ciclo
Según la opción activada.
DRF Selección de DRF
Estando activada la función "DRF", se considera un decalaje DRF.
PRT Prueba del programa
En la prueba del programa, se bloquea la salida del valor de consigna hacia los ejes y cabezales. La visualización del valor de consigna "simula" los movimientos de desplazamiento.
FST Parada de avance
Se visualiza "Parada avance activa".
Esta función no se activa/desactiva a través de la influenciación del programa, sino a través de las teclas de arranque de avance/parada de avance en el panel de mando de la máquina.
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-42 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
2.5 Secuencias de manejo generales
Teclas En todos los campos de manejo y menús se dispone de una serie de teclas y de pulsadores de menú, cuyas funciones son idénticas en todos los campos de manejo.
Funciones Se describen funciones que se pueden seleccionar en varios modos de operación.
2.5.1 Vista general y selección de programas
Funcionamiento
Después de haber seleccionado una lista de piezas o de programas, se pueden habilitar o bloquear programas y piezas individuales para su ejecución.
Pasos a seguir
En el campo de manejo "Servicios" o "Máquina" está seleccionado el modo "Auto". Está seleccionado el canal correspondiente. El canal se encuentra en el estado Reset. La pieza/el programa a seleccionar existe en la memoria.
Se visualiza un listado de todos los directorios de piezas/programas existentes.
Posicionar el cursor en la pieza/el programa pretendido.
Seleccionar la pieza/el programa para la ejecución.
Selección programa
El nombre de la pieza seleccionada se visualiza en la parte superior de la pantalla, a saber, en el campo "Nombre del programa". El programa es a su vez cargado.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-43
2.5.2 Seleccionar y abrir directorio/fichero
Las "Teclas de dirección" permiten situar el cursor en el directorio/fichero pretendido. Introduciendo un carácter con el teclado alfanumérico, el cursor se posiciona, dentro de la visualización, en el siguiente nombre que comience con el carácter introducido.
Abrir/cerrar directorio:
Con la tecla "INPUT" se abre un directorio. Con "Recall" se puede volver a cerrar.
Abrir fichero:
Con la tecla "INPUT" se abre un fichero si éste se desea editar en el editor ASCII. Este último se abre automáticamente.
2.5.3 Editor
Funcionamiento
El editor permite crear, completar y modificar programas y textos (p. ej.: textos de alarma).
Fabricante de la máquina
¡Observar las indicaciones del fabricante de la máquina!
Abrir segunda ventana de editor: Tiene la posibilidad de abrir un segundo programa y visualizarlo en
pantalla al lado del programa que ya se encuentra abierto.
Pasos a seguir
2o fichero
Pulse la tecla de ampliación. El menú de pulsadores horizontal muestra el pulsador "2º fichero". Tras accionar este pulsador, seleccione otro programa y ábralo con la tecla Input. Entonces, ambas ventanas de editor se representan en pantalla una al lado de otra.
La tecla "NEXT WINDOW" permite pasar de una ventana a otra.
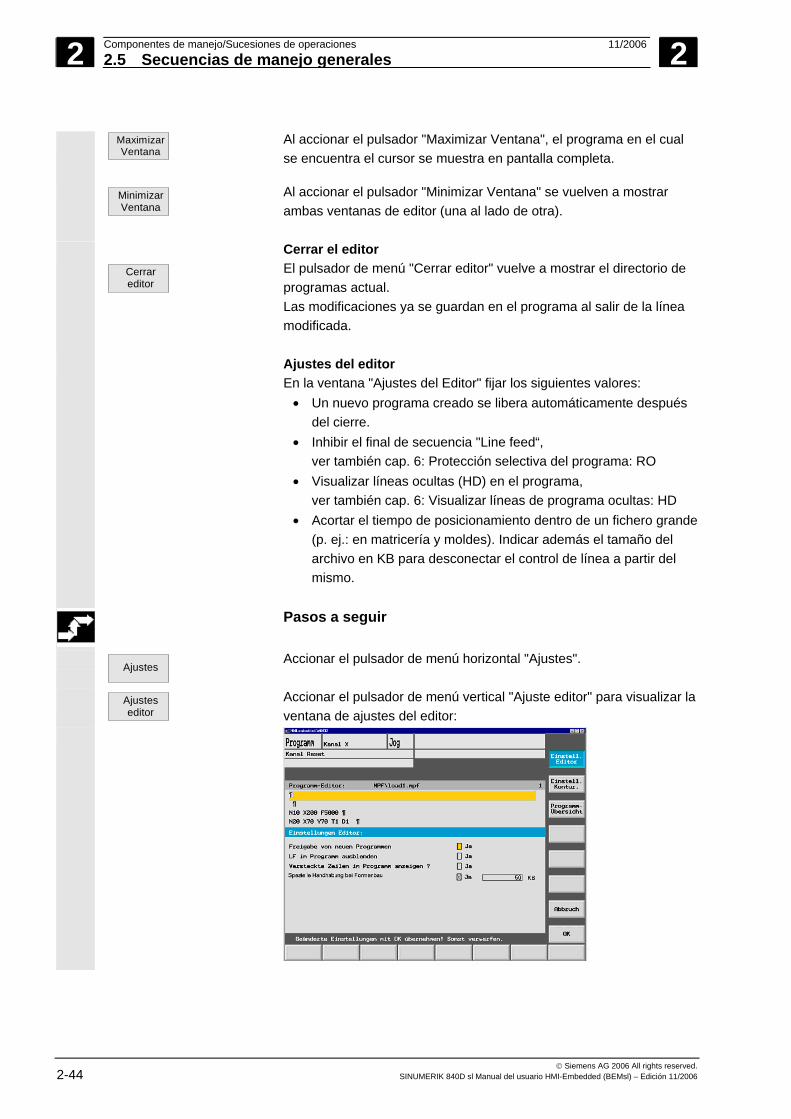
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-44 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Maximizar Ventana
Al accionar el pulsador "Maximizar Ventana", el programa en el cual se encuentra el cursor se muestra en pantalla completa.
Minimizar Ventana
Al accionar el pulsador "Minimizar Ventana" se vuelven a mostrar ambas ventanas de editor (una al lado de otra).
Cerrar editor
Cerrar el editor El pulsador de menú "Cerrar editor" vuelve a mostrar el directorio de programas actual. Las modificaciones ya se guardan en el programa al salir de la línea modificada.
Ajustes del editor En la ventana "Ajustes del Editor" fijar los siguientes valores:
• Un nuevo programa creado se libera automáticamente después del cierre.
• Inhibir el final de secuencia "Line feed“, ver también cap. 6: Protección selectiva del programa: RO
• Visualizar líneas ocultas (HD) en el programa, ver también cap. 6: Visualizar líneas de programa ocultas: HD
• Acortar el tiempo de posicionamiento dentro de un fichero grande (p. ej.: en matricería y moldes). Indicar además el tamaño del archivo en KB para desconectar el control de línea a partir del mismo.
Pasos a seguir
Ajustes
Accionar el pulsador de menú horizontal "Ajustes".
Ajustes editor
Accionar el pulsador de menú vertical "Ajuste editor" para visualizar la ventana de ajustes del editor:
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-45
2.5.4 Programación de contornos
Ajustes contorno
Accionar el pulsador de menú “Ajuste contorno” para visualizar la ventana para realizar los ajustes de programación de contorno.
• Introduzca en “Emisión de texto al finalizar la programación de contorno”, en la primera línea, el texto que deba aparecer tras cada contorno (p. ej.: “Fin de contorno”).
• Ajuste tecnológico predeterminado: Seleccionar “tornear” • Visualización de los pulsadores de menú para elementos de
contorno en forma de iconos o de texto
Procedimiento posterior, ver capítulo 6: Programación libre de contornos
2.5.5 Vista general del programa
Programa: vista gen.
Accionar el pulsador de menú “Programa: vista gen.” para poder seleccionar una unidad, de entre las que ha creado, que será ofrecida automáticamente como directorio estándar, p. ej., al grabar.
2.5.6 Conmutar ventana de menú
Con la tecla "NEXT WINDOW" puede conmutar entres las distintas ventanas de menú. Esto sólo es necesario si se desea trabajar con la ventana correspondiente a través del panel del operador. El foco (se distingue por una representación diferente de la cabecera de la ventana y por un contorno propio) cambia a la ventana de menú seleccionada.
Desplazamiento dentro de la ventana de menú:
Si el contenido de una ventana se compone de más información de la que se puede visualizar, aparece una barra de desplazamiento de forma que pueda pasar de página con las teclas “PAGE DOWN/PAGE UP“.
Posicionar el cursor en la ventana de menú:
Las Teclas de dirección permiten posicionar el cursor en el lugar deseado de la ventana de menú.
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-46 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
2.5.7 Editar entradas/valores
Si se desean editar entradas/valores, la tecla correspondiente se visualiza siempre automáticamente en el campo de introducción, a la derecha. Existen los siguientes campos de introducción:
1. Campos de selección (simple o múltiple): Con la Tecla “Select" se activa y desactiva un campo de selección.
Botón de selección múltiple (pueden estar seleccionados varios campos o ninguno) = activo
= no activo
Botón de selección simple/campo de selección (puede estar seleccionado solamente un campo)
= activo
= no activo
2. Campos de introducción: Posicionar el cursor sobre el campo de introducción y comenzar a
escribir. En el momento en que se comienza a escribir se cambia automáticamente al modo de introducción.
Confirmar siempre la entrada con la tecla "INPUT". El valor es aceptado.
Para proceder a modificar un valor ya existente, accionando la tecla "INSERT" podrá cambiar al modo de introducción. Introducir el valor o la expresión (p. ej.: nombre del fichero, etc.) mediante el teclado alfanumérico.
En algunos campos existe la posibilidad de elegir entre varios valores predeterminados con la tecla "SELECT".
En el editor sólo se visualizan los caracteres que se introducen a través del teclado del panel de operador.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-47
2.5.8 Confirmar/cancelar entrada
Confirmar entrada:
OK
Con el pulsador de menú "OK" se aceptan estas entradas. La función seleccionada se ejecuta. La ventana se cierra y vuelve al nivel de menú desde donde se realizó la llamada.
Cancelar
Cancelar entrada: Con el pulsador de menú "Cancelar" se desechan las entradas. La función seleccionada se cancela. Se cierra la ventana actual y se vuelve al nivel de menú desde el que se realizó la llamada. Esto corresponde, p. ej., a la vuelta atrás desde una función (barra vertical de menú).
La tecla de edición puede usarse para deshacer, cuando se deseche la entrada/el cambio hecho. En este caso no se abandona la ventana actual.
El menú actual en la barra horizontal de pulsadores se abandona y se vuelve al nivel de menú desde el que se realizó la llamada.
2.5.9 Editar programa de pieza con el editor ASCII
Funcionamiento
El editor ofrece las siguientes funciones: • Conmutar entre modo de inserción y de sobreescritura • Marcar, copiar o borrar un bloque • Insertar bloque • Posicionar el cursor/Buscar/Reemplazar un texto • Crear un contorno (asistente para la programación) • Parametrizar los ciclos (taladrar, fresar, tornear) • Iniciar simulación • Decompilar (ciclos, programación libre de contorno) • Renumerar secuencias • Cambiar los ajustes
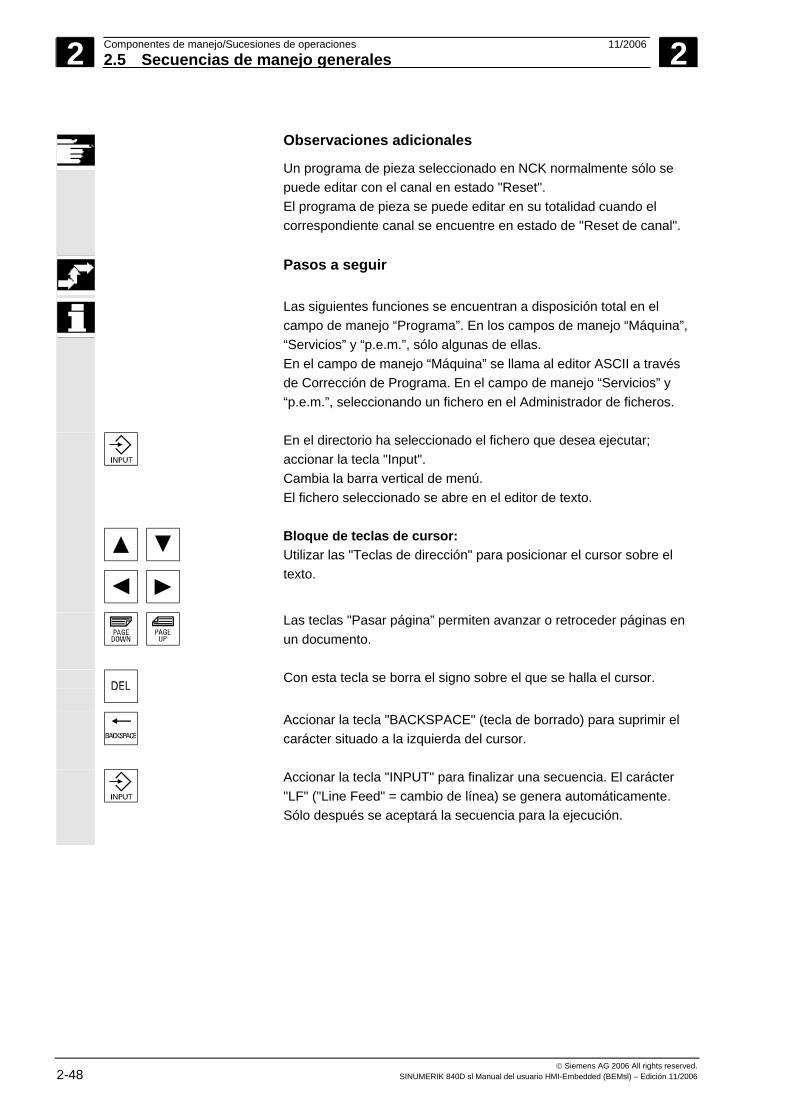
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-48 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Observaciones adicionales
Un programa de pieza seleccionado en NCK normalmente sólo se puede editar con el canal en estado "Reset". El programa de pieza se puede editar en su totalidad cuando el correspondiente canal se encuentre en estado de "Reset de canal".
Pasos a seguir
Las siguientes funciones se encuentran a disposición total en el campo de manejo “Programa”. En los campos de manejo “Máquina”, “Servicios” y “p.e.m.”, sólo algunas de ellas. En el campo de manejo “Máquina” se llama al editor ASCII a través de Corrección de Programa. En el campo de manejo “Servicios” y “p.e.m.”, seleccionando un fichero en el Administrador de ficheros.
En el directorio ha seleccionado el fichero que desea ejecutar; accionar la tecla "Input". Cambia la barra vertical de menú. El fichero seleccionado se abre en el editor de texto.
Bloque de teclas de cursor: Utilizar las "Teclas de dirección" para posicionar el cursor sobre el texto.
Las teclas "Pasar página” permiten avanzar o retroceder páginas en un documento.
Con esta tecla se borra el signo sobre el que se halla el cursor.
Accionar la tecla "BACKSPACE" (tecla de borrado) para suprimir el carácter situado a la izquierda del cursor.
Accionar la tecla "INPUT" para finalizar una secuencia. El carácter "LF" ("Line Feed" = cambio de línea) se genera automáticamente. Sólo después se aceptará la secuencia para la ejecución.
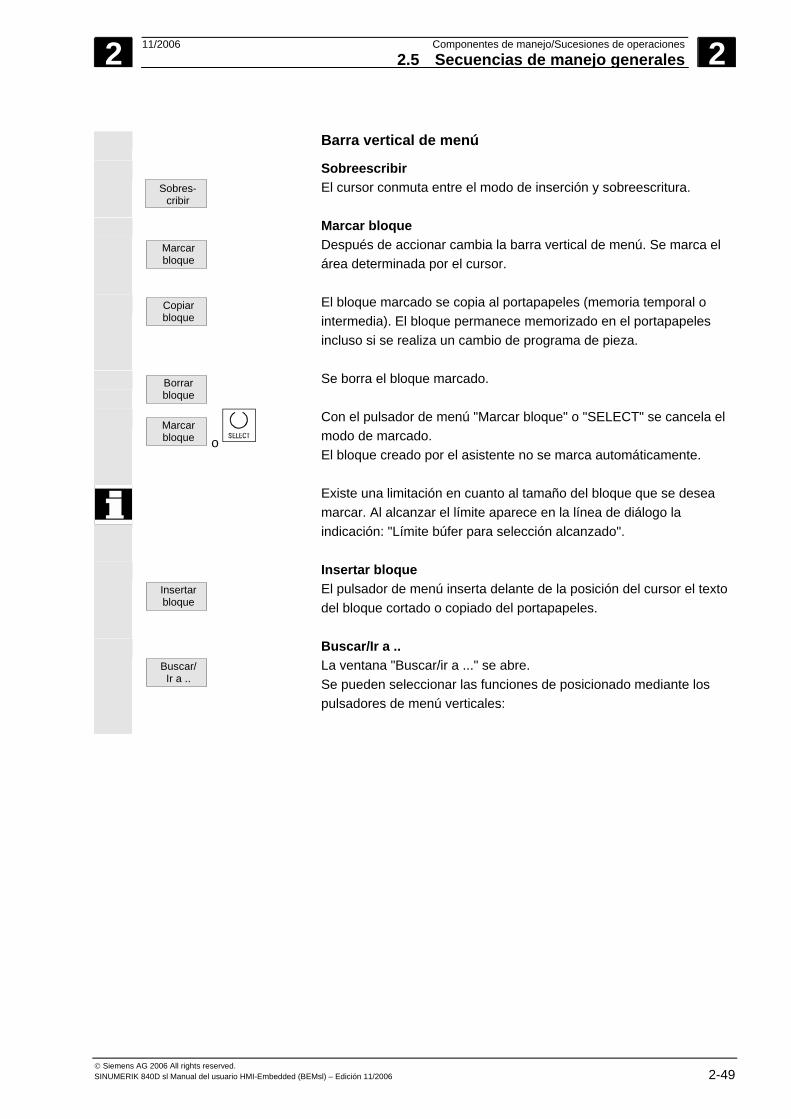
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-49
Barra vertical de menú
Sobres-
cribir
Sobreescribir El cursor conmuta entre el modo de inserción y sobreescritura.
Marcar bloque
Marcar bloque Después de accionar cambia la barra vertical de menú. Se marca el área determinada por el cursor.
Copiar bloque
El bloque marcado se copia al portapapeles (memoria temporal o intermedia). El bloque permanece memorizado en el portapapeles incluso si se realiza un cambio de programa de pieza.
Borrar bloque
Se borra el bloque marcado.
Marcar bloque o
Con el pulsador de menú "Marcar bloque" o "SELECT" se cancela el modo de marcado. El bloque creado por el asistente no se marca automáticamente.
Existe una limitación en cuanto al tamaño del bloque que se desea marcar. Al alcanzar el límite aparece en la línea de diálogo la indicación: "Límite búfer para selección alcanzado".
Insertar bloque
Insertar bloque El pulsador de menú inserta delante de la posición del cursor el texto del bloque cortado o copiado del portapapeles.
Buscar/ Ir a ..
Buscar/Ir a .. La ventana "Buscar/ir a ..." se abre. Se pueden seleccionar las funciones de posicionado mediante los pulsadores de menú verticales:
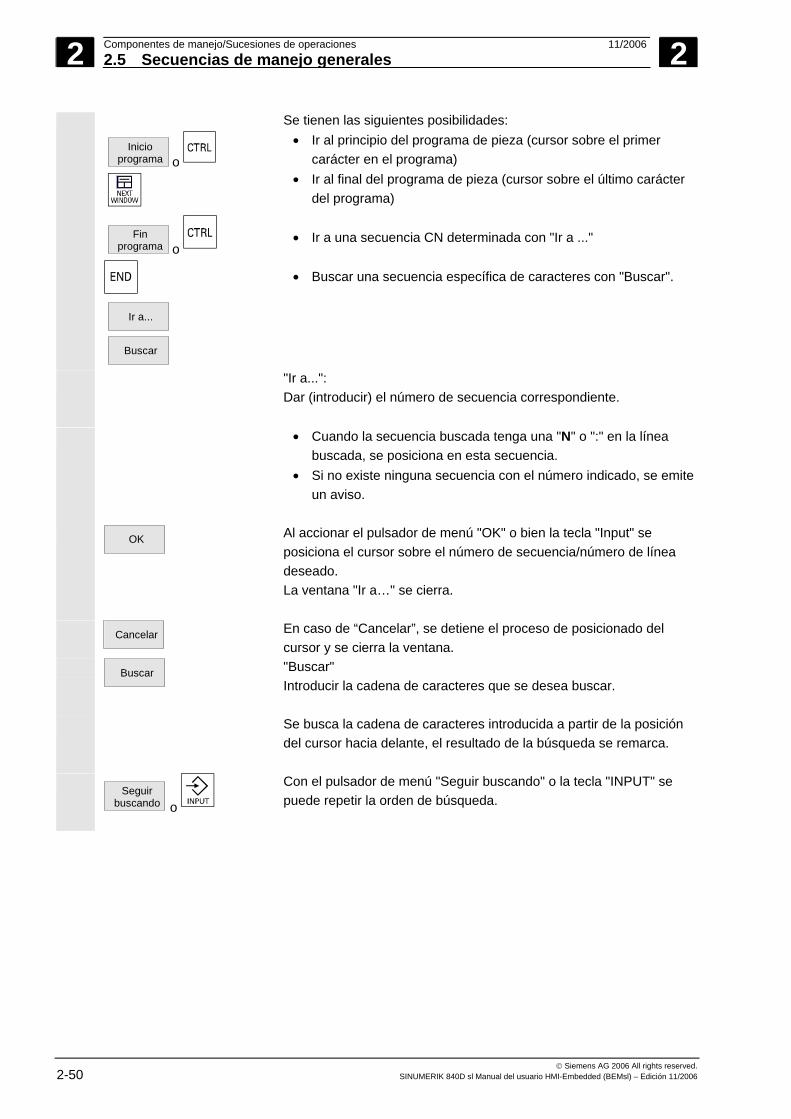
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-50 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Inicio
programa o
Fin
programa o
Ir a...
Buscar
Se tienen las siguientes posibilidades: • Ir al principio del programa de pieza (cursor sobre el primer
carácter en el programa) • Ir al final del programa de pieza (cursor sobre el último carácter
del programa) • Ir a una secuencia CN determinada con "Ir a ..." • Buscar una secuencia específica de caracteres con "Buscar".
"Ir a...": Dar (introducir) el número de secuencia correspondiente.
• Cuando la secuencia buscada tenga una "N" o ":" en la línea buscada, se posiciona en esta secuencia.
• Si no existe ninguna secuencia con el número indicado, se emite un aviso.
OK
Al accionar el pulsador de menú "OK" o bien la tecla "Input" se posiciona el cursor sobre el número de secuencia/número de línea deseado. La ventana "Ir a…" se cierra.
Cancelar
En caso de “Cancelar”, se detiene el proceso de posicionado del cursor y se cierra la ventana.
Buscar
"Buscar" Introducir la cadena de caracteres que se desea buscar.
Se busca la cadena de caracteres introducida a partir de la posición del cursor hacia delante, el resultado de la búsqueda se remarca.
Seguir
buscando o
Con el pulsador de menú "Seguir buscando" o la tecla "INPUT" se puede repetir la orden de búsqueda.
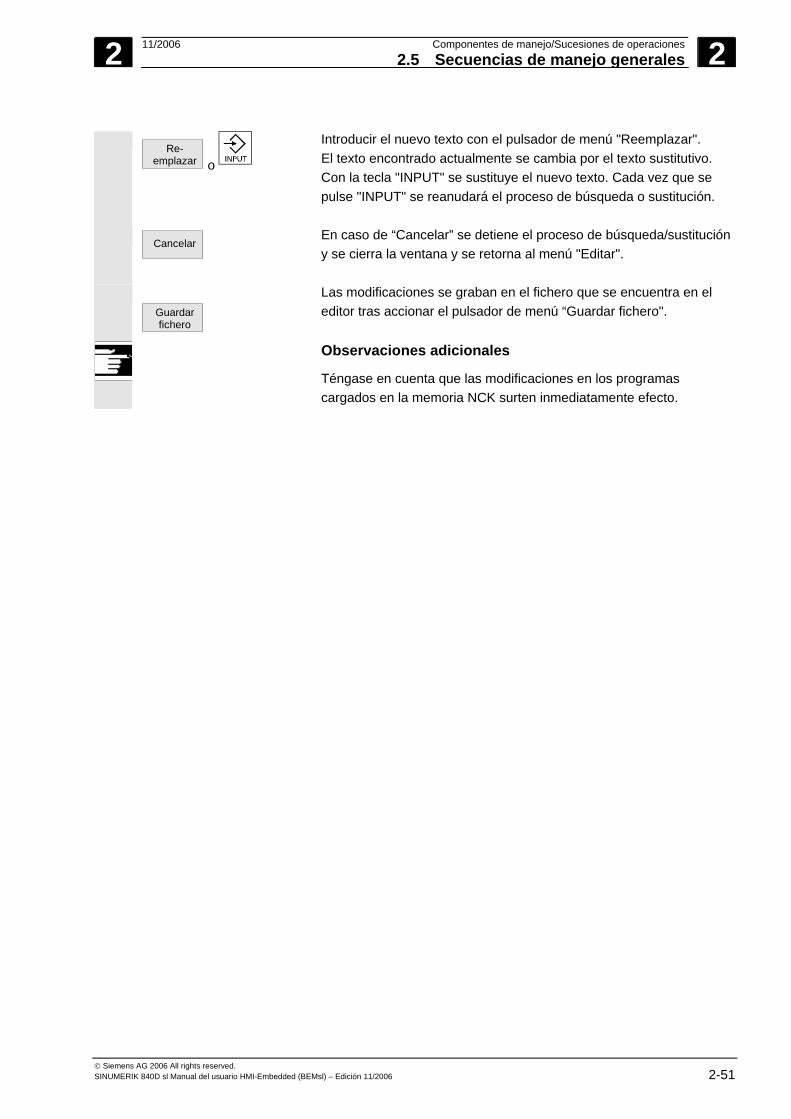
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-51
Re-emplazar o
Introducir el nuevo texto con el pulsador de menú "Reemplazar". El texto encontrado actualmente se cambia por el texto sustitutivo. Con la tecla "INPUT" se sustituye el nuevo texto. Cada vez que se pulse "INPUT" se reanudará el proceso de búsqueda o sustitución.
Cancelar
En caso de “Cancelar” se detiene el proceso de búsqueda/sustitución y se cierra la ventana y se retorna al menú "Editar".
Guardar fichero
Las modificaciones se graban en el fichero que se encuentra en el editor tras accionar el pulsador de menú “Guardar fichero".
Observaciones adicionales
Téngase en cuenta que las modificaciones en los programas cargados en la memoria NCK surten inmediatamente efecto.
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-52 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Barra horizontal de menú
Programación libre de contornos Ayuda
Contorno
nuevo Con los pulsadores de menú "Ayuda" y "Contorno nuevo" se abre la programación de contorno libre.
Aceptar contorno
Se inserta la secuencia de programa de pieza con su parametrización dentro del programa de pieza.
Parametrización de ciclos
Se dispone de las siguientes funciones para el apoyo en la programación:
• Taladrar, fresar, tornear (ciclos) • Contorno (programación de contorno libre)
Taladrar
Fresar
Tornear
Los pulsadores de menú verticales Taladrar, Fresar y Tornear abren la correspondiente parametrización de los ciclos. Introducir los nuevos valores para parametrizar el ciclo.
OK
Se inserta la secuencia de programa de pieza con su parametrización dentro del programa de pieza. Ejemplo: CICLO81 (110, 100, 2, 35)
Bibliografía /PGZ/Instrucciones de programación ciclos
Simulación Simulacción
Se abre la simulación. Pulsando las teclas "Cycle Start" se inicia la simulación gráfica. Véase el apartado: 6, apartado "Simulación de programas"
Decompilar Si a los pasos del programa (ciclo/contorno) ya les han sido asignados los parámetros, pero se los quiere cambiar, es posible visualizar y editar sus valores y su correspondiente significado.
Posicionar el cursor en el editor de texto sobre la línea con el paso de programa (ciclo/contorno) al cual le quiere cambiar el parámetro.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-53
Re-
compilar
Aparece la máscara con la que se parametrizó el ciclo/contorno.
Modificar los parámetros.
OK
La secuencia del programa de pieza se inserta automáticamente con la nueva parametrización.
Renumerar nuevo
Se procede a renumerar las secuencias del programa llamadas en el editor atendiendo a los valores introducidos bajo el pulsador de menú "Ajustes". Al seleccionar el pulsador de menú se abre otra ventana. Introduzca el "número de secuencia", así como el "incremento".
Fabricante de la máquina Los ajustes del sistema de coordenadas y la definición de la
tecnología a usar se realizan con los datos de máquina. ¡Observar las indicaciones del fabricante de la máquina!
Bibliografía
/IAM/IM2, Puesta en marcha HMI Embedded
2.5.10 Conmutar canal
En caso de haber varios canales se puede conmutar de canal. Como se pueden asignar cada uno de los canales a los diferentes grupos de modo (GMO/GCS), el cambio de canal implica un cambio del GMO/GCScorrespondiente. Si se ha configurado un "Menú de canal" se visualizarán en el pulsador de menú todas las conexiones de comunicación.
Estados de canal En cada modo de operación se pueden producir los siguientes
estados de canal: 1. Reset canal
La máquina se encuentra en el estado inicial, p. ej., tras la conexión o el fin de programa. El estado inicial lo define el fabricante de la máquina herramienta desde el programa de PLC.
2. Canal activo
Se ha iniciado un programa, se está ejecutando el programa o bien se está efectuando la aproximación al punto de referencia.
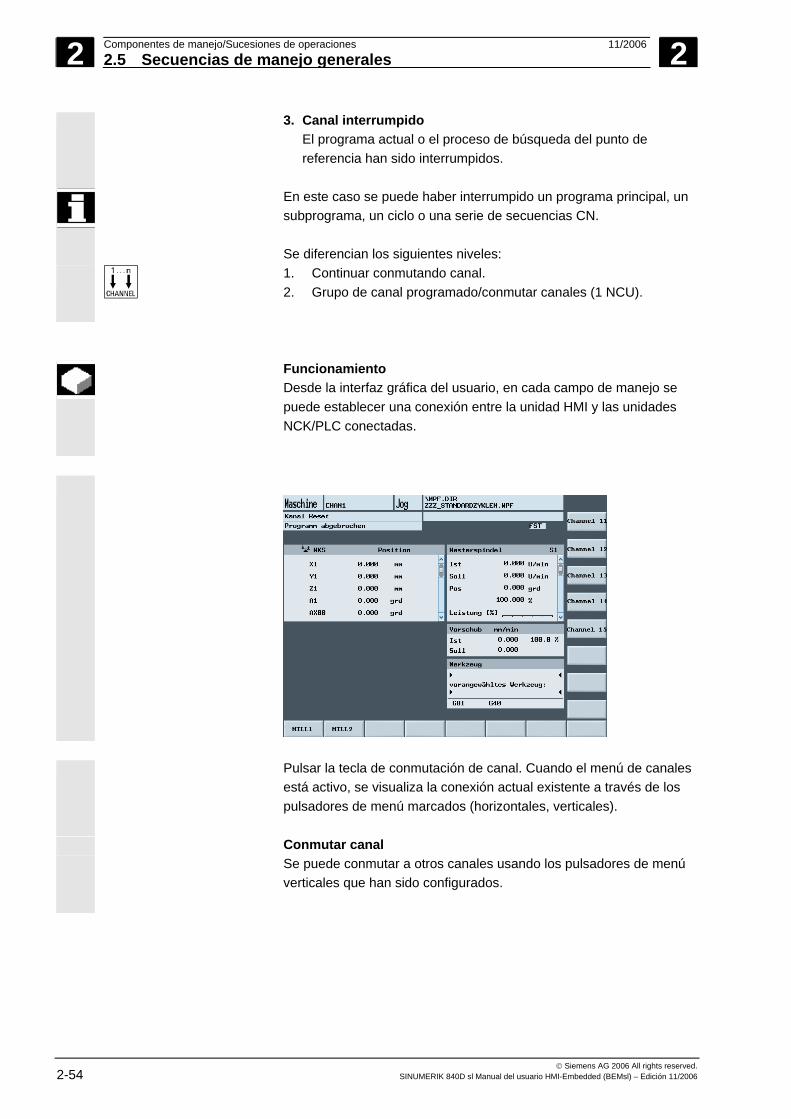
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-54 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
3. Canal interrumpido El programa actual o el proceso de búsqueda del punto de referencia han sido interrumpidos.
En este caso se puede haber interrumpido un programa principal, un
subprograma, un ciclo o una serie de secuencias CN.
Se diferencian los siguientes niveles:
1. Continuar conmutando canal. 2. Grupo de canal programado/conmutar canales (1 NCU).
Funcionamiento Desde la interfaz gráfica del usuario, en cada campo de manejo se puede establecer una conexión entre la unidad HMI y las unidades NCK/PLC conectadas.
Pulsar la tecla de conmutación de canal. Cuando el menú de canales
está activo, se visualiza la conexión actual existente a través de los pulsadores de menú marcados (horizontales, verticales).
Conmutar canal Se puede conmutar a otros canales usando los pulsadores de menú verticales que han sido configurados.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-55
Observaciones adicionales
• Con la selección de un pulsador de menú se inicia una selección de canal.
• Los canales configurados en el menú de canales, pero que en el NCK correspondiente están definidos como espacio libre de canal, no se visualizan.
2.5.11 Calculadora
Requisitos: El cursor está sobre un campo de entrada o de entrada/salida.
=
Con la tecla "Igual a" se cambia al modo Calculadora. Si en este estado se introduce un signo aritmético (+, –, /, *), seguido de un valor (p. ej.: 13.5) y
se acciona después la tecla de entrada, el valor introducido a continuación se calcula con el valor anterior. Si el campo de entrada/salida se abre con la tecla INPUT o la tecla "Igual a", el editor se encuentra en el estado de Introducción; si por el contrario, se abre el campo con un carácter o signo, el editor se encuentra en el modo Sobreescritura.
Ventana de ayuda Cuando está activado el modo Calculadora, se puede abrir una ventana de ayuda con la tecla Info que describe el manejo del editor de introducción.
2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-56 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
2.5.12 Entrada de ajustes
Funcionamiento Para identificar una introducción de ajuste (fitting) se utiliza la letra "F" ("f"). Después, se indican el diámetro y la longitud. A continuación, la clasificación de tolerancia y la identificación de calidad de tolerancia. Se calcula la media aritmética a partir de los valores límite superior e inferior y se visualiza en el campo.
Nota
No es posible especificar ángulos.
Ejemplo: F20H7 Esta entrada representa 20H7 ó: F20h7 Esta entrada representa 20h7 F = Introducción de ajuste 20 = Diámetro/longitud (1... 500 mm) H (h) = Clase de tolerancia (clasificaciones de tolerancia para taladros y ejes: A, B, C, D, E, F, G, H, J, JS, T, U, V, X, Y, Z, ZA, ZB, ZC) 7 = Identificación de calidad de tolerancia (01… 18, norma DIN 7150 limita el margen!)
Limitaciones 1. Sólo es posible introducir diámetros y longitudes con enteros. 2. La clasificación J permite las calidades 6, 7, 8. 3. La clasificación j sólo permite las calidades 5, 6, 7 y 8 para
diámetros 1...3 mm. 4. Las clasificaciones P, R, S; T, U, V, X, Y, Z, ZA, ZB, ZC, p, r, s, t,
u, v, x, y, z, za, zb, zc sólo permiten las calidades 8...18. 5. Las calidades CD, EF, FG, cd, ef, fg sólo son posibles hasta 10
mm. 6. Según norma: Clasificación T, t sólo para diámetros > 24 mm,
Clasificación V, v sólo para diámetros > 14 mm, Clasificación Y, y sólo para diámetros > 18 mm,
No es posible decompilar el valor.
Mayúsculas/minúsculas: Dado que el panel de operador no tiene minúsculas y tampoco es posible conmutar, se ha de usar un teclado externo para diferenciar entre mayúsculas y minúsculas.
Al finalizar la introducción confirmar con la tecla ENTER.
2 11/2006 Componentes de manejo/Sucesiones de operaciones2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 2-57
2.5.13 Pantalla de estado de error "Blue Screen"
En caso de que se produzca una caída del sistema, aparece una pantalla de estado de error con información actual sobre el sistema. La pantalla muestra una breve descripción del error ocurrido y visualiza todos los registros relevantes del proceso. En la documentación siguiente encontrará las posibilidades para guardar la información del sistema:
-{}-
Bibliografía: /IAM/IM2, Puesta en marcha HMI Embedded, apartado 3: Pantalla de estado de error "Blue Screen"

2 Componentes de manejo/Sucesiones de operaciones 11/2006 2.5 Secuencias de manejo generales
2
© Siemens AG 2006 All rights reserved. 2-58 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006

3 11/2006 Ejemplo de manejo 3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 3-59
Ejemplo de manejo 3.1 Sucesión de operaciones típica................................................................................ 3-60
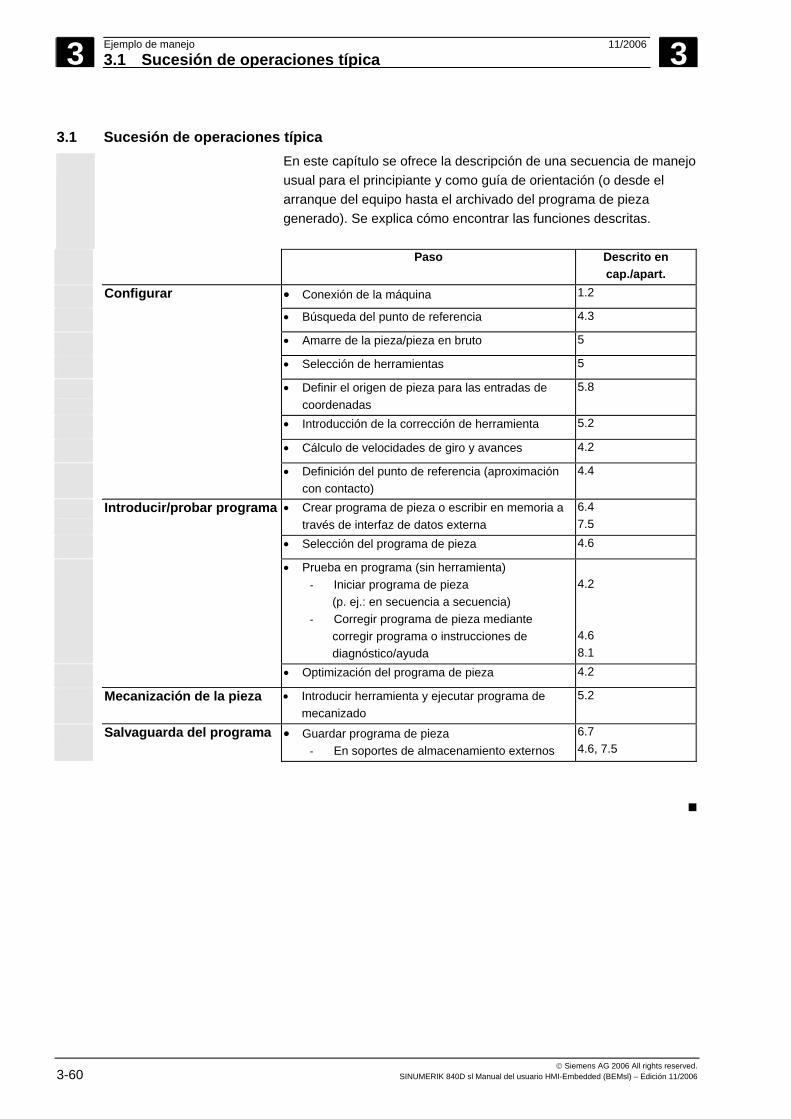
3 Ejemplo de manejo 11/2006 3.1 Sucesión de operaciones típica
3
© Siemens AG 2006 All rights reserved. 3-60 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
3.1 Sucesión de operaciones típica En este capítulo se ofrece la descripción de una secuencia de manejo
usual para el principiante y como guía de orientación (o desde el arranque del equipo hasta el archivado del programa de pieza generado). Se explica cómo encontrar las funciones descritas.
Paso Descrito en cap./apart.
Configurar • Conexión de la máquina 1.2
• Búsqueda del punto de referencia 4.3
• Amarre de la pieza/pieza en bruto 5
• Selección de herramientas 5
• Definir el origen de pieza para las entradas de coordenadas
5.8
• Introducción de la corrección de herramienta 5.2
• Cálculo de velocidades de giro y avances 4.2
• Definición del punto de referencia (aproximación con contacto)
4.4
Introducir/probar programa • Crear programa de pieza o escribir en memoria a través de interfaz de datos externa
6.4 7.5
• Selección del programa de pieza 4.6
• Prueba en programa (sin herramienta) - Iniciar programa de pieza
(p. ej.: en secuencia a secuencia) - Corregir programa de pieza mediante
corregir programa o instrucciones de diagnóstico/ayuda
4.2 4.6 8.1
• Optimización del programa de pieza 4.2
Mecanización de la pieza • Introducir herramienta y ejecutar programa de mecanizado
5.2
Salvaguarda del programa • Guardar programa de pieza - En soportes de almacenamiento externos
6.7 4.6, 7.5
4 11/2006 Campo de manejo Máquina 4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-61
Campo de manejo Máquina 4.1 Estructura de datos del control NCK ........................................................................ 4-62
4.1.1 Modos de operación y funciones de máquina .......................................................... 4-62 4.1.2 Grupo de modos de operación y canales ................................................................. 4-64 4.1.3 Selección/cambio del modo de operación ................................................................ 4-65
4.2 Funciones e indicaciones generales......................................................................... 4-68 4.2.1 Iniciar/parar/cancelar/continuar el programa de pieza ............................................. 4-68 4.2.2 Visualizar nivel de programa..................................................................................... 4-69 4.2.3 Conmutar sistema de coordenadas de máquina/pieza (MKS/WKS)........................ 4-70 4.2.4 Visualización del valor real: Sistema de origen ajustable, ENS ............................... 4-72 4.2.5 Visualizar avances de ejes ....................................................................................... 4-72 4.2.6 Visualizar cabezales ................................................................................................. 4-73 4.2.7 Visualizar funciones auxiliares.................................................................................. 4-74 4.2.8 Visualizar transformaciones, funciones G y datos de orientación ............................ 4-75 4.2.9 Volante ...................................................................................................................... 4-76 4.2.10 Preset........................................................................................................................ 4-77 4.2.11 Poner valor real......................................................................................................... 4-78 4.2.12 Conmutación pulgadas/metros ................................................................................. 4-79
4.3 Búsqueda del punto de referencia............................................................................ 4-80
4.4 Modo de operación Jog ............................................................................................ 4-82 4.4.1 Función e imagen básica .......................................................................................... 4-82 4.4.2 Desplazar ejes .......................................................................................................... 4-85 4.4.3 Inc: desplazamiento Incremental .............................................................................. 4-86 4.4.4 Repos........................................................................................................................ 4-87 4.4.5 SI (Safety Integrated): Conformidad del usuario ...................................................... 4-88 4.4.6 Aproximación con contacto/determinar decalaje de origen...................................... 4-89
4.5 Modo de operación MDA .......................................................................................... 4-92 4.5.1 Función e imagen básica .......................................................................................... 4-92 4.5.2 Guardar programa .................................................................................................... 4-94 4.5.3 Teach In .................................................................................................................... 4-94
4.6 Modo de operación Automático ................................................................................ 4-97 4.6.1 Función e imagen básica .......................................................................................... 4-97 4.6.2 Ejecutar programa .................................................................................................... 4-99 4.6.3 Corrección del programa ........................................................................................ 4-100 4.6.4 Búsqueda de secuencias/Definir destino de búsqueda.......................................... 4-101 4.6.5 Búsqueda de secuencias acelerada para ejecución de externo ............................ 4-104 4.6.6 Sobrememorizar ..................................................................................................... 4-105 4.6.7 Influenciación del programa.................................................................................... 4-107 4.6.8 Decalaje DRF.......................................................................................................... 4-108
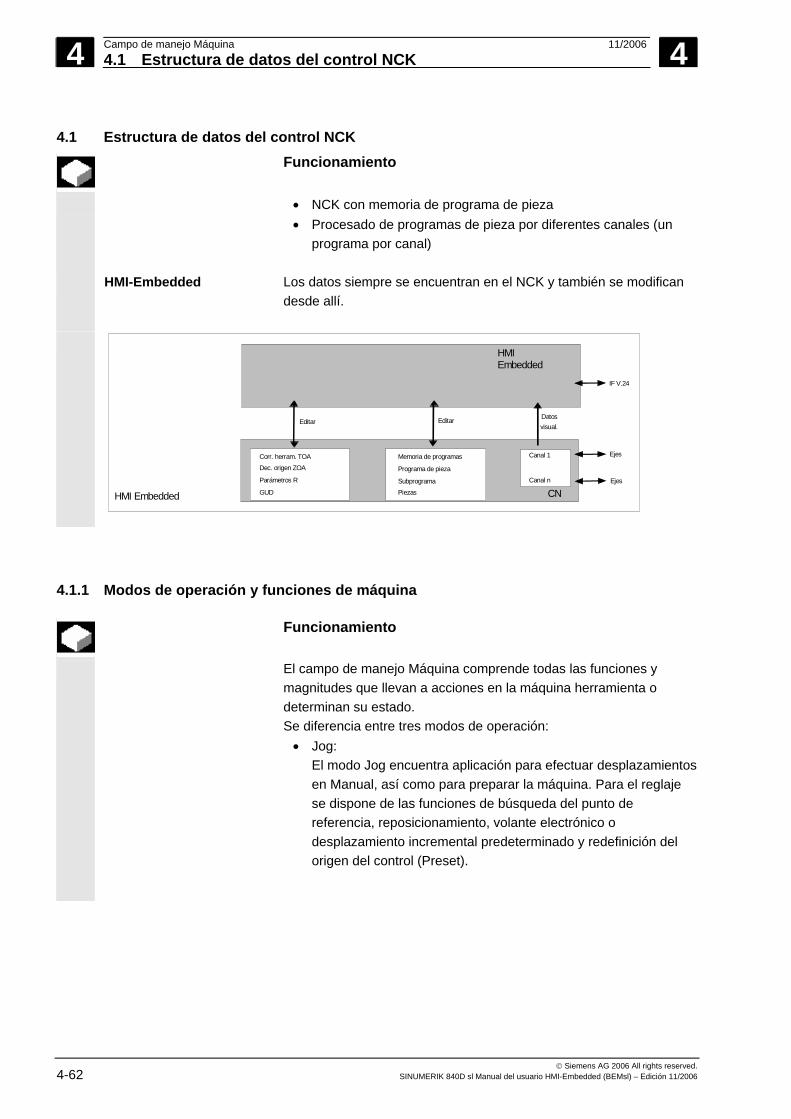
4 Campo de manejo Máquina 11/2006 4.1 Estructura de datos del control NCK
4
© Siemens AG 2006 All rights reserved. 4-62 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.1 Estructura de datos del control NCK Funcionamiento
• NCK con memoria de programa de pieza • Procesado de programas de pieza por diferentes canales (un
programa por canal)
HMI-Embedded Los datos siempre se encuentran en el NCK y también se modifican desde allí.
HMI Embedded
HMI Embedded
CN Corr. herram. TOA Dec. origen ZOA Parámetros R GUD
Memoria de programas
Programa de pieza
SubprogramaPiezas
Canal 1
Canal n
Editar Editar Datosvisual.
Ejes Ejes
IF V.24
4.1.1 Modos de operación y funciones de máquina
Funcionamiento
El campo de manejo Máquina comprende todas las funciones y magnitudes que llevan a acciones en la máquina herramienta o determinan su estado. Se diferencia entre tres modos de operación:
• Jog: El modo Jog encuentra aplicación para efectuar desplazamientos en Manual, así como para preparar la máquina. Para el reglaje se dispone de las funciones de búsqueda del punto de referencia, reposicionamiento, volante electrónico o desplazamiento incremental predeterminado y redefinición del origen del control (Preset).
4 11/2006 Campo de manejo Máquina4.1 Estructura de datos del control NCK
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-63
• MDA: Modo semiautomático Este modo permite crear y ejecutar por secuencias programas de pieza, para posteriormente almacenar en programas de pieza las secuencias probadas.
• Teach In: Mediante Teach In se pueden almacenar en el programa MDA sucesiones de movimientos por medio del desplazamiento a posiciones y memorización de las mismas.
• Automático: Modo completamente automático Este modo automático encuentra aplicación para la ejecución completamente automática de programas de pieza. Aquí se seleccionan programas de pieza, se inician, corrigen, modifican (p. ej.: secuencia individual) y ejecutan.
Selección del campo Máquina
En cualquier momento usted puede conmutar desde otro campo al campo de manejo "Máquina" accionando el pulsador "Máquina".
Después de la conexión de la máquina, el control se encuentra, por lo general, en el campo de manejo "Máquina" en el modo de operación "Jog". Accionando el pulsador “Máquina” puede conmutar, en cualquier momento, desde otro campo al campo de manejo "Máquina”. Después de la conexión de la máquina, el control se encuentra, por lo general, en el campo de manejo "Máquina" en el modo de operación "Jog" (¡Observar la documentación del fabricante de la máquina!).
Fabricante de la máquina
El estado después de la conexión es configurable y, por ello, puede diferir del estándar.
Funciones de máquina En el modo de operación "Jog" y a través del panel de mando de la máquina o de pulsadores de menú (softkeys) se pueden seleccionar las siguientes funciones de máquina en el menú básico:
VAR
Inc (desplazamiento con una cota incremental predeterminada)
Repos
Repos (reposicionamiento a una posición definida)
Ref Point
RefPoint (aproximación al punto de referencia para la coordinación del origen de la máquina con el origen del control)
Teach In
En el modo de operación "MDA" se puede seleccionar "Teach In" (grabación de secuencias de movimientos en un programa de pieza, por medio de desplazamientos a posiciones determinadas) a través de la tecla MSTT (panel de mando de máquina).
4 Campo de manejo Máquina 11/2006 4.1 Estructura de datos del control NCK
4
© Siemens AG 2006 All rights reserved. 4-64 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Preparación de la producción
Para el arranque de la producción en sí se tienen que llevar a cabo algunas medidas de preparación:
1. Preparación de las herramientas y de la pieza 2. Desplazamiento de las herramientas o de la pieza a la posición
inicial exigida por el plano de preparación 3. Carga del programa de pieza a la memoria del control 4. Comprobación o introducción de los decalajes de origen 5. Comprobación o introducción de las correcciones de origen
4.1.2 Grupo de modos de operación y canales
Funcionamiento
Cada canal se comporta como un NCK independiente en el cual se puede ejecutar, como máximo, un programa de pieza.
• Control con 1 canal: Solamente dispone de un grupo de modos de operación.
• Control con varios canales: Los canales se pueden agrupar en diferentes grupos de modo. Ejemplo: Mando con 4 canales; en 2 canales se efectúa el mecanizado y en 2 canales distintos se regula el transporte de nuevas piezas.GMO1/GCS1 Canal 1 (Mecanizado) Canal 2 (Transporte) GMO2/GCS2 Canal 3 (Mecanizado) Canal 4 (Transporte)
Los canales que tecnológicamente puedan ser agrupados se pueden
asignar a un grupo de modos de operación (GCS/GMO). Los ejes y cabezales de un GMO/GCS se pueden controlar desde 1 o varios canales. Un GCS se puede encontrar bien en el modo de operación "Automático", en "Jog" o en "MDA"; es decir, varios canales de un grupo de modos de operación pueden encontrarse simultáneamente en diferentes modos de operación.
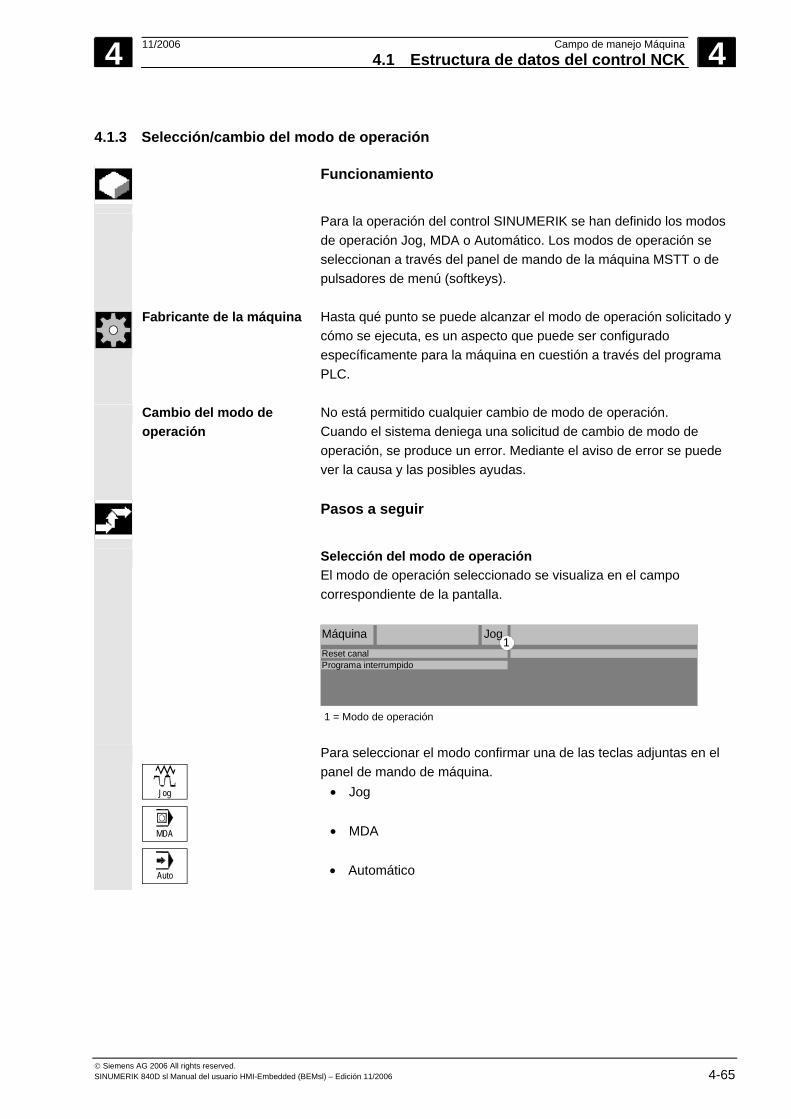
4 11/2006 Campo de manejo Máquina4.1 Estructura de datos del control NCK
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-65
4.1.3 Selección/cambio del modo de operación
Funcionamiento
Para la operación del control SINUMERIK se han definido los modos
de operación Jog, MDA o Automático. Los modos de operación se seleccionan a través del panel de mando de la máquina MSTT o de pulsadores de menú (softkeys).
Fabricante de la máquina
Hasta qué punto se puede alcanzar el modo de operación solicitado y cómo se ejecuta, es un aspecto que puede ser configurado específicamente para la máquina en cuestión a través del programa PLC.
Cambio del modo de operación
No está permitido cualquier cambio de modo de operación. Cuando el sistema deniega una solicitud de cambio de modo de operación, se produce un error. Mediante el aviso de error se puede ver la causa y las posibles ayudas.
Pasos a seguir
Selección del modo de operación El modo de operación seleccionado se visualiza en el campo correspondiente de la pantalla. MáquinaReset canalPrograma interrumpido
Jog1
1 = Modo de operación
Jog
MDA
Auto
Para seleccionar el modo confirmar una de las teclas adjuntas en el panel de mando de máquina.
• Jog
• MDA
• Automático
4 Campo de manejo Máquina 11/2006 4.1 Estructura de datos del control NCK
4
© Siemens AG 2006 All rights reserved. 4-66 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
O bien Accionar la tecla para el cambio de área “MENU SELECT” y el pulsador de menú vertical correspondiente:
4 11/2006 Campo de manejo Máquina4.1 Estructura de datos del control NCK
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-67
AUTO
• Automático
MDA
• MDA
JOG
• JOG
Estando seleccionado el modo de operación se enciende el diodo luminoso (LED) situado junto a la tecla y se visualiza en el campo de modos de operación de la pantalla.
Observaciones adicionales
Se visualiza la pantalla básica correspondiente al modo de operación
seleccionado.
Si no es posible cambiar de modo de operación, deberá informar a la persona competente en la empresa para la preparación de la máquina, al fabricante o a nuestro servicio técnico. En muchos casos, por razones de seguridad, el cambio de modo de operación se autoriza únicamente a personal instruido. Por este motivo, el control ofrece la posibilidad de bloquear o tolerar el cambio de modos de operación.
Bibliografía /FB//K1: BAG (GCS), canal, modo de programa
4 Campo de manejo Máquina 11/2006 4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. 4-68 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.2 Funciones e indicaciones generales
4.2.1 Iniciar/parar/cancelar/continuar el programa de pieza
Funcionamiento
Se informa aquí sobre la manera de iniciar y detener programas de pieza así como de cómo proseguirlos después de interrumpir.
Pasos a seguir
Está seleccionado el modo de operación "AUTO" en el campo
"Máquina".
Requisitos: • No hay alarmas. • Está seleccionado el programa. • Existe habilitación del avance. • Existe habilitación de cabezales.
Cycle Start
Iniciar programa de pieza: Se inicia y ejecuta el programa de pieza.
Cycle Stop
Parar/cancelar el programa de pieza: El mecanizado se interrumpe pero se puede reanudar con "Cycle Start".
Reset
El programa en ejecución se cancela. Proseguir el programa de pieza: Después de haber interrumpido el programa ("Cycle Stop") se puede, en modo manual ("Jog"), retirar la herramienta del contorno. Entonces, el mando memoriza las coordenadas del punto de interrupción. Las diferencias de recorrido de los ejes se visualizan.
Volver al punto de interrupción: Seleccionar el campo "Máquina". Seleccionar el modo de operación "Jog".
Repos
Para volver al punto de interrupción, pulsar la tecla "Repos".
4 11/2006 Campo de manejo Máquina4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-69
+X...
X
Tornos: Pulsar las teclas "+" o "–".
X... 9th Axis
Fresadoras: Elegir el eje a desplazar y
+ ...
pulsar luego las teclas "+" o "–".
Desplazar todos los ejes hasta el punto donde se produjo la interrupción.
4.2.2 Visualizar nivel de programa
Funcionamiento
Cuando se abren subprogramas durante la ejecución de un programa de pieza, se pueden visualizar los números de secuencia para programas principales y subprogramas con el correspondiente contador de pasadas (P).
Pasos a seguir
Está seleccionado el modo de operación "AUTO" en el campo "Máquina".
Después de accionar el pulsador de menú "Nivel de programa" se visualiza, en lugar de la ventana "Secuencia actual", la ventana de "Nivel de programa". El texto en el pulsador de menú cambia a "Secuencia actual".
Durante la ejecución de un programa de pieza se visualizan en la ventana "Niveles de programa" los números de secuencia para programas principales y subprogramas con los correspondientes contadores de pasadas (P). El nivel principal es siempre visible; se puede visualizar una imbricación en 12 subprogramas como máximo.
Secuencia actual
Después de accionar el pulsador de menú "Secuencia actual", aparece de nuevo la ventana "Secuencia actual", donde se visualizan las secuencias del programa actual.
4 Campo de manejo Máquina 11/2006 4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. 4-70 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.2.3 Conmutar sistema de coordenadas de máquina/pieza (MKS/WKS)
Funcionamiento
Mediante la tecla especial "MKS/WKS" dispuesta en el panel de
mando de la máquina MSTT o mediante pulsadores de menú (de acuerdo con la configuración de la MSTT y del programa de usuario) la visualización se puede alternar entre el sistema de coordenadas de máquina y el sistema de coordenadas de pieza. En este caso, varían la visualización de la posición actual del trayecto residual y los ejes correspondientes.
Ejes de máquina Son los ejes físicamente existentes en la máquina y parametrizados en la puesta en marcha.
Ejes geométricos y ejes adicionales
Son ejes que se fijan en el programa de pieza. Los ejes geométricos y los adicionales están desplazados respecto a los de máquina en un valor igual al decalaje de origen seleccionado. Existen como máximo 3 ejes geométricos cartesianos.
MKS El sistema de coordenadas de máquina (MKS) está referido a las coordenadas de los ejes de la máquina, es decir, en este sistema se indican todos los ejes de la máquina.
Posición MKS Decalaje Repos X Y Z WKS Mediante un decalaje (p. ej.: decalaje de origen, giro) puede
efectuarse una asignación, p. ej., para el amarre de la pieza, con lo que la posición del sistema de coordenadas de pieza (WKS) se desplaza respecto al de máquina. La pieza se representa siempre en un sistema de coordenadas cartesiano. En el sistema de coordenadas de pieza se indican todos los ejes geométricos y adicionales.
Posición WKS Decalaje Repos X1 Y1 Z1
4 11/2006 Campo de manejo Máquina4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-71
Fabricante de la máquina
Con un dato de máquina se fija si en la visualización del WKS deben aparecer adicionalmente los frames programados o no (Visualización del ENS). ¡Observar las indicaciones del fabricante de la máquina!
Pasos a seguir
Se ha seleccionado en el campo de manejo "Máquina" el modo de operación "Jog".
Val. real MKS
Se visualizan los valores reales de los ejes de máquina así como sus posiciones. El rótulo del pulsador de menú cambia a "Val. real WKS".
El sistema de coordenadas de máquina se forma utilizando los ejes físicos existentes en la máquina. En él se encuentran definidos puntos de referencia, así como puntos de cambio de herramienta y de paleta.
Val. real WKS
Presionando el pulsador de menú "Val. real WKS" se visualizan en la ventana "Posición" los ejes geométricos y los ejes adicionales así como su posición. El rótulo del pulsador de menú cambia a "Val. real MKS". El sistema de coordenadas de la pieza está asignado a una pieza determinada. Las indicaciones expuestas en el programa NCK se refieren al WKS.
Zoom valor real
Al accionar el pulsador de menú “Zoom valor real”, la indicación aparece ampliada.
Con la tecla Recall se vuelve a la vista normal.
WCS MCS
• La conmutación entre sistema de coordenadas de pieza y sistema de coordenadas de máquina es también posible pulsando la tecla "WCS/MCS (WKS/MKS)" dispuesta en el panel de mando de la máquina MSTT.
• El número de decimales detrás de la coma y las unidades pueden ajustarse a través de los datos de la máquina.
Funcionamiento
Sistema de coordenadas para cambiar la indicación de posición real
Con un DM se puede fijar si se debe visualizar: • El valor real sin decalajes programados (WKS) • El valor real incluyéndolos (ENS = sistema de origen ajustable)
4 Campo de manejo Máquina 11/2006 4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. 4-72 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Ejemplo:
Programa Indicador WKS Indicador ENS.... N110 X100 100 100 N120 X0 0 0 N130 $P_PFRAME=CTRANS(X,10) 0 0 N140 X100 100 110 N150 ...
Bibliografía /FB1/K2: Sistemas de coordenadas…
4.2.4 Visualización del valor real: Sistema de origen ajustable, ENS
Funcionamiento
Con un MD se puede ajustar qué datos se deben visualizar en el indicador de valor real: • La posición del sistema de coordenadas de pieza, WKS
(= posición programada, que corresponde al ajuste estándar), o bien:
• La posición de amarre de la pieza activa relativa con respecto al origen de pieza (Sistema de origen ajustable ENS)
Para configuración ver:
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded: Apartado: Decalaje del origen
4.2.5 Visualizar avances de ejes
Funcionamiento
En los modos de operación "Jog", "MDA" y "AUTO" existe la posibilidad de visualizar los avances actuales, la información sobre el recorrido residual así como los correspondientes datos de corrección del avance.
Pasos a seguir
Se ha seleccionado en el campo de manejo "Máquina" el modo de
operación "Jog".
4 11/2006 Campo de manejo Máquina4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-73
Avance de eje
Accionar el pulsador de menú "Avance de eje": • Con "MKS" se muestra la ventana de avance con los avances
actuales y la información de trayecto residual, así como la correspondiente corrección del avance.
• Con "WKS" se muestra la ventana de avance para los ejes que participan en la interpolación, el avance actual y la información de trayecto residual con la corrección interpolatoria y, para los demás ejes, el avance actual y la información de trayecto residual con corrección de eje individual.
o
Mediante las teclas de "Pasar página" se visualizan otros ejes, si existen.
4.2.6 Visualizar cabezales
Funcionamiento
Se visualizan los valores actuales correspondientes del cabezal (velocidad real, velocidad de consigna, posición en caso de parada orientada del cabezal, corrección del cabezal y potencia).
Pasos a seguir
Está seleccionado el modo de operación "AUTO"/"MDA"/"Jog" en el campo de manejo "Máquina".
Cabezales
El panel de ventana “Cabezales” se activa y muestra los siguientes datos:
• Valor real y de consigna de la velocidad de giro del cabezal • Posición del cabezal • Posición del interruptor de corrección de la velocidad de giro del
cabezal • Potencia del cabezal (%) • Carga del cabezal (para máx. 2 cabezales analógicos)
o
Mediante las teclas "Pasar página" (Avanzar/Retroceder páginas), se pueden seleccionar otros cabezales en caso de que existan.
Observaciones adicionales
• La ventana "Cabezal" solamente se visualiza cuando se dispone de un cabezal.
• Si existe un cabezal maestro "S1", éste se muestra automáticamente en la ventana de cabezales, aunque no sea el primer cabezal.
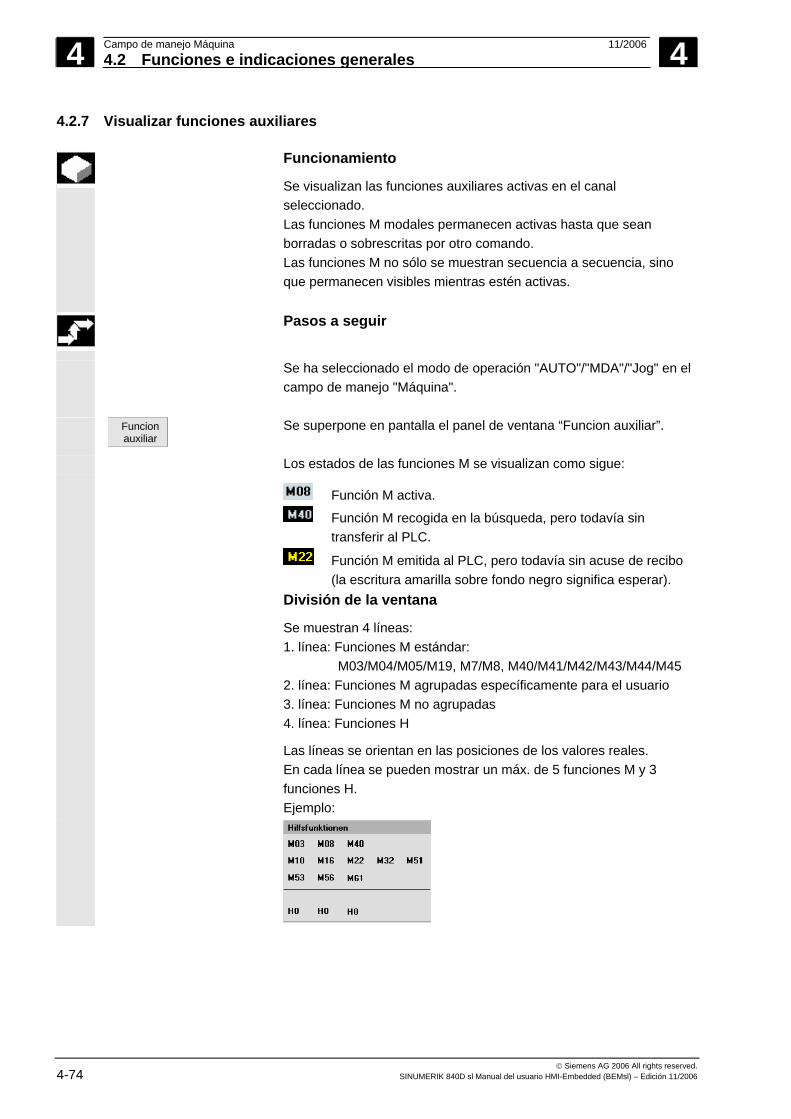
4 Campo de manejo Máquina 11/2006 4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. 4-74 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.2.7 Visualizar funciones auxiliares
Funcionamiento
Se visualizan las funciones auxiliares activas en el canal seleccionado. Las funciones M modales permanecen activas hasta que sean borradas o sobrescritas por otro comando. Las funciones M no sólo se muestran secuencia a secuencia, sino que permanecen visibles mientras estén activas.
Pasos a seguir
Se ha seleccionado el modo de operación "AUTO"/"MDA"/"Jog" en el
campo de manejo "Máquina".
Funcion auxiliar
Se superpone en pantalla el panel de ventana “Funcion auxiliar”.
Los estados de las funciones M se visualizan como sigue:
Función M activa. Función M recogida en la búsqueda, pero todavía sin transferir al PLC.
Función M emitida al PLC, pero todavía sin acuse de recibo (la escritura amarilla sobre fondo negro significa esperar).
División de la ventana
Se muestran 4 líneas: 1. línea: Funciones M estándar: M03/M04/M05/M19, M7/M8, M40/M41/M42/M43/M44/M45 2. línea: Funciones M agrupadas específicamente para el usuario 3. línea: Funciones M no agrupadas 4. línea: Funciones H
Las líneas se orientan en las posiciones de los valores reales. En cada línea se pueden mostrar un máx. de 5 funciones M y 3 funciones H. Ejemplo:
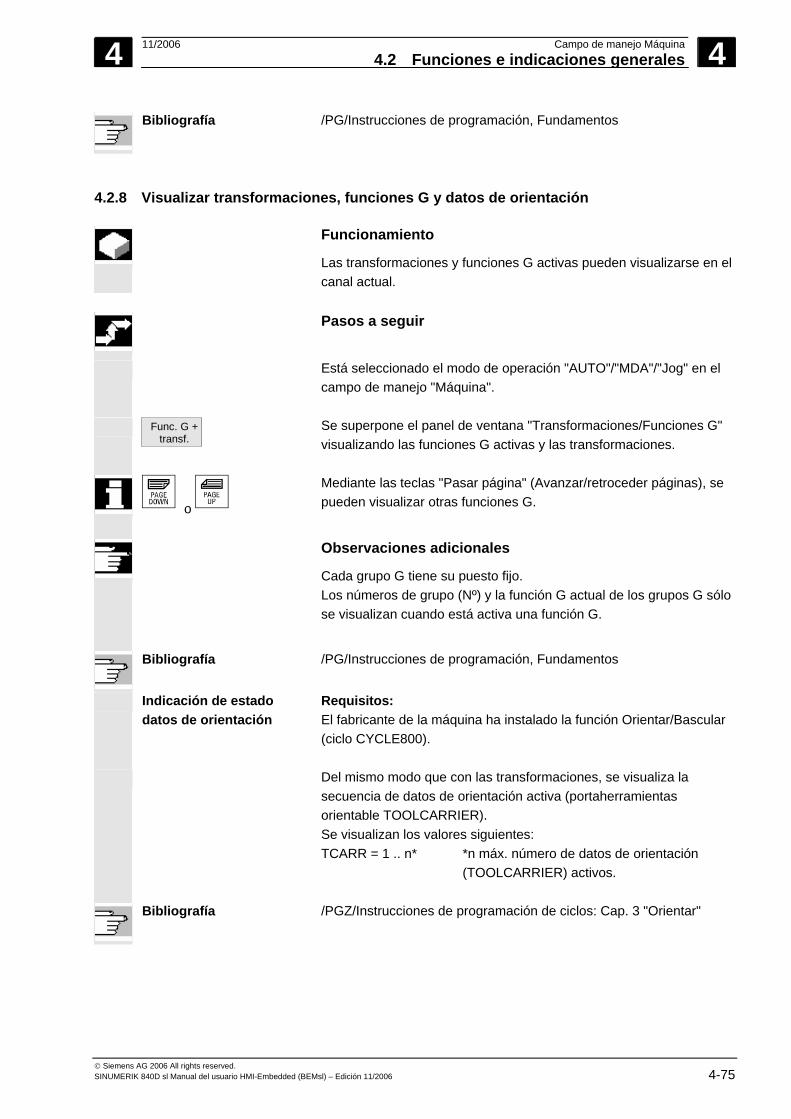
4 11/2006 Campo de manejo Máquina4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-75
Bibliografía /PG/Instrucciones de programación, Fundamentos
4.2.8 Visualizar transformaciones, funciones G y datos de orientación
Funcionamiento
Las transformaciones y funciones G activas pueden visualizarse en el canal actual.
Pasos a seguir
Está seleccionado el modo de operación "AUTO"/"MDA"/"Jog" en el
campo de manejo "Máquina".
Func. G + transf.
Se superpone el panel de ventana "Transformaciones/Funciones G" visualizando las funciones G activas y las transformaciones.
o
Mediante las teclas "Pasar página" (Avanzar/retroceder páginas), se pueden visualizar otras funciones G.
Observaciones adicionales
Cada grupo G tiene su puesto fijo. Los números de grupo (Nº) y la función G actual de los grupos G sólo se visualizan cuando está activa una función G.
Bibliografía /PG/Instrucciones de programación, Fundamentos
Indicación de estado datos de orientación
Requisitos: El fabricante de la máquina ha instalado la función Orientar/Bascular (ciclo CYCLE800).
Del mismo modo que con las transformaciones, se visualiza la secuencia de datos de orientación activa (portaherramientas orientable TOOLCARRIER). Se visualizan los valores siguientes: TCARR = 1 .. n* *n máx. número de datos de orientación (TOOLCARRIER) activos.
Bibliografía /PGZ/Instrucciones de programación de ciclos: Cap. 3 "Orientar"
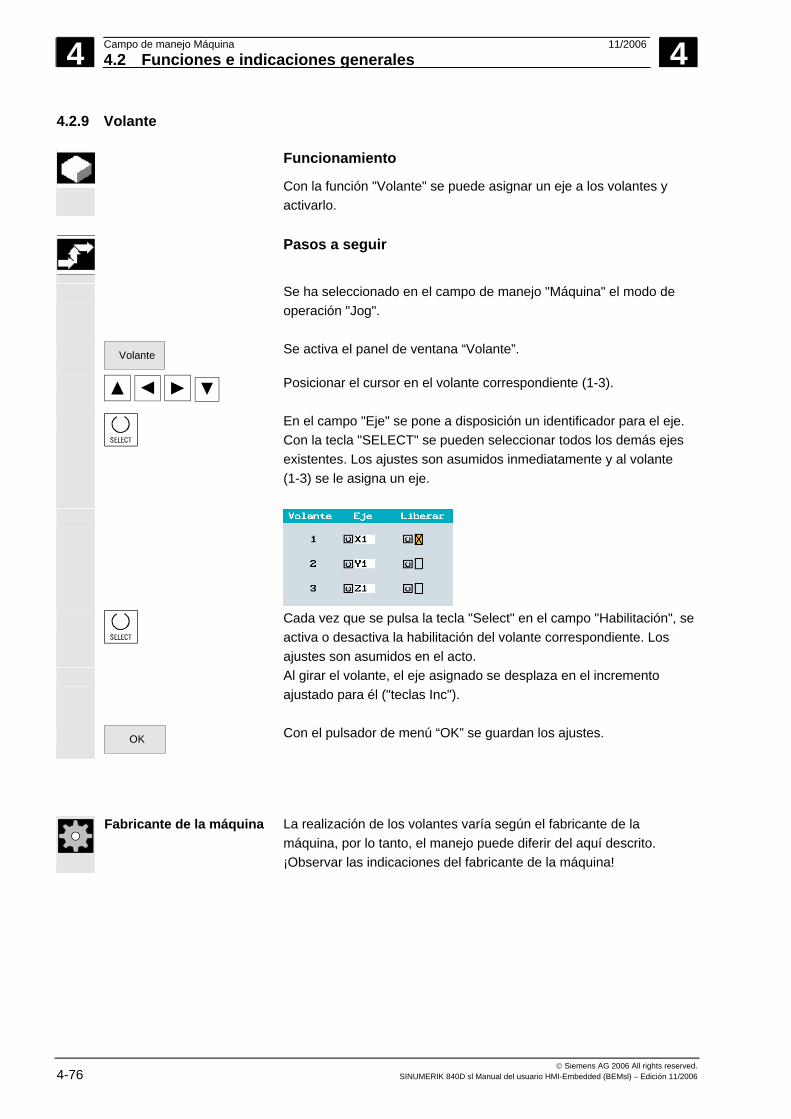
4 Campo de manejo Máquina 11/2006 4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. 4-76 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.2.9 Volante
Funcionamiento
Con la función "Volante" se puede asignar un eje a los volantes y activarlo.
Pasos a seguir
Se ha seleccionado en el campo de manejo "Máquina" el modo de
operación "Jog".
Volante
Se activa el panel de ventana “Volante”.
Posicionar el cursor en el volante correspondiente (1-3).
En el campo "Eje" se pone a disposición un identificador para el eje. Con la tecla "SELECT" se pueden seleccionar todos los demás ejes existentes. Los ajustes son asumidos inmediatamente y al volante (1-3) se le asigna un eje.
Cada vez que se pulsa la tecla "Select" en el campo "Habilitación", se activa o desactiva la habilitación del volante correspondiente. Los ajustes son asumidos en el acto.
Al girar el volante, el eje asignado se desplaza en el incremento ajustado para él ("teclas Inc").
OK
Con el pulsador de menú “OK” se guardan los ajustes.
Fabricante de la máquina
La realización de los volantes varía según el fabricante de la máquina, por lo tanto, el manejo puede diferir del aquí descrito. ¡Observar las indicaciones del fabricante de la máquina!
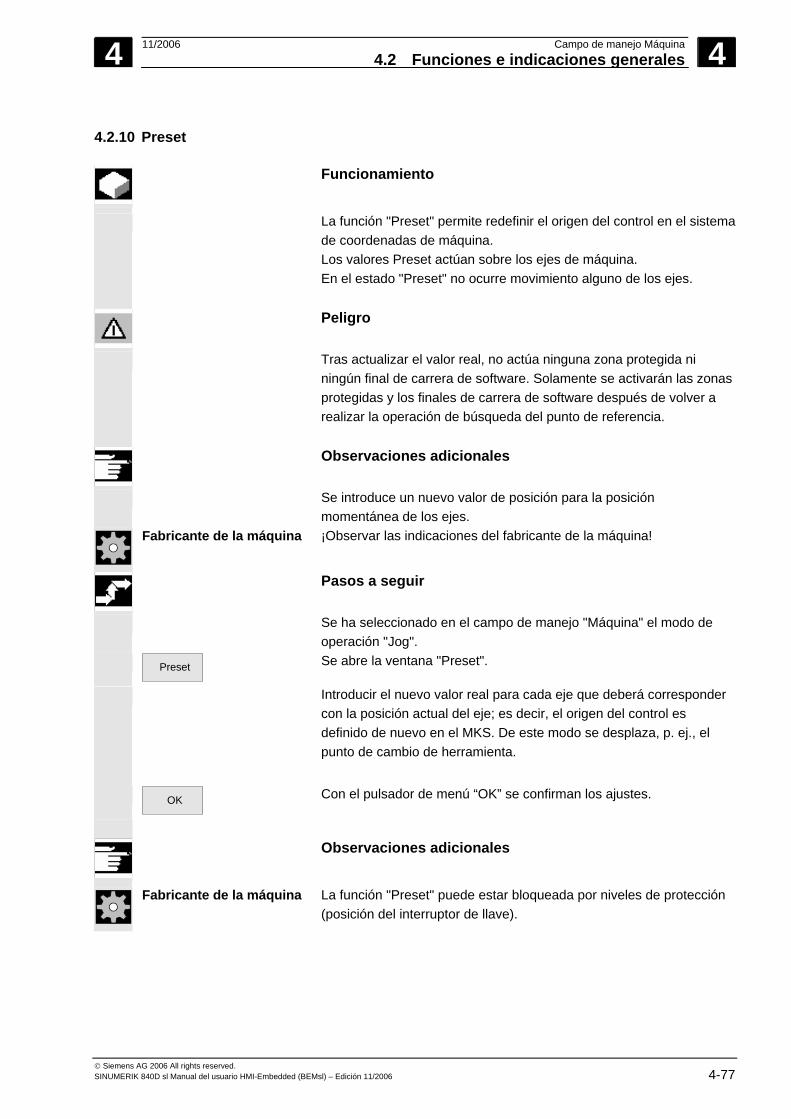
4 11/2006 Campo de manejo Máquina4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-77
4.2.10 Preset
Funcionamiento
La función "Preset" permite redefinir el origen del control en el sistema
de coordenadas de máquina. Los valores Preset actúan sobre los ejes de máquina. En el estado "Preset" no ocurre movimiento alguno de los ejes.
Peligro
Tras actualizar el valor real, no actúa ninguna zona protegida ni ningún final de carrera de software. Solamente se activarán las zonas protegidas y los finales de carrera de software después de volver a realizar la operación de búsqueda del punto de referencia.
Observaciones adicionales
Se introduce un nuevo valor de posición para la posición momentánea de los ejes.
Fabricante de la máquina
¡Observar las indicaciones del fabricante de la máquina!
Pasos a seguir
Se ha seleccionado en el campo de manejo "Máquina" el modo de operación "Jog".
Preset
Se abre la ventana "Preset".
Introducir el nuevo valor real para cada eje que deberá corresponder con la posición actual del eje; es decir, el origen del control es definido de nuevo en el MKS. De este modo se desplaza, p. ej., el punto de cambio de herramienta.
OK
Con el pulsador de menú “OK” se confirman los ajustes.
Observaciones adicionales
Fabricante de la máquina La función "Preset" puede estar bloqueada por niveles de protección
(posición del interruptor de llave).
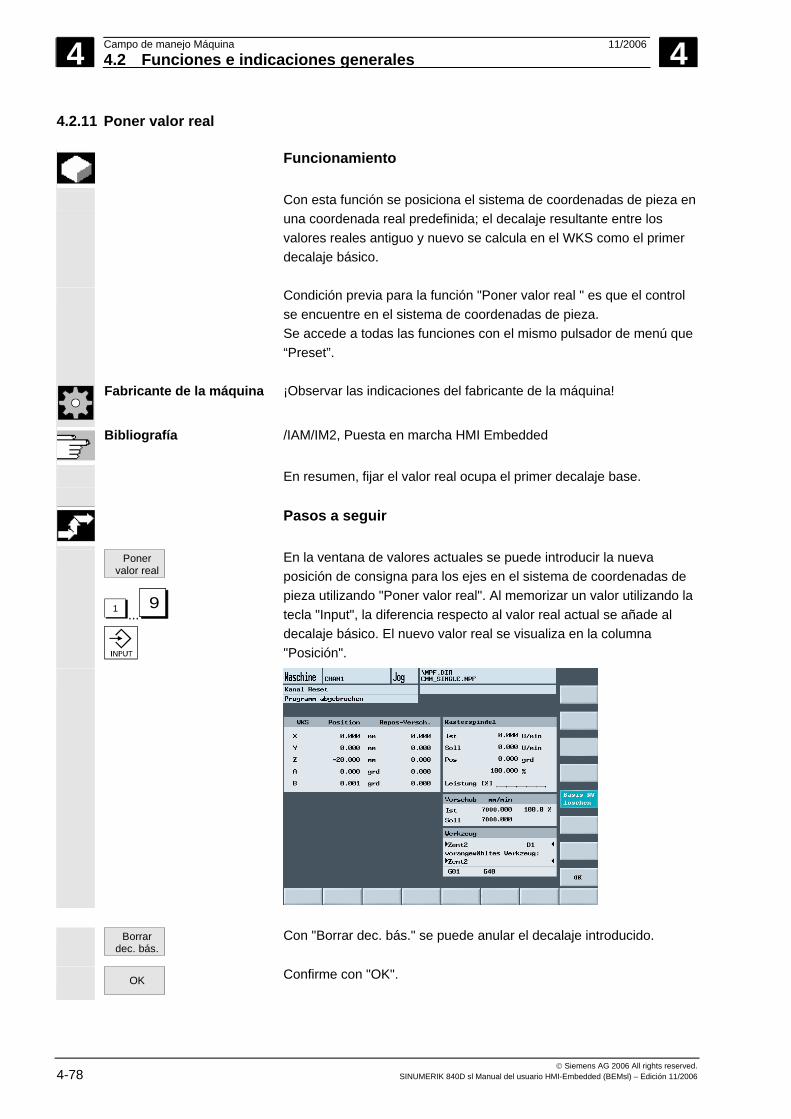
4 Campo de manejo Máquina 11/2006 4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. 4-78 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.2.11 Poner valor real
Funcionamiento
Con esta función se posiciona el sistema de coordenadas de pieza en una coordenada real predefinida; el decalaje resultante entre los valores reales antiguo y nuevo se calcula en el WKS como el primer decalaje básico.
Condición previa para la función "Poner valor real " es que el control se encuentre en el sistema de coordenadas de pieza. Se accede a todas las funciones con el mismo pulsador de menú que “Preset”.
Fabricante de la máquina
¡Observar las indicaciones del fabricante de la máquina!
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded
En resumen, fijar el valor real ocupa el primer decalaje base.
Pasos a seguir
Poner valor real
1 ... 9
En la ventana de valores actuales se puede introducir la nueva posición de consigna para los ejes en el sistema de coordenadas de pieza utilizando "Poner valor real". Al memorizar un valor utilizando la tecla "Input", la diferencia respecto al valor real actual se añade al decalaje básico. El nuevo valor real se visualiza en la columna "Posición".
Borrar
dec. bás.
Con "Borrar dec. bás." se puede anular el decalaje introducido.
OK
Confirme con "OK".
4 11/2006 Campo de manejo Máquina4.2 Funciones e indicaciones generales
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-79
4.2.12 Conmutación pulgadas/metros
Funcionamiento
El control puede trabajar con el sistema de medidas inglés (pulgadas) o con el sistema métrico. En el campo de manejo "Máquina" se puede conmutar entre pulgadas y metros. El control realiza la correspondiente conversión de valores.
Fabricante de la máquina La conmutación sólo es posible cuando:
• Los datos de máquina correspondientes han sido fijados. • Todos los canales se encuentran en estado de reset. • Los ejes no se desplazan por medio de JOG, DRF o el PLC. • La velocidad periférica de muela constante (SUG) no está
activada. Con datos de máquina se fija la resolución del display para el sistema de medida inglés (pulgadas).
Durante la conmutación se bloquearán acciones tales como "comienzo de programa de pieza" o "cambio de modo de operación".
Pasos a seguir
Está seleccionado el modo de operación "AUTO"/"MDA"/"Jog" en el campo de manejo "Máquina".
Conmutar mm > pulg.
Accionar la tecla de ampliación del menú y el pulsador de menú "Conmutar mm > pulg.".
Desde el punto de vista del operador, al conmutar el sistema de medida, se convertirán automáticamente al nuevo sistema de medida todos los datos existentes. La conmutación aparece con el aviso correspondiente en la interfaz de usuario, p. ej.: “¡Atención!: el sistema de medida conmuta de metros a pulgadas”.
Bibliografía /FB1/ G2: apartado: Sistemas de medida métrico/inglés. /IAM/IM2, Puesta en marcha HMI Embedded
4 Campo de manejo Máquina 11/2006 4.3 Búsqueda del punto de referencia
4
© Siemens AG 2006 All rights reserved. 4-80 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.3 Búsqueda del punto de referencia Funcionamiento
La función "Ref" permite sincronizar el control y la máquina después de la conexión. Antes de la búsqueda del punto de referencia, los ejes se han de encontrar en posiciones (o, si es necesario, desplazarse a ellas mediante teclas de ejes/volante), desde las cuales se pueda elegir el punto de referencia de la máquina sin colisiones. Si la búsqueda del punto de referencia se llama desde el programa de pieza, podrán moverse todos los ejes simultáneamente.
La búsqueda del punto de referencia es posible únicamente para ejes de máquina. La visualización del valor real después de la conexión no coincide con la posición efectiva de los ejes.
Precaución • Si los ejes no se encuentran en una posición segura, se les tiene
que posicionar debidamente en el modo de operación "Jog" o "MDA".
• ¡En esta operación es absolutamente necesario observar los movimientos de los ejes directamente en la máquina!
• ¡Ignorar la visualización del valor real mientras los ejes no estén referenciados!
• ¡Los finales de carrera de software no actúan!
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Pasos a seguir
Se ha seleccionado el modo de operación "Jog" o "MDA" en el campo de manejo "Máquina". El canal de aproximación al punto de referencia está seleccionado.
Ref Point o
REF
Se selecciona la función de máquina "Ref".
+X...
X
Tornos: Pulsar las "Teclas de ejes".
X... 9th Axis
Fresadoras: Elegir el eje a desplazar y
+
pulsar luego las teclas "+" o "-".
4 11/2006 Campo de manejo Máquina4.3 Búsqueda del punto de referencia
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-81
El eje seleccionado se desplaza al punto de referencia. El fabricante de la máquina determina el sentido o el orden de sucesión mediante el programa PLC. Si se ha pulsado la tecla de dirección equivocada, la instrucción no se acepta y no se produce ningún movimiento. Se visualiza el punto de referencia. Para los ejes no asociados a un punto de referencia no aparece
ningún icono.
Este icono aparece para ejes que se tienen que referenciar.
Este símbolo se visualiza junto al eje cuando éste ha alcanzado el punto de referencia.
Feed Stop
El eje en marcha se puede detener antes de haber alcanzado el punto de referencia.
+X...
X
Tornos: Pulsar las "Teclas de ejes".
X... 9th Axis
Fresadoras: Elegir el eje a desplazar y
+
pulsar luego las teclas "+" o "-". El eje seleccionado se desplaza al punto de referencia.
Precaución
Una vez se ha alcanzado el punto de referencia, la máquina está sincronizada. En la visualización del valor real se indica el valor correspondiente al punto de referencia. Se visualiza la diferencia entre el origen de la máquina y el punto de referencia del carro. A partir de este momento son efectivas las limitaciones de trayectos, como p. ej., finales de carrera de software.
Se pone fin a la función seleccionando otro modo de operación ("Jog", "MDA" o "Automático").
• Se pueden aproximar al punto de referencia simultáneamente todos los ejes de un GCS/GMO (en dependencia del programa PLC del fabricante de la máquina herramienta).
• La corrección del avance es efectiva.
4 Campo de manejo Máquina 11/2006 4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. 4-82 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Fabricante de la máquina En caso de introducir más de 9 ejes, el fabricante de la máquina facilitará la información correspondiente para indicar el modo de selección.
Observaciones adicionales
El orden en que los ejes deben desplazarse al punto de referencia puede ser definido por defecto por el fabricante de la máquina herramienta. Sólo cuando todos los ejes con punto de referencia definido (ver datos de máquina DM) han alcanzado dicho punto, es posible la marcha CN en modo Automático. Sólo cuando todos los ejes con punto de referencia definido (ver datos de máquina DM) han alcanzado dicho punto, es posible la marcha en modo Automático.
4.4 Modo de operación Jog
4.4.1 Función e imagen básica
Funcionamiento
En el modo manual se puede: 1. Sincronizar el sistema de medida del control con la máquina
(aproximación al punto de referencia) 2. Ajustar la máquina, es decir, utilizando el volante manual y las
teclas previstas para ello en el panel de mando de máquina, se pueden realizar desplazamientos en la máquina
3. Realizar desplazamientos manuales en la máquina durante la interrupción de un programa de pieza; para ello se pueden utilizar las teclas y el volante manual
El acceso a la siguiente imagen básica “Jog“ se consigue activando la "Tecla de cambio de campo"
Jog o
JOG
y la tecla "Jog".
En la imagen básica "Jog" se visualizan valores de posición, de avance, de cabezal y de herramienta.
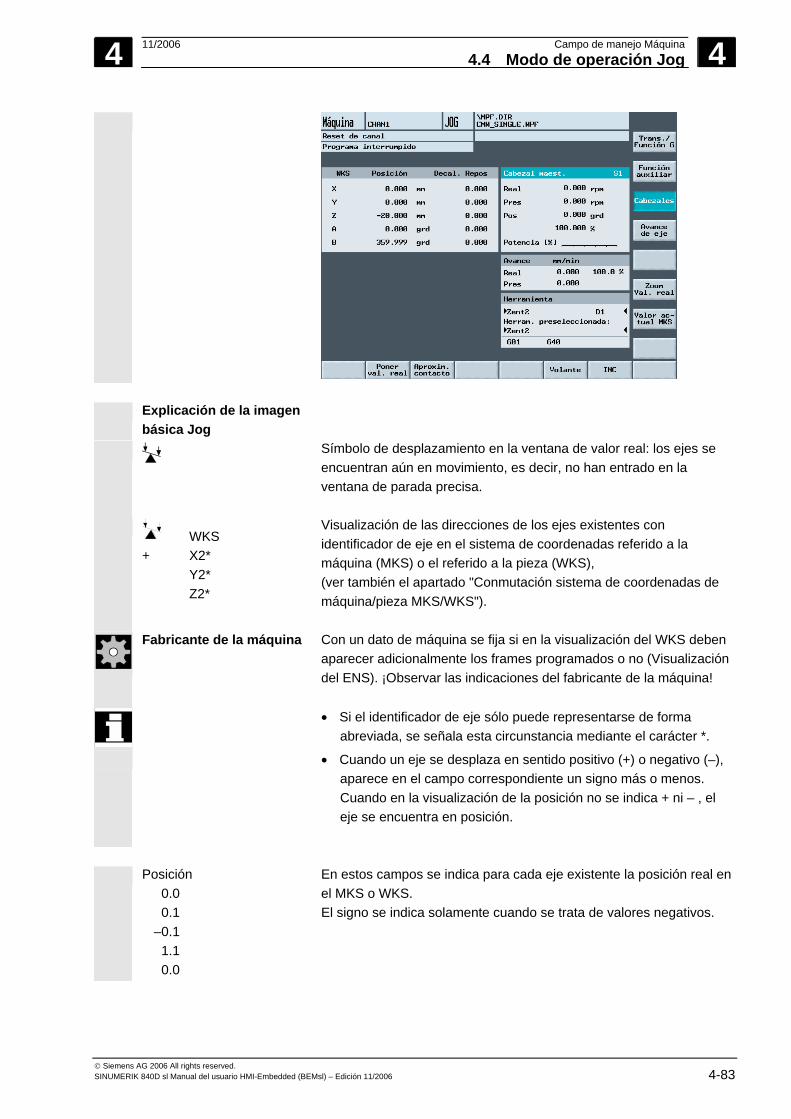
4 11/2006 Campo de manejo Máquina4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-83
Explicación de la imagen
básica Jog
Símbolo de desplazamiento en la ventana de valor real: los ejes se encuentran aún en movimiento, es decir, no han entrado en la ventana de parada precisa.
WKS
+ X2* Y2* Z2*
Visualización de las direcciones de los ejes existentes con identificador de eje en el sistema de coordenadas referido a la máquina (MKS) o el referido a la pieza (WKS), (ver también el apartado "Conmutación sistema de coordenadas de máquina/pieza MKS/WKS").
Fabricante de la máquina Con un dato de máquina se fija si en la visualización del WKS deben aparecer adicionalmente los frames programados o no (Visualización del ENS). ¡Observar las indicaciones del fabricante de la máquina!
• Si el identificador de eje sólo puede representarse de forma abreviada, se señala esta circunstancia mediante el carácter *.
• Cuando un eje se desplaza en sentido positivo (+) o negativo (–), aparece en el campo correspondiente un signo más o menos. Cuando en la visualización de la posición no se indica + ni – , el eje se encuentra en posición.
Posición
0.0 0.1 –0.1 1.1 0.0
En estos campos se indica para cada eje existente la posición real en el MKS o WKS. El signo se indica solamente cuando se trata de valores negativos.
4 Campo de manejo Máquina 11/2006 4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. 4-84 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Repos.-Despl. 0.0 0.1 –0.1 1.1 0.0
Si los ejes en el estado "Programa interrumpido" se desplazan en el modo de operación "Jog", se visualiza en el "Decalaje Repos" el trayecto efectuado por cada eje, referido al punto de interrupción.
Cabezal r/min
Ventana del cabezal (en caso de que exista un cabezal) Visualización de los valores de consigna y real de la velocidad del cabezal, así como de la posición del cabezal y del selector de
corrección del mismo y de la potencia del cabezal.
Punzonado Estando ajustada la opción para la tecnología "Punzonar", la ventana del cabezal se sustituye por la ventana de punzonar. En la parte superior izquierda de la cabecera de la ventana se visualiza si está activa una función y, en caso afirmativo, cual:
• PON Troquelado CON • SON Punzonado CON • SPOF Troquelado/punzonado DESCON
Se visualizan los valores siguientes:
• "Segmento" y "Número de carreras" se representan invertidos si, en la división de secuencia automática, se han programado con "Longitud del segmento" o "Número de segmentos".
• El "retardo" sólo se muestra si se ha ajustado "Troquelado con retardo".
Avance
mm/min
Ventana de avance Visualización de los valores de consigna y real de la velocidad de avance al igual que de la posición del interruptor de corrección del
avance (en %). El valor de consigna efectivo para el avance guarda relación con el selector de corrección. Al programar G00 (movimiento en rápido), se visualiza el valor de la superposición en rápido.
Herramientas Ventana de herramienta Visualización de la corrección activa (p. ej.: D1) de la herramienta que está trabajando actualmente (Nº T) y de la herramienta preseleccionada (en fresadoras) así como de las instrucciones de movimiento actualmente efectivas (p. ej.: G01, SPLINE,...) o la corrección del radio de herramienta inactiva (p. ej.: G40).
4 11/2006 Campo de manejo Máquina4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-85
Zoom val. real
Representación del valor real en caracteres grandes.
4.4.2 Desplazar ejes
Velocidad de desplazamiento
Los ajustes básicos para la velocidad de desplazamiento y la clase de avance están depositados, para Jog, en los datos del operador. El fabricante de la máquina fija las velocidades de desplazamiento. La velocidad de avance se ajusta por defecto en mm/min. Ver el campo de manejo "Parámetros/datos de operador/datos de Jog".
Pasos a seguir
Se ha seleccionado en el campo de manejo "Máquina" el modo de operación "Jog".
Desplazar ejes Con la función "Inc" (cota incremental) cada vez que se pulsa una "Tecla de eje", el eje seleccionado se desplaza, en modo manual, en pasos determinados y en el sentido correspondiente.
VAR
• [.] Incremento variable ajustable mediante el pulsador de menú "Inc" (ver el apartado 3.2.5).
1...
10000
• [1], [10], ..., [10000] incremento fijo
Tornos: +X
... X
Pulsar las "Teclas de ejes". Ajustar en caso dado la velocidad con el regulador de corrección.
Rapid
Si se acciona además la "Superposición del rápido", los ejes seleccionados se desplazan con velocidad rápida.
Fresadoras: X
... 9th Axis
Elegir el eje a desplazar y
4 Campo de manejo Máquina 11/2006 4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. 4-86 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
+ ...
pulsar luego las teclas "+" o "-". Pueden ser efectivos los selectores de corrección de avance y corrección de rápido.
Según la selección efectuada, se desplazan uno o varios ejes (en función del programa PLC).
Observaciones adicionales
• Después de la conexión del control, es posible mover ejes hasta la zona límite de la máquina, pues no se ha efectuado aún aproximación alguna a los puntos de referencia. Puede ocurrir entonces que se activen finales de carrera de emergencia.
• ¡Los finales de carrera de software y la limitación de campo de trabajo no son todavía efectivos!
• La habilitación del avance debe estar activado (FST no puede parpadear en el campo Indicación de influenciación del programa).
Fabricante de la máquina Si no conviene desplazar varios ejes al mismo tiempo, el fabricante de
la máquina deberá realizar el correspondiente enclavamiento en el programa PLC.
4.4.3 Inc: desplazamiento Incremental
Funcionamiento
Con la función "INC" (desplazamiento incremental), es posible
introducir un incremento ajustable para la función de desplazamiento Inc variable.
Pasos a seguir
Se ha seleccionado en el campo de manejo "Máquina" el modo de operación "Jog".
INC
Se visualiza la ventana "Desplazamiento incremental teclas de desplazamiento".
Introducir el incremento deseado "INC-Var".
Cancelar
Volver a la máscara anterior sin aplicar los valores.
4 11/2006 Campo de manejo Máquina4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-87
OK
Guardar las entradas con "OK".
VAR
Con esta tecla se desplaza el eje seleccionado en modo manual usando la "Tecla de ejes" en el incremento fijado anteriormente y en la dirección correspondiente (ver también el apartado "Desplazar ejes"). Durante este tiempo no son efectivas las teclas incrementales con las cotas incrementales predeterminadas.
4.4.4 Repos
Funcionamiento
Después de una interrupción del programa en modo automático (p. ej.: para efectuar una medición en la pieza y corregir los valores dedesgaste de la herramienta, o después de una rotura de herramienta), puede retirarse la herramienta del contorno en manual cambiando a "Jog". En este caso el control memoriza las coordenadas del punto de la interrupción y las diferencias de los trayectos recorridos por los ejes en "Jog" los visualiza en la ventana de valor real en forma de decalaje "Repos" (Repos = Reposicionamiento). El decalaje "Repos" se puede visualizar en el sistema de coordenadas de máquina (MKS) o en el sistema de coordenadas de pieza (WKS).
Pasos a seguir
Se ha seleccionado en el campo de manejo "Máquina" el modo de
operación "Jog". Los ejes se han retirado del punto de la interrupción.
Repos o
REPOS
Se selecciona la función de máquina "Repos".
+X...
X
Tornos: Pulsar las "Teclas de ejes".
X... 9th Axis
Fresadoras: Elegir el eje a desplazar y
... +
pulsar luego las teclas "+" o "–".
4 Campo de manejo Máquina 11/2006 4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. 4-88 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Un bloqueo impide sobrepasar el punto de interrupción.
El selector de corrección del avance es efectivo.
Precuación La tecla de superposición del rápido está activa. Al cambiar a automático seguido de "Marcha" se equilibran los decalajes "Repos" no compensados, con avance programado y la interpolación lineal.
4.4.5 SI (Safety Integrated): Conformidad del usuario
Funcionamiento
Si en el NCK está instalada la opción "Conformidad usuario", dependiendo de la posición del correspondiente interruptor de llave en el modo de operación "Aproximación al punto de referencia", es preciso otorgar la conformidad (validación) o retirarla.
La conformidad del usuario sólo se puede otorgar si los derechos de acceso corresponden como mínimo a la posición 3 del interruptor de llave.
Los valores visualizados se refieren siempre al sistema de coordenadas de máquina (MKS).
Pasos a seguir
Se ha seleccionado en el campo de manejo "Máquina" el modo de operación "Jog-Ref". Está seleccionado el canal a referenciar.
Conform. usuario
Accionar el pulsador de menú "Conform. usuario". Se abre la ventana "Confirmar posiciones de máquina". Se visualizan los ejes de máquina en el MKS, la posición actual y una casilla para otorgar/retirar la aprobación.
Posicionar el cursor en el eje de máquina pretendido.
Activar o desactivar la conformidad para el eje de máquina seleccionado, con tecla "Select".
Comprobar si el eje correspondiente está también referenciado. De lo contrario, se emite el aviso de error "Hay que referenciar primero el eje". Mientras el eje no esté referenciado no es posible otorgarle la aprobación.
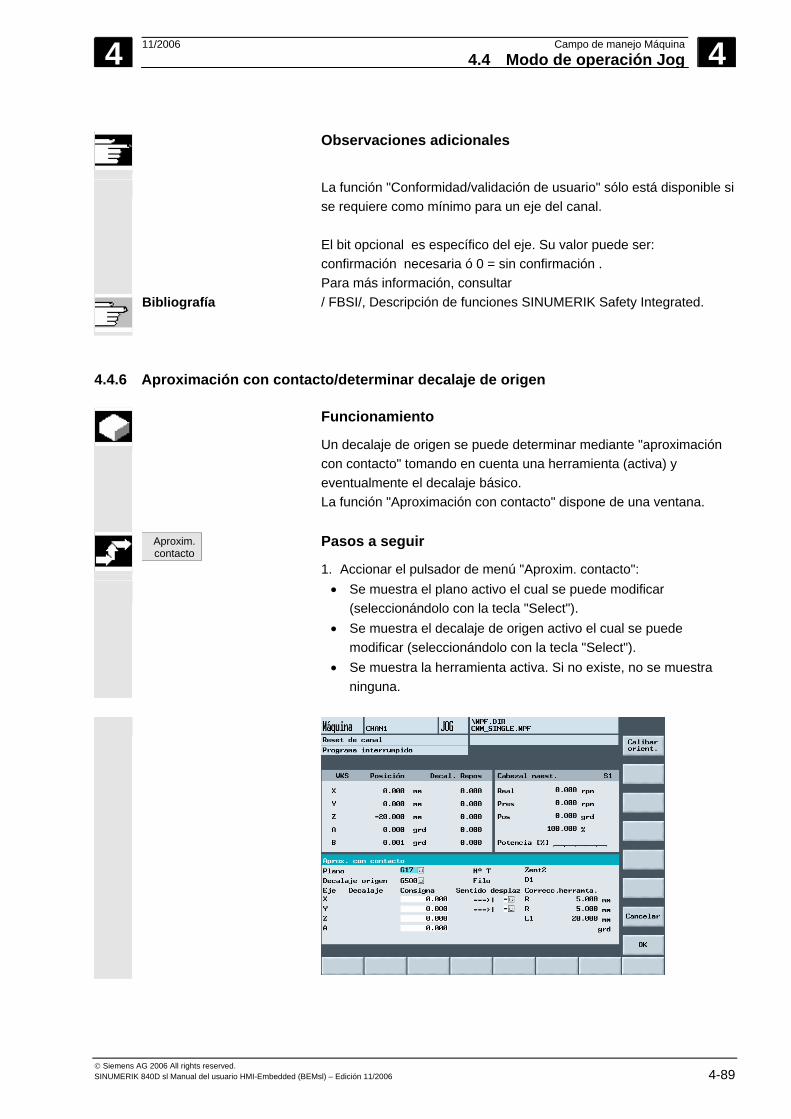
4 11/2006 Campo de manejo Máquina4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-89
Observaciones adicionales
La función "Conformidad/validación de usuario" sólo está disponible si
se requiere como mínimo para un eje del canal. El bit opcional es específico del eje. Su valor puede ser: confirmación necesaria ó 0 = sin confirmación . Para más información, consultar
Bibliografía / FBSI/, Descripción de funciones SINUMERIK Safety Integrated.
4.4.6 Aproximación con contacto/determinar decalaje de origen
Funcionamiento
Un decalaje de origen se puede determinar mediante "aproximación con contacto" tomando en cuenta una herramienta (activa) y eventualmente el decalaje básico. La función "Aproximación con contacto" dispone de una ventana.
Aproxim. contacto
Pasos a seguir
1. Accionar el pulsador de menú "Aproxim. contacto": • Se muestra el plano activo el cual se puede modificar
(seleccionándolo con la tecla "Select"). • Se muestra el decalaje de origen activo el cual se puede
modificar (seleccionándolo con la tecla "Select"). • Se muestra la herramienta activa. Si no existe, no se muestra
ninguna.
4 Campo de manejo Máquina 11/2006 4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. 4-90 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
El significado de las columnas en la ventana es: • "Decalaje": valor actual de decalaje que debe averiguarse. Se
visualiza el decalaje aproximado. Se considera y conserva el decalaje fino.
• "Pos. consigna": introducción de la posición de consigna, la que deberá tener después el borde contactado.
"Sentido de aproximación": campos de selección para sentido de aproximación positivo/negativo.
Seleccionar mediante las teclas de cursor el primero de los ejes que se va a desplazar en la pantalla "Aproximación con contacto".
X
2. Desplazar el eje hasta la pieza, introducir la posición de consigna (p. ej.: "0") y pulsar la tecla "Input". Se calcula el decalaje. El proceso se repetirá para los demás ejes.
OK
3. Con "OK" se aceptan todos los valores del decalaje de origen seleccionado. El cálculo del decalaje se refiere siempre al sistema de coordenadas de pieza actual (WKS).
4. Para cambiar la dirección de aproximación, hay que posicionar el cursor sobre el eje que se desea modificar, en la columna "Sentido de aproximación", y pulsar la tecla "Select".
Ejemplo:
Y
X
Anfahr-richtung
R
Ajustar "+R" con la tecla "Select".
En la pantalla base "Vista general del decalaje de origen" se muestran(en el frame de sistema "Poner origen") los valores determinados por aproximación con contacto si se ha seleccionado G500 como decalaje de origen. De lo contrario, los datos se guardan en el "Decalaje de origen ajustable seleccionado".
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
4 11/2006 Campo de manejo Máquina4.4 Modo de operación Jog
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-91
Aproximación con contacto en plano orientado
Requisitos: El fabricante de la máquina ha instalado la función Orientar/Bascular (ciclo CYCLE800). Sólo aparece el pulsador "Activar datos de orientación" cuando hay un TOOLCARRIER activado.
Mediante el pulsador de menú "Calibrar orientación" se determina el nivel orientado como el nuevo nivel "cero" para la secuencia de datos de orientación (TOOLCARRIER). En este caso, se posiciona en "Orientar" con giro sobre: X=0 Y=0 Z=0 en este nivel orientado Con fines de control, se visualizan los siguientes mensajes: "Orientar: calibrado terminado" "Orientar: calibrado imposible"
Bibliografía / PGZ/ Instrucciones de programación ciclos, capítulo 3 "Orientar"
4 Campo de manejo Máquina 11/2006 4.5 Modo de operación MDA
4
© Siemens AG 2006 All rights reserved. 4-92 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.5 Modo de operación MDA
4.5.1 Función e imagen básica
En el modo "MDA" (Manual Data Automatic) es posible crear y ejecutar programas de pieza por secuencias sucesivas. Para ello se introducen en el control mediante el teclado de operador los movimientos deseados en forma de secuencias individuales del programa de pieza. El control ejecuta las secuencias introducidas nada más pulsar la tecla "Cycle Start".
Precaución Se han de cumplir los mismos enclavamientos de seguridad que en el modo enteramente automático. Son necesarios los mismos requisitos que en el modo enteramente automático.
En el modo "MDA" están activas las funciones automáticas (ejecución de secuencias).
Teach In En la subfunción "Teach In", accesible a través de la tecla MSTT, están activas las funciones de "Jog". De esta forma, alternando entre "MDA" y "Teach In", es posible crear y guardar un programa en el modo de introducción y de desplazamiento manual. Las secuencias de programa introducidas se pueden modificar en la ventana MDA con ayuda del editor. Pasando hojas hacia atrás (retocediendo páginas), se visualizan las secuencias ya ejecutadas. La edición de las secuencias ya ejecutadas solamente es posible en el modo Reset. Con "Input" se agregan otras secuencias. La introducción y el manejo son sólo admitidos en el estado "Reset de canal" o "Canal interrumpido". El programa creado en el modo MDA se almacena en el directorio "MPF" como programa de pieza (MPF).
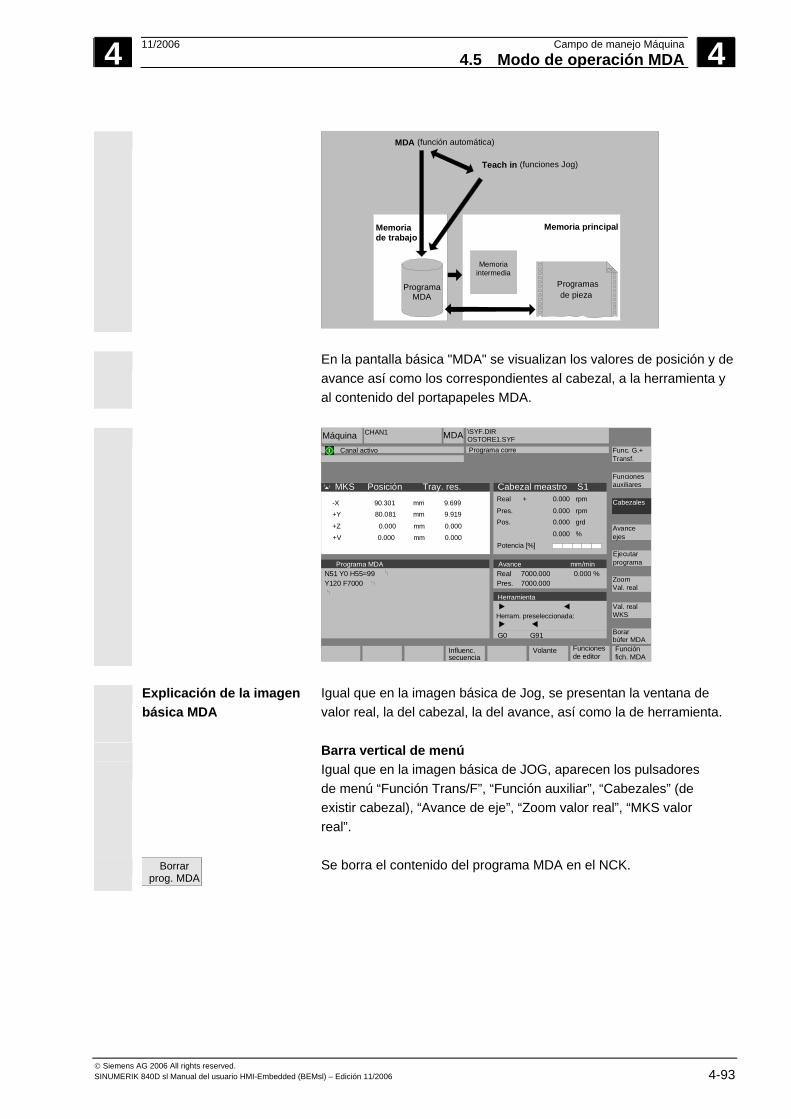
4 11/2006 Campo de manejo Máquina4.5 Modo de operación MDA
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-93
ProgramaMDA
Memoriade trabajo
Memoriaintermedia
de pieza
Memoria principal
MDA (función automática)
Teach in (funciones Jog)
Programas
En la pantalla básica "MDA" se visualizan los valores de posición y de
avance así como los correspondientes al cabezal, a la herramienta y al contenido del portapapeles MDA.
Canal activo Func. G.+Transf.
Cabezales
Funcionesauxiliares
Avanceejes
Val. realWKS
VolanteInfluenc.secuencia
Funcionesde editor
MKS Posición Tray. res.
+ X 900.000 mm 0.000- Y -156.000 mm 0.000+ Z 230.000 mm 0.000
Cabezal meastro S1
Avance mm/minPrograma MDAReal 7000.000 0.000 %Pres. 7000.000
N51 Y0 H55=99Y120 F7000
Herramienta
G0 G91
+X900.000mm0.000-Y-156.000mm0.000+Z230.000mm0.000
-X 90.301 mm 9.699+Y 80.081 mm 9.919
+Z 0.000 mm 0.000
+V 0.000 mm 0.000
Real + 0.000 rpm
Pres. 0.000 rpmPos. 0.000 grd
0.000 %
Potencia [%]
Herram. preseleccionada:
Máquina MDA
Borarbúfer MDAFunciónfich. MDA
ZoomVal. real
CHAN1 \SYF.DIROSTORE1.SYF
Ejecutarprograma
Programa corre
Explicación de la imagen
básica MDA
Igual que en la imagen básica de Jog, se presentan la ventana de valor real, la del cabezal, la del avance, así como la de herramienta.
Barra vertical de menú Igual que en la imagen básica de JOG, aparecen los pulsadores
de menú “Función Trans/F”, “Función auxiliar”, “Cabezales” (de existir cabezal), “Avance de eje”, “Zoom valor real”, “MKS valor real”.
Borrar prog. MDA
Se borra el contenido del programa MDA en el NCK.
4 Campo de manejo Máquina 11/2006 4.5 Modo de operación MDA
4
© Siemens AG 2006 All rights reserved. 4-94 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.5.2 Guardar programa
Funcionamiento
Un programa creado en MD se guarda en el directorio "MPF" en la CompactFlash Card y se inserta como programa.
Salvar prog. MDA
El control solicita ponerle un nombre al fichero que se guarda en el programa MDA. El programa es guardado como programa de pieza (MPF.dir) en el directorio "MPF" con el nombre indicado.
4.5.3 Teach In
Funcionamiento
Con la función "Teach In" se pueden crear, modificar y ejecutar programas de pieza (tanto principales como subprogramas) para movimientos o piezas sencillas, posicionando y memorizando, en combinación con la función "MDA". Existen dos posibilidades para crear programas con "Teach In" y "MDA": • Posicionamiento manual. • Introducción manual de las coordenadas y de información
adicional.
Tanto la entrada de secuencias (introducir, borrar, insertar) como la inserción automática de posiciones en manejo manual es posible solamente en lugares que no han sido procesados todavía.
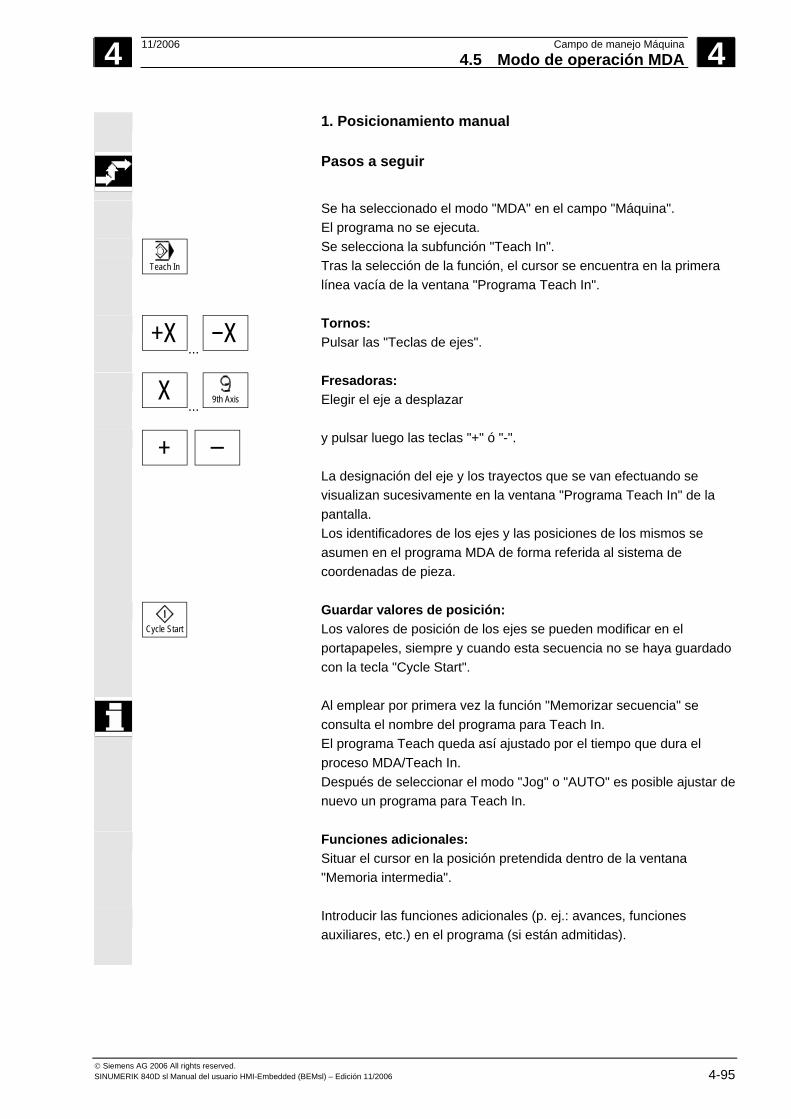
4 11/2006 Campo de manejo Máquina4.5 Modo de operación MDA
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-95
1. Posicionamiento manual
Pasos a seguir
Se ha seleccionado el modo "MDA" en el campo "Máquina".
El programa no se ejecuta.
Teach In
Se selecciona la subfunción "Teach In". Tras la selección de la función, el cursor se encuentra en la primera línea vacía de la ventana "Programa Teach In".
+X...
X
Tornos: Pulsar las "Teclas de ejes".
X... 9th Axis
Fresadoras: Elegir el eje a desplazar
+
y pulsar luego las teclas "+" ó "-". La designación del eje y los trayectos que se van efectuando se visualizan sucesivamente en la ventana "Programa Teach In" de la pantalla. Los identificadores de los ejes y las posiciones de los mismos se asumen en el programa MDA de forma referida al sistema de coordenadas de pieza.
Cycle Start
Guardar valores de posición: Los valores de posición de los ejes se pueden modificar en el portapapeles, siempre y cuando esta secuencia no se haya guardado con la tecla "Cycle Start".
Al emplear por primera vez la función "Memorizar secuencia" se consulta el nombre del programa para Teach In. El programa Teach queda así ajustado por el tiempo que dura el proceso MDA/Teach In. Después de seleccionar el modo "Jog" o "AUTO" es posible ajustar de nuevo un programa para Teach In.
Funciones adicionales: Situar el cursor en la posición pretendida dentro de la ventana "Memoria intermedia".
Introducir las funciones adicionales (p. ej.: avances, funciones auxiliares, etc.) en el programa (si están admitidas).
4 Campo de manejo Máquina 11/2006 4.5 Modo de operación MDA
4
© Siemens AG 2006 All rights reserved. 4-96 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Borrar/insertar/guardar secuencia:
Posicionar el cursor en el lugar deseado.
Borrar secuenc.
La secuencia se borra automáticamente.
Insertar secuenc.
Se inserta automáticamente la secuencia depositada en la memoria de borrado por delante de la línea en que se encuentra el cursor.
Memorizar secuencia
Los nuevos valores de posición y las funciones adicionales quedan guardados.
Cycle Start
Después de pulsar "Cycle Start", se ejecutan como secuencias de programa los correspondientes movimientos de desplazamiento y las funciones introducidas adicionalmente. En la ejecución del programa se visualizan las secuencias desplazadas por el NCK en la ventana de "Secuencia actual".
2. Introducción manual de las coordenadas
Pasos a seguir
Se ha seleccionado el modo "MDA" en el campo "Máquina".
Guardar valores de posición/funciones adicionales:
Introducir en el programa las coordenadas de las posiciones de desplazamiento y las funciones adicionales (condiciones de desplazamiento, funciones auxiliares y similares), mediante la ventana "Programa MDA".
Observaciones adicionales
• Después de iniciar el ciclo, la variación del decalaje de origen ocasiona los correspondientes movimientos de compensación del eje.
• En G64 el comportamiento en el punto final cambia al ejecutar el programa de pieza en "Automático".
• Pueden usarse todas las funciones G.
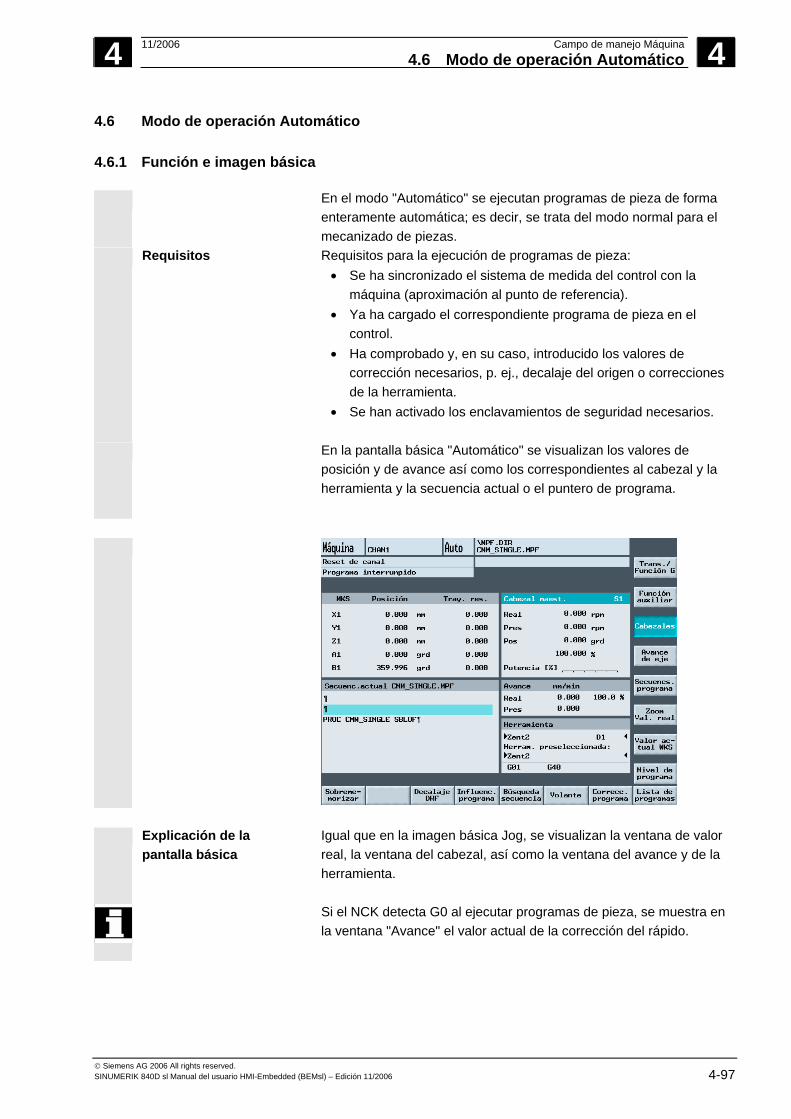
4 11/2006 Campo de manejo Máquina4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-97
4.6 Modo de operación Automático
4.6.1 Función e imagen básica
En el modo "Automático" se ejecutan programas de pieza de forma enteramente automática; es decir, se trata del modo normal para el mecanizado de piezas.
Requisitos Requisitos para la ejecución de programas de pieza: • Se ha sincronizado el sistema de medida del control con la
máquina (aproximación al punto de referencia). • Ya ha cargado el correspondiente programa de pieza en el
control. • Ha comprobado y, en su caso, introducido los valores de
corrección necesarios, p. ej., decalaje del origen o correcciones de la herramienta.
• Se han activado los enclavamientos de seguridad necesarios.
En la pantalla básica "Automático" se visualizan los valores de posición y de avance así como los correspondientes al cabezal y la herramienta y la secuencia actual o el puntero de programa.
Explicación de la
pantalla básica Igual que en la imagen básica Jog, se visualizan la ventana de valor real, la ventana del cabezal, así como la ventana del avance y de la herramienta.
Si el NCK detecta G0 al ejecutar programas de pieza, se muestra en la ventana "Avance" el valor actual de la corrección del rápido.
4 Campo de manejo Máquina 11/2006 4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. 4-98 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Barra horizontal de menú Lista de
programas Se visualiza la lista de piezas y programas. En este campo es posible seleccionar programas para su ejecución.
Barra vertical de menú Secuencia
actual Adicionalmente se visualiza la ventana "Secuencia actual". La secuencia actual se resalta especialmente durante la ejecución del programa. En la línea de encabezamiento se visualiza el nombre del programa al que pertenecen las secuencias actualmente indicadas.
Nivel de programa
Después de accionar el pulsador de menú "Nivel de programa" se visualiza, en lugar de la ventana "Secuencia actual", la ventana de "Indicador de programa". Aquí se indica la profundidad de imbricación del programa (P = Número de pasadas).
Nivel de programa o
Secuenciaactual
En la programación se puede alternar entre la visualización "Nivel de programa" y "Secuencia actual".
Secuencs. programa
Se visualizan 7 secuencias del programa actual y la posición actual en el programa de piezas. La visualización de 7 secuencias muestra siempre el programa de pieza programado y no la ejecución efectiva del programa. Especialmente en llamadas de subprograma se muestra aquí, como secuencia siguiente al subprograma, no la primera secuencia del subprograma (ejecución del programa), sino tan sólo la secuencia quese ejecuta después de la llamada al subprograma.
Observaciones adicionales
Los otros pulsadores de menú se describen en los apartados siguientes.
4 11/2006 Campo de manejo Máquina4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-99
4.6.2 Ejecutar programa
Funcionamiento
Después de haber seleccionado una lista de piezas o de programas, se pueden habilitar o bloquear programas y piezas individuales para su ejecución.
Pasos a seguir
Está seleccionado el modo "Auto" en el campo "Máquina". Está seleccionado el canal correspondiente. El canal se encuentra en el estado Reset. La pieza/el programa a seleccionar existe en la memoria.
Lista de
programas
Tras accionar el pulsador "Lista de programas", el software pasa automáticamente al campo de manejo "Programa". Allí se visualiza una lista de todos los directorios de pieza/programas existentes. Ver el cap. 6: Ejecutar programa en NCK.
Una vez se ha seleccionado la pieza o el programa deseados para ejecutar, regrese al campo de manejo "Máquina" con la tecla de cambio.
Cycle Start
Con la tecla "Cycle Start" se inicia el programa y se puede seguir la posición de los ejes, cabezales, etc., en la pantalla.
4 Campo de manejo Máquina 11/2006 4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. 4-100 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.6.3 Corrección del programa
Funcionamiento
Tan pronto como el control reconozca un error de sintaxis en el programa de pieza se detiene la ejecución de éste y el error se visualiza en la línea de alarmas. En los estados de parada o Reset se pueden realizar pequeñas correcciones.
Pasos a seguir
Está seleccionado el modo de operación "AUTO" en el campo
"Máquina".
Un bloqueo impide sobrepasar el punto de interrupción. El selector de corrección del avance es efectivo. El programa se encuentra en el estado de parada o Reset.
Correcc. programa
Con este pulsador de menú se abre el editor de correcciones. Si se produce un error, se resalta la secuencia defectuosa y puede procederse a su corrección. El cursor se halla sobre el error.
Cerrar Cycle Start
Después de la corrección cerrar el editor y continuar la ejecución con la tecla "Cycle Start".
• Estado de parada: Es posible modificar sólo las líneas que todavía no han sido ejecutadas.
• Estado de Reset: Se pueden modificar todas las líneas.
• Estado de ejecución del programa: ¡No se puede corregir el programa!
4 11/2006 Campo de manejo Máquina4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-101
4.6.4 Búsqueda de secuencias/Definir destino de búsqueda
Funcionamiento
La búsqueda de secuencias permite avanzar en el programa de pieza hasta el punto deseado. Para ello, se dispone de tres variantes de búsqueda:
1. Con cálculo del contorno: Durante la búsqueda de secuencia con cálculo se realizan los mismos cálculos que en la ejecución normal del programa. La secuencia buscada es entonces ejecutada de forma análoga a la ejecución normal del programa.
2. Con cálculo en el punto final de la secuencia: Durante la búsqueda de secuencia con cálculo se realizan los mismos cálculos que en la ejecución normal del programa. El tipo de interpolación válido en la secuencia de búsqueda se aplica también para realizar la aproximación al punto final de dicha secuencia o a la siguiente posición programada.
3. Sin cálculo:
No se realizan cálculos durante la búsqueda de secuencia. Los valores memorizados en el control permanecen invariables tal y como estaban antes de la búsqueda de secuencia.
El punto de destino buscado se puede determinar:
• Mediante posicionamiento directo • Especificando un número de secuencia, una marca (meta de
salto o lábel), un string, un nombre de programa o una cadena cualquiera de caracteres
Bibliografía Para más información sobre la búsqueda de secuencias, consultar:
/FB/ K1, BAG, canal, programación.
4 Campo de manejo Máquina 11/2006 4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. 4-102 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Pasos a seguir
En el campo de manejo "Máquina" está seleccionado el modo "AUTO". El canal se encuentra en estado Reset. Está seleccionado el programa en que debe efectuarse la búsqueda de secuencia.
Búsqueda secuencia
Conmutar a la función "Posición buscada". Posicionar el cursor sobre la secuencia de destino. La búsqueda se inicia activando uno de los tres pulsadores de menú siguientes:
Calcular contorno
La búsqueda se inicia con el cálculo del contorno.
• Con "Cycle Start" tiene lugar un movimiento de compensación de los ejes entre la posición real actual y la posición que se aplica mediante el proceso de búsqueda.
• La posición que se aplica se define al principio de la secuencia de programa seleccionada por medio del estado de programa (todas las posiciones de eje, funciones auxiliares). Esto quiere decir que después de la búsqueda del número de secuencia el control está en la posición final de la última secuencia CN anterior al objetivo buscado.
Cálculo
pos. fin. El proceso de búsqueda se inicia con el cálculo en el punto final de la secuencia.
Externo sin calc.
Inicio de la búsqueda sin cálculo
• Cuando se ha encontrado la secuencia buscada, se asume ésta como secuencia actual. El HMI Embedded indica "Se encontró el destino de búsqueda" y muestra la secuencia buscada en la indicación de secuencia actual.
• Se emite la alarma 10208 para indicar que después de JOG se admiten intervenciones de manejo tales como sobrememorizar o cambiar de modo.
• Tras "Cycle Start" arranca el programa y se ejecuta a partir de esta secuencia de destino.
Reset
Con "Reset" se puede cancelar el proceso de búsqueda.
Definir destino búsqueda en el editor de programas:
Posición buscada
Se visualiza el programa principal actualmente seleccionado.
Posicionar la columna del cursor sobre la secuencia de destino deseada en el programa de pieza.
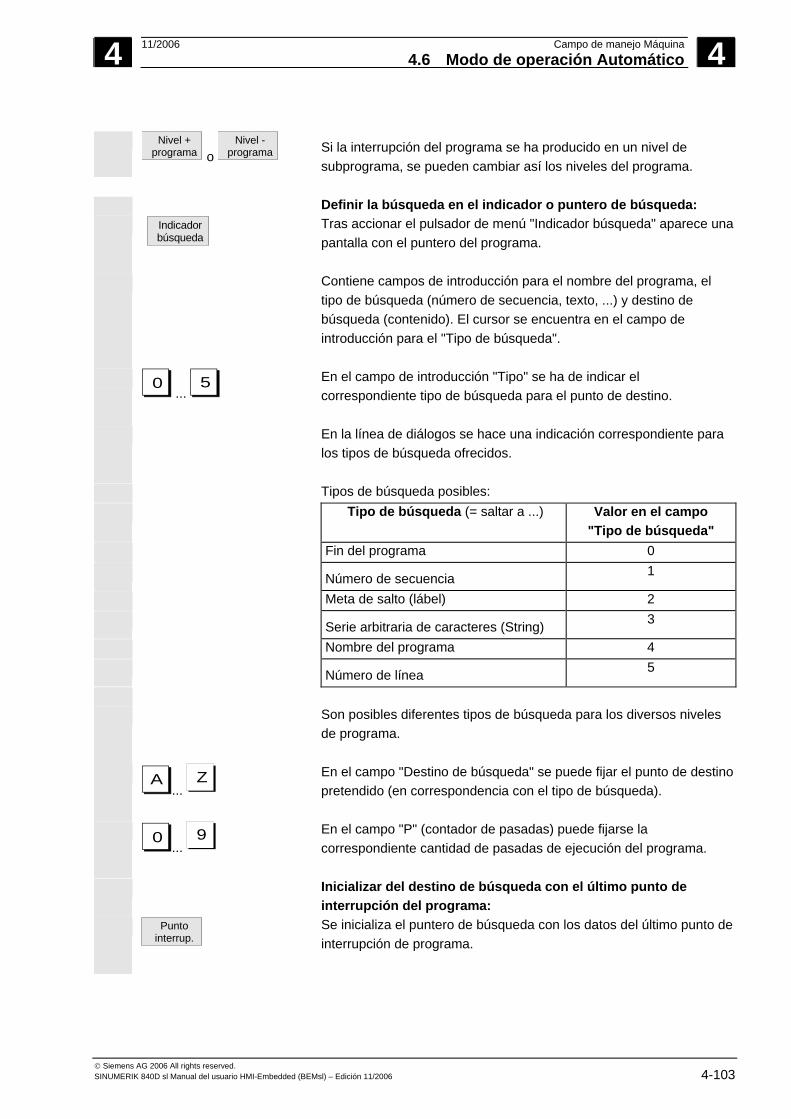
4 11/2006 Campo de manejo Máquina4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-103
Nivel +
programa o Nivel -
programa Si la interrupción del programa se ha producido en un nivel de subprograma, se pueden cambiar así los niveles del programa.
Definir la búsqueda en el indicador o puntero de búsqueda: Indicador
búsqueda Tras accionar el pulsador de menú "Indicador búsqueda" aparece una pantalla con el puntero del programa.
Contiene campos de introducción para el nombre del programa, el tipo de búsqueda (número de secuencia, texto, ...) y destino de búsqueda (contenido). El cursor se encuentra en el campo de introducción para el "Tipo de búsqueda".
0 ...
5
En el campo de introducción "Tipo" se ha de indicar el correspondiente tipo de búsqueda para el punto de destino.
En la línea de diálogos se hace una indicación correspondiente para los tipos de búsqueda ofrecidos.
Tipos de búsqueda posibles: Tipo de búsqueda (= saltar a ...) Valor en el campo
"Tipo de búsqueda" Fin del programa 0 Número de secuencia 1
Meta de salto (lábel) 2 Serie arbitraria de caracteres (String) 3
Nombre del programa 4 Número de línea 5
Son posibles diferentes tipos de búsqueda para los diversos niveles
de programa.
A...
Z
En el campo "Destino de búsqueda" se puede fijar el punto de destino pretendido (en correspondencia con el tipo de búsqueda).
0...
9
En el campo "P" (contador de pasadas) puede fijarse la correspondiente cantidad de pasadas de ejecución del programa.
Inicializar del destino de búsqueda con el último punto de interrupción del programa:
Punto interrup.
Se inicializa el puntero de búsqueda con los datos del último punto de interrupción de programa.
4 Campo de manejo Máquina 11/2006 4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. 4-104 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.6.5 Búsqueda de secuencias acelerada para ejecución de externo
Funcionamiento
La búsqueda de secuencias permite avanzar en el programa de pieza hasta el punto deseado. En los menús "Posición buscada" e "Indicador búsqueda" puede iniciar una búsqueda de secuencias acelerada con el pulsador de menú "Externo sin cálc." para localizar programas procesados por un equipo externo. El punto de destino buscado se puede determinar:
• Posicionando directamente la barra del cursor en la secuencia de destino o
• Indicando un número de secuencia o un número de línea
Ejecución de la búsqueda de secuencias: Bajo ciertas circunstancias, los componentes externos de programa se transfieren sólo parcialmente o no se transfieren en absoluto al NCK. Sólo se transferirán al NCK los programas o componentes de programas que sean necesarios para llegar hasta el destino de búsqueda y para la ejecución posterior del programa. Este comportamiento se aplica para las funciones:
• "Ejecución de externo" (procesar de externo) • Ejecución de las instrucciones EXTCALL
Atención
Dado que bajo ciertas circunstancias hay componentes de programa que no se han transferido al NCK, puede presuponerse que las funciones de modo, como avance y comandos de desplazamiento en la secuencia de destino (secuencia principal), no serán correctas. Esto significa que, en las modalidades "Sin cálculo" y "Externo – sin cálculo", debe seleccionar una secuencia de destino (secuencia principal), a partir de la cual se incluya toda la información necesaria para el mecanizado, o se completen los ajustes necesarios mediante la sobrememorización.
Pasos a seguir
En el campo de manejo "Máquina" está seleccionado el modo "AUTO". El canal se encuentra en estado "Reset". Está seleccionado el programa en que debe efectuarse la búsqueda de secuencia.
Búsqueda secuencia
Pasar al diálogo "Posición buscada".
4 11/2006 Campo de manejo Máquina4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-105
Definir destino búsqueda en el editor de programas:
Posición buscada
Se visualiza el programa principal actualmente seleccionado. La búsqueda mediante "Posición buscada" sólo es posible para los programas cargados en el NCK, no para los programas que se ejecutan desde la CompactFlash Card.
Externo sin cálculo
Inicio de la búsqueda sin cálculo para programas externos.
Posicionar la columna del cursor sobre la secuencia de destino deseada en el programa de pieza.
Nivel + programa o
Nivel - programa
Cuando hay un punto de interrupción en el NCK, puede pasarse de un nivel de programa a otro.
Definir la búsqueda en el indicador o puntero de búsqueda:
Indicador búsqueda
Tras accionar el pulsador de menú "Indicador búsqueda" aparece una pantalla con el puntero del programa.
Contiene campos de introducción para el nombre del programa, el tipo de búsqueda (número de secuencia, texto, ...) y destino de búsqueda (contenido). El cursor se encuentra en el campo de introducción para el "Tipo de búsqueda". Pueden utilizarse el tipo 1 (número de secuencia) y el tipo 5 (número de línea) como tipos de búsqueda.
Externo sin calc.
Inicio de la búsqueda sin cálculo para programas.
4.6.6 Sobrememorizar
Funcionamiento
En el modo "AUTO" se pueden introducir en la memoria de trabajo del NCK parámetros tecnológicos (funciones auxiliares, todas las instrucciones programables...). Se pueden además introducir y ejecutar secuencias CN cualquiera.
Pasos a seguir
En el campo de manejo "Máquina" está seleccionado el modo "AUTO".
Cycle Stop
Parar el programa con "Cycle Stop".
Sobreme-morizar
La ventana "Sobrememorizar" se abre.
En esta ventana se pueden registrar las secuencias CN deseadas que deben ser procesadas.
4 Campo de manejo Máquina 11/2006 4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. 4-106 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Cycle Start
Con "Cycle Start" se ejecutan las secuencias introducidas, se visualiza la ventana "Secuencia actual" y se oculta el menú de los pulsadores. La ventana "Sobrememorizar" y los pulsadores de menú correspondientes no se vuelven a visualizar hasta que el estado sea "Canal interrumpido", "Parada" o "Reset".
Una vez ejecutadas las secuencias, se pueden añadir de nuevo secuencias en el búfer para sobrememorizar.
Nota: • Después de "Sobrememorizar" se ejecuta un subprograma con
el contenido de REPOSA. El programa es visualizable para el operador.
• En el estado de ejecución del programa no se puede sobrememorizar.
Observaciones adicionales
• Pulsando la tecla "Recall" se puede cerrar la ventana. En este caso se abandona la función de sobrememorizar.
• Se puede cambiar de modo sólo después de haber cancelado la función "Sobrememorizar" con la tecla "Recall".
• En el modo "AUTO" prosigue ahora el programa seleccionado antes de sobrememorizar, después de volver a pulsar la tecla "Cycle Start".
• La sobrememorización no influye sobre los programas instalados en la memoria de programas de pieza.
• La función también está disponible en el modo Secuencia a secuencia.
4 11/2006 Campo de manejo Máquina4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 4-107
4.6.7 Influenciación del programa
Funcionamiento
En los modos de operación "AUTO" y "MDA" se puede modificar con esta función la ejecución de un programa. Se pueden activar o desactivar las siguientes influenciaciones en el programa:
SKP Secuencia opcional DRY Avance de recorrido de prueba ROV Corrección del rápido M01 Parada programada M101 Parada al final de ciclo (opcional) DRF Selección decalaje DRF PRT Prueba de programa SBL1 Secuencia a secuencia con Stop después de cada secuencia de función de máquina SBL2. Secuencia a secuencia con Stop después de cada secuencia
Mostrar todas las secuencias en la visualización del programa.
Mostrar únicamente secuencias en la visualización del programa actual.
Ver cap. 2 "Indicación de la influenciación del programa"
La visualización depende de los datos de máquina del panel de operador, donde es posible configurar la autorización de acceso.
Bibliografía /FB/ A2, Diversas señales de interfaz: Capítulo 4, o /FB/ K1, GCS, Canal, Programación
Pasos a seguir
Se ha seleccionado el modo "AUTO" o "MDA" en el campo "Máquina".
Influenc. en progr.
Se visualiza la ventana "Influenc. en progr.".
Situar el cursor en la posición deseada.
Cada vez que se pulsa la tecla "Select" se activa o desactiva la función seleccionada.
OK
Confirme selección con "OK".
4 Campo de manejo Máquina 11/2006 4.6 Modo de operación Automático
4
© Siemens AG 2006 All rights reserved. 4-108 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
4.6.8 Decalaje DRF
Funcionamiento
El decalaje DRF (función de resólver diferencial) actúa en el sistema de coordenadas básico en ejes geométricos y adicionales. Sin embargo, la asignación del volante se tiene que realizar para el eje de máquina (p .ej.: a través de señales de interfaz CN/PLC: DB31, ... DBX4.0 - 2 Activar volante), en las cuales se refleja el eje geométrico o adicional.
Conexión/desconexión Es posible la conexión y desconexión específica de canal del decalaje DRF mediante la función "Influenciación del programa". El estado se mantiene memorizado hasta después de:
• Power On para todos los ejes • DRFOF (cancelación DRF a través del programa de pieza) • PRESETON (modificación del valor real mediante Preset)
Modificar DRF El decalaje DRF se puede modificar mediante el panel de mando de
máquina efectuando el desplazamiento con el volante (el valor real visualizado no varía).
Pasos a seguir
Está seleccionado el modo de operación "AUTO" en el campo "Máquina". La asignación de ejes es la estándar.
Volante
Introducir el volante deseado o seleccionarlo a través del MSTT.
INC
o VAR
Introducir el incremento deseado o seleccionarlo a través del MSTT.
Decalaje DRF
Se visualiza la ventana "Decalaje DRF". Desplazar los ejes deseados con el volante.
Mediante la misma sucesión de operaciones es posible volver a llevar al valor "0" el decalaje DRF.
5 11/2006 Campo de manejo Parámetros 5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-109
Campo de manejo Parámetros 5.1 Datos de herramienta ............................................................................................. 5-111
5.1.1 Estructura de la corrección de herramientas .......................................................... 5-111 5.1.2 Tipos y parámetros de herramienta........................................................................ 5-111
5.2 Corrección de herramienta ..................................................................................... 5-125 5.2.1 Función e imagen básica Corrección de herramienta ............................................ 5-125 5.2.2 Crear nueva herramienta ........................................................................................ 5-127 5.2.3 Visualizar herramienta ............................................................................................ 5-128 5.2.4 Buscar herramienta................................................................................................. 5-128 5.2.5 Borrar herramienta.................................................................................................. 5-129 5.2.6 Crear nuevo filo....................................................................................................... 5-130 5.2.7 Visualizar filo ........................................................................................................... 5-130 5.2.8 Buscar filo ............................................................................................................... 5-131 5.2.9 Borrar filo................................................................................................................. 5-131 5.2.10 Calcular correcciones de herramienta .................................................................... 5-132 5.2.11 Correcciones de herramienta con sólo números D (números D simples).............. 5-133 5.2.12 Activar inmediatamente la corrección de herramienta ........................................... 5-134
5.3 Gestión de herramientas......................................................................................... 5-135 5.3.1 Imagen básica: gestión de herramientas................................................................ 5-136 5.3.2 Seleccionar herramienta ......................................................................................... 5-138 5.3.3 Mostrar y modificar datos de herramienta .............................................................. 5-139 5.3.4 Cargar herramienta................................................................................................. 5-140 5.3.5 Descargar herramienta ........................................................................................... 5-142 5.3.6 Trasladar herramienta............................................................................................. 5-143 5.3.7 Buscar y posicionar herramienta ............................................................................ 5-144
5.4 Gestión de herramientas ShopMill.......................................................................... 5-145 5.4.1 Funcionalidad.......................................................................................................... 5-146 5.4.2 Seleccionar lista de herramientas........................................................................... 5-147 5.4.3 Crear nueva herramienta ........................................................................................ 5-148 5.4.4 Crear varios filos por herramienta........................................................................... 5-149 5.4.5 Cambiar nombre de herramienta............................................................................ 5-150 5.4.6 Crear herramientas duplo/de repuesto ................................................................... 5-151 5.4.7 Herramientas manuales.......................................................................................... 5-151 5.4.8 Introducir datos de desgaste de herramienta ......................................................... 5-152 5.4.9 Activar vigilancia de herramientas .......................................................................... 5-153 5.4.10 Gestionarpuestos en el almacén ............................................................................ 5-156 5.4.11 Borrar herramienta.................................................................................................. 5-157 5.4.12 Cambiar tipo de herramienta .................................................................................. 5-157 5.4.13 Cargar y descargar herramienta en el almacén ..................................................... 5-158 5.4.14 Trasladar herramienta............................................................................................. 5-160 5.4.15 Posicionar almacén................................................................................................. 5-162 5.4.16 Ordenar herramientas en la lista de herramientas ................................................. 5-162
5.5 Gestión de herramientas ShopTurn........................................................................ 5-163 5.5.1 Funcionalidad.......................................................................................................... 5-164 5.5.2 Seleccionar lista de herramientas........................................................................... 5-165
5 Campo de manejo Parámetros 11/2006 5
© Siemens AG 2006 All rights reserved. 5-110 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.5.3 Crear nueva herramienta ........................................................................................5-165 5.5.4 Crear varios filos por herramienta...........................................................................5-167 5.5.5 Crear herramientas duplo/de repuesto ...................................................................5-168 5.5.6 Clasificar herramientas............................................................................................5-169 5.5.7 Borrar herramientas ................................................................................................5-169 5.5.8 Cargar y descargar herramienta en el almacén......................................................5-169 5.5.9 Trasladar herramienta.............................................................................................5-171 5.5.10 Posicionar almacén.................................................................................................5-173 5.5.11 Introducir datos de desgaste de herramienta .........................................................5-173 5.5.12 Activar vigilancia de herramienta ............................................................................5-174 5.5.13 Administrar puestos de almacén.............................................................................5-176
5.6 Parámetros R ..........................................................................................................5-177 5.6.1 Funcionamiento.......................................................................................................5-177 5.6.2 Modificar/borrar/buscar parámetros R ....................................................................5-177
5.7 Datos de operador...................................................................................................5-178 5.7.1 Limitación del campo de trabajo .............................................................................5-178 5.7.2 Datos Jog ................................................................................................................5-179 5.7.3 Datos del cabezal....................................................................................................5-180 5.7.4 Avance de recorrido de prueba para modo de prueba DRY ..................................5-181 5.7.5 Ángulo inicial para roscado .....................................................................................5-182 5.7.6 Otros datos de operador .........................................................................................5-183 5.7.7 Zonas protegidas.....................................................................................................5-184
5.8 Decalaje de origen ..................................................................................................5-185 5.8.1 Función....................................................................................................................5-185 5.8.2 Visualizar decalajes de origen ................................................................................5-187 5.8.3 Modificar decalaje de origen ajustable (G54...) ......................................................5-188 5.8.4 Establecer con efectividad inmediata el decalaje de origen activo y el frame base ..............................................................................................................5-190 5.8.5 Decalaje de origen global/Frame global (Decalaje de origen básico) ....................5-190
5.9 Visualización de frames de sistema........................................................................5-192
5.10 Datos de usuario/Variables de usuario (GUD, PUD, LUD).....................................5-193 5.10.1 Generalidades .........................................................................................................5-193
5 11/2006 Campo de manejo Parámetros5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-111
5.1 Datos de herramienta
5.1.1 Estructura de la corrección de herramientas
Las herramientas se seleccionan en el programa con la función T. Las herramientas se pueden definir con los números T0 hasta T32000. Cada herramienta puede tener hasta 9 filos diferentes: D1 - D9. D1 hasta D9 activa el corrector de herramienta de un filo de herramienta para la herramienta activa. La corrección longitudinal de herramienta se asume con el primer desplazamiento del eje (interpolación lineal o polinómica). La corrección del radio de la herramienta se asume mediante la programación de G41/42 en el nivel activo (G17, 18, 19), en una secuencia de programa con G0 ó G1.
Desgaste de herramienta Se pueden tener en cuenta modificaciones geométricas de la forma de la herramienta activa tanto en longitud (parámetros de herramienta 12 -14) como en radio (parámetros de herramienta 15 - 20).
Corrección de herramienta sólo con números D
La gestión de herramientas se realiza externamente al NCK e implica que los números T carecen de significado. Ésta se activa con el dato de máquina. El rango de números D se incrementa de 1 a -32000. Un número D solamente se puede utilizar una vez para cada herramienta, es decir cada número D define de forma unívoca un bloque de datos de corrección.
Filos de herramienta Cada herramienta puede tener hasta 9 filos diferentes: D1 – D9.
5.1.2 Tipos y parámetros de herramienta
Registros Nº T Número de herramienta Nº D Número de filo Cada campo de datos (memoria de correcciones o correctores) que se puede abrir con un número D, incluye además de los valores geométricos de la herramienta, otras entradas, por ejemplo, el tipo de herramienta (broca, fresa, herramienta de tornear con posición del filo, etc.).
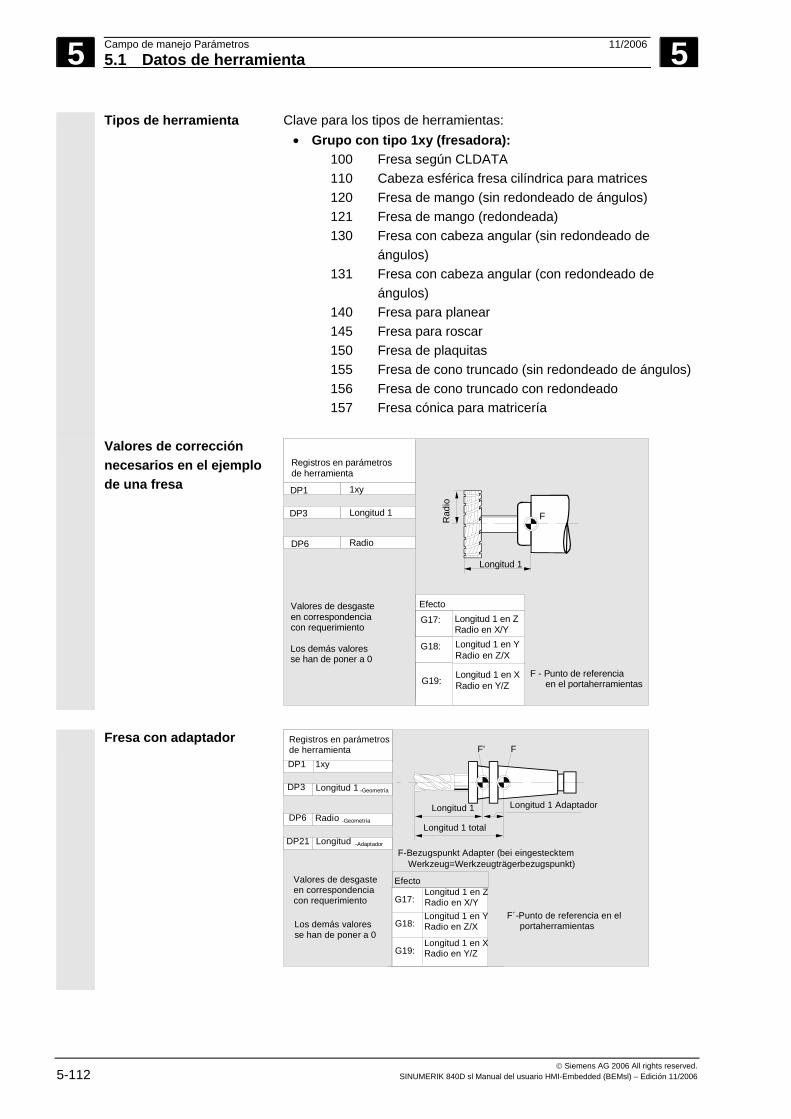
5 Campo de manejo Parámetros 11/2006 5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. 5-112 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Tipos de herramienta Clave para los tipos de herramientas: • Grupo con tipo 1xy (fresadora):
100 Fresa según CLDATA 110 Cabeza esférica fresa cilíndrica para matrices 120 Fresa de mango (sin redondeado de ángulos) 121 Fresa de mango (redondeada) 130 Fresa con cabeza angular (sin redondeado de ángulos) 131 Fresa con cabeza angular (con redondeado de ángulos) 140 Fresa para planear 145 Fresa para roscar 150 Fresa de plaquitas 155 Fresa de cono truncado (sin redondeado de ángulos) 156 Fresa de cono truncado con redondeado 157 Fresa cónica para matricería
Valores de corrección necesarios en el ejemplo de una fresa
F
Efecto
G17:
G18:
Longitud 1 en ZRadio en X/YLongitud 1 en YRadio en Z/X
Longitud 1 en XRadio en Y/ZG19:
Valores de desgasteen correspondenciacon requerimiento
Los demás valoresse han de poner a 0
Registros en parámetros de herramienta
DP3
DP6
Longitud 1
Radio
DP1 1xy
F - Punto de referencia en el portaherramientas
Rad
io
Longitud 1
Fresa con adaptador
FF'Registros en parámetrosde herramienta
DP3
DP6
DP21
Longitud 1 -Geometría
Radio -Geometría
Longitud -Adaptador
Valores de desgasteen correspondenciacon requerimiento
Los demás valoresse han de poner a 0
DP1 1xy
G17:
G18:
G19:
F´-Punto de referencia en el portaherramientas
F-Bezugspunkt Adapter (bei eingestecktem Werkzeug=Werkzeugträgerbezugspunkt)
Efecto
Longitud 1
Longitud 1 total
Longitud 1 Adaptador
Longitud 1 en ZRadio en X/Y Longitud 1 en YRadio en Z/X
Longitud 1 en XRadio en Y/Z
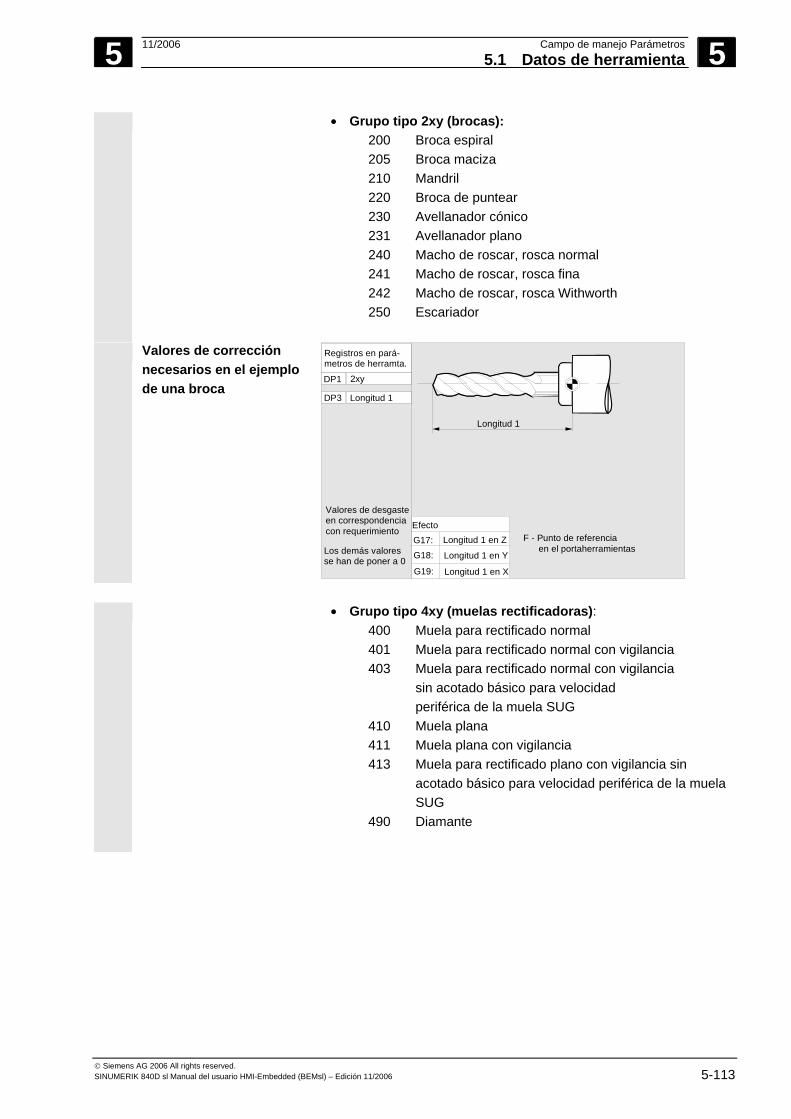
5 11/2006 Campo de manejo Parámetros5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-113
• Grupo tipo 2xy (brocas): 200 Broca espiral 205 Broca maciza 210 Mandril 220 Broca de puntear 230 Avellanador cónico 231 Avellanador plano 240 Macho de roscar, rosca normal 241 Macho de roscar, rosca fina 242 Macho de roscar, rosca Withworth 250 Escariador
Valores de corrección necesarios en el ejemplo de una broca
F
Registros en pará-metros de herramta.
DP1
DP3
2xy
Longitud 1
Valores de desgasteen correspondenciacon requerimiento
Los demás valoresse han de poner a 0
EfectoG17: Longitud 1 en Z
Longitud 1 en Y
Longitud 1 en X
G18:
G19:
F - Punto de referencia en el portaherramientas
Longitud 1
• Grupo tipo 4xy (muelas rectificadoras):
400 Muela para rectificado normal 401 Muela para rectificado normal con vigilancia 403 Muela para rectificado normal con vigilancia sin acotado básico para velocidad periférica de la muela SUG 410 Muela plana 411 Muela plana con vigilancia 413 Muela para rectificado plano con vigilancia sin acotado básico para velocidad periférica de la muela SUG 490 Diamante
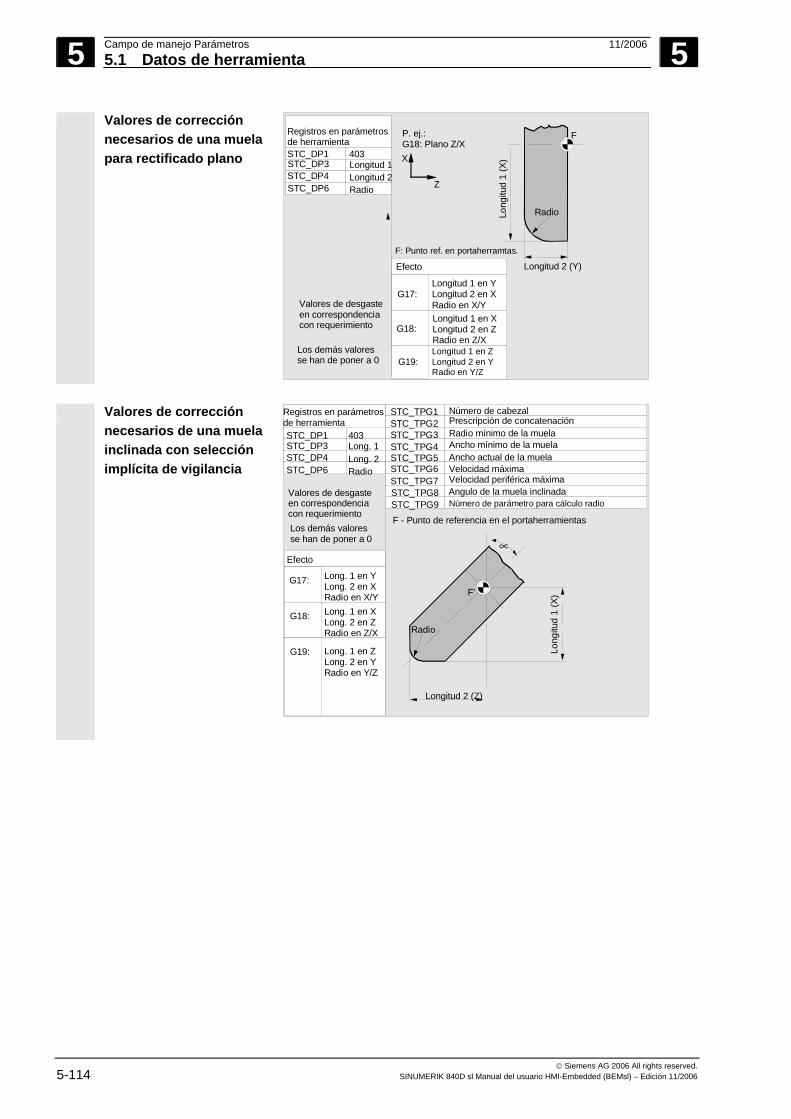
5 Campo de manejo Parámetros 11/2006 5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. 5-114 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Valores de corrección necesarios de una muela para rectificado plano
F
Z
X
Registros en parámetrosde herramientaSTC_DP1STC_DP3STC_DP4STC_DP6
403Longitud 1Longitud 2Radio
Valores de desgasteen correspondenciacon requerimiento
Los demás valoresse han de poner a 0
Efecto
G19:
Longitud 1 en YLongitud 2 en XRadio en X/YLongitud 1 en XLongitud 2 en ZRadio en Z/XLongitud 1 en ZLongitud 2 en YRadio en Y/Z
G17:
G18:
F: Punto ref. en portaherramtas.
P. ej.:G18: Plano Z/X
Long
itud
1 (X
)
Radio
Longitud 2 (Y)
Valores de corrección
necesarios de una muela inclinada con selección implícita de vigilancia
F'
Registros en parámetrosde herramientaSTC_DP1STC_DP3STC_DP4STC_DP6
403Long. 1Long. 2Radio
STC_TPG1STC_TPG2
STC_TPG4STC_TPG5STC_TPG6STC_TPG7STC_TPG8
STC_TPG3
STC_TPG9
Número de cabezalPrescripción de concatenaciónRadio mínimo de la muelaAncho mínimo de la muelaAncho actual de la muelaVelocidad máximaVelocidad periférica máximaAngulo de la muela inclinadaNúmero de parámetro para cálculo radio
Valores de desgasteen correspondenciacon requerimiento Los demás valoresse han de poner a 0
Efecto
G17:
G18:
G19:
Long. 1 en YLong. 2 en XRadio en X/YLong. 1 en XLong. 2 en ZRadio en Z/X
Long. 1 en ZLong. 2 en YRadio en Y/Z
F - Punto de referencia en el portaherramientas
Radio
Longitud 2 (Z)
∝Lo
ngitu
d 1
(X)
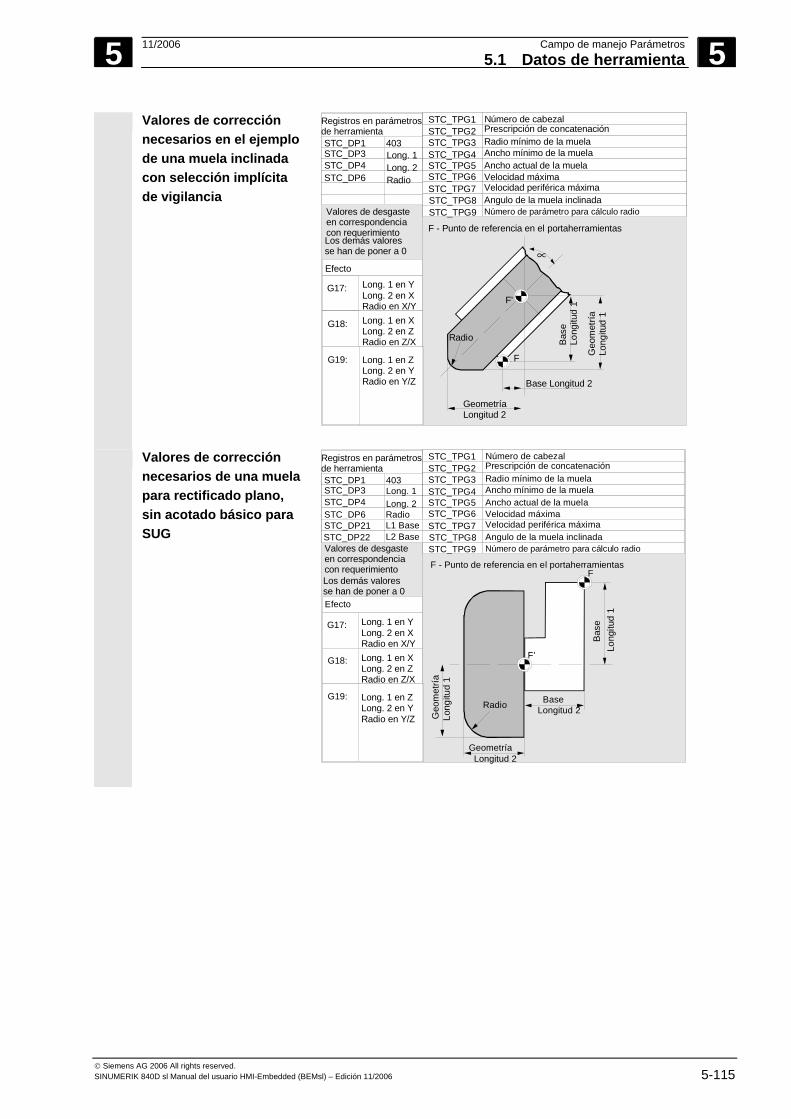
5 11/2006 Campo de manejo Parámetros5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-115
Valores de corrección necesarios en el ejemplo de una muela inclinada con selección implícita de vigilancia
F'
F
STC_DP1STC_DP3STC_DP4STC_DP6
403
STC_TPG1STC_TPG2
STC_TPG4STC_TPG5STC_TPG6STC_TPG7STC_TPG8
STC_TPG3
STC_TPG9
G17:
G18:
G19:
Radio
GeometríaLongitud 2
Base Longitud 2
Base
Long
itud
1
Geo
met
ríaLo
ngitu
d 1
∝
Número de cabezalPrescripción de concatenaciónRadio mínimo de la muelaAncho mínimo de la muelaAncho actual de la muelaVelocidad máximaVelocidad periférica máximaAngulo de la muela inclinadaNúmero de parámetro para cálculo radio
F - Punto de referencia en el portaherramientas
Registros en parámetrosde herramienta
Long. 1Long. 2Radio
Valores de desgasteen correspondenciacon requerimiento Los demás valoresse han de poner a 0
Efecto
Long. 1 en YLong. 2 en XRadio en X/YLong. 1 en XLong. 2 en ZRadio en Z/X
Long. 1 en ZLong. 2 en YRadio en Y/Z
Valores de corrección necesarios de una muela para rectificado plano, sin acotado básico para SUG
STC_DP1STC_DP3STC_DP4STC_DP6
403Long. 1Long. 2Radio
STC_TPG1STC_TPG2
STC_TPG4STC_TPG5STC_TPG6STC_TPG7STC_TPG8
STC_TPG3
STC_TPG9
Efecto
G17:
G18:
G19:
F - Punto de referencia en el portaherramientas
F'
F
Base
Long
itud
1
BaseLongitud 2G
eom
etría
Lon
gitu
d 1
Geometría Longitud 2
Radio
STC_DP21STC_DP22
L1 BaseL2 Base
Long. 1 en YLong. 2 en XRadio en X/YLong. 1 en XLong. 2 en ZRadio en Z/X
Long. 1 en ZLong. 2 en YRadio en Y/Z
Valores de desgasteen correspondenciacon requerimiento Los demás valoresse han de poner a 0
Registros en parámetrosde herramienta
Número de cabezalPrescripción de concatenaciónRadio mínimo de la muelaAncho mínimo de la muelaAncho actual de la muelaVelocidad máximaVelocidad periférica máximaAngulo de la muela inclinadaNúmero de parámetro para cálculo radio
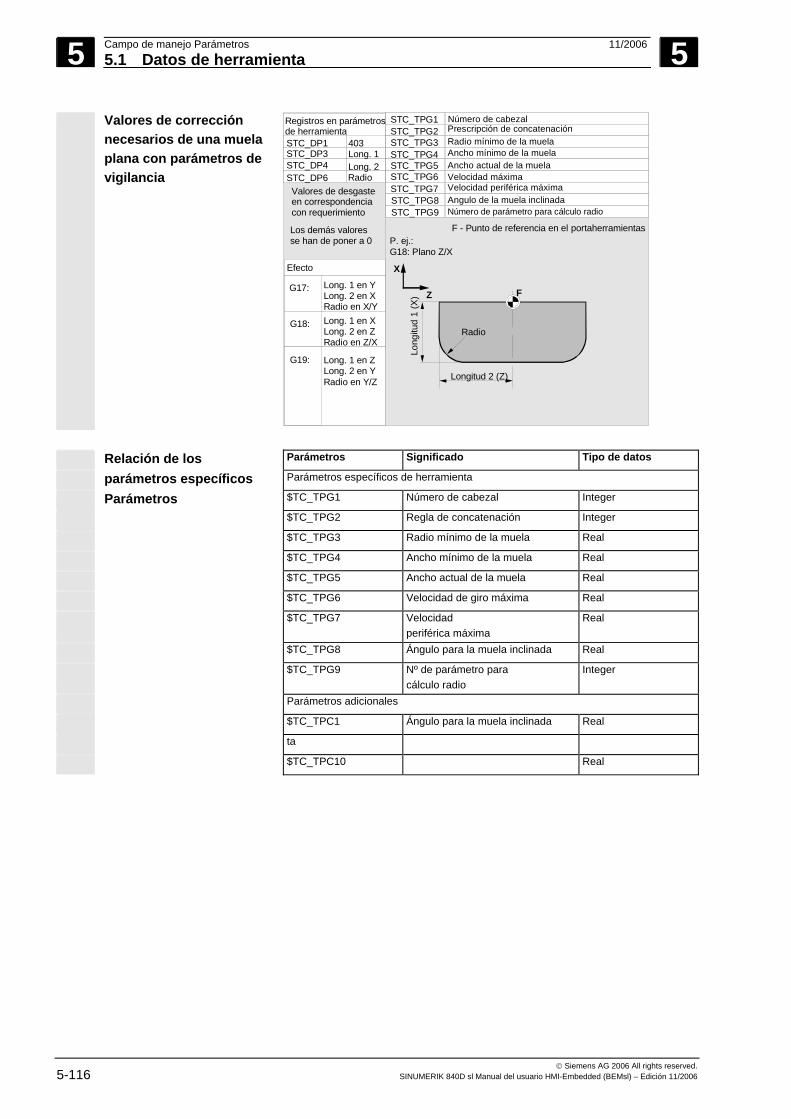
5 Campo de manejo Parámetros 11/2006 5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. 5-116 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Valores de corrección necesarios de una muela plana con parámetros de vigilancia
STC_DP1STC_DP3STC_DP4STC_DP6
403Long. 1Long. 2Radio
STC_TPG1STC_TPG2
STC_TPG4STC_TPG5STC_TPG6STC_TPG7STC_TPG8
STC_TPG3
STC_TPG9
Efecto
G17:
G18:
G19:
F - Punto de referencia en el portaherramientas
FZ
X
Radio
Long
itud
1 (X
)
Longitud 2 (Z)
P. ej.:G18: Plano Z/X
Número de cabezalPrescripción de concatenaciónRadio mínimo de la muelaAncho mínimo de la muelaAncho actual de la muelaVelocidad máximaVelocidad periférica máximaAngulo de la muela inclinadaNúmero de parámetro para cálculo radio
Valores de desgasteen correspondenciacon requerimiento
Los demás valoresse han de poner a 0
Long. 1 en YLong. 2 en XRadio en X/YLong. 1 en XLong. 2 en ZRadio en Z/X
Long. 1 en ZLong. 2 en YRadio en Y/Z
Registros en parámetrosde herramienta
Relación de los Parámetros Significado Tipo de datos
parámetros específicos Parámetros específicos de herramienta
Parámetros $TC_TPG1 Número de cabezal Integer
$TC_TPG2 Regla de concatenación Integer
$TC_TPG3 Radio mínimo de la muela Real
$TC_TPG4 Ancho mínimo de la muela Real
$TC_TPG5 Ancho actual de la muela Real
$TC_TPG6 Velocidad de giro máxima Real
$TC_TPG7 Velocidad periférica máxima
Real
$TC_TPG8 Ángulo para la muela inclinada Real
$TC_TPG9 Nº de parámetro para cálculo radio
Integer
Parámetros adicionales
$TC_TPC1 Ángulo para la muela inclinada Real
ta
$TC_TPC10 Real
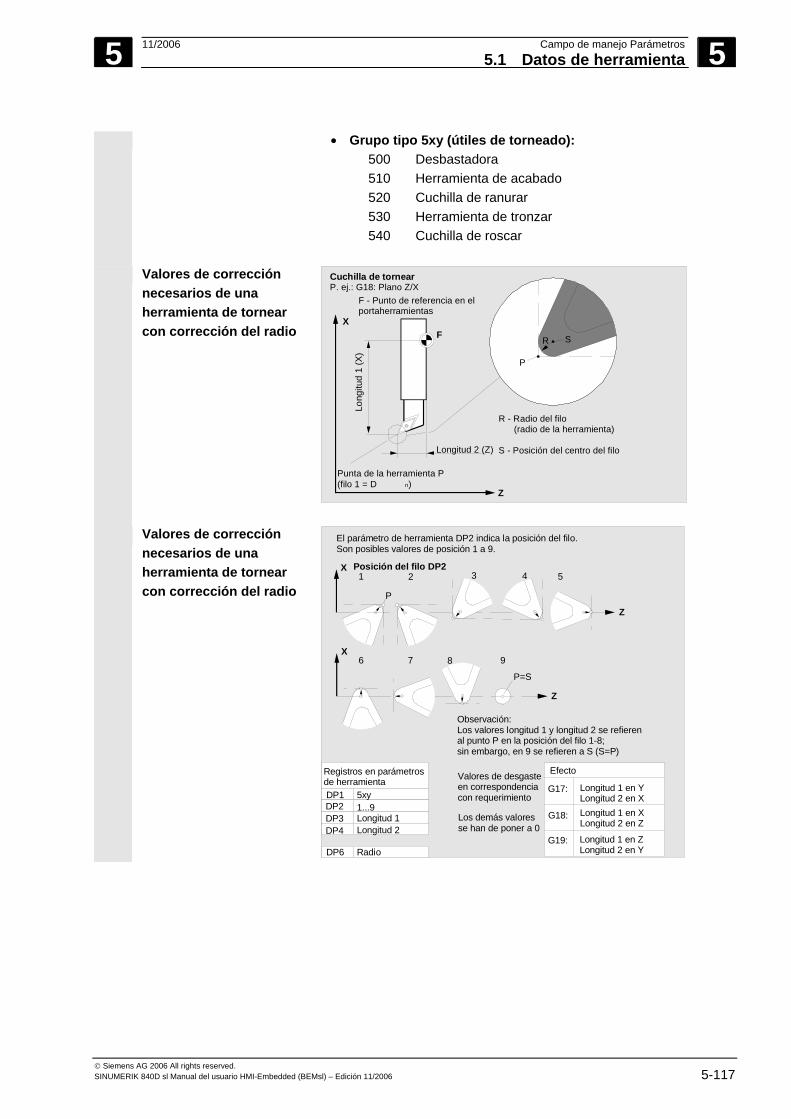
5 11/2006 Campo de manejo Parámetros5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-117
• Grupo tipo 5xy (útiles de torneado):
500 Desbastadora 510 Herramienta de acabado 520 Cuchilla de ranurar 530 Herramienta de tronzar 540 Cuchilla de roscar
Valores de corrección necesarios de una herramienta de tornear con corrección del radio
Z
XF R S
P
Cuchilla de tornearP. ej.: G18: Plano Z/X
F - Punto de referencia en elportaherramientas
Longitud 2 (Z)
Punta de la herramienta P(filo 1 = D n)
Long
itud
1 (X
)
R - Radio del filo (radio de la herramienta)
S - Posición del centro del filo
Valores de corrección necesarios de una herramienta de tornear con corrección del radio
Z
X1 2 4 5
P
Z
X76 8 9
P=S
3
Registros en parámetrosde herramienta DP1DP2DP3DP4
DP6
5xy1...9Longitud 1Longitud 2
Radio
Efecto
G17:
G18:
G19:
Longitud 1 en YLongitud 2 en XLongitud 1 en XLongitud 2 en Z
Longitud 1 en ZLongitud 2 en Y
Valores de desgasteen correspondenciacon requerimiento
Los demás valoresse han de poner a 0
El parámetro de herramienta DP2 indica la posición del filo.Son posibles valores de posición 1 a 9.
Posición del filo DP2
Observación:Los valores longitud 1 y longitud 2 se refierenal punto P en la posición del filo 1-8;sin embargo, en 9 se refieren a S (S=P)
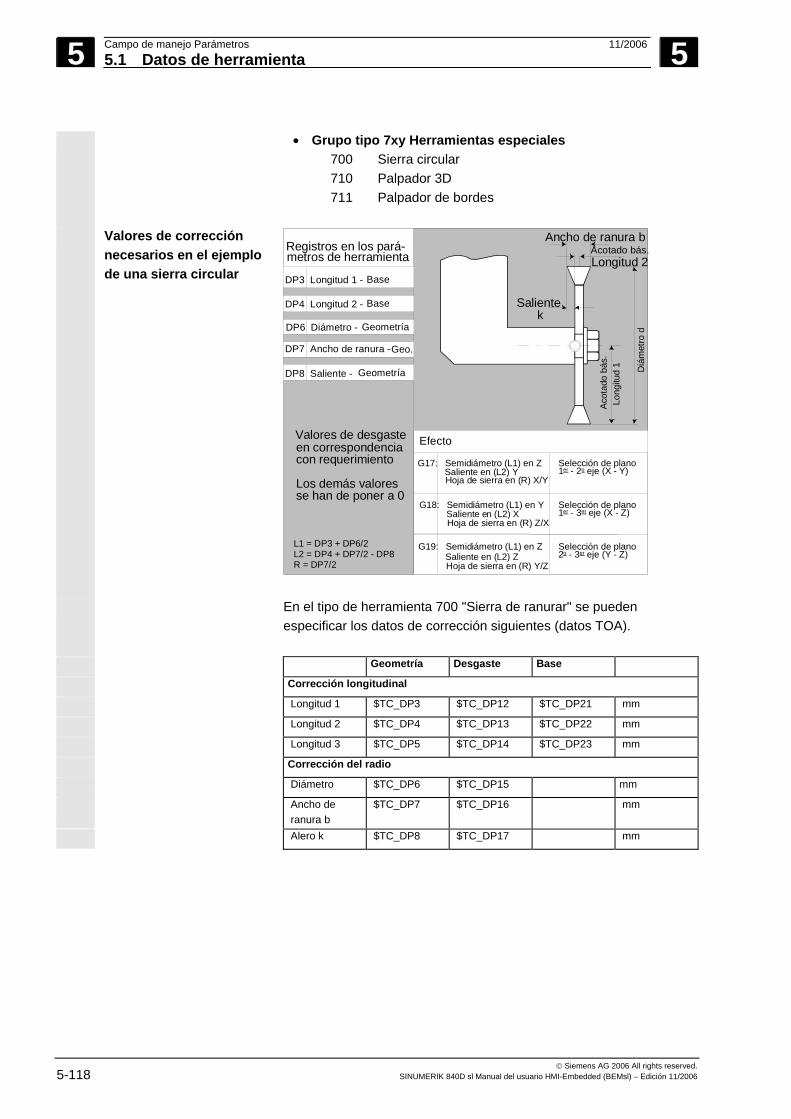
5 Campo de manejo Parámetros 11/2006 5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. 5-118 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
• Grupo tipo 7xy Herramientas especiales
700 Sierra circular 710 Palpador 3D 711 Palpador de bordes
Valores de corrección
necesarios en el ejemplo de una sierra circular
Registros en los pará-metros de herramienta
DP3 Longitud 1 - Base
DP4 Longitud 2 - Base
DP6 Diámetro - Geometría
DP7 Ancho de ranura -
DP8 Saliente - Geometría
Valores de desgasteen correspondenciacon requerimiento
Los demás valoresse han de poner a 0
Efecto
G17: Semidiámetro (L1) en Z Saliente en (L2) Y Hoja de sierra en (R) X/Y
G18: Semidiámetro (L1) en Y Saliente e n (L2) X Hoja de sierra en (R) Z/X
G19: Semidiámetro (L1) en Z Saliente en (L2) Z
Hoja de sierra en (R) Y/Z
Selección de plano1er - 2o eje (X - Y)
Selección de plano1er - 3er eje (X - Z)
Selección de plano2o - 3er eje (Y - Z)
Ancho de ranura bAcotado bás.Longitud 2
Salientek
Acot
ado
bás.
Long
itud
1 Diá
met
ro d
Geo.
L1 = DP3 + DP6/2L2 = DP4 + DP7/2 - DP8R = DP7/2
En el tipo de herramienta 700 "Sierra de ranurar" se pueden
especificar los datos de corrección siguientes (datos TOA).
Geometría Desgaste Base
Corrección longitudinal
Longitud 1 $TC_DP3 $TC_DP12 $TC_DP21 mm
Longitud 2 $TC_DP4 $TC_DP13 $TC_DP22 mm
Longitud 3 $TC_DP5 $TC_DP14 $TC_DP23 mm
Corrección del radio
Diámetro $TC_DP6 $TC_DP15 mm
Ancho de ranura b
$TC_DP7 $TC_DP16 mm
Alero k $TC_DP8 $TC_DP17 mm
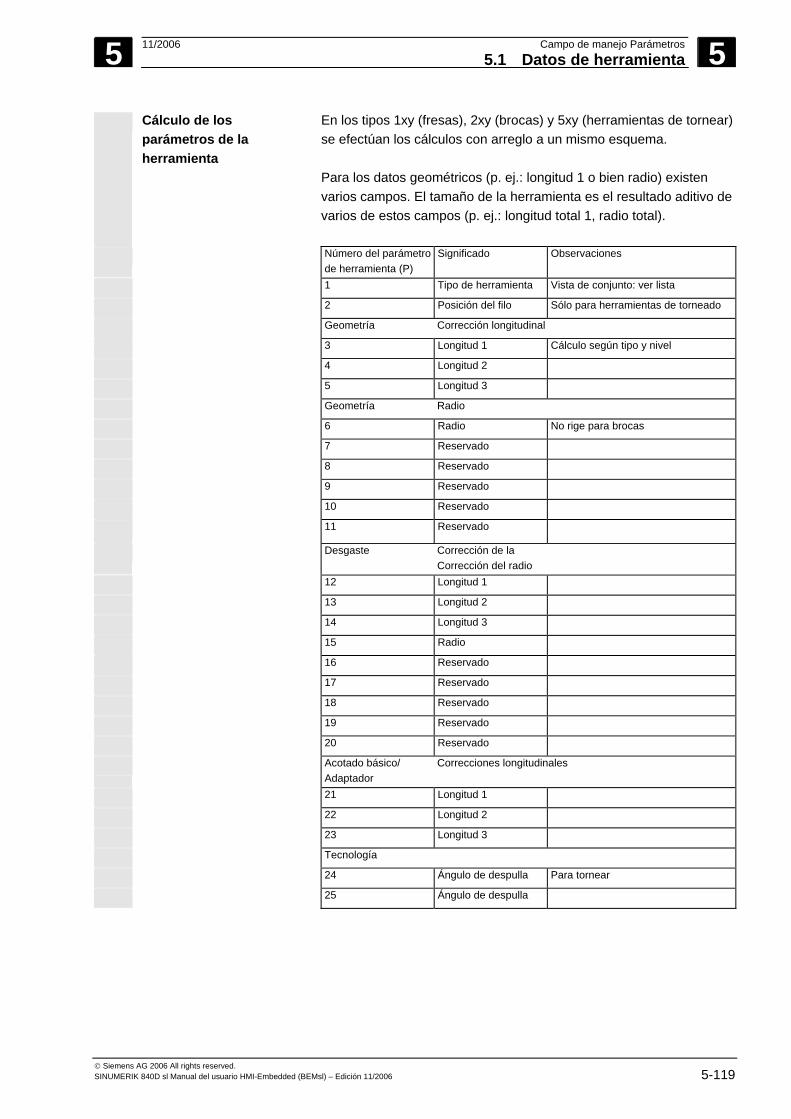
5 11/2006 Campo de manejo Parámetros5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-119
Cálculo de los parámetros de la herramienta
En los tipos 1xy (fresas), 2xy (brocas) y 5xy (herramientas de tornear) se efectúan los cálculos con arreglo a un mismo esquema. Para los datos geométricos (p. ej.: longitud 1 o bien radio) existen varios campos. El tamaño de la herramienta es el resultado aditivo de varios de estos campos (p. ej.: longitud total 1, radio total).
Número del parámetro de herramienta (P)
Significado Observaciones
1 Tipo de herramienta Vista de conjunto: ver lista
2 Posición del filo Sólo para herramientas de torneado
Geometría Corrección longitudinal
3 Longitud 1 Cálculo según tipo y nivel
4 Longitud 2
5 Longitud 3
Geometría Radio
6 Radio No rige para brocas
7 Reservado
8 Reservado
9 Reservado
10 Reservado
11 Reservado
Desgaste Corrección de la Corrección del radio
12 Longitud 1
13 Longitud 2
14 Longitud 3
15 Radio
16 Reservado
17 Reservado
18 Reservado
19 Reservado
20 Reservado
Acotado básico/ Adaptador
Correcciones longitudinales
21 Longitud 1
22 Longitud 2
23 Longitud 3
Tecnología
24 Ángulo de despulla Para tornear
25 Ángulo de despulla
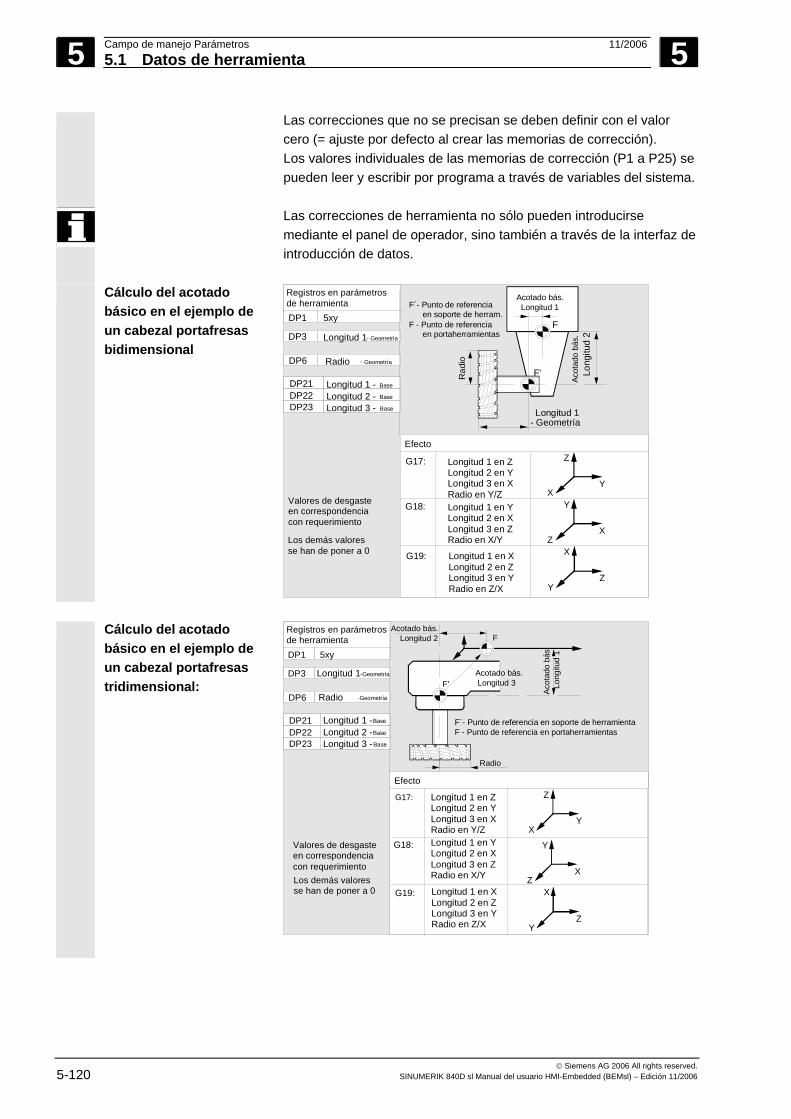
5 Campo de manejo Parámetros 11/2006 5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. 5-120 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Las correcciones que no se precisan se deben definir con el valor cero (= ajuste por defecto al crear las memorias de corrección). Los valores individuales de las memorias de corrección (P1 a P25) se pueden leer y escribir por programa a través de variables del sistema.
Las correcciones de herramienta no sólo pueden introducirse mediante el panel de operador, sino también a través de la interfaz de introducción de datos.
Cálculo del acotado básico en el ejemplo de un cabezal portafresas bidimensional
F
F'
X
Y
Z
Z
X
Y
Y
Z
XValores de desgasteen correspondenciacon requerimiento
Los demás valoresse han de poner a 0
Efecto
G17:
G18:
G19:
Longitud 1 en YLongitud 2 en XLongitud 3 en ZRadio en X/Y
Longitud 1 en XLongitud 2 en ZLongitud 3 en YRadio en Z/X
Longitud 1 en ZLongitud 2 en YLongitud 3 en XRadio en Y/Z
Rad
io
Longitud 1- Geometría
Acot
ado
bás.
Long
itud
2
Acotado bás. Longitud 1F´- Punto de referencia
en soporte de herram.F - Punto de referencia en portaherramientas
Registros en parámetrosde herramienta DP1
DP6
DP3
DP21DP22DP23
5xy
Longitud 1 - Geometría
Radio - Geometría
Longitud 1 - Base
Longitud 2 - Base
Longitud 3 - Base
Cálculo del acotado
básico en el ejemplo de un cabezal portafresas tridimensional:
X
Y
Z
Z
X
Y
Y
Z
X
Valores de desgasteen correspondenciacon requerimiento Los demás valoresse han de poner a 0
Efecto
G17:
G18:
G19:
Registros en parámetrosde herramienta DP1
DP6
DP3
DP21DP22DP23
5xy
F'
F
Acotado bás. Longitud 3
Acotado bás. Longitud 2
Acot
ado
bás.
Lon
gitu
d 1
F´- Punto de referencia en soporte de herramientaF - Punto de referencia en portaherramientas
Radio
Longitud 1 -Geometría
Radio -Geometría
Longitud 1 - Base
Longitud 2 - Base
Longitud 3 - Base
Longitud 1 en YLongitud 2 en XLongitud 3 en ZRadio en X/Y
Longitud 1 en XLongitud 2 en ZLongitud 3 en YRadio en Z/X
Longitud 1 en ZLongitud 2 en YLongitud 3 en XRadio en Y/Z
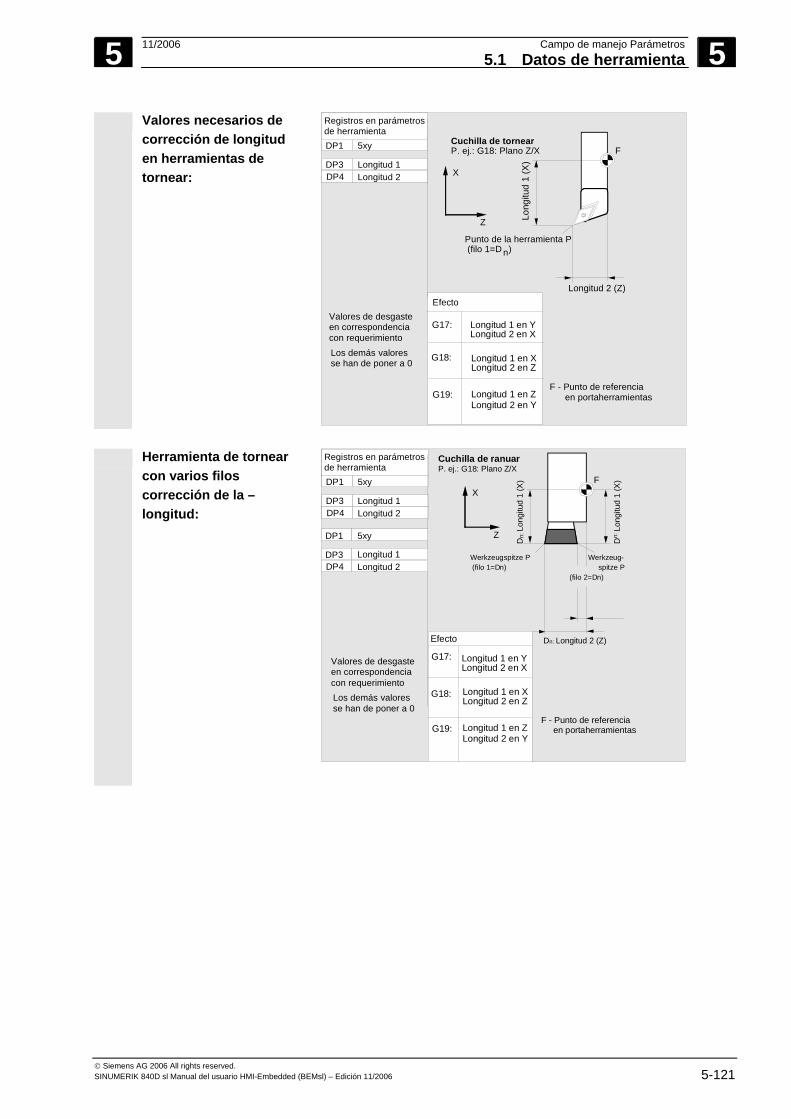
5 11/2006 Campo de manejo Parámetros5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-121
Valores necesarios de corrección de longitud en herramientas de tornear:
Valores de desgasteen correspondenciacon requerimiento Los demás valoresse han de poner a 0
Efecto
G17:
G18:
G19:
Longitud 1 en YLongitud 2 en X
Longitud 1 en XLongitud 2 en Z
Longitud 1 en ZLongitud 2 en Y
Registros en parámetrosde herramienta DP1
DP4DP3
5xy
Longitud 1 Longitud 2
Z
X
FCuchilla de tornearP. ej.: G18: Plano Z/X
Long
itud
1 (X
)
Longitud 2 (Z)
Punto de la herramienta P (filo 1=D n)
F - Punto de referencia en portaherramientas
Herramienta de tornear
con varios filos corrección de la – longitud:
G17:
G18:
G19:
Registros en parámetrosde herramienta DP1
DP4DP3
5xy
Longitud 1 Longitud 2
DP1
DP4DP3
5xy
Longitud 1 Longitud 2
Z
XF
Cuchilla de ranuarP. ej.: G18: Plano Z/X
Werkzeugspitze P (filo 1=Dn)
Werkzeug- spitze P (filo 2=Dn)
Dn: Longitud 2 (Z)
Dn:
Lon
gitu
d 1
(X)
Dn:
Lon
gitu
d 1
(X)
Efecto
Longitud 1 en YLongitud 2 en X
Longitud 1 en XLongitud 2 en Z
Longitud 1 en ZLongitud 2 en Y
F - Punto de referencia en portaherramientas
Valores de desgasteen correspondenciacon requerimiento Los demás valoresse han de poner a 0
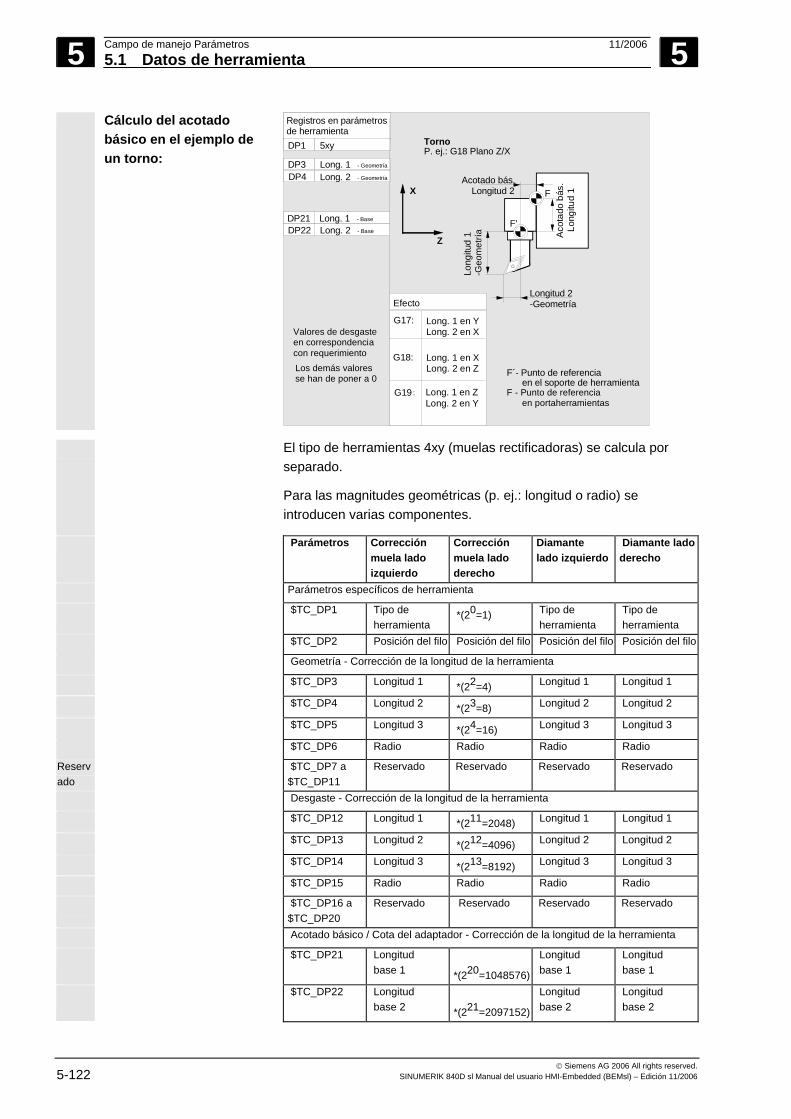
5 Campo de manejo Parámetros 11/2006 5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. 5-122 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Cálculo del acotado básico en el ejemplo de un torno:
G17:
G18:
G19:
Long. 1 en YLong. 2 en X
Long. 1 en XLong. 2 en Z
Long. 1 en ZLong. 2 en Y
Registros en parámetrosde herramienta DP1
DP4DP3
5xy
Long. 1 - Geometría Long. 2 - Geometría
F´- Punto de referencia en el soporte de herramientaF - Punto de referencia en portaherramientas
DP22DP21 Long. 1 - Base
Long. 2 - Base
Z
X F
F'
Acotado bás.Longitud 2
Long
itud
1-G
eom
etría
Longitud 2-Geometría
Aco
tado
bás
. L
ongi
tud
1
TornoP. ej.: G18 Plano Z/X
Efecto
Valores de desgasteen correspondenciacon requerimiento Los demás valoresse han de poner a 0
El tipo de herramientas 4xy (muelas rectificadoras) se calcula por separado.
Para las magnitudes geométricas (p. ej.: longitud o radio) se introducen varias componentes.
Parámetros Corrección muela lado izquierdo
Corrección muela lado derecho
Diamante lado izquierdo
Diamante ladoderecho
Parámetros específicos de herramienta
$TC_DP1 Tipo de herramienta
*(20=1) Tipo de herramienta
Tipo de herramienta
$TC_DP2 Posición del filo Posición del filo Posición del filo Posición del filo
Geometría - Corrección de la longitud de la herramienta
$TC_DP3 Longitud 1 *(22=4) Longitud 1 Longitud 1
$TC_DP4 Longitud 2 *(23=8) Longitud 2 Longitud 2
$TC_DP5 Longitud 3 *(24=16) Longitud 3 Longitud 3
$TC_DP6 Radio Radio Radio Radio Reservado
$TC_DP7 a $TC_DP11
Reservado Reservado Reservado Reservado
Desgaste - Corrección de la longitud de la herramienta
$TC_DP12 Longitud 1 *(211=2048) Longitud 1 Longitud 1
$TC_DP13 Longitud 2 *(212=4096) Longitud 2 Longitud 2
$TC_DP14 Longitud 3 *(213=8192) Longitud 3 Longitud 3
$TC_DP15 Radio Radio Radio Radio
$TC_DP16 a $TC_DP20
Reservado Reservado Reservado Reservado
Acotado básico / Cota del adaptador - Corrección de la longitud de la herramienta
$TC_DP21 Longitud base 1
*(220=1048576)
Longitud base 1
Longitud base 1
$TC_DP22 Longitud base 2
*(221=2097152)
Longitud base 2
Longitud base 2
5 11/2006 Campo de manejo Parámetros5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-123
$TC_DP23 Longitud base 3
*(222=4194304)
Longitud base 3
Longitud base 3
Tecnología
$TC_DP24 Reservado Reservado Reservado Reservado
$TC_DP25 Reservado Reservado Reservado Reservado
Parámetros adicionales
$TC_DPC1
a
$TC_DPC10
* Valor del parámetro de concatenación, si el parámetro se ha de concatenar.
Número de parámetro para
el cálculo del radio $TC_TPG9
Con este parámetro se puede fijar el valor de corrección para SUG y vigilancia de la herramienta así como en el rectificado sin centros. El valor se refiere siempre al filo D1.
$TC_TPG9 = 3 Long. 1 (geom. + desgaste + base, en func. del tipo de herramta.)
$TC_TPG9 = 4 Long. 2 (geom. + desgaste + base, en func. del tipo de herramta.)
$TC_TPG9 = 5 Long. 3 (geom. + desgaste + base, en func. del tipo de herramta.)
$TC_TPG9 = 6 Radio
*: El parámetro del filo 2 está concatenado con el parámetro del filo 1 (ver dato de rectificado específico de la herramienta $TC_TPG2, regla de concatenado). Aquí están representadas cadenas características y se indica entre paréntesis la valoración correspondiente.
Número de cabezal $TC_TPG1
En este parámetro se encuentra el número del cabezal al que se refieren los datos de vigilancia y la SUG.
Regla de concatenación $TC_TPG2
Con este parámetro se fija que parámetros del lado derecho de la muela (D2) y del lado izquierdo de la muela (D1) deben estar concatenados entre sí (ver "Datos TOA"). La variación del valor de uno de los parámetros concatenados se asume entonces también en el otro, automáticamente. En el caso de muelas cartesianas, cuidar de indicar el radio mínimo de la muela en coordenadas cartesianas. Las correcciones de longitud indican en todo caso las distancias entre el punto de referencia del portaherramientas y la punta de la herramienta, en coordenadas cartesianas.
5 Campo de manejo Parámetros 11/2006 5.1 Datos de herramienta
5
© Siemens AG 2006 All rights reserved. 5-124 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Los datos de vigilancia valen tanto para el filo izquierdo de la muela de rectificar como para el derecho. En caso de una variación del ángulo no se corrigen automáticamente las longitudes de las herramientas. En máquinas con eje inclinado se ha de usar el mismo ángulo para el eje inclinado y para la muela inclinada.
Las correcciones que no se requieran se han de definir con el valor cero (= ajuste por defecto al crear las memorias de corrección). Las correcciones de herramienta no sólo pueden introducirse mediante el panel de operador, sino también a través de la interfaz de introducción de datos. Para la programación de datos de corrección, ver
Bibliografía /PG/Instrucciones de programación, Fundamentos
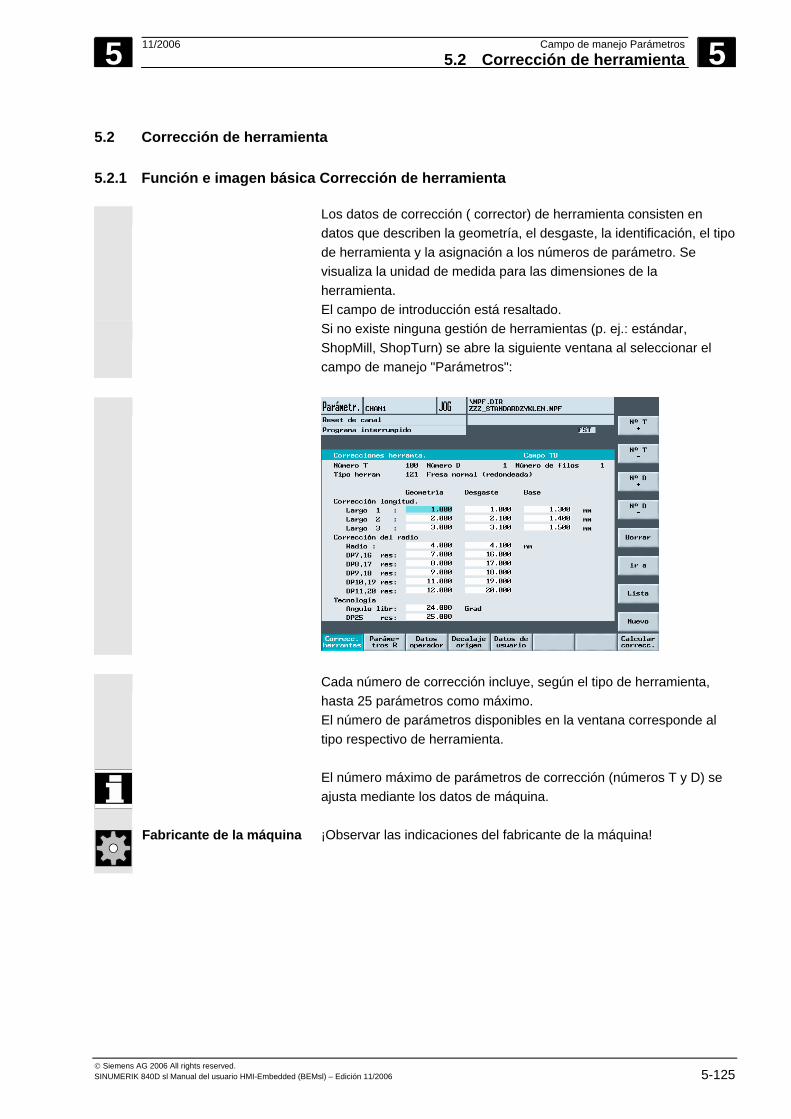
5 11/2006 Campo de manejo Parámetros5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-125
5.2 Corrección de herramienta
5.2.1 Función e imagen básica Corrección de herramienta
Los datos de corrección ( corrector) de herramienta consisten en datos que describen la geometría, el desgaste, la identificación, el tipo de herramienta y la asignación a los números de parámetro. Se visualiza la unidad de medida para las dimensiones de la herramienta. El campo de introducción está resaltado.
Si no existe ninguna gestión de herramientas (p. ej.: estándar, ShopMill, ShopTurn) se abre la siguiente ventana al seleccionar el campo de manejo "Parámetros":
Cada número de corrección incluye, según el tipo de herramienta,
hasta 25 parámetros como máximo. El número de parámetros disponibles en la ventana corresponde al tipo respectivo de herramienta.
El número máximo de parámetros de corrección (números T y D) se ajusta mediante los datos de máquina.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
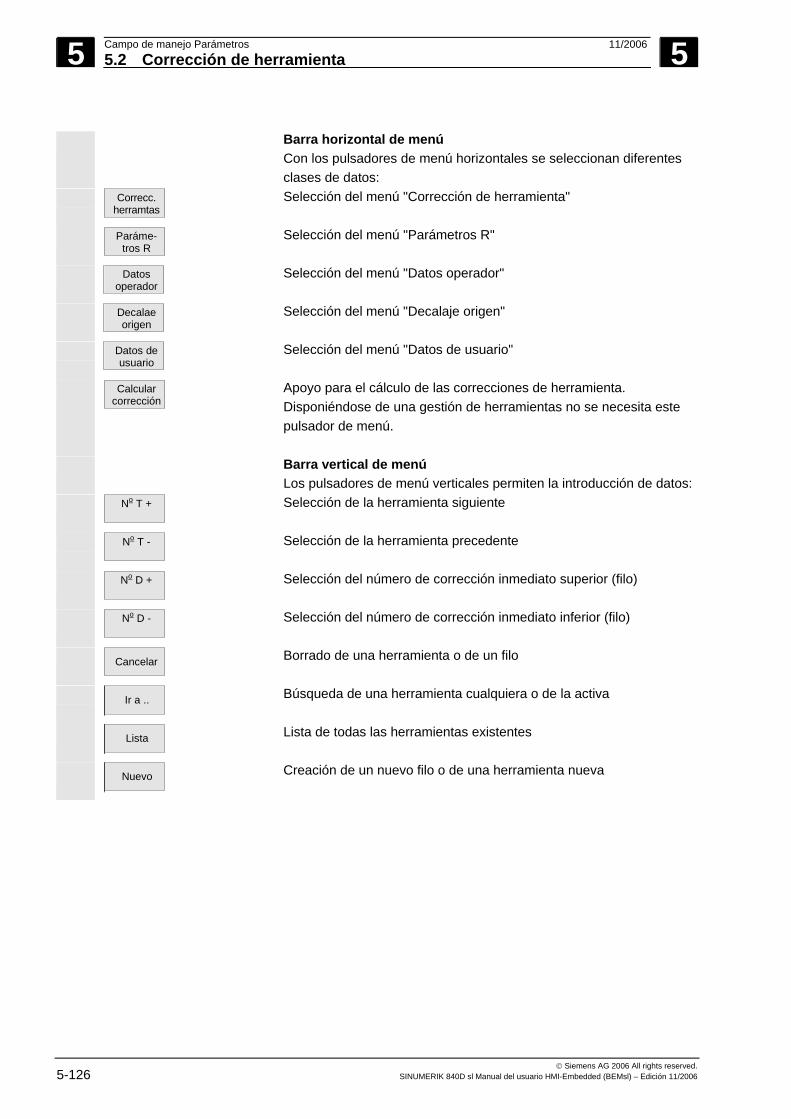
5 Campo de manejo Parámetros 11/2006 5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. 5-126 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Barra horizontal de menú
Con los pulsadores de menú horizontales se seleccionan diferentes clases de datos:
Correcc. herramtas
Selección del menú "Corrección de herramienta"
Paráme-tros R
Selección del menú "Parámetros R"
Datos operador
Selección del menú "Datos operador"
Decalae origen
Selección del menú "Decalaje origen"
Datos de usuario
Selección del menú "Datos de usuario"
Calcular corrección
Apoyo para el cálculo de las correcciones de herramienta. Disponiéndose de una gestión de herramientas no se necesita este pulsador de menú.
Barra vertical de menú Los pulsadores de menú verticales permiten la introducción de datos:
No T +
Selección de la herramienta siguiente
No T -
Selección de la herramienta precedente
No D +
Selección del número de corrección inmediato superior (filo)
No D -
Selección del número de corrección inmediato inferior (filo)
Cancelar
Borrado de una herramienta o de un filo
Ir a ..
Búsqueda de una herramienta cualquiera o de la activa
Lista
Lista de todas las herramientas existentes
Nuevo
Creación de un nuevo filo o de una herramienta nueva
5 11/2006 Campo de manejo Parámetros5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-127
5.2.2 Crear nueva herramienta
Funcionamiento
Cuando se crea una nueva herramienta, al seleccionar el grupo de herramientas se ofrecen automáticamente los tipos de herramientas correspondientes como ayuda para la introducción.
Pasos a seguir
Se visualiza automáticamente la ventana "Correcciones de herramienta".
Nuevo
Herram. nuevo
Accione primeramente el pulsador de menú “Nuevo” y a continuación "Herram. nuevo". Se abre la ventana "Crear nueva herramienta" y por debajo se muestra la codificación de los tipos de herramientas. 1xx Fresas 2xx Brocas 4xx Muelas rectificadoras 5xx Herramientas de tornear 7xx Herramientas especiales
Después de introducir la primera cifra, correspondiente al tipo de
herramienta, p. ej.: • 5xx Herramientas de tornear
para proseguir la selección, se visualizan automáticamente todos los tipos de herramientas disponibles en el grupo 5xy, es decir:
• 500 Cuchilla desbastadora • 510 Cuchilla de acabado • 520 Cuchilla de ranurar o acanalar • 530 Cuchilla de tronzar • 540 Cuchilla para roscar
Introducir las cifras correspondientes mediante el teclado
alfanumérico, o elegirlas de la lista presentada.
Cancelar
No se crea ninguna nueva herramienta. La entrada se desecha.
OK
Se crea la nueva herramienta. La ventana se cierra y se muestra la lista de herramientas.
5 Campo de manejo Parámetros 11/2006 5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. 5-128 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.2.3 Visualizar herramienta
Funcionamiento
Se pueden seleccionar herramientas ya creadas y acceder a los datosde corrección de herramienta.
Pasos a seguir
Se visualiza automáticamente la ventana "Correcciones de herramienta".
Si previamente ya se seleccionó el campo "Parámetros", se visualiza la ventana y la última herramienta seleccionada antes de haber abandonado el campo. Se visualizan inmediatamente los datos de corrección de la herramienta actual. Si no se seleccionó previamente ninguna herramienta, se visualizan los datos de la primera herramienta con su primer número D. Si no existe ninguna herramienta en la zona, se emite un aviso.
No T +
No T -
Seleccionar las herramientas creadas.
Observaciones adicionales
La introducción de datos geométricos y de desgaste de la herramienta puede estar bloqueada por el interruptor de llave.
5.2.4 Buscar herramienta
Funcionamiento
Existen dos posibilidades para buscar una herramienta y visualizar los datos de corrección de herramientas.
Pasos a seguir
1. Buscar herramienta a través del pulsador de menú "Lista": Se visualiza automáticamente la ventana "Correcciones de
herramienta".
Lista
Accione el pulsador de menú "Lista". Se muestra la lista de las herramientas disponibles.
OK
Posicionar el cursor sobre la herramienta buscada y confirmar activando el pulsador de menú "OK".
5 11/2006 Campo de manejo Parámetros5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-129
Ahora queda seleccionada la nueva herramienta y se la visualiza en la ventana de "Correcciones de herramienta".
2. Buscar una herramienta mediante el pulsador de menú "Ir a":
Ir a ..
No T/D
preselec. o No T/D activo
Al accionar el pulsador de menú "Ir a .." aparece una ventana, en la que se registra el número T y D a buscar, o con ayuda de los pulsadores de menú verticales se selecciona respectivamente la herramienta preseleccionada o la activa.
OK
Con "OK" se posiciona en la herramienta buscada. Las correcciones de herramienta correspondientes se visualizan.
5.2.5 Borrar herramienta
Funcionamiento
Se borra una herramienta con todos sus filos y se actualiza automáticamente la lista de herramientas.
Pasos a seguir
Aparece automáticamente la ventana "Datos de corrección de herramienta".
No T +
No T -
Pasar páginas hasta la herramienta a borrar.
Borrar
Accionando el pulsador de menú "Borrar" se cambian los pulsadores de menú verticales.
Borrar herramta.
Accione el pulsador de menú "Borra herramta.". Se borra la herramienta con todos sus filos y se visualizan las correcciones de la herramienta anterior a la borrada.
5 Campo de manejo Parámetros 11/2006 5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. 5-130 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.2.6 Crear nuevo filo
Funcionamiento
Para elegir un nuevo filo, al seleccionar el grupo de herramientas se ofrecen automáticamente los tipos de herramientas correspondientes como ayuda para la introducción.
Pasos a seguir
Se visualiza automáticamente la ventana "Correcciones de herramienta".
Nuevo
Nuevo filo
Accione primeramente el pulsador de menú ”Nuevo“ y a continuación “Nuevo filo”. Aparece la ventana "Nuevo filo". Después de introducir la primera cifra, correspondiente al grupo de herramientas, p. ej.:
• 5xx Herramientas de tornear para proseguir la selección, se visualizan automáticamente todos los tipos de herramientas disponibles en el grupo 5xy, es decir:
• 500 Cuchilla desbastadora • 510 Cuchilla de acabado • 520 Cuchilla de ranurar o acanalar • 530 Cuchilla de tronzar • 540 Cuchilla para roscar
Ver también el apartado: Tipos y parámetros de herramienta
Cancelar
Con "Cancelar" se desecha la entrada.
OK
Con "OK" se memoriza la entrada.
5.2.7 Visualizar filo
Funcionamiento
Los filos de herramientas ya creadas pueden ser seleccionados y cambiados.
No T +
No T -
Seleccionar la herramienta y el filo deseados.
5 11/2006 Campo de manejo Parámetros5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-131
5.2.8 Buscar filo
Funcionamiento
Se dispone de dos criterios de búsqueda: 1. Buscar herramienta con filos a través del pulsador de menú
"Lista":
Lista
Accione el pulsador de menú "Lista". Se muestra la lista de las herramientas disponibles.
OK
Posicionar el cursor sobre la herramienta buscada y confirmar activando el pulsador de menú "OK".
2. Buscar herramienta con filos a través del pulsador de menú "Ir
a":
Ir a ...
T/D-No.. preselec. o
T/D-No.. activo
Al accionar el pulsador de menú "Ir a..." aparece una ventana, en la que se registra el número T y D a buscar, o con ayuda de los pulsadores de menú verticales se selecciona respectivamente la herramienta preseleccionada o la activa.
OK
Con "OK" se posiciona en la herramienta buscada. Las correcciones de herramienta correspondientes se visualizan.
5.2.9 Borrar filo
Funcionamiento
Se pueden borrar uno o varios filos de una herramienta. La lista de herramientas se actualiza automáticamente.
No D +
No D -
Borrar
Borrar filo
Seleccione el filo de una herramienta. Accione primeramente el pulsador de menú ”Borrar“ y, a continuación, “Borrar filo”.
El filo visualizado se borra y se actualiza la lista de herramientas.
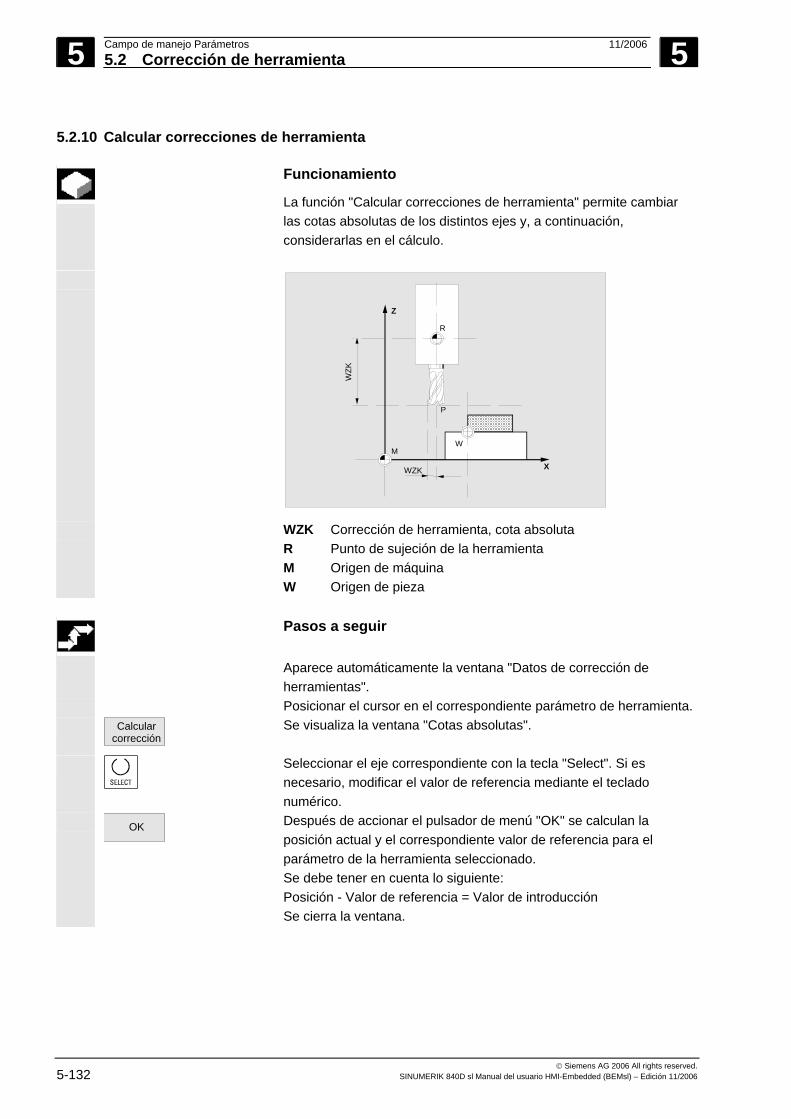
5 Campo de manejo Parámetros 11/2006 5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. 5-132 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.2.10 Calcular correcciones de herramienta
Funcionamiento
La función "Calcular correcciones de herramienta" permite cambiar las cotas absolutas de los distintos ejes y, a continuación, considerarlas en el cálculo.
X
Z
P
R
WM
WZK
WZK
WZK Corrección de herramienta, cota absoluta
R Punto de sujeción de la herramienta M Origen de máquina W Origen de pieza
Pasos a seguir
Aparece automáticamente la ventana "Datos de corrección de herramientas".
Posicionar el cursor en el correspondiente parámetro de herramienta. Calcular
corrección Se visualiza la ventana "Cotas absolutas".
Seleccionar el eje correspondiente con la tecla "Select". Si es necesario, modificar el valor de referencia mediante el teclado numérico.
OK
Después de accionar el pulsador de menú "OK" se calculan la posición actual y el correspondiente valor de referencia para el parámetro de la herramienta seleccionado. Se debe tener en cuenta lo siguiente: Posición - Valor de referencia = Valor de introducción Se cierra la ventana.
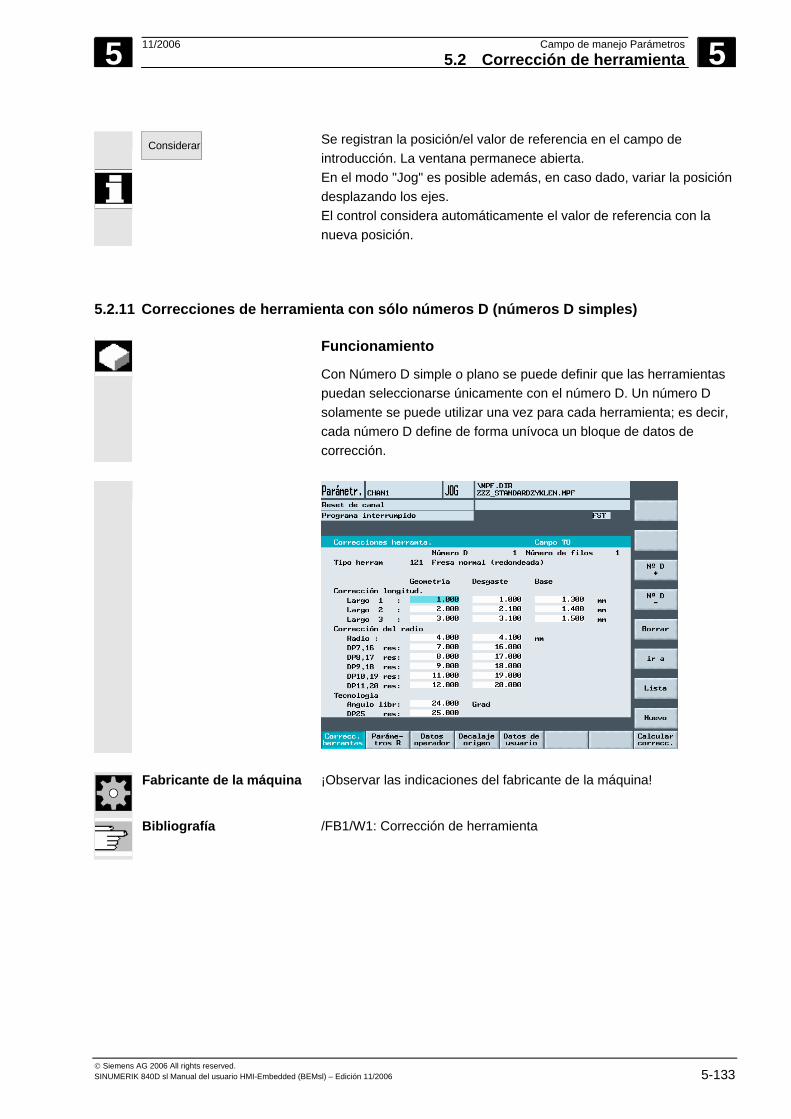
5 11/2006 Campo de manejo Parámetros5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-133
Considerar
Se registran la posición/el valor de referencia en el campo de introducción. La ventana permanece abierta.
En el modo "Jog" es posible además, en caso dado, variar la posición desplazando los ejes. El control considera automáticamente el valor de referencia con la nueva posición.
5.2.11 Correcciones de herramienta con sólo números D (números D simples)
Funcionamiento
Con Número D simple o plano se puede definir que las herramientas puedan seleccionarse únicamente con el número D. Un número D solamente se puede utilizar una vez para cada herramienta; es decir, cada número D define de forma unívoca un bloque de datos de corrección.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Bibliografía /FB1/W1: Corrección de herramienta
5 Campo de manejo Parámetros 11/2006 5.2 Corrección de herramienta
5
© Siemens AG 2006 All rights reserved. 5-134 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.2.12 Activar inmediatamente la corrección de herramienta
Funcionamiento
Con el dato de máquina puede definirse que la corrección activa de herramienta se establezca con efectividad inmediata, cuando el programa de pieza se encuentre en estado "Reset" o "Parada".
Observaciones adicionales
Si se usa la función en el estado Reset, el dato de máquina tiene que estar ajustado de tal manera que la corrección de herramientas no se vaya a invertir con el Reset.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Bibliografía /FB1/K2: Ejes, sistemas de coordenadas…
Precaución
Con el siguiente desplazamiento de ejes programado en el programa de mecanizado, después del "Cycle Start" del Reset se tiene en cuenta la corrección.
5 11/2006 Campo de manejo Parámetros5.3 Gestión de herramientas
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-135
5.3 Gestión de herramientas La gestión de herramientas se puede organizar usando dos tipos de
listas parametrizables. Cada una de ellas presenta las herramientas usadas con un criterio distinto.
Lista de almacén
En la Lista de almacenes se visualizan las herramientas con arreglo alcriterio de ordenación de números crecientes de puesto de almacén. Es posible buscar los datos, visualizarlos y, en la mayoría de ocasiones, modificarlos.
Esta lista se utiliza principalmente durante el cambio de herramientas para cargar, descargar y trasladar entre los almacenes.
Lista de herramientas En la Lista de herramientas se visualizan las herramientas con arreglo al criterio de ordenación de números T crecientes.
Es ventajoso trabajar con esta lista, si se opera con almacenes de herramienta pequeños y se sabe exactamente en qué puesto de almacén se encuentra cada herramienta.
Gestión de herramientas ShopMill
Como alternativa a la gestión de herramientas estándar se puede usar la gestión de herramientas ShopMill. ShopMill permite una gestión de herramientas de fresadoras adecuada para un taller. Puede ser seleccionada usando datos de máquina (DM).
Gestión de herramientas ShopTurn
Como alternativa a la gestión de herramientas estándar se puede usar la gestión de herramientas ShopTurn. ShopTurn permite una gestión de herramientas de tornos adecuada para un taller. Puede ser seleccionada usando datos de máquina (DM).
Fabricante de la máquina
Para saber las funcionalidades que posee la gestión de herramientas, se ruega consultar los datos del fabricante de la máquina.
Bibliografía
/IAM/IM2, Puesta en marcha HMI Embedded /FBW/Descripción de funciones de la gestión de herramientas o /FBSPsl/Descripción de funciones ShopMill /FBT/Descripción de funciones ShopTurn
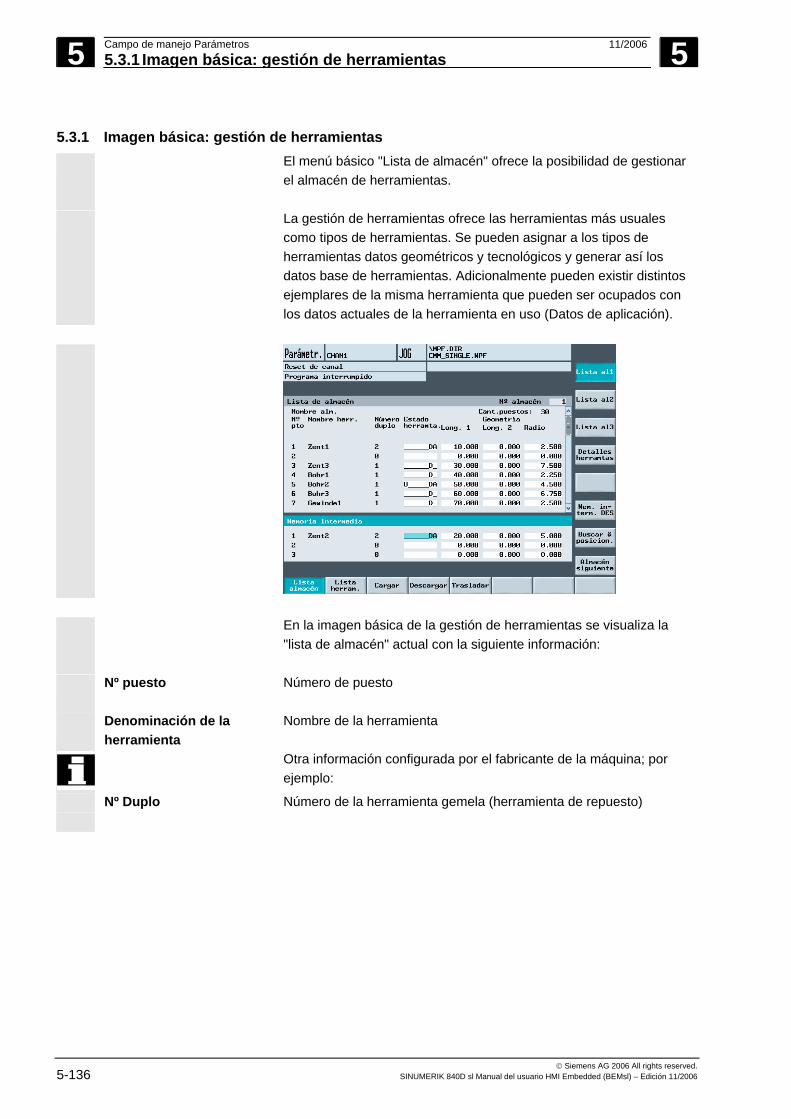
5 Campo de manejo Parámetros 11/2006 5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. 5-136 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
5.3.1 Imagen básica: gestión de herramientas El menú básico "Lista de almacén" ofrece la posibilidad de gestionar
el almacén de herramientas.
La gestión de herramientas ofrece las herramientas más usuales como tipos de herramientas. Se pueden asignar a los tipos de herramientas datos geométricos y tecnológicos y generar así los datos base de herramientas. Adicionalmente pueden existir distintos ejemplares de la misma herramienta que pueden ser ocupados con los datos actuales de la herramienta en uso (Datos de aplicación).
En la imagen básica de la gestión de herramientas se visualiza la
"lista de almacén" actual con la siguiente información:
Nº puesto Número de puesto
Denominación de la herramienta
Nombre de la herramienta
Otra información configurada por el fabricante de la máquina; por ejemplo:
Nº Duplo Número de la herramienta gemela (herramienta de repuesto)
5 11/2006 Campo de manejo Parámetros5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-137
Estado de la herramienta sin visualización = herramienta de repuesto A=Herramienta activada F=Herramienta desbloqueada (liberada) G=Herramienta bloqueada M=Herramienta está medida V=Se llegó al límite de preaviso W=Herramienta cambiándose P=Herramienta codificada para un puesto fijo E=Herramienta estuvo en uso (en aplicación)
Tipo de herramienta Tipo de herramienta Dependiendo del tipo de herramienta, sólo se permiten determinadas correcciones de herramienta durante la carga. A todos los demás tipos de herramienta se les asigna por defecto el valor "0".
Número T Número T interno que eventualmente se requiere para recargar datos de herramientas.
Geo - L1 ... Radio ...
Correcciones de herramienta, como p. ej., longitud, radio, desgaste, datos de vigilancia, etc.
Barra horizontal de menú Lista
almacén
En la imagen básica "Lista almacén" se muestran todas las herramientas que ya están asignadas ("cargadas") a un puesto del almacén.
Lista herram.
Se visualizan todas las herramientas que existen como bloque de datos en el NCK (independientemente de si las herramientas están asignadas a un puesto de almacén o no).
Cargar
Se asigna a la herramienta un puesto de almacén.
Descargar
La herramienta se borra del puesto de almacén actual.
Trasladar
La herramienta es trasladada del puesto actual de almacén a otro.
5 Campo de manejo Parámetros 11/2006 5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. 5-138 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
(Nombre dado por el usuario)
Barra vertical de menú Selección de ventanas específicas del usuario (si están configuradas);p. ej.:
Lista al1
• Datos generales
Lista al2
• Datos de la geometría
Lista al3
• Datos de desgaste
Datos de herramta.
Visualización y edición de los datos de corrección de una herramienta.
Mem. in- term. CON o
Mem. in-term. DES
Visualización y cancelación de la ventana del almacén intermedio en la lista de almacenes. Se indican aquí cabezales, elementos de amarre, etc., es decir, puestos en los que pueden encontrarse herramientas, pero que no son puestos de almacén.
Buscar & Posición
Con este pulsador de menú tiene la posibilidad de buscar una herramienta, así como un puesto de herramienta en el almacén actual y de posicionar. La herramienta se desplaza al punto de carga.
Almacén siguiente
Avanzar al siguiente almacén.
5.3.2 Seleccionar herramienta
Funcionamiento
Para cargar o descargar una herramienta de un almacén, modificar o reeditar los datos actuales de una herramienta o crear un nuevo filo, hay que seleccionar primero la herramienta en cuestión en la "Lista de almacén" o "Lista de herramientas".
Pasos a seguir
Géstion
herramta. Accionar el pulsador de menú "Gestión herramientas". Las barras horizontal y vertical de menú cambian.
Con el pulsador, seleccionar el menú:
Lista almacén o
Lista herram.
"Lista de almacén" o "Lista de herramientas"
Almacén siguiente
Seleccionar el almacén correspondiente.
5 11/2006 Campo de manejo Parámetros5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-139
Colocar la barra de cursor sobre la correspondiente herramienta. Ahora, la herramienta está seleccionada para su edición.
5.3.3 Mostrar y modificar datos de herramienta
Funcionamiento
Los datos de la herramienta seleccionada en la lista de almacén o en la lista de herramientas se pueden visualizar e incluso modificar si resulta necesario.
Los datos de filo de herramienta que se pueden modificar son los siguientes:
• Valores de corrección • Datos de vigilancia
Pasos a seguir
Lista
almacén o Lista
herram. "Lista de almacén" o "Lista de herramientas"
Colocar la barra de cursor sobre la correspondiente herramienta. Se ha seleccionado la herramienta correspondiente.
Detalles herramtas
Accionar el pulsador de menú "Detalles herramienta". Se visualiza el menú "Datos de herramientas". La barra vertical de menú cambia de nuevo.
Ver y modificar datos de herramienta: Los datos de herramienta se pueden ver y modificar en el menú: • "Lista de almacén" (cuando están proyectados los datos de
herramienta, datos de filo y datos de usuario de herramienta en la lista de almacén).
N° D
+
Avanza un filo.
N° D -
Retrocede un filo.
Nuevo filo
Se crea un nuevo filo. Editar los datos de corrección del nuevo filo.
Cancelar
Cancelar la introducción.
OK
Confirmar y aceptar la entrada.
5 Campo de manejo Parámetros 11/2006 5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. 5-140 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
Un filo nuevo puede ser añadido a una herramienta en cualquier momento (aunque la herramienta correspondiente ya se encuentre en el almacén). Introducir aquí los datos de filo.
5.3.4 Cargar herramienta
Funcionamiento
Una herramienta se carga en un almacén en el puesto en el que se encuentra la barra de cursor en el menú "Lista de almacén" o "Lista de herramientas". Para cargar un almacén existen las siguientes posibilidades: • Cargar desde "Lista de almacén"
En el almacén se pueden cargar todas las herramientas existentes. Los datos de herramienta correspondientes se pueden cargar del catálogo de datos básicos, con el portacódigo (si lo hay), o especificar libremente.
• Cargar desde "Lista de herramientas" Se pueden cargar en el almacén herramientas cuyos datos se encuentren ya en la memoria TO.
Pasos a seguir
Se visualiza el menú "Lista de almacén". Las barras horizontal y vertical de menú cambian.
Cargar desde la "Lista de almacén": Lista
almacén
Está seleccionado el menú "Lista de almacén". Está seleccionado el almacén correspondiente.
Cargar
Accionar el pulsador de menú "Cargar". La barra vertical de menú cambia.
Existen 3 posibilidades de buscar el puesto vacío para herramientas de distinto tamaño en combinación con tipos de puesto:
1. Buscar puesto vacío 2. Puesto actual 3. Cargar puesto
5 11/2006 Campo de manejo Parámetros5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-141
1. Buscar
pto. vacío
Introducir en la ventana de consulta el "Tamaño de la herramienta" y el "Tipo de puesto". Si está configurado más de un puesto de carga, seleccionar en una ventana de consulta el puesto de carga pretendido. Se busca el puesto vacío correspondiente. La barra de cursor se posiciona automáticamente en la "Lista de almacén", sobre el puesto de almacén encontrado.
2. Puesto actual
Se ha reconocido un puesto vacío delante del puesto de carga actual.Después de accionar "Puesto actual", el puesto libre se carga delante del punto de carga. La barra de cursor se posiciona automáticamente en la "Lista de almacén", sobre el puesto de almacén encontrado que se halla delante del punto de carga.
3. Cargar puesto
Posicionar el cursor en la lista de almacén sobre el puesto deseado.
Una "Carga directa en el cabezal" es posible si el cursor está colocado sobre el puesto de almacén del cabezal.
Con la tecla de entrada, confirmar las entradas para el identificador deherramienta, el nº Duplo, etc.
Cancelar
Cancelar el proceso de carga.
OK
Confirmar la introducción siempre con "OK".
Cargar de la "Lista de herramientas": Lista
herram.
Está seleccionado el menú "Lista de herramientas". Se ha seleccionado la herramienta correspondiente.
Cargar
Accione el pulsador de menú "Cargar". La barra vertical de menú cambia.
Buscar pto. vacío
Al accionar el pulsador de menú "Buscar puesto vacío" se busca y visualiza un puesto apropiado.
Cancelar
Cancelar el proceso de carga.
OK
Iniciar el proceso de carga.
El puesto elegido se memoriza bajo el número de puesto. Si falta algún dato, se abre la imagen "Datos de herramienta" y a los
datos que faltan se les asignan valores predeterminados. Ahora ya se puede volver a iniciar el proceso de carga.
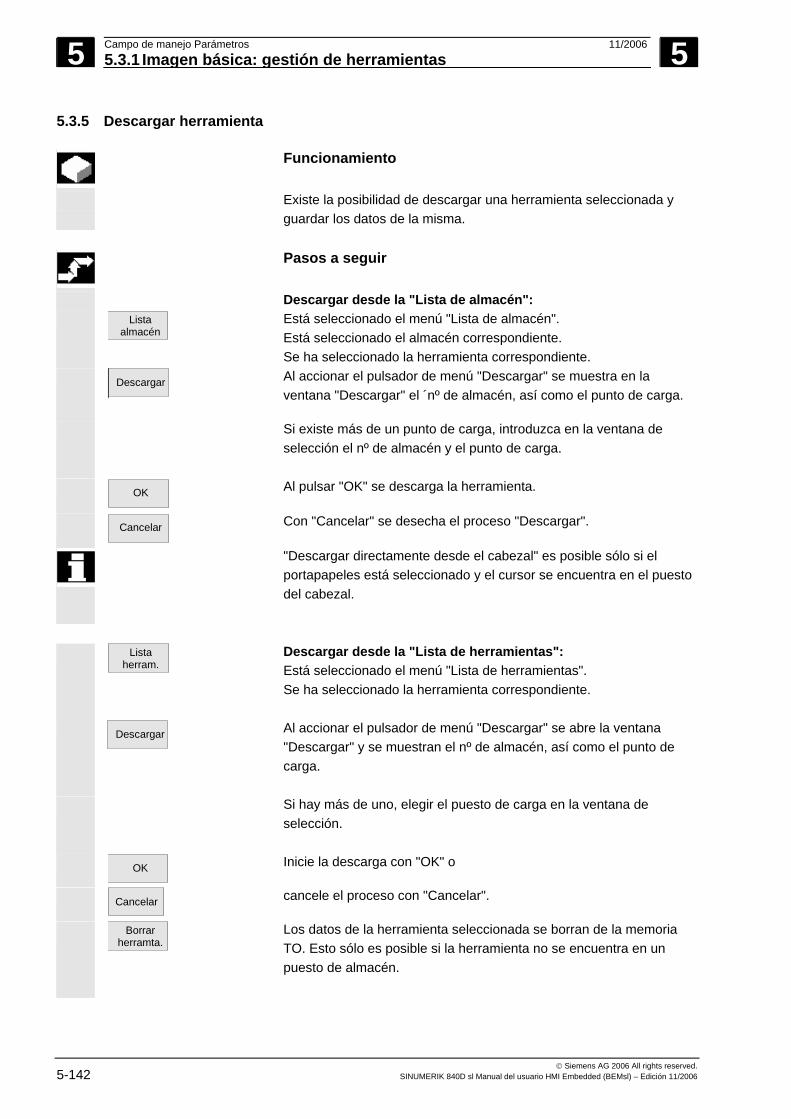
5 Campo de manejo Parámetros 11/2006 5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. 5-142 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
5.3.5 Descargar herramienta
Funcionamiento
Existe la posibilidad de descargar una herramienta seleccionada y guardar los datos de la misma.
Pasos a seguir
Descargar desde la "Lista de almacén":
Lista
almacén
Está seleccionado el menú "Lista de almacén". Está seleccionado el almacén correspondiente. Se ha seleccionado la herramienta correspondiente.
Descargar
Al accionar el pulsador de menú "Descargar" se muestra en la ventana "Descargar" el ´nº de almacén, así como el punto de carga.
Si existe más de un punto de carga, introduzca en la ventana de selección el nº de almacén y el punto de carga.
OK
Al pulsar "OK" se descarga la herramienta.
Cancelar
Con "Cancelar" se desecha el proceso "Descargar".
"Descargar directamente desde el cabezal" es posible sólo si el portapapeles está seleccionado y el cursor se encuentra en el puesto del cabezal.
Lista
herram.
Descargar desde la "Lista de herramientas": Está seleccionado el menú "Lista de herramientas". Se ha seleccionado la herramienta correspondiente.
Descargar
Al accionar el pulsador de menú "Descargar" se abre la ventana "Descargar" y se muestran el nº de almacén, así como el punto de carga.
Si hay más de uno, elegir el puesto de carga en la ventana de selección.
OK
Inicie la descarga con "OK" o
Cancelar
cancele el proceso con "Cancelar".
Borrar herramta.
Los datos de la herramienta seleccionada se borran de la memoria TO. Esto sólo es posible si la herramienta no se encuentra en un puesto de almacén.
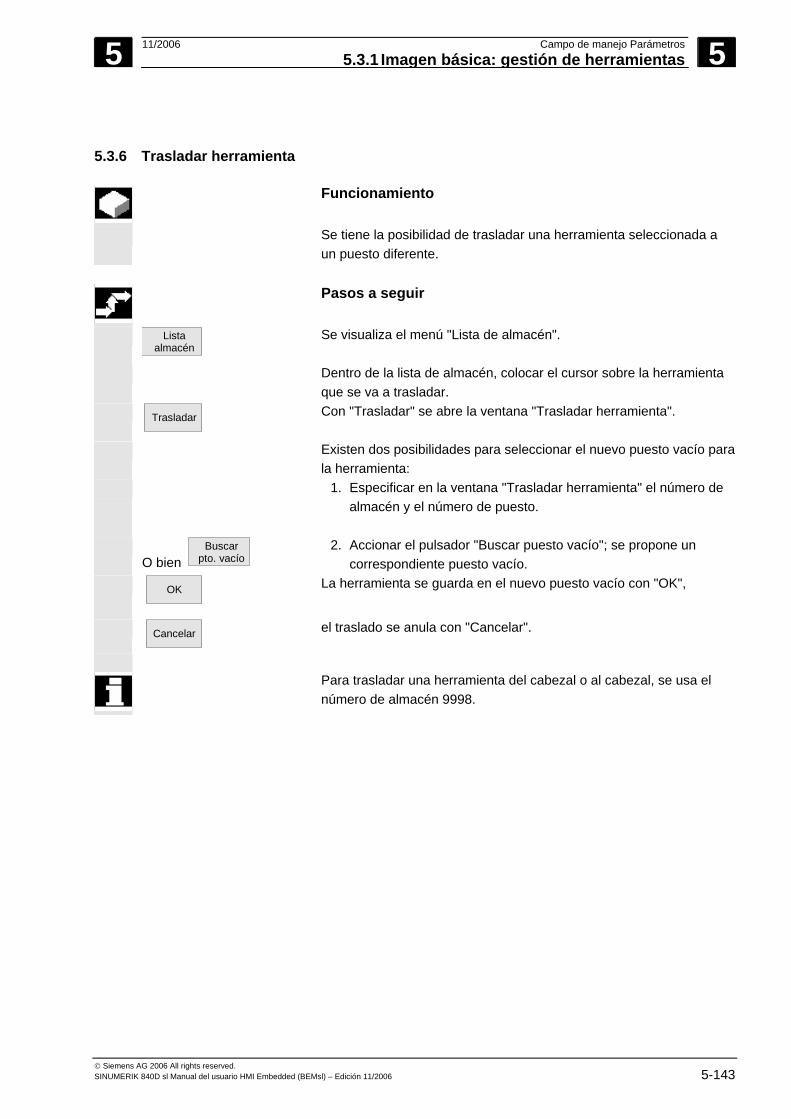
5 11/2006 Campo de manejo Parámetros5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-143
5.3.6 Trasladar herramienta
Funcionamiento
Se tiene la posibilidad de trasladar una herramienta seleccionada a un puesto diferente.
Pasos a seguir
Lista almacén
Se visualiza el menú "Lista de almacén".
Dentro de la lista de almacén, colocar el cursor sobre la herramienta que se va a trasladar.
Trasladar
Con "Trasladar" se abre la ventana "Trasladar herramienta".
Existen dos posibilidades para seleccionar el nuevo puesto vacío para la herramienta:
1. Especificar en la ventana "Trasladar herramienta" el número de almacén y el número de puesto.
O bien
Buscarpto. vacío
2. Accionar el pulsador "Buscar puesto vacío"; se propone un correspondiente puesto vacío.
OK
La herramienta se guarda en el nuevo puesto vacío con "OK",
Cancelar
el traslado se anula con "Cancelar".
Para trasladar una herramienta del cabezal o al cabezal, se usa el
número de almacén 9998.
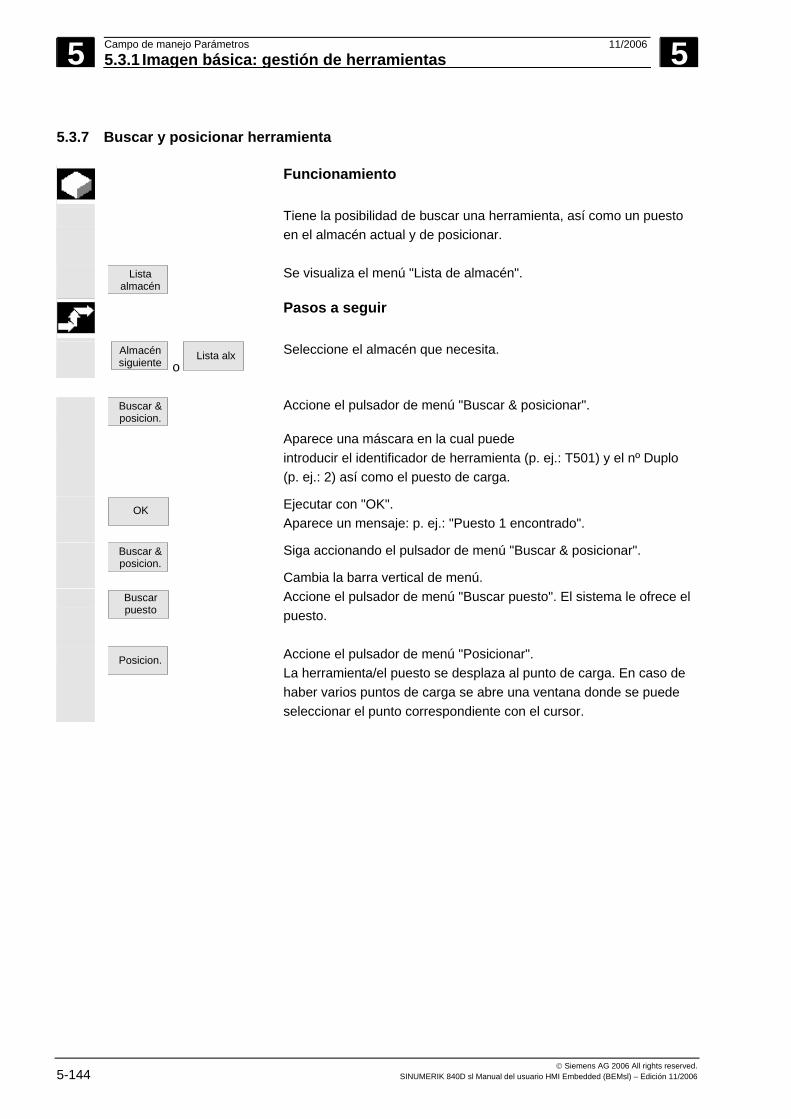
5 Campo de manejo Parámetros 11/2006 5.3.1 Imagen básica: gestión de herramientas
5
© Siemens AG 2006 All rights reserved. 5-144 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
5.3.7 Buscar y posicionar herramienta
Funcionamiento
Tiene la posibilidad de buscar una herramienta, así como un puesto en el almacén actual y de posicionar.
Lista almacén
Se visualiza el menú "Lista de almacén".
Pasos a seguir
Almacén siguiente o
Lista alx
Seleccione el almacén que necesita.
Buscar & posicion.
Accione el pulsador de menú "Buscar & posicionar".
Aparece una máscara en la cual puede introducir el identificador de herramienta (p. ej.: T501) y el nº Duplo (p. ej.: 2) así como el puesto de carga.
OK
Ejecutar con "OK". Aparece un mensaje: p. ej.: "Puesto 1 encontrado".
Buscar & posicion.
Siga accionando el pulsador de menú "Buscar & posicionar".
Cambia la barra vertical de menú.
Buscar puesto
Accione el pulsador de menú "Buscar puesto". El sistema le ofrece el puesto.
Posicion.
Accione el pulsador de menú "Posicionar". La herramienta/el puesto se desplaza al punto de carga. En caso de haber varios puntos de carga se abre una ventana donde se puede seleccionar el punto correspondiente con el cursor.
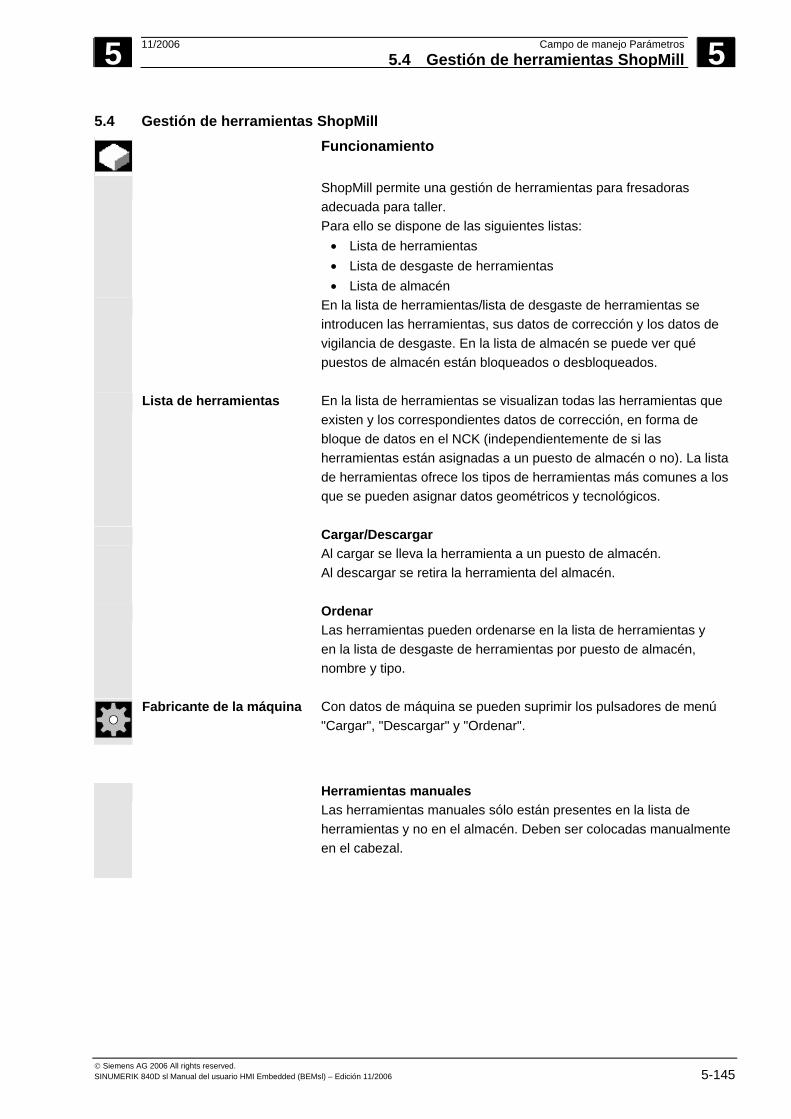
5 11/2006 Campo de manejo Parámetros5.4 Gestión de herramientas ShopMill
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-145
5.4 Gestión de herramientas ShopMill Funcionamiento
ShopMill permite una gestión de herramientas para fresadoras adecuada para taller. Para ello se dispone de las siguientes listas:
• Lista de herramientas • Lista de desgaste de herramientas • Lista de almacén
En la lista de herramientas/lista de desgaste de herramientas se introducen las herramientas, sus datos de corrección y los datos de vigilancia de desgaste. En la lista de almacén se puede ver qué puestos de almacén están bloqueados o desbloqueados.
Lista de herramientas En la lista de herramientas se visualizan todas las herramientas que existen y los correspondientes datos de corrección, en forma de bloque de datos en el NCK (independientemente de si las herramientas están asignadas a un puesto de almacén o no). La lista de herramientas ofrece los tipos de herramientas más comunes a los que se pueden asignar datos geométricos y tecnológicos.
Cargar/Descargar Al cargar se lleva la herramienta a un puesto de almacén. Al descargar se retira la herramienta del almacén.
Ordenar Las herramientas pueden ordenarse en la lista de herramientas y en la lista de desgaste de herramientas por puesto de almacén, nombre y tipo.
Fabricante de la máquina Con datos de máquina se pueden suprimir los pulsadores de menú "Cargar", "Descargar" y "Ordenar".
Herramientas manuales
Las herramientas manuales sólo están presentes en la lista de herramientas y no en el almacén. Deben ser colocadas manualmente en el cabezal.
5 Campo de manejo Parámetros 11/2006 5.4 Gestión de herramientas ShopMill
5
© Siemens AG 2006 All rights reserved. 5-146 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
Lista de desgaste de herramientas
En esta lista se definen cuáles son los datos de desgaste que deben tenerse en cuenta (longitud y radio/diámetro). Igualmente se pueden definir para una herramienta las siguientes vigilancias:
• Vigilancia del tiempo de uso efectivo (vida útil) • Vigilancia del número de cambios de herramienta (número de
piezas) • Vigilancia con respecto al desgaste • Datos adicionales referentes al estado de la herramienta
(bloquear herramienta, herramienta en lugar fijo, herramienta con demasía)
Ocupación de puestos fijos/variables
Usando un dato de máquina se puede definir si todas las herramientas se codifican de manera fija o variable respecto a su puesto.
• Si se codifica de manera fija, la herramienta se asigna a un puesto de almacén fijo. Esta modalidad se puede utilizar en casode máquinas con almacén de disco.
• Si se codifican de manera variable, una herramienta puede ser traída de vuelta a otro puesto de almacén distinto del original. Esta modalidad se puede utilizar en máquinas con cargador en cadena. En la interfaz gráfica de usuario, en la máscara en pantalla "Desgaste de herramienta", se puede definir de manera individual la codificación de puesto fijo para una herramienta.
Almacén En la lista de almacén aparecen los puestos de almacén con las
herramientas y se visualiza en cada caso si el puesto de almacén está bloqueado o no y las características asignadas a la herramienta activa (p. ej.: extragrande).
Bibliografía /FBW/ Descripción de funciones de la gestión de herramientas o
/FBSP/ Descripción de funciones ShopMill.
/BAS/ Manejo/Programación ShopMill
5.4.1 Funcionalidad
Funcionamiento
La gestión de herramientas ShopMill soporta los siguientes tipos de herramienta, parámetros de herramienta y parámetros de almacén:
5 11/2006 Campo de manejo Parámetros5.4 Gestión de herramientas ShopMill
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-147
Tipos de herramienta – 120 Fresa de mango – 200 Broca espiral – 220 Broca de centrar – 710 Palpador–3D – 711 Palpador de cantos – 110 Fresa cilíndrica para matricería – 111 Fresa esférica – 121 Fresa de mango ( con redondeada de ángulos) – 155 Fresa cónica – 156 Fresa de cono truncado (con redondeado de ángulos) – 157 Fresa cónica para matricería
Parámetros de herramienta – Puesto de almacén/número de almacén – Tipo de herramienta – Nombre de herramienta – Número duplo – Geometría longitud 1 – Geometría radio – Desgaste longitud 1 – Desgaste radio – Tipo de vigilancia de herramienta: Vida útil Número de piezas – Estado de la herramienta: Herramienta bloqueada – Estado de la herramienta: Herramienta extragrande (media plaza a
la derecha e izquierda) – Estado de la herramienta: Herramienta en puesto fijo – Radio de redondeo – Angulo para fresa cónica
Parámetros de almacén – Puesto de almacén bloqueado
5.4.2 Seleccionar lista de herramientas
Pasos a seguir
Lista herram.
Si la gestión de herramientas "ShopMill" está ajustada, se visualiza automáticamente el menú "Lista de herramientas" al abrir por primera vez el campo de manejo "Parámetros". En cualquier otro caso, la lista de herramientas selecciona con el pulsador de menú correspondiente.
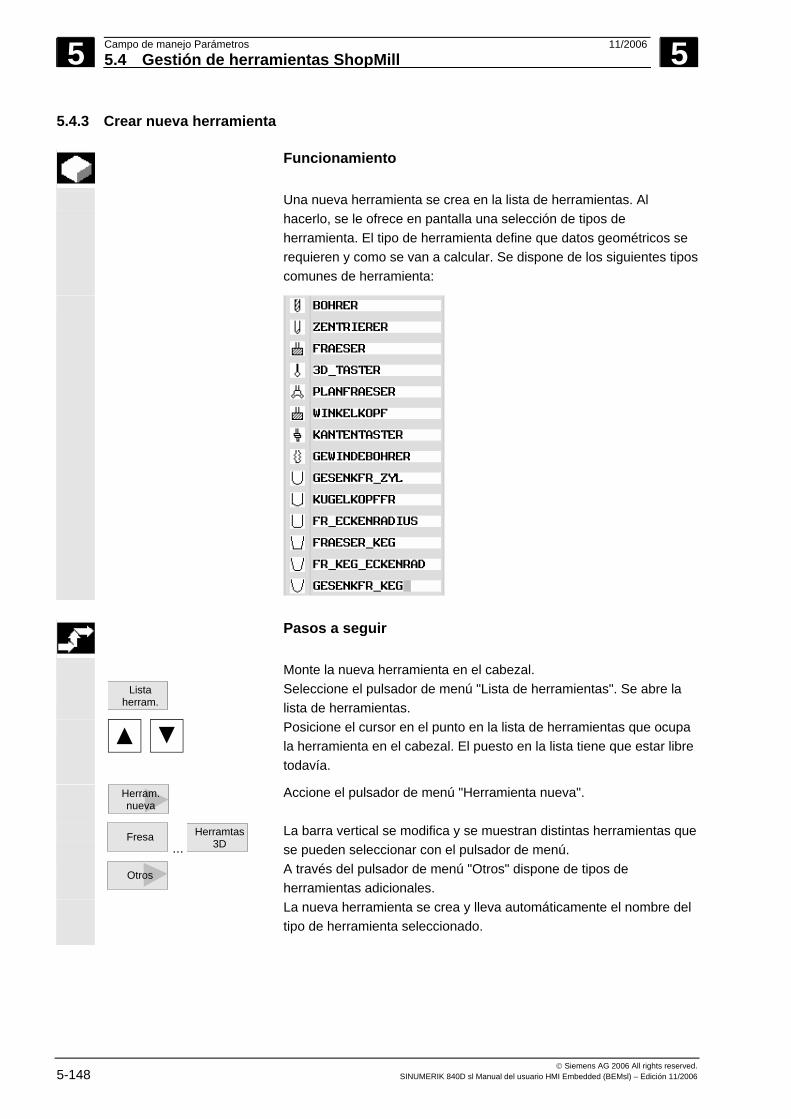
5 Campo de manejo Parámetros 11/2006 5.4 Gestión de herramientas ShopMill
5
© Siemens AG 2006 All rights reserved. 5-148 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
5.4.3 Crear nueva herramienta
Funcionamiento
Una nueva herramienta se crea en la lista de herramientas. Al hacerlo, se le ofrece en pantalla una selección de tipos de herramienta. El tipo de herramienta define que datos geométricos se requieren y como se van a calcular. Se dispone de los siguientes tiposcomunes de herramienta:
Pasos a seguir
Monte la nueva herramienta en el cabezal.
Lista
herram. Seleccione el pulsador de menú "Lista de herramientas". Se abre la lista de herramientas.
Posicione el cursor en el punto en la lista de herramientas que ocupa la herramienta en el cabezal. El puesto en la lista tiene que estar libre todavía.
Herram. nueva
Accione el pulsador de menú "Herramienta nueva".
Fresa ...
Herramtas 3D
La barra vertical se modifica y se muestran distintas herramientas que se pueden seleccionar con el pulsador de menú.
Otros
A través del pulsador de menú "Otros" dispone de tipos de herramientas adicionales.
La nueva herramienta se crea y lleva automáticamente el nombre del tipo de herramienta seleccionado.
5 11/2006 Campo de manejo Parámetros5.4 Gestión de herramientas ShopMill
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-149
Asigne un nombre de herramienta unívoco.
Introduzca los datos de corrección de la herramienta.
Para fresas con cabeza angular, herramientas tridimensionales y fresas para planear se tienen que dar parámetros adicionales a los datos geométricos de la lista de herramientas
Detalles
Accione el pulsador de menú "Detalles" e introduzca los parámetros adicionales.
El pulsador de menú "Detalles" sólo está activo si está seleccionada una herramienta para la cual se tienen que consignar datos adicionales.
Designación Parámetro adicional Fresa con cabeza angular Longitud2, Longitud3, ∆Longitud2, ∆Longitud3 Fresa para planear Diámetro exterior, ángulo de herramienta
Herramientas 3D
Tipo Designación Parámetro adicional 110 Fresa cilíndrica para matrices - 111 Fresa esférica Radio de redondeo 121 Fresa de mango (redondeada) Radio de redondeo 155 Fresa de cono truncado Ángulo para herramientas cónicas 156 Fresa de cono truncado con redondeado
de ángulos Radio de redondeo, ángulo para herramientas cónicas
157 Fresa cónica para matricería Ángulo para herramientas cónicas
5.4.4 Crear varios filos por herramienta
En herramientas con varios filos, cada filo recibe su propio registro de datos de corrección. Pueden crearse hasta 9 filos por herramienta.
En programas ISO (p. ej.: dialecto ISO 1) debe indicarse un número H. Éste corresponde a un bloque de corrección de herramienta determinado.
5 Campo de manejo Parámetros 11/2006 5.4 Gestión de herramientas ShopMill
5
© Siemens AG 2006 All rights reserved. 5-150 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
Pasos a seguir
Las herramientas con varios filos se crean primero de la forma anteriormente descrita en la lista de herramientas, introduciendo los datos de corrección del primer filo.
Filos ....
Nuevo filo
A continuación, accione los pulsadores de menú "Filos" y "Nuevo filo".
En lugar de los campos de entrada para el primer filo se muestran en la lista de herramientas ahora los campos de entrada de los datos de corrección para el segundo filo.
Introduzca los datos de corrección para el segundo filo.
Repita el proceso si quiere crear otros datos de corrección de filos.
Borrar filo
Accione el pulsador de menú "Borrar filo" si quiere borrar los datos de corrección de filos para un filo. Sólo se pueden borrar los datos del filo con el número de filo más alto.
N° D + ....
N° D -
Con los pulsadores de menú "Nº D +" y "Nº D –", respectivamente, se pueden visualizar los datos de corrección para el filo con el siguiente número de filo más alto o más bajo.
5.4.5 Cambiar nombre de herramienta
Una herramienta nueva creada en la lista de herramientas recibe automáticamente el nombre del grupo de herramientas seleccionado. Este nombre puede ser modificado de cualquier manera, dándole un:
• Nombre de herramienta, como p. ej., en un nombre "Fresa_ planear_120mm" o
• Número de herramienta, como p. ej., "1". El nombre de la herramienta puede tener como máximo 17 caracteres. Se pueden utilizar letras (excepto diéresis), números, guiones bajos "_", puntos "." y barras "/".
5 11/2006 Campo de manejo Parámetros5.4 Gestión de herramientas ShopMill
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-151
5.4.6 Crear herramientas duplo/de repuesto
La herramienta duplo o hermana es una herramienta que se puede utilizar para el mismo mecanizado que una herramienta que esté en operación (p. ej.: en caso de que la herramienta se rompa).
Al crear una herramienta como herramienta hermana se le tiene que dar el mismo nombre que el de una herramienta comparable.
Pasos a seguir
Herram. nueva
Cree la herramienta de repuesto como nueva herramienta. ver apartado: "Crear nueva herramienta"
Asigne a la herramienta el mismo nombre que a la herramienta original.
Confirmar el nombre con la tecla "Input" y el número Duplo de la herramienta hermana se incrementará automáticamente en 1.
El orden para el cambio por una herramienta hermana se determina con el número duplo DP.
5.4.7 Herramientas manuales
La función "Herramientas manuales" tiene que ser ajustada por el fabricante de la máquina.
Herramientas manuales son aquellas que se necesitan durante el mecanizado y que únicamente están presentes en la lista de herramientas pero no en el almacén. Estas herramientas manuales tienen que colocarse y retirarse manualmente del cabezal.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
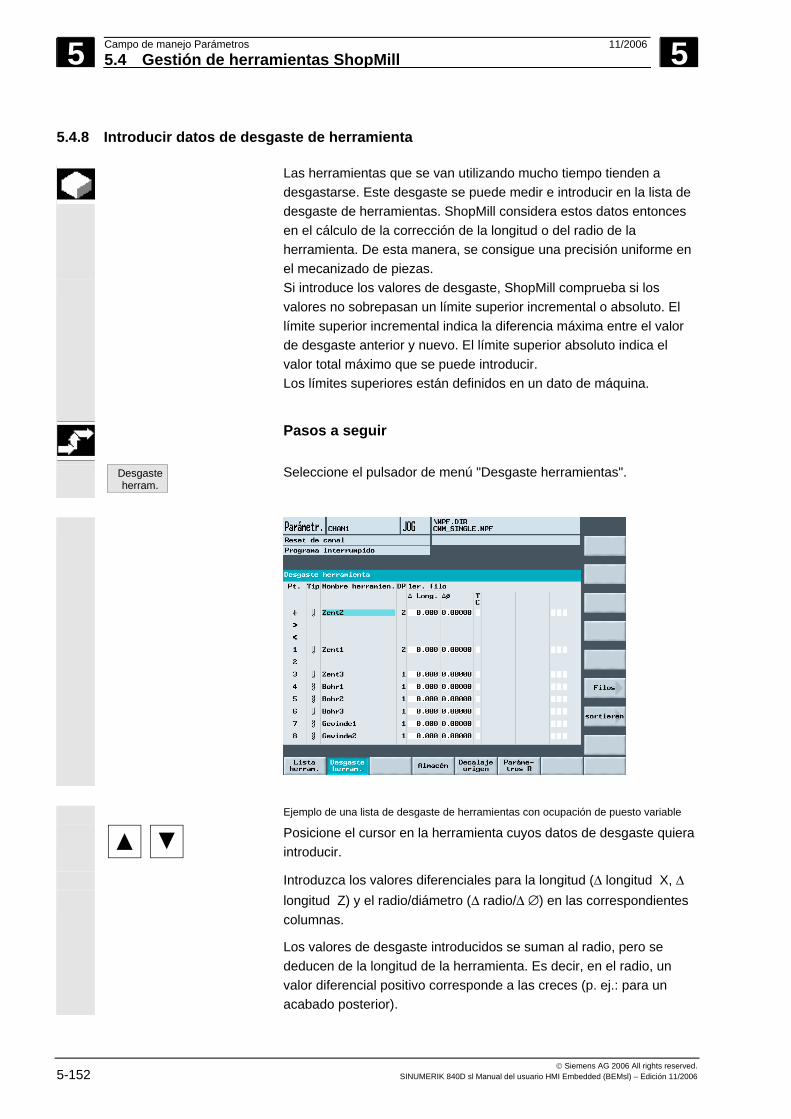
5 Campo de manejo Parámetros 11/2006 5.4 Gestión de herramientas ShopMill
5
© Siemens AG 2006 All rights reserved. 5-152 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
5.4.8 Introducir datos de desgaste de herramienta
Las herramientas que se van utilizando mucho tiempo tienden a desgastarse. Este desgaste se puede medir e introducir en la lista de desgaste de herramientas. ShopMill considera estos datos entonces en el cálculo de la corrección de la longitud o del radio de la herramienta. De esta manera, se consigue una precisión uniforme en el mecanizado de piezas.
Si introduce los valores de desgaste, ShopMill comprueba si los valores no sobrepasan un límite superior incremental o absoluto. El límite superior incremental indica la diferencia máxima entre el valor de desgaste anterior y nuevo. El límite superior absoluto indica el valor total máximo que se puede introducir. Los límites superiores están definidos en un dato de máquina.
Pasos a seguir
Desgaste herram.
Seleccione el pulsador de menú "Desgaste herramientas".
Ejemplo de una lista de desgaste de herramientas con ocupación de puesto variable
Posicione el cursor en la herramienta cuyos datos de desgaste quiera introducir.
Introduzca los valores diferenciales para la longitud (∆ longitud X, ∆ longitud Z) y el radio/diámetro (∆ radio/∆ ∅) en las correspondientes columnas.
Los valores de desgaste introducidos se suman al radio, pero se deducen de la longitud de la herramienta. Es decir, en el radio, un valor diferencial positivo corresponde a las creces (p. ej.: para un acabado posterior).
5 11/2006 Campo de manejo ParámetrosFabricante de la máquina
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-153
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
5.4.9 Activar vigilancia de herramientas
La duración del uso de las herramientas se puede vigilar automáticamente con ShopMill para asegurar así una calidad invariable del mecanizado.
Además, puede bloquear las herramientas que ya no quiera utilizar, marcar herramientas como extragrandes o asignarlas de forma fija a un puesto de almacén. A cada herramienta en la lista de desgaste de herramienta se le pueden asignar las siguientes vigilancias y propiedades:
• Vida útil (T) • Número de piezas (C) • Propiedades de herramienta adicionales
− Bloquear herramienta (G) − Herramienta en puesto fijo (P) − Demasía de herramienta (U)
La vigilancia de la herramienta se activa por medio de un dato de máquina.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Pasos a seguir
Desgaste herram.
Selección a través del pulsador de menú "Desgaste de la herramienta".
Vida útil T (Time) Con la vida útil se efectúa un seguimiento de la duración de uso de una herramienta con avance de mecanizado en minutos. Cuando el tiempo de uso restante es igual o menor que 0, la herramienta se bloquea. En el siguiente cambio, la herramienta ya no se vuelve a utilizar. Si existe, se intercambia por la herramienta de sustitución (herramienta idéntica). La inspección de la vida útil se refiere siempre al filo de herramienta seleccionado.
5 Campo de manejo Parámetros 11/2006 Fabricante de la máquina
5
© Siemens AG 2006 All rights reserved. 5-154 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
Número de piezas C (Count) Con el número de piezas, en cambio, se cuenta el número de
inserciones de herramientas en el cabezal. También en este caso, la herramienta queda bloqueada cuando el número restante alcanza el valor 0.
Desgaste W (Wear) Con el desgaste se comprueba el valor máximo de los parámetros de desgaste ∆ Longitud X, ∆ Longitud Z o ∆ Radio, o ∆ ∅ en la lista de desgaste. También en este caso, la herramienta queda bloqueada si uno de los parámetros de desgaste ha alcanzado el valor de Desgaste W.
La vigilancia de desgaste tiene que ser ajustada por el fabricante de la máquina.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Límite de preaviso El límite de preaviso indica una vida útil, un número de piezas o un desgaste con los cuales se emita un primer aviso.
El valor para la emisión de un aviso al alcanzar el desgaste se calcula a partir de la diferencia entre el desgaste máximo y el límite de preaviso introducido.
Bloqueado (G) Algunas herramientas también se pueden bloquear manualmente si ya no se quieren utilizar para el mecanizado de piezas.
Demasía (U) En herramientas extra grandes, los puestos de almacén contiguos (a la izquierda y a la derecha) son ocupados cada uno hasta la mitad. Es decir, la siguiente herramienta se puede colocar tan sólo en el segundo puesto del almacén posterior. (Allí se puede encontrar de nuevo una herramienta extra grande).
Codificación para un puesto fijo (P)
Las herramientas se pueden asignar a un puesto fijo. Es decir que la herramienta sólo se puede insertar en el puesto de almacén actual. Al retirarla, la herramienta vuelve al puesto de almacén antiguo.
Vigilar aplicación de
herramientas
Desgaste herram.
Selección del pulsador de menú "Desgaste herramienta".
Posicione el cursor en la herramienta que quiere vigilar.
5 11/2006 Campo de manejo ParámetrosFabricante de la máquina
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-155
Seleccione en la columna "T/C" el parámetro que quiera vigilar (T =
vida útil, C = número de piezas, W = desgaste).
Introduzca un límite de preaviso para la vida útil, el número de piezas o el desgaste.
Introduzca la duración de uso prevista de la herramienta, el número previsto de piezas a fabricar o el máximo desgaste admisible.
Al alcanzar la vida útil, el número de piezas o el desgaste, la herramienta queda bloqueada.
Introducir estados de
herramienta
Desgaste herram.
Selección del pulsador de menú "Desgaste herramienta".
Posicione el cursor en una herramienta.
Opción G Seleccione en el primer campo de la última columna la opción "G" si quiere bloquear la herramienta para el mecanizado.
- o -
Opción U Seleccione en el segundo campo de la última columna la opción "U" si
quiere marcar la herramienta como extragrande.
- o -
Opción P Seleccione en el tercer campo de la última columna la opción "P" si quiere asignar la herramienta de forma fija a un puesto de almacén.
Las propiedades ajustadas de la herramienta están activas con efecto inmediato.
5 Campo de manejo Parámetros 11/2006 Fabricante de la máquina
5
© Siemens AG 2006 All rights reserved. 5-156 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
5.4.10 Gestionarpuestos en el almacén
En la lista de almacén aparecen los puestos de almacén con las herramientas y se visualiza en cada caso si el puesto de almacén está bloqueado o no y las características asignadas a la herramienta activa (p. ej.: extragrande).
Pasos a seguir
Almacén
Selección del pulsador de menú "Almacén".
Bloquear puesto en el almacén
Los puestos de almacén pueden ser reservados o bloqueados, p. ej., en caso de herramientas extragrandes.
Seleccionar con el cursor el puesto de almacén deseado.
Estando en la columna "Bloqueo de puesto" darle al pulsador de menú "Alternativa" hasta que se visualice una "G" (= bloqueado) en el campo correspondiente. El bloqueo del puesto está entonces activado. Ya no se puede cargar una herramienta en este puesto de almacén.
Estado de herramienta En la columna "Estado herra" se visualizan las propiedades que han
sido asignadas a cada una de las herramientas activas: • G: Herramienta bloqueada • U: Herramienta extra grande • P: Herramienta está en puesto fijo
Desbloquear puesto en el almacén
Posicione el cursor en el puesto bloqueado.
Vuelva a deseleccionar en la columna "Bloqueo puesto" la opción G. Entonces, el puesto en el almacén queda nuevamente habilitado.
5 11/2006 Campo de manejo ParámetrosFabricante de la máquina
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-157
5.4.11 Borrar herramienta
Funcionamiento
Las herramientas se pueden borrar en la lista de herramientas.
Pasos a seguir
Lista herram.
Accione el pulsador de menú "Lista de herramientas".
Seleccione la herramienta deseada con las teclas del cursor.
Borrar herramta.
Accione el pulsador de menú "Borrar herramienta" y
confirme con "Borrar".
Los datos de herramienta de la herramienta seleccionada se borran y el puesto de almacén donde se encontraba la herramienta borrada se libera.
Con "Cancelar", la herramienta no se borra.
5.4.12 Cambiar tipo de herramienta
Funcionamiento
En la lista de herramientas se puede cambiar de un tipo de herramienta a otro.
Pasos a seguir
Lista herram.
Accione el pulsador de menú "Lista de herramientas".
Seleccionar la herramienta deseada; el cursor se posiciona en un campo de entrada "Tipo".
Accione el pulsador de menú "Alternativa" hasta que aparece el tipo de herramienta deseado. Se visualizan los campos de entrada para el nuevo tipo de herramienta.
5 Campo de manejo Parámetros 11/2006 Fabricante de la máquina
5
© Siemens AG 2006 All rights reserved. 5-158 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
5.4.13 Cargar y descargar herramienta en el almacén
La carga o descarga de herramientas en/de los puestos del almacén se tiene que activar a través de un dato de máquina.
Funcionamiento
Puede cambiar las herramientas que no necesite por el momento en el almacén. Entonces, ShopMill guarda los datos de herramienta automáticamente en la lista de herramientas fuera del almacén. Si quiere utilizar la herramienta de nuevo puede volver a cargarla junto con sus datos en el correspondiente puesto del almacén. De este modo se ahorra la introducción repetida de los mismos datos de herramienta.
La carga o descarga de herramientas en/de los puestos del almacén se tiene que activar a través de un dato de máquina.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Si su máquina sólo dispone de un almacén, tiene que indicar, al cargar, sólo el número de puesto deseado, no el número de almacén.
Pasos a seguir
Cargar herramienta en el almacén de herramientas
Lista herram.
Accione el pulsador de menú "Lista de herramientas".
Posicione el cursor en la herramienta que quiera cargar en el almacén de herramientas (en caso de clasificación por números de puestos de almacén, se encuentra al final de la lista de herramientas).
Cargar
Accione el pulsador de menú "Cargar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Accione el pulsador de menú "OK" si quiere cargar la herramienta en el puesto que se le propone.
- o -
Introduzca el número de puesto deseado y accione el pulsador de menú "OK". - o -
Cabezal
Accione los pulsadores de menú "Cabezal" y "OK" si quiere cargar la herramienta en el cabezal.
5 11/2006 Campo de manejo ParámetrosFabricante de la máquina
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-159
La herramienta se carga en el puesto de almacén indicado.
Buscar puesto vacío en el almacén y cargar herramienta
Almacén
Selección del pulsador de menú "Almacén".
Posicione el cursor en la herramienta que quiera cargar en el almacén.
Cargar
Accione el pulsador de menú "Cargar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Introduzca el número de almacén y un "0" para el número de puesto si quiere buscar un puesto vacío en un determinado almacén. - o -
Introduzca un "0" para el número de almacén y el número de puesto si quiere buscar un puesto vacío en todos los almacenes.
Accione el pulsador de menú "OK".
Se propone un puesto vacío.
Accione el pulsador de menú "OK".
La herramienta se carga en el puesto de almacén propuesto.
Descargar una sola herramienta del almacén de herramientas
Almacén
Selección del pulsador de menú "Almacén".
Posicione el cursor en la herramienta que quiera descargar.
Descargar
Accione el pulsador de menú "Descargar".
La herramienta se descarga del almacén.
5 Campo de manejo Parámetros 11/2006 Fabricante de la máquina
5
© Siemens AG 2006 All rights reserved. 5-160 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
Descargar todas las
herramientas del almacén de herramientas
Almacén
Selección del pulsador de menú "Almacén".
Descargar todas
Descargar
Accione los pulsadores de menú "Descargar todas" y "Descargar".
Se descargan todas las herramientas del almacén de herramientas.
Con el pulsador de menú "Cancelar" puede cancelar en todo momento el proceso de descarga. Aún se descarga la herramienta actual; a continuación, se cancela el proceso. Asimismo, el proceso de descarga se cancela al abandonar la lista de almacenes.
5.4.14 Trasladar herramienta
Las herramientas se pueden trasladar dentro de almacenes o entre distintos almacenes. Es decir, no es necesario descargar las herramientas primero del almacén para cargarlas después en otro puesto.
ShopMill abre automáticamente el puesto vacío al cual se puede
trasladar la herramienta. En un dato de máquina está consignado en qué almacén ShopMill buscará primero un puesto vacío. Además, puede indicar directamente un puesto de almacén vacío o determinar en qué almacén ShopMill buscará un puesto vacío.
Si su máquina sólo dispone de un almacén, tiene que indicar sólo el número de puesto deseado, no el número de almacén.
Si se indica en la lista de herramientas un puesto de cabezal, puede cambiar una herramienta directamente en el cabezal.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
5 11/2006 Campo de manejo ParámetrosFabricante de la máquina
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006 5-161
Indicar puesto vacío
Lista herram.
Accione el pulsador de menú "Lista herramientas".
Posicione el cursor en la herramienta que quiera trasladar a otro puesto en el almacén.
Trasladar
Accione el pulsador de menú "Trasladar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Accione el pulsador de menú "OK" si quiere colocar la herramienta en el puesto propuesto.
- o -
Introduzca el número de puesto deseado y accione el pulsador de menú "OK".
- o -
Cabezal
Accione los pulsadores de menú "Cabezal" y "OK" si quiere cargar la herramienta en el cabezal.
La herramienta se coloca en el puesto de almacén indicado.
Buscar puesto vacío
Trasladar
Accione el pulsador de menú "Trasladar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Introduzca el número de almacén y un "0" para el número de puesto si quiere buscar un puesto vacío en un determinado almacén.
- o -
Introduzca un "0" para el número de almacén y el número de puesto si quiere buscar un puesto vacío en todos los almacenes.
Accione el pulsador de menú "OK".
Se propone un puesto vacío.
Accione el pulsador de menú "OK".
La herramienta se coloca en el puesto de almacén propuesto.
5 Campo de manejo Parámetros 11/2006 Fabricante de la máquina
5
© Siemens AG 2006 All rights reserved. 5-162 SINUMERIK 840D sl Manual del usuario HMI Embedded (BEMsl) – Edición 11/2006
5.4.15 Posicionar almacén
Los puestos de almacén se pueden posicionar directamente en el punto de carga.
Posicionar puesto de
almacén
Almacén
Accione el pulsador de menú "Almacén".
Coloque el cursor en el puesto de almacén en el que quiera posicionar en el punto de carga.
Posicionar
Accione el pulsador de menú "Posicionar".
El puesto de almacén se posiciona en el punto de carga.
5.4.16 Ordenar herramientas en la lista de herramientas
Funcionamiento
Las herramientas pueden ordenarse en la lista de herramientas de acuerdo con el puesto de almacén, nombre (alfabético) y tipo. Al ordenar de acuerdo al puesto de almacén, se visualizan también los puestos vacíos del mismo.
Pasos a seguir
Lista herram. o
Desgasteherram.
Ordenar
Seleccionar el pulsador de menú "Lista de herramientas" o "Desgaste de la herramienta".
Accionar el pulsador de menú "Ordenar".
Por almacén o
Por nombres
o Por
tipos
o Por N° T
A través del pulsador de menú, seleccione un criterio según el cual quiere ordenar. Las herramientas se listan según el nuevo orden.
5 11/2006 Campo de manejo Parámetros5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-163
5.5 Gestión de herramientas ShopTurn Funcionamiento
ShopTurn es un software de manejo y programación para tornos que permite manejar cómodamente la máquina y facilita la programación de piezas.
Para el mecanizado de piezas se utilizan distintas herramientas. Los datos geométricos y tecnológicos de estas herramientas tienen que resultarle conocidos a ShopTurn antes de que se pueda ejecutar un programa. Para la gestión de sus herramientas, ShopTurn le ofrece las máscaras en pantalla Lista de herramientas, Lista de desgaste de herramientas y Lista de almacén.
Lista de herramientas En la lista de herramientas se introducen todas las herramientas con las cuales trabaja en el torno. Las herramientas que se encuentran en el revólver se asignan a determinados puestos en el almacén. Asimismo, tiene aquí la posibilidad de ordenar o borrar herramientas.
Cargar/Descargar
Al cargar se lleva la herramienta a un puesto de almacén. Al descargar se retira la herramienta del almacén.
Ordenar Las herramientas pueden ordenarse en la lista de herramientas y en la lista de desgaste de herramientas de acuerdo con el puesto de almacén, nombre y tipo.
Fabricante de la máquina Con datos de máquina se pueden suprimir los pulsadores de menú "Cargar", "Descargar" y "Ordenar".
Herramientas manuales Las herramientas manuales sólo están presentes en la lista de herramientas y no en el almacén. Deben ser colocadas manualmente en el cabezal.
Lista de desgaste de herramientas
En esta lista se introducen los datos de desgaste de sus
herramientas. ShopTurn considera estos datos en el mecanizado de
piezas. Además, puede activar aquí una vigilancia de herramienta, así como bloquear herramientas o marcarlas como extragrandes.
Lista de almacén En esta lista aparecen los puestos de almacén con las herramientas y se visualiza en cada caso si el puesto de almacén está bloqueado (G) o no ( ) y las características asignadas a la herramienta activa (p. ej.: extragrande (U)).
5 Campo de manejo Parámetros 11/2006 5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. 5-164 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Bibliografía /BAT/ Instrucciones de manejo ShopTurn/Gestión de herramientas /FBW/ Descripción de funciones Gestión de herramientas o /FBT/ Descripción de funciones ShopTurn.
5.5.1 Funcionalidad
Funcionamiento
La gestión de herramientas ShopTurn soporta los siguientes tipos de herramienta, parámetros de herramienta y parámetros de almacén:
En PCU 20 se pueden crear, como máximo, 250 herramientas. Por cada herramienta se puede crear un máximo de 98 herramientas de sustitución.
Tipos de herramienta – Útil de desbaste – Útil de acabado – Útil de tronzado – Cuchilla de roscar – Fresa – Broca – Útil fungiforme – Tope – Cuchilla de roscar – Broca con plaquitas – Palpador_3D
Parámetros de herramienta – Puesto de almacén/número de almacén – Tipo de herramienta – Nombre de herramienta – Número duplo – Corrección de la longitud de herramienta en dirección X – Corrección de la longitud de herramienta en dirección Z – Desgaste radio – Longitud de placa de una herramienta de corte o un tronzador – Anchura de placa de un tronzador – Número de dientes en una fresa – Ángulo de la punta de la herramienta en una broca – Tipo de vigilancia de herramienta: a elección, por vida útil o por
sustitución de herramientas, con relación a los filos – Estado de la herramienta: Herramienta bloqueada – Estado de la herramienta: Herramienta extragrande (media plaza
a la derecha e izquierda)
Parámetros de almacén – Puesto de almacén bloqueado
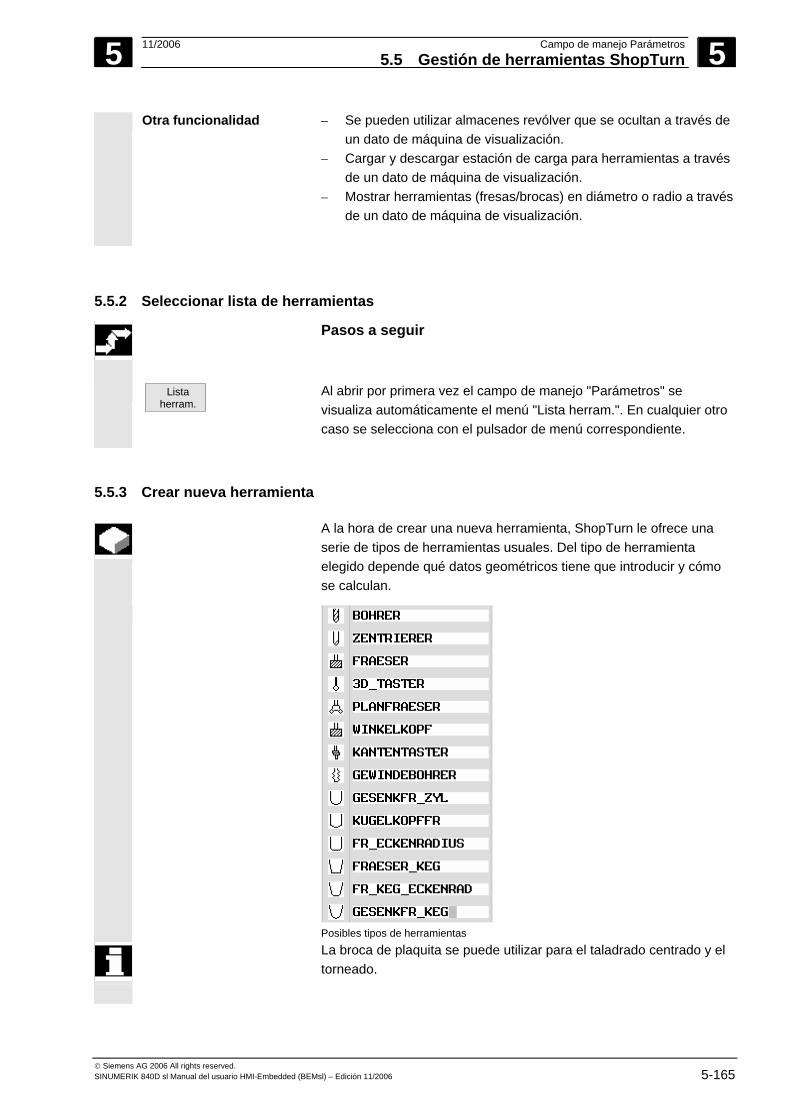
5 11/2006 Campo de manejo Parámetros5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-165
Otra funcionalidad – Se pueden utilizar almacenes revólver que se ocultan a través de un dato de máquina de visualización.
– Cargar y descargar estación de carga para herramientas a través de un dato de máquina de visualización.
– Mostrar herramientas (fresas/brocas) en diámetro o radio a través de un dato de máquina de visualización.
5.5.2 Seleccionar lista de herramientas
Pasos a seguir
Lista
herram.
Al abrir por primera vez el campo de manejo "Parámetros" se visualiza automáticamente el menú "Lista herram.". En cualquier otro caso se selecciona con el pulsador de menú correspondiente.
5.5.3 Crear nueva herramienta
A la hora de crear una nueva herramienta, ShopTurn le ofrece una serie de tipos de herramientas usuales. Del tipo de herramienta elegido depende qué datos geométricos tiene que introducir y cómo se calculan.
Posibles tipos de herramientas
La broca de plaquita se puede utilizar para el taladrado centrado y el torneado.

5 Campo de manejo Parámetros 11/2006 5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. 5-166 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Pasos a seguir
Monte la nueva herramienta en el revólver.
Lista herram.
Selección del pulsador de menú "Lista herram.".
Posicione el cursor en el puesto en la lista de herramientas que deberá ocupar la herramienta en el revólver.
El puesto en la lista de herramientas tiene que estar libre todavía.
Herram. nueva
Accione el pulsador de menú "Herram. nueva".
Útil de desbaste ...
Palp. 3D
Otros
Seleccione el tipo de herramienta deseado a través de los pulsadores de menú. A través del pulsador de menú "Otros" dispone de tipos de herramientas adicionales.
Filos
Otros
Seleccione la posición del filo deseada.
A través del pulsador de menú "Otros" dispone de posiciones de filo adicionales.
Se crea la nueva herramienta que lleva automáticamente el nombre del tipo de herramienta seleccionado.
Asigne un nombre de herramienta unívoco. Puede completar o modificar libremente el nombre de la herramienta. Un nombre de herramienta puede contener máx. 17 caracteres. Se pueden utilizar letras (excepto diéresis), números, guiones bajos "_", puntos "." y barras "/".
Si usa un nombre de herramienta ya existente aparece la ventana “Crear herramienta de repuesto”. Puede decidir si desea crear una herramienta de repuesto; véase apartado: ”Crear herramientas duplo/de repuesto”.
Introduzca además los datos de corrección de la herramienta.
Si desea cambiar la posición de la hoja de la herramienta más tarde, coloque el cursor en la columna “Tipo”.
o
Seleccione con el pulsador de menú "Alternat." o la tecla "Select" una de las posibilidades preajustadas.
Cambiar nombre de
herramienta Existe la posibilidad de cambiar posteriormente el nombre de la herramienta.
Coloque el cursor en la columna “Nombre de herramienta” e introduzca el nombre deseado.
Si usa un nombre de herramienta ya existente aparece la ventana “Crear herramienta de repuesto”. Aparece la consulta para determinar si se desea crear una herramienta de repuesto.
5 11/2006 Campo de manejo Parámetros5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-167
No cambiar nombre
Presione el pulsador de menú “No cambiar nombre” si no desea crear una herramienta de repuesto.
Introducir un nuevo nombre de herramienta.
Cancelar
Con el pulsador de menú "Cancelar" puede cancelar en todo momento el proceso.
5.5.4 Crear varios filos por herramienta
En herramientas con varios filos, cada filo recibe su propio registro de datos de corrección. Para cada herramienta se pueden crear hasta 9 filos.
Pasos a seguir
Las herramientas con varios filos se crean primero de la forma anteriormente descrita en la lista de herramientas, introduciendo los datos de corrección del primer filo.
Filos ...
Nuevo filo
• A continuación, accione los pulsadores de menú "Filos" y "Nuevo filo".
En lugar de los campos de entrada para el primer filo se muestran en la lista de herramientas ahora los campos de entrada de los datos de corrección para el segundo filo.
• Si lo desea, seleccione otra posición de filo.
• Introduzca los datos de corrección para el segundo filo.
• Repita el proceso si quiere crear otros datos de corrección de filos.
Borrar filo
• Accione el pulsador de menú "Borrar filo" si quiere borrar los datos de corrección de filos para un filo. Sólo se pueden borrar los datos del filo con el número de filo más alto.
N° D + ...
N° D -
• Con los pulsadores de menú "Nº D +" y "Nº D –", respectivamente, se pueden visualizar los datos de corrección para el filo con el siguiente número de filo más alto o más bajo.
5 Campo de manejo Parámetros 11/2006 5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. 5-168 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.5.5 Crear herramientas duplo/de repuesto
Se denomina "herramienta de repuesto" a aquella que se puede utilizar para el mismo mecanizado que una herramienta que ya se ha introducido. Puede utilizarse, p. ej., en caso de rotura de herramienta como herramienta de repuesto.
Para cada herramienta en la lista de herramientas puede crear varias herramientas de sustitución. La herramienta original lleva siempre el número duplo 1, las herramientas de repuesto los números duplo 2, 3, etc.
Con herramientas de repuestos, los siguientes ficheros tienen que coincidir con los de la herramienta original: • Tipo de herramienta • Posición del filo • Radio de la herramienta • Sentido de giro • Refrigerante
Pasos a seguir
Herram. nueva
Cree la herramienta de repuesto como nueva herramienta. ver apartado: "Crear nueva herramienta"
Asigne a la herramienta de repuesto el mismo nombre que a la herramienta original.
Confirmar el nombre con la tecla "Input" y el número Duplo de la herramienta hermana se incrementará automáticamente en 1.
Introduzca ahora los datos de corrección de la herramienta.
El orden para el cambio por una herramienta hermana se determina con el número duplo DP.
5 11/2006 Campo de manejo Parámetros5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-169
5.5.6 Clasificar herramientas
Si trabaja con almacenes de herramientas grandes o con varios de ellos, puede ser útil visualizar las herramientas clasificadas según distintos criterios. De este modo, determinadas herramientas se encuentran más rápidamente en las listas.
Pasos a seguir
Lista herram. o
Desgaste herram.
Ordenar
Seleccione el pulsador de menú “Lista herram.” o "Desgaste herram.".
Accionar el pulsador de menú "Ordenar".
Por almacén o
Por nombres o
Por tipo
Seleccione a través de un pulsador de menú el criterio según el cual quiera efectuar la clasificación. Las herramientas se listan según el nuevo orden.
5.5.7 Borrar herramientas
Las herramientas que ya no utilizará se pueden eliminar de la lista de herramientas para mantenerla más abarcable.
Pasos a seguir
Lista herram.
Accione el pulsador de menú "Lista herram.".
Seleccionar la herramienta deseada.
Borrar herramta.
Accione el pulsador de menú "Borrar herramta." y
confirme con "Borrar".
Los datos de herramienta de la herramienta seleccionada se borran y el puesto de almacén donde se encontraba la herramienta borrada se libera.
Con "Cancelar", la herramienta no se borra.
5 Campo de manejo Parámetros 11/2006 5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. 5-170 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.5.8 Cargar y descargar herramienta en el almacén
La lista de herramientas dispone de más puestos que el almacén. Es decir, que las herramientas que actualmente no necesita en el almacén, se pueden sustituir, guardando los datos de herramienta en la lista de herramientas fuera del almacén. Si, posteriormente, quiere utilizar de nuevo la herramienta, puede volver a cargar simplemente los datos de herramienta en el correspondiente puesto de almacén. De este modo se ahorra la introducción repetida de los mismos datos de herramienta.
La carga o descarga de datos de herramientas en/de los puestos del almacén se tiene que activar a través de un dato de máquina.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Pasos a seguir
Cargar herramienta en el almacén de herramientas
Posicione el cursor en la herramienta que quiera cargar en el almacén de herramientas (en caso de clasificación por números de puestos de almacén, se encuentra al final de la lista de herramientas).
Cargar
Accione el pulsador de menú "Cambiar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Accione el pulsador de menú "OK" si quiere cargar la herramienta en el puesto que se le propone.
o
Introduzca el número de puesto deseado y accione el pulsador de menú "OK".
Los datos de su herramienta se visualizan entonces en el puesto de almacén indicado.
Descargar una sola herramienta del almacén de herramientas
Almacén
Selección del pulsador de menú "Almacén".
Posicione el cursor en la herramienta que quiera descargar.
Descargar
Accione el pulsador de menú "Descargar".
Los datos de herramienta se retiran del almacén y se colocan en un puesto sin número de la lista de herramientas.
5 11/2006 Campo de manejo Parámetros5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-171
Descargar todas las herramientas del almacén de herramientas
Almacén
Selección del pulsador de menú "Almacén".
Descargar todos
Descargar
Accione los pulsadores de menú "Descargar todos" y "Descargar".
Se descargan todas las herramientas del almacén de herramientas.
Con el pulsador de menú "Cancelar" puede cancelar en todo momento el proceso de descarga. Aún se descarga la herramienta actual; a continuación, se cancela el proceso. Asimismo, el proceso de descarga se cancela al abandonar la lista de almacenes.
5.5.9 Trasladar herramienta
Las herramientas se pueden trasladar dentro de almacenes o entre distintos almacenes. Es decir, no es necesario descargar las herramientas primero del almacén para cargarlas después en otro puesto.
ShopTurn abre automáticamente el puesto vacío al cual se puede trasladar la herramienta. En un dato de máquina está consignado en qué almacén ShopTurn buscará primero un puesto vacío.
Además, puede indicar directamente un puesto de almacén vacío o determinar en qué almacén ShopTurn buscará un puesto vacío.
Si su máquina sólo dispone de un almacén, tiene que indicar sólo el número de puesto deseado, no el número de almacén.
Si se indica en la lista de herramientas un puesto de cabezal, puede cambiar una herramienta directamente en el cabezal.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
5 Campo de manejo Parámetros 11/2006 5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. 5-172 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Indicar puesto vacío
Lista herram.
Selección del pulsador de menú "Lista herram.".
Posicione el cursor en la herramienta que quiera trasladar a otro puesto en el almacén.
Trasladar
Accione el pulsador de menú "Trasladar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Accione el pulsador de menú "OK" si quiere colocar la herramienta en el puesto propuesto.
o
Introduzca el número de puesto deseado y accione el pulsador de menú "OK".
o
Cabezal
Accione los pulsadores de menú "Cabezal" y "OK" si quiere cargar la herramienta en el cabezal.
La herramienta se coloca en el puesto de almacén indicado.
Buscar puesto vacío Posicione el cursor en la herramienta que quiera trasladar a otro
puesto en el almacén.
Trasladar
Accione el pulsador de menú "Trasladar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Introduzca el número de almacén y un "0" para el número de puesto si quiere buscar un puesto vacío en un determinado almacén.
o
Introduzca un "0" para el número de almacén y el número de puesto si quiere buscar un puesto vacío en todos los almacenes.
Accione el pulsador de menú "OK".
Se propone un puesto vacío.
Accione el pulsador de menú "OK".
La herramienta se coloca en el puesto de almacén propuesto.
5 11/2006 Campo de manejo Parámetros5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-173
5.5.10 Posicionar almacén
Los puestos de almacén se pueden posicionar directamente en el punto de carga.
Posicionar puesto de almacén
Almacén
Selección del pulsador de menú "Almacén".
Coloque el cursor en el puesto de almacén en el que quiera posicionar en el punto de carga.
Posicionar
Accione el pulsador de menú "Posicionar".
El puesto de almacén se posiciona en el punto de carga.
5.5.11 Introducir datos de desgaste de herramienta
Las herramientas que se van utilizando mucho tiempo tienden a desgastarse. Este desgaste se puede medir e introducir en la lista de desgaste de herramientas. ShopTurn considera estos datos entonces en el cálculo de la corrección de la longitud o del radio de la herramienta. De esta manera se consigue una precisión uniforme en el mecanizado de piezas.
Pasos a seguir
Desgaste herram.
Selección a través del pulsador de menú "Desgaste herram.".
Posicione el cursor en la herramienta cuyos datos de desgaste quiera introducir.
Introduzca los valores diferenciales para la longitud (∆ longitud X, ∆ longitud Z) y el radio/diámetro (∆ radio/∆ ∅) en las correspondientes columnas.
Los valores de desgaste introducidos se suman al radio, pero se deducen de la longitud de la herramienta. Es decir, en el radio, un valor diferencial positivo corresponde a las creces (p. ej.: para un acabado posterior).
5 Campo de manejo Parámetros 11/2006 5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. 5-174 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.5.12 Activar vigilancia de herramienta
La duración del uso de las herramientas se puede vigilar automáticamente con ShopTurn para asegurar así una calidad invariable del mecanizado.
Además, puede bloquear herramientas que ya no quiere utilizar, o identificar herramientas como extragrandes.
La vigilancia de herramienta se puede activar a través de un dato de máquina de visualización.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Pasos a seguir
Desgaste herram.
Selección a través del pulsador de menú "Desgaste herram.".
Vida útil (T) Con la vida útil T (Time) se vigila la duración de uso de una herramienta con avance de mecanizado en minutos. Cuando la duración restante llega a 0, la herramienta se bloquea. En el siguiente cambio, la herramienta ya no se vuelve a utilizar. Si existe, se intercambia por la herramienta de sustitución (herramienta idéntica). La vigilancia de la vida útil se refiere al filo de herramienta seleccionado.
Número de piezas (C) Con el número de piezas C (Count), en cambio, se cuenta el número de piezas realizadas. También en este caso, la herramienta queda bloqueada cuando el número restante alcanza el valor 0.
Desgaste (W) Con el desgaste W (Wear) se comprueba el valor máximo de los parámetros de desgaste ∆ Longitud X, ∆ Longitud Z o ∆ Radio, o ∆ ∅ en la lista de desgaste. También en este caso, la herramienta queda bloqueada si uno de los parámetros de desgaste ha alcanzado el valor de Desgaste W.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Límite de preaviso El límite de preaviso especifica una vida útil o un número de piezas, que al alcanzarse provocan que se emita una primera advertencia.
Bloqueado (G) Algunas herramientas también se pueden bloquear manualmente si ya no se quieren utilizar para el mecanizado de piezas.
5 11/2006 Campo de manejo Parámetros5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-175
Demasía (U) En herramientas extragrandes, los puestos contiguos en el almacén
son ocupados hasta la mitad. Es decir, que la siguiente herramienta tan sólo se puede insertar dos puestos de almacén más allá. (Allí se puede encontrar de nuevo una herramienta extra grande).
Codificación para un puesto fijo (P)
Las herramientas se pueden asignar a un puesto fijo. Es decir que la herramienta sólo se puede insertar en el puesto de almacén actual. Al retirarla, la herramienta vuelve al puesto de almacén antiguo.
Vigilar uso de herramientas
Desgaste herram.
Selección a través del pulsador de menú "Desgaste herram.".
Posicione el cursor en la herramienta que quiera vigilar.
Seleccione en la columna "T/C" la opción "T" si quiere vigilar la vida útil. (T = vida útil, C = número de piezas, W = desgaste).
Introduzca un límite de preaviso para la vida útil, el número de piezas o el desgaste en minutos.
Introduzca la duración de uso prevista de la herramienta, el número previsto de piezas a fabricar o el máximo desgaste admisible.
Al alcanzar la vida útil, el número de piezas o el desgaste, la herramienta queda bloqueada.
Si quiere vigilar el número de piezas tendrá que insertar además, en cada programa que llama a las herramientas a vigilar, los siguientes comandos de código G antes del fin del programa: SETPIECE(1) ; Aumentar número de piezas en 1 SETPIECE(0) ; Borrar número T
Introducir estados de herramienta
Opción G Posicione el cursor en una herramienta.
Seleccione en el primer campo de la última columna la opción "G" si quiere bloquear la herramienta para el mecanizado.
Opción U
o
Seleccione en el segundo campo de la última columna la opción "U" si quiere marcar la herramienta como extragrande.
A partir de este momento, está activo el bloqueo de la herramienta o del puesto para los puestos contiguos en el almacén.
5 Campo de manejo Parámetros 11/2006 5.5 Gestión de herramientas ShopTurn
5
© Siemens AG 2006 All rights reserved. 5-176 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.5.13 Administrar puestos de almacén
En la lista de almacén aparecen los puestos de almacén con las herramientas y se visualiza en cada caso si el puesto de almacén está bloqueado o no y las características asignadas a la herramienta activa (p. ej.: extragrande).
Bloquear puesto en el almacén
Si un puesto en el almacén está defectuoso o una herramienta extragrande ocupa más de la mitad del puesto contiguo, puede bloquear el puesto en el almacén.
Pasos a seguir
Almacén
Accione el pulsador de menú "Almacén".
Posicione el cursor en la columna "Bloqueo de puesto" en el puesto del almacén vacío que quiera bloquear.
Mantenga accionado el pulsador de menú "Alternat." hasta que aparezca una "G" (=bloqueado) en el campo correspondiente.
Entonces, el bloqueo de puesto está activo y ya no puede asignar datos de herramienta a este puesto en el almacén.
Desbloquear puesto en el almacén
Posicione el cursor en la columna "Bloqueo puesto" en un puesto del almacén bloqueado.
Alternat.
Accione el pulsador de menú "Alternat." hasta que desaparezca la letra "G".
Entonces, el puesto en el almacén queda nuevamente habilitado.
5 11/2006 Campo de manejo Parámetros5.6 Parámetros R
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-177
5.6 Parámetros R
5.6.1 Funcionamiento
Funcionamiento
Los parámetros se leen y escriben desde los programas. Los parámetros se pueden modificar de forma manual en este campo de manejo.
5.6.2 Modificar/borrar/buscar parámetros R
Funcionamiento
Un dato de máquina fija el número de parámetros R específicos de canal.
Campo: R0 – R999 (dependiente del dato de máquina). Dentro del campo (margen o rango) la numeración es continua, es decir, sin omisión de números.
Pasos a seguir
Parámetros
R Se abre la ventana "Parámetros R específicos de canal". Se visualizan los parámetros específicos de canal. La barra vertical de menú cambia.
Modificar parámetros: Posicionar la barra de cursor en el correspondiente campo de
introducción y registrar los valores. Borrar parámetros:
Borrar
campos Se visualiza una marca, en la que se puede registrar, cuál es el campo de parámetros-R, Rx a Ry que va a ser borrado.
Borrar todo
OK
Se borra el campo de parámetros R completo después de una consulta de seguridad y "OK", es decir, todos los valores se ponen en 0.
Cancelar
Con "Cancelar" no se borra.
5 Campo de manejo Parámetros 11/2006 5.7 Datos de operador
5
© Siemens AG 2006 All rights reserved. 5-178 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Buscar parámetros:
Buscar
Con el pulsador de menú "Buscar" se visualiza una ventana de entrada para un parámetro. Introducir el número de parámetro R deseado mediante el teclado numérico.
Después de oprimir la tecla "Input" tiene lugar automáticamente el posicionamiento sobre este parámetro, si existe.
Observaciones adicionales Puede ser que la entrada y el borrado de parámetros estén bloqueados a través del interruptor de llave.
5.7 Datos de operador
5.7.1 Limitación del campo de trabajo
Funcionamiento
Con la función "Limitación de la zona de trabajo" se limita el área de trabajo en todos los ejes de canal, dentro del cual debe desplazarse una herramienta. Ello permite definir zonas protegidas que están bloqueadas para las herramientas.
Pasos a seguir
Datos
operador Accionar el pulsador de menú "Datos operador". La barra vertical de menú cambia.
Lim. zona trabajo
Accionar el pulsador de menú "Lím. zona trabajo". Se visualiza la ventana "Límite del campo de trabajo".
Modificar el límite del campo de trabajo: Posicionar el cursor en el campo pretendido. Introducir los nuevos valores mediante el teclado numérico. Los límites inferior o superior de la zona protegida se modifican correspondientemente según las entradas.
5 11/2006 Campo de manejo Parámetros5.7 Datos de operador
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-179
Activar la correspondiente la limitación de la zona de trabajo mediante la tecla "Select".
En los modos de operación "MDA" y "Automático" únicamente se activa la limitación de la zona de trabajo conforme a los datos de ajuste del operador, si se está dentro del programa CN activo, después de haber activado la orden "WALIMON".
Observaciones adicionales
La función "Límite del campo de trabajo" puede estar bloqueada por el interruptor de llave.
5.7.2 Datos Jog
Funcionamiento
Los avances deben definirse en la unidad especificada por la función G.
Función G G94 Avance en mm (pulgada)/min G95 Avance por revolución en mm (pulgada)/vuelta
Avance en JOG Valor del avance en el modo JOG
JOG continuo • Modo JOG: El eje se desplaza mientras la tecla esté pulsada.
• Modo continuo: al accionar una vez la tecla, el eje se desplaza hasta que:
- Se vuelve a pulsar la tecla - Parada CN - Reset - Finales de carrera de SW/HW
Cota incremental variable Valor para incremento variable de posicionamiento en Jog.
Los datos siguientes se visualizan únicamente cuando se dispone de
un cabezal: Velocidad del cabezal en
JOG
Velocidad del cabezal en el modo Jog
Cabezal Datos Jog para el cabezal maestro: • Nº de cabezal: Nombre del cabezal maestro • Sentido de giro: Sentido de giro del cabezal maestro • Velocidad de giro
del cabezal: Velocidad del cabezal guía en modo en servicio
5 Campo de manejo Parámetros 11/2006 5.7 Datos de operador
5
© Siemens AG 2006 All rights reserved. 5-180 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Pasos a seguir
Datos operador
Accionar el pulsador de menú "Datos operador". La barra vertical de menú cambia.
Datos Jog
Accionar el pulsador de menú "Datos Jog". La ventana "Datos de JOG" se abre.
Modificar datos Jog: Posicionar la barra de cursor en el campo de introducción
correspondiente y registrar un nuevo valor, o bien
seleccionar un nuevo valor mediante la tecla "Select".
Observaciones adicionales
Los límites de los valores máximos y mínimos admitidos están fijados
en los datos de máquina.
5.7.3 Datos del cabezal
Funcionamiento
Máx./mín. La limitación de la velocidad del cabezal en los campos máx./mín puede efectuarse solamente dentro de los valores límite fijados en los datos de máquina. Adicionalmente, puede haber una limitación de velocidad adicional activa en el programa mediante el comando SIMS.
Pasos a seguir
Datos operador
Accionar el pulsador de menú "Datos operador". La barra vertical de menú cambia.
Datos cabezal
Accionar el pulsador de menú "Datos cabezal". La ventana "Datos de cabezal" se abre.
5 11/2006 Campo de manejo Parámetros5.7 Datos de operador
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-181
Modificar datos del cabezal:
Posicionar la barra de cursor en el campo de introducción correspondiente y registrar un nuevo valor, o bien
seleccionar un nuevo valor mediante la tecla "Select".
Observaciones adicionales
• Los límites de los valores máximos y mínimos admitidos están
fijados en los datos de máquina. • La función "Datos cabezal" se visualiza solamente cuando se
dispone de un cabezal.
5.7.4 Avance de recorrido de prueba para modo de prueba DRY
Funcionamiento
Al seleccionar la función "Avance de recorrido de prueba" (influenciación del programa) en "Automático", el avance que se introduce aquí se emplea en la ejecución del programa en lugar del avance previamente programado.
Pasos a seguir
Datos
operador Accionar el pulsador de menú "Datos operador". La barra vertical de menú cambia.
Avance DRY
Accionar el pulsador de menú "Avance DRY". Se abre la ventana "Avance de recorrido de prueba DRY".
Modificar avance de recorrido de prueba: Introducir un nuevo valor.
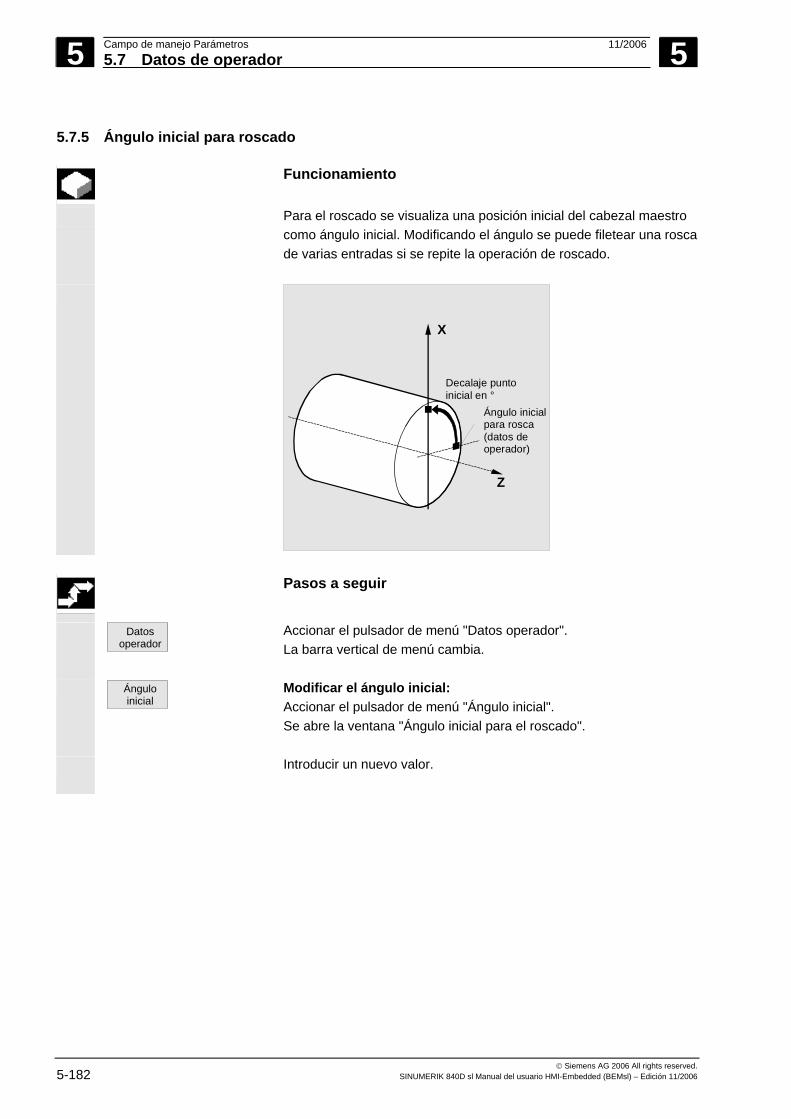
5 Campo de manejo Parámetros 11/2006 5.7 Datos de operador
5
© Siemens AG 2006 All rights reserved. 5-182 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.7.5 Ángulo inicial para roscado
Funcionamiento
Para el roscado se visualiza una posición inicial del cabezal maestro como ángulo inicial. Modificando el ángulo se puede filetear una rosca de varias entradas si se repite la operación de roscado.
X
Z
Decalaje puntoinicial en °
Ángulo inicialpara rosca(datos de operador)
Pasos a seguir
Datos
operador Accionar el pulsador de menú "Datos operador". La barra vertical de menú cambia.
Ángulo inicial
Modificar el ángulo inicial: Accionar el pulsador de menú "Ángulo inicial". Se abre la ventana "Ángulo inicial para el roscado".
Introducir un nuevo valor.
5 11/2006 Campo de manejo Parámetros5.7 Datos de operador
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-183
5.7.6 Otros datos de operador
Funcionamiento
Se visualizan en forma de tabla todos los datos del operador para el control, clasificados con arreglo a datos generales (es decir, específicos del NCK), datos específicos de los canales y datos específicos de los ejes. El contenido comprende tanto los datos del operador en los pulsadores de menú verticales (limitación de la zona de trabajo, datos Jog, etc.) como los datos especiales (levas SW, oscilaciones, compensaciones, etc.).
Pasos a seguir
Datos operador
Accionar el pulsador de menú "Datos operador". La barra vertical de menú cambia.
Visualizar datos de operador:
Otros
Accionar el pulsador de menú "Otros". Cambian las barras de pulsadores de menú horizontal y vertical.
Seleccionar el tipo:
Gene- rales
• Se abre la ventana "DO generales ($SN_)".
Específ. canal
• Se abre la ventana "DO específicos del canal ($SC_)".
De ejes
• Se abre la ventana "DO específicos del eje ($SA_)".
Se visualizan en cada caso los tipos $SN_, $SC_ o $SA_ correspondientes a datos de operador actuales.
Buscar datos de operador:
Buscar
Introduzca en la ventana "Buscar dato de operador" el nombre o el número buscado (basta con el principio).
Inicie la búsqueda con "OK".
Seguir
buscando
Si existen varios datos de operador con la misma identificación inicial, se pueden visualizar otros datos del operador con "Seguir buscando".
Modificar los datos de operador: Posicionar el cursor sobre el campo de introducción correspondiente y registrar un nuevo valor.
Observaciones adicionales
Los datos son editables o no según la protección contra el acceso que tengan.
5 Campo de manejo Parámetros 11/2006 5.7 Datos de operador
5
© Siemens AG 2006 All rights reserved. 5-184 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.7.7 Zonas protegidas
Funcionamiento
Con la función "Zonas protegidas" es posible proteger contra movimientos equivocados a diversos elementos de la máquina, al equipo así como a la pieza a realizar. Como máximo se pueden visualizar gráficamente 10 zonas protegidas programadas en los niveles G17, G18 y G19.
Bibliografía /PGA/Instrucciones de programación, Preparación del trabajo.
Pasos a seguir
Datos operador
Accionar el pulsador de menú "Datos operador". La barra vertical de menú cambia.
Zonas protegid.
Accionar el pulsador de menú "Zonas protegid.". Se visualiza la ventana "Límite del campo de trabajo y zonas protegidas". La barra vertical de menú cambia de nuevo.
Zona protegid. +
Zona protegid. -
Accionar el pulsador de menú "Zona protegid. +" o bien "Zona protegid.". Se visualizan sucesivamente como máximo 10 zonas protegidas.
Seleccionar el nivel en el que se encuentra la zona protegida pretendida:
G17
• Nivel G17 (X,Y; dirección de penetración Z)
G18
• Nivel G18 (Z,X; dirección de penetración Y)
G19
• Nivel G19 (Y,Z; dirección de penetración X)
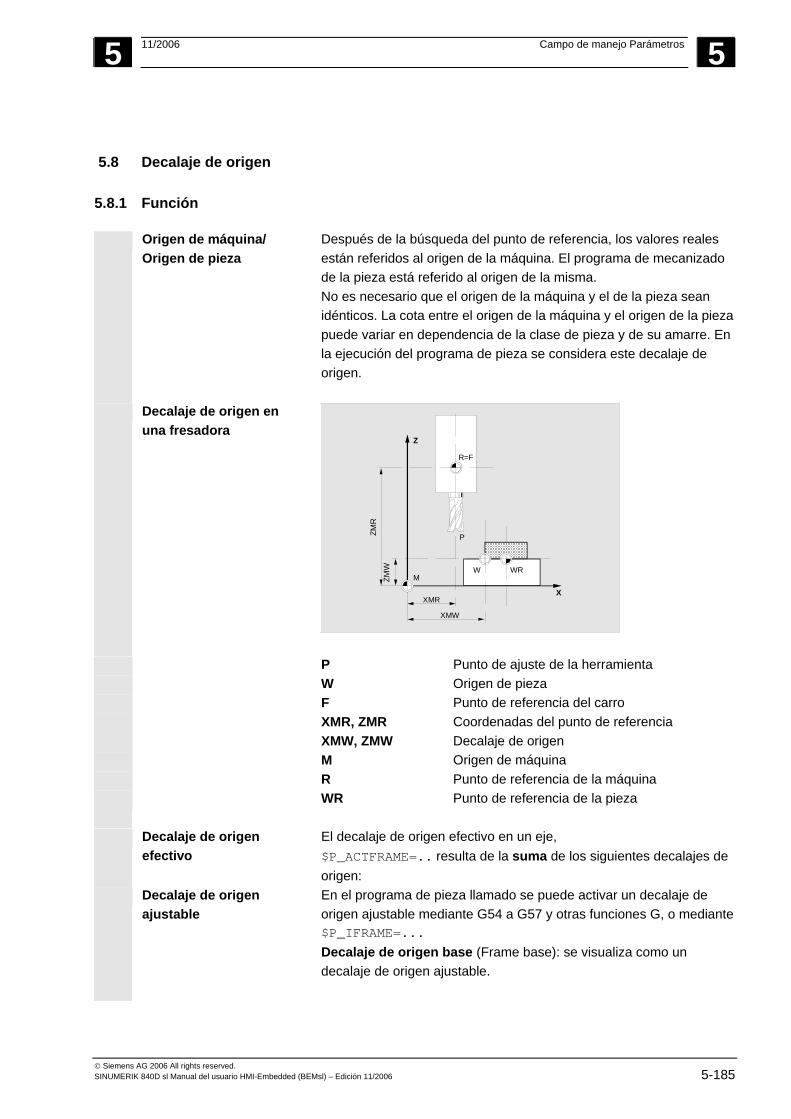
5 11/2006 Campo de manejo Parámetros 5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-185
5.8 Decalaje de origen
5.8.1 Función
Origen de máquina/ Origen de pieza
Después de la búsqueda del punto de referencia, los valores reales están referidos al origen de la máquina. El programa de mecanizado de la pieza está referido al origen de la misma. No es necesario que el origen de la máquina y el de la pieza sean idénticos. La cota entre el origen de la máquina y el origen de la pieza puede variar en dependencia de la clase de pieza y de su amarre. En la ejecución del programa de pieza se considera este decalaje de origen.
Decalaje de origen en una fresadora
X
Z
XMR
P
R=F
WMZM
WZM
R
WR
XMW
P Punto de ajuste de la herramienta W Origen de pieza F Punto de referencia del carro XMR, ZMR Coordenadas del punto de referencia XMW, ZMW Decalaje de origen M Origen de máquina R Punto de referencia de la máquina WR Punto de referencia de la pieza
Decalaje de origen
efectivo El decalaje de origen efectivo en un eje, $P_ACTFRAME=.. resulta de la suma de los siguientes decalajes de origen:
Decalaje de origen ajustable
En el programa de pieza llamado se puede activar un decalaje de origen ajustable mediante G54 a G57 y otras funciones G, o mediante $P_IFRAME=... Decalaje de origen base (Frame base): se visualiza como un decalaje de origen ajustable.
5 Campo de manejo Parámetros 11/2006 5.8 Decalaje de origen
5
© Siemens AG 2006 All rights reserved. 5-186 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Decalaje de origen programable
Con el decalaje de origen programable $P_PFRAME=.. se puede programar en el programa de pieza llamado un decalaje de origen adicional para ejes geométricos y ejes adicionales. Los valores de los decalajes de origen programables se borran con "Fin de programa" o "Reset".
Decalaje de origen externo
Adicionalmente a todos los decalajes, que establecen la posición de origen de la pieza, por medio del volante o del PLC puede ser superpuesto un decalaje de origen externo (decalaje DRF).
Decalaje DRF Differential Resolver Function: Función CN que en combinación con un volante electrónico genera un decalaje de origen en Automático.
Frame Frame es el término que se usa habitualmente para una expresión geométrica que describe un cálculo como puede ser una traslación o una rotación. Con frames se describe la posición de un sistema de coordenadas de destino dando coordenadas o ángulos y partiendo del actual sistema de coordenadas de pieza.
Tipos de frames • Frames básicos (decalaje básico) • Frames ajustables (G54...G599) • Frames programables
Bibliografía /PGA/ Instrucciones de programación Preparación de trabajo
Componentes frame Componentes frame Un frame puede estar compuesto por los siguientes cálculos: • Decalaje de origen (traslación), TRANS, ATRANS • Rotación, ROT, AROT • Factor de escala, SCALE, ASCALE • Simetría, MIRROR, AMIRROR
En el programa de pieza se pueden cancelar con G53 todos los decalajes de origen, por secuencias.
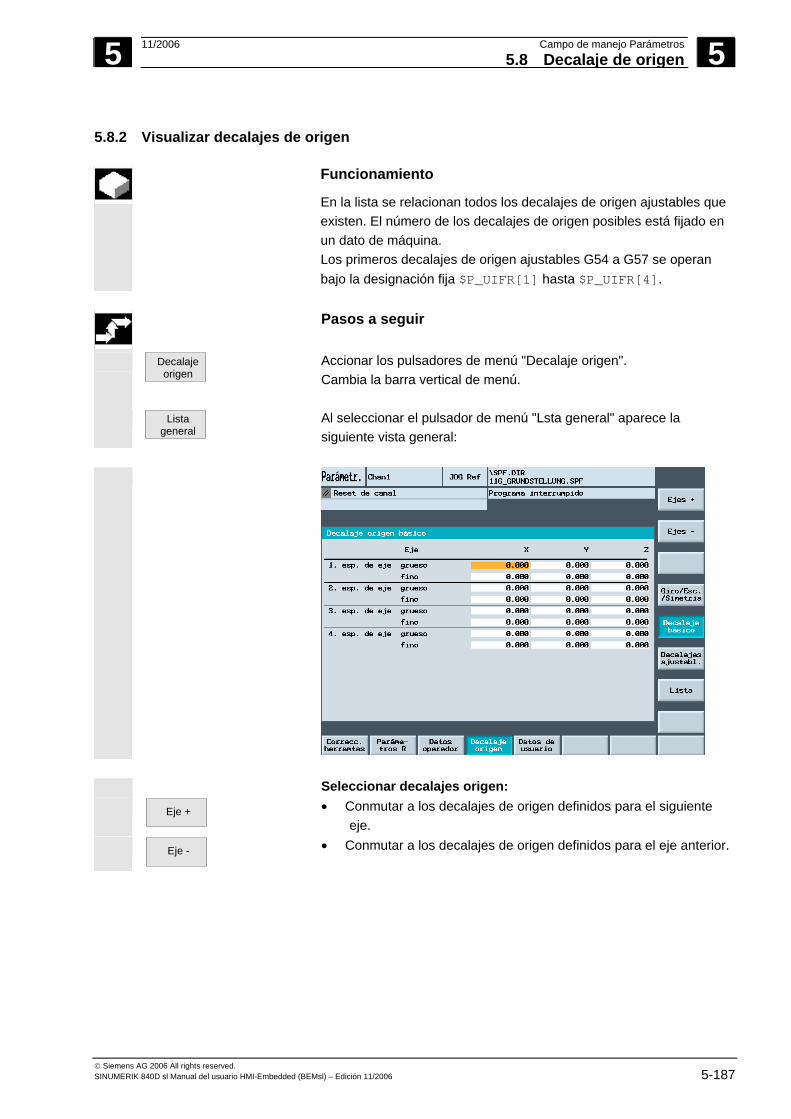
5 11/2006 Campo de manejo Parámetros5.8 Decalaje de origen
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-187
5.8.2 Visualizar decalajes de origen
Funcionamiento
En la lista se relacionan todos los decalajes de origen ajustables que existen. El número de los decalajes de origen posibles está fijado en un dato de máquina. Los primeros decalajes de origen ajustables G54 a G57 se operan bajo la designación fija $P_UIFR[1] hasta $P_UIFR[4].
Pasos a seguir
Decalaje origen
Accionar los pulsadores de menú "Decalaje origen". Cambia la barra vertical de menú.
Lista general
Al seleccionar el pulsador de menú "Lsta general" aparece la siguiente vista general:
Seleccionar decalajes origen:
Eje +
• Conmutar a los decalajes de origen definidos para el siguiente
eje.
Eje -
• Conmutar a los decalajes de origen definidos para el eje anterior.
5 Campo de manejo Parámetros 11/2006 5.8 Decalaje de origen
5
© Siemens AG 2006 All rights reserved. 5-188 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Decalajes
Giro/Esc./ Simetría
Con estos pulsadores de menú se modifica el modo de visualización del decalaje de origen que aparece en ese instante. Alternativamente: • Se visualiza el decalaje absoluto respecto al eje de coordenadas
(aproximado y fino), o • Se registran en una lista cada uno de los valores, separados en
las componentes: giro, escala y simetría. En ambos modos de visualización se pueden seleccionar y, eventualmente, modificar cada uno de los valores del decalaje de origen.
Visualizar otros decalajes de origen:
Decalaje básico
Se visualizan en una tabla todos los decalajes de origen base definidos (globales y específicos de canal).
Decalajes ajustabl.
Se visualizan en una tabla todos los decalajes de origen ajustables, donde pueden modificarse (seleccionar y editar).
5.8.3 Modificar decalaje de origen ajustable (G54...)
Funcionamiento
$P_UIFR[] Con este descriptor se puede modificar en el programa un decalaje de origen ajustable.
Decalaje aproximado Se fija el valor del decalaje aproximado para el respectivo eje.
Decalaje fino Con el dato de máquina se definen los valores límites (absolutos) para el decalaje de origen fino. El decalaje fino se visualiza en la pantalla "Decalaje de origen ajustable". Con un DM se activa el decalaje de origen.
Fabricante de la máquina
Con un DM se activa el decalaje de origen base. ¡Observar las indicaciones del fabricante de la máquina!
Rotación Se puede introducir el valor del giro en torno al eje geométrico
correspondiente (p. ej.: X, Y, Z). Un giro es solamente posible en torno a ejes geométricos.
Factor de escala El factor de escala se puede fijar para el respectivo eje.
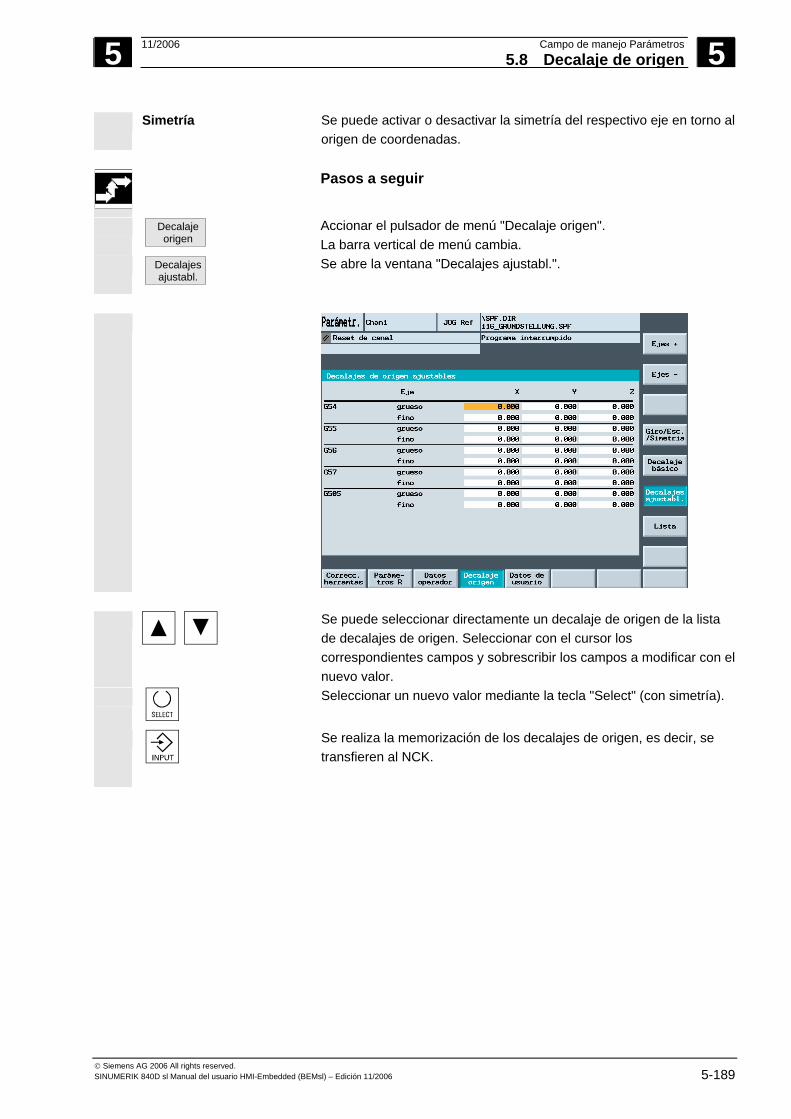
5 11/2006 Campo de manejo Parámetros5.8 Decalaje de origen
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-189
Simetría Se puede activar o desactivar la simetría del respectivo eje en torno al origen de coordenadas.
Pasos a seguir
Decalaje origen
Accionar el pulsador de menú "Decalaje origen". La barra vertical de menú cambia.
Decalajes ajustabl.
Se abre la ventana "Decalajes ajustabl.".
Se puede seleccionar directamente un decalaje de origen de la lista de decalajes de origen. Seleccionar con el cursor los correspondientes campos y sobrescribir los campos a modificar con el nuevo valor.
Seleccionar un nuevo valor mediante la tecla "Select" (con simetría).
Se realiza la memorización de los decalajes de origen, es decir, se transfieren al NCK.
5 Campo de manejo Parámetros 11/2006 5.8 Decalaje de origen
5
© Siemens AG 2006 All rights reserved. 5-190 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.8.4 Establecer con efectividad inmediata el decalaje de origen activo y el frame base
Funcionamiento
Con un DM puede definirse que el decalaje de origen y el frame base se establezcan con efectividad inmediata cuando el programa de pieza se encuentre en estado "Reset". Esto ocurre también cuando anteriormente se conmutó al estado JOG. Si el canal se encuentra en el estado "Reset", apenas después de que el programa de pieza continúe se activarán el decalaje de origen activo y el frame base.
Observaciones adicionales
Si se usa la función en el estado Reset, el dato de máquina tiene que estar ajustado de tal manera que el decalaje de origen ajustable o el frame base no se vayan a invertir con el Reset.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Bibliografía /FB/ K2: Ejes, sistemas de coordenadas, frames
Peligro
Con el siguiente arranque del programa de pieza se retira la corrección.
5.8.5 Decalaje de origen global/Frame global (Decalaje de origen básico)
Funcionamiento
Además de los decalajes de origen ajustables, programables y externos, se pueden definir hasta 16 decalajes de origen y frames (decalaje de origen base) globales. De esta manera se pueden definir simultáneamente decalajes, escalas e imágenes simétricas para todos los ejes de canal y de máquina. Los decalajes de origen globales (frames globales NCU) son válidos de forma unificada para todos los canales. Pueden ser leídos y escritos desde todos los canales. La activación se efectúa en el canal correspondiente.
Decalaje de origen base (Frame base total)
Adicionalmente se pueden definir en cada canal 16 decalajes de origen base específicos para cada canal. Los frames globales y específicos de cada canal se reúnen en un frame base total (decalaje de origen base).
5 11/2006 Campo de manejo Parámetros5.8 Decalaje de origen
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-191
Fabricante de la máquina Recomendación:
Para las aplicaciones propias usar decalajes a partir del tercer decalaje base. El primer y segundo decalaje base están previstos para poner el valor real y para el decalaje de origen externo.
Para los frames globales no existe ninguna relación geométrica entre los ejes. Por ello no se pueden ejecutar rotaciones y programación de descriptores de ejes geométricos.
Los decalajes de origen ajustables se registran en una tabla y los base en otra; en estas tablas también se pueden modificar los valores correspondientes. En tal caso, se puede conmutar entre los valores de cada uno de los ejes. Para todos los decalajes de origen se puede escoger visualizar en forma conmutable los decalajes definidos (aproximados y finos) o las rotaciones, escalas y simetrías para cada valor.
Bibliografía /FB/ K2: Ejes, sistemas de coordenadas, frames
Pasos a seguir
Decalaje origen
Accionar el pulsador de menú "Decalaje origen". La barra vertical de menú cambia.
Decalaje básico
Se visualizan en una tabla todos los decalajes de origen base definidos (globales y específicos de canal). El modo de visualización se puede conmutar con un pulsador de menú. Realizar directamente en la tabla las modificaciones de los valores. Usando las frames globales no es posible rotar, ya que no existe una relación geométrica entre los ejes.
Observaciones adicionales
El decalaje de origen únicamente se puede modificar con el programa CN parado (en STOP). Los cambios se actualizan inmediatamente. Los valores visualizados del decalaje de origen se actualizan en forma cíclica.
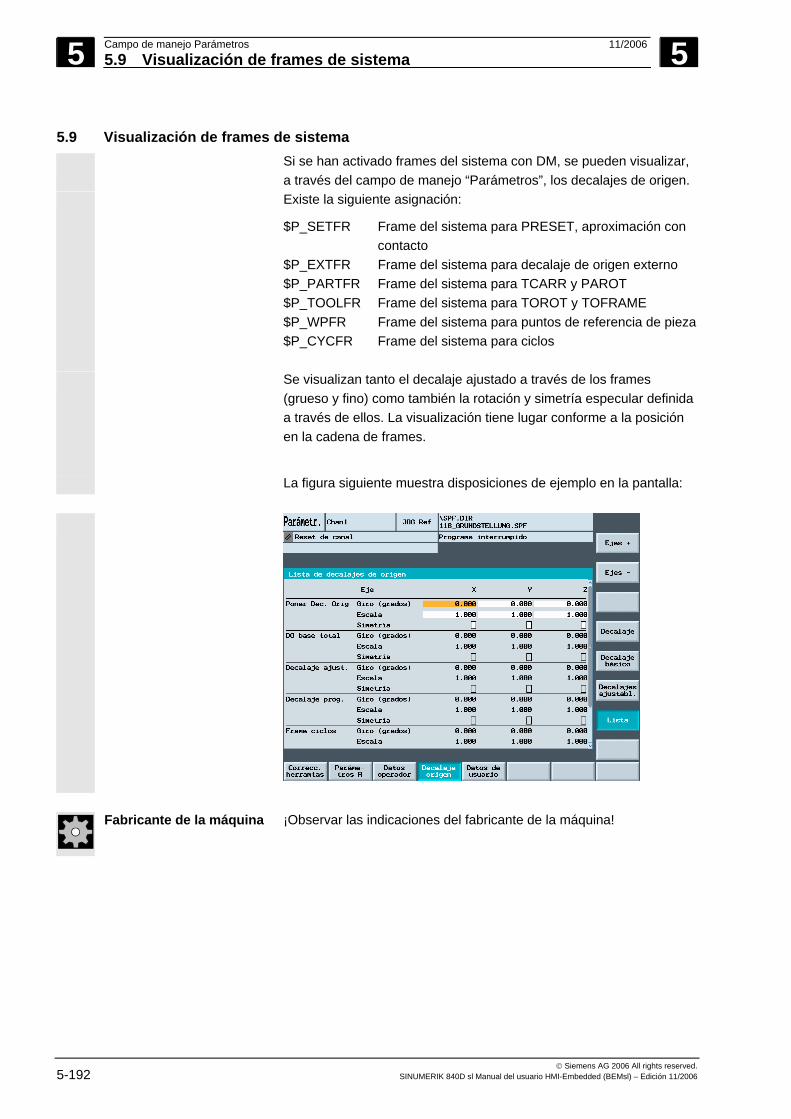
5 Campo de manejo Parámetros 11/2006 5.9 Visualización de frames de sistema
5
© Siemens AG 2006 All rights reserved. 5-192 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
5.9 Visualización de frames de sistema Si se han activado frames del sistema con DM, se pueden visualizar,
a través del campo de manejo “Parámetros”, los decalajes de origen. Existe la siguiente asignación:
$P_SETFR Frame del sistema para PRESET, aproximación con contacto $P_EXTFR Frame del sistema para decalaje de origen externo $P_PARTFR Frame del sistema para TCARR y PAROT $P_TOOLFR Frame del sistema para TOROT y TOFRAME $P_WPFR Frame del sistema para puntos de referencia de pieza$P_CYCFR Frame del sistema para ciclos
Se visualizan tanto el decalaje ajustado a través de los frames (grueso y fino) como también la rotación y simetría especular definida a través de ellos. La visualización tiene lugar conforme a la posición en la cadena de frames.
La figura siguiente muestra disposiciones de ejemplo en la pantalla:
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
5 11/2006 Campo de manejo Parámetros5.10 Datos de usuario/Variables de usuario (GUD, PUD, LUD)
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 5-193
5.10 Datos de usuario/Variables de usuario (GUD, PUD, LUD)
5.10.1 Generalidades
Funcionamiento
Los datos de usuario se pueden definir mediante diferentes variables:• GUD - Variables globales, válidas en todos los programas. • LUD - Variables locales, únicamente válidas en el programa o
subprograma donde fueron definidas. • PUD- Datos de usuario globales del programa.
La visualización de los datos de usuario (GUD) puede estar bloqueada por interruptor de llave o por palabra clave.
5.10.2 Datos de usuario/modificar y buscar variables de usuario
Pasos a seguir
Datos de
usuario Accionar el pulsador de menú "Datos de usuario". Se abre la ventana "Datos de usuario globales". La barra vertical de menú cambia.
Dat.usuar globales
Existe la posibilidad de conmutar entre las ventanas: • "Datos de usuario globales "(GUD),
Dat.usuar esp.canal
• "Datos de usuario específicos del canal" y
Dat.usuar programa
Dat.usuar locales
• "Datos de usuario de programa" o "datos de usuario locales" Se visualizan las variables y los datos de usuario globales del programa (PUD) y locales (LUD).
o
Las teclas "Pasar página" permiten avanzar o retroceder páginas en la lista.
Modificar datos de usuario
Posicionar el cursor sobre los datos de usuario que se desean modificar e introducir un nuevo valor o bien
seleccionar un nuevo valor mediante la tecla "Select". Los nuevos valores se asumen automáticamente.
5 Campo de manejo Parámetros 11/2006 5.10 Datos de usuario/Variables de usuario (GUD, PUD, LUD)
5
© Siemens AG 2006 All rights reserved. 5-194 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Buscar datos de usuario
GUD +
GUD -
Mediante los pulsadores "GUD +" a "GUD -" se puede pasar página en los datos de usuario de GUD 1 a GUD 9.
GUD:
Se abre la ventana "Seleccionar datos de usuario globales". Se admiten los valores siguientes: • 1 = SGUD (Siemens) • 2 = MGUD (fabricante de máquina) • 3 = UGUD (usuario de máquina) • 4 ... 9 = GD4 ... GD9 (otros, p. ej., ciclos de rectificado, etc.)
En la ventana "Datos de usuario globales" se visualizan los datos deseados.
Buscar
Accionar el pulsador "Buscar". Se visualiza la ventana de diálogo "Buscar datos de usuario".
Se puede buscar el nombre o las secuencias de caracteres que lo forman. Se posiciona el cursor sobre el dato del usuario buscado.
Seguir buscando
Se visualiza el siguiente dato de usuario con el distintivo inicial buscado.
Los datos de usuario del tipo AXIS y FRAME no se visualizan. Se visualizan únicamente los datos de usuario locales existentes todavía en el proceso de ejecución del control. Con cada "Cycle Stop" se actualiza la lista de los datos de usuario locales para la visualización mientras que los valores se actualizan continuamente. Antes de que las definiciones de los datos de usuario globales puedan ser activados en el control, se deben haber fijado previamente los datos máquina.
Observaciones adicionales
La definición y activación de los datos de usuario se describe en el Capítulo 6: Campo de manejo "Programa".
6 11/2006 Campo de manejo Programa 6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-195
Campo de manejo Programa 6.1 Tipos de programa.................................................................................................. 6-196
6.1.1 Programa de pieza.................................................................................................. 6-196 6.1.2 Subprograma .......................................................................................................... 6-196 6.1.3 Pieza ....................................................................................................................... 6-196 6.1.4 Ciclos ...................................................................................................................... 6-196
6.2 Archivado de programas......................................................................................... 6-196
6.3 Imagen básica Programa........................................................................................ 6-197
6.4 Editar programa ...................................................................................................... 6-199 6.4.1 Editor de textos ....................................................................................................... 6-199 6.4.2 Protección de programa selectiva: RO ................................................................... 6-200 6.4.3 Visualizar líneas de programa ocultas: Visualizar HD............................................ 6-201 6.4.4 Secuencia de caracteres reservada ....................................................................... 6-201 6.4.5 Definir y activar datos de usuario (GUD, LUD)....................................................... 6-202
6.5 Programación libre de contornos............................................................................ 6-204 6.5.1 Generalidades......................................................................................................... 6-204 6.5.2 Representación gráfica del contorno ...................................................................... 6-205 6.5.3 Crear contorno ........................................................................................................ 6-205 6.5.4 Modificar contorno .................................................................................................. 6-208 6.5.5 Elementos de contorno generales .......................................................................... 6-209 6.5.6 Crear, modificar, borrar elementos de contorno..................................................... 6-210 6.5.7 Ayuda ...................................................................................................................... 6-214 6.5.8 Descripción de parámetros de los elementos de contorno recta/círculo y polo ..... 6-215 6.5.9 Ejemplos para la programación de contornos libres............................................... 6-217
6.6 Simulación de programas ....................................................................................... 6-220 6.6.1 Simulación de giro .................................................................................................. 6-220 6.6.2 Simulación de fresado antes del mecanizado ........................................................ 6-222 6.6.3 Simulación de fresado durante el mecanizado....................................................... 6-223
6.7 Administrar programas............................................................................................ 6-225 6.7.1 Vista de conjunto .................................................................................................... 6-225 6.7.2 Tipos de ficheros, módulos/bloques y directorios................................................... 6-226 6.7.3 Manejo de ficheros.................................................................................................. 6-228 6.7.4 Crear nueva pieza/nuevo programa de pieza......................................................... 6-230 6.7.5 Ejecutar programa .................................................................................................. 6-233 6.7.6 Liberar pieza/programa........................................................................................... 6-234 6.7.7 Copiar e insertar fichero.......................................................................................... 6-235 6.7.8 Renombrar fichero .................................................................................................. 6-235 6.7.9 Borrar fichero .......................................................................................................... 6-236 6.7.10 Función "Muestra de pieza" .................................................................................... 6-237
6.8 Información de memoria ......................................................................................... 6-238
6.9 EXTCALL ................................................................................................................ 6-238
6 Campo de manejo Programa 11/2006 6.1 Tipos de programa
6
© Siemens AG 2006 All rights reserved. 6-196 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
6.1 Tipos de programa
6.1.1 Programa de pieza
Un programa de pieza se compone de una sucesión de instrucciones que se transmiten al control numérico NCK. Su conjunto define una pieza o un proceso de mecanizado en una pieza en bruto.
6.1.2 Subprograma
Un subprograma es una sucesión de instrucciones de un programa de pieza que se puede llamar repetidas veces con diferentes parámetros a definir. Los ciclos son un tipo de subprogramas.
6.1.3 Pieza
• Una pieza es lo que se va a mecanizar/producir en la máquina herramienta o, visto desde el HMI,
• un directorio en el que están almacenados programas y otros datos para el mecanizado de una pieza.
6.1.4 Ciclos
Los ciclos son subprogramas para la ejecución repetitiva de procesos de mecanizado en la pieza.
6.2 Archivado de programas Los programas se guardan en la memoria del NCK. El tamaño de la
memoria depende de los ajustes realizados durante la puesta en marcha. (Ver el apartado 6 "Información del contenido de la memoria").
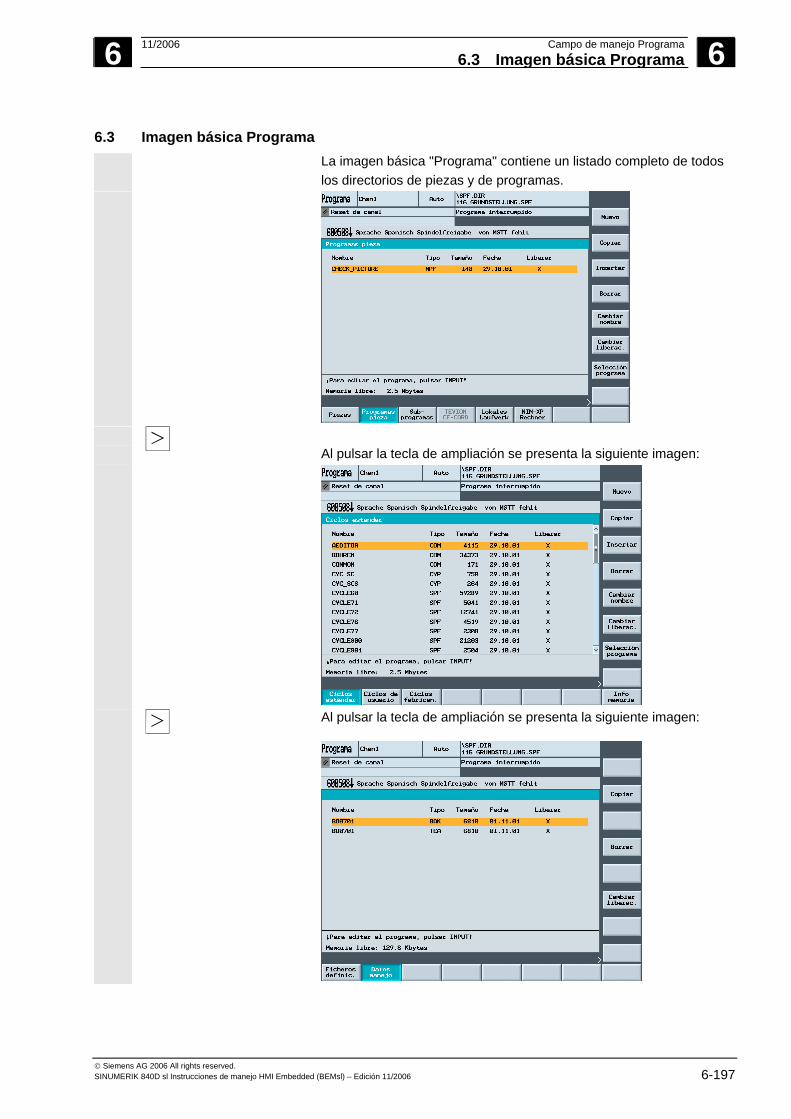
6 11/2006 Campo de manejo Programa6.3 Imagen básica Programa
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-197
6.3 Imagen básica Programa La imagen básica "Programa" contiene un listado completo de todos
los directorios de piezas y de programas.
Al pulsar la tecla de ampliación se presenta la siguiente imagen:
Al pulsar la tecla de ampliación se presenta la siguiente imagen:
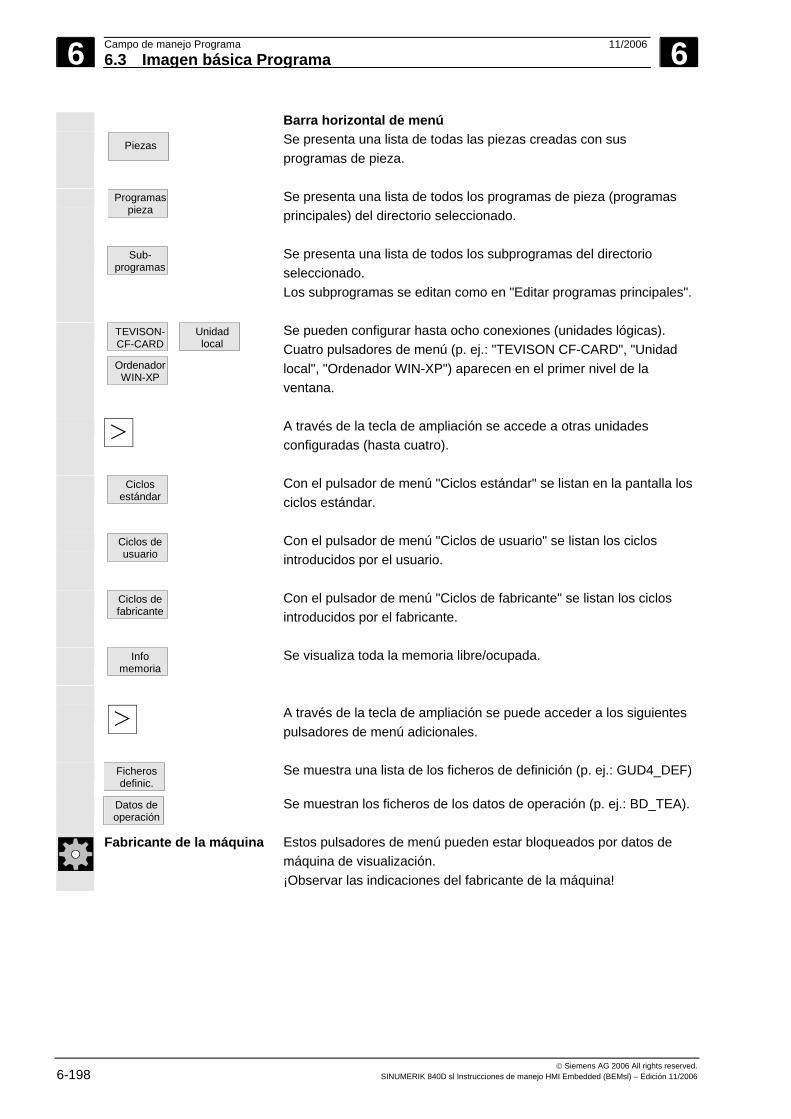
6 Campo de manejo Programa 11/2006 6.3 Imagen básica Programa
6
© Siemens AG 2006 All rights reserved. 6-198 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Barra horizontal de menú
Piezas
Se presenta una lista de todas las piezas creadas con sus programas de pieza.
Programas pieza
Se presenta una lista de todos los programas de pieza (programas principales) del directorio seleccionado.
Sub- programas
Se presenta una lista de todos los subprogramas del directorio seleccionado. Los subprogramas se editan como en "Editar programas principales".
TEVISON- CF-CARD
Unidad local
Ordenador
WIN-XP
Se pueden configurar hasta ocho conexiones (unidades lógicas). Cuatro pulsadores de menú (p. ej.: "TEVISON CF-CARD", "Unidad local", "Ordenador WIN-XP") aparecen en el primer nivel de la ventana.
A través de la tecla de ampliación se accede a otras unidades configuradas (hasta cuatro).
Ciclos estándar
Con el pulsador de menú "Ciclos estándar" se listan en la pantalla los ciclos estándar.
Ciclos de usuario
Con el pulsador de menú "Ciclos de usuario" se listan los ciclos introducidos por el usuario.
Ciclos de fabricante
Con el pulsador de menú "Ciclos de fabricante" se listan los ciclos introducidos por el fabricante.
Info memoria
Se visualiza toda la memoria libre/ocupada.
A través de la tecla de ampliación se puede acceder a los siguientes pulsadores de menú adicionales.
Ficheros definic.
Se muestra una lista de los ficheros de definición (p. ej.: GUD4_DEF)
Datos de operación
Se muestran los ficheros de los datos de operación (p. ej.: BD_TEA).
Fabricante de la máquina Estos pulsadores de menú pueden estar bloqueados por datos de máquina de visualización. ¡Observar las indicaciones del fabricante de la máquina!
6 11/2006 Campo de manejo Programa6.4 Editar programa
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-199
Barra vertical de menú
Nuevo
Crear un nuevo fichero para una pieza/programa de pieza.
Copiar
Se marca el nombre actual del fichero, incluido el directorio, y se copia al portapapeles (memoria temporal). En caso de eliminar del portapapeles el fichero copiado, éste ya no se podrá insertar.
Insertar
Inserta en el directorio actual el fichero marcado con "Copiar" y almacenado en el portapapeles, siendo necesario cambiar o aceptar primero el nombre del fichero.
Borrar
Borrar un fichero (pieza/programa de pieza).
Sobre- escribir
Sobreescribir el nombre/tipo de fichero de una pieza/programa de pieza.
Cambiar liberac.
Activar/desactivar la liberación para una pieza/programa de pieza. La liberación debe estar activada (X) para poder seleccionar una pieza/programa de pieza.
Selección pieza
Selección programa
Seleccionar una pieza/programa de pieza para ejecutarla en el canal actual seleccionado.
Info memoria
Se visualiza la memoria actual de la memoria principal del NCK.
Activar
Con el pulsador de menú „Activar“ se pueden activar las definiciones de un fichero. Con los pulsadores de menú "sí" o "no" se confirma la activación o se rechaza.
6.4 Editar programa
6.4.1 Editor de textos
El editor ASCII ofrece las siguientes funciones: – Conmutar entre modo de inserción y de sobreescritura. – Marcar, copiar o borrar un bloque. – Insertar un bloque. – Posicionar el cursor/Buscar/Reemplazar un texto. – Crear un contorno (asistente para la programación). – Parametrizar los ciclos (taladrar, fresar, tornear). – Iniciar simulación. – Recompilar (ciclos, programación libre de contorno). – Renumerar secuencias. – Cambiar los ajustes.
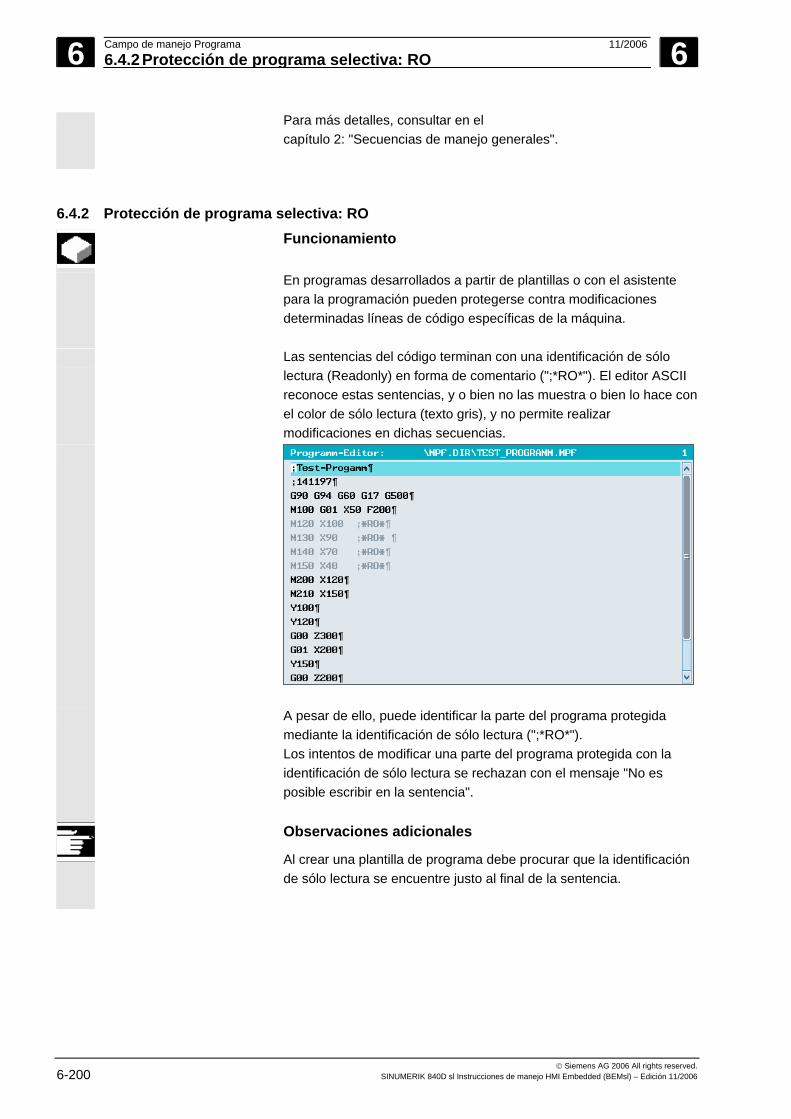
6 Campo de manejo Programa 11/2006 6.4.2 Protección de programa selectiva: RO
6
© Siemens AG 2006 All rights reserved. 6-200 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Para más detalles, consultar en el capítulo 2: "Secuencias de manejo generales".
6.4.2 Protección de programa selectiva: RO Funcionamiento
En programas desarrollados a partir de plantillas o con el asistente para la programación pueden protegerse contra modificaciones determinadas líneas de código específicas de la máquina.
Las sentencias del código terminan con una identificación de sólo lectura (Readonly) en forma de comentario (";*RO*"). El editor ASCII reconoce estas sentencias, y o bien no las muestra o bien lo hace con el color de sólo lectura (texto gris), y no permite realizar modificaciones en dichas secuencias.
A pesar de ello, puede identificar la parte del programa protegida
mediante la identificación de sólo lectura (";*RO*"). Los intentos de modificar una parte del programa protegida con la identificación de sólo lectura se rechazan con el mensaje "No es posible escribir en la sentencia".
Observaciones adicionales
Al crear una plantilla de programa debe procurar que la identificación de sólo lectura se encuentre justo al final de la sentencia.
6 11/2006 Campo de manejo Programa6.4.2Protección de programa selectiva: RO
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-201
6.4.3 Visualizar líneas de programa ocultas: Visualizar HD
Funcionamiento
Settings
Si se quiere visualizar en el editor los textos ocultos protegidos contra escritura (con la identificación;*HD) es necesario accionar la tecla de ampliación y el pulsador de menú "Settings".
Fabricante de la máquina Esta función tiene que ser ajustada por el fabricante de la máquina. ¡Observar las indicaciones del fabricante de la máquina herramienta!
6.4.4 Secuencia de caracteres reservada
Funcionamiento
En líneas de código del programa de piezas que se han creado mediante la llamada a ciclos o la descripción abreviada de contornos se encuentran secuencias de caracteres reservadas. Se visualizan cuando está activado, en el editor, el ajuste "Mostrar caracteres ocultos".
En las líneas de programa de pieza introducidas directamente no se deben utilizar las siguientes secuencias de caracteres: ;# ;#END ;NCG ;*RO* ;*HD*
Observaciones adicionales
Véase el apartado: Protección de programa selectiva: RO Visualizar líneas de programa ocultas: HD
6 Campo de manejo Programa 11/2006 6.4.2 Protección de programa selectiva: RO
6
© Siemens AG 2006 All rights reserved. 6-202 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
6.4.5 Definir y activar datos de usuario (GUD, LUD)
Funcionamiento
Definir datos globales de usuario (GUD)
Editando un archivo de tipo DEF/MAC, pueden modificarse o borrarse ficheros de definición o de macros, o añadirse nuevos ficheros.
Ficheros definic.
Si en el campo de manejo "Programa" se selecciona "Ficheros de definición" con la "Tecla de ampliación", se visualizará una lista de ficheros.
Nuevo
Copiar
Borrar
Los pulsadores de menú "Nuevo", "Copiar" y "Borrar" ofrecen la posibilidad de realizar modificaciones. Dichos cambios se guardan en el fichero actual.
Cambiar nombre
El pulsador de menú "Cambiar nombre" permite, por ejemplo, volver a crear un fichero de definición a partir de un fichero de copia de seguridad (SGUD.BAK), modificando su extensión.
Activar datos de usuario (GUD)
Cambiar liberac.
El fichero de definición modificado se activa con el pulsador de menú "Cambiar liberación".
Activar
No
Si
Si
No
Hacer efectivo un fichero de definición: Posicione el cursor sobre el fichero de definición y accione el pulsador de menú "Activar". Aparece la siguiente pregunta en la línea de diálogo: "¿Quiere activar las definiciones de este fichero?" "Ninguno" Los datos modificados permanecen en el fichero, los cambios no se activan. "Sí" Los datos modificados se activan. Aparece otra consulta: „¿Desea mantener los datos y las definiciones usadas hasta ahora?“ "Sí" La máscara se cierra, las definiciones activan y los datos de las definiciones usadas hasta ahora se mantienen. "Ninguno" La máscara se cierra, las definiciones no se activan.
6 11/2006 Campo de manejo Programa6.4.2Protección de programa selectiva: RO
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-203
Avisos de error: Aparecen los siguientes avisos de error en la línea de diálogo: "Error al activar el archivo".
Salida de alarmas de NCK: Al llegar al número máximo de ficheros del NCK, tampoco es posible crear más ficheros de copia de seguridad. Aparecen las siguientes alarmas de NCK con posibilidad de acuse: "Demasiados programas de pieza en memoria CN" "Se alcanzó el límite de la memoria del CN"
Lo mismo es aplicable a la activación de ficheros de macros (.MAC).
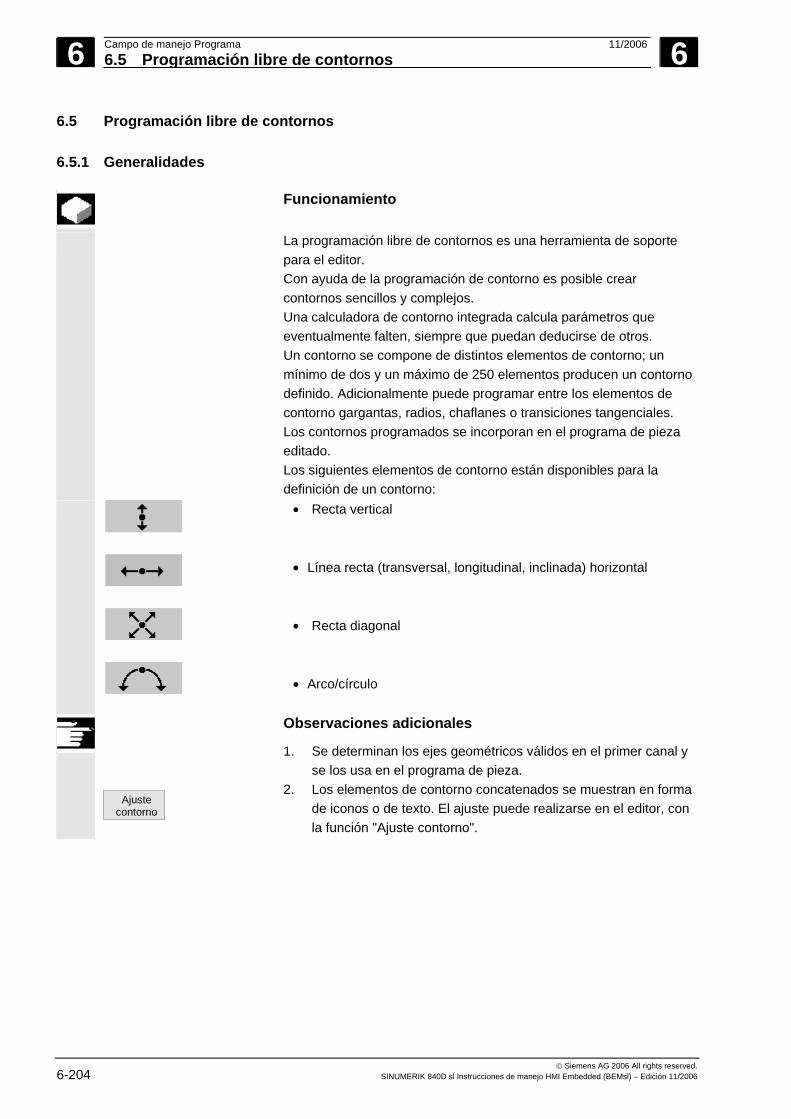
6 Campo de manejo Programa 11/2006 6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. 6-204 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
6.5 Programación libre de contornos
6.5.1 Generalidades
Funcionamiento
La programación libre de contornos es una herramienta de soporte para el editor. Con ayuda de la programación de contorno es posible crear contornos sencillos y complejos. Una calculadora de contorno integrada calcula parámetros que eventualmente falten, siempre que puedan deducirse de otros. Un contorno se compone de distintos elementos de contorno; un mínimo de dos y un máximo de 250 elementos producen un contorno definido. Adicionalmente puede programar entre los elementos de contorno gargantas, radios, chaflanes o transiciones tangenciales. Los contornos programados se incorporan en el programa de pieza editado. Los siguientes elementos de contorno están disponibles para la definición de un contorno:
• Recta vertical
• Línea recta (transversal, longitudinal, inclinada) horizontal
• Recta diagonal
• Arco/círculo
Ajuste contorno
Observaciones adicionales
1. Se determinan los ejes geométricos válidos en el primer canal y se los usa en el programa de pieza.
2. Los elementos de contorno concatenados se muestran en forma de iconos o de texto. El ajuste puede realizarse en el editor, con la función "Ajuste contorno".
6 11/2006 Campo de manejo Programa6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-205
6.5.2 Representación gráfica del contorno
Funcionamiento
En la ventana gráfica se representa cómo avanza la creación del contorno en forma síncrona con la parametrización sucesiva de los elementos del contorno. El elemento que está seleccionado actualmente se representa en la ventana gráfica en color naranja.
El elemento creado puede tomar distintas clases de líneas y estados de colores:
HMI-Embedded Significado Negro Contorno programado Naranja Elemento de contorno actual Amarillo Elemento alternativo Línea continua negra Elemento determinado Línea de puntos Elemento parcialmente determinado Línea de trazos Elemento alternativo El contorno se va dibujando simultáneamente en la medida que sean
conocidos los parámetros introducidos hasta ese momento. Si el contorno no es dibujado en la representación gráfica, tienen que introducirse más datos. Se deben comprobar los elementos de contorno ya programados. Es posible que no se hayan programado todos los valores conocidos.
La escala del sistema de coordenadas se adapta a la modificación de todo el contorno.
La posición del sistema de coordenadas se visualiza en la ventana gráfica.
6.5.3 Crear contorno
Funcionamiento
Para cada contorno que quiera desbastar se tiene que crear un contorno propio.
Para crear un contorno nuevo, tiene que determinar primero una posición inicial.
Tiene la posibilidad de empezar el contorno con un elemento de transición hacia la pieza en bruto. Además, puede introducir libremente comandos adicionales (máx. 40 caracteres) en forma de códigos G para la posición inicial.
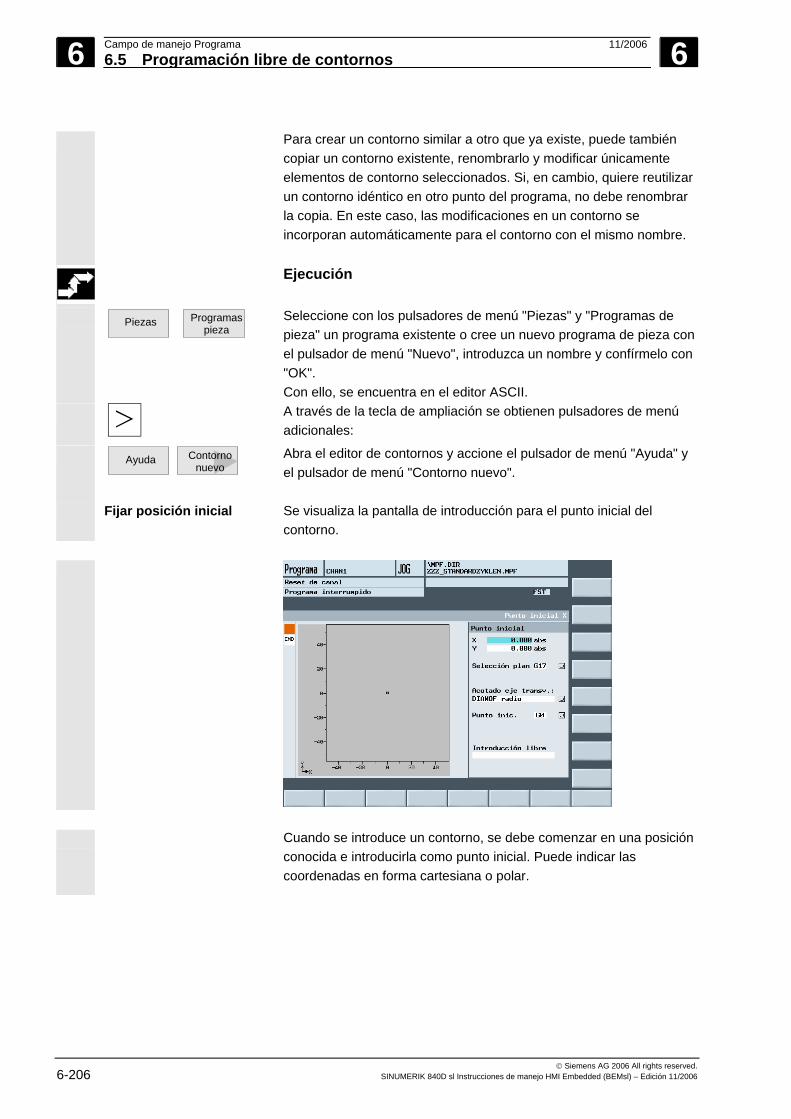
6 Campo de manejo Programa 11/2006 6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. 6-206 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Para crear un contorno similar a otro que ya existe, puede también
copiar un contorno existente, renombrarlo y modificar únicamente elementos de contorno seleccionados. Si, en cambio, quiere reutilizar un contorno idéntico en otro punto del programa, no debe renombrar la copia. En este caso, las modificaciones en un contorno se incorporan automáticamente para el contorno con el mismo nombre.
Ejecución
Piezas
Programas pieza
Seleccione con los pulsadores de menú "Piezas" y "Programas de pieza" un programa existente o cree un nuevo programa de pieza con el pulsador de menú "Nuevo", introduzca un nombre y confírmelo con "OK". Con ello, se encuentra en el editor ASCII.
A través de la tecla de ampliación se obtienen pulsadores de menú adicionales:
Ayuda
Contorno nuevo
Abra el editor de contornos y accione el pulsador de menú "Ayuda" y el pulsador de menú "Contorno nuevo".
Fijar posición inicial Se visualiza la pantalla de introducción para el punto inicial del contorno.
Cuando se introduce un contorno, se debe comenzar en una posición
conocida e introducirla como punto inicial. Puede indicar las coordenadas en forma cartesiana o polar.
6 11/2006 Campo de manejo Programa6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-207
Para determinar los ejes geométricos, seleccione con la tecla Select
en el campo detrás de "Selección de plano" entre los planos G17, G18 y G19. El sistema de coordenadas cambia en consecuencia. El eje de herramienta ajustado por defecto (fijado con un dato de máquina) puede ser modificado en máquinas que tengan más de dos ejes. En tal caso, los ejes de punto inicial correspondientes se ajustan automáticamente.
Alternat.
Posicionar el cursor sobre el campo "Acotado eje transv." y conmutar el campo con el pulsador de menú "Alternativa" (o "Tecla de selección") tantas veces como sea necesario hasta que el acotado deseado se visualice.
El posicionamiento sobre el punto inicial puede cambiarse de G0 (movimiento de rápido) a G1 (interpolación lineal) usando el nuevo campo "Posicionar punto inicial".
Usando el campo "Entrada texto libre" se puede introducir una velocidad de avance específica para G1, p. ej.: G95 F0,3.
Asumir elemento
Con "Asumir elemento" se almacena la posición inicial.
Cancelar
Con el pulsador de menú "Cancelar" se desechan los ajustes y se accede a la máscara anterior.
Punto inicial cartesiano Seleccione el plano de mecanizado.
Introduzca el punto inicial del contorno.
Si lo desea, introduzca comandos adicionales en forma de códigos G.
Aplicar elemento
Activar el pulsador de menú "Aplicar elemento".
Introduzca los distintos elementos del contorno (véase el apartado "Crear elementos de contorno").
Punto inicial polar Seleccione el plano de mecanizado.
Polo
Accione el pulsador de menú "Polo".
Introduzca el punto inicial del contorno en coordenadas polares.
Si lo desea, introduzca comandos adicionales en forma de códigos G.
Aplicar elemento
Activar el pulsador de menú "Aplicar elemento".
Introduzca los distintos elementos del contorno (véase el apartado "Crear elementos de contorno").
6 Campo de manejo Programa 11/2006 6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. 6-208 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Cerrar contorno Un contorno tiene que estar siempre cerrado.
Si no quiere crear usted mismo todos los elementos de contorno desde el punto inicial hasta el punto final, puede cerrar el contorno desde la posición actual hasta el punto inicial.
Cerrar contorno
Accione el pulsador de menú "Cerrar contorno".
Se crea una línea recta del punto actual al punto inicial.
Decompilar contorno
Decompilar
Un contorno ya existente se puede manipular con el pulsador de menú "Decompilar". Para ello, el cursor del editor tiene que estar posicionado dentro del contorno.
Atención
Al decompilar únicamente se crean de nuevo los elementos de contorno que fueron realizados con la descripción abreviada de contorno libre. Es más, sólo se decompilan los textos que fueron añadidos usando el campo de introducción "Entrada de textos libres". Modificaciones ulteriores que se hagan directamente en el texto del programa se pierden. Sin embargo, posteriormente se pueden introducir y modificar textos libres. Estas modificaciones no se pierden.
Observaciones adicionales
El código CN en el programa de pieza, generado por la programación de contorno, no debe ser modificado manualmente. De hacerlo, imposibilitará la decompilación del mismo. Excepción: insertar números de secuencia y caracteres para ocultar.
Guardar contorno
Aplicar
Una vez que se hayan creado todos los elementos de contorno y de transición, guarde el contorno accionando el pulsador de menú "Aplicar".
6.5.4 Modificar contorno
Un contorno creado se puede modificar aún posteriormente. Los distintos elementos de contorno se pueden:
• Insertar
• Modificar
• Agregar
• Borrar
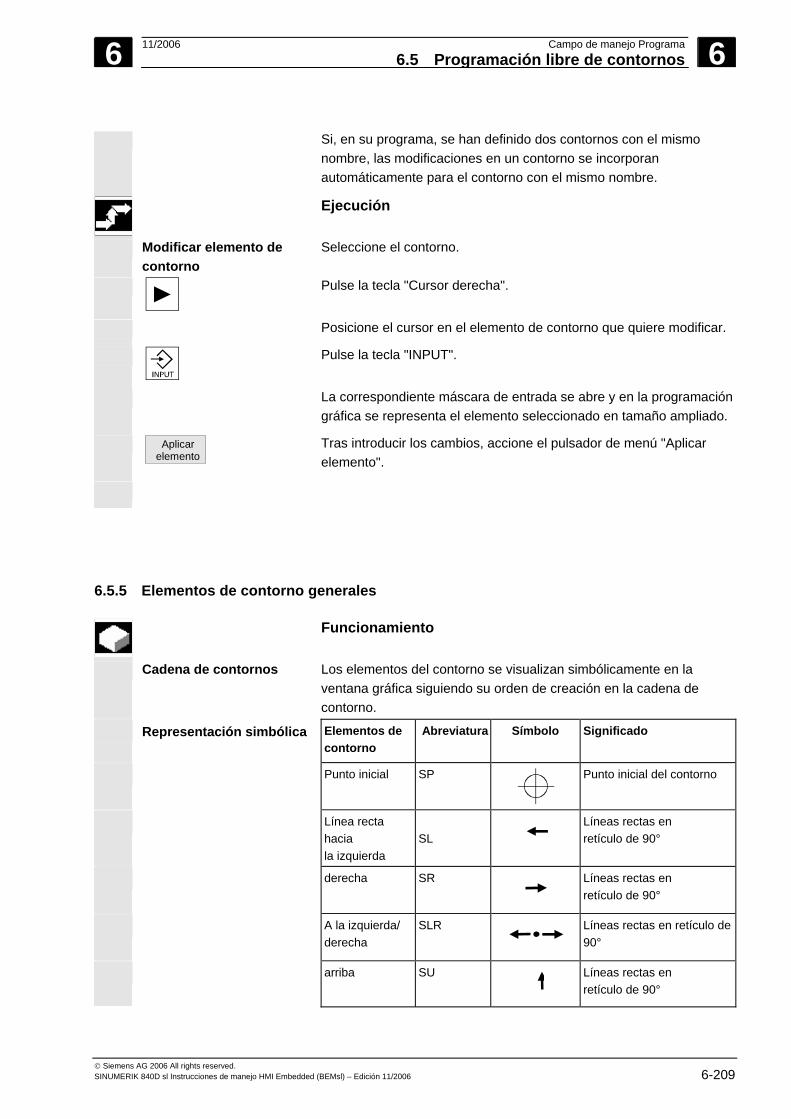
6 11/2006 Campo de manejo Programa6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-209
Si, en su programa, se han definido dos contornos con el mismo
nombre, las modificaciones en un contorno se incorporan automáticamente para el contorno con el mismo nombre.
Ejecución
Modificar elemento de contorno
Seleccione el contorno.
Pulse la tecla "Cursor derecha".
Posicione el cursor en el elemento de contorno que quiere modificar.
Pulse la tecla "INPUT".
La correspondiente máscara de entrada se abre y en la programación gráfica se representa el elemento seleccionado en tamaño ampliado.
Aplicar elemento
Tras introducir los cambios, accione el pulsador de menú "Aplicar elemento".
6.5.5 Elementos de contorno generales
Funcionamiento
Cadena de contornos Los elementos del contorno se visualizan simbólicamente en la ventana gráfica siguiendo su orden de creación en la cadena de contorno.
Representación simbólica Elementos de contorno
Abreviatura Símbolo Significado
Punto inicial SP
Punto inicial del contorno
Línea recta hacia la izquierda
SL
Líneas rectas en retículo de 90°
derecha SR
Líneas rectas en retículo de 90°
A la izquierda/ derecha
SLR
Líneas rectas en retículo de 90°
arriba SU
Líneas rectas en retículo de 90°
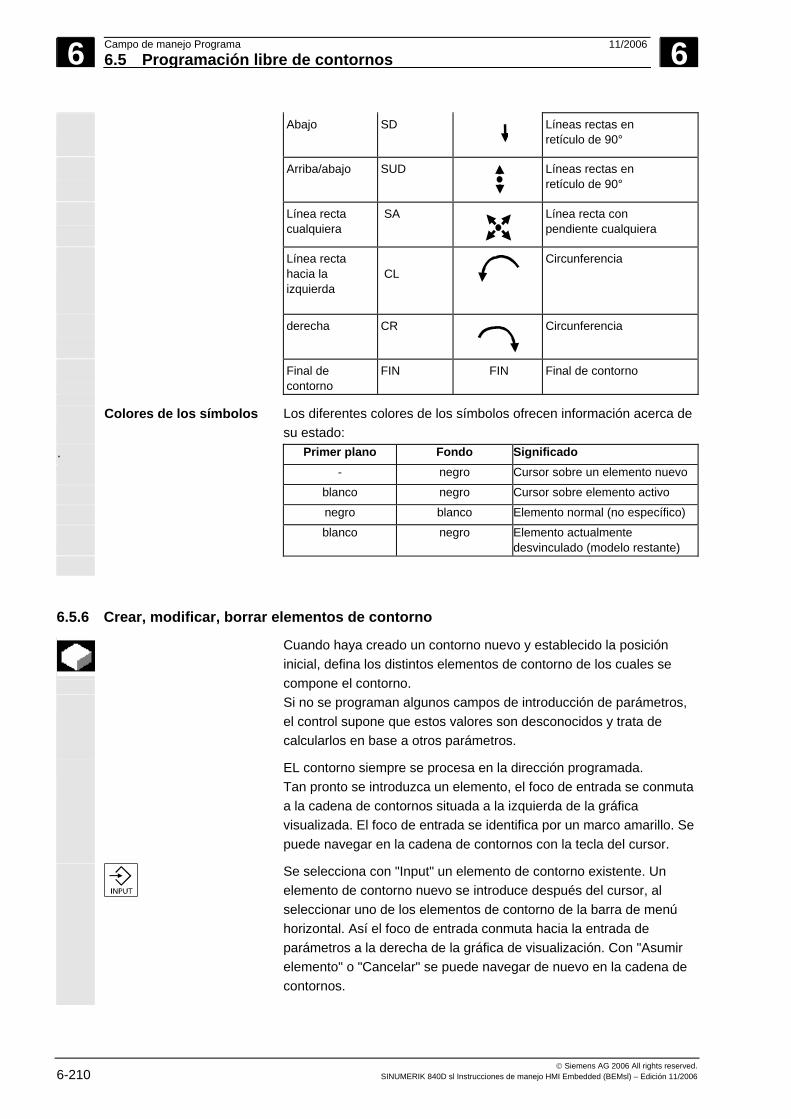
6 Campo de manejo Programa 11/2006 6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. 6-210 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Abajo SD
Líneas rectas en retículo de 90°
Arriba/abajo SUD
Líneas rectas en retículo de 90°
Línea recta cualquiera
SA
Línea recta con pendiente cualquiera
Línea recta hacia la izquierda
CL
Circunferencia
derecha CR
Circunferencia
Final de contorno
FIN FIN Final de contorno
Colores de los símbolos Los diferentes colores de los símbolos ofrecen información acerca de
su estado: . Primer plano Fondo Significado - negro Cursor sobre un elemento nuevo
blanco negro Cursor sobre elemento activo negro blanco Elemento normal (no específico) blanco negro Elemento actualmente
desvinculado (modelo restante)
6.5.6 Crear, modificar, borrar elementos de contorno
Cuando haya creado un contorno nuevo y establecido la posición inicial, defina los distintos elementos de contorno de los cuales se compone el contorno.
Si no se programan algunos campos de introducción de parámetros, el control supone que estos valores son desconocidos y trata de calcularlos en base a otros parámetros.
EL contorno siempre se procesa en la dirección programada. Tan pronto se introduzca un elemento, el foco de entrada se conmuta
a la cadena de contornos situada a la izquierda de la gráfica visualizada. El foco de entrada se identifica por un marco amarillo. Se puede navegar en la cadena de contornos con la tecla del cursor.
Se selecciona con "Input" un elemento de contorno existente. Un elemento de contorno nuevo se introduce después del cursor, al seleccionar uno de los elementos de contorno de la barra de menú horizontal. Así el foco de entrada conmuta hacia la entrada de parámetros a la derecha de la gráfica de visualización. Con "Asumir elemento" o "Cancelar" se puede navegar de nuevo en la cadena de contornos.
6 11/2006 Campo de manejo Programa6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-211
Los siguientes elementos de contorno (p. ej.: Girar: G18) están a disposición para la definición de un contorno.
Introducir elemento de contorno
...
Seleccione a través del pulsador de menú un elemento de contorno.
Introduzca en la máscara de entrada todos los datos que resultan del plano de la pieza (p. ej.: longitud de la recta, posición final, transición al elemento posterior, ángulo de paso, etc.).
Aplicar elemento
Accione el pulsador de menú "Aplicar elemento" para aplicar todos los valores.
El elemento de contorno se añade al contorno. Repita el proceso hasta que el contorno esté completo.
Seleccionar elemento de contorno
Posicionar el cursor en la cadena de contornos sobre el elemento de contorno deseado y seleccionarlo con la tecla "Input". Aparecen los parámetros del elemento seleccionado. El nombre del elemento aparece en la parte superior de la ventana de parámetros.
Si el elemento de contorno ya es representable geométricamente, se le resalta correspondientemente en el área de visualización gráfica, es decir, el color del elemento de contorno cambia de negro a naranja.
Añadir elemento de contorno
Seleccione el contorno.
Pulse la tecla "Cursor derecha".
Posicione el cursor en el último elemento antes del fin del contorno.
Seleccione a través del pulsador de menú el elemento de contorno deseado.
Introduzca los parámetros en la máscara de entrada.
Aplicar elemento
Activar el pulsador de menú "Aplicar elemento".
El elemento de contorno deseado se añade al contorno. Visualizar
parámetros adicionales
Todos los parámetr.
Si el plano contiene más datos (cotas) sobre un elemento de contorno, éstos se pueden ampliar accionando el pulsador de menú "Todos los parámetros".
Alternat.
El pulsador de menú "Alternativa" se visualiza únicamente cuando el cursor está sobre un campo de introducción que ofrece varias posibilidades para conmutar.
6 Campo de manejo Programa 11/2006 6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. 6-212 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Definir polo Si quiere introducir los elementos de contorno Recta diagonal y
Círculo/arco del círculo en coordenadas polares, tiene que definir previamente un polo.
Otros
Polo
Accione los pulsadores de menú "Otros" y "Polo".
Introduzca las coordenadas del polo.
Aplicar elemento
Activar el pulsador de menú "Aplicar elemento".
El polo está definido. Ahora puede elegir, en la máscara de entrada para los elementos de contorno Recta diagonal y Círculo/arco del círculo entre "cartesiano" y "polar".
Tangente con el elemento anterior
Durante la introducción de datos de un elemento de contorno puede programar la transición al elemento anterior como tangente.
Tangente a anter.
Accione el pulsador de menú "Tangente a anter.".
El ángulo con el elemento anterior α2 se ajusta a 0°. En el campo de entrada del parámetro aparece la selección "tangencial".
Realizar selección de diálogo
Si la configuración de los parámetros permite varias soluciones para el contorno, el sistema requiere una selección por medio del diálogo.
Elegir diálogo
Accione el pulsador de menú "Elegir diálogo" para conmutar entre las dos distintas posibilidades de contorno. En la ventana de gráficos, el contorno seleccionado se representa como línea continua negra y el contorno alternativo como línea verde de trazos interrumpidos.
Aceptar diálogo
Accione el pulsador de menú "Aceptar diálogo" para aceptar la alternativa seleccionada.
Modificar selección de
diálogo
Para modificar la selección realizada mediante el diálogo, hay que escoger el elemento de contorno donde apareció el diálogo. Abra la máscara de entrada del elemento de contorno.
Cambiar selección
Accione el pulsador de menú "Cambiar selección".
Se mostrarán las dos posibilidades de contorno.
Elegir
diálogo Accione el pulsador de menú "Elegir diálogo" para conmutar entre las dos distintas posibilidades de contorno.
Aceptar diálogo
Active el pulsador de menú "Aceptar diálogo".
La alternativa seleccionada se aplica.
6 11/2006 Campo de manejo Programa6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-213
Elemento de transición al final del contorno
Un elemento de transición se puede utilizar siempre que exista una intersección entre dos elementos sucesivos del contorno, que permitan su cálculo a partir de los valores introducidos. Como elemento de transición entre dos elementos de contorno cualesquiera se puede elegir entre un radio R, un chaflán FS y una garganta (rosca, rosca DIN, Forma E o Forma F). El elemento de transición se añade siempre al final de un elemento de contorno. La selección de una transición de contorno se realiza en la máscara de entrada de los parámetros del correspondiente elemento de contorno.
Posicione el cursor en el último elemento de contorno.
Pulse la tecla "Cursor derecha". Se abre la correspondiente máscara de entrada.
Indique un elemento de transición.
Aplicar elemento
Activar el pulsador de menú "Aplicar elemento".
Cancelar
Con "Cancelar" se descartan los valores del elemento de contorno y se vuelve a la imagen básica. El foco se conmuta de nuevo a la cadena de contornos.
Borrar valor
Los valores del parámetro marcado se borran.
Borrar elemento de contorno
Seleccione el contorno.
Pulse la tecla "Cursor derecha".
Se listan los distintos elementos de contorno.
Borrar elemento ...
OK
Posicione el cursor en el elemento de contorno a borrar. Accionar el pulsador de menú "Borrar elemento" y confirmar con "OK".
El elemento de contorno se borra.
Aplicar
Para guardar el contorno, accione el pulsador de menú "Aplicar".
Guardar elemento de contorno
Aplicar
elemento
Cuando se obtiene un elemento de contorno con determinadas especificaciones o se selecciona un contorno deseado con el pulsador de menú "Elegir diálogo", se guarda ese elemento de contorno con el pulsador de menú "Aplicar elemento" y se vuelve conmutando a la imagen básica.
Se puede pasar a programar el siguiente elemento de contorno.
Observaciones adicionales
El código CN en el programa de pieza, generado por la programación de contorno, no debe ser modificado manualmente. De hacerlo, imposibilitará la decompilación del mismo. Excepción: insertar números de secuencia y caracteres para ocultar.
6 Campo de manejo Programa 11/2006 6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. 6-214 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Parámetros
sobre fondo gris Estos parámetros son calculados por el control y el usuario no los puede cambiar. Cuando se modifican los campos de introducción de parámetros programables (fondo blanco), el control calcula los nuevos datos, los cuales se visualizan inmediatamente en la máscara de entrada.
Valor de entrada
ya calculado En caso de contornos sobredefinidos puede ser que el control ya haya calculado, basado en otros valores, el valor que se debería introducir. Esto puede generar problemas si el valor calculado por el control no coincide exactamente con el dibujo de taller. En este caso, se deberán borrar los valores a partir de los cuales el control está realizando el cálculo incorrecto para el valor de entrada. Se puede introducir el ajuste exacto a partir del dibujo de taller.
Ajustes
La tecnología (Tornear/Fresar) y la posición del sistema de coordenadas se determinan por los datos de máquina correspondientes. Con "Ajustes" se puede ver la configuración escogida.
6.5.7 Ayuda
Al introducir parámetros existe la posibilidad de visualizar gráficamente en una ventana de ayuda, que aparece usando la tecla "Info", todos los parámetros que se pueden introducir. El tipo de ventana de ayuda depende de la posición del cursor en la pantalla de parámetros.
La ventana de ayuda se superpone al resto de las imágenes.
Al volver a pulsar la tecla Info se cierra la ventana de ayuda y se activan de nuevo las otras imágenes. Las ventanas de ayuda se presentan de manera conforme al sistema de coordenadas seleccionado. Los descriptores de ejes se establecen actualmente a partir de los nombres de ejes geométricos.
Se visualizan ventanas de ayuda para las siguientes entradas: • Punto inicial • Recta vertical • Línea recta vertical, campo de introducción de ángulo • Recta horizontal • Línea recta horizontal, campo de introducción de ángulo • Línea recta cualquiera • Línea recta cualquiera, campo de introducción de ángulo • Circunferencia • Círculo, campo de introducción de ángulo • Redondeo/Chaflán
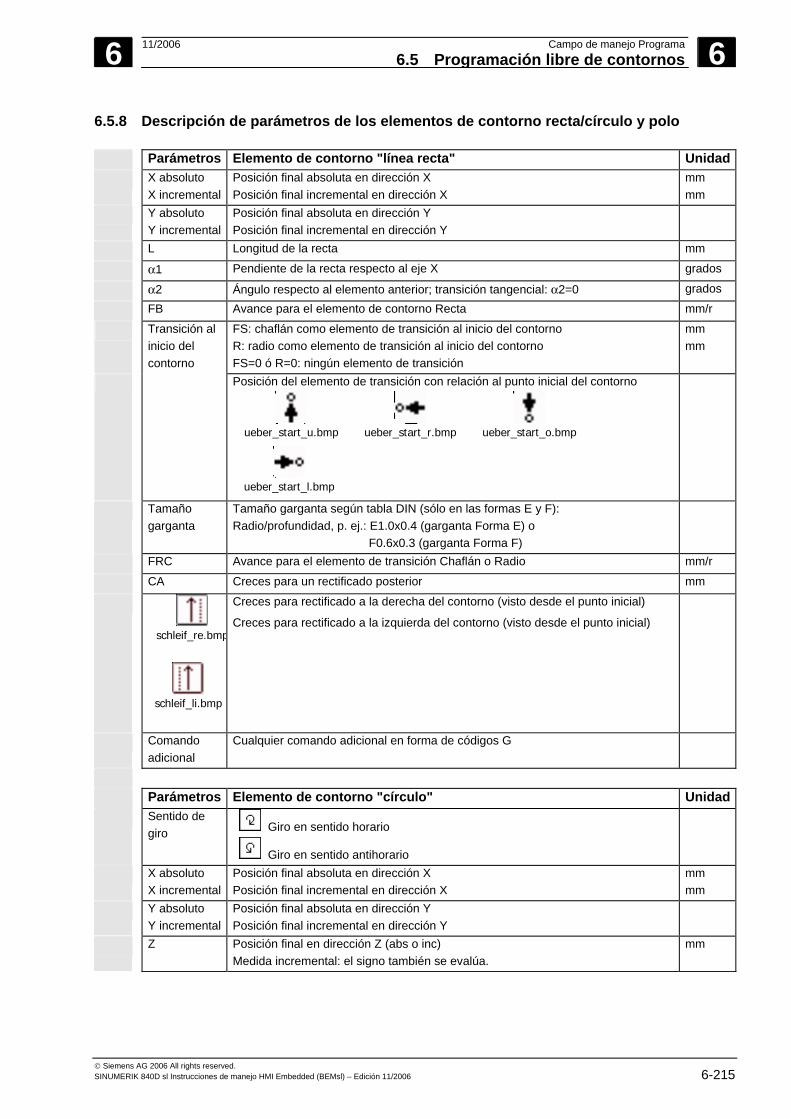
6 11/2006 Campo de manejo Programa6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-215
6.5.8 Descripción de parámetros de los elementos de contorno recta/círculo y polo
Parámetros Elemento de contorno "línea recta" Unidad X absoluto
X incremental Posición final absoluta en dirección X Posición final incremental en dirección X
mm mm
Y absoluto Y incremental
Posición final absoluta en dirección Y Posición final incremental en dirección Y
L Longitud de la recta mm α1 Pendiente de la recta respecto al eje X grados α2 Ángulo respecto al elemento anterior; transición tangencial: α2=0 grados FB Avance para el elemento de contorno Recta mm/r FS: chaflán como elemento de transición al inicio del contorno
R: radio como elemento de transición al inicio del contorno FS=0 ó R=0: ningún elemento de transición
mm mm
Transición al inicio del contorno
Posición del elemento de transición con relación al punto inicial del contorno
ueber_start_u.bmp ueber_start_r.bmp ueber_start_o.bmp
ueber_start_l.bmp
Tamaño garganta
Tamaño garganta según tabla DIN (sólo en las formas E y F): Radio/profundidad, p. ej.: E1.0x0.4 (garganta Forma E) o F0.6x0.3 (garganta Forma F)
FRC Avance para el elemento de transición Chaflán o Radio mm/r CA Creces para un rectificado posterior mm
schleif_re.bmp
schleif_li.bmp
Creces para rectificado a la derecha del contorno (visto desde el punto inicial)
Creces para rectificado a la izquierda del contorno (visto desde el punto inicial)
Comando adicional
Cualquier comando adicional en forma de códigos G
Parámetros Elemento de contorno "círculo" Unidad Sentido de
giro Giro en sentido horario
Giro en sentido antihorario
X absoluto X incremental
Posición final absoluta en dirección X Posición final incremental en dirección X
mm mm
Y absoluto Y incremental
Posición final absoluta en dirección Y Posición final incremental en dirección Y
Z Posición final en dirección Z (abs o inc) Medida incremental: el signo también se evalúa.
mm
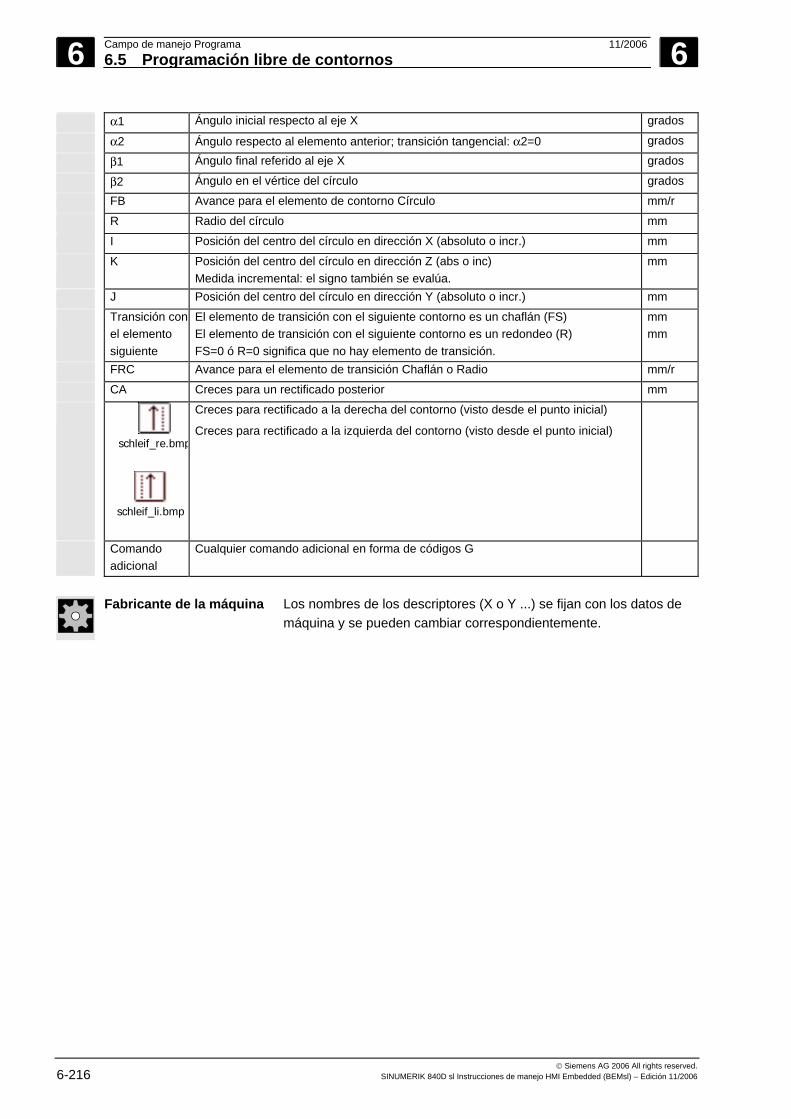
6 Campo de manejo Programa 11/2006 6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. 6-216 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
α1 Ángulo inicial respecto al eje X grados α2 Ángulo respecto al elemento anterior; transición tangencial: α2=0 grados β1 Ángulo final referido al eje X grados β2 Ángulo en el vértice del círculo grados FB Avance para el elemento de contorno Círculo mm/r R Radio del círculo mm I Posición del centro del círculo en dirección X (absoluto o incr.) mm K Posición del centro del círculo en dirección Z (abs o inc)
Medida incremental: el signo también se evalúa. mm
J Posición del centro del círculo en dirección Y (absoluto o incr.) mm Transición con
el elemento siguiente
El elemento de transición con el siguiente contorno es un chaflán (FS) El elemento de transición con el siguiente contorno es un redondeo (R) FS=0 ó R=0 significa que no hay elemento de transición.
mm mm
FRC Avance para el elemento de transición Chaflán o Radio mm/r CA Creces para un rectificado posterior mm
schleif_re.bmp
schleif_li.bmp
Creces para rectificado a la derecha del contorno (visto desde el punto inicial)
Creces para rectificado a la izquierda del contorno (visto desde el punto inicial)
Comando adicional
Cualquier comando adicional en forma de códigos G
Fabricante de la máquina Los nombres de los descriptores (X o Y ...) se fijan con los datos de
máquina y se pueden cambiar correspondientemente.
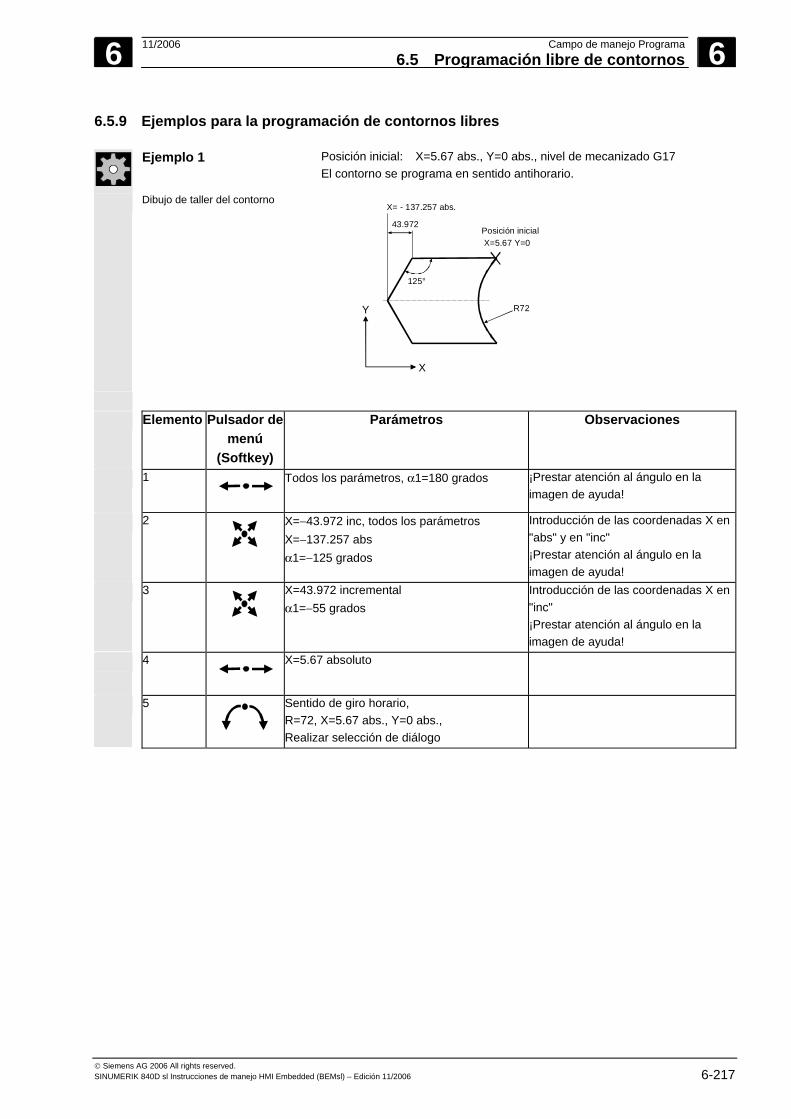
6 11/2006 Campo de manejo Programa6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-217
6.5.9 Ejemplos para la programación de contornos libres
Ejemplo 1 Posición inicial: X=5.67 abs., Y=0 abs., nivel de mecanizado G17 El contorno se programa en sentido antihorario.
Dibujo de taller del contorno X= - 137.257 abs.
X=5.67 Y=0
43.972
R72
125°
Posición inicial
X
Y
Elemento Pulsador de menú
(Softkey)
Parámetros Observaciones
1
Todos los parámetros, α1=180 grados ¡Prestar atención al ángulo en la imagen de ayuda!
2
X=−43.972 inc, todos los parámetros X=−137.257 abs α1=−125 grados
Introducción de las coordenadas X en "abs" y en "inc" ¡Prestar atención al ángulo en la imagen de ayuda!
3
X=43.972 incremental α1=−55 grados
Introducción de las coordenadas X en "inc" ¡Prestar atención al ángulo en la imagen de ayuda!
4
X=5.67 absoluto
5
Sentido de giro horario, R=72, X=5.67 abs., Y=0 abs., Realizar selección de diálogo
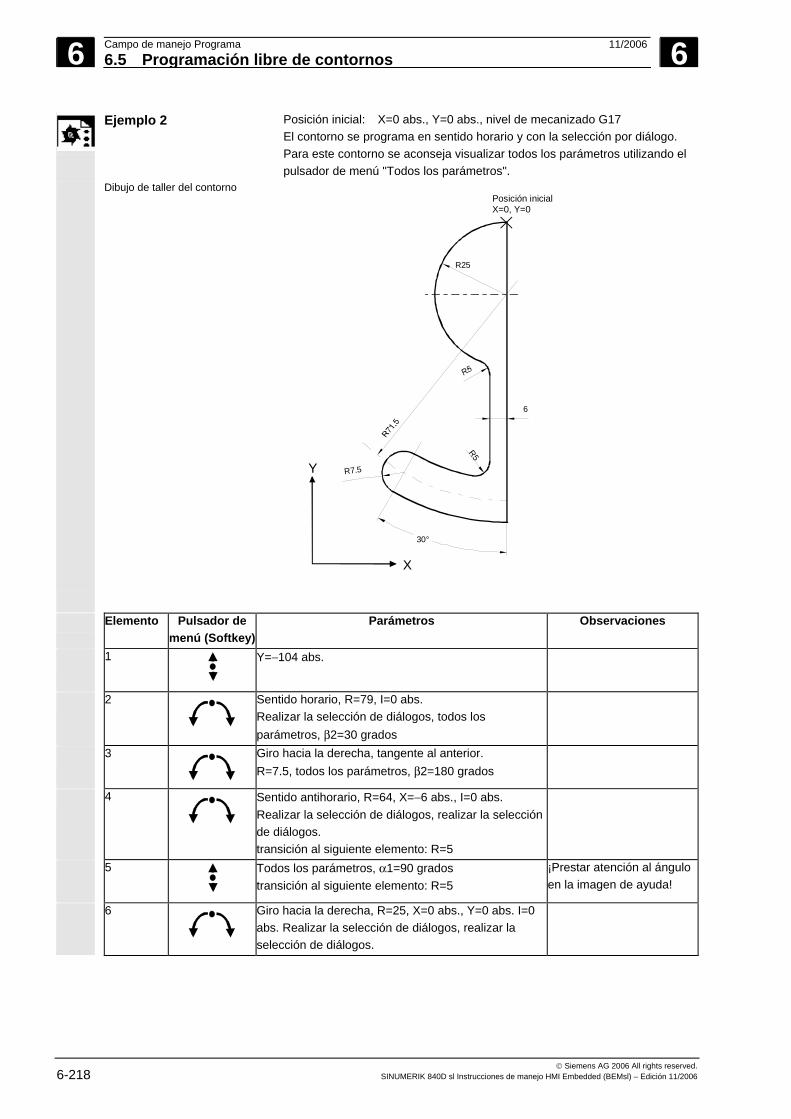
6 Campo de manejo Programa 11/2006 6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. 6-218 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Ejemplo 2 Posición inicial: X=0 abs., Y=0 abs., nivel de mecanizado G17 El contorno se programa en sentido horario y con la selección por diálogo. Para este contorno se aconseja visualizar todos los parámetros utilizando el pulsador de menú "Todos los parámetros".
Dibujo de taller del contorno
R5
30°
6
R7.5
R25
Y
X
Posición inicialX=0, Y=0
Elemento Pulsador de
menú (Softkey) Parámetros Observaciones
1
Y=−104 abs.
2
Sentido horario, R=79, I=0 abs. Realizar la selección de diálogos, todos los parámetros, β2=30 grados
3
Giro hacia la derecha, tangente al anterior. R=7.5, todos los parámetros, β2=180 grados
4
Sentido antihorario, R=64, X=−6 abs., I=0 abs. Realizar la selección de diálogos, realizar la selección de diálogos. transición al siguiente elemento: R=5
5
Todos los parámetros, α1=90 grados transición al siguiente elemento: R=5
¡Prestar atención al ángulo en la imagen de ayuda!
6
Giro hacia la derecha, R=25, X=0 abs., Y=0 abs. I=0 abs. Realizar la selección de diálogos, realizar la selección de diálogos.
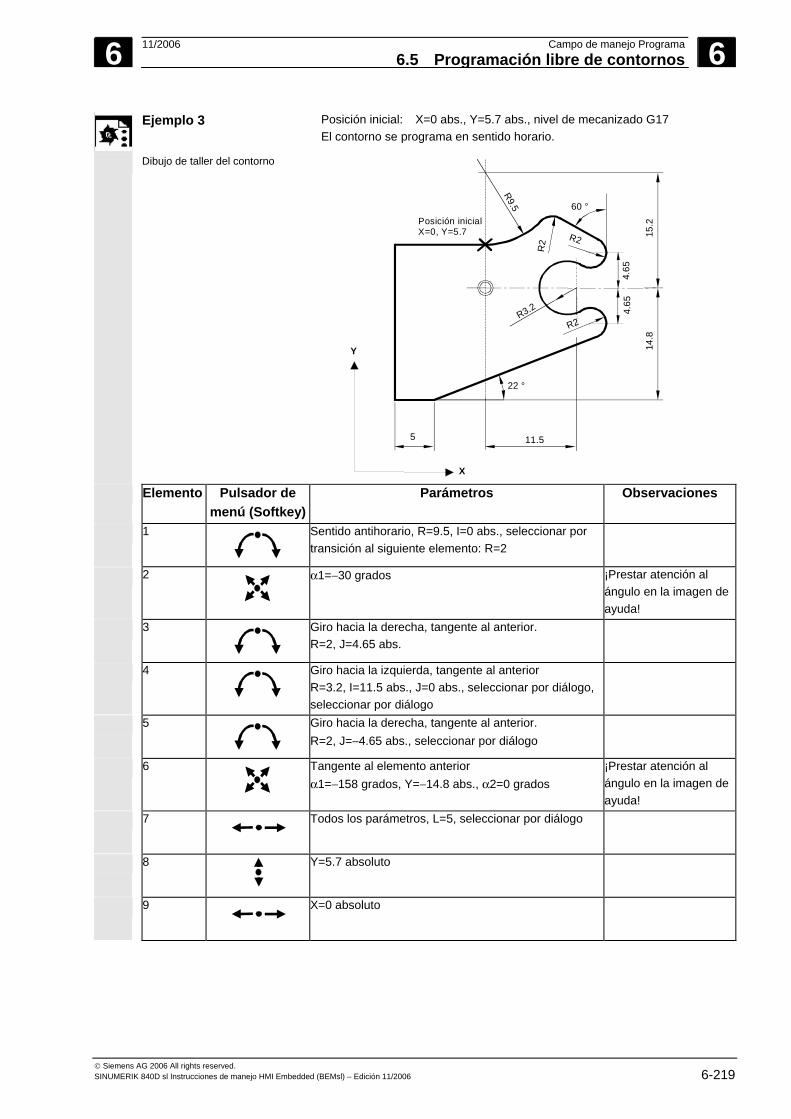
6 11/2006 Campo de manejo Programa6.5 Programación libre de contornos
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-219
Ejemplo 3 Posición inicial: X=0 abs., Y=5.7 abs., nivel de mecanizado G17 El contorno se programa en sentido horario.
Dibujo de taller del contorno
5
22 °
R2R3.2
R2
60 °
R2
R9.5
11.5
Posición inicialX=0, Y=5.7 15
.214
.8
Y
X
4.65
4.65
Elemento Pulsador de
menú (Softkey) Parámetros Observaciones
1
Sentido antihorario, R=9.5, I=0 abs., seleccionar por transición al siguiente elemento: R=2
2
α1=−30 grados ¡Prestar atención al ángulo en la imagen de ayuda!
3
Giro hacia la derecha, tangente al anterior. R=2, J=4.65 abs.
4
Giro hacia la izquierda, tangente al anterior R=3.2, I=11.5 abs., J=0 abs., seleccionar por diálogo, seleccionar por diálogo
5
Giro hacia la derecha, tangente al anterior. R=2, J=−4.65 abs., seleccionar por diálogo
6
Tangente al elemento anterior α1=−158 grados, Y=−14.8 abs., α2=0 grados
¡Prestar atención al ángulo en la imagen de ayuda!
7
Todos los parámetros, L=5, seleccionar por diálogo
8
Y=5.7 absoluto
9
X=0 absoluto
6 Campo de manejo Programa 11/2006 6.6 Simulación de programas
6
© Siemens AG 2006 All rights reserved. 6-220 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
6.6 Simulación de programas
6.6.1 Simulación de giro
Funcionamiento
La función "Simulación" es válida para la tecnología Tornear. Con la función "Simulación" se tiene la posibilidad de: • Representar gráficamente los movimientos de los ejes • Seguir en la pantalla el proceso y el resultado del mecanizado Estando activada la simulación se puede ver gráficamente en pantalla el trazado de un contorno con/sin movimientos de ejes de la máquina (puede bloquearse por el PLC).
Elementos de representación
Los colores en el área de visualización gráfica tienen el siguiente significado : • Rojo = Recorrido de desplazamiento en avance • Verde = Recorrido de desplazamiento en rápido • Amarillo = Retículo, polymarcador (filo de la herramienta), eje de simetría de la pieza
Retículo Con el retículo se puede: • Elegir el centro de lupa (zoom) • Ajustar los puntos de medición (para una sección)
Filo de herramienta La posición del filo de la herramienta corresponde a lo establecido en el menú "Corrección de herramientas" bajo el pulsador de menú "Herramienta". Aquí se simula la trayectoria de la herramienta desde la secuencia de programa actualmente editada. El filo de la herramienta se representa como polymarcador. El punto de arranque del polymarcador corresponde al punto de arranque de los ejes de la máquina herramienta.
Sistema de coordenadas La alineación de los ejes (sistema de coordenadas) se establece a través de datos de máquina.
Fabricante de la máquina
¡Ver las indicaciones del fabricante de la máquina herramienta! Los DM de visualización se describen en:
Bibliografía /FB1/ K1: BAG (GCS), Modo con programa, cap. 4.
6 11/2006 Campo de manejo Programa6.6 Simulación de programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-221
Pasos a seguir
Simu- lación
Seleccione un programa, ábralo y accione el pulsador de menú "Simulación".
Cycle Start
Pulsando las teclas "Cycle Start" en el panel de mando de la máquina se inicia la simulación gráfica.
Se dispone de las siguientes funciones de pulsadores de menú:
Auto zoom
Con este pulsador de menú se ajusta el área de representación a los movimientos de desplazamiento visualizados.
Al origen
Se vuelve a la imagen de partida (tamaño de la sección de pantalla cuando se selecciona la simulación). La sección de imagen puede ser definida y fijada por el fabricante de la máquina por medio de datos de máquina.
Mostrar todo
Optimiza el encuadre de visualización para la simulación.
Zoom +
Zoom
-
Mediante el pulsador de menú "ZOOM+" o "ZOOM-" se visualiza el contenido actual de la imagen con una mayor o menor resolución, respectivamente. Mediante las teclas de cursor se puede posicionar lacruz reticular en el centro deseado de la imagen del encuadre o sección.
Borrar imagen
Se borra el contenido de la imagen actual.
Cursor grueso o
Cursor fino
Accionando el pulsador de menú "Cursor fino" se puede influir el ancho de paso de un accionamiento de tecla de cursor. • El pulsador de menú está seleccionado: El cursor se mueve con ancho de paso "fino". • El pulsador de menú no está seleccionado: El cursor se mueve con ancho de paso "grueso".
Cerrar
Con el pulsador de menú "Cerrar" se termina la simulación.
La simulación se interrumpe también al accionar cualquiera de los pulsadores de menú horizontales.
6 Campo de manejo Programa 11/2006 6.6 Simulación de programas
6
© Siemens AG 2006 All rights reserved. 6-222 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
6.6.2 Simulación de fresado antes del mecanizado
Funcionamiento
En modo automático, usando la función "Prueba de programa", existe la posibilidad de representar gráficamente un programa antes del mecanizado, sin desplazar los ejes de la máquina.
Gráfica de simulación La gráfica de simulación corresponde a la representación de una pieza que va a ser mecanizada con una herramienta de forma cilíndrica. El modo de representación se selecciona con los pulsadores de menú, teniendo a elección:
• Vista en planta • Representación en tres niveles • Representación tridimensional (3D: modelo de volumen)
Visualización del estado La visualización del estado en la gráfica de simulación contiene informaciones sobre: • Las coordenadas de eje actuales • La secuencia que se está mecanizando actualmente
Opción Esta función es opcional y está disponible únicamente para pantallas de colores. La simulación de fresado sólo es posible en el 1er canal.
Pasos a seguir
Requisito • El programa se selecciona en modo automático "Auto".
• Bajo "Influenciación del programa", seleccionar las funciones "Avance de recorrido de prueba" y "Prueba de programas" en el campo de manejo Máquina (no hay movimiento de máquina al ejecutarse el programa). Con la función "Avance de recorrido de prueba" activada, se reemplaza la velocidad de avance por una velocidad de recorrido de prueba.
• Herramienta T0: la herramienta se representa en la gráfica.
• Herramienta distinta a T0: se tiene que seleccionar un filo de herramienta correspondiente.
Simul. 3D
.
Seleccione el programa deseado y ábralo.
Accione el pulsador de menú "Simul. 3D".
Cycle Start
El programa se pone en marcha. El mecanizado se puede seguir paso a paso en la pantalla.
6 11/2006 Campo de manejo Programa6.6 Simulación de programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-223
6.6.3 Simulación de fresado durante el mecanizado
Funcionamiento
El mecanizado en curso en la máquina herramienta se simula simultáneamente en la pantalla del control.
Opción Esta función es opcional y está disponible únicamente para pantallas de colores. La simulación de fresado sólo es posible en el 1er canal.
Pasos a seguir
Requisito Ver el apartado anterior.
Simul. 3D
Pulsar la tecla de conmutación de campo y
el pulsador de menú "Simul. 3D".
Cycle Start
El programa se pone en marcha. El mecanizado se puede seguir paso a paso en la pantalla.
La simulación puede conectarse en cualquier momento durante el mecanizado. Al salir de la gráfica, la simulación se termina.
Si se conmuta a otro campo de manejo, el contenido actual de la simulación gráfica se borra.
Definición de piezas en
bruto a través de la máscara de entrada
Detalles
Ajustes
Abrir la ventana "Definición de pieza en bruto" con los pulsadores de menú "Detalles" y "Ajustes".
Se pueden introducir los valores para el vértice 1 (delante-izquierda-arriba) y para el vértice 2 (atrás-derecha-abajo).
Alternat.
Con el pulsador de menú "Alternativa" se conecta y desconecta la representación de la pieza en bruto. Si la representación de la pieza en bruto está desconectada, los recorridos se visualizan como una gráfica de trazos.
Definición de pieza en
bruto por medio de un programa CN
Como alternativa se puede definir una pieza en bruto en el programa CN a simular. Sintaxis:
WRTPR("<String>")
6 Campo de manejo Programa 11/2006 6.6 Simulación de programas
6
© Siemens AG 2006 All rights reserved. 6-224 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Las siguientes instrucciones son posibles para la cadena de
caracteres ("String"): • Rectángulo: Bloque(p1x,p1y,p1z,p2x,p2y,p2z)
Las posiciones corresponden a los valores de los ejes de los vértices P1 (delante-izquierda-arriba) y P2 (atrás-derecha-abajo) de la pieza en bruto rectangular.
P1x = Valor X del vértice P1 p1y = Valor Y del vértice P1 p1z = Valor Z del vértice P1 p2x = Valor X del vértice P2 p2y = Valor Y del vértice P2 p2z = Valor Z del vértice P2
• Decalar/Girar la gráfica FRAME(pv1,pv2,pv3,pd1,pd2,pd3)
pv1 = Decalaje del primer eje pv2 = Decalaje del segundo eje pv3 = Decalaje del tercer eje pd1 = Giro sobre el primer eje pd2 = Giro sobre el segundo eje pd3 = Giro sobre el tercer eje
• Desconectar la gráfica: END() • Recuperar la pieza en bruto no mecanizada: CLEAN()
Ejemplo ... ; DEFINICIÒN de la pieza en bruto N100 WRTPR("BLOCK(0,0,0,80,100,-30)") N110 ... ... ;BORRAR la pieza en bruto N1000 WRTPR("CLEAN()") ...
Bibliografía El procedimiento posterior se encuentra en la siguiente bibliografía: /BAS/ Instrucciones de manejo ShopMill
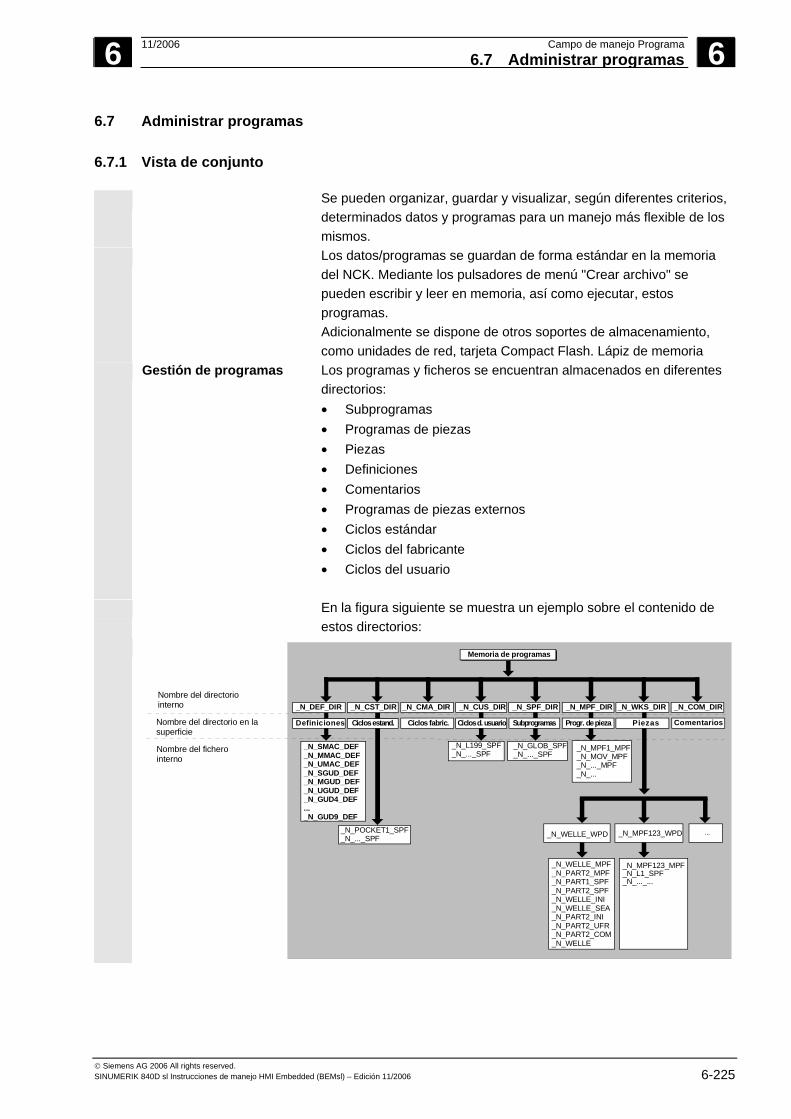
6 11/2006 Campo de manejo Programa6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-225
6.7 Administrar programas
6.7.1 Vista de conjunto
Se pueden organizar, guardar y visualizar, según diferentes criterios, determinados datos y programas para un manejo más flexible de los mismos.
Los datos/programas se guardan de forma estándar en la memoria del NCK. Mediante los pulsadores de menú "Crear archivo" se pueden escribir y leer en memoria, así como ejecutar, estos programas. Adicionalmente se dispone de otros soportes de almacenamiento, como unidades de red, tarjeta Compact Flash. Lápiz de memoria
Gestión de programas Los programas y ficheros se encuentran almacenados en diferentes directorios: • Subprogramas • Programas de piezas • Piezas • Definiciones • Comentarios • Programas de piezas externos • Ciclos estándar • Ciclos del fabricante • Ciclos del usuario
En la figura siguiente se muestra un ejemplo sobre el contenido de estos directorios:
Nombre del directoriointerno
Nombre del directorio en lasuperficie
Nombre del ficherointerno
...
Memoria de programas
_N_SMAC_DEF_N_MMAC_DEF_N_UMAC_DEF_N_SGUD_DEF_N_MGUD_DEF_N_UGUD_DEF_N_GUD4_DEF..._N_GUD9_DEF
_N_POCKET1_SPF_N_..._SPF
_N_L199_SPF_N_..._SPF
_N_GLOB_SPF_N_..._SPF
_N_MPF1_MPF_N_MOV_MPF_N_..._MPF_N_...
_N_WELLE_WPD _N_MPF123_WPD
_N_WELLE_MPF_N_PART2_MPF_N_PART1_SPF_N_PART2_SPF_N_WELLE_INI_N_WELLE_SEA_N_PART2_INI_N_PART2_UFR_N_PART2_COM_N_WELLE
_N_MPF123_MPF_N_L1_SPF_N_..._...
_N_CUS_DIR_N_CMA_DIR_N_CST_DIR_N_DEF_DIR _N_SPF_DIR _N_MPF_DIR _N_WKS_DIR _N_COM_DIR
Ciclos d. usuario Ciclos fabric. Ciclos estand.Definiciones Subprogramas Progr. de pieza Piezas Comentarios
6 Campo de manejo Programa 11/2006 6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. 6-226 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
6.7.2 Tipos de ficheros, módulos/bloques y directorios
Tipos de fichero La extensión (p. ej.: .MPF) añadida a los nombres de los ficheros permite identificar los tipos de ficheros. name.MPF Programa principal name.SPF Subprograma
name.TEA Dato de Máquina (DM) name.SEA Datos del operador name.TOA Correcciones de herramientas name.UFR Decalajes de origen/frames name.INI Fichero de inicialización name.COM Comentarios name.DEF Definición de datos globales de usuario y Macros
Módulo
Todos los ficheros que se necesitan para la creación y el procesamiento del programa se denominan módulos (bloques).
Módulo (bloque) de programa
Los módulos/bloques de programa contienen los programas principales y subprogramas de los programas de piezas.
Módulo de datos
Unidad de datos del NCK: Los bloques de datos contienen definiciones de datos para datos globales de usuario. Los datos pueden ser inicializados directamente en el momento de la definición.
Módulo de inicialización
Los bloques de inicialización contienen valores para predefinir datos. El bloque de inicialización es un tipo de dato con la extensión ".ini". Contiene valores para la inicialización de, p. ej., máquinas, operador, usuario, sistema, etc.
Bloque de macro Los bloques de macro se utilizan para programar una o varias instrucciones bajo un nombre nuevo y único. Las definiciones de macros se encuentran almacenadas en el directorio de Definiciones, asaber, en los ficheros indicados a continuación: _N_SMAC_DEF Definiciones de macros de Siemens _N_MMAC_DEF Definiciones de macros fabricantes de máquina _N_UMAC_DEF Definiciones de macros de usuario (user)
6 11/2006 Campo de manejo Programa6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-227
Nombres de definición
reservados para macros Como estándar, en el directorio se podrían memorizar las siguientes definiciones de macros: _N_SMAC_DEF Definiciones de macros (Siemens) _N_MMAC_DEF Definiciones de macros (fabricante de la máquina) _N_UMAC_DEF Definiciones de macros (usuario) _N_GUD1_DEF Definiciones para datos globales (Siemens) _N_GUD2_DEF Definiciones para datos globales (fabricante de la máquina) _N_GUD3_DEF Definiciones para datos globales (usuario)
Tipos de directorio Además de los ficheros, pueden existir directorios con extensiones:
nombre.DIR Directorio general: contiene bloques de programas y de datos, otros directorios de piezas y otros directorios con la extensión DIR. nombre.WPD Directorios de piezas: contienen los bloques Estado del y de datos que pertenecen a una pieza (no debe contener ningún otro directorio con la terminación DIR o WPD). nombre.CLP Directorio del portapapeles: aquí se pueden crear/guardar todos los tipos de ficheros y directorios.
Directorio de piezas Bajo el directorio WKS.DIR se crean los directorios de piezas (con la extensión .WPD) Un directorio de pieza contiene todos los ficheros necesarios para mecanizar dicha pieza. Estos pueden ser programas principales, subprogramas, cualquier programa de inicialización y ficheros de comentarios. Ejemplo: Creación de un fichero de piezas EJE.WPD que contiene los ficheros siguientes: EJE.MPF Programa principal PART2.MPF Programa principal PART1.SPF Subprograma PART2.SPF Subprograma EJE.INI Programa general de inicialización de los datos de la pieza EJE.SEA Programa de inicialización para los datos de operadorPART2.INI Programa general de inicialización de los datos destinados a programa Part 2 PART2.UFR Programa de inicialización para datos de frame destinados a programa Part 2 EJE.COM Fichero de comentarios
6 Campo de manejo Programa 11/2006 6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. 6-228 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
6.7.3 Manejo de ficheros
Dar valores a los datos Durante la puesta en marcha del control se deposita una serie de bloques/datos que luego existen de manera fija.
Bibliografía La estructuración y la manipulación de estos ficheros se describen en la siguiente documentación. /IAM/, BE1 Completar interfaz hombre-máquina
Emitir datos Los datos se encuentran en la tarjeta CompactFlash y también se pueden guardar allí en distinta rutas (user, oem). Al guardar ficheros en el formato de cinta perforada/ASCII, se registra en el fichero la ruta completa por la cual se guardó. En la segunda línea se indica la ruta fuente: El fichero EJE.MPF se guardó desde el directorio de piezas (WKS.DIR) bajo la pieza EJE.WPD. Ejemplo: %_N_EJE.MPF ;$PATH=/_N_WKS_DIR/_N_EJE_WPD N10 G0 X… Z… M2 El nombre interno de los directorios de ficheros es, p. ej., _N_WKS_DIR.
La memorización completa de todos los datos dentro de un directorio se efectúa con la extensión COMPLETE. La memorización completa de todos los datos de todos los directorios (INITIAL dentro de todos los sectores) se efectúa en el fichero _N_INITIAL_INI.
Leer datos Al leer un fichero, se interpreta la ruta registrada al guardarlo. El sistema intenta leer el fichero para depositarlo en el directorio donde se guardó. Si falta la ruta, se guardan los ficheros con el tipo SPF en /SPF.DIR, los ficheros con el tipo .INI en la memoria de trabajo activa y todos los demás ficheros en /MPF.DIR son efectivos inmediatamente.
Activar datos Al cargar ficheros en la memoria de trabajo es posible activar/modificar datos. El momento exacto de la conmutación a "Activo" depende de la clase de datos que se depositen en el fichero.
Bibliografía /LIS/Listas
P. ej., los datos de máquina pueden activarse: 1. inmediatamente O bien 2. con "RESET" O bien
6 11/2006 Campo de manejo Programa6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-229
3. con "Cycle Start" O bien 4. con "POWER ON" – se vuelve a activar la conexión del control.
Selección de la pieza Puede seleccionarse una pieza para su mecanizado en un canal,
Ver apartado: "Ejecutar programa" Si en el directorio de piezas existe un programa principal con el mismo nombre, éste se selecciona automáticamente para el procesamiento. Con la selección de la pieza EJE.WPD se selecciona automáticamente el programa principal EJE.MPF. Si existe un fichero .INI de igual nombre, se ejecuta éste inmediatamente (es decir, se carga en la memoria de trabajo del NCK). Los programas principales de otros nombres se han de seleccionar explícitamente.
Si existe un control con varios canales, se pueden seleccionar y arrancar para el mecanizado programas para otro canal a partir de un programa de pieza.
Ejemplo: El directorio de piezas /WKS.DIR/EJE.WPD contiene los ficheros EJE.SPF y EJE.MPF.
Selección
Al seleccionar el directorio de piezas EJE.WPD se selecciona de manera implícita el programa EJE.MPF.
Ruta al abrir programa Si al llamar/abrir un subprograma (o también un fichero de inicialización) la ruta de llamada no se indica explícitamente en el programa de pieza, se determina el programa llamado según una estrategia de búsqueda fija.
Caso 1: Al llamar a un subprograma por su nombre especificando el tipo de fichero ("identificación" o "extensión"), p. ej.: EJE1.MPF, se buscará en los directorios en el orden siguiente: 1. Directorio actual / nombre.tipo Directorio de piezas/estándar
MPF.DIR 2. /SPF.DIR / nombre.tipo Subprogramas globales 3. /CUS.DIR / nombre.tipo Ciclos de usuario 4. /CMA.DIR / nombre.tipo Ciclos del fabricante 5. /CST.DIR / nombre.tipo Ciclos estándar
6 Campo de manejo Programa 11/2006 6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. 6-230 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Caso 2:
Al llamar a un nombre de subprograma sin especificar el tipo de fichero ("identificación" o "extensión"), p. ej.: EJE1, se busca en los directorios en el orden siguiente: 1. Directorio actual / nombre Directorio de piezas/ estándar
MPF.DIR 2. Directorio actual / nombre.SPF 3. Directorio actual / nombre.MPF 4. /SPF.DIR / nombre.SPF Subprogramas 5. /CUS.DIR / nombre.SPF Ciclos de usuario 6. /CMA.DIR / nombre.SPF Ciclos del fabricante 7. /CST.DIR / nombre.SPF Ciclos estándar
/PGA/, Instrucciones de programación, Preparación del trabajo.
6.7.4 Crear nueva pieza/nuevo programa de pieza
Seleccionar pieza/programa de pieza
Aquí se indica la forma de seleccionar piezas y programas de pieza en el directorio. El fichero seleccionado se puede después llamar en el editor de texto y procesar.
Pasos a seguir
Seleccionar pieza/programa de pieza:
Piezas
• Piezas
Programas pieza
• Programas de piezas
Sub-programas
• Subprogramas
Los pulsadores de menú de Ciclos se muestran al pulsar la tecla de ampliación.
Ciclos estándar
• Ciclos estándar
Ciclos de usuario
• Ciclos del fabricante
Ciclos fabric.
• Ciclos de usuario
6 11/2006 Campo de manejo Programa6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-231
Posicionar el cursor en el fichero deseado del directorio. Para cada fichero se visualiza el nombre del mismo, su tipo, el tamaño y la fecha de creación o de modificación. Las propiedades de la presentación del fichero se pueden ajustar previamente. (Ver el apartado "Puesta en marcha", menú "Ajustes").
Llamar (abrir) programa de pieza:
Elegir con el cursor un programa del directorio y pulsar la tecla "Input". Se llama al editor de texto junto con el fichero seleccionado. Ahora se puede mecanizar el programa de pieza.
Abrir pieza:
Se abre el directorio de piezas y se visualizan los programas contenidos en el mismo.
Crear directorio de piezas
Bajo el nuevo directorio de piezas se pueden generar diferentes tipos de fichero tales como programas principales, fichero de inicialización, correcciones de herramienta.
Pasos a seguir
Piezas
Se visualiza la lista general actual de todos los directorios de pieza.
Nuevo
Se abre la ventana de entrada "Nuevo". El cursor se encuentra en el campo de introducción del nombre de directorio de piezas nuevo.
Introducir el nombre del nuevo directorio mediante el teclado alfanumérico. En la lista de piezas se crea un nuevo directorio.
Crear programas/datos en un directorio de piezas
Aquí se explica la forma de crear un fichero nuevo para un programa de pieza o una pieza.
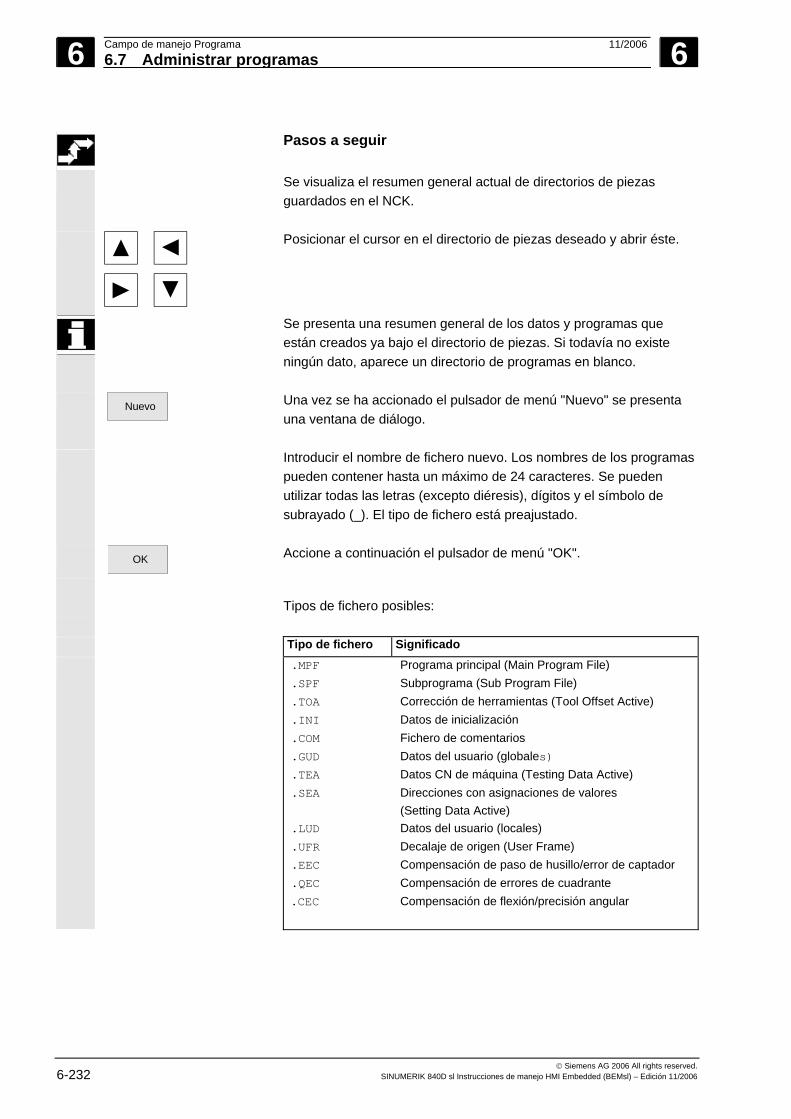
6 Campo de manejo Programa 11/2006 6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. 6-232 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Pasos a seguir
Se visualiza el resumen general actual de directorios de piezas guardados en el NCK.
Posicionar el cursor en el directorio de piezas deseado y abrir éste.
Se presenta una resumen general de los datos y programas que están creados ya bajo el directorio de piezas. Si todavía no existe ningún dato, aparece un directorio de programas en blanco.
Nuevo
Una vez se ha accionado el pulsador de menú "Nuevo" se presenta una ventana de diálogo.
Introducir el nombre de fichero nuevo. Los nombres de los programas pueden contener hasta un máximo de 24 caracteres. Se pueden utilizar todas las letras (excepto diéresis), dígitos y el símbolo de subrayado (_). El tipo de fichero está preajustado.
OK
Accione a continuación el pulsador de menú "OK".
Tipos de fichero posibles: Tipo de fichero Significado .MPF Programa principal (Main Program File)
.SPF Subprograma (Sub Program File) .TOA Corrección de herramientas (Tool Offset Active) .INI Datos de inicialización .COM Fichero de comentarios .GUD Datos del usuario (globales) .TEA Datos CN de máquina (Testing Data Active) .SEA Direcciones con asignaciones de valores (Setting Data Active) .LUD Datos del usuario (locales) .UFR Decalaje de origen (User Frame) .EEC Compensación de paso de husillo/error de captador .QEC Compensación de errores de cuadrante .CEC Compensación de flexión/precisión angular
6 11/2006 Campo de manejo Programa6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-233
Crear programas de pieza en el directorio de programas de
pieza/subprogramas:
Programas
pieza o Sub-
programas Al efectuar cambios en los directorios "Programas de pieza" o "Subprogramas" se pueden crear allí programas principales o subprogramas.
Nuevo
Después de accionar el pulsador de menú "Nuevo" se presenta una ventana de diálogo en la que se introduce el nuevo nombre del programa principal o subprograma. Aquí se asigna ahora automáticamente el tipo de fichero correspondiente.
o OK
Accione a continuación el pulsador de menú "OK" o la tecla "Input".
6.7.5 Ejecutar programa
Funcionamiento
Las piezas y los programas de pieza se tienen que seleccionar antes de pulsar la tecla "Cycle Start" para proceder a su ejecución.
Pasos a seguir
Seleccionar programa:
Programas
pieza
Selección
Utilizar las teclas de cursor para seleccionar un programa en el directorio de programas, p. ej., programas de pieza y accionar el pulsador de menú "Selección". El nombre del programa aparece en la parte superior derecha de la ventana "Nombre de programa".
Seleccionar pieza: Es posible seleccionar para su ejecución un directorio de piezas en el canal actualmente seleccionado.
Piezas
Selección
En la vista general de piezas, seleccionar la pieza con las teclas del cursor y accionar el pulsador de menú "Selección".
6 Campo de manejo Programa 11/2006 6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. 6-234 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Una vez se ha seleccionado la pieza, pasar al campo de manejo
"Máquina" "Automático" e iniciar la ejecución con la tecla "Cycle Start". Si se inicia la ejecución en el campo de manejo "Programa" no se puede seguir la ejecución en la pantalla.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded
6.7.6 Liberar pieza/programa
Funcionamiento
Para cada pieza y programa de pieza se indica en el directorio de programas si la habilitación está activada o no. Esto significa: un programa puede ser ejecutado por el control, mediante el pulsador de menú "Seleccionar programa" y la tecla "Cycle Start" (p. ej.: por haber sido introducido ya). Si se crea un nuevo programa, éste puede recibir automáticamente un desbloqueo. Esto puede seleccionarse en los ajustes del editor.
Pasos a seguir
Para activar o desactivar la habilitación de un programa, posicionar el cursor en el directorio sobre la pieza o programa de pieza deseado.
Cambiar liberac.
Accionar el pulsador de menú "Cambiar liberación". Detrás de la pieza o programa de pieza aparece una marca distintiva (cruz) de "Liberación concedida".
(x) Liberación activada (el programa se puede ejecutar)
( ) Sin liberación (el programa no se debe ejecutar)
Observaciones adicionales
• La comprobación de si un programa puede ser ejecutado o no, se efectúa al llamar/abrir este programa (selección mediante operaciones o desde el programa de pieza). Si eventualmente se desea una habilitación, ésta debe efectuarse previamente.
6 11/2006 Campo de manejo Programa6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-235
6.7.7 Copiar e insertar fichero
Funcionamiento
Aquí se explica la forma de copiar e insertar ficheros.
Pasos a seguir
Copiar
Posicionar el cursor en el fichero que se desea copiar y accionar el pulsador de menú "Copiar". Se marca el fichero como fuente para la copia.
Insertar
OK
Accionar el pulsador de menú "Insertar", dar el nombre nuevo y acusar con "OK".
El tipo de fichero se puede modificar con la tecla "Select" al ser insertado en un directorio de pieza. En el directorio de programas de piezas globales y de subprogramas globales se adaptan automáticamente los tipos de ficheros:
Observaciones adicionales
• En un directorio de piezas se pueden guardar solamente ficheros y no directorios adicionales de piezas.
• Si la indicación de destino es falsa, aparece un aviso de error. • Si se copia un directorio de piezas, se copian al mismo tiempo
todos los datos que se encuentran dentro del directorio de piezas.
6.7.8 Renombrar fichero
Funcionamiento
Además del nombre de un fichero se puede modificar también el tipo de fichero.
Pasos a seguir
Posicionar el cursor en el fichero cuyo nombre se desee cambiar.
Cambiar nombre
Se abre la ventana de diálogo "Cambiar nombre".
Introducir el nuevo nombre del fichero.
Sólo se le cambia el nombre a la pieza, no a los ficheros contenidos con el mismo nombre.
6 Campo de manejo Programa 11/2006 6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. 6-236 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Existen dos posibilidades para cambiar el nombre de los ficheros: • Cambiar el nombre del directorio de piezas • Cambiar el nombre de un fichero en el directorio de piezas Cambiar el nombre del directorio de piezas: Al cambiar el nombre del directorio de piezas, varía el nombre de todos los ficheros que se encuentren en ese directorio y que tengan el mismo nombre del directorio. Si existe una lista de tareas con el nombre de directorio, entonces también las instrucciones dentro de la lista de tareas cambiaran de nombre. Las líneas de comentario no cambian. Ejemplo: Directorio de pieza A.WPD cambia de nombre a B.WPD: Se cambia el nombre de todos los ficheros A.XXX. Pasan a ser: B.XXX; es decir, la extensión se conserva. Cambiar el nombre de un fichero en el directorio de piezas: Al cambiar el nombre de ficheros en el directorio de piezas, se cambia el nombre de todos los ficheros que tengan el mismo nombre pero con distinta extensión.
6.7.9 Borrar fichero
Funcionamiento
Aquí se explica la forma de borrar piezas o ficheros.
Pasos a seguir
Posicionar el cursor en la pieza o el fichero que se desee borrar. Borrar varios ficheros: Si se desea seleccionar varios ficheros, posicionar el cursor sobre el primer fichero, pulsar la tecla "Select" y posicionar el cursor en el último fichero. Los ficheros así seleccionados se visualizan marcados.
Borrar
Se abre la ventana de consulta: "¿Debe realmente ser borrado el fichero?".
OK
Confirmar la introducción efectuada.
6 11/2006 Campo de manejo Programa6.7 Administrar programas
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-237
Observaciones adicionales
• Se pueden borrar únicamente programas que no están en procesamiento.
• Si se ha de borrar un directorio de piezas, no se debe haber seleccionado ningún programa en ese directorio de piezas.
• Si se borra un directorio de piezas, se borran también todos los ficheros contenidos en el mismo.
6.7.10 Función "Muestra de pieza"
Si no existe ninguna _TEMPL_ (plantilla) para una pieza, habrá que crear una pieza con el nombre _TEMPL_. Hay que editar los ficheros que van a servir de plantillas _TEMPL_.
Pasos a seguir
Si la pieza existe, al pulsar "Nuevo" se copia y cambia de nombre dicha pieza. También se copian al nuevo directorio todos los ficheros que haya en ese directorio. TEST.MPF
Ejemplo: Pieza: _TEMPL_ _TEMPL_.MPF DATOS.INI TEST.MPF Accionar el pulsador de menú "Nuevo". Nombre: Asignar el nombre: "EJE". La nueva pieza "Eje" se crea con los siguientes ficheros: EJE.MPF DATOS.INI
6 Campo de manejo Programa 11/2006 6.8 Información de memoria
6
© Siemens AG 2006 All rights reserved. 6-238 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
6.8 Información de memoria Funcionamiento
Es posible visualizar la memoria NCK total disponible.
Pasos a seguir
Info memoria
Tras accionar el pulsador de menú "Info memoria", se visualiza en un panel de ventana la memoria total, la libre y la ocupada para: - Memoria NCK - Directorios - Ficheros en MB.
6.9 EXTCALL
La búsqueda de programas de piezas/subprogramas/ciclos se puede realizar con la función "EXTCALL". Los programas tecnológicos están guardados en la memoria de trabajo del NCK. Los programas de geometría se encuentran en la tarjeta CompactFlash o en una unidad USB/de red.
Condiciones marco Se tienen que observar las siguientes condiciones básicas para
llamadas EXTCALL: • Sólo los ficheros con la identificación MPF o SPF se pueden
llamar mediante EXTCALL. • Los ficheros y las rutas de acceso tienen que corresponder a la
nomenclatura NCK: máx. 25 caracteres para el nombre, 3 caracteres para la identificación.
• Opción ajustada para la unidad de red y opción ajustada de la ampliación de memoria en la tarjeta CompactFlash (de lo contrario, no se accede a la tarjeta).
• Sólo permisible con máquinas mono canal.
Atención En el comando EXTCALL se aplica una distinción entre mayúsculas y minúsculas. Con EXTCALL ("geoprog.spf") y EXTCALL ("GeoProg.spf") se llama a programas distintos. Llamadas en la notación NCK EXTCALL ("_N_GEOPROG_SPF") se tratan como llamadas de la forma EXTCALL ("geoprog.spf"). Las mayúsculas se convierten en minúsculas.
6 11/2006 Campo de manejo Programa6.9 EXTCALL
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-239
Nota
En un programa de pieza, entre dos llamadas sucesivas de la forma EXTCALL, debe haber al menos otra secuencia CN con un tiempo mínimo de ejecución de 1 segundo.
Importante
No se recomienda una ejecución directa desde un lápiz de memoria porque no existe ninguna protección que impida que el lápiz se salga o sea extraído accidentalmente.
Orden de búsqueda Si se utiliza en un programa tecnológico el comando EXTCALL para
llamar a un subprograma de geometría, el control lo busca en las ubicaciones posibles en un determinado orden. Si el programa llamado no se encuentra en una ubicación, se busca en la siguiente, conforme al orden de búsqueda.
En la búsqueda se observa y termina la siguiente secuencia de
búsqueda: 1. Búsqueda en la ubicación indicada en el dato de operador 42700
SC_EXT_PROG_PATH si se indica una ruta. 2. Búsqueda en la memoria de usuario HMI de la tarjeta
CompactFlash. 3. Búsqueda en las unidades de red. 4. Búsqueda en los aparatos USB.
EXTCALL utilizando el dato de operador
A través del dato de operador específico del canal puede estar especificada una ubicación para la llamada a través de EXTCALL. Si éste es el caso, el programa llamado con el comando EXTCALL se busca directamente en la ubicación especificada de esta manera. Para que se encuentre el programa tiene que existir, en la ubicación especificada, un fichero con el mismo nombre. Si no existe, la búsqueda continúa en la siguiente ubicación.
Ejemplo: 42700 SC_EXT_PROG_PATH = “/user/sinumerik/data/prog/kanal1" ... EXTCALL "geoprog.spf" Se busca un fichero "/user/sinumerik/data/prog/kanal1/ geoprog.spf". El uso del dato de operador permite controlar la búsqueda del programa.
EXTCALL utilizando la
memoria de usuario HMI
Se tienen que cumplir los requisitos siguientes: 1. El programa tecnológico está seleccionado para la ejecución en
la memoria de trabajo del NCK.

6 Campo de manejo Programa 11/2006 6.9 EXTCALL
6
© Siemens AG 2006 All rights reserved. 6-240 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
2. El dato de operador específico del canal no está ajustado con una ruta de directorio, o la búsqueda en la ubicación especificada a través del dato de operador no ha tenido éxito.
3. La opción Memoria de usuario HMI está activada. De este modo, se dispone en los campos "Programa" y "Servicios" un pulsador de menú "Unidad local" que permite visualizar y gestionar el contenido de la memoria de usuario HMI.
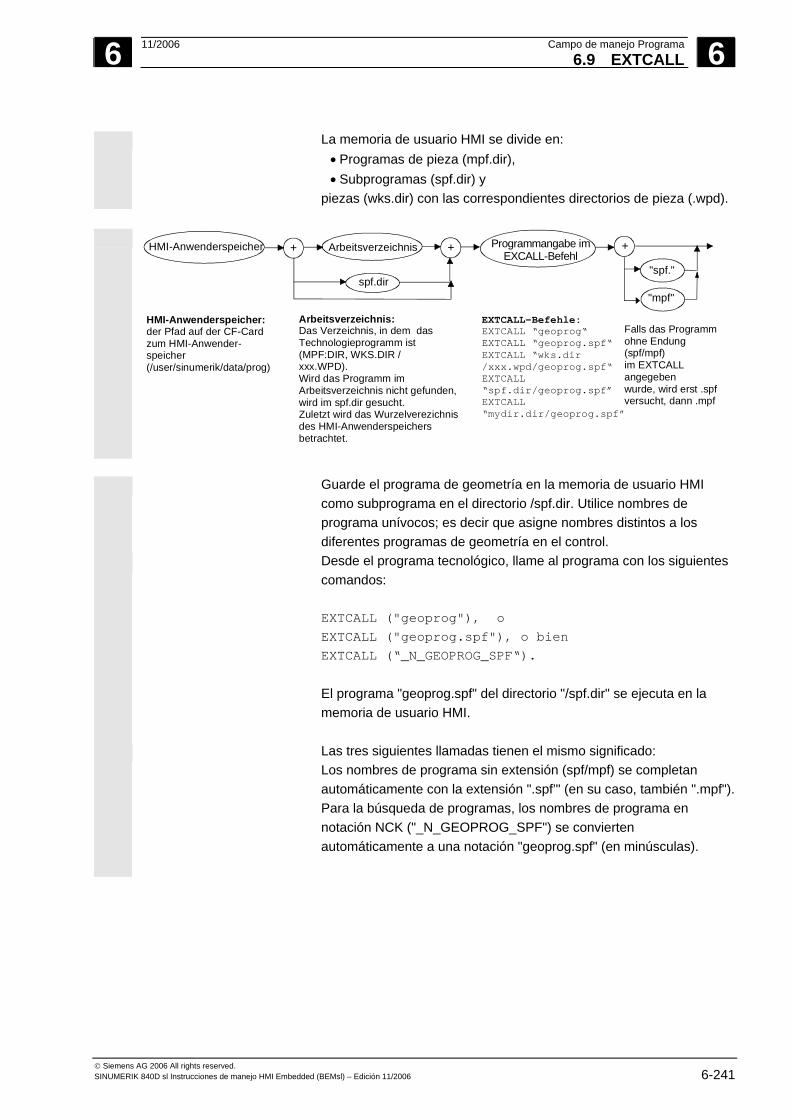
6 11/2006 Campo de manejo Programa6.9 EXTCALL
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-241
La memoria de usuario HMI se divide en:
• Programas de pieza (mpf.dir), • Subprogramas (spf.dir) y
piezas (wks.dir) con las correspondientes directorios de pieza (.wpd).
HMI-Anwenderspeicher + Arbeitsverzeichnis
spf.dir
+ Programmangabe im EXCALL-Befehl
+
"spf."
"mpf"
HMI-Anwenderspeicher:der Pfad auf der CF-Cardzum HMI-Anwender-speicher(/user/sinumerik/data/prog)
Arbeitsverzeichnis:Das Verzeichnis, in dem das Technologieprogramm ist (MPF:DIR, WKS.DIR / xxx.WPD).Wird das Programm im Arbeitsverzeichnis nicht gefunden, wird im spf.dir gesucht. Zuletzt wird das Wurzelverezichnisdes HMI-Anwenderspeichers betrachtet.
EXTCALL-Befehle:EXTCALL “geoprog“ EXTCALL “geoprog.spf“EXTCALL “wks.dir/xxx.wpd/geoprog.spf“EXTCALL “spf.dir/geoprog.spf”EXTCALL “mydir.dir/geoprog.spf”
Falls das Programmohne Endung (spf/mpf) im EXTCALL angegeben wurde, wird erst .spf versucht, dann .mpf
Guarde el programa de geometría en la memoria de usuario HMI
como subprograma en el directorio /spf.dir. Utilice nombres de programa unívocos; es decir que asigne nombres distintos a los diferentes programas de geometría en el control.
Desde el programa tecnológico, llame al programa con los siguientes comandos: EXTCALL ("geoprog"), o EXTCALL ("geoprog.spf"), o bien EXTCALL (“_N_GEOPROG_SPF“). El programa "geoprog.spf" del directorio "/spf.dir" se ejecuta en la memoria de usuario HMI.
Las tres siguientes llamadas tienen el mismo significado: Los nombres de programa sin extensión (spf/mpf) se completan automáticamente con la extensión ".spf’" (en su caso, también ".mpf").Para la búsqueda de programas, los nombres de programa en notación NCK ("_N_GEOPROG_SPF") se convierten automáticamente a una notación "geoprog.spf" (en minúsculas).
6 Campo de manejo Programa 11/2006 6.9 EXTCALL
6
© Siemens AG 2006 All rights reserved. 6-242 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
EXTCALL utilizando
unidades de red
Si está activada la opción "Unidades de red", se busca a continuación en las unidades de red configuradas en el orden indicado en el fichero LOGDRIVE.INI. El destino de búsqueda queda determinado siempre por la concatenación de la ruta de unidad de red con la ruta de programa relativa.
Bibliografía
/IAM/IM2, Puesta en marcha HMI Embedded
EXTCALL utilizando
unidades USB
En último lugar del orden de búsqueda, las unidades USB globales del TCU, definidas en LOGDRIVE.INI, se examinan de la misma manera que las unidades de red. El orden de las entradas en el fichero LOGDRIVE.INI determina también en este caso el orden de la búsqueda. En la búsqueda no se consideran las unidades USB en el frontal del OP.
EXTCALL con llamada concreta
Además del uso del mecanismo de búsqueda anteriormente descrito puede también llamar concretamente a un subprograma con el comando EXTCALL, indicando en el comando EXTCALL la ubicación del subprograma.
Ejemplos: • Memoria de usuario HMI:
EXTCALL (“/user/sinumerik/data/prog/spf.dir/myextsub.spf“) Se llama al programa "myextsub.spf" guardado en la memoria de usuario HMI en el directorio "/spf.dir".
EXTCALL
(“/user/sinumerik/data/prog/wpd.dir/mywpd.dir/myextsub.spf“) Se llama al programa "myextsub.spf" guardado en la memoria de usuario HMI en el directorio de piezas "/wks.dir" en la pieza "mywpd.dir".
EXTCALL (“/user/sinumerik/data/prog/mydir.dir/myextsub.spf“) Se llama al programa "myextsub.spf" guardado en la memoria de usuario HMI (¡opción!) en el directorio de creación propia "mydir.dir".
6 11/2006 Campo de manejo Programa6.9 EXTCALL
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 6-243
• Unidad de red:
EXTCALL (“\\MyServer\MyDir\myextsub.spf“) Se llama al programa "myextsub.spf" guardado en el directorio "MyDir" (unidad de red, ¡opción!) habilitado por el servidor "MyServer".
Sintaxis: \\Nombre de ordenador\Nombre de habilitación\Ruta de programa
• Unidad USB en TCU:
EXTCALL (“//TCU_1/X203/MyDir/myextsub.spf“) Se llama al programa "myextsub.spf" guardado en la unidad de almacenamiento USB, conectado al TCU con el nombre TCU_1 en la interfaz X203, en el directorio /MyDir.
Sintaxis: //Nombre TCU/Nombre interfaz USB/Ruta de programa Interfaz USB: X203 ó 204

6 Campo de manejo Programa 11/2006 6.9 EXTCALL
6
© Siemens AG 2006 All rights reserved. 6-244 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006

7 11/2006 Campo de manejo Servicios 7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-245
Campo de manejo Servicios 7.1 Función ................................................................................................................... 7-246
7.2 Estructura del directorio .......................................................................................... 7-246 7.2.1 Directorios ............................................................................................................... 7-246 7.2.2 Selección de datos.................................................................................................. 7-247
7.3 Formatos para guardar y leer datos ....................................................................... 7-250 7.3.1 Formato de cinta perforada..................................................................................... 7-250 7.3.2 Formato PC Formato binario .................................................................................. 7-254
7.4 Imagen básica Servicios ......................................................................................... 7-254 7.4.1 Puesta en marcha en serie ..................................................................................... 7-255 7.4.2 Salida de protocolo de errores/protocolo de transmisión ....................................... 7-257 7.4.3 Leer en memoria/emitir programas ISO ................................................................. 7-258
7 Campo de manejo Servicios 11/2006 7.1 Función
7
© Siemens AG 2006 All rights reserved. 7-246 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
7.1 Función Funcionamiento
El campo de manejo Servicios ofrece las siguientes funciones: • Leer en memoria/emitir programas y datos
• Gestión de datos • Puesta en marcha en serie • Protocolo de errores
7.2 Estructura del directorio
Todos los programas y ficheros están guardados en una estructura de directorio fija en la CompactFlash Card.
7.2.1 Directorios
El siguiente directorio contiene ficheros especiales: Pieza: Bajo el directorio "Piezas" (.WPD) se pueden memorizar todos los ficheros (programas de herramienta, datos de herramienta) que son necesarios para mecanizar una pieza. Las piezas se pueden seleccionar, como un programa de pieza, en el NCK para la ejecución.
Al seleccionar una pieza para el mecanizado, el fichero INI (si existe) se carga en el NCK con el mismo nombre que el de la pieza y se selecciona automáticamente el programa principal de pieza que tenga el mismo nombre. Si no existe ningún programa de pieza/MPF de igual nombre, se presenta un aviso de error y permanece seleccionado el programa de pieza anteriormente elegido. Si no existe un bloque INI con el mismo nombre (p. ej.: para datos de herramienta, de manera que éstos sean efectivos), se pueden ejecutar otros bloques de inicialización.
Ejemplo: WELLE.WPD se selecciona WELLE.MPF se visualiza en el campo de estado como seleccionado WELLE.INI se carga y ejecuta en el RAM el NCK
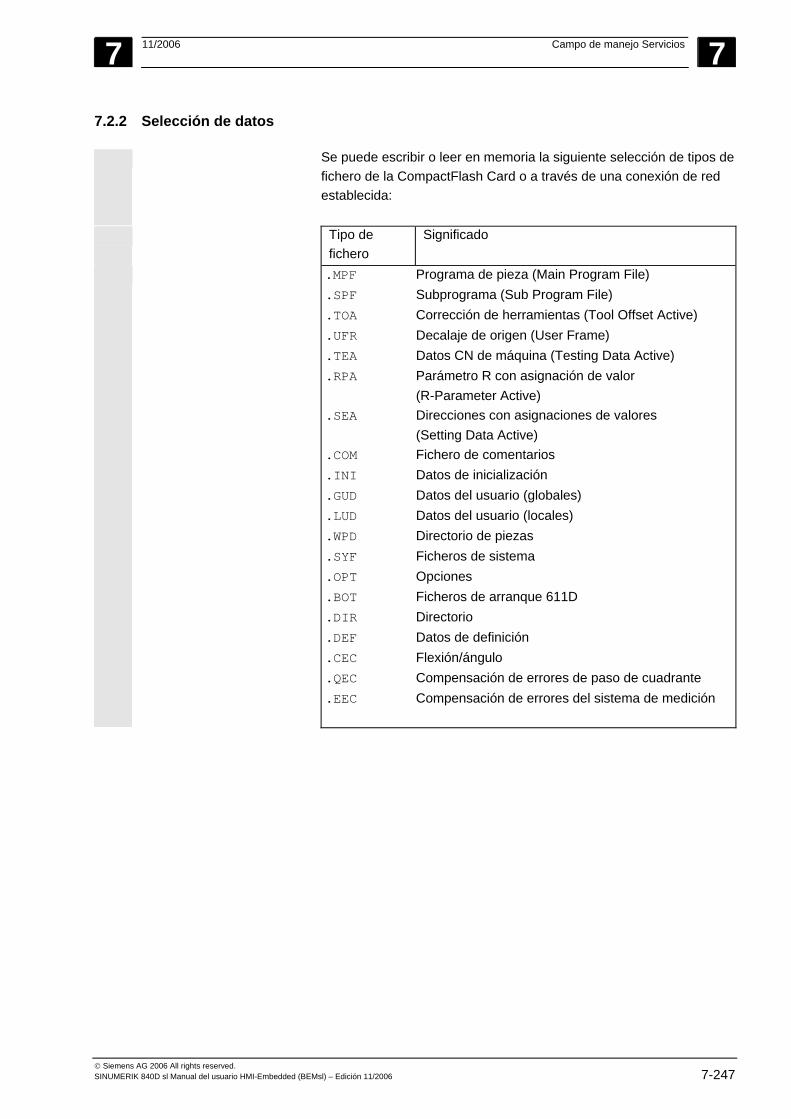
7 11/2006 Campo de manejo Servicios 7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-247
7.2.2 Selección de datos
Se puede escribir o leer en memoria la siguiente selección de tipos de fichero de la CompactFlash Card o a través de una conexión de red establecida:
Tipo de fichero
Significado
.MPF Programa de pieza (Main Program File) .SPF Subprograma (Sub Program File) .TOA Corrección de herramientas (Tool Offset Active) .UFR Decalaje de origen (User Frame) .TEA Datos CN de máquina (Testing Data Active) .RPA Parámetro R con asignación de valor (R-Parameter Active) .SEA Direcciones con asignaciones de valores (Setting Data Active) .COM Fichero de comentarios .INI Datos de inicialización .GUD Datos del usuario (globales) .LUD Datos del usuario (locales) .WPD Directorio de piezas .SYF Ficheros de sistema .OPT Opciones .BOT Ficheros de arranque 611D .DIR Directorio .DEF Datos de definición .CEC Flexión/ángulo .QEC Compensación de errores de paso de cuadrante .EEC Compensación de errores del sistema de medición
7 Campo de manejo Servicios 11/2006
7
© Siemens AG 2006 All rights reserved. 7-248 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Conceptos generales/directorios en el árbol de ficheros
Para la transmisión de datos se ofrecen los distintos ficheros bajo los siguientes conceptos generales:
• Datos activos NCK: - Todos - Datos de máquina Todos Específicos de CN Específicos de canal Específicos de eje - Datos del operador Todos Específicos de CN Específicos de canal Específicos de eje - Datos opcionales Todos Específicos de CN Específicos de canal Específicos de eje - Datos de usuario globales Todos Específicos de CN Específicos del canal - Datos de herramienta y de almacén Todos Datos de herramienta Datos de almacén - Zonas protegidas Todos Específicos de CN Específicos de canal
- Parámetros R Todos Canal 1/2
- Decalaje de origen Todos Canal 1/2
- Compensación de flexión y de oblicuidad - Compensación de errores de cuadrante Todos Eje 1 a eje 28 - SSFK/compensación de errores del sistema de medida Todos Eje 1 a eje 28
7 11/2006 Campo de manejo Servicios 7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-249
• Datos de máquina para visualización • Piezas • Programas de piezas • Subprogramas • Ciclos de usuario • Ciclos del fabricante • Ciclos estándar • Salvaguarda de ciclos
- Ciclos estándar - Ciclos concatenados - Ciclos Iso - Ciclos de medida - Ciclos del fabricante (arc) - Ciclos de usuario
• Comentarios • Definiciones • OEM
• Datos de sistema - ASUP1 - ASUP2 - P. e. m. - OSTORE1 - OSTORE2 - Versiones
• Protocolo - Diario de incidencias
- Protocolo de errores de comunicación - Configuración de la máquina (en preparación)
Directorios adicionales pueden ser observados en el árbol de ficheros
actual del control.
7 Campo de manejo Servicios 11/2006 7.3 Formatos para guardar y leer datos
7
© Siemens AG 2006 All rights reserved. 7-250 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
7.3 Formatos para guardar y leer datos Indicación de ruta Cuando se guardan ficheros (se almacenan), la indicación de ruta se
introduce automáticamente. En la primera línea de un fichero se indica la ruta: ;$PATH=/_N_WKS_DIR/_N_EJE_WPD Al copiar el fichero de nuevo en la memoria del CN, se le memoriza con la ruta indicada. En caso de faltar el nombre de la ruta, los ficheros se copian al directorio activado en esos momentos. Ejemplo con indicación de ruta: %_N_EJE_MPF ;$PATH=/_N_WKS_DIR/_N_EJE_WPD N10 G0 X... Z... ... M2
Formatos Es posible copiar ficheros o guardarlos como archivo en los siguientes
formatos: • Archivo de p.e.m.: en formato PC/binario • Todos los demás: en formato de cinta perforada/ASCII
7.3.1 Formato de cinta perforada
1. Sólo se pueden guardar ficheros con caracteres representables, es decir, ficheros creados en el editor de textos, no datos binarios.
2. Los ficheros en formato de cinta perforada pueden ser procesados con el editor de textos.
3. Es posible la creación externa de ficheros en formato de cinta perforada, cuando se respeta el formato por defecto indicado más adelante.
4. Si el fichero es creado manualmente, éste se inicia con %<nombre>; "%" tiene que encontrarse en la primera columna de la primera línea. Un archivo en formato de cinta perforada puede contener varios ficheros. Cada uno de ellos es iniciado con %<nombre>.
7 11/2006 Campo de manejo Servicios7.3 Formatos para guardar y leer datos
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-251
El fichero de archivo en el formato de cinta perforada tiene la siguiente estructura: <Encabezamiento> ;puede existir %1.Nombre de fichero ;$PATH=1.Nombre de ruta ;puede existir 1ª secuencia NL ;Contenido del fichero 1 2ª secuencia NL ... NL última secuencia NL %2.Nombre de fichero ;$PATH=2.Nombre de ruta ;puede existir 1ª secuencia NL ;Contenido del fichero 2 ... NL última secuencia NL ... ;Contenido del fichero n última secuencia NL <extensión> ;puede existir
<Encabezamiento> Puede ser cualquier tipo de información (caracteres con valores ANSI
< Valor ANSI 32 (espacio en blanco)), que no forme parte de los datos útiles en la cinta perforada. Esta información puede encontrarse al comienzo de la cinta perforada, para así facilitar la introducción en el lector de cintas perforadas.
Durante la lectura se verifica si el fichero de archivo con texto inicial ha sido guardado. En caso dado, éste se lee de nuevo con texto inicial.
NL Símbolo para fin de secuencia/nueva línea; valor ANSI 10 (0x0A)
% Identificador que indica que sigue un nombre de fichero. El identificador se tiene que encontrar en la primera columna de la respectiva línea (al comienzo de la secuencia).
Nombres de fichero 1. Los nombres de fichero pueden contener los caracteres 0...9, A...Z, a...z ó _ y tener una longitud de máx. 24 caracteres.
2. Los nombres de fichero deben tener una extensión de 3 dígitos (_xxx).
3. Los datos en formato de cinta perforada se pueden crear a nivel externo o editar con un editor. El nombre de un fichero que está guardado en la memoria del NCK comienza con "_N_". El nombre de un fichero en formato de cinta perforada va precedido de un %<nombre>, "%" se debe encontrar en la primera columna de la primera fila.

7 Campo de manejo Servicios 11/2006 7.3 Formatos para guardar y leer datos
7
© Siemens AG 2006 All rights reserved. 7-252 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Ejemplos: %_N_EJE 123_MPF = Programa de pieza EJE123 o %Brida 3_MPF = Programa de pieza Brida3
;$PATH= Instrucción de ruta; identificador que indica que sigue un nombre de ruta. La instrucción de ruta se tiene que indicar siempre como secuencia siguiente al nombre del fichero. El carácter ";" de la instrucción de ruta tiene que encontrarse en la primera columna de la respectiva línea (al comienzo de la secuencia).
Nombre de ruta 1. Los nombres de ruta terminan por _DIR (directorios) o _WPD (piezas).
2. Los nombres de ruta pueden contener los caracteres 0...9, A...Z, a...z ó _.
3. Las rutas se tienen que indicar como valor absoluto (empezando por "/"). El símbolo de separación para la jerarquía de directorios es "/".
4. Una indicación de ruta en formato de cinta perforada empieza por ;$PATH=<nombre de ruta> en la primera columna del programa. Los nombres de ruta en formato de cinta perforada comienzan con _N_ y terminan con _DIR (directorio cualquiera) o _WPD (directorio de pieza).
Ejemplo: ;$PATH=/_N_WKS_DIR/_N_SALIENTE_WPD
Directorio de pieza SALIENTE en el directorio de piezas.
Los datos siguientes al nombre de fichero/nombre de ruta forman parte del fichero con el nombre de fichero que sigue a "%" en el directorio que sigue a ";$PATH=".
<extensión> Cualquier información (caracteres con valores ANSI < ANSI valor 32 (espacio en blanco) y diferente al valor ANSI 10 (0x0A)), que no formaparte de los datos útiles.
Estrategia de búsqueda al faltar indicación de ruta
Cuando en el formato de cinta perforada no hay indicación de ruta alguna, al realizar la lectura de introducción en el control se tiene que interpretar el nombre de fichero indicado, para así poder memorizarlo en el lugar apropiado en el árbol de ficheros.
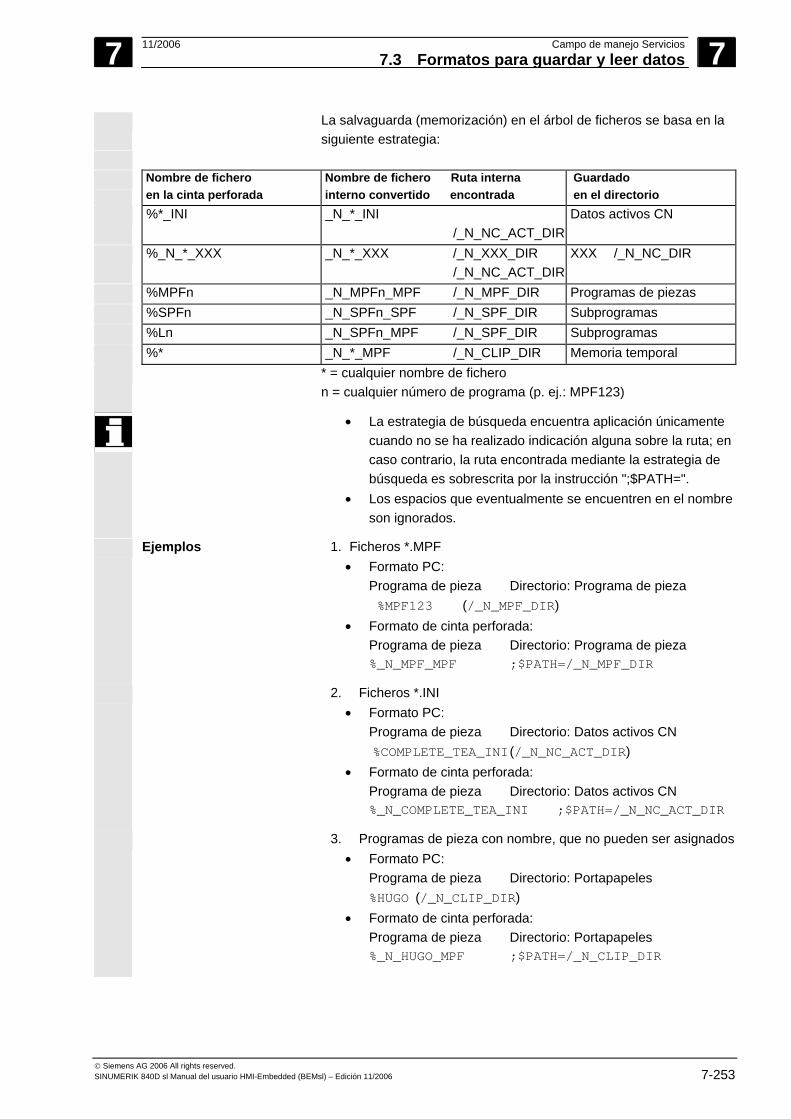
7 11/2006 Campo de manejo Servicios7.3 Formatos para guardar y leer datos
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-253
La salvaguarda (memorización) en el árbol de ficheros se basa en la siguiente estrategia:
Nombre de fichero
en la cinta perforada Nombre de fichero Ruta interna interno convertido encontrada
Guardado en el directorio
%*_INI _N_*_INI /_N_NC_ACT_DIR
Datos activos CN
%_N_*_XXX _N_*_XXX /_N_XXX_DIR /_N_NC_ACT_DIR
XXX /_N_NC_DIR
%MPFn _N_MPFn_MPF /_N_MPF_DIR Programas de piezas %SPFn _N_SPFn_SPF /_N_SPF_DIR Subprogramas %Ln _N_SPFn_MPF /_N_SPF_DIR Subprogramas %* _N_*_MPF /_N_CLIP_DIR Memoria temporal * = cualquier nombre de fichero
n = cualquier número de programa (p. ej.: MPF123)
• La estrategia de búsqueda encuentra aplicación únicamente cuando no se ha realizado indicación alguna sobre la ruta; en caso contrario, la ruta encontrada mediante la estrategia de búsqueda es sobrescrita por la instrucción ";$PATH=".
• Los espacios que eventualmente se encuentren en el nombre son ignorados.
Ejemplos 1. Ficheros *.MPF • Formato PC:
Programa de pieza Directorio: Programa de pieza %MPF123 (/_N_MPF_DIR)
• Formato de cinta perforada: Programa de pieza Directorio: Programa de pieza %_N_MPF_MPF ;$PATH=/_N_MPF_DIR
2. Ficheros *.INI • Formato PC:
Programa de pieza Directorio: Datos activos CN %COMPLETE_TEA_INI (/_N_NC_ACT_DIR)
• Formato de cinta perforada: Programa de pieza Directorio: Datos activos CN %_N_COMPLETE_TEA_INI ;$PATH=/_N_NC_ACT_DIR
3. Programas de pieza con nombre, que no pueden ser asignados• Formato PC:
Programa de pieza Directorio: Portapapeles %HUGO (/_N_CLIP_DIR)
• Formato de cinta perforada: Programa de pieza Directorio: Portapapeles %_N_HUGO_MPF ;$PATH=/_N_CLIP_DIR
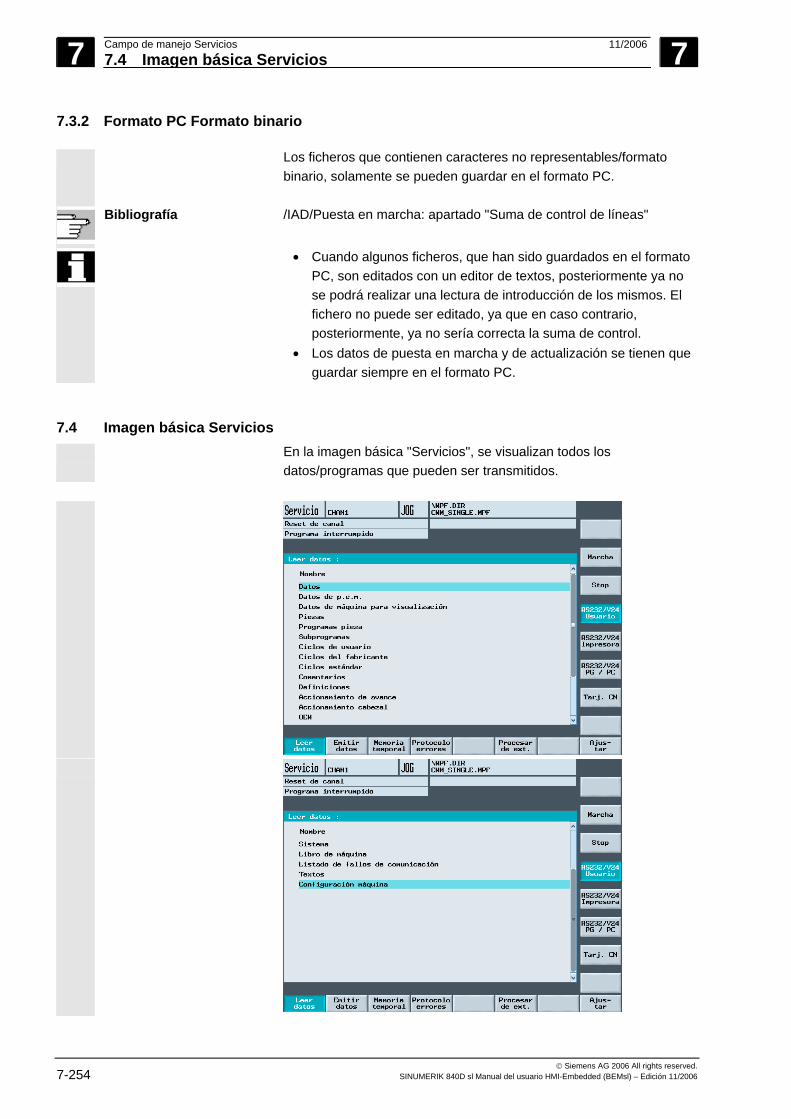
7 Campo de manejo Servicios 11/2006 7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. 7-254 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
7.3.2 Formato PC Formato binario
Los ficheros que contienen caracteres no representables/formato binario, solamente se pueden guardar en el formato PC.
Bibliografía /IAD/Puesta en marcha: apartado "Suma de control de líneas"
• Cuando algunos ficheros, que han sido guardados en el formato PC, son editados con un editor de textos, posteriormente ya no se podrá realizar una lectura de introducción de los mismos. El fichero no puede ser editado, ya que en caso contrario, posteriormente, ya no sería correcta la suma de control.
• Los datos de puesta en marcha y de actualización se tienen que guardar siempre en el formato PC.
7.4 Imagen básica Servicios En la imagen básica "Servicios", se visualizan todos los
datos/programas que pueden ser transmitidos.
7 11/2006 Campo de manejo Servicios7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-255
Barra horizontal de menú
Programas Ficheros
Se visualizan todos los programas y ficheros.
TEVISON CF-CARD
Unidad local
Ordenador
WIN-XP USB1
"Unidades lógicas" configuradas, p. ej.: TEVISON CF-CARD Unidad local (CompactFlash Card) Ordenador WIN-XP (conexión de red) USB1(conexiones USB en TCU) Mediante la tecla “ETC” se accede a otras cuatro unidades (si están programadas).
Protocolo
Se facilitan informaciones sobre la transmisión de datos efectuada.
Con opción activada: Ciclos
cocompil. Se pueden cargar los ciclos cocompilados cargables (con la extensión .elf) mediante el pulsador de menú. Los ficheros cargados se pueden visualizar entonces en el campo de manejo “Diagnóstico”.
Barra vertical de menú
Crear
archivo Tras accionar el pulsador de menú “Crear archivo”, se preparan los programas/datos seleccionados para transferencia en/de la memoria.
7.4.1 Puesta en marcha en serie
Funcionamiento
Con la puesta en marcha en serie se puede archivar el software actual en su máquina y cargarlo, p. ej., en otras máquinas.
Se pueden seleccionar todos los datos NCK, o bien sólo los datos de accionamiento o los datos de PLC. Si quiere cargar los datos en otra máquina, no debería archivar los datos de compensación, dado que éstos son específicos de la máquina. Los datos de accionamiento (contenidos en los datos NCK) se guardan en formato binario, es decir, no se pueden modificar.
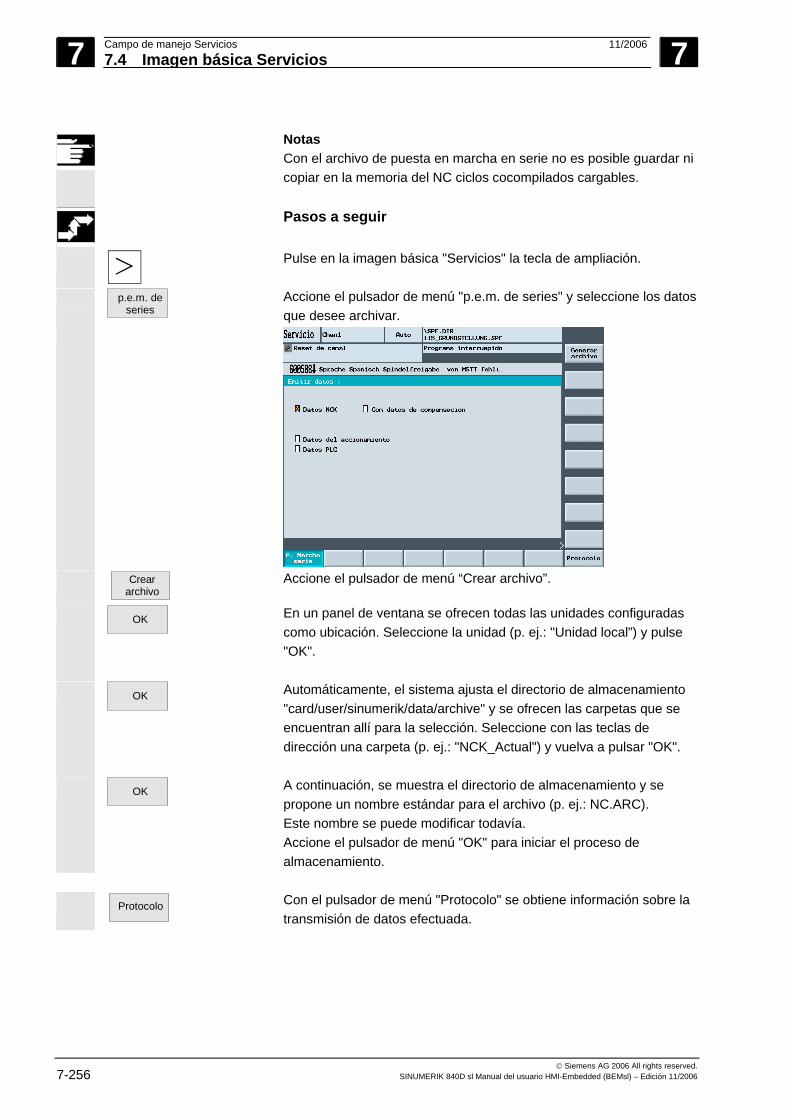
7 Campo de manejo Servicios 11/2006 7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. 7-256 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Notas
Con el archivo de puesta en marcha en serie no es posible guardar ni copiar en la memoria del NC ciclos cocompilados cargables.
Pasos a seguir
Pulse en la imagen básica "Servicios" la tecla de ampliación.
p.e.m. de series
Accione el pulsador de menú "p.e.m. de series" y seleccione los datos que desee archivar.
Crear
archivo Accione el pulsador de menú “Crear archivo”.
OK
En un panel de ventana se ofrecen todas las unidades configuradas como ubicación. Seleccione la unidad (p. ej.: "Unidad local”) y pulse "OK".
OK
Automáticamente, el sistema ajusta el directorio de almacenamiento "card/user/sinumerik/data/archive" y se ofrecen las carpetas que se encuentran allí para la selección. Seleccione con las teclas de dirección una carpeta (p. ej.: "NCK_Actual") y vuelva a pulsar "OK".
OK
A continuación, se muestra el directorio de almacenamiento y se propone un nombre estándar para el archivo (p. ej.: NC.ARC). Este nombre se puede modificar todavía. Accione el pulsador de menú "OK" para iniciar el proceso de almacenamiento.
Protocolo
Con el pulsador de menú "Protocolo" se obtiene información sobre la transmisión de datos efectuada.
7 11/2006 Campo de manejo Servicios7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-257
7.4.2 Salida de protocolo de errores/protocolo de transmisión
Funcionamiento
En el campo de manejo "Servicio" se puede visualizar un protocolo sobre los datos introducidos y emitidos. El protocolo contiene:
1. Para ficheros a emitir - El nombre de fichero, incluyendo el nombre de ruta, así
como - Una confirmación de error
2. Para ficheros a introducir
- El nombre de fichero y la primera línea que contiene generalmente el nombre de ruta ;$PATH=... , así como
- Una confirmación de error
Avisos de transmisión Pueden presentarse los siguientes avisos durante la transmisión:
"OK" Se ha concluido debidamente la transmisión.
"ERR EOF" Fichero en formato de archivo no completo
"User Abort" La transmisión se ha interrumpido con el pulsador de menú "Parada".Archivo: no transmitido por completo, último fichero no memorizado. Cinta perforada: no es posible comprobar la integridad; memorizado último fichero.
"NC/PLC Err or xxyyzzzz" Aviso de error del CN: xxyy código de error y clase de error señalizados por el CN zzzz número de error interno de HMI Embedded La causa del error CN se protocoliza además con un texto breve de una línea.
"Error DATA" Los datos no se encuentran en formato de archivo. Copiar con Copiar/Pegar.
"Error File Name" El nombre del fichero o la ruta no corresponde a las convenciones para asignación de nombres en el CN, p. ej., caracteres especiales en el nombre o una extensión (identificación) con menos de 3 caracteres.
Pasos a seguir
Protocolo
Con el pulsador de menú "Protocolo" se obtiene información sobre la transmisión de datos efectuada.
7 Campo de manejo Servicios 11/2006 7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. 7-258 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
7.4.3 Leer en memoria/emitir programas ISO
Funcionamiento
Los programas ISO se pueden leer en el formato de cinta perforada. La emisión sólo es posible en formato de cinta perforada/Ascii.
Observaciones adicionales
Se pueden leer y emitir programas del control FANUC 0 como si fueran programas ISO.
El formato de cinta perforada para los programas ISO (formato de cinta perforada ISO) es distinto del formato de cinta perforada HMI Embedded de Siemens.
La primera línea de una cinta perforada en el formato ISO tiene que tener el siguiente formato: %<Título>LF o %<Título>CRLF, tomando en cuenta que el título puede faltar y los espacios en blanco no se leen. El titulo no debe comenzar con uno de los siguientes caracteres: 0...9, a...z, A...Z ó _. Al crear una cinta perforada en formato ISO no se genera un título.
El encabezamiento de los programas de Siemens se distingue por %<Nombre> con indicación de ruta ;PATH=<Ruta> en la siguiente secuencia. El encabezamiento de los programas ISO se caracteriza por O<xxxx (Título> o :<xxxx (Título)>o: sin indicación de ruta en la siguiente secuencia. x representa una cifra de 0 a 9. El número de cifras puede variar entre una y máximo cuatro. Ceros al principio pueden ser descartados. Al emitir, el encabezamiento de programas ISO se marca siempre con O<...> y no con :<...>.
Introducir
Crear
archivo
La creación de un archivo en formato ISO se realiza de la misma manera que la creación de un archivo de cinta perforada normal en el campo "Servicio" con "Crear archivo". Al leer se reconoce automáticamente si el archivo a introducir tiene un formato binario/PC,cinta perforada o cinta perforada ISO.
Los programas ISO introducidos se memorizan en el NCK como programas principales. El ajuste del directorio de lectura se tiene que realizar en cada lectura en el área "Servicio" → "Leer archivos" → Seleccionar nombre de ruta → "OK". Si se selecciona "Ruta de pieza/archivo", se memorizan los programas ISO en el directorio seleccionado (p. ej.: pieza xxx) o en el directorio estándar NCK (MPF.DIR). Los programas DIN se memorizan de acuerdo a su indicación de ruta.
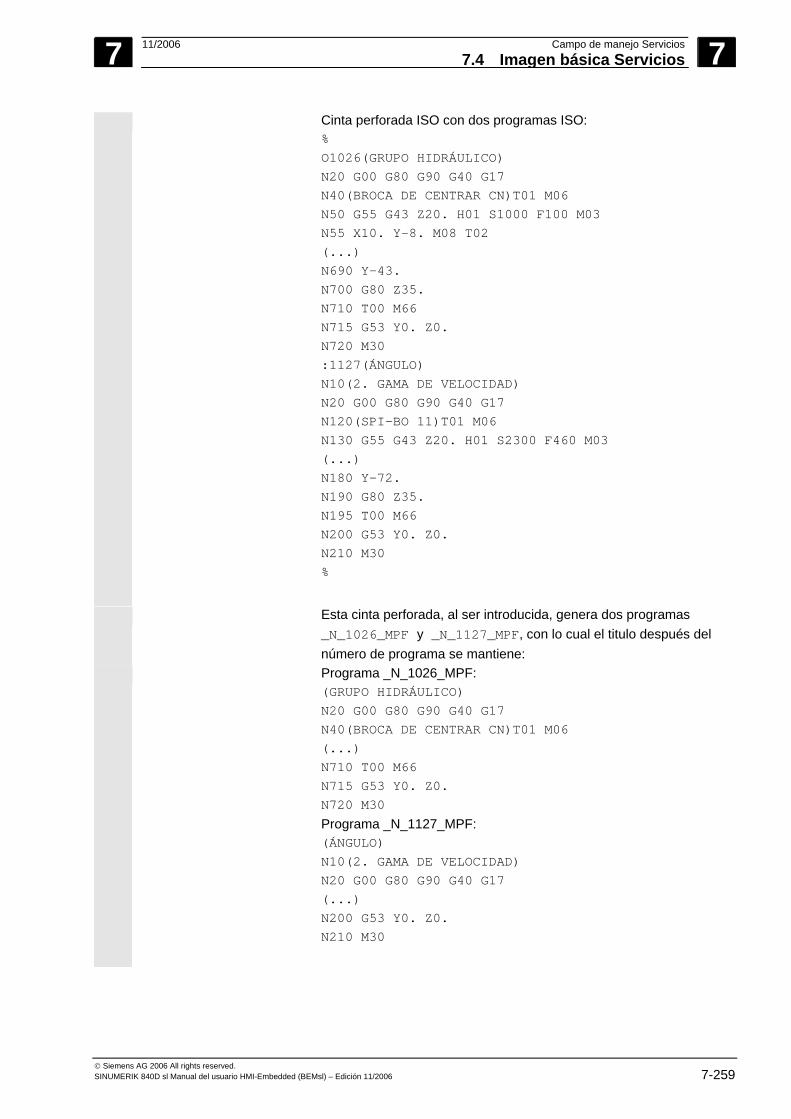
7 11/2006 Campo de manejo Servicios7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-259
Cinta perforada ISO con dos programas ISO: % O1026(GRUPO HIDRÁULICO) N20 G00 G80 G90 G40 G17 N40(BROCA DE CENTRAR CN)T01 M06 N50 G55 G43 Z20. H01 S1000 F100 M03 N55 X10. Y-8. M08 T02 (...) N690 Y-43. N700 G80 Z35. N710 T00 M66 N715 G53 Y0. Z0. N720 M30 :1127(ÁNGULO) N10(2. GAMA DE VELOCIDAD) N20 G00 G80 G90 G40 G17 N120(SPI-BO 11)T01 M06 N130 G55 G43 Z20. H01 S2300 F460 M03 (...) N180 Y-72. N190 G80 Z35. N195 T00 M66 N200 G53 Y0. Z0. N210 M30 %
Esta cinta perforada, al ser introducida, genera dos programas _N_1026_MPF y _N_1127_MPF, con lo cual el titulo después del número de programa se mantiene:
Programa _N_1026_MPF: (GRUPO HIDRÁULICO) N20 G00 G80 G90 G40 G17 N40(BROCA DE CENTRAR CN)T01 M06 (...) N710 T00 M66 N715 G53 Y0. Z0. N720 M30 Programa _N_1127_MPF: (ÁNGULO) N10(2. GAMA DE VELOCIDAD) N20 G00 G80 G90 G40 G17 (...) N200 G53 Y0. Z0. N210 M30
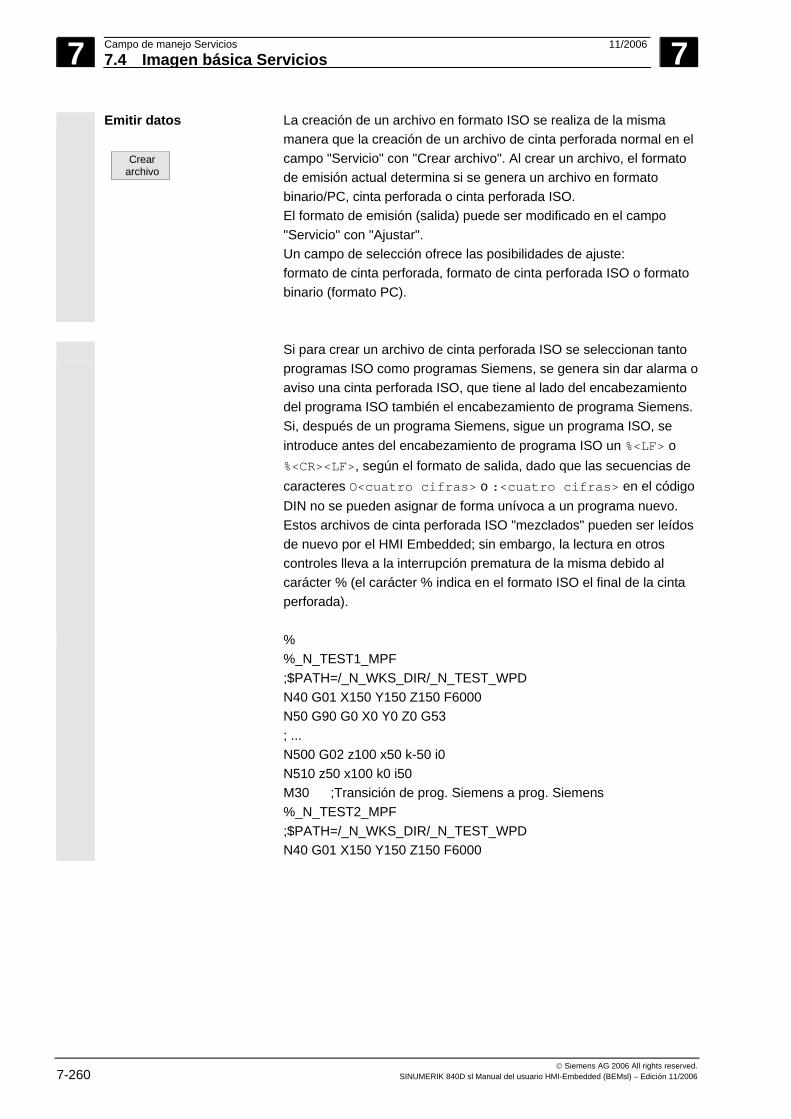
7 Campo de manejo Servicios 11/2006 7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. 7-260 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Emitir datos
Crear
archivo
La creación de un archivo en formato ISO se realiza de la misma manera que la creación de un archivo de cinta perforada normal en el campo "Servicio" con "Crear archivo". Al crear un archivo, el formato de emisión actual determina si se genera un archivo en formato binario/PC, cinta perforada o cinta perforada ISO. El formato de emisión (salida) puede ser modificado en el campo "Servicio" con "Ajustar". Un campo de selección ofrece las posibilidades de ajuste: formato de cinta perforada, formato de cinta perforada ISO o formato binario (formato PC).
Si para crear un archivo de cinta perforada ISO se seleccionan tanto
programas ISO como programas Siemens, se genera sin dar alarma o aviso una cinta perforada ISO, que tiene al lado del encabezamiento del programa ISO también el encabezamiento de programa Siemens. Si, después de un programa Siemens, sigue un programa ISO, se introduce antes del encabezamiento de programa ISO un %<LF> o %<CR><LF>, según el formato de salida, dado que las secuencias de caracteres O<cuatro cifras> o :<cuatro cifras> en el código DIN no se pueden asignar de forma unívoca a un programa nuevo. Estos archivos de cinta perforada ISO "mezclados" pueden ser leídos de nuevo por el HMI Embedded; sin embargo, la lectura en otros controles lleva a la interrupción prematura de la misma debido al carácter % (el carácter % indica en el formato ISO el final de la cinta perforada).
% %_N_TEST1_MPF ;$PATH=/_N_WKS_DIR/_N_TEST_WPD N40 G01 X150 Y150 Z150 F6000 N50 G90 G0 X0 Y0 Z0 G53 ; ... N500 G02 z100 x50 k-50 i0 N510 z50 x100 k0 i50 M30 ;Transición de prog. Siemens a prog. Siemens %_N_TEST2_MPF ;$PATH=/_N_WKS_DIR/_N_TEST_WPD N40 G01 X150 Y150 Z150 F6000
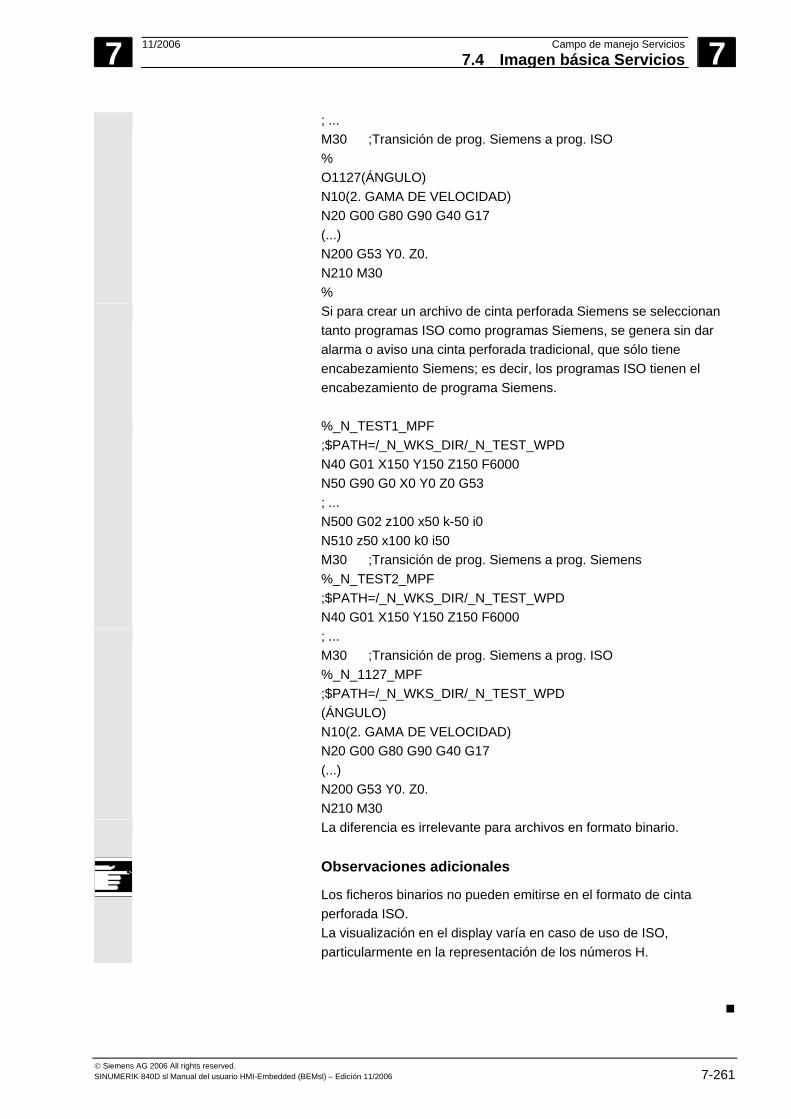
7 11/2006 Campo de manejo Servicios7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 7-261
; ... M30 ;Transición de prog. Siemens a prog. ISO % O1127(ÁNGULO) N10(2. GAMA DE VELOCIDAD) N20 G00 G80 G90 G40 G17 (...) N200 G53 Y0. Z0. N210 M30 %
Si para crear un archivo de cinta perforada Siemens se seleccionan tanto programas ISO como programas Siemens, se genera sin dar alarma o aviso una cinta perforada tradicional, que sólo tiene encabezamiento Siemens; es decir, los programas ISO tienen el encabezamiento de programa Siemens.
%_N_TEST1_MPF ;$PATH=/_N_WKS_DIR/_N_TEST_WPD N40 G01 X150 Y150 Z150 F6000 N50 G90 G0 X0 Y0 Z0 G53 ; ... N500 G02 z100 x50 k-50 i0 N510 z50 x100 k0 i50 M30 ;Transición de prog. Siemens a prog. Siemens %_N_TEST2_MPF ;$PATH=/_N_WKS_DIR/_N_TEST_WPD N40 G01 X150 Y150 Z150 F6000
; ... M30 ;Transición de prog. Siemens a prog. ISO %_N_1127_MPF ;$PATH=/_N_WKS_DIR/_N_TEST_WPD (ÁNGULO) N10(2. GAMA DE VELOCIDAD) N20 G00 G80 G90 G40 G17 (...) N200 G53 Y0. Z0. N210 M30
La diferencia es irrelevante para archivos en formato binario.
Observaciones adicionales
Los ficheros binarios no pueden emitirse en el formato de cinta perforada ISO. La visualización en el display varía en caso de uso de ISO, particularmente en la representación de los números H.

7 Campo de manejo Servicios 11/2006 7.4 Imagen básica Servicios
7
© Siemens AG 2006 All rights reserved. 7-262 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
8 11/2006 Campo de manejo Diagnóstico 8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-263
Campo de manejo Diagnóstico 8.1 Imagen básica Diagnóstico..................................................................................... 8-264
8.2 Visualizar alarmas y avisos..................................................................................... 8-264
8.3 Indicación de service .............................................................................................. 8-266 8.3.1 Service eje .............................................................................................................. 8-266 8.3.2 Service accionamiento............................................................................................ 8-267 8.3.3 Service Safety Integrated........................................................................................ 8-268 8.3.4 Visualizar recursos del sistema .............................................................................. 8-271 8.3.5 Protocolo de alarmas .............................................................................................. 8-272 8.3.6 Protocolo de errores de comunicación ................................................................... 8-273 8.3.7 Registrador de acciones ......................................................................................... 8-273
8.4 Abrir imagen de versiones ...................................................................................... 8-274 8.4.1 Visualizar imagen de versiones de los ciclos ......................................................... 8-275 8.4.2 Visualizar imagen de versiones de los ciclos cocompilados cargables.................. 8-277 8.4.3 Visualizar imagen de versiones de las definiciones ............................................... 8-278 8.4.4 Mostrar versión de hardware .................................................................................. 8-278
8.5 PLC ......................................................................................................................... 8-279 8.5.1 Generalidades......................................................................................................... 8-279 8.5.2 Modificar/borrar valor del operando........................................................................ 8-280 8.5.3 Seleccionar/crear máscara de operandos para el estado del PLC ........................ 8-282 8.5.4 Ajustar hora/fecha................................................................................................... 8-283
8.6 Activar telediagnóstico ............................................................................................ 8-285
8 Campo de manejo Diagnóstico 11/2006 8.1 Imagen básica Diagnóstico
8
© Siemens AG 2006 All rights reserved. 8-264 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
8.1 Imagen básica Diagnóstico Después de haber seleccionado el campo "Diagnóstico" aparece la
imagen "Alarmas".
Números Bajo "Número" se visualiza el número de la alarma. Las alarmas se muestran en sucesión cronológica.
Fecha El momento en el que se presenta la alarma, se visualiza con fecha, hora, minutos, segundos, centésimas de segundo.
Criterio de borrado Junto con cada alarma se indica el icono de la tecla que permite borrarla.
Textos Bajo "Texto" se visualiza el texto de la alarma.
Barra horizontal de menú
Alarmas
En la "Alarmas" se visualizan todas las alarmas existentes.
Avisos
Se visualiza una lista general de los avisos que están esperando.
Visualiz. service
Mediante el pulsador de menú "Visualiz. service" se pueden visualizar informaciones actuales sobre los ejes y accionamientos instalados.
PLC
Se visualizan informaciones sobre los estados momentáneos de las posiciones de memoria del PLC.
Diagnosis remota
Si está activada la opción es posible controlar e influir en el funcionamiento de un control desde un PC remoto, así como transmitir datos de proceso.
8.2 Visualizar alarmas y avisos Funcionamiento
Existe la posibilidad de visualizar alarmas y avisos.
Pasos a seguir
Alarmas:
Alarmas
En el listado general de alarmas se visualizan todas las alarmas existentes, con los números de las mismas, la fecha, el criterio de borrado y el texto. Borrar la alarma con la tecla que se indica como icono:
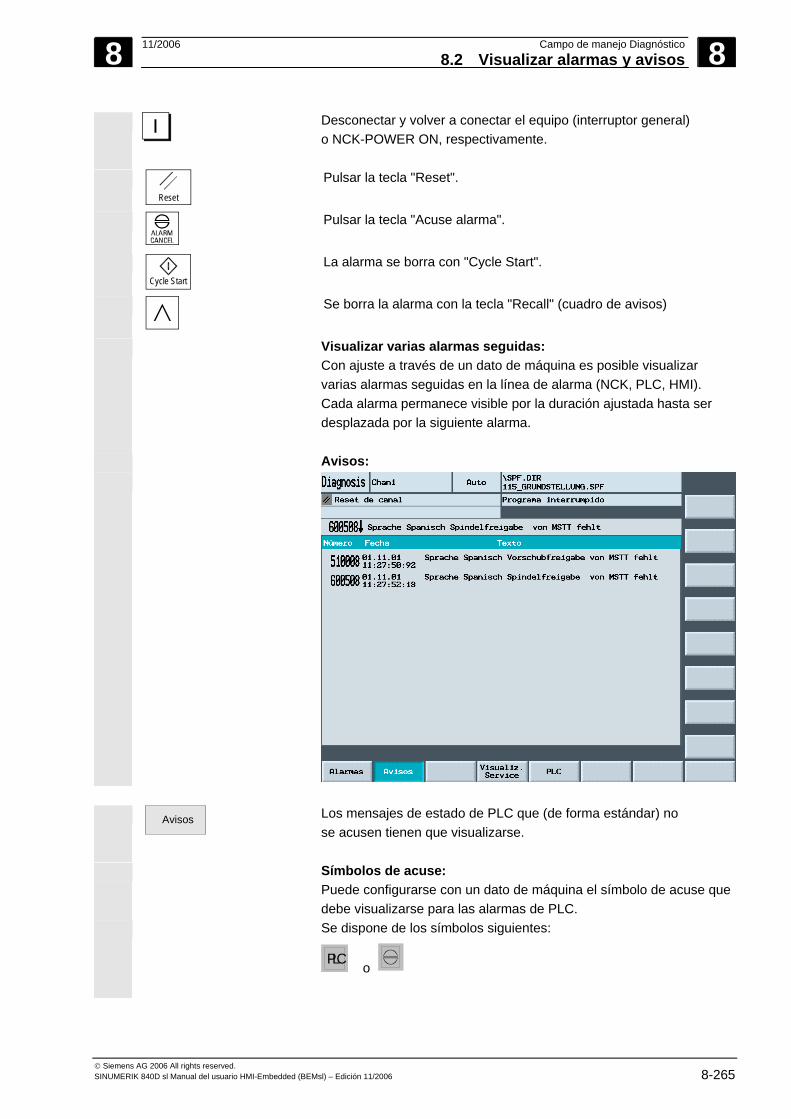
8 11/2006 Campo de manejo Diagnóstico8.2 Visualizar alarmas y avisos
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-265
Desconectar y volver a conectar el equipo (interruptor general) o NCK-POWER ON, respectivamente.
Reset
Pulsar la tecla "Reset".
Pulsar la tecla "Acuse alarma".
Cycle Start
La alarma se borra con "Cycle Start".
Se borra la alarma con la tecla "Recall" (cuadro de avisos)
Visualizar varias alarmas seguidas: Con ajuste a través de un dato de máquina es posible visualizar varias alarmas seguidas en la línea de alarma (NCK, PLC, HMI). Cada alarma permanece visible por la duración ajustada hasta ser desplazada por la siguiente alarma.
Avisos:
Avisos
Los mensajes de estado de PLC que (de forma estándar) no se acusen tienen que visualizarse.
Símbolos de acuse: Puede configurarse con un dato de máquina el símbolo de acuse que debe visualizarse para las alarmas de PLC.
Se dispone de los símbolos siguientes:
PLC o
8 Campo de manejo Diagnóstico 11/2006 8.3 Indicación de service
8
© Siemens AG 2006 All rights reserved. 8-266 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Visualizar varias alarmas seguidas:
Con ajuste a través de un dato de máquina es posible visualizar varias alarmas seguidas en la línea de alarma (NCK, PLC, IHM). Cada alarma permanece visible por la duración ajustada hasta ser desplazada por la siguiente alarma.
8.3 Indicación de service
8.3.1 Service eje
Funcionamiento
Las informaciones en la pantalla "Service eje" sirven para: • Comprobar el conjunto de valores de consigna (p. ej.: consigna
de posición, consigna de velocidad, consigna de velocidad del cabezal).
• Comprobar el conjunto de valores reales (p. ej.: valor real de posición, sistema de medida 1/2, valor real de velocidad). Optimizar el lazo de regulación de la posición del eje (p. ej.: error de seguimiento, diferencia o error de regulación, factor Kv).
• Comprobar el lazo de regulación completo del eje (p. ej.: por comparación entre el valor de consigna y el real de posición, el valor de consigna y el real de velocidad).
• Comprobar fallos del hardware (p. ej., control del captador: si el eje se mueve mecánicamente, debe producirse una variación del valor real de posición).
• Ajuste y comprobación de las vigilancias de los ejes. Bibliografía /FB1/D1: Utilidades de diagnóstico
Pasos a seguir
Visualiz. service
Seleccionar el menú "Visualiz. service". La barra horizontal de menú cambia.
Service Eje
En la ventana "Service Eje" se visualizan informaciones sobre el eje de máquina con el correspondiente nombre y número de eje.
O bien
Se avanza/retrocede en las páginas del documento con las teclas "Pasar página". con las teclas de dirección.
Eje +
Eje -
Se visualizan los valores de service del eje siguiente (+) o anterior (–).
8 11/2006 Campo de manejo Diagnóstico8.3 Indicación de service
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-267
8.3.2 Service accionamiento
Funcionamiento
Las informaciones en la pantalla "Service accionamiento" sirven para:• Verificación del estado de las señales de desbloqueo y de
mando (p. ej.: desbloqueo de impulsos, desbloqueo del accionamiento, selección de motor, secuencia de parámetros de consigna), verificación del estado de los modos VSA/HSA, o sea, accionamiento de avance y accionamiento de cabezal (p. ej.: operación de preparación, eje en estacionamiento).
• Visualización de advertencias de temperatura Comprobar la visualización actual del valor de consigna/valor real (p. ej.: valor real de posición, sistema de medida 1/2, valor de consigna de la velocidad, valor real de la velocidad).
• Comprobar el estado del accionamiento. • Visualizar la fase actual de arranque. • Visualizar un aviso colectivo de error (aviso ZK1)
Visualizar avisos de estado del accionamiento (p. ej.: umbral de par no alcanzado, valor real de velocidad = consigna de velocidad).
Bibliografía /FB1/D1: Utilidades de diagnóstico
Pasos a seguir
Visualiz. service
Seleccionar el menú "Visualiz. service". La barra horizontal de menú cambia.
Service Accionam.
En la ventana "Service Accionam." se visualizan informaciones sobre el accionamiento de eje con el correspondiente nombre y número del eje.
o
Se pasan páginas con las teclas "Pasar página" o con las teclas de dirección.
Accmto. +
Accmto. -
Se visualizan los valores de service del accionamiento siguiente (+) o anterior (–).
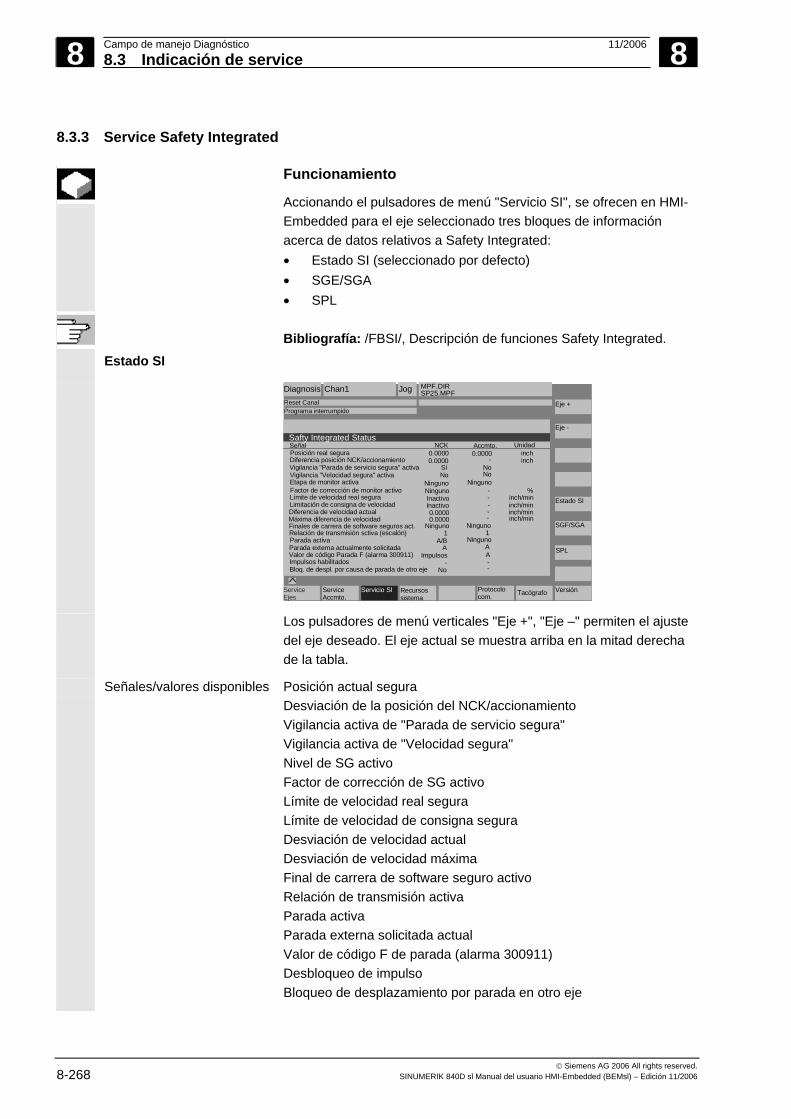
8 Campo de manejo Diagnóstico 11/2006 8.3 Indicación de service
8
© Siemens AG 2006 All rights reserved. 8-268 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
8.3.3 Service Safety Integrated
Funcionamiento
Accionando el pulsadores de menú "Servicio SI", se ofrecen en HMI-Embedded para el eje seleccionado tres bloques de información acerca de datos relativos a Safety Integrated: • Estado SI (seleccionado por defecto) • SGE/SGA • SPL
Bibliografía: /FBSI/, Descripción de funciones Safety Integrated.
Estado SI
DiagnosisReset Canal
MPF.DIRSP25.MPF
Recursossistema
Versión
SGF/SGA
Estado SI
Eje +
Servicio SIServiceAccmto.
ServiceEjes
Programa interrumpido
Jog Chan1
Safty Integrated StatusSeñal
Vigilancia "Parada de servicio segura" activaVigilancia "Velocidad segura" activaEtapa de monitor activaFactor de corrección de monitor activoLímite de velocidad real seguraLimitación de consigna de velocidadDiferencia de velocidad actual
Parada activaParada externa actualmente solicitada
Máxima diferencia de velocidadFinales de carrera de software seguros act.Relación de transmisión sctiva (escalón)
Protocolocom.
Diferencia posición NCK/accionamiento
SPL
Eje -
Tacógrafo
Posición real segura
Valor de código Parada F (alarma 300911)Impulsos habilitadosBloq. de despl. por causa de parada de otro eje
NCK Accmto. Unidad
0.0000Sí
NoNinguno NingunoInactivoInactivo
1A/B
0.00000.0000
Ninguno
0.0000
AImpulsos
- No
0.0000
No No
Ninguno---
1Ninguno
--
Ninguno
AA--
-inchinch
%inch/mininch/mininch/mininch/min
Los pulsadores de menú verticales "Eje +", "Eje –" permiten el ajuste
del eje deseado. El eje actual se muestra arriba en la mitad derecha de la tabla.
Señales/valores disponibles Posición actual segura Desviación de la posición del NCK/accionamiento Vigilancia activa de "Parada de servicio segura" Vigilancia activa de "Velocidad segura" Nivel de SG activo Factor de corrección de SG activo Límite de velocidad real segura Límite de velocidad de consigna segura Desviación de velocidad actual Desviación de velocidad máxima Final de carrera de software seguro activo Relación de transmisión activa Parada activa Parada externa solicitada actual Valor de código F de parada (alarma 300911) Desbloqueo de impulso Bloqueo de desplazamiento por parada en otro eje
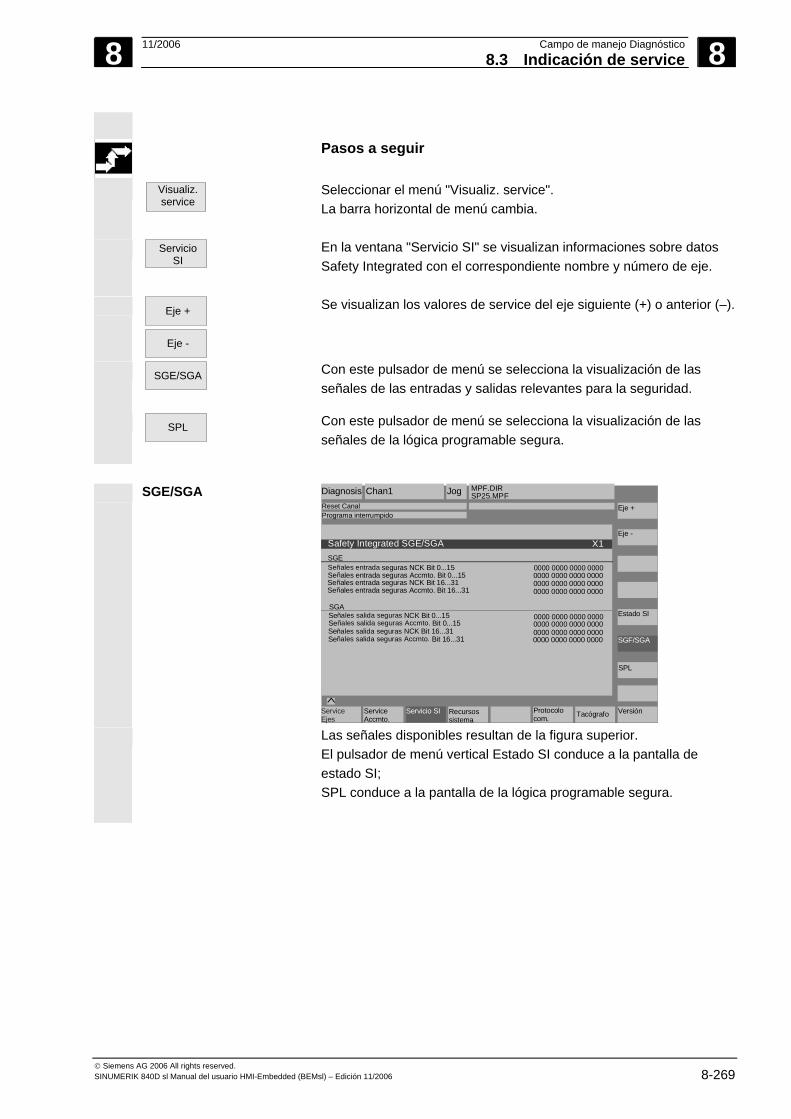
8 11/2006 Campo de manejo Diagnóstico8.3 Indicación de service
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-269
Pasos a seguir
Visualiz. service
Seleccionar el menú "Visualiz. service". La barra horizontal de menú cambia.
Servicio SI
En la ventana "Servicio SI" se visualizan informaciones sobre datos Safety Integrated con el correspondiente nombre y número de eje.
Eje +
Eje -
Se visualizan los valores de service del eje siguiente (+) o anterior (–).
SGE/SGA
Con este pulsador de menú se selecciona la visualización de las señales de las entradas y salidas relevantes para la seguridad.
SPL
Con este pulsador de menú se selecciona la visualización de las señales de la lógica programable segura.
SGE/SGA Diagnosis
Reset Canal
MPF.DIRSP25.MPF
Recursossistema
Versión
SGF/SGA
Estado SI
Eje +
Servicio SIServiceAccmto.
ServiceEjes
Programa interrumpido
Jog Chan1
Safety Integrated SGE/SGASGE
Protocolocom.
SPL
Eje -
Tacógrafo
Señales entrada seguras NCK Bit 0...15 0000 0000 0000 0000Señales entrada seguras Accmto. Bit 0...15 0000 0000 0000 0000
0000 0000 0000 00000000 0000 0000 0000
Señales entrada seguras NCK Bit 16...31Señales entrada seguras Accmto. Bit 16...31
Señales salida seguras NCK Bit 0...15SGA
Señales salida seguras Accmto. Bit 0...15Señales salida seguras NCK Bit 16...31Señales salida seguras Accmto. Bit 16...31
0000 0000 0000 00000000 0000 0000 00000000 0000 0000 00000000 0000 0000 0000
X1
Las señales disponibles resultan de la figura superior.
El pulsador de menú vertical Estado SI conduce a la pantalla de estado SI; SPL conduce a la pantalla de la lógica programable segura.
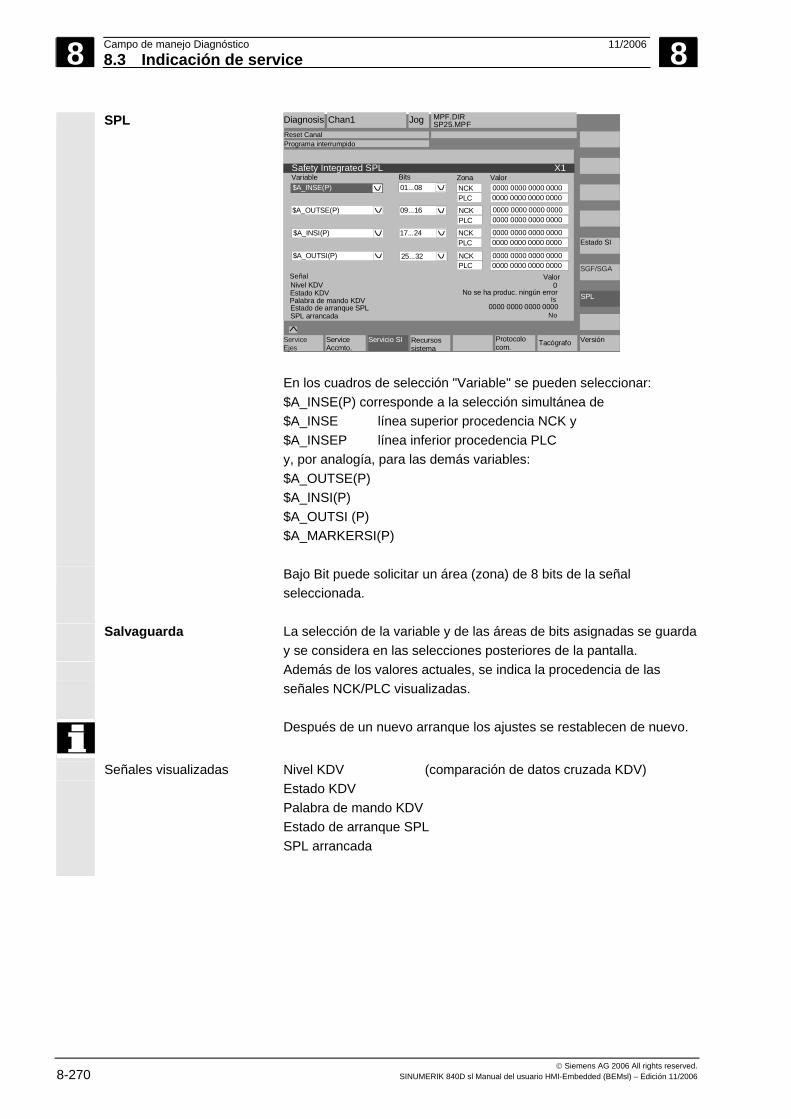
8 Campo de manejo Diagnóstico 11/2006 8.3 Indicación de service
8
© Siemens AG 2006 All rights reserved. 8-270 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
SPL DiagnosisReset Canal
MPF.DIRSP25.MPF
Recursossistema
Versión
SGF/SGA
Estado SI
Servicio SIServiceAccmto.
ServiceEjes
Programa interrumpido
Jog Chan1
Safety Integrated SPLVariable
Protocolo com.
SPL
Tacógrafo
X1
$A_INSE(P)
$A_OUTSE(P)
$A_INSI(P)
$A_OUTSI(P)
0000 0000 0000 000001...08
09...16
17...24
25...32
Bits Zona ValorNCKPLC
NCKPLC
NCKPLC
NCKPLC
0000 0000 0000 00000000 0000 0000 00000000 0000 0000 0000
0000 0000 0000 00000000 0000 0000 0000
0000 0000 0000 00000000 0000 0000 0000
SeñalNivel KDV Estado KDVPalabra de mando KDVEstado de arranque SPLSPL arrancada
Valor0
No se ha produc. ningún errorIs
0000 0000 0000 0000 No
En los cuadros de selección "Variable" se pueden seleccionar: $A_INSE(P) corresponde a la selección simultánea de $A_INSE línea superior procedencia NCK y $A_INSEP línea inferior procedencia PLC y, por analogía, para las demás variables: $A_OUTSE(P) $A_INSI(P) $A_OUTSI (P) $A_MARKERSI(P)
Bajo Bit puede solicitar un área (zona) de 8 bits de la señal seleccionada.
Salvaguarda La selección de la variable y de las áreas de bits asignadas se guarda y se considera en las selecciones posteriores de la pantalla.
Además de los valores actuales, se indica la procedencia de las señales NCK/PLC visualizadas.
Después de un nuevo arranque los ajustes se restablecen de nuevo.
Señales visualizadas Nivel KDV (comparación de datos cruzada KDV) Estado KDV Palabra de mando KDV Estado de arranque SPL SPL arrancada
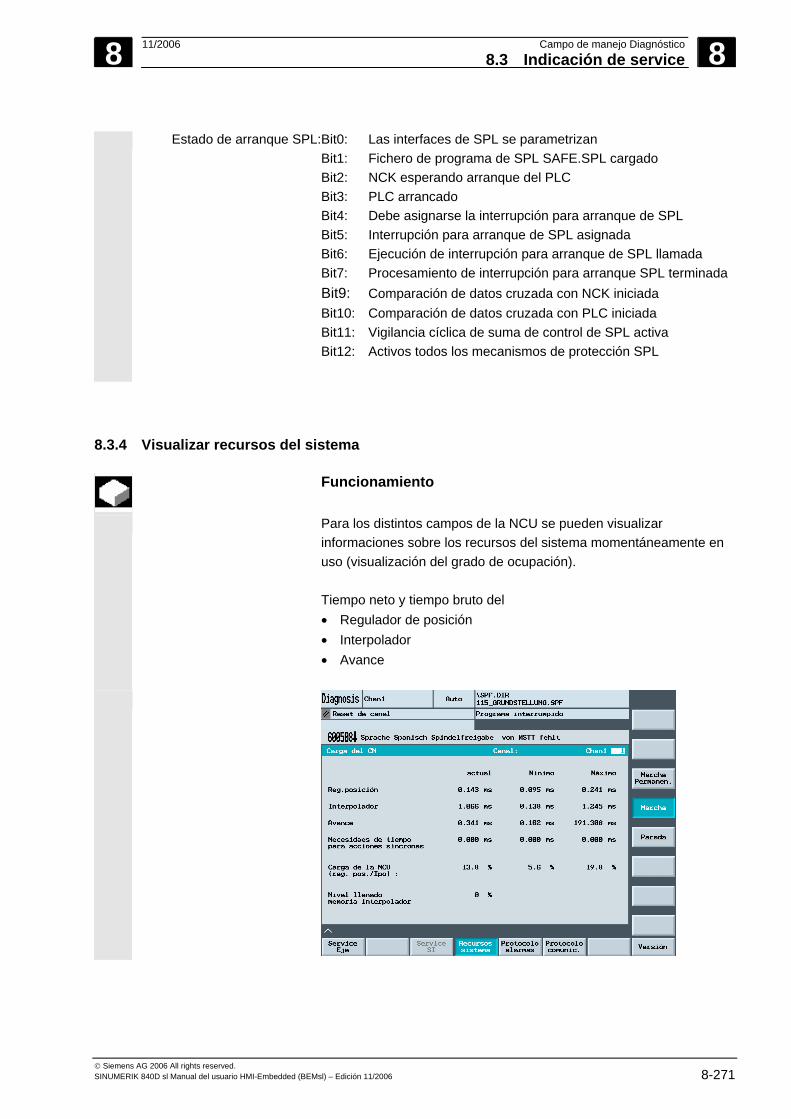
8 11/2006 Campo de manejo Diagnóstico8.3 Indicación de service
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-271
Estado de arranque SPL:Bit0: Las interfaces de SPL se parametrizan
Bit1: Fichero de programa de SPL SAFE.SPL cargado Bit2: NCK esperando arranque del PLC Bit3: PLC arrancado Bit4: Debe asignarse la interrupción para arranque de SPL Bit5: Interrupción para arranque de SPL asignada Bit6: Ejecución de interrupción para arranque de SPL llamada Bit7: Procesamiento de interrupción para arranque SPL terminada Bit9: Comparación de datos cruzada con NCK iniciada Bit10: Comparación de datos cruzada con PLC iniciada Bit11: Vigilancia cíclica de suma de control de SPL activa Bit12: Activos todos los mecanismos de protección SPL
8.3.4 Visualizar recursos del sistema
Funcionamiento
Para los distintos campos de la NCU se pueden visualizar informaciones sobre los recursos del sistema momentáneamente en uso (visualización del grado de ocupación). Tiempo neto y tiempo bruto del • Regulador de posición • Interpolador • Avance
8 Campo de manejo Diagnóstico 11/2006 8.3 Indicación de service
8
© Siemens AG 2006 All rights reserved. 8-272 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Pasos a seguir
Visualiz.
service Recursos
del sistema
Accione los pulsadores de menú "Visualiz. service“ y después "Recursos del sistema". Se visualiza la imagen "Ocupación del CN". Se visualizan los siguientes datos generales (mínimo/máximo) para el servo, el ciclo o cadencia del interpolador (IPO) y marcha adelante: • Tiempo neto en ms • Tiempo bruto en ms • Nivel de ocupación del búfer IPO, en porcentaje • Grado de ocupación total, en porcentaje
Marcha permanent
Los valores actuales se muestran siempre actualizados.
Stop
Marcha
La actualización de la pantalla puede detenerse con el pulsador de menú "Stop"; con el pulsador de menú "Marcha", se actualizan los valores visualizados.
8.3.5 Protocolo de alarmas
Funcionamiento
Se visualiza un listado con las alarmas producidas hasta el momento.
Protocolo de alarmas
En el listado general de alarmas se visualizan todas las alarmas existentes con la fecha, la hora, los números de alarma y la explicación.
Guardar como...
El archivo del protocolo de errores sirve principalmente al fabricante del control (Siemens) de ayuda para el diagnóstico. El fichero de protocolo se puede leer en memoria a través del pulsador de menú “Guardar como…”.
8 11/2006 Campo de manejo Diagnóstico8.3 Indicación de service
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-273
8.3.6 Protocolo de errores de comunicación
Funcionamiento
Los errores que se originan en la comunicación entre HMI Embedded y NCK/PLC se registran en un protocolo de errores de comunicación.
Protcolo comunic.
A través del pulsador de menú "Protocolo comunic." se pueden visualizar dichos errores.
Guardar como...
El archivo del protocolo de errores sirve principalmente al fabricante del control (Siemens) de ayuda para el diagnóstico en casos de errores de comunicación. El fichero de protocolo de errores de comunicación se puede leer en memoria a través del pulsador de menú “Guardar como…”.
8.3.7 Registrador de acciones
Funcionamiento
Se muestra la protocolización de secuencias de manejo individuales.
Fabricante de la máquina
¡Observar las indicaciones del fabricante de la máquina!
Pasos a seguir
Registrador
acciones En el protocolo se muestran todos los datos ajustados en el campo de manejo "Puesta en marcha" con fecha, hora, número y explicación.
Guardar como...
El fichero de protocolo se puede leer en memoria a través del pulsador de menú “Guardar como…”.
Bibliografía Una descripción detallada del registrador de acciones, así como de la configuración de los datos a registrar, se encuentra en: /IAM/IM2, Puesta en marcha HMI Embedded, apartado: "Registrador de acciones".
8 Campo de manejo Diagnóstico 11/2006 8.4 Abrir imagen de versiones
8
© Siemens AG 2006 All rights reserved. 8-274 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
8.4 Abrir imagen de versiones Funcionamiento
En la imagen de versiones se encuentran los datos de las versiones de los softwares de sistema incorporados. Los datos de versión se pueden leer a través de las unidades configuradas (unidades lógicas) y enviar ,en caso de service, a los asesores de la hotline.
Pasos a seguir
Versión
Al abrir la ventana "Versión" se ofrecen distintos campos. Con los pulsadores de menú horizontales se pueden visualizar los datos de versión.
Versión NCU
Detalles
Se muestran los datos de versión de la NCU (sistema, sello para versión, fecha y código de módulo). A través del pulsador de menú se obtienen datos adicionales sobre el software instalado.
Versión HMI
Datos de versión del HMI Embedded (nombre, versión, fecha, hora y longitud).
Versión ciclos
Al accionar el pulsador de menú ”Versión ciclos” cambia el menú vertical de pulsadores. Mediante otros pulsadores de menú puede seleccionar el nombre, el tipo, la longitud y la versión de las siguientesáreas de ciclo:
- Resumen de paquetes - Todos los ciclos - Ciclos de usuario - Ciclos del fabricante - Ciclos estándar
Defi- niciones
Visualización de versión para definiciones (nombre, tipo, longitud y versión)
Ciclos cocompil.
Sólo con la opción activada, indicación de versión para ciclos cocompilados Ver apartado: “Visualizar ciclos cocompilados”
Versión del hardware
Visualización de la versión del hardware instalado.
Se avanza/retrocede en las páginas del documento con las teclas "Pasar página".
Guardar versiones
Los datos se graban y se pueden leer en memoria.
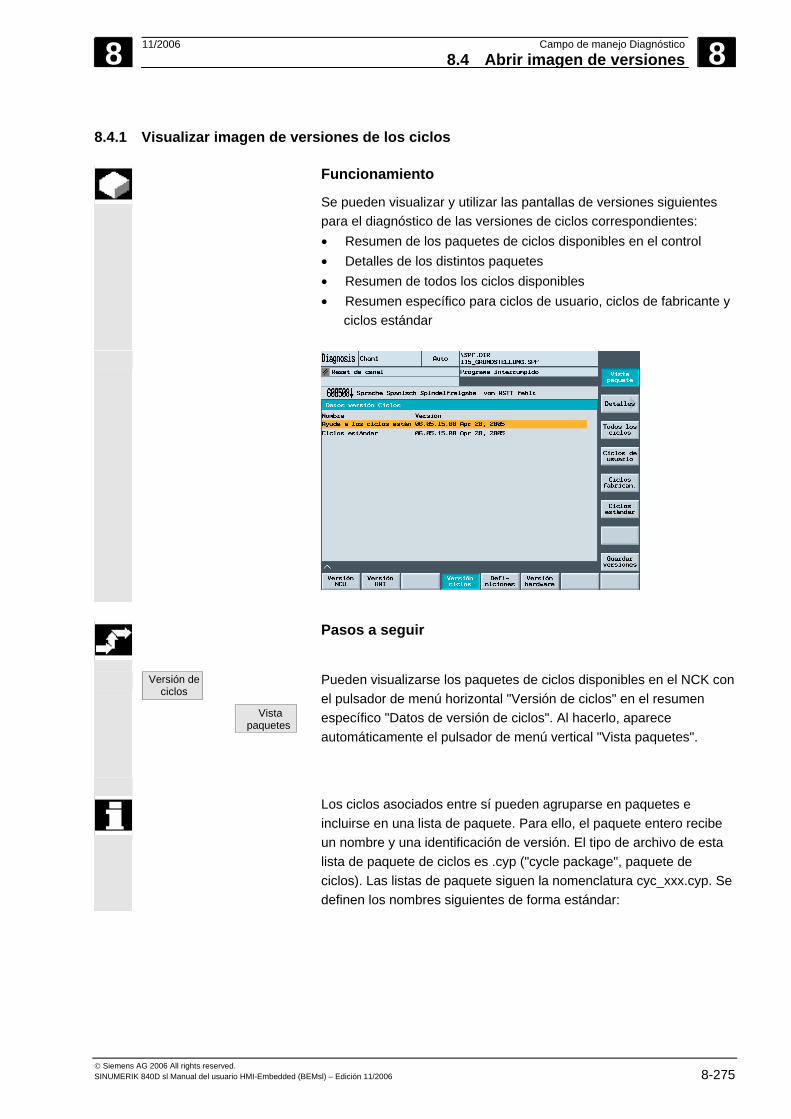
8 11/2006 Campo de manejo Diagnóstico8.4 Abrir imagen de versiones
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-275
8.4.1 Visualizar imagen de versiones de los ciclos
Funcionamiento
Se pueden visualizar y utilizar las pantallas de versiones siguientes para el diagnóstico de las versiones de ciclos correspondientes: • Resumen de los paquetes de ciclos disponibles en el control • Detalles de los distintos paquetes • Resumen de todos los ciclos disponibles • Resumen específico para ciclos de usuario, ciclos de fabricante y
ciclos estándar
Pasos a seguir
Versión de
ciclos
Vista
paquetes
Pueden visualizarse los paquetes de ciclos disponibles en el NCK con el pulsador de menú horizontal "Versión de ciclos" en el resumen específico "Datos de versión de ciclos". Al hacerlo, aparece automáticamente el pulsador de menú vertical "Vista paquetes".
Los ciclos asociados entre sí pueden agruparse en paquetes e
incluirse en una lista de paquete. Para ello, el paquete entero recibe un nombre y una identificación de versión. El tipo de archivo de esta lista de paquete de ciclos es .cyp ("cycle package", paquete de ciclos). Las listas de paquete siguen la nomenclatura cyc_xxx.cyp. Se definen los nombres siguientes de forma estándar:
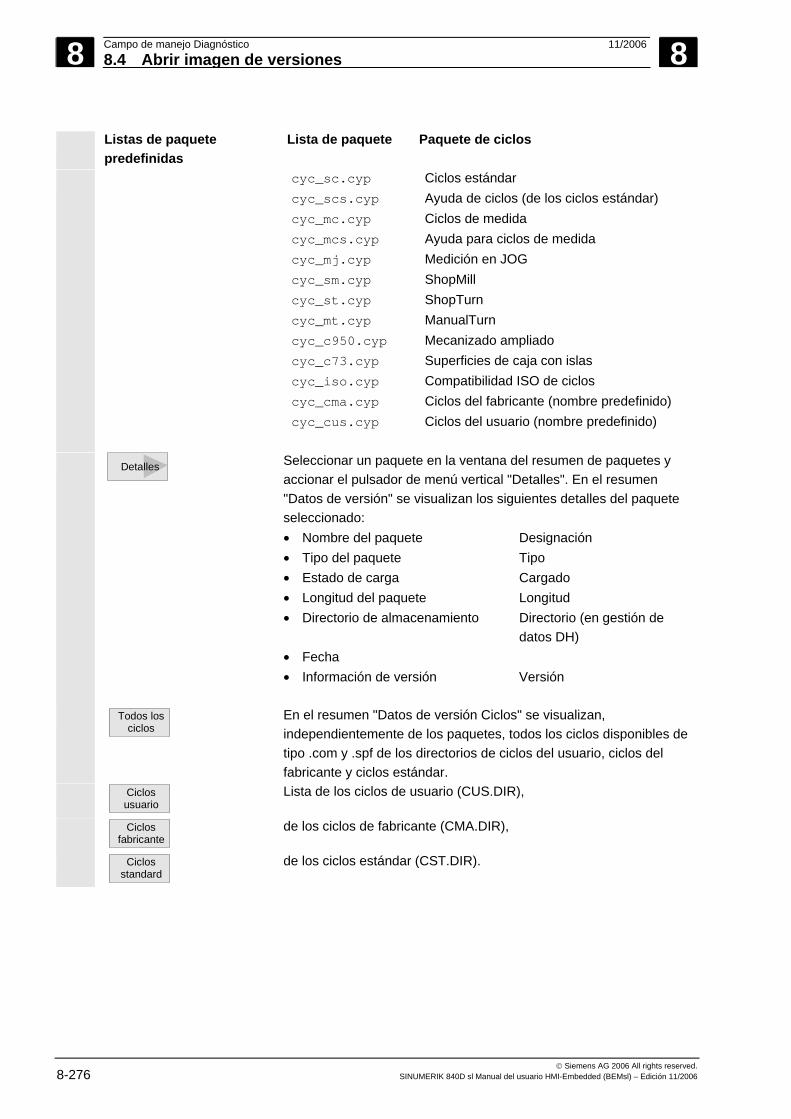
8 Campo de manejo Diagnóstico 11/2006 8.4 Abrir imagen de versiones
8
© Siemens AG 2006 All rights reserved. 8-276 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Listas de paquete
predefinidas Lista de paquete Paquete de ciclos
cyc_sc.cyp Ciclos estándar cyc_scs.cyp Ayuda de ciclos (de los ciclos estándar) cyc_mc.cyp Ciclos de medida cyc_mcs.cyp Ayuda para ciclos de medida cyc_mj.cyp Medición en JOG cyc_sm.cyp ShopMill cyc_st.cyp ShopTurn cyc_mt.cyp ManualTurn cyc_c950.cyp Mecanizado ampliado cyc_c73.cyp Superficies de caja con islas cyc_iso.cyp Compatibilidad ISO de ciclos cyc_cma.cyp Ciclos del fabricante (nombre predefinido) cyc_cus.cyp Ciclos del usuario (nombre predefinido)
Detalles
Seleccionar un paquete en la ventana del resumen de paquetes y accionar el pulsador de menú vertical "Detalles". En el resumen "Datos de versión" se visualizan los siguientes detalles del paquete seleccionado: • Nombre del paquete Designación • Tipo del paquete Tipo • Estado de carga Cargado • Longitud del paquete Longitud • Directorio de almacenamiento Directorio (en gestión de
datos DH) • Fecha • Información de versión Versión
Todos los ciclos
En el resumen "Datos de versión Ciclos" se visualizan, independientemente de los paquetes, todos los ciclos disponibles de tipo .com y .spf de los directorios de ciclos del usuario, ciclos del fabricante y ciclos estándar.
Ciclos usuario
Lista de los ciclos de usuario (CUS.DIR),
Ciclos fabricante
de los ciclos de fabricante (CMA.DIR),
Ciclos standard
de los ciclos estándar (CST.DIR).
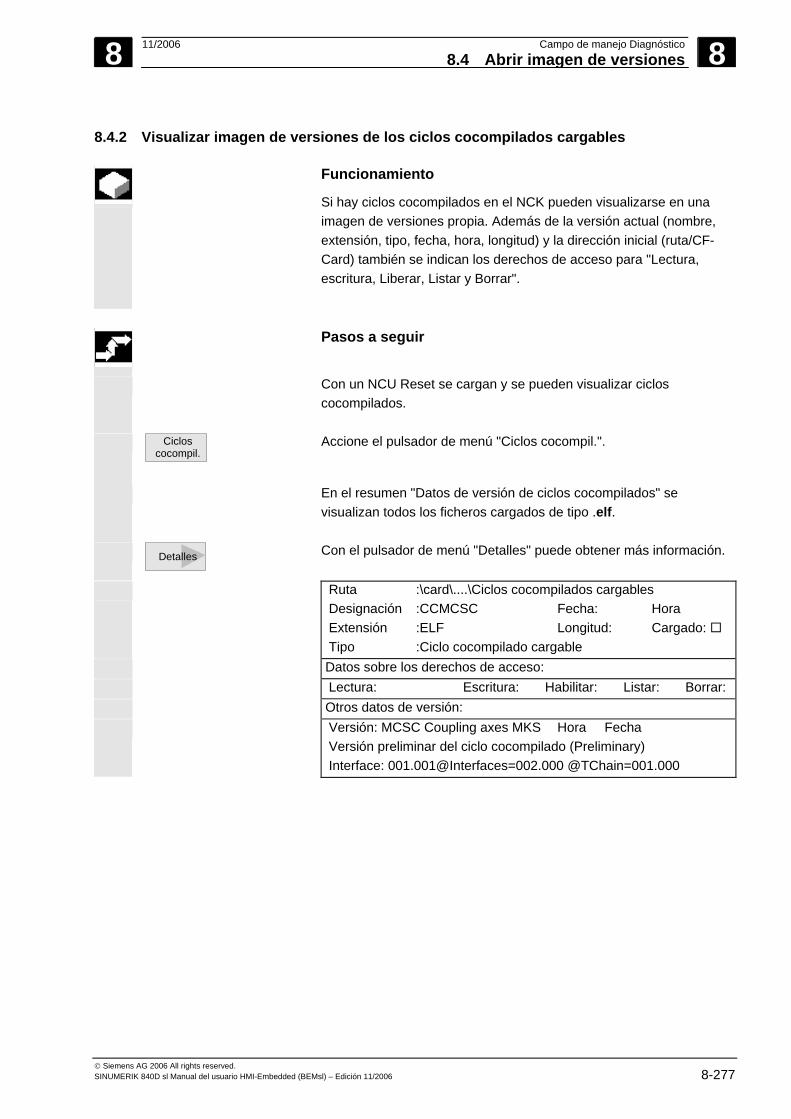
8 11/2006 Campo de manejo Diagnóstico8.4 Abrir imagen de versiones
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-277
8.4.2 Visualizar imagen de versiones de los ciclos cocompilados cargables
Funcionamiento
Si hay ciclos cocompilados en el NCK pueden visualizarse en una imagen de versiones propia. Además de la versión actual (nombre, extensión, tipo, fecha, hora, longitud) y la dirección inicial (ruta/CF-Card) también se indican los derechos de acceso para "Lectura, escritura, Liberar, Listar y Borrar".
Pasos a seguir
Con un NCU Reset se cargan y se pueden visualizar ciclos
cocompilados.
Ciclos cocompil.
Accione el pulsador de menú "Ciclos cocompil.".
En el resumen "Datos de versión de ciclos cocompilados" se visualizan todos los ficheros cargados de tipo .elf.
Detalles
Con el pulsador de menú "Detalles" puede obtener más información.
Ruta :\card\....\Ciclos cocompilados cargables Designación :CCMCSC Fecha: Hora Extensión :ELF Longitud: Cargado: Tipo :Ciclo cocompilado cargable
Datos sobre los derechos de acceso: Lectura: Escritura: Habilitar: Listar: Borrar: Otros datos de versión: Versión: MCSC Coupling axes MKS Hora Fecha
Versión preliminar del ciclo cocompilado (Preliminary) Interface: 001.001@Interfaces=002.000 @TChain=001.000
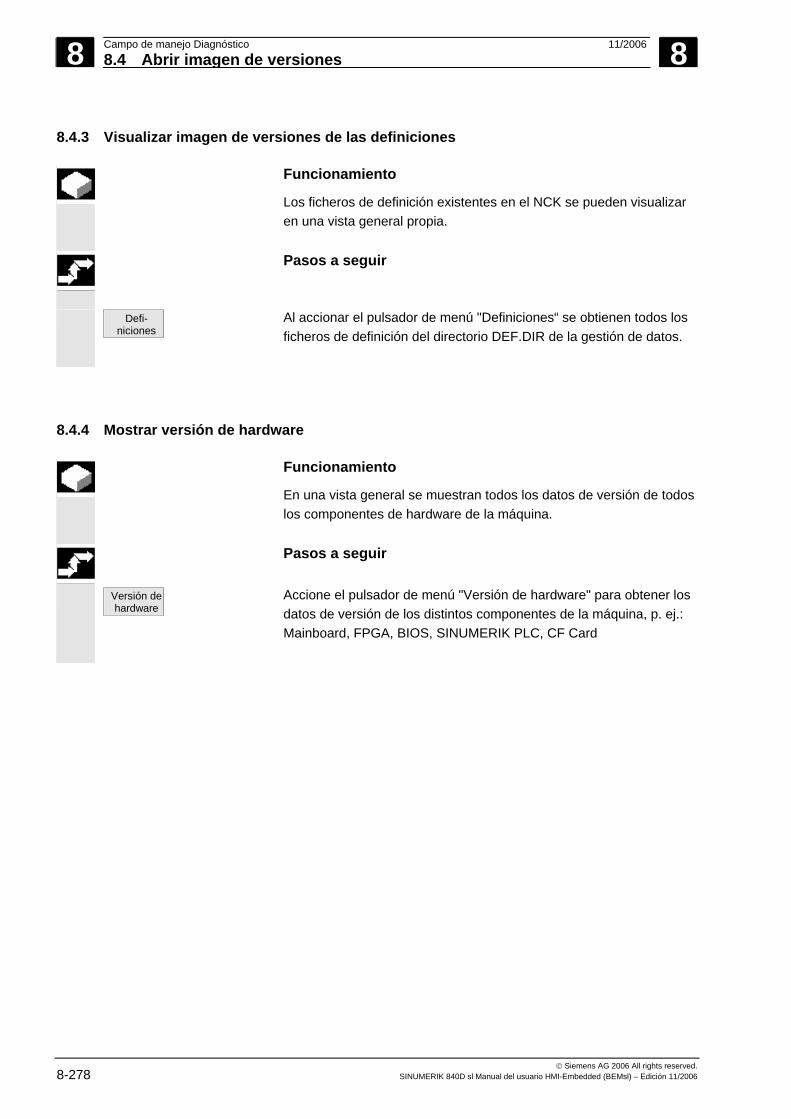
8 Campo de manejo Diagnóstico 11/2006 8.4 Abrir imagen de versiones
8
© Siemens AG 2006 All rights reserved. 8-278 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
8.4.3 Visualizar imagen de versiones de las definiciones
Funcionamiento
Los ficheros de definición existentes en el NCK se pueden visualizar en una vista general propia.
Pasos a seguir
Defi- niciones
Al accionar el pulsador de menú "Definiciones“ se obtienen todos los ficheros de definición del directorio DEF.DIR de la gestión de datos.
8.4.4 Mostrar versión de hardware
Funcionamiento
En una vista general se muestran todos los datos de versión de todos los componentes de hardware de la máquina.
Pasos a seguir
Versión de hardware
Accione el pulsador de menú "Versión de hardware" para obtener los datos de versión de los distintos componentes de la máquina, p. ej.: Mainboard, FPGA, BIOS, SINUMERIK PLC, CF Card
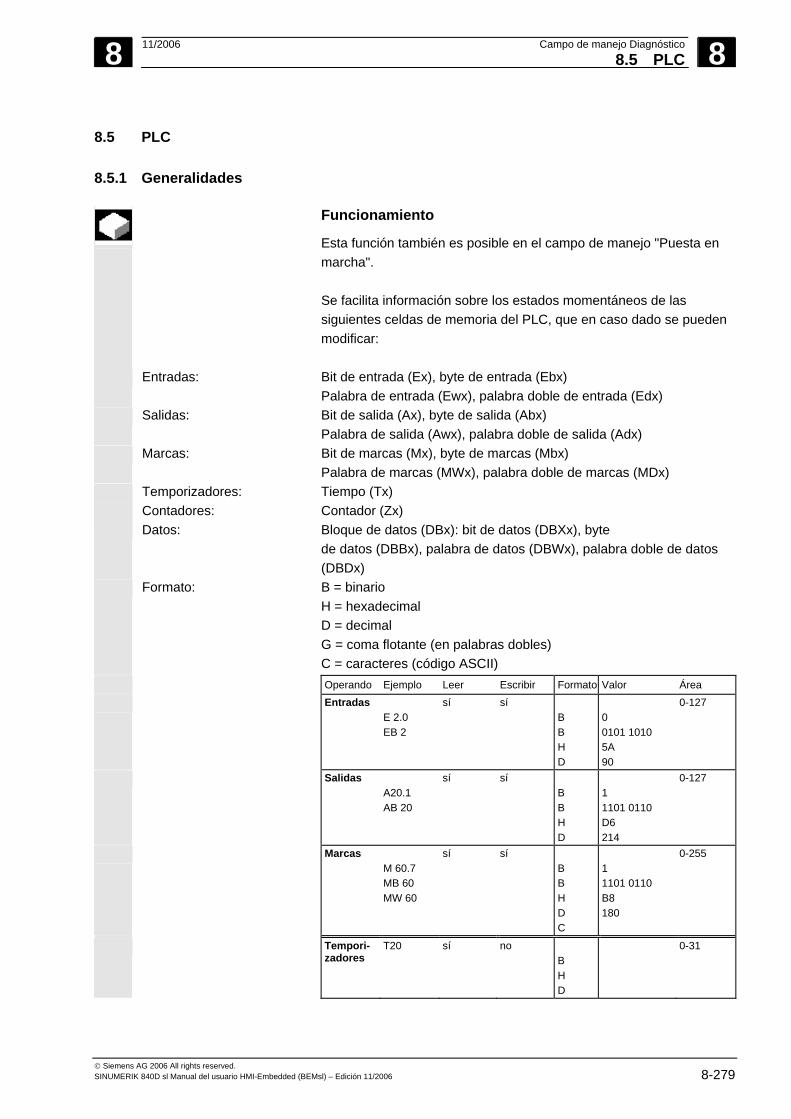
8 11/2006 Campo de manejo Diagnóstico8.5 PLC
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-279
8.5 PLC
8.5.1 Generalidades
Funcionamiento
Esta función también es posible en el campo de manejo "Puesta en marcha". Se facilita información sobre los estados momentáneos de las siguientes celdas de memoria del PLC, que en caso dado se pueden modificar:
Entradas: Bit de entrada (Ex), byte de entrada (Ebx) Palabra de entrada (Ewx), palabra doble de entrada (Edx)
Salidas: Bit de salida (Ax), byte de salida (Abx) Palabra de salida (Awx), palabra doble de salida (Adx)
Marcas: Bit de marcas (Mx), byte de marcas (Mbx) Palabra de marcas (MWx), palabra doble de marcas (MDx)
Temporizadores: Tiempo (Tx) Contadores: Contador (Zx) Datos: Bloque de datos (DBx): bit de datos (DBXx), byte
de datos (DBBx), palabra de datos (DBWx), palabra doble de datos (DBDx)
Formato: B = binario H = hexadecimal D = decimal G = coma flotante (en palabras dobles) C = caracteres (código ASCII)
Operando Ejemplo Leer Escribir Formato Valor Área Entradas
E 2.0 EB 2
sí sí B B H D
0 0101 1010 5A 90
0-127
Salidas A20.1 AB 20
sí sí B B H D
1 1101 0110 D6 214
0-127
Marcas M 60.7 MB 60 MW 60
sí sí B B H D C
1 1101 0110 B8 180
0-255
Tempori- zadores
T20 sí no B H D
0-31
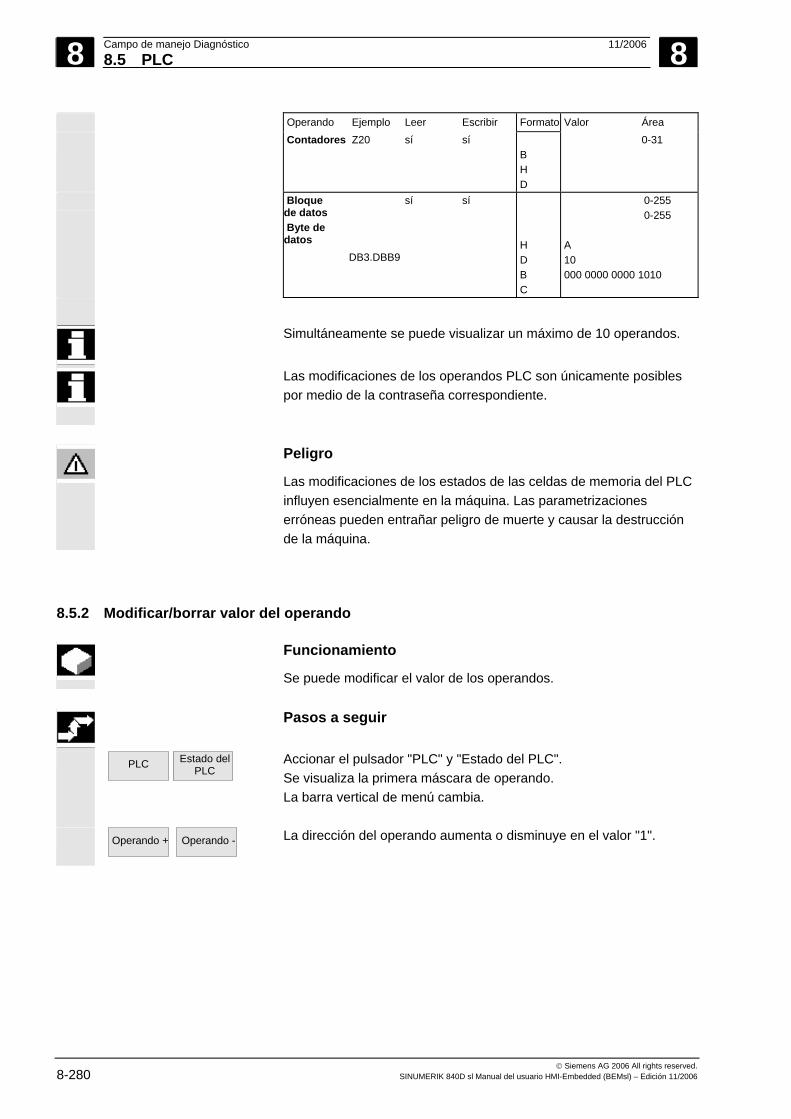
8 Campo de manejo Diagnóstico 11/2006 8.5 PLC
8
© Siemens AG 2006 All rights reserved. 8-280 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Operando Ejemplo Leer Escribir Formato Valor Área Contadores Z20 sí sí
B H D
0-31
Bloque de datos Byte de datos
DB3.DBB9
sí sí H D B C
0-255 0-255 A 10 000 0000 0000 1010
Simultáneamente se puede visualizar un máximo de 10 operandos.
Las modificaciones de los operandos PLC son únicamente posibles por medio de la contraseña correspondiente.
Peligro
Las modificaciones de los estados de las celdas de memoria del PLC influyen esencialmente en la máquina. Las parametrizaciones erróneas pueden entrañar peligro de muerte y causar la destrucción de la máquina.
8.5.2 Modificar/borrar valor del operando
Funcionamiento
Se puede modificar el valor de los operandos.
Pasos a seguir
PLC
Estado del PLC
Accionar el pulsador "PLC" y "Estado del PLC". Se visualiza la primera máscara de operando. La barra vertical de menú cambia.
Operando +
Operando -
La dirección del operando aumenta o disminuye en el valor "1".
8 11/2006 Campo de manejo Diagnóstico8.5 PLC
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-281
Ayuda de introducción: Ayuda
introd. En lugar de introducir los operandos y formatos directamente en los campos, los puede generar, tras pulsar el pulsador de menú "Ayuda introd.", con los pulsadores de menú que aparecen a continuación. Se ofrecen los siguientes pulsadores de menú: "DB" -> .DBX, DBB, DBW y DBD "M Marcas" -> B Byte, W Palabra, D Palabra doble "I Entrada" -> B Byte, W Palabra, D Palabra doble "Q Salida" -> B Byte, W Palabra, D Palabra doble "T Tiempo" -> T "C Contador" -> C
Cuando el cursor se encuentra en el campo de entrada "Formato", puede disponer de los siguientes pulsadores de menú verticales: B Binario, D Decimal, H Hexadecimal, F Flotante, C Carácter.
Borrar
Las entradas del operando seleccionado (formatos y valores) se borran al confirmar la consulta de seguridad "¿Borrar realmente todas las entradas" con el pulsador de menú "OK"?. Accione la tecla "Recall" si no las quiere borrar.
Cambiar
Se interrumpe la actualización cíclica de los valores.
Cancelar
La actualización cíclica continúa, los valores introducidos no se transfieren al PLC.
Aceptar
Los valores introducidos se transmiten al PLC. Continúa la actualización cíclica.
Observaciones adicionales
Pulsar la "Tecla de información". Se visualiza una descripción sobre la sintaxis de introducción admisible, respecto a la visualización del estado del PLC.
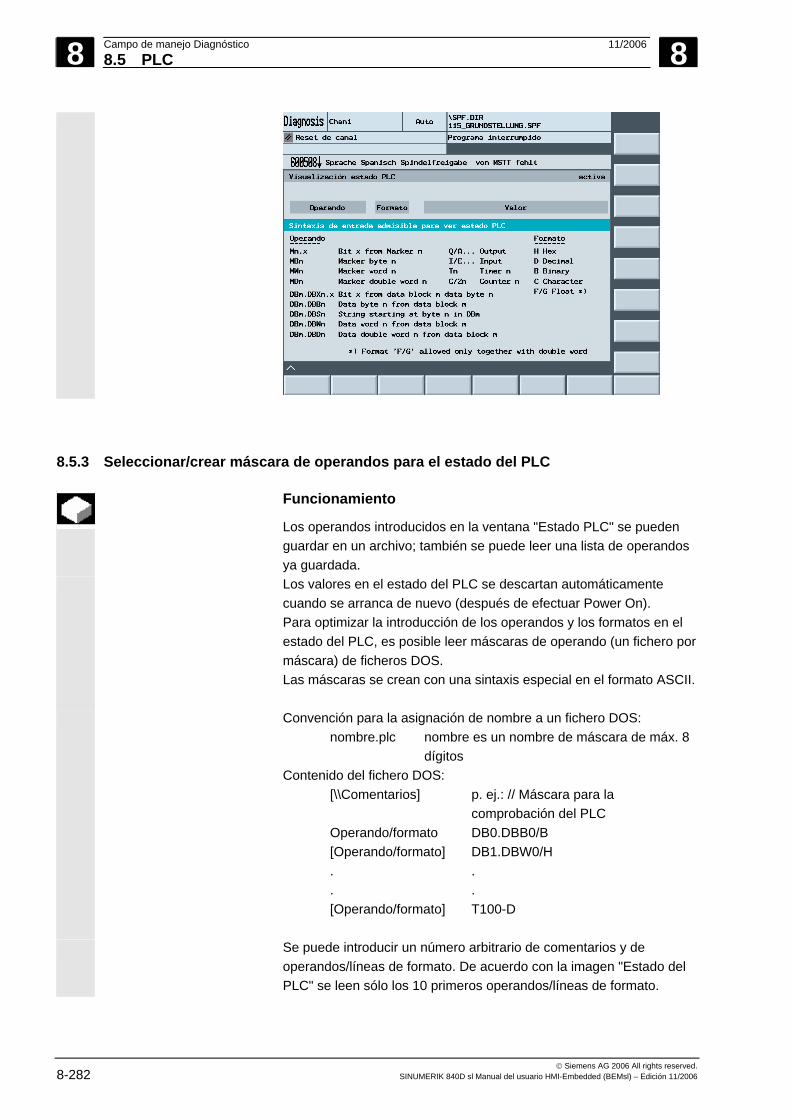
8 Campo de manejo Diagnóstico 11/2006 8.5 PLC
8
© Siemens AG 2006 All rights reserved. 8-282 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
8.5.3 Seleccionar/crear máscara de operandos para el estado del PLC
Funcionamiento
Los operandos introducidos en la ventana "Estado PLC" se pueden guardar en un archivo; también se puede leer una lista de operandos ya guardada.
Los valores en el estado del PLC se descartan automáticamente cuando se arranca de nuevo (después de efectuar Power On). Para optimizar la introducción de los operandos y los formatos en el estado del PLC, es posible leer máscaras de operando (un fichero por máscara) de ficheros DOS. Las máscaras se crean con una sintaxis especial en el formato ASCII.
Convención para la asignación de nombre a un fichero DOS: nombre.plc nombre es un nombre de máscara de máx. 8 dígitos Contenido del fichero DOS: [\\Comentarios] p. ej.: // Máscara para la comprobación del PLC Operando/formato DB0.DBB0/B [Operando/formato] DB1.DBW0/H . . . . [Operando/formato] T100-D
Se puede introducir un número arbitrario de comentarios y de operandos/líneas de formato. De acuerdo con la imagen "Estado del PLC" se leen sólo los 10 primeros operandos/líneas de formato.
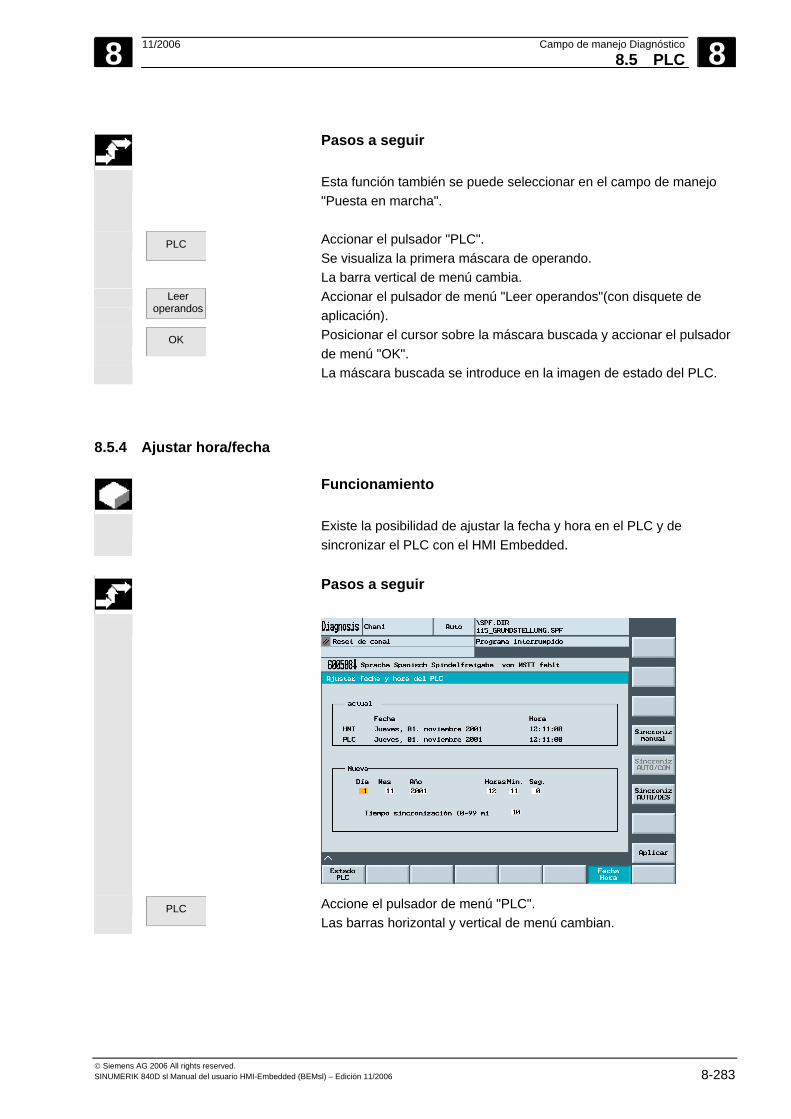
8 11/2006 Campo de manejo Diagnóstico8.5 PLC
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-283
Pasos a seguir
Esta función también se puede seleccionar en el campo de manejo "Puesta en marcha".
PLC
Accionar el pulsador "PLC". Se visualiza la primera máscara de operando. La barra vertical de menú cambia.
Leer operandos
Accionar el pulsador de menú "Leer operandos"(con disquete de aplicación).
OK
Posicionar el cursor sobre la máscara buscada y accionar el pulsador de menú "OK".
La máscara buscada se introduce en la imagen de estado del PLC.
8.5.4 Ajustar hora/fecha
Funcionamiento
Existe la posibilidad de ajustar la fecha y hora en el PLC y de sincronizar el PLC con el HMI Embedded.
Pasos a seguir
PLC
Accione el pulsador de menú "PLC". Las barras horizontal y vertical de menú cambian.
8 Campo de manejo Diagnóstico 11/2006 8.5 PLC
8
© Siemens AG 2006 All rights reserved. 8-284 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Fecha Hora
Al accionar el pulsador de menú "Fecha Hora" se abre la ventana para introducir la fecha y la hora. Con las teclas del cursor se accede a los campos de entrada de la fecha (día/mes/año) y la hora (horas/min./seg.).
Introduzca los correspondientes valores en los campos y guárdelos con la tecla de entrada.
Aceptar
Al pulsar "Aceptar", la fecha y la hora del HMI Embedded se transfieren al PLC. En el campo de salida “Actual”: se puede controlar la sincronización realizada.
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded, capítulo 4, Ajustar fecha/hora
Los valores ajustados se conservan después de un nuevo arranque.
Síncrono manual
Observaciones adicionales
Además, tiene la posibilidad de introducir manualmente (a través del pulsador de menú "Síncrono manual") el tiempo durante el que se debe producir la sincronización del reloj de HMI y PLC.
Síncrono
AUTO/CON
A través del pulsador de menú "Síncrono AUTO/CON" se puede activar la sincronización cíclica (automática) de la hora y ajustar la duración de la sincronización. Introducir los valores correspondientes en los campos de introducción.
Síncrono AUTO/DES
A través del pulsador de menú "Síncrono AUTO/DES" se vuelve a desactivar la sincronización automática. Los tiempos de HMI y PLC vuelven a transcurrir por separado.
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!
8 11/2006 Campo de manejo Diagnóstico8.6 Activar telediagnóstico
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 8-285
8.6 Activar telediagnóstico
La función Telediagnóstico es una opción. Permite controlar e influir en el funcionamiento de una NCU desde un PC remoto, así como transmitir datos.
Diagnosis remota
Al accionar el pulsador de menú "Diagnosis remota" (Telediagnóstico) aparecen los pulsadores de menú verticales "Iniciar" y "Terminar". De este modo se inicia y se termina el telediagnóstico.
La configuración y el manejo del telediagnóstico se describen en la siguiente documentación:
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded, Capítulo 4, Telediagnóstico RCS Host-Embedded/RCS View-Embedded
Fabricante de la máquina ¡Observar las indicaciones del fabricante de la máquina!

8 Campo de manejo Diagnóstico 11/2006 8.6 Activar telediagnóstico
8
© Siemens AG 2006 All rights reserved. 8-286 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
9 11/2006 Campo de manejo Puesta en marcha 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 9-287
Campo de manejo Puesta en marcha 9.1 Imagen básica Puesta en marcha .......................................................................... 9-288
9.2 Visualizar datos de máquina................................................................................... 9-290 9.2.1 Opciones de visualización: Filtro de visualización.................................................. 9-292
9.3 Ajustes de CN ......................................................................................................... 9-294
9.4 PLC ......................................................................................................................... 9-295
9.5 Modificar la interfaz HMI ......................................................................................... 9-296 9.5.1 Ajuste del color........................................................................................................ 9-296 9.5.2 Selección del idioma ............................................................................................... 9-297 9.5.3 Registrador de acciones ......................................................................................... 9-298 9.5.4 Editor (sólo HMI) ..................................................................................................... 9-298
9.6 Configurar unidades lógicas ................................................................................... 9-299
9.7 Ejecutar reset del NCK ........................................................................................... 9-299
9.8 Ajustar, borrar, modificar contraseña...................................................................... 9-299
9.9 Visualizar o modificar recursos del sistema............................................................ 9-300
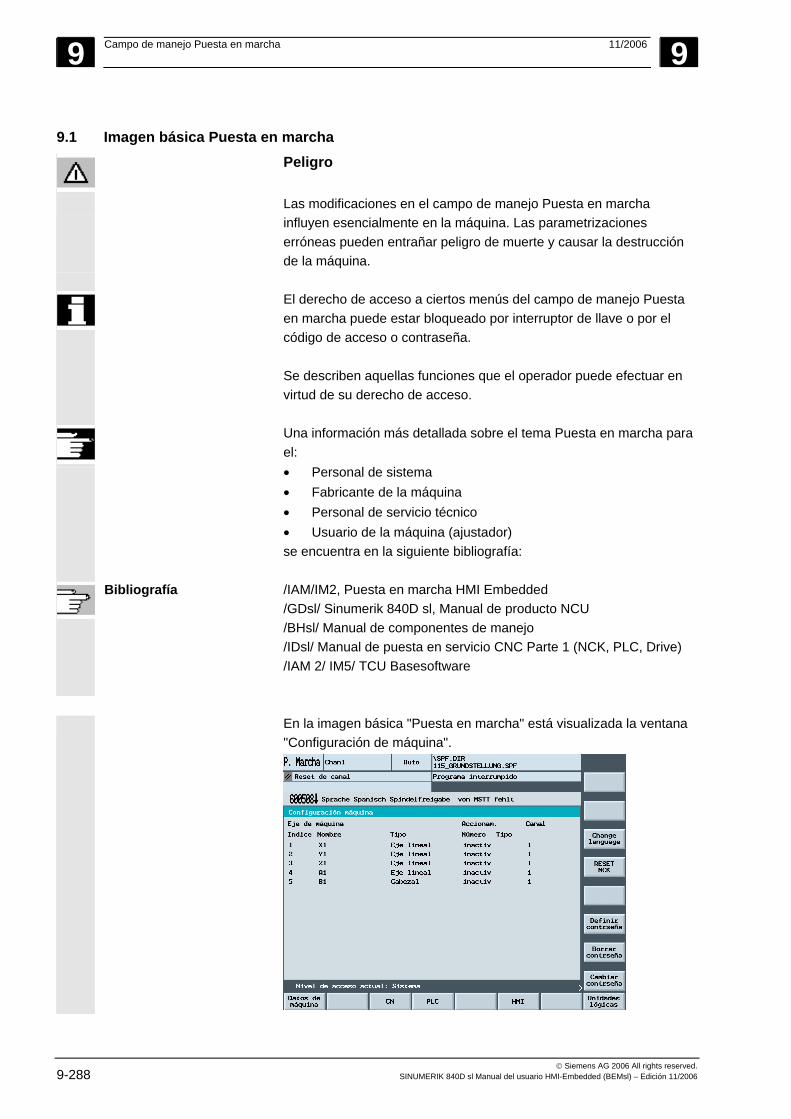
9 Campo de manejo Puesta en marcha 11/2006
9
© Siemens AG 2006 All rights reserved. 9-288 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
9.1 Imagen básica Puesta en marcha Peligro
Las modificaciones en el campo de manejo Puesta en marcha influyen esencialmente en la máquina. Las parametrizaciones erróneas pueden entrañar peligro de muerte y causar la destrucción de la máquina.
El derecho de acceso a ciertos menús del campo de manejo Puesta
en marcha puede estar bloqueado por interruptor de llave o por el código de acceso o contraseña. Se describen aquellas funciones que el operador puede efectuar en virtud de su derecho de acceso.
Una información más detallada sobre el tema Puesta en marcha para el: • Personal de sistema • Fabricante de la máquina • Personal de servicio técnico • Usuario de la máquina (ajustador) se encuentra en la siguiente bibliografía:
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded /GDsl/ Sinumerik 840D sl, Manual de producto NCU /BHsl/ Manual de componentes de manejo /IDsl/ Manual de puesta en servicio CNC Parte 1 (NCK, PLC, Drive) /IAM 2/ IM5/ TCU Basesoftware
En la imagen básica "Puesta en marcha" está visualizada la ventana
"Configuración de máquina".
9 11/2006 Campo de manejo Puesta en marcha 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 9-289
Barra horizontal de menú
Datos de máquina
Permite modificar datos de máquina de todos los campos.
CN
Aquí puede consultar y, en su caso, modificar ajustes de CN para el arranque del CN y la dirección de CN.
HMI
Aquí puede realizar la configuración básica del panel del operador (p. ej.: la configuración de colores).
Unidades lógicas
Accionando el pulsador de menú "Unidades lógicas" se pueden seleccionar las máscaras de configuración para la nueva red. Las "unidades lógicas" se pueden referir tanto a una conexión de red como también a una unidad interna (p. ej.: una Compact Flash Card, una palanca USB , etc.).
Barra vertical de menú
Cambio de
idioma
Se pueden usar dos idiomas en paralelo. Accionando el pulsador de menú "Cambio de idioma" los textos se visualizan en pantalla en el otro idioma.
Si no está cargado el idioma, se visualiza "?". Volviendo a accionar el pulsador de menú "Cambio de idioma", los textos se visualizan en pantalla en el otro idioma.
Reset NCK
Es posible ejecutar un Reset Power On del NCK accionando un pulsador de menú.
Definir código
Puede fijar una palabra clave (código de acceso o contraseña).
Borrar código
Puede borrar una palabra clave.
Cambiar código
Puede modificar su palabra clave.
9 Campo de manejo Puesta en marcha 11/2006
9
© Siemens AG 2006 All rights reserved. 9-290 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
9.2 Visualizar datos de máquina El derecho de acceso al campo "Datos de máquina" puede estar
bloqueado por interruptor de llave o por la contraseña (código de acceso).
Funcionamiento
Sectores Los datos de máquina están divididos en los siguientes sectores: 1. Datos de máquina generales ($MN) 2. Datos de máquina del canal ($MC) 3. Datos de máquina del eje ($MA) 4. Datos de máquina específicos de accionamiento ($MD) 5. Datos de máquina de visualización ($MM)
Para cada uno de estos sectores existe una imagen (pantalla) de lista
propia en la que se pueden modificar los datos de máquina. Se visualizan de izquierda a derecha las informaciones siguientes de los datos de máquina: • Número del dato de máquina • Nombre del dato de máquina (sin identificador del área $MN ,
$MC , $MA , $MD , $MM ), ev. con índice de campo. • Valor del dato de máquina • Unidad del dato de máquina • Efecto
En el caso de datos de máquina sin unidad, está vacía la columna de unidades. Si los datos no están disponibles, se muestra "#" en lugar del valor. Si el valor termina por una "H", se trata de valores en representación hexadecimal.
Las unidades físicas de datos de máquina se visualizan junto al lado
derecho del campo de introducción. Ejemplos:
m/s**2 m/s2 (metros/segundo al cuadrado): Aceleración U/s**3 U/s3 (vueltas/segundo elevado al cubo) Variación de
la aceleración de un eje giratorio kg/m**2 kgm2 (kilos/metro al cuadrado): Momento de inercia mH mH (Milihenrios): Inductancia Nm Nm (Newtons por metro): Par us µs (microsegundos): Temporizador
9 11/2006 Campo de manejo Puesta en marcha 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 9-291
uA µA (microamperios): Intensidad de corriente uVs µVs (microvoltios por segundo): Flujo magnético userdef Definición por el usuario: La unidad es fijada por el
usuario.
En la columna derecha se visualiza el momento cuando un dato de máquina es efectivo: • so = efectivo de forma inmediata • cf = con confirmación a través del pulsador de menú "Activar
DM" • re = Reset • po = POWER ON (NCK-Power-On-Reset)
Bibliografía /IAD/Instrucciones de puesta en marcha: 840D /IAC/Instrucciones de puesta en marcha: 810D /IAF/Instrucciones de puesta en marcha: FM-NC
Pasos a seguir
Datos de máquina
Al accionar el pulsador de menú "Datos de máquina" cambia el menú de pulsadores horizontal y vertical. Puede seleccionar el área deseada de datos de máquina con los siguientes pulsadores de menú:
DM/MD generales
DM/MD canal
DM/MD
eje
• Datos de máquina generales ($MN_), • Datos de máquina específicos de canal ($MC_), • Datos de máquina específicos de eje ($MA_).
Configur. accmto.
En el menú "Configuración del accionamiento" puede informarse acerca de los módulos de accionamiento configurados con la herramienta de puesta en marcha o modificar la configuración del accionamiento.
Peligro
Las modificaciones de configuraciones influyen esencialmente en estaúltima. Las parametrizaciones erróneas pueden entrañar peligro de muerte y causar la destrucción de la máquina.
DM/MD accmto.
Datos de máquina específicos de accionamiento ($MD_)
DM/MD visualiz.
Datos de máquina de panel de operador ($MM_)
9 Campo de manejo Puesta en marcha 11/2006
9
© Siemens AG 2006 All rights reserved. 9-292 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
VSA
Datos de máquina para el accionamiento de avance
HSA
Datos de máquina para el accionamiento de cabezal
Barra vertical de menú
Buscar ...
Para encontrar un determinado dato de máquina, accione el pulsador de menú "Buscar...". Introduzca el nombre o el número del dato de máquina buscado y accione el pulsador de menú "OK".
Seguir buscando
Al accionar el pulsador de menú "Seguir buscando", se pasa en la lista de los datos de máquina de un dato a otro.
9.2.1 Opciones de visualización: Filtro de visualización
Funcionamiento
La finalidad de los filtros de visualización es reducir directamente el número de los datos de máquina visualizados. Para esto se asignan todos los datos de máquina a determinados grupos (p. ej.: datos de configuración) en los sectores: • Datos de máquina generales • Datos de máquina específicos de canal • Datos de máquina por eje • Configuraciones del accionamiento Se debe tener en cuenta lo siguiente: 1. Cada uno de los sectores tiene su propia disposición en grupos. 2. Cada grupo corresponde a un bit en la palabra de filtro (hasta
ahora de reserva). 3. Por cada sector se dispone de 13 grupos como máximo (el grupo
14 está reservado para el modo de experto (ver abajo), el bit 15 está reservado para ampliaciones).
Para los datos de máquina de visualización no se ha realizado ninguna disposición en grupos.
Criterios de filtraje
En la tabla siguiente se muestran los criterios para la visualización de datos de máquina, en el orden en el que son evaluados:
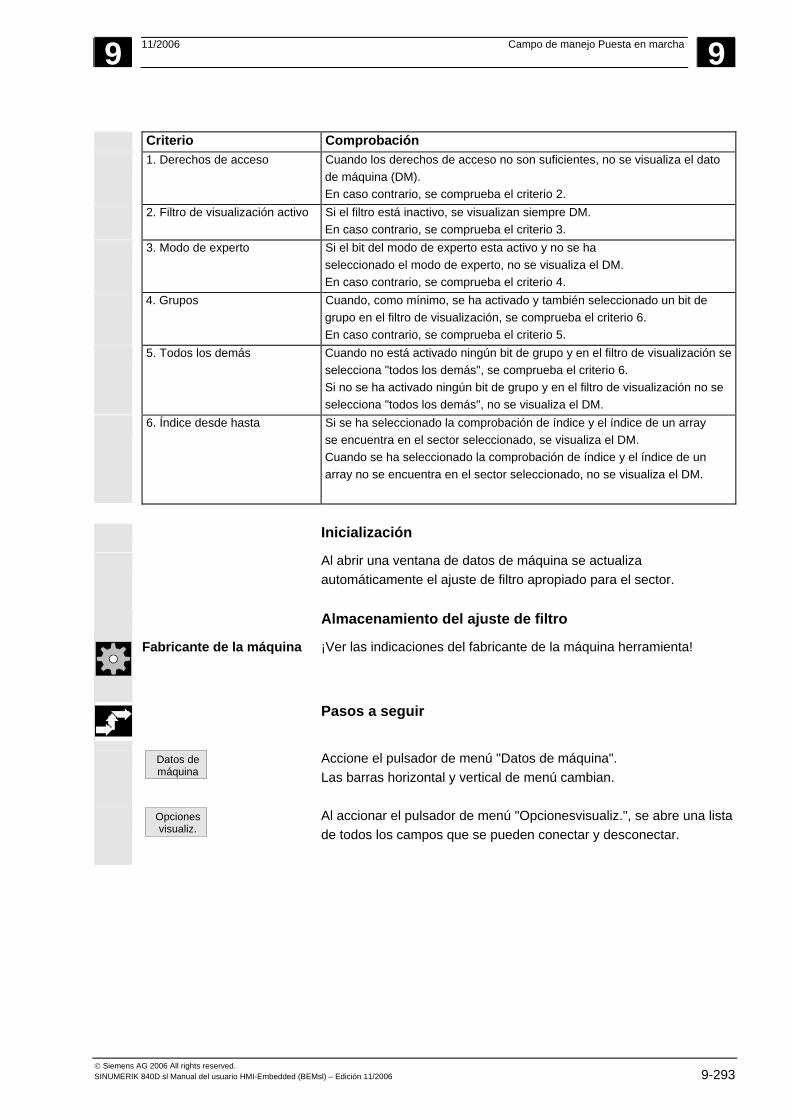
9 11/2006 Campo de manejo Puesta en marcha 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 9-293
Criterio Comprobación 1. Derechos de acceso Cuando los derechos de acceso no son suficientes, no se visualiza el dato
de máquina (DM). En caso contrario, se comprueba el criterio 2.
2. Filtro de visualización activo Si el filtro está inactivo, se visualizan siempre DM. En caso contrario, se comprueba el criterio 3.
3. Modo de experto Si el bit del modo de experto esta activo y no se ha seleccionado el modo de experto, no se visualiza el DM. En caso contrario, se comprueba el criterio 4.
4. Grupos Cuando, como mínimo, se ha activado y también seleccionado un bit de grupo en el filtro de visualización, se comprueba el criterio 6. En caso contrario, se comprueba el criterio 5.
5. Todos los demás Cuando no está activado ningún bit de grupo y en el filtro de visualización se selecciona "todos los demás", se comprueba el criterio 6. Si no se ha activado ningún bit de grupo y en el filtro de visualización no se selecciona "todos los demás", no se visualiza el DM.
6. Índice desde hasta Si se ha seleccionado la comprobación de índice y el índice de un array se encuentra en el sector seleccionado, se visualiza el DM. Cuando se ha seleccionado la comprobación de índice y el índice de un array no se encuentra en el sector seleccionado, no se visualiza el DM.
Inicialización
Al abrir una ventana de datos de máquina se actualiza automáticamente el ajuste de filtro apropiado para el sector.
Almacenamiento del ajuste de filtro
Fabricante de la máquina
¡Ver las indicaciones del fabricante de la máquina herramienta!
Pasos a seguir
Datos de máquina
Accione el pulsador de menú "Datos de máquina". Las barras horizontal y vertical de menú cambian.
Opciones visualiz.
Al accionar el pulsador de menú "Opcionesvisualiz.", se abre una lista de todos los campos que se pueden conectar y desconectar.
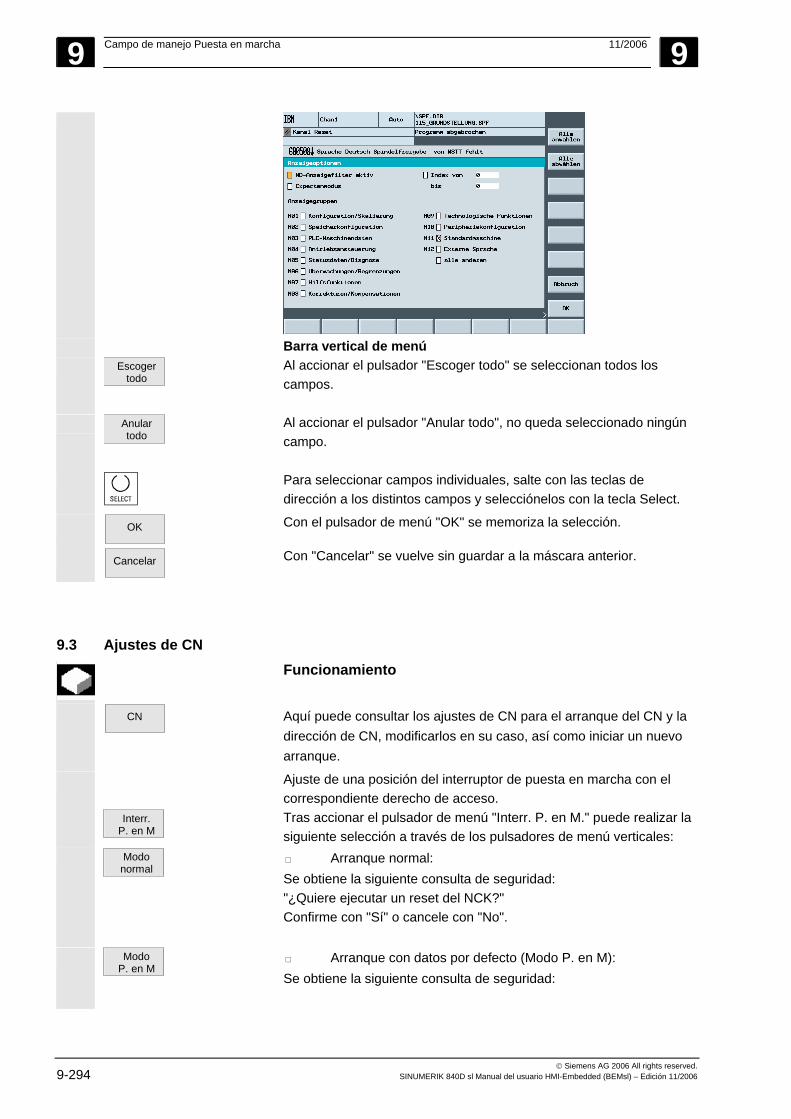
9 Campo de manejo Puesta en marcha 11/2006
9
© Siemens AG 2006 All rights reserved. 9-294 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Barra vertical de menú Escoger
todo Al accionar el pulsador "Escoger todo" se seleccionan todos los campos.
Anular todo
Al accionar el pulsador "Anular todo", no queda seleccionado ningún campo.
Para seleccionar campos individuales, salte con las teclas de dirección a los distintos campos y selecciónelos con la tecla Select.
OK
Con el pulsador de menú "OK" se memoriza la selección.
Cancelar
Con "Cancelar" se vuelve sin guardar a la máscara anterior.
9.3 Ajustes de CN Funcionamiento
CN
Aquí puede consultar los ajustes de CN para el arranque del CN y la dirección de CN, modificarlos en su caso, así como iniciar un nuevo arranque.
Interr. P. en M
Ajuste de una posición del interruptor de puesta en marcha con el correspondiente derecho de acceso. Tras accionar el pulsador de menú "Interr. P. en M." puede realizar la siguiente selección a través de los pulsadores de menú verticales:
Modo normal
□ Arranque normal: Se obtiene la siguiente consulta de seguridad: "¿Quiere ejecutar un reset del NCK?" Confirme con "Sí" o cancele con "No".
Modo P. en M
□ Arranque con datos por defecto (Modo P. en M): Se obtiene la siguiente consulta de seguridad:
9 11/2006 Campo de manejo Puesta en marcha 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 9-295
"Con el borrado general del NCK se borran todos los datos en la memoria respaldada (SRAM) y se cargan los datos de máquina estándar. ¿Ejecutar realmente el borrado general del NCK?"
Con "Sí" se inicia el borrado general y con "No" se cancela el proceso.
Apagar
NCK Accionando el pulsador de menú se produce una desconexión controlada del NCK sin consulta de seguridad.
9.4 PLC Funcionamiento
Se facilita información sobre los estados momentáneos de las siguientes celdas de memoria del PLC, que en caso dado se pueden modificar:
• Ajustar fecha/hora • Leer operandos
Esta función también es posible en el campo de manejo "Diagnóstico".
Las modificaciones de los operandos PLC son únicamente posibles por medio de la contraseña correspondiente.
El modo de proceder para ajustar la fecha/hora y leer los operandos PLC ya ha sido descrito en el apartado 8: "Campo de manejo Diagnóstico" en el apartado "PLC".
Peligro
Las modificaciones de los estados de las celdas de memoria del PLC influyen esencialmente en la máquina. Las parametrizaciones erróneas pueden entrañar peligro de muerte y causar la destrucción de la máquina.
9 Campo de manejo Puesta en marcha 11/2006
9
© Siemens AG 2006 All rights reserved. 9-296 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
9.5 Modificar la interfaz HMI Funcionamiento
Tiene la posibilidad de realizar los siguientes ajustes individuales en la interfaz de HMI Embedded:
• Ajustes del color en pantalla • Definir selección del idioma • Activar protocolización del registro de sucesos • Abrir el editor
Pasos a seguir
HMI
Al accionar el pulsador de menú "HMI" cambia el menú de pulsadores horizontal y vertical. A través de los pulsadores de menú horizontales están disponibles los siguientes submenús:
9.5.1 Ajuste del color
Funcionamiento
Puede realizar sus propios ajustes de color en la interfaz de usuario HMI Embedded.
Pasos a seguir
Colores
Al accionar el pulsador "Colores" se abre el menú "Ajuste de color". En el panel de ventana "Esquema de colores" se encuentra preajustado "Estándar".
Seleccione con la tecla Select el campo "Usuario".
En un panel de ventana se ofrecen entonces las distintas interfaces de usuario HMI (p. ej.: fondo, borde de la ventana, texto de título, CursorEditor, etc.). Según la selección de un campo se obtiene una paleta de color en la cual se puede seleccionar el color deseado con las teclas de dirección y la tecla "Input". Los distintos campos se pueden modificar sucesivamente. Una vez que haya ajustado todas las interfaces de usuario,
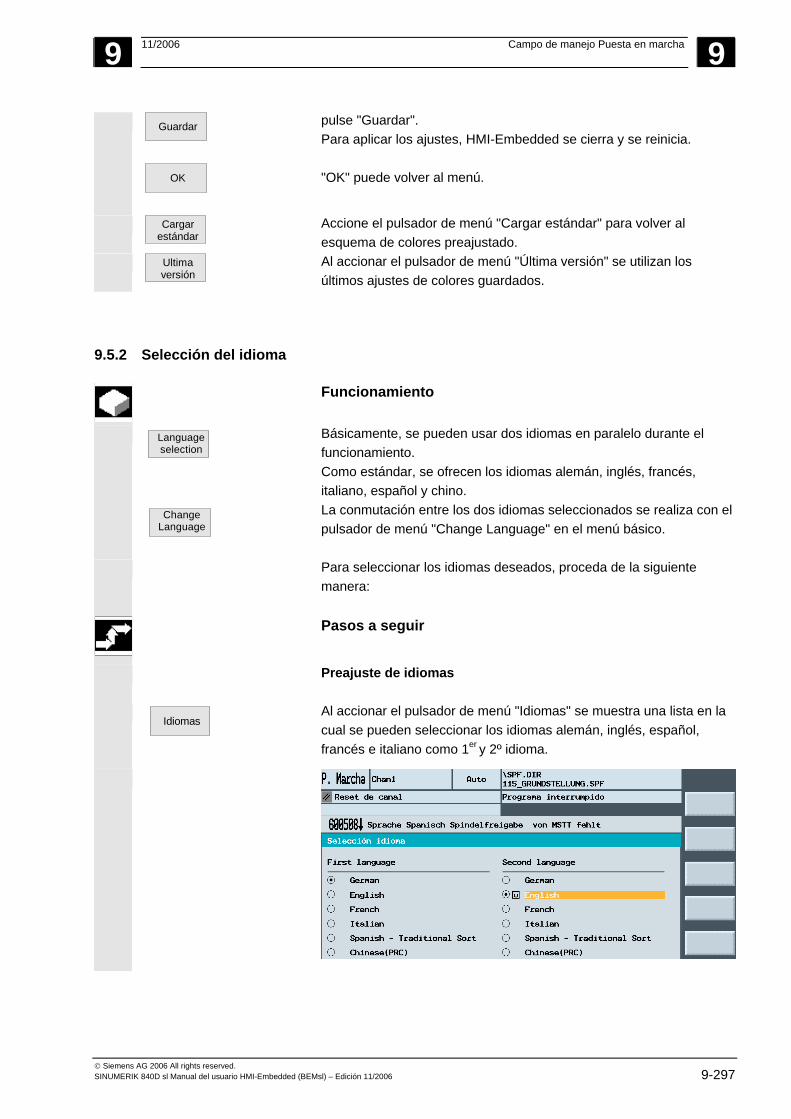
9 11/2006 Campo de manejo Puesta en marcha 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 9-297
Guardar
OK
pulse "Guardar". Para aplicar los ajustes, HMI-Embedded se cierra y se reinicia. "OK" puede volver al menú.
Cargar estándar
Accione el pulsador de menú "Cargar estándar" para volver al esquema de colores preajustado.
Ultima versión
Al accionar el pulsador de menú "Última versión" se utilizan los últimos ajustes de colores guardados.
9.5.2 Selección del idioma
Funcionamiento
Language selection
Change
Language
Básicamente, se pueden usar dos idiomas en paralelo durante el funcionamiento. Como estándar, se ofrecen los idiomas alemán, inglés, francés, italiano, español y chino. La conmutación entre los dos idiomas seleccionados se realiza con el pulsador de menú "Change Language" en el menú básico.
Para seleccionar los idiomas deseados, proceda de la siguiente manera:
Pasos a seguir
Preajuste de idiomas
Idiomas
Al accionar el pulsador de menú "Idiomas" se muestra una lista en la cual se pueden seleccionar los idiomas alemán, inglés, español, francés e italiano como 1er y 2º idioma.
9 Campo de manejo Puesta en marcha 11/2006
9
© Siemens AG 2006 All rights reserved. 9-298 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
OK
Seleccione con la tecla del cursor en la 1ª y 2ª columna de la lista los dos idiomas deseados. Confirme su selección con la tecla de selección "Select". Confirme con "OK".
9.5.3 Registrador de acciones
Registrador acciones
El pulsador de menú ofrece una máscara en pantalla para parametrizar y activar el protocolo registrador de acciones. Se pueden realizar y almacenar los siguientes ajustes: Conexión/desconexión del registro:
Si se conecta el registro se pueden visualizar los siguientes datos: Alarmas Teclas Estado del canal/override ID Windows
OK
Con el pulsador de menú "OK", los ajustes se pueden guardar.
El protocolo se emite en el campo de manejo "Diagnóstico".
9.5.4 Editor (sólo HMI)
Editor (sólo HMI)
El editor permite crear, completar y modificar programas y textos (p. ej.: textos de alarma).
La descripción de esta función, así como los ajustes del editor se indican en el capítulo 2: Secuencias de manejo generales, "Editor"
Edit net-names.ini
Un ejemplo de configuración del fichero NETNAMES.INI se encuentra en la siguiente documentación:
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded, apartado 4: "Conmutar canales" Otros ajustes del editor se describen en /IAM/IM2, Puesta en marcha HMI-Embedded, Capítulo 4: "Ajustar editor".
9 11/2006 Campo de manejo Puesta en marcha 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 9-299
9.6 Configurar unidades lógicas Funcionamiento
Con el HMI Embedded se pueden usar las conexiones para CompactFlash Card, para red y par USB mediante definiciones de unidades lógicas.
Unitat lógica
Se puede establecer hasta un total de 8 enlaces. A través de estos pulsadores de menú configurados se pueden visualizar directorios y programas de distintas posiciones. En los campos de manejo "Programa" y "Servicios" dispone, según la configuración, de estos pulsadores de menú.
La preparación de estos pulsadores de menú adicionales ya se ha descrito anteriormente.
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded, apartado 3: "Modo red con HMI-Embedded".
9.7 Ejecutar reset del NCK Funcionamiento
NCK-Reset
Al accionar el pulsador "Reset NCK" aparece la consulta de seguridad "¿Quiere ejecutar un reset del NCK?". Al accionar el pulsador de menú "Sí" se reinicia el ordenador. Al accionar el pulsador de menú "No" se llega a la máscara anterior.
9.8 Ajustar, borrar, modificar contraseña Funcionamiento
En el control existe un esquema de niveles de protección para el acceso a áreas de datos. Al respecto existen los niveles de protección 0 a 7, considerando: • 0 representa el nivel más alto y • 7 el nivel más bajo.
Bloqueo de los niveles de protección • 0 a 3 tiene lugar mediante contraseña y • 4 a 7 a través de las posiciones del interruptor de llave
El operador sólo tiene acceso a las informaciones que corresponden a una categoría de protección determinada y a las categorías de protección más bajas. Los datos de máquina son ajustados como estándar con categorías de protección diferentes.
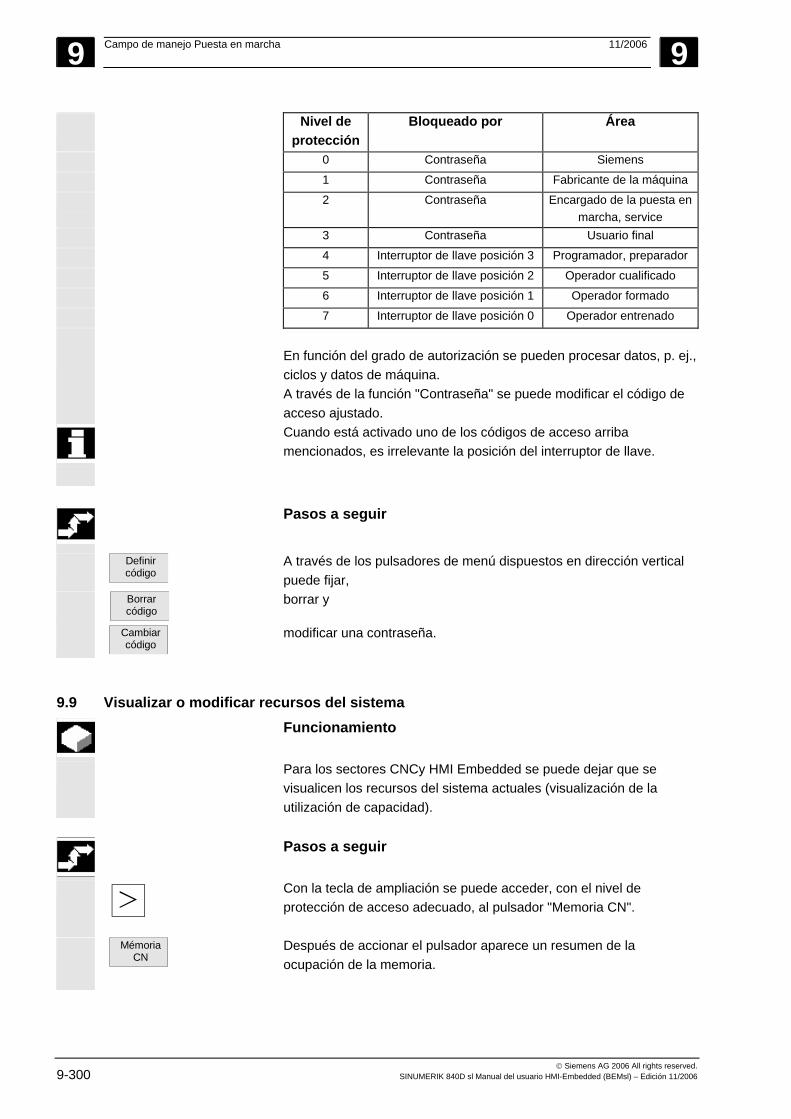
9 Campo de manejo Puesta en marcha 11/2006
9
© Siemens AG 2006 All rights reserved. 9-300 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
Nivel de protección
Bloqueado por Área
0 Contraseña Siemens 1 Contraseña Fabricante de la máquina 2 Contraseña Encargado de la puesta en
marcha, service 3 Contraseña Usuario final 4 Interruptor de llave posición 3 Programador, preparador 5 Interruptor de llave posición 2 Operador cualificado 6 Interruptor de llave posición 1 Operador formado 7 Interruptor de llave posición 0 Operador entrenado En función del grado de autorización se pueden procesar datos, p. ej.,
ciclos y datos de máquina. A través de la función "Contraseña" se puede modificar el código de acceso ajustado.
Cuando está activado uno de los códigos de acceso arriba mencionados, es irrelevante la posición del interruptor de llave.
Pasos a seguir
Definir código
A través de los pulsadores de menú dispuestos en dirección vertical puede fijar,
Borrar código
borrar y
Cambiar código
modificar una contraseña.
9.9 Visualizar o modificar recursos del sistema Funcionamiento
Para los sectores CNCy HMI Embedded se puede dejar que se visualicen los recursos del sistema actuales (visualización de la utilización de capacidad).
Pasos a seguir
Con la tecla de ampliación se puede acceder, con el nivel de protección de acceso adecuado, al pulsador "Memoria CN".
Mémoria CN
Después de accionar el pulsador aparece un resumen de la ocupación de la memoria.
9 11/2006 Campo de manejo Puesta en marcha 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006 9-301
La ventana "Resumen de memoria" visualiza la memoria de usuario,
• la memoria SRAM estática de usuario y • la memoria DRAM dinámica de usuario
con los datos • memoria total, • memoria ocupada y • memoria libre
en bytes.
Observaciones adicionales
SRAM
o DRAM
Details
Existen más pulsadores de menú que visualizan las capacidades de memoria de forma más detallada.
En estas distintas pantallas existe la posibilidad de conseguir un aprovechamiento óptimo de la memoria a través de la modificación directa del dato de máquina.
Bibliografía /IAM/IM2, Puesta en marcha HMI Embedded, apartado 5: "Visualizar y editar recursos del sistema"

9 Campo de manejo Puesta en marcha 11/2006
9
© Siemens AG 2006 All rights reserved. 9-302 SINUMERIK 840D sl Manual del usuario HMI-Embedded (BEMsl) – Edición 11/2006
10 11/2006 Mantenimiento 10
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 10-303
Mantenimiento 10.1 Datos de operación............................................................................................... 10-304
10.2 Limpieza................................................................................................................ 10-304
10 Mantenimiento 11/2006 10.1 Datos de operación
10
© Siemens AG 2006 All rights reserved. 10-304 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
10.1 Datos de operación Datos de operación Valor Humedad del aire; clase de humedad según DIN
40040 F
Presión atmosférica 860 a 1080 hPa Protección contra contactos directos,
clase de protección según DIN VDE 0160 I
Grado de protección según DIN 40050
• Lado frontal panel de operador IP 54 • Lado posterior panel de operador IP 00 • Lado frontal panel de mando de máquina IP 54 • Lado posterior panel de mando de máquina IP 00
Los datos completos de aplicación y de manejo se describen en las hojas de anexo correspondientes o en la documentación:
Bibliografía /BH/ Manual de componentes de manejo.
10.2 Limpieza Productos de limpieza El lado frontal del monitor y la superficie del panel de operador se
pueden limpiar. En caso de suciedad poco problemática, se deberían utilizar detergentes lavavajillas caseros usuales o el limpiador industrial "Special Swipe". Estos agentes limpiadores disuelven también la suciedad que contiene grafito. Por breve tiempo, pueden utilizarse también agentes limpiadores que contengan uno o varios de los siguientes componentes:
• Ácidos minerales diluidos • Bases • Hidrocarburos orgánicos • Detergentes disueltos
Plásticos utilizados Los plásticos utilizados en las partes frontales del SINUMERIK 840D son adecuados para su utilización en máquinas herramienta. En consecuencia son resistentes a:
1. Grasas, aceites, aceites minerales 2. Bases y lejías 3. Detergentes disueltos 4. Alcohol
¡Ha de evitarse la acción de disolventes como, p. ej., hidrocarburos clorados, benceno, ésteres y éteres!
A 11/2006 Anexo A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-305
Anexo A Abreviaturas............................................................................................................A-306
B Conceptos ...............................................................................................................A-315
A Anexo 11/2006 A Abreviaturas
A
© Siemens AG 2006 All rights reserved. A-306 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
A Abreviaturas µC Microcontrolador
A Salida
ASCII American Standard Code for Information Interchange: Código
estándar americano para el intercambio de la información
ASIC Application Specific Integrated Circuit: Circuito integrado del usuario
ASUP Subprograma asíncrono
AV Preparación del trabajo
AWL Lista de instrucciones
BA Modo de operación
BB Listo para el servicio
BCD Binary Coded Decimals: Decimales codificados en binario
BHG Botonera manual
BIN Ficheros binarior (Binary Files)
BIOS Basic Input Output System
BKS Sistema de coordenadas básico
BOF Interfaz de operador (hombre-máquina)
BOT Boot Files: Ficheros de arranque para SIMODRIVE 611 D
BT Panel de operador
BTSS Interfaz de panel de operador
BuB, B&B Manejo y visualización
CAD Computer-Aided Design
CAM Computer-Aided Manufacturing
A 11/2006 AnexoA Abreviaturas
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-307
CNC Computerized Numerical Control: Control numérico computerizado
Código ISO Código para cinta perforada, la cantidad de perforaciones es siempre par
COM Comunicación
CP Communication Processor
CPU Central Processing Unit: Unidad central de proceso
CR Carriage Return
CRT Cathode Ray Tube: Tubo de imagen
CSB Central Service Board: Tarjeta del PLC
CTS Clear To Send: Código de "Preparado para enviar" en transmisiones de datos serie
CUTOM Cutter Radius Compensation: Corrección de radio de herramienta
DAU Convertidor analógico/digital
DB Módulo (bloque) de datos en el PLC
DBB Byte de módulo (bloque) de datos en el PLC
DBW Palabra de módulo (bloque) de datos en el PLC
DBX Bit de módulo (bloque) de datos en el PLC
DC Direct Control: Desplazamiento del eje giratorio por la vía más corta a la posición absoluta dentro de una vuelta
DCD Carrier Detect
DDE Dynamic Data Exchange
DEE Terminal de datos
DIN Deutsche Industrie Norm: Norma Industrial Alemana
DIO Data Input/Output: Señalización en la pantalla para la transmisión de datos
DIR Directory: Directorio
A Anexo 11/2006 A Abreviaturas
A
© Siemens AG 2006 All rights reserved. A-308 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
DLL Dynamic Link Library
DM Dato de Máquina (DM)
DOE Dispositivo de transferencia de datos
DOS Disk Operating System
DPM Memoria de doble acceso
DPR RAM de doble acceso
DRAM Dynamic Random Access Memory
DRF Differential Resolver Function: Función resolver diferencial (volante)
DRY Dry Run: Avance de recorrido de prueba
DSB Decoding Single Block: Decodificación secuencia a secuencia
DW Palabra de datos
E Entrada
E/A Entrada/Salida
E/R Unidad de alimentación/realimentación (alimentación eléctrica) de SIMODRIVE 611 (D)
EIA-Code Código para cinta perforada, la cantidad de perforaciones es siempre impar
ENC Encoder: Captador de posición real
EPROM Erasable Programmable Read Only Memory (memoria de lectura modificable y programable eléctricamente)
ERROR Error from printer
FB Bloque de función
FBS Pantalla plana
FC Function Call: Módulo de funciones en el PLC
FDB Base de datos de productos/artículos
A 11/2006 AnexoA Abreviaturas
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-309
FDD Floppy Disk Drive
FEPROM Flash-EPROM: Memoria de lectura y escritura
FIFO First In First Out: Tipo de almacenamiento en memoria sin direccionamiento, en el cual los datos son leídos en el mismo orden en el que fueron almacenados.
FIPO Interpolador fino
FM Módulo de función
FM-NC Control numérico implementado en un módulo funcional
FPU Floating Point Unit: Unidad de coma flotante
FRA Módulo Frame
FRAME Registro de datos (macro)
FRK Corrección del radio de la fresa
FST Feed Stop: Parada de avance
FUP Esquema de funciones (método de programación para PLC)
GMO/GCS Grupo de modos de operación
GP Programa base
GUD Global User Data: Datos globales del usuario
HD Hard Disk: Disco duro
HEX Denominación abreviada para número hexadecimal
HiFu Función auxiliar
HMS Sistema de medida de alta resolución
HSA Accionamiento de cabezal
HW Hardware
IF Desbloqueo de impulsos del módulo de accionamiento
IK (GD) Comunicación implícita (datos globales)
A Anexo 11/2006 A Abreviaturas
A
© Siemens AG 2006 All rights reserved. A-310 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
IKA Interpolative Compensation: Compensación interpolatoria
IM Interface-Modul: Módulo de interfaz
IMR Interface-Modul Receive: Módulo de conexión para el servicio de recepción
IMS Interface-Modul Send: Módulo de conexión para el servicio de transmisión
INC Increment: Acotado incremental
INI Initializing Data: Datos de inicialización
IPO Interpolador
ISA International Standard Architecture
ISO International Standard Organization
JOG Jogging: Manejo convencional para preparación (manual)
K1 .. K4 Canal 1 a canal 4
K-Bus Bus de comunicación
KD Giro de coordenadas
KOP Esquema de contactos (método de programación para PLC)
KÜ Relación de transmisión
Kv Ganancia del lazo de regulación
LCD Liquid-Crystal Display: Pantalla de cristal líquido
LED Light Emitting Diode: Diodo luminiscente
LF Line Feed – fin de una secuencia, se genera accionando la tecla ENTER.
LMS Sistema de medida de la posición
LR Regulador de posición
LUD Local User Data
A 11/2006 AnexoA Abreviaturas
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-311
MB Megabyte
MDA Manual Data Automatic: Introducción de programa manual
MK Circuito de medida
MKS Sistema de coordenadas de máquina
MLFB (Código SIEMENS) Referencia
MMC Man Machine Communication: Interfaz hombre-máquina del control numérico para manejo, programación y simulación
MPF Main Program File: Programa de pieza (programa principal) del CN
MPI Multi Port Interface: Interfaz multipunto
MS- Microsoft (fabricante de software)
MSTT Panel de mando de la máquina
NC Numerical Control: Control numérico (CN)
NCK Numerical Control Kernel: Núcleo del control numérico con procesamiento de secuencias, margen de desplazamiento, etc.
NCU Numerical Control Unit: Unidad de hardware del NCK
NRK Denominación del sistema operativo del NCK
NST Señal de interfaz
NURBS Non Uniform Rational B-Spline
NV Decalaje del origen
OB Módulo de organización en el PLC
OEM Original Equipment Manufacturer: fabricante de la máquina
OP Operation Panel: Panel de operador
OPI Operation Panel Interface: Conexión para el panel de operador
OPT Options: Opciones
A Anexo 11/2006 A Abreviaturas
A
© Siemens AG 2006 All rights reserved. A-312 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
OSI Open Systems Interconnection: Normalización para la comunicación con ordenadores
P-Bus Bus de periferia
PC Personal Computer
PCIN Nombre del software para el intercambio de datos con el control
PCMCIA Personal Computer Memory Card International Association: Normativa de tarjetas de memoria enchufables
PG Programadora
PLC Sistema de automatización
PLC Programmable Logic Control: Autómata programable
POS Posicionamiento
RAM Random Access Memory: Memoria de programa para lectura y escritura
REF Función "Aproximación al punto de referencia"
REPOS Función "Reposicionamiento"
RISC Reduced Instruction Set Computer: Tipo de procesador con juego de instrucciones reducido y tiempos de elaboración muy cortos
ROV Rapid Override: Corrección del rápido
RPA R-Parameter Active: Zona de memoria en NCK para R- NCK para números de parámetro R
RPY Roll Pitch Yaw: Modo de giro de un sistema de coordenadas
RTS Request To Send: Conexión de la unidad de transmisión, señal de control de interfaces serie de datos
SBL Single Block: Secuencia a secuencia
SCK Software Configuration Kit (herramienta suministrada con el Screen-Kit)
SD Dato de operador
SDB Bloque de sistema

A 11/2006 AnexoA Abreviaturas
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-313
SEA Setting Data Active: Identificación (tipo de fichero) para datos de operador
SFB Módulo de funciones del sistema
SFC System Function Call
SK Pulsador de menú (Softkey)
SKP Skip: Omitir secuencia
SM Motor paso a paso
SPF Sub Program File: Subprograma
SPS Autómata o controlador programable
SRAM Memoria estática (respaldada)
SRK Corrección del radio del filo
SSFK Corrección del error del paso de husillo
SSI Serial Synchron Interface: Interfaz serie síncrona
Start-up Puesta en marcha
SW Software
SYF System Files: Ficheros de sistema
TEA Testing Data Active: Identificación de datos de máquina
TO Tool Offset: Corrección de herramienta
TOA Tool Offset Active: Identificación de correcciones de herramienta (tipo de archivo).
TRANSMIT Transform Milling into Turning: Transformación del sistema de coordenadas en un torno para realizar operaciones de fresado
UFR User Frame: Decalaje del origen
UP Subprograma
V.24 Interfaz serie (Definición de las líneas de intercambio entre DEE y DÜE) de un ordenador
A Anexo 11/2006 A Abreviaturas
A
© Siemens AG 2006 All rights reserved. A-314 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
VSA Accionamiento de avance
WDP Work Piece Directory: Directorio de piezas
Window-ID Número unívoco en todo el sistema de una ventana o una máscara
WKS Sistema de coordenadas de pieza
WKZ Herramientas
WLK Corrección longitudinal de herramienta
WOP Programación orientada al taller
WRK Corrección de radio de herramienta
WZK Corrección de herramienta
WZW Rectificado
ZOA Zero Offset Active: Identificador de datos de decalaje de origen
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-315
B Conceptos Se indican en orden alfabético los conceptos importantes. El signo ->
remite a conceptos que aparecen en la parte explicativa y para los cuales existe una definición propia en este glosario.
A
Acciones síncronas 1. Salida de funciones auxiliares Durante el mecanizado de la pieza, se pueden emitir desde el programa CNC funciones tecnológicas (-> funciones auxiliares) al PLC. A través de estas funciones auxiliares, se controlan, por ejemplo, dispositivos adicionales de la máquina herramienta, tales como pinola, pinzas, mandril de sujeción, etc.
2. Salida rápida de funciones de ayuda Para funciones de conmutación críticas en el tiempo, los tiempos de acuse de recibo para las -> funciones auxiliares se pueden reducir al mínimo, evitando puntos de parada innecesarios en el proceso de mecanizado.
Aceleración con
limitación de sacudidas Para conseguir un comportamiento de aceleración óptimo en la máquina, protegiendo al mismo tiempo la mecánica, se puede conmutar en el programa de mecanizado entre aceleración brusca y aceleración continua (sin sacudidas).
Acotado absoluto Indicación de la meta de desplazamiento de un eje mediante una cota referida al origen del sistema de coordenadas actualmente válido. Ver también -> Medida incremental.
Acotado incremental También medida incremental: indicación de una meta de desplazamiento de un eje a través de un recorrido a ejecutar y una dirección con relación a un punto ya alcanzado. Ver también -> Acotado absoluto.
Acotado incremental Indicación de la longitud del recorrido de desplazamiento mediante el número de incrementos (acotado incremental). El número de incrementos puede estar consignado como -> dato de operador o se puede seleccionar con las correspondientes teclas 10, 100, 1000, 10 000.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-316 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Alarmas Todos los -> avisos y alarmas se muestran en el panel de servicio en texto explícito con la fecha y la hora y el correspondiente símbolo para el criterio para el acuse. La indicación se efectúa separadamente por alarmas y avisos. 1. Alarmas y avisos en el programa de pieza
Las alarmas y los avisos se pueden visualizar directa y textualmente a partir del programa de pieza.
2. Alarmas y avisos del PLC Las alarmas y los avisos de la máquina se pueden visualizar textualmente a partir del programa del PLC. Para ello, no se precisan grupos adicionales de módulos funcionales.
Archivo Lectura de archivos y/o directorios a una unidad de almacenamiento
externa.
Arranque Carga del programa de sistema después de Power On.
Autómata programable Los autómatas programables (PLC) son controladores electrónicos cuya función está almacenada como programa en el aparato de control. Por lo tanto, la estructura y el cableado del aparato no dependen de la función del control. El PLC tiene la estructura de un ordenador; se compone de una CPU (unidad central) con memoria, módulos de entrada/salida y un sistema de bus interno. Los periféricos y el lenguaje de programación están adaptados a las condiciones de la técnica de control.
Automático Modo del control (modo de sucesión de secuencias según DIN): Modode operación en sistemas CN donde se selecciona un -> programa de pieza y se ejecuta de forma continua.
Avance de contorneado El avance sobre la trayectoria actúa en los -> ejes de contorneado. Representa la suma geométrica de los avances de los -> ejes geométricos afectados.
Avance inverso al tiempo
En SINUMERIK FM-NC y 840D, se puede programar, en lugar de la velocidad de avance para el desplazamiento del eje, el tiempo que debe ocupar la trayectoria de una secuencia (G93).
Ayuda de ciclos En el área de manejo "Programa" se listan en el menú "Ayuda de ciclos" los ciclos disponibles. Tras la selección del ciclo de mecanizado deseado se visualizan los parámetros necesarios para la asignación de valores en texto explícito.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-317
B
Back up Respaldo del contenido de la memoria en un dispositivo de almacenamiento externo.
Borrado general En el borrado general se borran las siguientes memorias de la -> CPU: • La -> memoria de trabajo • El área de escritura/lectura de la -> memoria de carga • La -> memoria de sistema • La -> memoria Backup
B-Spline En el spline B, las posiciones programadas no son puntos de interpolación, sino únicamente "puntos de control". La curva generada no pasa directamente por los nodos de control sino cerca de ellos (opcionalmente polígono de primer, segundo o tercer grado).
Bus S7-300 El bus S7-300 es un bus de datos serie a través del cual comunican los módulos y reciben la tensión necesaria. La conexión entre los módulos se establece mediante -> conectores de bus.
Búsqueda de número de secuencia
Para comprobar programas de pieza o después de una cancelación del mecanizado, se puede seleccionar con la función Búsqueda de secuencia cualquier punto en el programa de pieza en el cual se quiere iniciar o continuar el mecanizado.
Búsqueda del punto de referencia
Si el sistema de medición de desplazamiento utilizado no es un captador absoluto de posición, es necesaria la búsqueda del punto de referencia para asegurar que los valores reales suministrados por el sistema de medida coincidan con los valores de coordenadas de máquina.
C
Cabezales La funcionalidad de los cabezales se distingue en dos niveles de potencia: 1. Cabezales: Accionamientos de cabezal con regulación de
velocidad de giro o de posición, analógicos +10V (SINUMERIK FM-NC) digitales (SINUMERIK 840D)
2. Cabezales auxiliares: Accionamientos de cabezal con control de velocidad de giro, paquete de funciones "Cabezal auxiliar", p. ej., para herramientas accionadas.
Cables de conexión Los cables de conexión son cables de 2 hilos con 2 conectores,
prefabricados o a fabricar por el mismo usuario. Estos cables de conexión conectan la -> CPU a través de la -> interfaz multipunto (MPI) con una -> PG o con otras CPU.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-318 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Canal Un canal se caracteriza porque puede ejecutar un -> programa de pieza independientemente de otros canales. Un canal tiene el control exclusivo de los ejes y cabezales que le han sido asignados. Los ciclos de programa de pieza de distintos canales se pueden coordinar mediante -> sincronización.
Canal de mecanizado Una estructura por canales permite reducir los tiempos no productivos con ciclos de desplazamiento paralelos; p. ej.: desplazamiento de un cargador simultáneo al mecanizado. En este contexto, un canal CNC se tiene que considerar como control CNC propio con decodificación, preparación de secuencias e interpolación.
Carril DIN El carril DIN sirve para la fijación de los módulos de un S7-300.
Ciclo Subprograma protegido para la ejecución de un proceso de mecanizado repetido en la -> pieza. Un código CN generado mediante "Completar interfaz hombre-máquina" o un proceso geométrico se compone de varias líneas.
Ciclos estándar Para tareas de mecanizado recurrentes se dispone de ciclos estándar: • Para la tecnología Taladrar/Fresar • Para la tecnología Tornear En el área de manejo "Programa" se listan en el menú "Ayuda de ciclos" los ciclos disponibles. Tras la selección del ciclo de mecanizado deseado se visualizan los parámetros necesarios para la asignación de valores en texto explícito.
Circuitos de medida • SINUMERIK FM-NC: los circuitos de medida necesarios para ejes y cabezales están integrados como estándar en el módulo de control. En total, se pueden realizar máx. 4 ejes y cabezales, utilizando hasta 2 cabezales.
• SINUMERIK 840D: la evaluación de captadores de posición se encuentra en los módulos de accionamiento SIMODRIVE 611D. La configuración máxima es de total 8 ejes y cabezales; se admiten hasta 5 cabezales.
Clave de programación Caracteres y cadenas de caracteres que tienen un significado
definido en el lenguaje de programación para -> programas de pieza (ver Instrucciones de programación).
CNC -> CN
COM Componente del control CN para la ejecución y la coordinación de la comunicación.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-319
Compensación de error de paso de husillo
Compensación a través del control de imprecisiones mecánicas de un husillo de bolas que participa en el avance mediante valores medidos consignados de las desviaciones.
Compensación de errores de cuadrante
Los errores de contorno en transiciones de cuadrante producidos por cambios en las condiciones de fricción en guías se pueden eliminar en gran parte con la compensación de errores de cuadrante. La parametrización de la compensación de errores de cuadrante tiene lugar mediante un test circular.
Compensación de la deriva
Durante la fase de velocidad constante de los ejes CNC se produce una compensación automática de la deriva de la regulación de velocidad analógica.
Compensación del juego Compensación de un juego mecánico de la máquina, p. ej., huelgo en husillos de bolas. La compensación del juego se puede introducir por separado para cada eje.
Compensación interpolatoria
Con la ayuda de la compensación interpolatoria se pueden compensar errores de paso del husillo debidos a la fabricación y errores del sistema de medida (SSFK, MSFK).
Conector de bus Un conector de bus es un accesorio de S7-300 que se entrega junto con los -> módulos periféricos. Un conector de bus amplía el -> bus S7-300 de la -> CPU o de un módulo periférico al módulo periférico contiguo.
Contorno Contorno de la -> pieza.
Contorno de la pieza Contorno teórico de la -> pieza a ejecutar/mecanizar.
Contorno de pieza acabada
Contorno de la pieza mecanizada. Ver también -> Pieza en bruto.
Control anticipativo dinámico
El control anticipativo dinámico en función de la aceleración permite eliminar prácticamente las imprecisiones del contorno causadas por errores de seguimiento. De este modo se consigue, incluso con elevadas velocidades de contorneado, una excelente precisión de mecanizado. El control anticipativo se puede seleccionar y cancelar específicamente para el eje a través del programa de pieza.
Control de velocidad Para poder alcanzar una velocidad de desplazamiento aceptable en movimientos de desplazamiento con magnitudes muy pequeñas por secuencia, se puede ajustar una evaluación anticipativa a lo largo de varias secuencias (-> Look Ahead).
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-320 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Coordenadas polares Sistema de coordenadas que define la posición de un punto en un plano mediante su distancia del origen y el ángulo que forma el vector de radio con un eje definido.
Corrección de herramienta
Con la programación de una función T (5 décadas en números enteros) en la secuencia se produce la selección de la herramienta. A cada número T se pueden asignar hasta nueve filos (direcciones D). El número de herramientas a gestionar en el control se ajusta mediante configuración.
Corrección del avance A la velocidad programada se superpone el ajuste de velocidad actual a través del panel de mando de la máquina o desde el PLC (0-200%). La velocidad de avance se puede corregir adicionalmente en el programa de mecanizado mediante un factor de porcentaje programable (1-200%).
Corrección del radio de herramienta
Para poder programar directamente un -> contorno de herramienta deseado, el control tiene que ejecutar una trayectoria equidistante frente al contorno programado, teniendo en cuenta el radio de la herramienta utilizada. (G41/G42).
Corrección del radio del filo
En la programación de un contorno se parte de una herramienta de punta. Dado que, en la práctica, esto no se puede realizar, se indica al control el radio de curvatura de la herramienta y éste lo tiene en cuenta. El centro de la curvatura se lleva, desplazado en el radio de curvatura, de forma equidistante alrededor del contorno.
Cotas métricas y en pulgadas
En el programa de pieza se pueden programar los valores de posiciones y pasos en pulgadas. Independientemente del acotado programable (G70/G71), el control es ajustado a un sistema básico.
CPU Central Processor Unit, -> autómata programable
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-321
D
Datos de operador Datos que comunican las características de la máquina herramienta de una forma definida por el software del sistema al control CN.
Decalaje de origen Definición de un nuevo punto de referencia para un sistema de coordenadas con relación a un origen existente y un -> frame. 1. SINUMERIK FM-NC, ajustable: Se pueden seleccionar cuatro
decalajes de origen independientes por cada eje CNC. SINUMERIK 840D: Se dispone de un número configurable de decalajes de origen ajustables para cada eje CNC. Los decalajes seleccionables a través de funciones G actúan de forma alternativa.
2. Externo Adicionalmente a todos los decalajes que definen la posición del origen de pieza, se puede superponer un decalaje de origen externo - mediante el volante (decalaje DRF) o - desde el PLC.
3. Programable Con la instrucción TRANS se pueden programar decalajes de origen para todos los ejes de contorneado y de posicionado.
Decalaje de origen
externo Decalaje de origen establecido por el -> PLC.
Definición de variables Una definición de variables comprende la definición de un tipo de datos y un nombre de variable. Con el nombre de variable se puede activar el valor de la variable.
Derechos de acceso Los bloques de programa CNC y los datos están protegidos mediante un procedimiento de acceso de 7 niveles: • 3 niveles de contraseña para fabricantes de sistemas, fabricantes
de máquinas y usuarios, así como • 4 posiciones del interruptor de llave que se pueden evaluar a
través del PLC
Desplazamiento a tope fijo
Las máquinas herramienta se pueden desplazar de forma definida a puntos fijos, tales como punto de cambio de herramienta, punto de carga, punto de cambio de palette, etc. Las coordenadas de dichos puntos están consignadas en el control. El control desplaza los ejes en cuestión, si es posible, en -> rápido.
Desplazamiento al punto fijo de la máquina
Movimiento de desplazamiento a uno de los -> puntos fijos de la máquina predefinidos.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-322 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Diagnóstico 1. Campo de manejo del control 2. *El control cuenta tanto con un programa de autodiagnóstico como
con ayudas para la prueba utilizables en el servicio: indicaciones de estado, alarma y servicio.
Dirección Una dirección es la identificación de un determinado operando o
gama de operando (p. ej.: entrada, salida, etc).
Diseño mecánico • SINUMERIK FM-NC se incorpora en la fila de CPU de SIMATIC S7-300. El módulo totalmente encapsulado con una anchura de 200 mm corresponde en su estructura exterior a los módulos SIMATIC S7-300.
• SINUMERIK 840D se incorpora como módulo compacto en el sistema de convertidor SIMODRIVE 611D. Sus dimensiones corresponden a un módulo SIMODRIVE 611D con una anchura de 50 mm. El módulo SINUMERIK 840D se compone del módulo NCU y del NCU-Box.
DRF Differential Resolver Function: Función CN que en combinación con
un volante electrónico genera un decalaje de origen en Automático.
E
Editor El editor permite crear, modificar, completar, agrupar e insertar programas/textos/secuencias de programas.
Editor de textos -> Editor
Eje básico Ejes cuyo valor teórico o real se utiliza para el cálculo de un valor de compensación.
Eje C Eje alrededor del cual se ejecuta un movimiento giratorio controlado y un posicionamiento con el cabezal porta piezas.
Eje de compensación Eje cuyo valor nominal o real se modifica con el valor de compensación.
Eje de contorneado Los ejes de contorneado son todos los ejes de mecanizado del -> canal que son conducidos por el -> interpolador de modo que arrancan, aceleran, se detienen y alcanzan el punto final de forma simultánea.
Eje de posicionado Eje que ejecuta un movimiento auxiliar en una máquina herramienta. (p. ej.: almacén de herramientas, transporte de paletas). Los ejes de posicionado son ejes que no interpolan con los -> ejes de contorneado.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-323
Eje de redondeo Los ejes de redondeo producen un giro de la pieza o la herramienta a una posición angular correspondiente a una retícula de división. Al alcanzar una retícula, el eje de redondeo se encuentra "en posición".
Eje geométrico Los ejes geométricos sirven para describir un área bi o tridimensional en el sistema de coordenadas de pieza.
Eje giratorio Los ejes giratorios producen un giro de la pieza o la herramienta a una posición angular definida.
Eje giratorio sin fin Según el caso de aplicación, el área de desplazamiento de un eje giratorio se puede seleccionar como menos de 360 grados o como giro sin fin en ambas direcciones. Los ejes giratorios sin fin se utilizan, por ejemplo, para mecanizados de excéntricos, rectificados y tareas de bobinado.
Eje lineal Al contrario que el eje giratorio, el eje lineal es un eje que describe una línea recta.
Ejes Los ejes CNC se clasifican de acuerdo con su funcionalidad en: • Ejes: ejes de contorneado con interpolación • Ejes auxiliares: ejes de aproximación y posicionamiento sin
interpolación y con avance específico por eje. Los ejes auxiliares no participan en el mecanizado en sí (p. ej.: alimentador, almacén de herramientas).
Ejes de máquina Ejes físicamente presentes en la máquina herramienta.
Ejes síncronos Para realizar su desplazamiento, los ejes síncronos necesitan el
mismo tiempo que los ejes geométricos para su trayectoria.
Entrada • SINUMERIK FM-NC ofrece una interfaz analógica de +10V hacia el sistema de regulación SIMODRIVE 611A.
• El sistema de control SINUMERIK 840D está conectado con el sistema SIMODRIVE 611D a través de un bus paralelo digital de alta velocidad.
Entradas/salidas
digitales rápidas A través de las entradas digitales se pueden, por ejemplo, iniciar rutinas de programa rápidas (rutinas de interrupción). A través de las salidas CNC digitales se pueden iniciar funciones de conmutación controladas por programa. (SINUMERIK 840D).
Escala Componente de un -> frame que produce cambios de escala específicos del eje.
Estructura de canales La estructura permite la ejecución simultánea y asíncrona de los -> programas de los distintos canales.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-324 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
F
Fichero de inicialización Para cada -> pieza es posible crear un fichero de inicialización. Allí se pueden guardar distintas instrucciones de valores de variable que se aplicarán especialmente para una pieza.
Final de carrera software Los fines de carrera de software limitan el área de desplazamiento de un eje y evitan que el carro choque con los fines de carrera de hardware. Por cada eje se pueden definir dos parejas de valores que se pueden activar por separado a través del -> PLC.
Frame Un frame viene a ser una regla de cálculo que transfiere un sistema de coordenadas cartesianas a otro sistema de coordenadas cartesianas. En frame contiene los componentes -> Decalaje de origen, -> Rotación, -> Escala, -> Simetría especular.
Frames programables Con los -> frames programables se pueden definir de forma dinámica y durante la ejecución del programa de pieza nuevos orígenes del sistema de coordenadas. Se distingue entre definición absoluta por medio de un nuevo frame y definición aditiva que parte de una posición inicial ya existente.
Función auxiliar Con las funciones auxiliares se pueden entregar, en -> programas de pieza, -> parámetros al -> PLC que inician allí reacciones definidas por el fabricante de la máquina.
Funciones de seguridad El control contiene vigilancias activas en permanencia que detectan los fallos en el -> CNC, en el mando de interconexión (-> PLC) y en la máquina de forma tan temprana que se excluye en gran parte la posibilidad de daños en la pieza, la herramienta o la máquina. En caso de un fallo se interrumpe el proceso de mecanizado y los accionamientos se paran; la causa del fallo se memoriza y se visualiza como alarma. Al mismo tiempo se comunica al PLC que existe una alarma CNC pendiente.
G
Geometría Descripción de una -> pieza en el -> sistema de coordenadas de pieza.
Gestión de programas de pieza
La gestión de programas de pieza se puede organizar por -> piezas. El tamaño de la memoria de usuario determina el número de programas y datos a gestionar. Cada fichero (programas y datos) se puede dotar de un nombre con máx. 24 caracteres alfanuméricos.

A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-325
Giro Componente de un -> frame que define un giro del sistema de coordenadas en un ángulo determinado.
Grupo de modos de operación
En un determinado momento, todos los ejes/cabezales están asignados exactamente a un canal. A los canales del grupo de modos de operación está asignado siempre el mismo -> modo de operación.
H
Herramientas Elemento activo en la máquina herramienta que produce el mecanizado (p. ej.: herramienta de tornear, fresa, broca, rayo láser, etc.).
HIGHSTEP Resumen de las posibilidades de programación para el -> PLC del sistema AS300/AS400.
I
Identificador de eje Los ejes se denominan, según DIN 66217 para un -> sistema de coordenadas dextrógiro y perpendicular, X, Y, Z. Los ejes giratorios que giran alrededor de X, Y, Z reciben los identificadores A, B, C. Los ejes adicionales, paralelos a los indicados, se pueden identificar con otras letras de dirección.
Identificadores Las palabras según DIN 66025 se completan con dercriptores (nombres) para variables (variables de cálculo, variables de sistema, variables de usuario), para subprogramas, para palabras reservadas ypalabras con varias letras de dirección. Estos complementos se equiparan en su significado a las palabras cuando se trata de la estructura de la secuencia. Los descriptores tienen que ser unívocos. Un mismo descriptor no puede ser utilizado para diferentes objetos.
Idiomas Los textos de visualización de la guía del usuario y los avisos y las alarmas del sistema están disponibles en cinco idiomas de sistema (disquete): alemán, inglés, francés, italiano y español. En el control están disponibles y se pueden seleccionar dos de los citados idiomas.
Interfaz de operador (hombre-máquina)
La interfaz hombre-máquina es el medio de visualización de un control CNC en forma de una pantalla. Está diseñada con ocho pulsadores de menú horizontales y ocho verticales.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-326 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Interfaz multipunto La interfaz multipunto (MPI) es una interfaz D-Sub de 9 polos. A una interfaz multipunto se puede conectar un número parametrizable de aparatos que pueden comunicar entre ellos. • PG • Sistemas de manejo y visualización • Otros sistemas de automatización El bloque de parámetros "Multipoint Interface MPI" de la CPU contiene los -> parámetros que definen las características de la interfaz multipunto.
Interpolación circular La -> herramienta se tiene que desplazar, entre unos puntos definidos del contorno, con un avance definido en un círculo, mecanizando la pieza.
Interpolación de polinomios
Con la interpolación de polinomios se pueden generar los trayectos de curva más diversos, tales como funciones de recta, parábola y potencia (SINUMERIK 840D).
Interpolación helicoidal La interpolación helicoidal es particularmente apta para la ejecución sencilla de roscas internas o externas con fresas perfiladas y el fresado de ranuras de lubricación. La línea helicoidal se compone de dos movimientos: 1. Movimiento circular en un plano 2. Movimiento lineal perpendicular a dicho nivel
Interpolación lineal La herramienta se desplaza en línea recta hasta el punto de destino mecanizando la pieza.
Interpolación spline Con la interpolación spline, el control puede generar una curva lisa a partir de unos pocos puntos de interpolación predefinidos.
Interpolador Unidad lógica del -> NCK que determina, según la indicación de posiciones de destino en el programa de pieza, valores intermedios para los desplazamientos a ejecutar en los distintos ejes.
Interruptor llave 1. S7-300: El interruptor llave es el conmutador de modos de operación de la -> CPU. El interruptor de llave se maneja mediante una llave extraíble.
2. 840D/FM-NC: El interruptor llave en el panel de mando de máquina posee 4 posiciones asignadas por el sistema operativo del control a funciones. Asimismo pertenecen al interruptor de llave tres llaves de distintos colores que se pueden retirar en las posiciones indicadas.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-327
J
Jog Modo de operación del control (modo de preparación): el modo Jog sirve para preparar la máquina. De esta forma los ejes individuales y los cabezales se pueden desplazar mediante los pulsadores de dirección. Otras funciones en el modo de operación Jog son la -> Aproximación al punto de referencia, -> Repos, así como -> Preset.
K
KÜ Relación de transmisión
Kv Factor de ganancia del lazo de regulación; parámetro de un lazo de regulación
L
Lenguaje de alto nivel CNC
El lenguaje de alto nivel ofrece: -> Variables de usuario, -> variables de usuario predefinidas, -> variables de sistema, -> programación indirecta, -> funciones matemáticas y de ángulo, -> operaciones comparativas y combinaciones lógicas, -> saltos y ramificaciones de programa, -> coordinación de programas (SINUMERIK 840D), -> técnica de macros.
Lenguaje de programación CNC
La base del lenguaje de programación CNC es DIN 66025 con ampliaciones de lenguaje de alto nivel. El -> lenguaje de alto nivel CNC y programación permite, entre otros, la definición de macros (recopilación de instrucciones individuales).
Limitación de la zona de trabajo
El límite del campo de trabajo sirve para limitar el margen de desplazamiento de los ejes además de con los finales de carrera. Por cada eje puede haber dos valores para describir la zona de trabajo protegida.
Limitación de la zona de trabajo programable
Limitación del área de movimiento de la herramienta a un área definida por limitaciones programadas.
Límite de parada precisa Cuando todos los ejes de contorneado alcanzan su límite de parada precisa, el control se comporta como si hubiera alcanzado exactamente un punto de destino. Se produce el avance de secuencia en el -> programa de pieza.
Look Ahead Con la función Look Ahead se consigue, mediante el "control anticipativo" a lo largo de un número parametrizable de secuencias de desplazamiento, una velocidad de mecanizado óptima.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-328 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
M
Máquina Campo de manejo del control
Masa Como masa se considera la totalidad de los elementos inactivos de un utillaje que, incluso en caso de un fallo, no pueden tomar una tensión al contacto peligrosa.
MDA Modo de operación del control: Manual Data Automatic. En el modo MDA se pueden introducir secuencias de programa o sucesiones de secuencias individuales que no guardan relación alguna con un programa principal o subprograma y que se pueden ejecutar inmediatamente a continuación mediante la tecla Cycle Start.
Mecanizado en planos oblicuos
Los mecanizados de taladrado y fresado en superficies de pieza que no se sitúan en los planos de coordenadas de la máquina se pueden ejecutar cómodamente con la función "Mecanizado en planos oblicuos".
Memoria Backup La memoria Backup garantiza el respaldo de áreas de memoria de la -> CPU sin batería de soporte. Se respalda un número parametrizable de tiempos, contadores, marcas y bytes de datos.
Memoria de carga La memoria de carga es, en la CPU 314 del -> PLC, igual a la -> memoria de trabajo.
Memoria de corrección Campo de datos del control en el que están guardados los datos de corrección (correctores) de herramienta.
Memoria de programa del PLC
SINUMERIK 840D: En la memoria PLC de usuario se guardan el programa PLC de usuario y los datos de usuario junto con el programa PLC básico. La memoria PLC de usuario puede ampliarse, mediante ampliaciones de memoria, hasta 96 KB.
Memoria de sistema La memoria de sistema es una memoria en la CPU donde se guardan los siguientes datos: • Datos necesarios para el sistema operativo • Operandos: Tiempos, Contadores, Marcas
Memoria de trabajo La memoria de trabajo es una memoria RAM en la -> CPU a la cual accede el procesador durante la ejecución del programa al programa de usuario.
Memoria de usuario Todos los programas y datos, tales como programas de pieza, subprogramas, comentarios, correcciones de herramienta, decalajes de origen/frames, así como datos de usuario de canal y de programa se pueden guardar n la memoria de usuario CNC común.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-329
Mensajes Todos los avisos programados en el programa de pieza y las -> alarmas detectadas por el sistema se muestran en el panel de servicio en texto explícito con fecha y hora y con el correspondiente símbolo para el criterio para el acuse. La indicación se efectúa separadamente por alarmas y avisos.
Modo de contorneado El objetivo del modo de contorneado es evitar un mayor frenado de los -> ejes de contorneado en los límites de secuencia del programa de pieza y pasar a la siguiente secuencia, a ser posible, con la misma velocidad de contorneado, a fin de proteger el control, la máquina y otros valores patrimoniales de la empresa y del usuario.
Modo de operación Proceso secuencial para el modo de operación de un control SINUMERIK. Están definidos los modos de operación -> Jog, -> MDA,-> Automático.
Módulo Se denominan módulos a todos los ficheros necesarios para la creación y el procesamiento del programa.
Módulo (bloque) de programa
Los módulos de programa contienen los programas principales y subprogramas de los -> programas de pieza.
Módulo de datos 1. Unidad de datos del -> PLC a la cual pueden acceder los -> programas HIGHSTEP.
2. Unidad de datos del -> CN: Los bloques de datos contienen definiciones de datos para datos globales de usuario. Los datos pueden ser inicializados directamente en el momento de la definición.
Módulo de entrada/salida
analógico Los módulos de entrada/salida analógicos son conformadores de señal para señales de proceso analógicas. Los módulos de entrada analógicos convierten magnitudes de medición analógicas en valores digitales que se pueden procesar en la CPU. Los módulos de salida analógicos convierten valores digitales en magnitudes de ajuste analógicas.
Módulo de entrada/salida digital
Los módulos digitales son formadores de señal para señales de proceso binarios.
Módulo de inicialización Los módulos de inicialización son -> módulos de programa especiales. Contienen asignaciones de valores que se realizan antes de la ejecución del programa. Los módulos de inicialización sirven, sobre todo, para la inicialización de datos predefinidos o datos de usuario globales.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-330 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Módulo de simulador Un módulo de simulador es un módulo: • En el que se pueden simular magnitudes de entrada digitales a
través de elementos de manejo • Se visualizan magnitudes de salida digitales
Módulo periférico Los módulos periféricos establecen la conexión entre la CPU y el proceso. Los módulos periféricos son: • ->Módulos de entrada/salida digitales • ->Módulos de entrada/salida analógicas • ->Módulos de simulador
N
NC Numerical Control: El control CN comprende todos los componentes del control de máquina herramienta. -> NCK, -> PLC, -> MMC, -> COM. Nota: Para los controles SINUMERIK 840D o FN-NC sería más correcto utilizar la denominación "control CNC": computerized numerical control.
NCK Numeric Control Kernel: Componente del control CN, el cual ejecuta -> programas de pieza y que principalmente coordina los procesos de desplazamiento para la máquina herramienta.
Nombre eje Ver -> Identificador de eje
NRK Numeric Robotic Kernel (sistema operativo del -> NCK)
Número de estación El número de estación representa la "dirección de activación" de una -> CPU o de la -> PG u otro módulo periférico inteligente, si éstos comunican a través de una -> red. El número de estación se asigna a la CPU o al PG con la herramienta S7 -> "S7-Konfiguration".
NURBS El control de movimiento interno del control y la interpolación de trayectoria se ejecutan sobre la base de NURBS (Non Uniform Rational B-Splines). De este modo se dispone, a nivel interno del control, de un procedimiento unitario para todas las interpolaciones (SINUMERIK 840D).
O
OEM Para fabricantes de máquina que quieren crear su propia interfaz hombre-máquina o introducir funciones específicas de la tecnología en el control, se han previsto espacios para soluciones individuales (aplicaciones OEM) para SINUMERIK 840D.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-331
Origen de la pieza El origen de la pieza forma el punto inicial del -> sistema de coordenadas de pieza. Queda definido por distancias frente al origen de la máquina.
Origen de máquina Punto fijo de la máquina herramienta al que están referidos todos los sistema de medida (derivados de él).
Override Posibilidad de intervención manual o programable que permite al operador superponerse a avances o velocidades de giro programados para adaptarlos a una determinada pieza o un material.
P
Palabra de datos Unidad de datos con un tamaño de dos bytes dentro de un -> bloque de datos.
Palabras reservadas Palabras con una notación definida que tienen un significado definido en el lenguaje de programación para -> programas de pieza.
Panel de mando de la máquina
Panel de mando de la máquina herramienta con los elementos de manejo teclas, interruptores giratorios, etc. y elementos de visualización sencillos como LED. Sirve para influir directamente en la máquina herramienta a través del PLC.
Parada de cabezal orientada
Parada del cabezal portapieza en una posición angular definida, p. ej., para realizar en un punto determinado un mecanizado adicional.
Parada precisa Cuando está programada la instrucción de parada precisa, se busca la posición exacta especificada en una secuencia, a poca velocidad si resulta necesario Para reducir el tiempo de aproximación, se definen-> límites de parada precisa para el rápido y el avance.
Parámetros S7-300: Se distingue entre dos tipos de parámetros: 1. Parámetros de una instrucción STEP 7
Un parámetro de una instrucción STEP 7 es la dirección del operando a procesar o una constante.
2. Parámetro de un -> bloque de parámetro Un parámetro de un bloque de parámetros determina el comportamiento de un módulo.
Parámetros R Parámetro de cálculo; puede ser activado o consultado por el
programador del -> programa de pieza para cualquier finalidad en el programa.
PG Programadora
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-332 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Pieza Pieza a ejecutar/mecanizar por la máquina herramienta. Una pieza se guarda como programa independiente en un directorio.
Pieza en bruto Pieza con la cual empieza el mecanizado de una pieza.
Pila tampón La pila tampón garantiza que el -> programa de usuario está consignado en la -> CPU a prueba de fallos de red y las áreas de datos y marcas, tiempos y contadores definidos se mantienen de forma remanente.
PLC Programmable Logic Control: -> Autómata programable. Componente del -> control CN. Mando de interconexión para el procesamiento de la lógica de control de la máquina herramienta.
Power On Desconexión y reconexión del control.
Preset La función Preset permite redefinir el origen del control en el sistema de coordenadas de máquina. Con Preset no se produce ningún movimiento de ejes; tan sólo se introduce un nuevo valor de posición para las posiciones momentáneas de los ejes.
Programa 1. Campo de manejo del control 2. Secuencia de instrucciones al control.
Programa de pieza Serie de instrucciones al control CN que producen en su totalidad la ejecución de una determinada -> pieza. Asimismo, ejecución de un determinado mecanizado en una -> pieza en bruto definida.
Programa de transferencia de datos PCIN
PCIN es un programa auxiliar para la transferencia y la recepción de datos de usuario CNC a través de la interfaz serie (p. ej.: programas de pieza, correcciones de herramienta, etc). El programa PCIN funciona bajo MS-DOS en PC's industriales estándar.
Programa de usuario Los programas de usuario para sistemas de automatización S7-300 se editan con el lenguaje de programación STEP 7. El programa de usuario es modular y consta de distintos bloques. Los principales tipos de bloques son: Bloques de código: estos bloques contienen los comandos de STEP 7. Bloques de datos: estos bloques contienen constantes y variables para el programa STEP 7.
Programa principal -> Programa de pieza identificada con un número o un indicador en el cual se puede llamar a otros programas principales, subprogramas o-> ciclos.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-333
Programa principal/Subprograma global
Todo programa principal/subprograma global puede aparecer una sola vez bajo su nombre en el subdirectorio, no es admisible que haya un mismo nombre de programa en varios subdirectorios con contenidos distintos en calidad de programa global.
Programación del PLC El PLC se programa con el software STEP 7. El software de programación STEP 7 se basa en el sistema operativo estándar WINDOWS y contiene las funciones de la programación STEP 5 con nuevos desarrollos innovadores.
Puerto serie V.24 Para la entrada/salida de datos se dispone de: • Una interfaz serie V.24 (RS232) en el módulo MMC 100 • Dos interfaces V.24 en módulos MMC PCU 50/70 A través de estos puertos se pueden cargar y guardar programas de mecanizado, así como datos del fabricante y del usuario.
Pulsador de menú (Softkey)
Tecla cuya rotulación se representa mediante un campo en pantalla que se adapta de forma dinámica a la situación de manejo actual. Las teclas de función de libre asignación (pulsadores de menú) se asignan a funciones definidas a nivel del software.
Punto de referencia Punto de la máquina herramienta al cual se refiere el sistema de medida de los -> ejes de máquina.
Punto fijo de la máquina Punto definido de forma unívoca por la máquina herramienta, p. ej., punto de referencia.
Q
R
Rápido La velocidad de desplazamiento más rápida de un eje. Se utiliza, por ejemplo, para aproximar la herramienta desde una posición de reposo al -> contorno de la pieza retirar de éste.
Reconocimiento previo de daños en el contorno
El control detecta y señaliza los siguientes casos de colisión: 1. El recorrido es más corto que el radio de la herramienta. 2. El ancho de la esquina interior es menor que el diámetro de la
herramienta.
Red Una red es la conexión de varios S7-300 y otros aparatos terminales, p. ej., un PG a través de -> cables de conexión. A través de la red tiene lugar un intercambio de datos entre los aparatos conectados.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-334 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Remanencia Las áreas de datos en bloques de datos, así como tipos, contadores y marcas son remanentes si su contenido no se pierde al reiniciar o con la desconexión de la red.
REPOS 1. Reposicionamiento en el contorno mediante el manejo Con la función Repos se puede efectuar un reposicionamiento hasta el punto de interrupción mediante las teclas de dirección.
2. Reposicionamiento en el contorno a través del programa Mediante órdenes de programa se puede elegir entre varias estrategias de aproximación: Posicionamiento en el punto de interrupción, posicionamiento en el punto inicial de la secuencia, posicionamiento en el punto final de la secuencia, posicionamiento en un punto de la trayectoria entre el inicio de la secuencia y la interrupción
Retirada de herramienta
orientada RETTOOL: En caso de interrupciones del mecanizado (p. ej.: por rotura de herramienta), la herramienta se puede retirar mediante una orden de programa con una orientación especificable y en un recorrido definido.
Retirada rápida del contorno
Cuando llega una interrupción, se puede iniciar, a través del programa de mecanizado CNC, un movimiento que permite la retirada rápida de la herramienta del contorno de pieza que se está mecanizando en este momento. Adicionalmente, se pueden parametrizar el ángulo de retirada y la magnitud del recorrido. Después de la retirada rápida se puede ajustar adicionalmente una rutina de interrupción. (SINUMERIK FM-NC, 840D).
Roscado con macho sin mandril de compensación
Esta función permite taladrar roscas sin macho de compensación. Con el desplazamiento interpolado del cabezal como eje giratorio y del eje de taladrado, las roscas se cortan exactamente hasta la profundidad final de taladro, p. ej., taladros ciegos (requisito servicio de eje del cabezal).
Rutina de interrupción Las rutinas de interrupción son -> subprogramas especiales que pueden ser iniciados por sucesos (señales externas) del proceso de mecanizado. Una secuencia del programa de pieza que se encuentra en ejecución se cancela y la posición de interrupción de los ejes se memoriza automáticamente.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-335
S
S7-Konfiguration S7-Konfiguration es una herramienta con cuya ayuda se parametrizan módulos. Con S7-Konfiguration se ajustan distintos -> bloques de parámetros de la -> CPU y de los módulos periféricos en el -> PG. Estos parámetros se transmiten a la CPU.
Secuencia Parte de un -> programa de pieza, delimitada por Line Feed. Se distingue entre -> secuencias principales y -> secuencias subordinadas.
Secuencia auxiliar Secuencia iniciada por "N" con información para un paso de trabajo, p. ej., una indicación de posición.
Secuencia principal Secuencia iniciada por ":" que contiene todos los datos para poder iniciar el ciclo de trabajo en un -> programa de pieza.
Secuencias intermedias Los movimientos de desplazamiento con corrección de herramienta seleccionada (G41/G42) se pueden interrumpir con un número limitado de secuencias intermedias (secuencias sin movimientos de ejes en el plano de corrección), pudiéndose efectuar todavía el cálculo correcto de la corrección de herramienta. El número admisible de secuencias intermedias leídas de forma anticipada por el control se puede ajustar a través de parámetros de sistema.
Servicios Campo de manejo del control
Simetría especular En la simetría especular se invierten los signos de los valores de coordenadas de un contorno frente a un eje. La simetría especular se puede aplicar en varios ejes a la vez.
Sincronización Instrucciones en -> programas de pieza para la coordinación de los procesos en distintos -> canales en determinados puntos de mecanizado.
Sistema de acotado en pulgadas
Sistema de acotado que define distancias en "pulgadas" y fracciones de ellas.
Sistema de coordenadas Ver -> Sistema de coordenadas de máquina, -> Sistema de coordenadas de pieza
Sistema de coordenadas básico
Sistema de coordenadas cartesiano; se refleja por transformación al sistema de coordenadas de máquina. En el -> programa de pieza, el programador utiliza nombres de eje del sistema de coordenadas básico. Si no está activa ninguna -> transformación, existe paralelamente al -> sistema de coordenadas de máquina. La diferencia reside en los identificadores de eje.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-336 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Sistema de coordenadas
de máquina Sistema de coordenadas que está referido a los ejes de la máquina herramienta.
Sistema de coordenadas de pieza
El sistema de coordenadas de pieza tiene su posición inicial en el -> origen de pieza. En la programación en el sistema de coordenadas de pieza, las medidas y las direcciones se refieren a este sistema.
Sistema de medida métrico
Sistema normalizado de unidades: para longitudes, p. ej.: mm = milímetros, m = metros.
Spline A El spline de Akima pasa por los nodos de interpolación programados con tangente de variación continua (polinomio de tercer grado).
Spline C El spline C es el más conocido y utilizado. Las transiciones en los puntos de interpolación son de tangente y curvatura continua. Se utilizan polinomios de tercer grado.
SPS -> Autómata programable.
Subprograma Serie de instrucciones de un -> programa de pieza que se puede llamar repetidamente con distintos parámetros. La llamada al subprograma se realiza desde un programa principal. Cada subprograma se puede bloquear contra la emisión y visualización no autorizada. -> Ciclos son una forma de subprogramas.
Subprograma asíncrono Programa de pieza que se puede iniciar de forma asíncrona (independiente) al estado de programa actual mediante una señal de interrupción (p. ej.: señal "Entrada CN rápida").
T
Tabla de compensación Tabla de puntos de interpolación. Suministra para posiciones seleccionadas del eje básico los valores de compensación del eje de compensación.
Teach In Con Teach In se pueden crear o corregir programas de pieza. Las distintas secuencias de programa se pueden introducir a través del teclado y ejecutar enseguida. También se pueden guardar las posiciones alcanzadas con las teclas de dirección o el volante. Datos adicionales, tales como funciones G, avances o funciones M, se pueden introducir en la misma secuencia.
Técnica de macros Recopilación de una serie de instrucciones bajo un indicador. El indicador representa en el programa la serie de instrucciones reunidas.
A 11/2006 AnexoB Conceptos
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 A-337
Tool Una herramienta de software sirve para la introducción y modificación
de -> parámetros de un bloque de parámetros. Herramientas de software son, entre otras: • S7-Konfiguration • S7-TOP • S7-Info
Transformada Programación en un sistema de coordenadas cartesiano, ejecución en un sistema de coordenadas no cartesiano (p. ej.: con ejes de máquina como ejes giratorios).
U
V
Valor de compensación Diferencia entre la posición del eje medida por el captador de posición y el posición de eje deseado que se ha programado.
Variable de sistema Variable que existe sin intervención del programador de un -> programa de pieza. Queda definida por un tipo de datos y el nombre de variable que empieza por el carácter $. Ver también -> Variable definida por el usuario.
Variables definidas por el usuario
Los usuarios pueden acordar variables definidas por el usuario para cualquier uso en el -> programa de pieza o bloque de datos (datos de usuario globales). Una definición contiene la indicación del tipo de datos y el nombre de variable. Ver también -> variable de sistema.
Velocidad de contorneado
La máxima velocidad de contorneado programable depende de la precisión de entrada. Con una resolución de, por ejemplo, 0,1 mm, la máxima velocidad de contorneado programable es de 1000 m/min.
Velocidad de giro límite Velocidad de giro máxima/mínima (del cabezal): Especificando datos de máquina, -> PLC o -> datos de operador se puede limitar la velocidad de giro máxima de un cabezal.
Velocidad de transferencia
Velocidad en la transferencia de datos (bits/s).
Ver -> identificador de eje
Ver -> Identificador de eje
Vigilancia del contorno Como cota para la precisión de contorno se vigila el error de seguimiento dentro de una banda de tolerancia definida. Un error de seguimiento demasiado alto puede darse, por ejemplo, por una sobrecarga del accionamiento. En dicho caso, se emite una alarma y se paran los ejes.
A Anexo 11/2006 B Conceptos
A
© Siemens AG 2006 All rights reserved. A-338 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Volante electrónico Los volantes electrónicos permiten desplazar simultáneamente en el modo manual los ejes seleccionados. El valor de las marcas de los volantes se determina con el valor de la cota incremental.
W
X
Y
Z
Zona de desplazamiento La máxima zona de desplazamiento admisible en ejes lineales es de ± 9 décadas. El valor absoluto depende de la precisión de entrada y de regulación de posición seleccionada y del sistema de unidades (pulgadas o métrico).
Zona de trabajo Zona tridimensional en la que puede entrar la punta de la herramienta debido al diseño de la máquina herramienta. Ver también -> Zona protegida.
Zona protegida Área tridimensional dentro del -> área de trabajo en la cual no debe entrar la punta de la herramienta.
I 11/2006 Índice
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 I-339
I Índice A Abrir fichero 2-43 Activar datos 6-228 Activar datos de usuario (GUD) 6-202 Activar inmediatamente corrección de
herramienta, HMI Embedded 5-134 Activar telediagnóstico 8-285 Activar vigilancia de herramienta,
ShopTurn 5-174 Administrar programa 6-225 Ajustar fecha 8-283 Ajustar hora 8-283 Ajuste del color 9-296 Ajustes 2-56 Ajustes de CN 9-294 Ajustes de PLC 9-295 Ajustes del editor 2-44, 9-298 Alarma 2-26
Tecla de acuse 2-23 Añadir elemento de contorno 6-211 Ángulo inicial para roscado 5-182 Ángulo para fresa cónica ShopMill 5-149 Aproximación con contacto 4-89 Árbol de ficheros 7-248 Archivado de programas 6-196 Automático 2-29
Vista genral del programa 4-99 Avance de recorrido de prueba 5-181 Avance en JOG 5-179 Avisos operativos del canal 2-39 Ayuda de introducción para operandos 8-281 B Bloque de macro 6-226 Bloquear puesto en el almacén 5-156
ShopMill 5-156 Borrar fichero 6-236 Borrar herramienta, HMI Embedded 5-129 Borrar herramienta, ShopMill 5-157 Borrar herramienta, ShopTurn 5-169 Borrar parámetros R 5-177 Borrar valor de operando 8-281 Broca rotativa ShopTurn 5-165 Buscar datos de operador 5-183
Buscar herramienta, HMI Embedded 5-128, 5-144
Buscar parámetros R 5-178 Buscar puesto vacío 5-161, 5-172 Buscar/ir a .. 2-49 Búsqueda de secuencias acelerada para
ejecución de externo 4-104 Búsqueda del punto de referencia 4-80 C Calculadora 2-55 Calcular corrección de herramienta, HMI
Embedded 5-132 Calcular parámetros de herramienta 5-119 Cambiar nombre de herramienta 5-166 Cambiar nombre de herramienta, ShopMill 5-150 Cambiar tipo de herramienta, ShopMill 5-157 Cambio de idioma 9-289 Cambio del modo de operación 4-65 Campos de manejo 1-18 Canal
Tecla de conmutación 2-23 Canal activo 2-53 Canal interrumpido 2-54 Canales 4-64 Cancelar entrada 2-47 Cargar herramienta
ShopMill 5-158 Cargar herramienta, HMI Embedded 5-140 Cargar herramienta, ShopTurn 5-170 Ciclos 6-196
Visualizar versión 8-275 Ciclos cocompilados
Imagen de versiones 8-277 Clase de tolerancia 2-56 Clasificar herramienta, ShopTurn 5-169 Compact-Flash Card 9-289 Conectar 1-17 Configuración del accionamiento 9-291 Configurar unidades lógicas 9-299 Confirmar entrada 2-47 Conformidad usuario 4-88 Conmutación pulgadas/metros 4-79 Conmutar canal 2-53 Conmutar ventana de menú 2-45
I 11/2006 I Índice
© Siemens AG 2006 All rights reserved. I-340 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Contorno Fijar posición inicial 6-206 Introducir elemento 6-211 Punto inicial cartesiano 6-207 Punto inicial polar 6-207 Representación grafica 6-205 Representación simbólica 6-209 Seleccionar elemento 6-211
Contraseña 9-299 Copiar fichero 6-235 Copiar ficheros 6-235 Corrección de herramienta 5-125 Corrección de herramientas
Sólo con números D, HMI Embedded 5-133 Corrección del avance 2-30 Corrección del cabezal 2-31 Corrección del rápido 2-30, 2-31 Cota incremental variable 5-179 Crear contorno 6-205 Crear directorio de piezas 6-231 Crear herramienta duplo, ShopMill 5-151 Crear herramientas duplo, ShopTurn 5-168 Crear nueva herramienta, ShopMill 5-148 Crear nueva herramienta, ShopTurn 5-165 Crear nuevo filo, HMI Embedded 5-130 Crear varios filos por herramienta,
ShopMill 5-149 Crear varios filos por herramienta,
ShopTurn 5-167 Cursor 2-25 CYCLE800 4-75 D Dar valores a los datos 6-228 Datos de herramienta 5-111 Datos de operación 10-304 Datos de operador 5-178 Datos de usuario
Buscar 5-194 Modificar 5-193
Datos del cabezal 5-180 Datos Jog 5-179 Decalaje de origen 4-89, 5-185
Activar inmediatamente 5-190 Global 5-190 Vista general 5-187
Decalaje DRF 4-108 Decompilar 2-52
Decompilar ciclos 2-52 Definiciones
Visualizar imagen de versiones 8-278 Derecho de acceso 2-33 Desbloquear puesto en el almacén
ShopMill 5-156 Descargar herramienta, HMI Embedded 5-142 Descargar herramienta, ShopTurn 5-170 Descargar todas las herramientas,
ShopMill 5-160 Descargar todas las herramientas,
ShopTurn 5-171 Desconectar 1-17 Desgaste ShopMill 5-154 Desgaste ShopTurn 5-174 Desplazamiento incremental 2-29 Desplazar ejes 4-85 Diagnóstico
Imagen básica 8-264 Directorio de piezas 6-227 Directorios 7-246 Disquetera 9-289 Doble editor 2-43 DRF 2-41 DRY 2-41, 5-181 E Editar entrada 2-46 Editar programa 6-199 Ejecutar reset del NCK 9-299 Ejes adicionales 4-70 Ejes de máquina 4-70 Ejes geométricos 4-70 Emitir datos 6-228 Espacio 2-24 Estado de herramienta, ShopMill 5-156 Estado SI 8-268 Estados de canal 2-53 Estructura de datos 4-62 EXTCALL 6-238 F Feed Start 2-30 Feed Stop 2-30 Filtro de visualización 9-292 Fitting 2-56 Formato binario 7-254 Formato de cinta perforada 7-250 Formato de cinta perforada ISO 7-258
I 11/2006 Índice
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 I-341
Formato PC 7-254 Frame base
Activar inmediatamente 5-190 FST 2-41 Funciones de máquina 2-29, 4-63 Funciones M modales 4-74 G Gestión de herramientas
HMI Embedded 5-135 ShopMill 5-135, 5-145 ShopTurn 5-135, 5-163
Gestión de herramientas Pantalla base HMIEmbedded 5-136
Gestionar lista de almacén ShopMill 5-156
Gráfica de simulación 6-222 Grupo de modos de operación 4-64 Guardar elemento de contorno 6-213 Guardar fichero 2-51 Guardar programa 4-94 H Habilitar pieza 6-234 Habilitar programa 6-234 Herramienta
Administrar puestos de almacén, ShopTurn 5-176
Borrar filo, HMI Embedded 5-131 Buscar filo, HMI Embedded 5-131 Descargar ShopMill 5-159 Introducir estado ShopMill 5-155 Ordenar en la lista de herramientas,
ShopMill 5-162 Posicionar HMI Embedded 5-144 Vigilancia ShopMill 5-153 Visualizar filo, HMI Embedded 5-130
Herramienta de recambio ShopMill 5-151 Herramienta de sustitución ShopTurn 5-168 Herramienta
Crear 5-127 Herramientas manuales, ShopMill 5-151 Hojear hacia atrás 2-26 Hojear hacia delante 2-25 I Identificación RO 6-200 Imagen básica Programa 6-197 Inc
Desplazamiento incremental 4-86
Incremento 2-29 Indicación de la corrección
del rápido con G0 4-97 Indicación de ruta 7-250 Indicación de service 8-266 Influenciación del programa 4-107 Información de memoria 6-238 Iniciar programa de pieza 4-68 Inicio ciclo 2-34 Interfaz hombre-máquina 2-36 Interruptor de llave 2-33 Introducción de ajuste 2-56 Introducir datos de desgaste de herramienta,
ShopMill 5-152 Introducir datos de desgaste de herramienta,
ShopTurn 5-173 Introducir estado de herramienta,
ShopTurn 5-175 Ir a 2-50 J Jog 2-28
Imagen básica 4-83 JOG continuo 5-179 L Leer datos 6-228 Leer en memoria/emitir programas
ISO vía V.24 7-258 Leer tipos de fichero 7-247 Liberar piezas/programas 6-234 Limitación del campo de trabajo 5-178 Límite de preaviso ShopMill 5-154 Limpieza 10-304 Líneas ocultas 6-201 Listas de paquete predefinidas 8-276 M M01 2-41 Mando de programas 2-34 Mando del avance 2-30 Mando del cabezal 2-31 Manejo de ficheros 6-228 Máquina
Indicación global de estado 2-38 Marcar bloque 2-49 Marcha cabezal 2-32 Máscara de operandos 8-282 MDA 2-28, 4-92 MKS 2-31, 4-70
I 11/2006 I Índice
© Siemens AG 2006 All rights reserved. I-342 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Modificar contorno 6-208 Modificar datos de operador 5-183 Modificar decalaje de origen ajustable 5-188 Modificar interfaz HMI 9-296 Modificar parámetros R 5-177 Modificar valor del operando 8-280, 8-281 Modos de operación 4-62 Módulo 6-226 Módulo (bloque) de programa 6-226 Módulo de datos 6-226 Módulo de inicialización 6-226 Mostrar y modificar datos de herramienta, HMI
Embedded 5-139 N Niveles de protección 2-33 Nombres reservados para macros 6-227 Número de cabezal 5-123 Número de parámetro para el cálculo
del radio 5-123 Número de piezas ShopMill 5-154 Número de piezas ShopTurn 5-174 Número duplo ShopMill 5-151 Número duplo ShopTurn 5-168 Números D simples 5-111 O OP 010 2-22 Opciones de visualización 9-292 Operandos
Ayuda de introducción 8-281 Origen de máquina 5-185 Origen de pieza 5-185 Otros datos de operador 5-183 P Palabras clave 2-34 Parada ciclo 2-34 Parada del cabezal 2-32 Parametrización de ciclos 2-52 Parámetro de herramienta 5-111 Parámetros específicos de herramienta 5-116 Parar programa de pieza 4-68 Pieza 6-196 Poner valor real 4-78 Posicionar almacén, ShopTurn 5-173 Posicionar puesto de almacén 5-162 Posiciones de interruptor 2-33 Prescripción de concatenación 5-123
Programa 2-26 Indicación de la influenciación 2-41 Selección 2-42 Vista general 2-42
Programa de pieza 6-196 Editar 2-47
Programa ISO Emitir 7-260
Programa ISO Leer 7-258
Programación de contornos 2-45 Programación libre de contornos 2-52 Protección de programa selectiva
RO 6-200 Protocolo de alarmas 8-272 Protocolo de errores de comunicación 8-273 PRT 2-41 Puesta en marcha
Imagen básica 9-288 Puesta en marcha en serie 7-255 Pulsador de parada de emergencia 2-28 R Radio de redondeo ShopMill 5-149 Rapid 2-31 Rec. prueba DRY 5-181 Ref 2-29 Registrador de acciones 8-273, 9-298 Renombrar fichero 6-235 Reponer 2-35 Repos 2-29 Reposicionamiento 4-87 Reset 2-35 Reset canal 2-53 ROV 2-41 Ruta al abrir programa 6-229 S Safety Integrated 4-88, 8-268 Salida protocolo de errores 7-257 Salida protocolo de transmisión 7-257 Secuencia a secuencia 2-34 Selección del idioma 9-297 Selección del modo de operación 4-65 Seleccionar directorio 2-43 Seleccionar herramienta, HMI Embedded 5-138
I 11/2006 Índice
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006 I-343
Seleccionar lista de herramientas, Shop Mill 5-147
Seleccionar lista de herramientas, ShopTurn 5-165
Seleccionar pieza 6-229, 6-230 Seleccionar programa 6-233 Seleccionar programa de pieza 6-230 Service accionamiento 8-267 Service eje 8-266 Servicios
Imagen básica) 7-254 SGE/SGA 8-269 ShopMill
Gestión de herramientas 5-135 ShopTurn
Gestión de herramientas 5-135, 5-163 Simulación 2-52 Simulación de fresado
Durante el mecanizado 6-223 Simulación de fresado antes
del mecanizado 6-222 Simular programa 6-220 Single Block 2-34 SINUMERIK 840D sl 1-16 Sistema de coordenadas para cambiar la
visualización de posición real 4-71 Sistema de origen ajustable, ENS 4-72 SKP 2-41 Sobreescribir 2-49 SPL 8-270 Subprograma 6-196 T TCARR 4-75 Teach In 2-28, 4-92, 4-94 Tecla Alt 2-24 Tecla Ctrl 2-24 Tecla de ampliación 2-23 Tecla de borrado (Backspace) 2-24 Tecla de conmutación de campo 2-23 Tecla de edición 2-24 Tecla de fin de línea 2-26 Tecla de información 2-24 Tecla de selección 2-25 Tecla de selección de ventana 2-25 Tecla del campo de máquina 2-23 Tecla Delete 2-24 Tecla Input 2-25
Tecla Recall 2-23 Tecla Shift 2-24 Tecla Undo 2-24 Teclado estándar de PC MF-II 2-35 Teclado MF-II 2-35 Teclas del panel de mando de máquina 2-28 Teclas del panel de operador 2-23 Tipo de herramienta 5-111
Broca 5-113 Fresadora 5-112 Herramientas de tornear 5-117 Muelas rectificadoras 5-113 Sierra circular 5-118
Tipos de directorio 6-227 Tipos de fichero 6-226 Tipos de herramienta
ShopMill 5-147 ShopTurn 5-164
Tool Offset 2-26 Trasladar herramienta, HMI Embedded 5-143 U Unidades lógicas 6-198 V Valor de operando
Ayuda de introducción 8-281 Velocidad de desplazamiento 4-85 Velocidad del cabezal en JOG 5-179 Versión de software 8-274 Vida útil ShopMill 5-153 Vida útil ShopTurn 5-174 Vigilar aplicación de herramientas ShopMill 5-154 Vigilar uso de herramienta, ShopTurn 5-175 Vista general del programa 2-45 Visualización de la utilización
de capacidad 8-271, 9-300 Visualización del estado 6-222 Visualizar avances de ejes 4-72 Visualizar cabezales 4-73 Visualizar datos de máquina 9-290 Visualizar datos de operador 5-183 Visualizar datos de orientación 4-75 Visualizar frames de sistema 5-192 Visualizar funciones auxiliares 4-74 Visualizar funciones G 4-75 Visualizar herramienta, HMI Embedded 5-128 Visualizar líneas de programa ocultas 6-201 Visualizar nivel de programa 4-69
I 11/2006 I Índice
© Siemens AG 2006 All rights reserved. I-344 SINUMERIK 840D sl Instrucciones de manejo HMI Embedded (BEMsl) – Edición 11/2006
Visualizar recursos del sistema 8-271, 9-300 Visualizar secuencia de
datos de orientación 4-75 Visualizar Toolcarrier 4-75 Visualizar transformaciones 4-75 Volante 4-76 W WKS 2-31, 4-70 Z Zonas protegidas 5-184
Para Siemens AG
Sugerencias Correcciones
A&D MC MS1 Postfach 3180
Para el manual: SINUMERIK 840D sl
91050 ERLANGEN, ALEMANIA Fax +49 (0) 9131 / 98 - 63315 [Documentación]
mailto:[email protected]
http://www.siemens.com/automation/service&support
HMI-Embedded Documentación para el usuario
Remitente Nombre:
Manual del usuario Referencia: 6FC5398-1AP10-1EA0 Edición 11/2006
Empresa/Dpto.
Calle:
C. P.: ____________ Localidad:
Teléfono: __________ /
Fax: ________ /
Si durante la lectura de este documento encuentra algún error de imprenta, rogamos nos lo comunique rellenando este formulario. De igual modo le agradecemos ideas y mejoras.
Sugerencias y/o correcciones
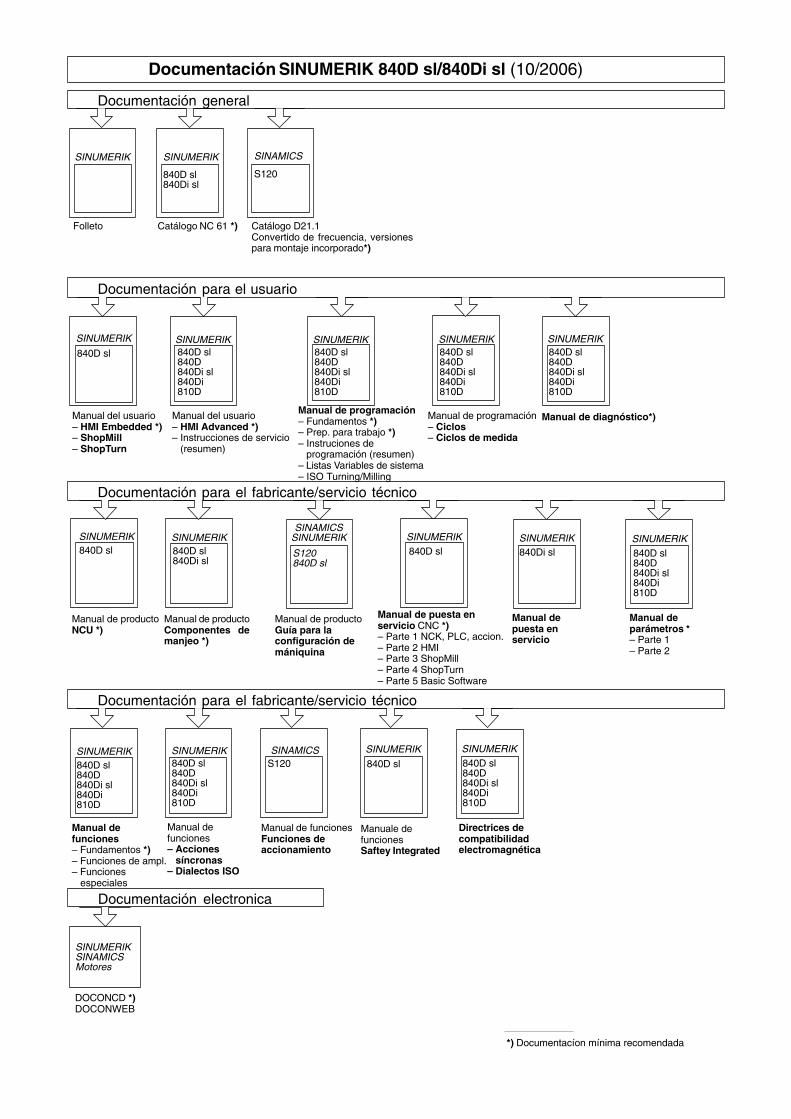
Documentación para el usuario
SINUMERIK SINUMERIK
Documentación SINUMERIK 840D sl/840Di sl (10/2006)
Folleto Catálogo NC 61 *)
Manual de productoNCU *)
Manual de productoComponentes demanjeo *)
840D slSINUMERIK840D sl840Di sl
S120
Catálogo D21.1Convertido de frecuencia, versionespara montaje incorporado*)
SINAMICS
Manuale de funcionesSaftey Integrated
Manual de funcionesFunciones de accionamiento
SINUMERIK
Manual defunciones– Acciones síncronas– Dialectos ISO
SINUMERIKSINUMERIK
840D sl
Manual de funciones– Fundamentos *)– Funciones de ampl.– Funciones especiales
SINUMERIK
SINUMERIKSINAMICSMotores
DOCONCD *)DOCONWEB
Documentación general
Documentación electronica
Documentación para el fabricante/servicio técnico
Documentación para el fabricante/servicio técnico
Manual del usuario– HMI Embedded *)– ShopMill– ShopTurn
Manual de programación– Ciclos– Ciclos de medida
SINUMERIK
Manual del usuario– HMI Advanced *)– Instrucciones de servicio (resumen)
*) Documentacíon mínima recomendada
Manual de programación– Fundamentos *)– Prep. para trabajo *)– Instruciones de programación (resumen)– Listas Variables de sistema– ISO Turning/Milling
SINUMERIK
SINUMERIK840D sl
SINUMERIK
Manual de puesta en servicio
Manual de puesta en servicio CNC *)– Parte 1 NCK, PLC, accion.– Parte 2 HMI– Parte 3 ShopMill– Parte 4 ShopTurn– Parte 5 Basic Software
SINAMICS SINUMERIK
SINUMERIK
SINUMERIK
Directrices decompatibilidadelectromagnética
840D sl840Di sl
SINUMERIK
Manual de diagnóstico*)
840D sl840D840Di sl840Di 810D
840D sl840D840Di sl840Di 810D
S120
840D sl840D840Di sl840Di810D
840D sl840D840Di sl840Di810D
840Di sl
Manual deparámetros *– Parte 1– Parte 2
840D sl840D840Di sl840Di810D
SINUMERIK
840D sl840D840Di sl840Di810D
840D sl840D840Di sl840Di810D
840D sl840D840Di sl840Di810D
840D sl
SINAMICSSINUMERIK
S120840D sl
Manual de productoGuía para la configuración demániquina